
Material Flow Analysis – The Line Balancing Problem MFE4008 – Manufacturing Systems Modelling...
36
1 MFE4008 – Manufacturing Systems Modelling and Control 1 MFE4008 MFE4008 Manufacturing Systems Manufacturing Systems Modelling and Control Modelling and Control Material Flow Analysis – The Line Balancing Problem Dr Ing. Conrad Pace Material Flow Analysis Material Flow Analysis – The Line Balancing The Line Balancing Problem Problem Dr Ing. Conrad Pace Dr Ing. Conrad Pace MFE4008 – Manufacturing Systems Modelling and Control 2 Flow Line Analysis Flow Line Analysis – Principles Principles Characteristics of Flow Lines Characteristics of Flow Lines Interchangeability Division of Labour the individual components that make up a finished product should be interchangeable between product units embraces the concepts of • work simplification, • standardisation and • specialisation.
Transcript of Material Flow Analysis – The Line Balancing Problem MFE4008 – Manufacturing Systems Modelling...

1
MFE4008 – Manufacturing Systems Modelling and Control
1
MFE4008MFE4008
Manufacturing Systems Manufacturing Systems Modelling and ControlModelling and Control
Material Flow Analysis – The Line Balancing ProblemDr Ing. Conrad Pace
Material Flow Analysis Material Flow Analysis –– The Line Balancing The Line Balancing ProblemProblemDr Ing. Conrad PaceDr Ing. Conrad Pace
MFE4008 – Manufacturing Systems Modelling and Control
2
Flow Line Analysis Flow Line Analysis –– PrinciplesPrinciples
Characteristics of Flow LinesCharacteristics of Flow Lines
InterchangeabilityInterchangeability Division of LabourDivision of Labour
the individual components that make up a finished product should be interchangeable between product units
embraces the concepts of • work simplification, • standardisation and • specialisation.

2
MFE4008 – Manufacturing Systems Modelling and Control
3
Flow Line Analysis Flow Line Analysis –– PrinciplesPrinciples
Following the principles of Interchangeability and Division of Labour• complex activities are subdivided into elemental tasks,
• detailed work instructions are produced for rationally accomplishing each of these tasks independently.
• The elemental tasks are assigned to different workers, who quickly become proficient in performing their repetitive operations.
Interchangeability and division of labour facilitate mass production.
MFE4008 – Manufacturing Systems Modelling and Control
4
Flow Line Analysis Flow Line Analysis –– PrinciplesPrinciples
There are different There are different flow line layoutsflow line layouts, , –– manual, manual,
–– semisemi--automatic and automatic and
–– automatic lines. automatic lines.
Typically there is some form of Typically there is some form of mechanised mechanised material handlingmaterial handling (although mechanisation may not (although mechanisation may not be necessary), such as a conveyor belt. be necessary), such as a conveyor belt.
Lines can be linear, Lines can be linear, UU--shapedshaped, , serpentine serpentine or even or even closedclosed lineslines which are typically either which are typically either rotary rotary (circular).(circular).

3
MFE4008 – Manufacturing Systems Modelling and Control
5
Flow Line Analysis Flow Line Analysis –– PrinciplesPrinciples
Linear
U-shaped
Serpentine Closed - loop
Line Configuration
MFE4008 – Manufacturing Systems Modelling and Control
6
Flow Line Analysis Flow Line Analysis –– PrinciplesPrinciples
Most economic mode of production when Most economic mode of production when considering high volume productionconsidering high volume productionAbility to keep direct labour (or automated Ability to keep direct labour (or automated machines) busy during productive work.machines) busy during productive work.–– In contrast, the typical job shop spends In contrast, the typical job shop spends
considerable time on setup activities such as considerable time on setup activities such as acquiring and configuring raw material, tooling acquiring and configuring raw material, tooling and instructions. and instructions.

4
MFE4008 – Manufacturing Systems Modelling and Control
7
Multiple and Mixed Flow Multiple and Mixed Flow LinesLines
In practice many lines do not have sufficient In practice many lines do not have sufficient demand to justify a flow line demand to justify a flow line –– but a family of similar products might. but a family of similar products might.
Multiple product linesMultiple product lines are then used. are then used. –– The line is periodically shut down for changeover in line The line is periodically shut down for changeover in line
setup in between products.setup in between products.
Flow line production for Product A
Changeover
Flow line production for Product B
Changeover
Time
MFE4008 – Manufacturing Systems Modelling and Control
8
Multiple and Mixed Flow Multiple and Mixed Flow LinesLines
Recent attention to justRecent attention to just--inin--time techniques has led to time techniques has led to the use of the use of mixed linesmixed lines instead of multiple product instead of multiple product lines. lines.
In a mixed line, In a mixed line, several products are allowed to be on several products are allowed to be on the linethe line (in different workstations) at the same time. (in different workstations) at the same time.
The input mixture of products to the line must The input mixture of products to the line must match match product demand ratesproduct demand rates. .
The precise sequence of products entering the line The precise sequence of products entering the line should should minimise workstation imbalancesminimise workstation imbalances between between model types.model types.

5
MFE4008 – Manufacturing Systems Modelling and Control
9
As with most problems, multiple objectives exist. As with most problems, multiple objectives exist. Principle objective: Principle objective: minimisation of the idle timeminimisation of the idle time. . In practice other realIn practice other real--world issues to considerworld issues to consider–– minimising tooling investment, minimising tooling investment, –– minimising the maximum strain by any worker, minimising the maximum strain by any worker, –– grouping of tasks requiring similar skills, grouping of tasks requiring similar skills, –– minimising movement of existing equipment, and minimising movement of existing equipment, and –– meeting production targets.meeting production targets.
Flow Line Design ObjectivesFlow Line Design Objectives
1
N
ii
r=∏
MFE4008 – Manufacturing Systems Modelling and Control
10
Flow Line Design ObjectivesFlow Line Design ObjectivesAdditional Design IssuesAdditional Design Issues–– Coordination of Component and Raw Material FeedingCoordination of Component and Raw Material Feeding into
the line In many cases for assembly operations, the parts and subassemblies have a natural definition but their coordinated delivery must be carefully planned.
–– Use of BuffersUse of Buffers to increase productivity and flexibilityThe placement of buffers has important implications for system effectiveness and inventory cost
If the total assembly system stopped every time a single part was unavailable or workstation failed, then the line would rarely function. Buffers allow workstations to operate more independently, cushioning against machine failures, worker or part shortages, and production rate differences.

