
MATERIAL SCIENCE.docx
13
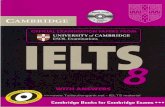
COPPER-TIN ALLOYS The important alloys of copper and tin from an industrial point of view are the bronzes comprised within certain limits of tin content. As in the case of the brasses, the addition of tin to copper results in the formation of a series of solid solutions. The addition of tin to copper results in the formation of a series of solid solutions which, in accordance with usual practice, are referred to in order of diminishing copper content as the α, β, γ, etc., constituents. PHASE DIAGRAM Sn-Cu Figure show the phase diagram for Sn-Cu
-
Upload
syamim-azmi -
Category
Documents
-
view
217 -
download
0
Transcript of MATERIAL SCIENCE.docx

7/28/2019 MATERIAL SCIENCE.docx
http://slidepdf.com/reader/full/material-sciencedocx 1/13
COPPER-TIN ALLOYS
The important alloys of copper and tin from an industrial point of view are the
bronzes comprised within certain limits of tin content. As in the case of the brasses, the
addition of tin to copper results in the formation of a series of solid solutions.
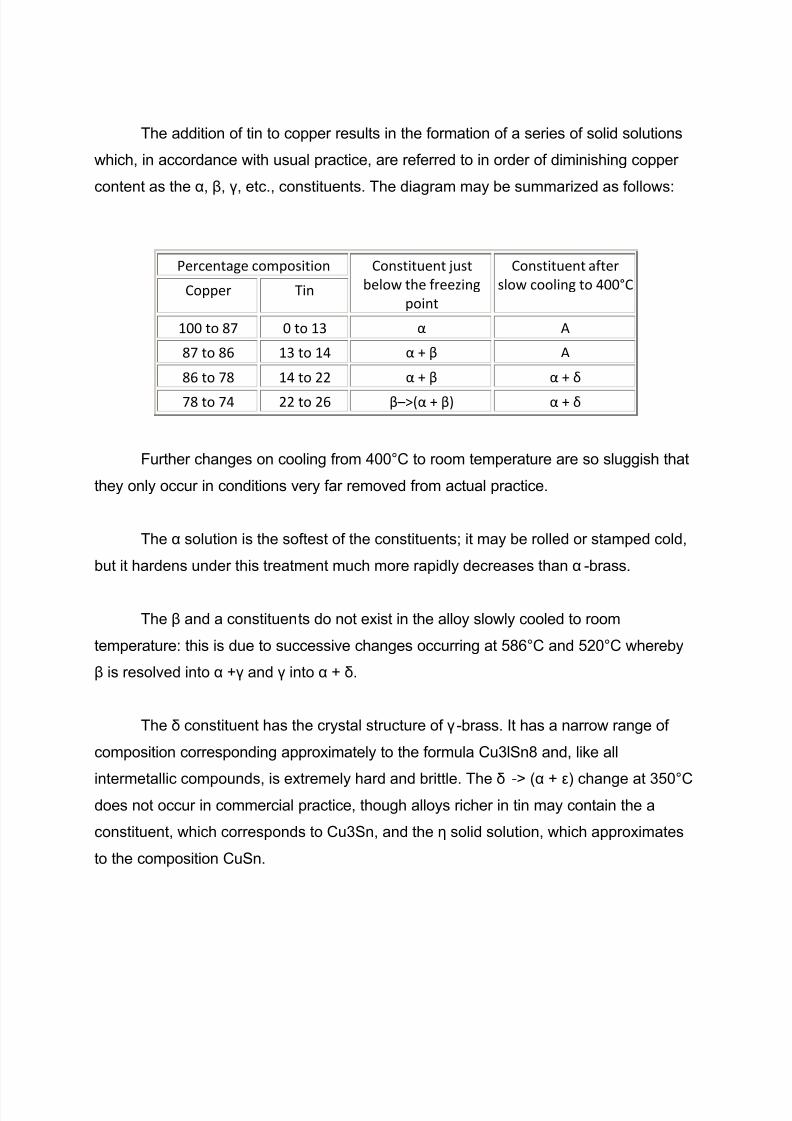
The addition of tin to copper results in the formation of a series of solid solutions
which, in accordance with usual practice, are referred to in order of diminishing copper
content as the α, β, γ, etc., constituents.
PHASE DIAGRAM Sn-Cu
Figure show the phase diagram for Sn-Cu

