
Master Class, Terneuzen, 10 November, 2011
62
Jacco van Haveren Programme Manager Chemicals Wageningen University and Research Center/Biobased Products Biobased chemicals and materials Master Class, Terneuzen, 10 November, 2011
Transcript of Master Class, Terneuzen, 10 November, 2011

Jacco van Haveren
Programme Manager Chemicals
Wageningen University and Research Center/Biobased Products
Biobased chemicals and materials
Master Class, Terneuzen, 10 November, 2011
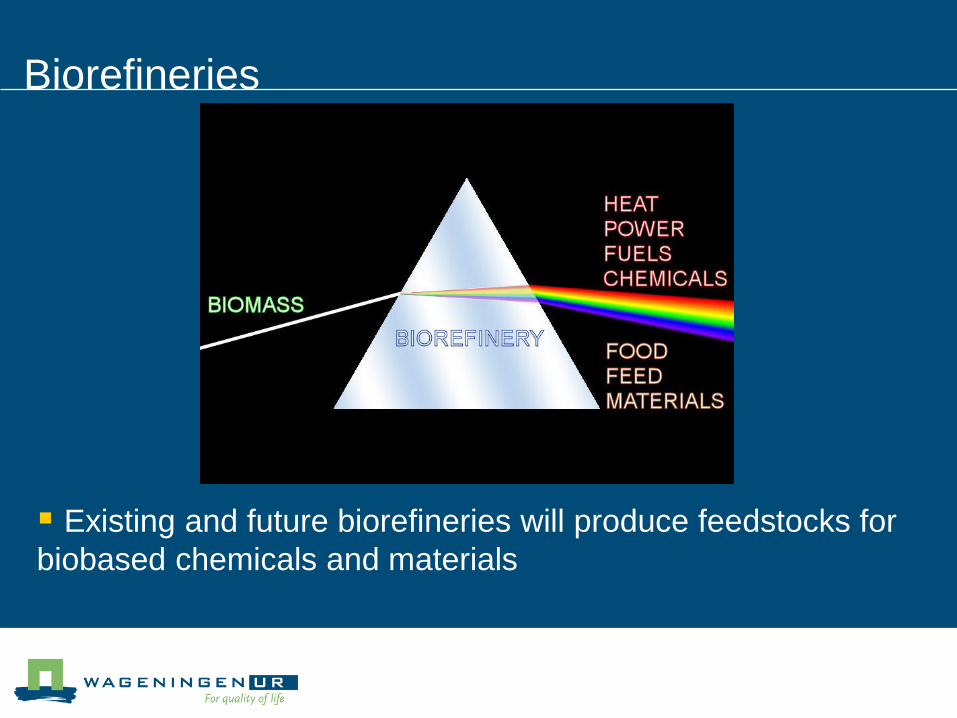
Existing and future biorefineries will produce feedstocks for
biobased chemicals and materials
Biorefineries

Usage of bulk (platform) chemicals
Bulk chemicals are used as:
Solvents
Starting components for soaps, lubricants, additives
(low molecular weight components)
Mostly as building blocks for polymers (high molecular
weight components) and hence materials
Building blocks can be either aliphatic (flexible) or
aromatic (rigid) nature
C6, C7, C8 (B, T, X)
C2
C3
C4
others (including MTBE)
4
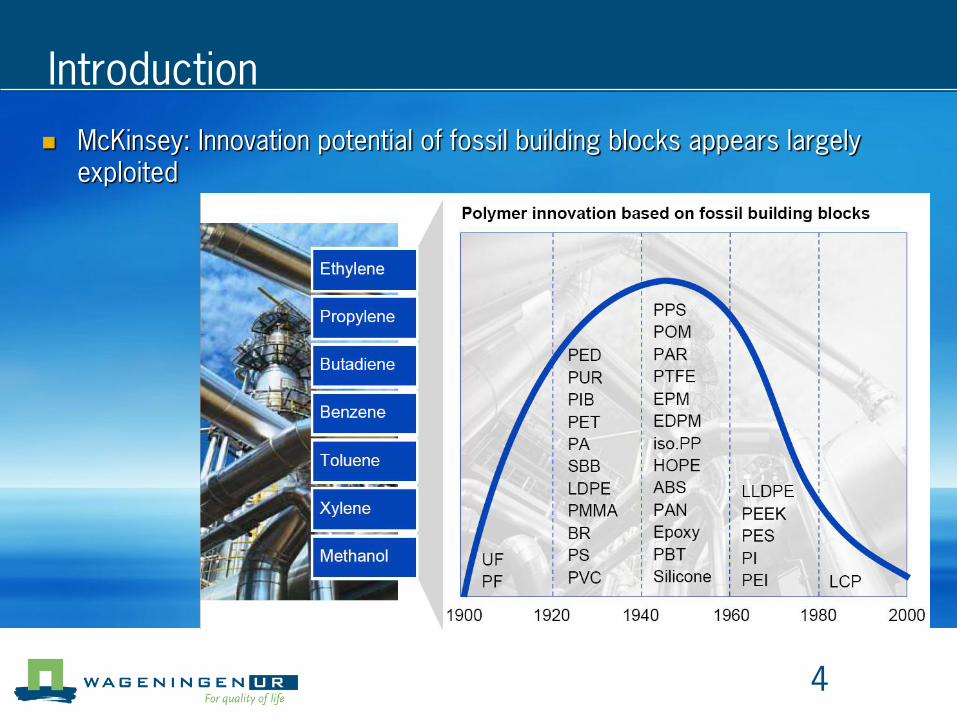
Introduction
McKinsey: Innovation potential of fossil building blocks appears largely exploited