6
MFE4008 – Manufacturing Systems Modelling and Control
11
Parallelism in LinesParallelism in LinesIt may be possible that each station in It may be possible that each station in a serial line is in actuality a a serial line is in actuality a set of set of parallel, identical workstationsparallel, identical workstations. .
Such workstations perform similar Such workstations perform similar activities.activities.
Parallel stations
• Normally small input buffers are allowed at each workstation
• In some instances specific workstations may specialise in particular product models.
• If product units are routed to individual workstations based on task requirements and the content of input buffers, then the system is sometimes called a flexible flow line.
MFE4008 – Manufacturing Systems Modelling and Control
12
Formulating the Line Formulating the Line Balancing ProblemBalancing ProblemRequirementsRequirements
The basic line balancing problem assigns The basic line balancing problem assigns individual work elements to individual work elements to workstationsworkstations. . The objective is to The objective is to minimise unit production costminimise unit production cost. . Production cost is composed of Production cost is composed of –– labour costs while performing tasks labour costs while performing tasks –– idle time cost. idle time cost.
Task times are assumed to be fixed and therefore the problem wilTask times are assumed to be fixed and therefore the problem will l focus on minimising idle time. focus on minimising idle time. We will also consider the We will also consider the simple flow line problemsimple flow line problem whereby the whereby the system is reliable and has no buffers. system is reliable and has no buffers. In addition a In addition a synchronised material transfersynchronised material transfer system will be assumed. system will be assumed.
7
MFE4008 – Manufacturing Systems Modelling and Control
13
Formulating the Line Formulating the Line Balancing ProblemBalancing ProblemConstraintsConstraints
Required Production Rate = Required Production Rate = P P units per unit units per unit time (ex. per year)time (ex. per year)Production run on Production run on ‘‘mm’’ parallel linesparallel linesEach line will produce = Each line will produce = P/mP/m unitsunitsA new product must leave the line at;A new product must leave the line at;
Cycle Time Cycle Time mCP
= time units
MFE4008 – Manufacturing Systems Modelling and Control
14
Formulating the Line Formulating the Line Balancing ProblemBalancing ProblemConstraintsConstraints
Number of Tasks to be performed = Number of Tasks to be performed = NNTime to perform take Time to perform take ‘‘ii’’ = = ttii for for i = 1 to Ni = 1 to NNote that ;Note that ;
Max Task Time at Station Max Task Time at Station ‘‘ii’’ Cycle Time Cycle Time CC
We must ensure no worker/workstation is assigned We must ensure no worker/workstation is assigned tasks whose total cumulative time exceeds Ctasks whose total cumulative time exceeds C
≤

8
MFE4008 – Manufacturing Systems Modelling and Control
15
Formulating the Line Formulating the Line Balancing ProblemBalancing ProblemOrdering ConstraintsOrdering Constraints
The order in which tasks are to be performed may The order in which tasks are to be performed may be partially predetermined. be partially predetermined. Example : Assembly of a car wheelExample : Assembly of a car wheel
Let a set Let a set IP IP (Immediate Predecessor) identify the (Immediate Predecessor) identify the assembly ordering constraintsassembly ordering constraints
IPIP = {= {((u,vu,v)): task : task uu must precede must precede vv}}
MFE4008 – Manufacturing Systems Modelling and Control
16
Formulating the Line Formulating the Line Balancing ProblemBalancing ProblemZoning ConstraintsZoning Constraints
Zoning constraints indicate Zoning constraints indicate –– which tasks must be which tasks must be assigned assigned to the to the same workstationsame workstation and and –– which tasks must which tasks must not be assignednot be assigned to the to the same workstationsame workstation. .
Tasks are defined to be selfTasks are defined to be self--contained, useful work elements. contained, useful work elements. However, there are occasions where tasks need to be However, there are occasions where tasks need to be performed at the same station or at different stations performed at the same station or at different stations –– Reasons for requiring tasks to be allocated to the same station Reasons for requiring tasks to be allocated to the same station or or
to different stations to different stations safety, safety, skill, skill, equipment requirementsequipment requirements

9
MFE4008 – Manufacturing Systems Modelling and Control
17
Formulating the Line Formulating the Line Balancing ProblemBalancing ProblemZoning ConstraintsZoning Constraints
Let ZS (Zone Let ZS (Zone –– same) be the set of task pairs that must be same) be the set of task pairs that must be assigned to the same workstation, assigned to the same workstation,
ZS = {(ZS = {(u,vu,v): task u and v must be assigned to the same ): task u and v must be assigned to the same station}station}
Let ZD (Zone Let ZD (Zone –– different) be the set of task pairs that cannot different) be the set of task pairs that cannot be performed in the same workstation. be performed in the same workstation.
ZD = {(ZD = {(u,vu,v): task u and v must not be assigned to the ): task u and v must not be assigned to the same station}same station}
MFE4008 – Manufacturing Systems Modelling and Control
18
Formulating the Line Formulating the Line Balancing ProblemBalancing ProblemProblem FormulationProblem Formulation
Binary Indicator as the Decision variableBinary Indicator as the Decision variable
A large number K of workstations will be possible. A large number K of workstations will be possible. To ensure minimisation of idle time To ensure minimisation of idle time –– requirement for requirement for minimum possible value of K minimum possible value of K –– Force tasks into the Force tasks into the lowest number of stationslowest number of stations. .
1, if task i is assigned to station k0, otherwise ikX
=