7/28/2019 MATERIAL SCIENCE.docx
http://slidepdf.com/reader/full/material-sciencedocx 2/13
PHYSICAL PROPERTIES
(Atomic arrangement sn-cu)
Figure: Projection of the structure of Yb3.63Cu23.13Sn10.83 along the c axis. Open, full
and double circles represent atoms at heights 0, 1/2 and ±1/4∼, respectively. The Yb1
atoms are inside the highlighted polyhedra, while Yb2 (open large circles) and Cu4
(small full circles) are at the vertices of the unit cell.
(Defects)
The concept of a defect phase diagram is introduced which quantifies the effects
of Cu and Pb additions to electrodeposited Sn films on surface defect formation,
including but not limited to the formation of Sn whiskers. Transitions were observed in
both the defect densities and the morphologies of hillocks and whiskers as Cu and Pb
film compositions were systematically varied. Changes in crystallographic texture were
also reported for a subset of the Sn-Cu-Pb alloys examined. The transitions between
different defect types and the coexistence of certain defect types help to interpret the
role of grain boundary pinning in hillock and whisker formation.

7/28/2019 MATERIAL SCIENCE.docx
http://slidepdf.com/reader/full/material-sciencedocx 3/13
(Density)
High-density area-array 3-D interconnects are a key enabling technology for 3-D
integrated circuits. This paper presents results of the fabrication and testing of large 640
by 512 area arrays of Cu/Sn-Cu interconnects positioned on 10-μ centers. Theprocesses used to create the interconnects are designed to be compatible with CMOS
wafer requirements. Through testing of the electrical continuity of long chains of
interconnects, bond yield is estimated to be greater than 99.99% in the large arrays. The
properties of Cu/Sn-Cu interconnects remain stable through exposure to thermal cycling
and high-humidity testing
SOLIDIFICATION FOR Sn-Cu
The important alloys of copper and tin from an industrial point of view are the
bronzes comprised within certain limits of tin content. As in the case of the brasses, the
addition of tin to cooper results in the formation of a series of solid solutions. The
constitutional diagram of copper-tin alloys is very complex, but that part of it which deals
with alloys of industrial importance is reproduced in Fig. 1.
Figure 1: Constitutional Diagram of the Copper-Tin Alloys
7/28/2019 MATERIAL SCIENCE.docx
http://slidepdf.com/reader/full/material-sciencedocx 4/13
The addition of tin to copper results in the formation of a series of solid solutions
which, in accordance with usual practice, are referred to in order of diminishing copper
content as the α, β, γ, etc., constituents. The diagram may be summarized as follows:
Percentage composition Constituent just
below the freezing
point
Constituent after
slow cooling to 400°CCopper Tin
100 to 87 0 to 13 α Α
87 to 86 13 to 14 α + β Α
86 to 78 14 to 22 α + β α + δ
78 to 74 22 to 26 β–>(α + β) α + δ
Further changes on cooling from 400°C to room temperature are so sluggish that
they only occur in conditions very far removed from actual practice.
The α solution is the softest of the constituents; it may be rolled or stamped cold,
but it hardens under this treatment much more rapidly decreases than α -brass.
The β and a constituents do not exist in the alloy slowly cooled to room
temperature: this is due to successive changes occurring at 586°C and 520°C whereby
β is resolved into α +γ and γ into α + δ.
The δ constituent has the crystal structure of γ-brass. It has a narrow range of
composition corresponding approximately to the formula Cu3lSn8 and, like all
intermetallic compounds, is extremely hard and brittle. The δ -> (α + ε) change at 350°Cdoes not occur in commercial practice, though alloys richer in tin may contain the a
constituent, which corresponds to Cu3Sn, and the η solid solution, which approximates
to the composition CuSn.
7/28/2019 MATERIAL SCIENCE.docx
http://slidepdf.com/reader/full/material-sciencedocx 5/13
SOLID SOLUBILITY Sn-Cu (hume-rothery rule)
On cooling from the liquid condition, the solid solution which first forms contains
only about 2 percent of tin. Thus the cast metal has a cored structure and the coring is
very marked because of the long range between liquidus and solidus; but it may be
eliminated by diffusion on cooling more slowly or by annealing.
Any absorption of oxygen occurring during manufacture results in the presence of
SnO2 in the alloy, tending to make it brittle. A deoxidizer such as zinc is therefore
frequently added. The addition of zinc, as in coinage bronze, causes no change in the
microscopical appearance of the homogeneous α constituent. The zinc, however, exerts
its deoxidizing effect in the liquid, and slight hardening effect on the solid solution. The
structure of a bronze coin shows marked deformation of the crystals. On annealing,
recrystallization takes place with subsequent crystal growth. Twinning is a characteristic
feature of the cold-worked and annealed alloy.
PHASES
(Occurance)
The selection and evaluation of Pb-free solders requires information that is best
determined through a knowledge of ternary and higher order phase diagrams. As part of
an ongoing program on Pb-free solder phase diagrams at the National Institute of
Standards and Technology, a thermodynamic model is formulated for the Sn-Bi-Agphase diagram. Thermodynamic functions for the various phases obtained by fitting
measured data for the three constituent binary systems are extrapolated to the ternary
system using the method of Muggianu. Modeling results are compared to preliminary
experimental data for the ternary system and are applied in the calculation of the
solidification path.