Most chemicals end up in polymeric materials
Consumption of thermoplastics in
Western Europe
PE
PP
PVC
PS/EPS
PET
others
About 50.000.000 tonnes in 2010
About ¾ of volume is in commodities like PE, PP, PVC
About 50 % of economic value is in other polymers!
Functionalised chemicals; C, H. N, O
Biobased
ambition

Biobased chemicals can have
Have a unique structure
Same structure as fossil oil based chemicals
Naturally occurring biopolymers will increase in importance, but developing biobased monomers for controlled polymerisation into biobased polymers will be the dominant development direction for replacing petrochemical based materials, e.g.
Compare starch based plastic versus PLA
Biomass based chemicals preferably should result from waste streams or crops avoiding food vs. non–food use competition
Biomass based monomers and polymers

Cellulose
Oils
Hemi-
cellulose
Lignin
Proteins
Cellulose (circa 50%): polymer of β-(1,4)-glucan
Hemi-cellulose (circa 25%): short-chain branched,
substituted polymer of C5 and C6 sugars
Lignin (circa 25%): polymer derived from
coniferyl, coumaryl and sinapyl alcohol precursors
Proteins (up to 10%, depending on the plant species):
polymer of amino acids
Oils (up to 10%, depending on the plant species):
e.g. esters of glycerine and fatty acids
Biomass composition

Oleochemie: vele toepassingen
J. Bozell, Oleochemicals as a Feedstock for the Biorefinery: High Value Products from Fats and Oils, Biorenewables Initiative Publications, Iowa State University, IA (2004).
Toepassingen van vetzuren in de VS in 2000

Building blocks for nylons from castor oil
Arkema Arkema

Automotive22%
Coatings8%
Construction16%
Footwear4%
Furniture34%
Thermal insulation
11%
Other5%
Automotive18%
Coatings15%
Construction18%Footwear
4%
Furniture29%
Thermal insulation
11%
Other5%
Building blocks for polyurethanes form vegetable oils
Total market (1985): 3.3 million tonnes Total market (2000): 9.3 million tonnes

Building blocks for polyurethanes from vegetable oils
Polyols produced by e.g. Cargill, Cognis

Building blocks for polyurethanes form vegetable oils Hydroformylation method for preparing vegetable oil based polyols;
DOW Chemical’s Renuva Polyol Technology

Novel renewable polyamides and non-isocyanate
polyurethanes for coating applications (NOPANIC):
Cooperation:
Nuplex Resins, CRODA, AKZONobel, Ursa Paint, TU/Eindhoven, WUR/FBR,
University of Utrecht
Target: • To develop scientific and applied knowledge for the generation of isocyanate free polyurethanes
Intended application area:
(Car refinish) Coatings
Potential spin off application:
Insulation materials, construction materials
Non-isocyanate polyurethanes

Cooperation: Nuplex Resins, NPSP, Cosun, Cargill, Calendula Oil, WUR/FBR, RUG
Target: To develop scientific and applied knowledge for the generation of well
functioning composite resins based upon (styrene-free) unsaturated polyesters can be generated.
Intended application area: Renewable based composite resins to be used in
e.g. wind turbine blades, train noses, automotive sector,
road signs, boats
Biobased composite resins