10
MFE4008 – Manufacturing Systems Modelling and Control
19
Formulating the Line Formulating the Line Balancing ProblemBalancing ProblemProblem FormulationProblem Formulation
Use of a cost coefficient Use of a cost coefficient –– making it more ideal to place a task in a station closer to making it more ideal to place a task in a station closer to
the first station.the first station.
Cost coefficientCost coefficient ccikik
for i = 1 to Nfor i = 1 to N
It is always It is always ‘‘cheapercheaper’’/ advantageous to perform / advantageous to perform all all the tasksthe tasks in station in station kk rather than rather than one taskone task in station in station k+1.k+1.
1; 1,..., 1ik ikNc c k K+< = −
MFE4008 – Manufacturing Systems Modelling and Control
20
Line Balancing Problem Line Balancing Problem FormulationFormulationMinimise the total cost of tasks Minimise the total cost of tasks ‘‘i' being performed at i' being performed at the individual stations the individual stations ‘‘kk’’;;
Subject toSubject to………………....
1 1min
N K
ik iki k
c X= =∑∑
11
MFE4008 – Manufacturing Systems Modelling and Control
21
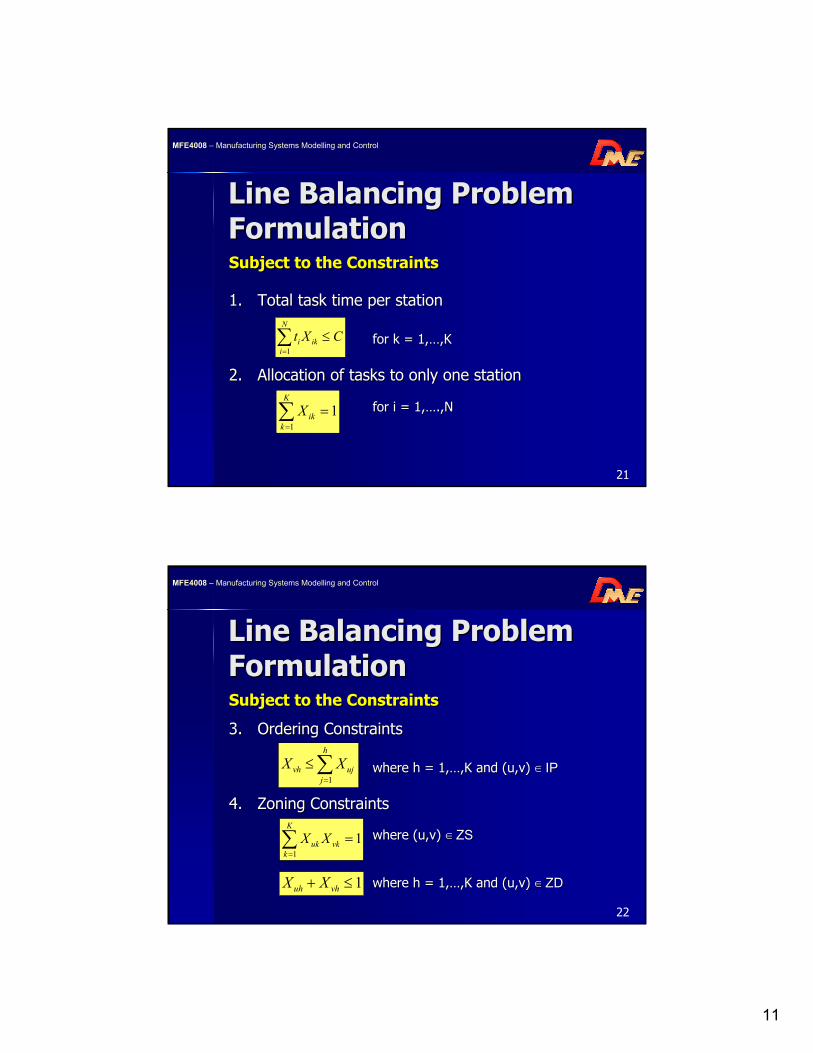
Line Balancing Problem Line Balancing Problem FormulationFormulationSubject to the ConstraintsSubject to the Constraints
1. Total task time per station1. Total task time per station
for k = 1,for k = 1,……,K,K
2. Allocation of tasks to only one station2. Allocation of tasks to only one station
for i = 1,for i = 1,…….,N.,N
1
N
i iki
t X C=
≤∑
11
K
ikkX
=
=∑
MFE4008 – Manufacturing Systems Modelling and Control
22
Line Balancing Problem Line Balancing Problem FormulationFormulationSubject to the ConstraintsSubject to the Constraints
3. Ordering Constraints3. Ordering Constraints
where h = 1,where h = 1,……,K and (,K and (u,vu,v) ) ∈∈ IPIP
4. Zoning Constraints4. Zoning Constraints
wherewhere ((u,vu,v) ) ∈∈ ZSZS
where h = 1,where h = 1,……,K and (,K and (u,vu,v) ) ∈∈ ZD ZD
1
h
vh ujj
X X=
≤∑
11
K
uk vkkX X
=
=∑
1uh vhX X+ ≤

12
MFE4008 – Manufacturing Systems Modelling and Control
23
Line Balancing ProblemLine Balancing ProblemTo SummariseTo Summarise
Subject toSubject to
1 1
minN K
ik iki k
c X= =∑∑
1
N
i iki
t X C=
≤∑
11
K
ikkX
=
=∑1
h
vh ujj
X X=
≤∑
11
K
uk vkkX X
=
=∑
1uh vhX X+ ≤
for k = 1,for k = 1,……,K,K
for i = 1,for i = 1,…….,N.,N
where h = 1,where h = 1,……,K ,K and (and (u,vu,v) ) ∈∈ IPIP
wherewhere ((u,vu,v) ) ∈∈ ZSZS
where h = 1,where h = 1,……,K ,K and (and (u,vu,v) ) ∈∈ ZDZD
MFE4008 – Manufacturing Systems Modelling and Control
24
Balancing Delay/ Balance Balancing Delay/ Balance EfficiencyEfficiency
Let Let K*K* be the be the number of stationsnumber of stations (or workers) (or workers) required by the solution. required by the solution. A measure for comparing solutions is the proportion A measure for comparing solutions is the proportion of idle time with respect to the total time available. of idle time with respect to the total time available.
Balance Delay/ EfficiencyBalance Delay/ Efficiency*
1*
N
ii
K C tD
K C=
−=
∑
The The Objective FunctionObjective Function aims to minimise the aims to minimise the number of stations and hence the overall idle number of stations and hence the overall idle time on the line.time on the line.