7/28/2019 MATERIAL SCIENCE.docx
http://slidepdf.com/reader/full/material-sciencedocx 6/13
(Stability)
A method of limiting cracking in the Cu6Sn5 intermetallic compounds (IMCs) at
the interface between lead-free solders and copper substrates has been developed. To
explore the mechanism of crack inhibition in the nickel-containing IMC reaction layers,detailed synchrotron x-ray powder diffraction with Rietveld analysis and differential
scanning calorimetry have been used. The results show that nickel stabilizes the high-
temperature hexagonal allotrope of Cu6Sn5, avoiding stresses induced by a volumetric
change that would otherwise occur on transformation to the monoclinic phase.
PHASE TRANSFORMATION
Copper tin alloys or tin bronzes are known for their corrosion resistance. Tin
bronzes are stronger and more ductile than red and semi red brasses. They have high
wear resistance and low friction coefficient against steel. Tin bronzes, with up 15.8% tin,
retain the structure of alpha copper. The tin is a solid solution strengthener in copper,
even though tin has a low solubility in copper at room temperature. The room
temperature phase transformations are slow and usually do not occur, therefore thesealloys are single phase alloys. The tin bronzes are used in bearings, gears, piston rings,
valves and fittings. The cast tin bronzes are designated by UNS C90200 through
C91700. Lead is added to tin bronzes in order to improve machinability and pressure
tightness. Lead decreases the tensile strength and ductility of the tin bronzes, but the
composition can be adjusted to balance machinability and strength requirements. High
leaded tin bronzes are primarily used for sleeve bearings. These alloys have a slow fail
mechanism that temporarily prevents galling and seizing. The slow fail mechanism
works by lead seeping out of the alloy and smearing over the surface of the journal. The
cast leaded tin bronzes are designated as UNS C92200 through C94500.
7/28/2019 MATERIAL SCIENCE.docx
http://slidepdf.com/reader/full/material-sciencedocx 7/13
The microstructure of the cast tin bronzes consists of cored dendrites, they have
a composition gradient of increasing tin as they grow. The last liquid to solidify is
enriched with tin upon cooling, and forms alpha and delta phases. The alpha and delta
phases fill in the areas between the dendrite arms. the microstructure of the leaded tin
bronzes are similar to the nonleaded materials with the addition of lead particles in the
inter-dendritic boundaries. The lead is practically insoluble in solid copper and it
solidifies last as almost pure lead in the grain boundaries.
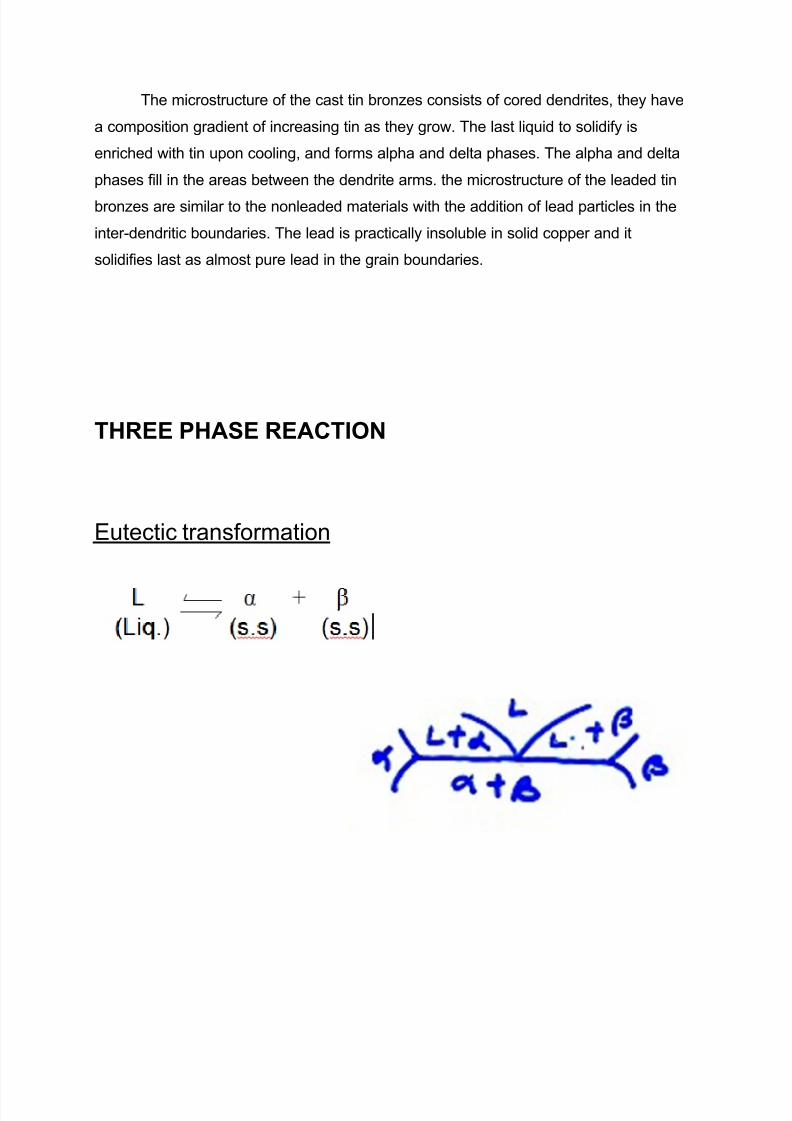
THREE PHASE REACTION
Eutectic transformation