Fully renewable based alkyd resins
Alkyds for decorative paint:
• Solvent or waterborne
Oil: soya, safflower, sunflower, TOFA, etc.
• High extent of C18:2 offers the optimal properties
• Oil length: 35 - 85 % (renewable)
• poly-alcohols: glycerol, (di)pentaerythritol, trimethylol propane, etc
• poly-acids: (iso-, tere-, tetrahydro-)phthalic acid, trimellitic, etc
• Drying: Usually accelerated by cobalt or manganese based catalysts
•
Background
O O
OO
O
O
RO

Starting material
Sucrose
100 % renewable alkyd resins
Sucrose produced from sugar beet or sugar cane by
many companies including Sensus (Neth.) and Orafti
(Belgium)
Current estimated production volume: 140 million
tonnes/annum
O
OH
OH
HOHO
OO
OH
HO
HO
HO
H

Oligomeric sucrose-linoleate
binders:
Parameters varied: type of chain extender/ratio chain extender/FAME
additional acetylation
processing method; trans - or interesterification
100 % renewable alkyd resins

Sucrose based alkyd resins Test OVN-227 OVN-228 OVN-231
Comm.
product
Low shear viscosity
(dPa.s)14.0 14.0 13.8
High shear viscosity
(dPa.s)9.8 > 10 9.6 4.6
Solids (%) 89.6 93.7 85.7 80.5
VOC (g / L) 134 83 180 260
Whiteness 77.1 75.4 74.8 76.5
Drying (RT; 50 % RV) 0 0 0 0
Drying (5°C; 90 % RV) 0 0 0 0
Gloss 98.8 88.9 83.5 85.9
Water sensitivity
(4 days)0 0 0 0
Levelling 0 - 1 0 - 1 0 - 1 1 - 2
Hiding power 1 1 1 1
100 % renewable alkyd resins

• As latex (in water)
• As high solid paints (low VOC)
• Very flexible, high gloss, strong adhesion
• Drying times need to be evaluated in presence metal driers
Adhesion and flexibility test
Renewable alkyd resins produced by biotechnology

Alternative vegetable / FA sources: algae
AlgiCoat project
CO2
heat
other chemicals algae
Delesto (AkzoNobel/Essent)
Ingrepro / Wageningen UR
polyunsaturated
fatty acids
Wageningen
UR
residue
AkzoNobel
Delfzijl other products,
heat, electricity
other fatty
acids
Alternative renewable feedstocks

Chemicals from glycerol
coatings
polymeren
oplosmiddelen
antivries
koelvloeistof
polyesters
plastics
oplosmiddelen
coatings
polymeren
epoxyharsen
Dupont
ADM DOW, Solvay
FBR
Arkema

Top 12 chemicals from biomass (2004 US-DOE study)
Based on 2nd approach
Scientific fundamentals for certain choices are questionable
HO
OH
OH
OH
OHOH
HO OHHO
OOO
HO
O
O
HO
O
OHO
OH
NH2
O
HO
NH2
O
HO
O
OH
HO OH
O O
O
HO
O
OH
O
HO
O
OH HO OH
OCOOH
OHOOC
OH
OH
OH
OH
OHHO
OH
OH
OH
OH O
OH
O
HO
12
1 2 3
4 5 6 7
8 9 10 11
Biomass based monomers and polymers
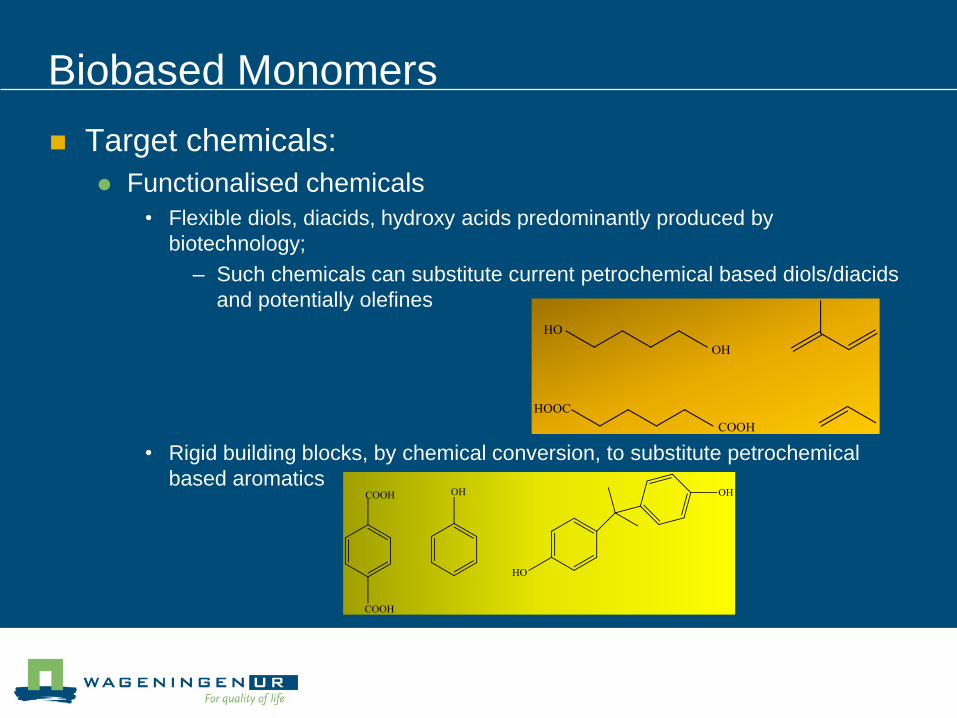
Biobased Monomers
Target chemicals:
Functionalised chemicals
• Flexible diols, diacids, hydroxy acids predominantly produced by
biotechnology;
– Such chemicals can substitute current petrochemical based diols/diacids
and potentially olefines
• Rigid building blocks, by chemical conversion, to substitute petrochemical
based aromatics