13
MFE4008 – Manufacturing Systems Modelling and Control
25
Balancing Delay/ Balance Balancing Delay/ Balance EfficiencyEfficiencyBalance Delay/ EfficiencyBalance Delay/ Efficiency
The performance parameter fails to The performance parameter fails to recognise a secondary objective of allocating recognise a secondary objective of allocating idle time equally to all stations. idle time equally to all stations. –– Production volume flexibility, variability in actual Production volume flexibility, variability in actual
task times between units and worker moraletask times between units and worker morale
MFE4008 – Manufacturing Systems Modelling and Control
26
Some Approaches to Solving Some Approaches to Solving the Line Balancing Problemthe Line Balancing Problem
The formulation is complicatedThe formulation is complicated–– Binary integer variablesBinary integer variables–– Nonlinear nature of problemNonlinear nature of problem–– Sheer size of the problem for many practical Sheer size of the problem for many practical
applicationsapplications
However, the formulation gives a formal However, the formulation gives a formal definition of the problemdefinition of the problem–– A basis from which to develop a practical A basis from which to develop a practical
solutionssolutions

14
MFE4008 – Manufacturing Systems Modelling and Control
27
Some Approaches to Solving Some Approaches to Solving the Line Balancing Problemthe Line Balancing Problem
Finding a Lower LimitFinding a Lower Limit–– Minimum number of stationsMinimum number of stations
where T is the total task time . where T is the total task time .
–– Should we find a feasible assignment with Should we find a feasible assignment with KK00
stations we may stop looking. stations we may stop looking.
0 /K T C≥
1
N
ii
T t=
= ∑
MFE4008 – Manufacturing Systems Modelling and Control
28
Some Approaches to Solving Some Approaches to Solving the Line Balancing Problemthe Line Balancing Problem
Aggregating TasksAggregating Tasks–– Also from Also from
knowledge of knowledge of XXukuk automatically determines automatically determines XXvkvk. .
Tasks that must be performed in the same workstation Tasks that must be performed in the same workstation can be aggregated into a single task. can be aggregated into a single task.
The immediate predecessors for the aggregated task The immediate predecessors for the aggregated task consist of all those for the individual tasks. consist of all those for the individual tasks.
Any task that must fall in between the aggregated Any task that must fall in between the aggregated tasks can also be aggregated.tasks can also be aggregated.
( , )u v ZS∈

15
MFE4008 – Manufacturing Systems Modelling and Control
29
Some Approaches to Solving Some Approaches to Solving the Line Balancing Problemthe Line Balancing Problem
NonNon--OptimalOptimal–– COMSOALCOMSOAL (Computer Method for Sequencing (Computer Method for Sequencing
Operations of Assembly Lines)Operations of Assembly Lines)–– RPWHRPWH (Ranked Position Weight Heuristic)(Ranked Position Weight Heuristic)
OptimalOptimal–– Tree Generation and ExplorationTree Generation and Exploration–– Problem Structure RulesProblem Structure Rules–– FathomicFathomic RulesRules
MFE4008 – Manufacturing Systems Modelling and Control
30
COMSOALCOMSOALComputer Method for Sequencing Operations for Computer Method for Sequencing Operations for Assembly LinesAssembly LinesIterativeIterative Solution Generation seeking to Solution Generation seeking to optimiseoptimise the the objective function.objective function.Simple record keeping to allow examination of many Simple record keeping to allow examination of many possible sequencespossible sequencesSequences are generated by Sequences are generated by randomly pickingrandomly picking a task a task and constructing subsequent task placements in and constructing subsequent task placements in stationsstationsNew stations are opened when neededNew stations are opened when needed

16
MFE4008 – Manufacturing Systems Modelling and Control
31
COMSOALCOMSOALBasis of ApproachBasis of Approach–– Generate a solution iterativelyGenerate a solution iteratively
–– Check the number of stations/ idle time or Balance DelayCheck the number of stations/ idle time or Balance Delay
–– If the number of performance factor is improved by the If the number of performance factor is improved by the latest solution, then the latest solution becomes the best latest solution, then the latest solution becomes the best solution so far (an upper bound)solution so far (an upper bound)
–– New solutions are generated iteratively and checked New solutions are generated iteratively and checked whether better than the best solution so far.whether better than the best solution so far.
–– Process is repeated until either the minimum number of Process is repeated until either the minimum number of stations is reached (lower bound) or the solution looks stations is reached (lower bound) or the solution looks satisfactory.satisfactory.
MFE4008 – Manufacturing Systems Modelling and Control
32
COMSOALCOMSOALParameters for COMSOAL SolutionParameters for COMSOAL Solution
–– NIP(iNIP(i)) = the number of immediate predecessors = the number of immediate predecessors of each task i.of each task i.
–– WIP(iWIP(i)) = the set of tasks for which task i is an = the set of tasks for which task i is an immediate predecessor.immediate predecessor.
–– TKTK = the set of all N tasks= the set of all N tasks