7/28/2019 MATERIAL SCIENCE.docx
http://slidepdf.com/reader/full/material-sciencedocx 8/13
Eutectoid transformation
Peritectic reaction transformation

7/28/2019 MATERIAL SCIENCE.docx
http://slidepdf.com/reader/full/material-sciencedocx 9/13
Peritectoid reaction transformation
Copper tin phase diagram showing a peritectic point
7/28/2019 MATERIAL SCIENCE.docx
http://slidepdf.com/reader/full/material-sciencedocx 10/13
The peritectic reaction (see diagram above) is an important example of a
microstructural transformation. Sn – 21wt.%Cu exhibits this transformation from a solid
phase and a liquid phase to a different, solid phase.
Before the transformation begins the system is comprised of the ε phase andliquid. Below 415°C the equilibrium solid phase is η The peritectic transformation begins
to take place at 415°C; the new phase prec ipitates heterogeneously on the surface of ε
precipitates. The growing layer of η on the surface of the epsilon precipitates prevents
the copper diffusing out to remove inhomogeneities, so some of the copper is trapped
within the ε precipitates and the liquid has a lower Cu concentration than the bulk
composition. This means the peritectic reaction never goes to completion (i.e. all liquid
and solid going to the second solid). In this example the liquid continues to cool until it
reaches the eutectic temperature, 227°C, when it transforms.
MECHANICAL PROPERTIES
Tin (Sn)
TIN coatings were deposited on hot working steel substrates by ion beam
assisted deposition technique. The deposition process was conducted at two different
temperatures 50 and 400 C. the influence of applied deposition temperature on the
mechanical properties, adhesion strength and surface morphology of TIN coatings was
studied. The mechanical Properties. i.e. hardness, modulus of elasticity and coating
strength was evaluated by generally accepted scraptch test testnique. In addition, HRC
adhesion test was utilized to compare adhesion of different coatings qualitatively.Surface morphology was analyzed by atomic force microscopy before and after the film
deposition. The coating deposited at higher temperature displayed higher hardness, and
also higher critical loads were obtained during the deposition process enhances the
adatom mobility allowing the deposition of coatings with high hardness and adhesion
strength even at low temperatures.