17
MFE4008 – Manufacturing Systems Modelling and Control
33
COMSOALCOMSOALParameters for COMSOAL Solution (Parameters for COMSOAL Solution (contdcontd……))
–– AA = set/list of unassigned tasks (tasks not yet = set/list of unassigned tasks (tasks not yet allocated to a station)allocated to a station)
–– BB = set/list of tasks from A with all immediate = set/list of tasks from A with all immediate predecessors assigned (tasks that can be allocated predecessors assigned (tasks that can be allocated to the current station from a precedence to the current station from a precedence requirement constraint perspective).requirement constraint perspective).
–– FF = set/list of tasks from B with task times not = set/list of tasks from B with task times not exceeding the remaining available operation time exceeding the remaining available operation time in the current workstation (tasks that can be in the current workstation (tasks that can be allocated also from a time duration perspective)allocated also from a time duration perspective)
MFE4008 – Manufacturing Systems Modelling and Control
34
COMSOALCOMSOALParameters for COMSOAL Solution (Parameters for COMSOAL Solution (contdcontd……))–– UBUB = the upper bound of the idle time (the minimum = the upper bound of the idle time (the minimum
idle time found from the solutions so far).idle time found from the solutions so far).
–– IDLEIDLE = the accumulated idle time for the current = the accumulated idle time for the current solution being generated.solution being generated.
–– NIPW(iNIPW(i)) = the number of predecessor tasks of i that = the number of predecessor tasks of i that have not yet been allocated.have not yet been allocated.
–– XX = no of random trials to find solution.= no of random trials to find solution.
–– WSNoWSNo = the current workstation number (1, 2, 3= the current workstation number (1, 2, 3……))
–– KK00 = the lower limit on the number of stations (= total = the lower limit on the number of stations (= total task time/cycle time)task time/cycle time)

18
MFE4008 – Manufacturing Systems Modelling and Control
35
COMSOAL AlgorithmCOMSOAL Algorithm1. 1. Set Initial ParametersSet Initial Parameters
–– X = 0, X = 0, –– UB = infinity, UB = infinity, –– c = Cycle Time Cc = Cycle Time C
2. 2. Start New SequenceStart New Sequence–– Set X = X + 1, Set X = X + 1, –– A = TK, A = TK, –– NIPW(iNIPW(i) = ) = NIP(iNIP(i) for all predecessor tasks of every task I) for all predecessor tasks of every task I–– IDLE = 0IDLE = 0–– WSNoWSNo = 1= 1
MFE4008 – Manufacturing Systems Modelling and Control
36
COMSOAL AlgorithmCOMSOAL Algorithm3. 3. Precedence FeasibilityPrecedence Feasibility
–– FOR i IN A, FOR i IN A, IF IF NIPW(iNIPW(i) = 0 , ADD i TO B) = 0 , ADD i TO B
4. 4. Time FeasibilityTime Feasibility–– FOR i IN B, FOR i IN B,
IF IF ttii < c ADD i TO F . < c ADD i TO F .
–– If F is empty (i.e. no tasks fit in the time available If F is empty (i.e. no tasks fit in the time available at the station) at the station)
Go to Step 5 , Go to Step 5 ,
–– Otherwise Otherwise Go to Step 6Go to Step 6

19
MFE4008 – Manufacturing Systems Modelling and Control
37
COMSOAL AlgorithmCOMSOAL Algorithm5. 5. Open New StationOpen New Station
–– IDLE = IDLE = IDLEIDLE + c , + c , –– If IDLE > UB , If IDLE > UB ,
Go to Step 2, Go to Step 2,
–– Otherwise Otherwise WSNoWSNo = = WSNoWSNo + 1+ 1c = Cc = CGo to Step 3Go to Step 3
MFE4008 – Manufacturing Systems Modelling and Control
38
COMSOAL AlgorithmCOMSOAL Algorithm6. 6. Select TaskSelect Task
–– Randomly Select task from F = i* Randomly Select task from F = i* –– Allocate i* to Allocate i* to WSNoWSNo–– Remove i* from A, B, F Remove i* from A, B, F –– Let c = c Let c = c –– ttii
–– For i IN For i IN WIP(iWIP(i*)*)NIPW(iNIPW(i) = ) = NIPW(iNIPW(i) ) –– 11
–– If A is emptyIf A is emptyGo to Step 7Go to Step 7
–– OtherwiseOtherwiseGo to Step 3Go to Step 3

20
MFE4008 – Manufacturing Systems Modelling and Control
39
COMSOAL AlgorithmCOMSOAL Algorithm7. 7. Schedule CompletionSchedule Completion
–– IDLE = IDLE = IDLEIDLE + c+ c–– IF IDLE < UB , IF IDLE < UB ,
UB = IDLE UB = IDLE STORE SCHEDULESTORE SCHEDULE
–– IF x = X , IF x = X , STOP STOP
–– Otherwise IF Otherwise IF WSNoWSNo = K= K00
STOPSTOP
–– OtherwiseOtherwiseGo to Step 2Go to Step 2
MFE4008 – Manufacturing Systems Modelling and Control
40
COMSOAL AlgorithmCOMSOAL AlgorithmNote that Note that Zoning ConstraintsZoning Constraints are not taken are not taken into account.into account.
However tasks required in the same However tasks required in the same workstation can be grouped into single tasksworkstation can be grouped into single tasks
This will necessitate only the additional This will necessitate only the additional consideration of tasks requiring an allocation consideration of tasks requiring an allocation to separate tasks.to separate tasks.
LetLet’’s now look at an example s now look at an example

21
MFE4008 – Manufacturing Systems Modelling and Control
41
COMSOAL COMSOAL ExampleExample
Toy Car ProblemToy Car Problem
MFE4008 – Manufacturing Systems Modelling and Control
42
COMSOAL ExampleCOMSOAL Example
Assembly of a springAssembly of a spring--activated toy car activated toy car Two 4Two 4--hr shifts w/ two 10 min breakshr shifts w/ two 10 min breaksFour days a weekFour days a weekPlanned production rate 1500 units/weekPlanned production rate 1500 units/weekNo zoning constraintsNo zoning constraints

22
MFE4008 – Manufacturing Systems Modelling and Control
43
COMSOAL ExampleCOMSOAL ExampleTask Times and Task Times and PrecedencesPrecedences
-ab---c,dge,hcf,i,jk
20652183515101554616
Insert front axle/wheelsInsert fan rodInsert fan rod coverInsert rear axle/wheelsInsert hood to wheel frameGlue windows to topInsert gear assemblyInsert gear spacersSecure front wheel frameInsert engineAttach topAdd decals
abcdefghijkl
Immediate Predecessors
Assembly Time(seconds)
ActivityTask
MFE4008 – Manufacturing Systems Modelling and Control
44
COMSOAL ExampleCOMSOAL ExamplePrecedence RelationsPrecedence Relations
a20
d21
e8
f35
b6
c5
g15
h10-
i15
k46
j5
l16

23
MFE4008 – Manufacturing Systems Modelling and Control
45
COMSOAL SolutionCOMSOAL SolutionCycle time Cycle time
Four potential first tasks (a, d, e, or f)Four potential first tasks (a, d, e, or f)Randomly select a task Randomly select a task –– say say ‘‘dd’’–– ‘‘dd’’ is assigned firstis assigned first
Continue until schedule is completedContinue until schedule is completed
1 week days shifts minutes minutes4 2 220 1.171500 units week day shift unit
C = × × × =
C = 70.2 seconds
MFE4008 – Manufacturing Systems Modelling and Control
46
COMSOAL SolutionCOMSOAL SolutionFirst Iteration First Iteration
1(49)1(14)1(6)
2(50)2(44)2(39)2(24)2(14)2(9)
3(55)3(9)
4(54)
dfeOpen stationabcghjOpen stationikOpen Stationl
a,d,e,fa,e,fe-abcg,jj,hj-ik-l
a,d,e,fa,e,fa,eaabcg,jj,hi,jiikll
a through la through l,-da,b,c,e,g,h,i,j,k,la,b,c,g,h,i,j,k,la,b,c,g,h,i,j,k,lb,c,g,h,i,j,k,lc,g,h,i,j,k,lg,h,i,j,k,lh,i,j,k,li,j,k,li,k,li,k,lk,lll
12344567891010111212
Station(idle time)
Selected TaskList FList BList AStep

24
MFE4008 – Manufacturing Systems Modelling and Control
47
COMSOAL SolutionCOMSOAL SolutionNote the imbalance in idle timeNote the imbalance in idle time–– Station 1 Station 1 –– tasks tasks d,f,ed,f,e (6 seconds)(6 seconds)–– Station 2 Station 2 –– tasks tasks a,b,c,g,h,ja,b,c,g,h,j (9 seconds)(9 seconds)–– Station 3 Station 3 –– task task i,ki,k (9 seconds)(9 seconds)–– Station 4 Station 4 –– task l (54 seconds)task l (54 seconds)
The first solution generated will thus require The first solution generated will thus require 4 stations4 stationsLower BoundLower Bound
0 202 2.8970
N
ii a
tK
C== = =∑
= 3
MFE4008 – Manufacturing Systems Modelling and Control
48
Ranked Position Weight Ranked Position Weight Heuristic (RPWH)Heuristic (RPWH)
A A single sequencesingle sequence is constructedis constructedA task is A task is prioritizedprioritized by cumulative assembly by cumulative assembly time associated with itself and its successorstime associated with itself and its successorsTasks are then assigned to the Tasks are then assigned to the lowest lowest numbered feasible workstationnumbered feasible workstation(The more tasks that are freed up and made eligible (The more tasks that are freed up and made eligible for assignment, the higher the likelihood of for assignment, the higher the likelihood of havnighavnigat least one task available to fit in the remaining at least one task available to fit in the remaining station idle time)station idle time)

25
MFE4008 – Manufacturing Systems Modelling and Control
49
Ranked Position Weight Ranked Position Weight Heuristic (RPWH)Heuristic (RPWH)
requires the computation of the requires the computation of the ‘‘position weightposition weight’’PW(iPW(i) of each task. ) of each task.
S(iS(i)) = set of successors of task i, = set of successors of task i, –– i.e. task j i.e. task j ∈∈ S(iS(i)) implies that j cannot begin until i is implies that j cannot begin until i is
complete. Then;complete. Then;
Tasks are ordered such that i < r implies Tasks are ordered such that i < r implies i i ∉∉ S(rS(r))..
( )i i r
r S iPW t t
∈
= + ∑
MFE4008 – Manufacturing Systems Modelling and Control
50
Ranked Position Weight Ranked Position Weight Heuristic AlgorithmHeuristic Algorithm1. 1. Task OrderingTask Ordering
–– FOR ALL Tasks i FOR ALL Tasks i Compute the Positional Weight Compute the Positional Weight PW(iPW(i))
–– Rank Tasks by nonRank Tasks by non--increasing increasing PW(iPW(i))
2. 2. Task AssignmentTask Assignment–– FOR ranked FOR ranked RasksRasks i i
Assign Task i to the First feasible WorkstationAssign Task i to the First feasible Workstation

26
MFE4008 – Manufacturing Systems Modelling and Control
51
Ranked Position Weight Ranked Position Weight Heuristic ExampleHeuristic ExampleToy Car ProblemToy Car Problem
Calculating the Position Weight Calculating the Position Weight PW(iPW(i))
a20
d21
e8
f35
b6
c5
g15
h10-
i15
k46
j5
l16
MFE4008 – Manufacturing Systems Modelling and Control
52
Ranked Position Weight Ranked Position Weight Heuristic ExampleHeuristic ExampleToy Car ProblemToy Car Problem
Task Ordering Task Ordering -- Calculating the Position Weight Calculating the Position Weight PW(iPW(i))
579101112
1028777676216
ghijkl
134286
1381181121238597
abcdef
Ranked PWPWTaskRanked PWPWTask

27
MFE4008 – Manufacturing Systems Modelling and Control
53
Ranked Position Weight Ranked Position Weight Heuristic ExampleHeuristic ExampleToy Car ProblemToy Car Problem
Task AssignmentTask Assignment–– Iteratively Assign Tasks to the first feasible stationIteratively Assign Tasks to the first feasible station
Time feasibilityTime feasibility (enough time is available at the station for (enough time is available at the station for task execution)task execution)Order feasibilityOrder feasibility (all predecessors of a task have been (all predecessors of a task have been performed in the station or in lower numbered stations)performed in the station or in lower numbered stations)
–– For each task For each task ‘‘pp’’ keep track of the highest numbered station to keep track of the highest numbered station to which a predecessor is assigned which a predecessor is assigned V(pV(p) )
–– We can then consider placement of the task from station We can then consider placement of the task from station V(pV(p) ) upwards.upwards.
MFE4008 – Manufacturing Systems Modelling and Control
54
Ranked Position Weight Ranked Position Weight Heuristic ExampleHeuristic ExampleToy Car ProblemToy Car Problem
Task Assignment ResultsTask Assignment Results
a,d,b,c,gf,h,e,ij,k,l
70,50,29,23,18,370,35,25,17,270,65,19,3
123
TasksTime RemainingStation
NoteNote : Number of stations = 3 ( = K: Number of stations = 3 ( = K00 ))–– Solution is optimal in this case (we cannot allocate tasks Solution is optimal in this case (we cannot allocate tasks
to less than 3 stations)to less than 3 stations)