7/28/2019 MATERIAL SCIENCE.docx
http://slidepdf.com/reader/full/material-sciencedocx 11/13
Copper (Cu)
The mechanical properties and microstructures of copper and brass soldered with
eutectic tin-bismuth solder have been determined and the joints examined usingmetallographic techniques. Joints made with copper were stronger than those made with
brass. At the copper/solder interface a uniform layer 2μm thick of Cu5.2Sn5 was formed
and at the brass/solder interface a uniform layer 2 μm thick of (Cu, Zn)2.9Sn and an
irregular layer 2 to 5μm thick of (Cu, Zn)5.7Sn5 were formed. Copper joints fractured
etthocopper/solder interface and brass joints fractured in the internmetalic layer. Copper
joints soldered with eutectic Sn-Bi were stronger than copper joints soldered with
eutectic Sn-Pb and the reverse was true for brass joints. Results are also given for the
effect of thermal shock on copper and brass joints soldered with Sn-Bi and Sn-Pb
solders, and also for We fatigue and creep behaviour of joints soldered with eutectic Sn -
Bi solder.
APPLICATION FOR Sn-Cu
(Electric motors)
Main article: Copper in energy efficient motors
Copper’s greater conductivity versus other metallic materials enhances the
electrical energy efficiency of motors. This is important because motors and motor-
driven systems account for 43%-46% of all global electricity consumption and 69% of all
electricity used by industry.[73] Increasing the mass and cross section of copper in a coil
increases the electrical energy efficiency of the motor. Copper motor rotors, a new
technology designed for motor applications where energy savings are prime design
objectives, are enabling general-purpose induction motors to meet and exceed National
Electrical Manufacturers Association (NEMA) premium efficiency standards.

7/28/2019 MATERIAL SCIENCE.docx
http://slidepdf.com/reader/full/material-sciencedocx 12/13
(Wire and cable)
Main article: Copper wire and cable
Despite competition from other materials, copper remains the preferred electricalconductor in nearly all categories of electrical wiring with the major exception being
overhead electric power transmission where aluminium is often preferred. Copper wire is
used in power generation, power transmission, power distribution, telecommunications,
electronics circuitry, and countless types of electrical equipment. Electrical wiring is the
most important market for the copper industry. This includes building wire,
communications cable, power distribution cable, appliance wire, automotive wire and
cable, and magnet wire. Roughly half of all copper mined is used to manufacture
electrical wire and cable conductors. Many electrical devices rely on copper wiring
because of its multitude of inherent beneficial properties, such as its high electrical
conductivity, tensile strength, ductility,creep (deformation) resistance, corrosion
resistance, low thermal expansion, high thermal conductivity, solderability, and ease of
installation.

7/28/2019 MATERIAL SCIENCE.docx
http://slidepdf.com/reader/full/material-sciencedocx 13/13
REFERENCES
http://link.springer.com/article/10.1007%2FBF03029299?LI=true#page- 1
http://www.chemguide.co.uk/physical/phaseeqia/snpb.html
http://www.copper.org/resources/properties/microstructure/cu_tin.html
http://www.keytometals.com/Article70.htm
http://en.wikipedia.org/wiki/Tin
http://en.wikipedia.org/wiki/Copper
http://www.mas.bg.ac.rs/istrazivanje/biblioteka/publikacije/Transactions_FME/Volume40/1/06_PTerek.pdf )














![Advanced Material Technology±MT[0-33-3].pdf · Material Technology Technology. Advanced Material Technology Advanced Material Technology. 3.4-16. Advanced Material Technology. Advanced](https://static.fdocuments.us/doc/165x107/5ebad08215a94a1265211c82/advanced-material-mt0-33-3pdf-material-technology-technology-advanced-material.jpg)