28
MFE4008 – Manufacturing Systems Modelling and Control
55
Practical Issues in Practical Issues in Evaluating Solutions Evaluating Solutions
Models are abstractionsModels are abstractionsHard problem of stations with small number of Hard problem of stations with small number of tasks each (Parallel lines? Grouping?)tasks each (Parallel lines? Grouping?)Is the calculated cycle time cast in stone?Is the calculated cycle time cast in stone?How about randomness?How about randomness?How independent are task times?How independent are task times?What about alternate What about alternate ‘‘optimumsoptimums’’??
MFE4008 – Manufacturing Systems Modelling and Control
56
Mixed Model LinesMixed Model LinesSeveral Several different product typesdifferent product types (from a family) can be (from a family) can be assembled assembled simultaneouslysimultaneously on the same line.on the same line.
Dispatch systemDispatch system–– Controls order of product type entry on the first stationControls order of product type entry on the first station
–– Ensures overall balancing of the line to prevent station starvinEnsures overall balancing of the line to prevent station starving g or blockingor blocking
Typically Typically asynchronous linesasynchronous lines–– Allow stations to make up time lost on a workAllow stations to make up time lost on a work--intensive item intensive item
with a subsequent lowwith a subsequent low--work item.work item.

29
MFE4008 – Manufacturing Systems Modelling and Control
57
Mixed Model LinesMixed Model LinesAssume desired product mix is known Assume desired product mix is known
PP = different product types= different product types
qqjj = proportion of product type j, where j = 1 to P= proportion of product type j, where j = 1 to P
Approach towards a solution for Mixed Model LinesApproach towards a solution for Mixed Model Lines
–– Step 1 Step 1 –– Develop an assembly line balance for Develop an assembly line balance for the weighted average product.the weighted average product.
–– Step 2 Step 2 –– Sequencing Products on the LineSequencing Products on the Line
MFE4008 – Manufacturing Systems Modelling and Control
58
Mixed Model LinesMixed Model LinesStep 1 Step 1 –– Develop an assembly line balance Develop an assembly line balance for the weighted average product. for the weighted average product.
Let Let ttijij = time to perform task i on product type j = time to perform task i on product type j SSkk = set of tasks assigned to workstation k. = set of tasks assigned to workstation k.
Average time feasibility condition;Average time feasibility condition;
k=1,k=1,……,K,K
Equation averages load for each station across all items prodEquation averages load for each station across all items produced uced in the long term, no workstation is overloaded. in the long term, no workstation is overloaded.
1k
P
j iji S j
q t C∈ =
≤∑∑

30
MFE4008 – Manufacturing Systems Modelling and Control
59
Mixed Model LinesMixed Model LinesStep 1 Step 1 –– Develop an assembly line balance Develop an assembly line balance for the weighted average product. for the weighted average product.
Therefore we need only solve one single product assembly lineTherefore we need only solve one single product assembly linebalancing problem by using balancing problem by using average task timesaverage task times of of
1
P
i j ijj
t q t=
=∑
MFE4008 – Manufacturing Systems Modelling and Control
60
Mixed Model LinesMixed Model LinesStep 2 Step 2 –– Sequencing Products on the LineSequencing Products on the Line
For each item j we must produce For each item j we must produce QQjj items per period items per period (ex. shift). (ex. shift). Let r = greatest common factor of all Let r = greatest common factor of all QQjj. . We require a repeating cycle comprised of We require a repeating cycle comprised of
units of product type j, j = 1 to P. units of product type j, j = 1 to P. The cycle will be repeated r times with The cycle will be repeated r times with
items produced each cycle. items produced each cycle.
/j jN Q r=
1
P
jj
N N=
=∑

31
MFE4008 – Manufacturing Systems Modelling and Control
61
Mixed Model LinesMixed Model LinesStep 2 Step 2 –– Sequencing Products on the LineSequencing Products on the Line
Define the relative workload for station k as Define the relative workload for station k as
Bottleneck station kBottleneck station kbb = station with maximum total work (or = station with maximum total work (or equivalently average work per cycle), equivalently average work per cycle),
It is important to keep this station at a constant loading, sincIt is important to keep this station at a constant loading, since if e if at any point in time this station is overloaded (with respect toat any point in time this station is overloaded (with respect tothe average cycle time C), subsequent stations will be starved the average cycle time C), subsequent stations will be starved and the production output will slow.and the production output will slow.
k
k ii S
C t∈
= ∑
arg maxbk
kk C=
MFE4008 – Manufacturing Systems Modelling and Control
62
Mixed Model LinesMixed Model LinesA Dispatch System A Dispatch System –– Sequence SchedulerSequence Scheduler
aims to reduce the deviation from the average workload at the aims to reduce the deviation from the average workload at the bottleneck station at any point during the repeatable cycle. bottleneck station at any point during the repeatable cycle.
, ( )1 1
min max b
bk
n
i j n kn N j i S
t nC≤ ≤
= ∈
−
∑ ∑
1
N
jn jn
X N=
=∑
Let Xjn = 1 when item type j is placed in the nth position 0 otherwise
j(n) = the type of item placed nth in the sequence
subject to where j = 1,….,P
Objective Function

32
MFE4008 – Manufacturing Systems Modelling and Control
63
Mixed Model LinesMixed Model LinesSequencing Heuristic AlgorithmSequencing Heuristic Algorithm1. 1. InitialisationInitialisation
–– Create a list of all products to be assigned during the Create a list of all products to be assigned during the cycle. cycle.
–– Let A = this listLet A = this list
2.2. Assign a ProductAssign a Product–– For n = 1 to N For n = 1 to N
from list A, select the product type (j*) that minimisesfrom list A, select the product type (j*) that minimises
Assign product type j* to the nth position. Assign product type j* to the nth position. Remove a product type j* from A.Remove a product type j* from A.
, ( )1
b
bk
n
i j n kj i S
t nC= ∈
−∑ ∑
MFE4008 – Manufacturing Systems Modelling and Control
64
Mixed Model LinesMixed Model LinesToy Car ProblemToy Car Problem
We have 4 models to be assembledWe have 4 models to be assembled
Previous task times correspond to the weighted Previous task times correspond to the weighted average for all the models on the lineaverage for all the models on the line
For a 3 station line resulting workload per For a 3 station line resulting workload per station is given asstation is given as–– Station 1 : C1 = 67Station 1 : C1 = 67–– Station 2 : C2 = 68Station 2 : C2 = 68–– Station 3 : C3 = 67Station 3 : C3 = 67
Bottleneck Station

33
MFE4008 – Manufacturing Systems Modelling and Control
65
Mixed Model LinesMixed Model LinesToy Car ProblemToy Car Problem
Estimated SalesEstimated Sales
72686866
16.716.733.333.3
250250500500
M1M2M3M4
Station 2 TimePercentageSalesModel
M1 : M2 : M3 : M4 = 1 : 1 : 2 : 2
MFE4008 – Manufacturing Systems Modelling and Control
66
Mixed Model LinesMixed Model LinesToy Car ProblemToy Car Problem
SolutionSolution
–– Start by checking the deviation for each single modelStart by checking the deviation for each single modelFor n = 1; calculate For n = 1; calculate
NM1 = 1, NM2 = 1, NM3 = 2, NM4 = 2 and N = 6
2
, 2Vj i j
i S
t t C∈
= −∑
tV1 = | 72 – 68 | = 4
tV2 = | 68 – 68 | = 0
tV3 = | 68 – 68 | = 0
tV4 = | 66 – 68 | = 2
Choose M3– assigned to n = 1

34
MFE4008 – Manufacturing Systems Modelling and Control
67
Mixed Model LinesMixed Model LinesToy Car ProblemToy Car Problem
SolutionSolution–– For n = 2For n = 2
–– For n = 3For n = 3, on calculating , on calculating tV1, tV3, and tV4 ; M3assigned to n = 3 (completing production of M3)
tV1 = | 0 + 72 – 68 | = 4
tV2 = | 0 + 68 – 68 | = 0
tV3 = | 0 + 68 – 68 | = 0
tV4 = | 0 + 66 – 68 | = 2
Choose M2 – assigned to n = 2, and completes production of M2in the cycle
MFE4008 – Manufacturing Systems Modelling and Control
68
Mixed Model LinesMixed Model LinesToy Car ProblemToy Car Problem
SolutionSolution–– For n = 4For n = 4
–– For n = 5For n = 5
tV1 = | 0 + 0 + 0 + 72 – 68 | = 4
tV4 = | 0 + 0 + 0 + 66 – 68 | = 2 Choose M4 (minimum deviation) – assigned to n = 4
tV1 = | 0 + 0 + 0 - 2 + 72 – 68 | = 2
tV4 = | 0 + 0 + 0 - 2 + 66 – 68 | = 4
Choose M1(minimum deviation) – assigned to n = 5, and completes production of M1

35
MFE4008 – Manufacturing Systems Modelling and Control
69
Mixed Model LinesMixed Model LinesToy Car ProblemToy Car Problem
SolutionSolution–– For n = 6For n = 6, only M, only M44 remains to be assigned.remains to be assigned.
000-2+20
M3M2M3M4M1M4
123456
Deviation from average cycle time ( of 68 seconds)
(seconds)
Model ProducedOrder Number (n)
MFE4008 – Manufacturing Systems Modelling and Control
70
Some aspects of Some aspects of Asynchronous LinesAsynchronous Lines
In a synchronous line with K stations and cycle In a synchronous line with K stations and cycle time C, each item spends KC time units in the time C, each item spends KC time units in the system and the production rate is Csystem and the production rate is C--11 units per units per unit time. unit time. Let CLet Ckk be the sum of the task times for tasks be the sum of the task times for tasks assigned to station kassigned to station k
k
k ii s
C t∈
=∑

36
MFE4008 – Manufacturing Systems Modelling and Control
71
Some aspects of Some aspects of Asynchronous LinesAsynchronous Lines
Assume task times are all deterministic. Assume task times are all deterministic. The bottleneck workstation kThe bottleneck workstation kbb is the slowest is the slowest workstation. workstation. Capacity and output rate are determined by this Capacity and output rate are determined by this workstation, workstation,
Production Rate = Production Rate =
Buffers are of no use (if C is determined by the Buffers are of no use (if C is determined by the bottleneck processing time) bottleneck processing time) –– the synchronous and asynchronous lines have the same the synchronous and asynchronous lines have the same
production rate.production rate.
1bk
C −
MFE4008 – Manufacturing Systems Modelling and Control
72
Some aspects of Some aspects of Asynchronous LinesAsynchronous Lines
However the time of a product in the system can differ However the time of a product in the system can differ from the synchronous line. from the synchronous line. –– For example, processing can occur faster in subsequent stations For example, processing can occur faster in subsequent stations
from the bottleneck station in asynchronous lines. from the bottleneck station in asynchronous lines.
An interesting problem to investigate is the performance An interesting problem to investigate is the performance of serial asynchronous systems. of serial asynchronous systems. –– Workstation loads may be slightly unbalanced because of the Workstation loads may be slightly unbalanced because of the
natural processing time requirements on various machines, and natural processing time requirements on various machines, and processing times may be random. processing times may be random.
–– WorkWork--inin--process inventory buffers are often provided to cushion process inventory buffers are often provided to cushion the effect of processing time variability the effect of processing time variability
–– this will be considered next.this will be considered next.


