Biobased Monomers
Scientific challenges:
Creating chemicals from fossil oil based feed stocks is about
selectively introducing functionality
Creating chemicals based upon biomass is about selectively
removing functionality • Dehydratation
• Deoxygenation
• Decarboxylation, decarbonylation
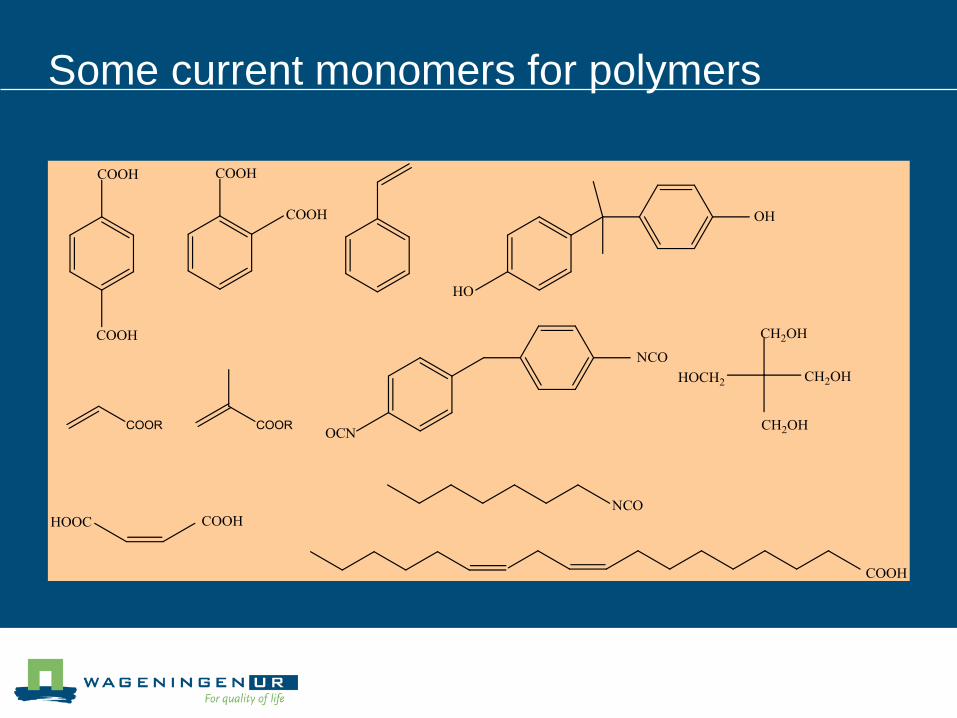
Some current monomers for polymers

Potential renewable based monomers

New building blocks- lactic acid
Now large scale production by NatureWorks; 140kt/a name plate capacity [PET production 2008 will be approx 49 MioT]
Application fields expanded to all kinds of biodegradable materials
Packaging films
Disposable containers (bottles, cups)
Fibres (textile)
Number of applications limited due to low Tg of approx. 60 °C
Innovations required for real brake-through

PLA; Effect of Chain Structure on Properties
PLA Biomaterials grade
Homopolymer of L-isomer
High melting point
In practice semi-crystalline
Transparent / Hazy
PLA Packaging grade
Copolymer of L- and D-isomers
Low melting point
In practice amorphous
Transparent
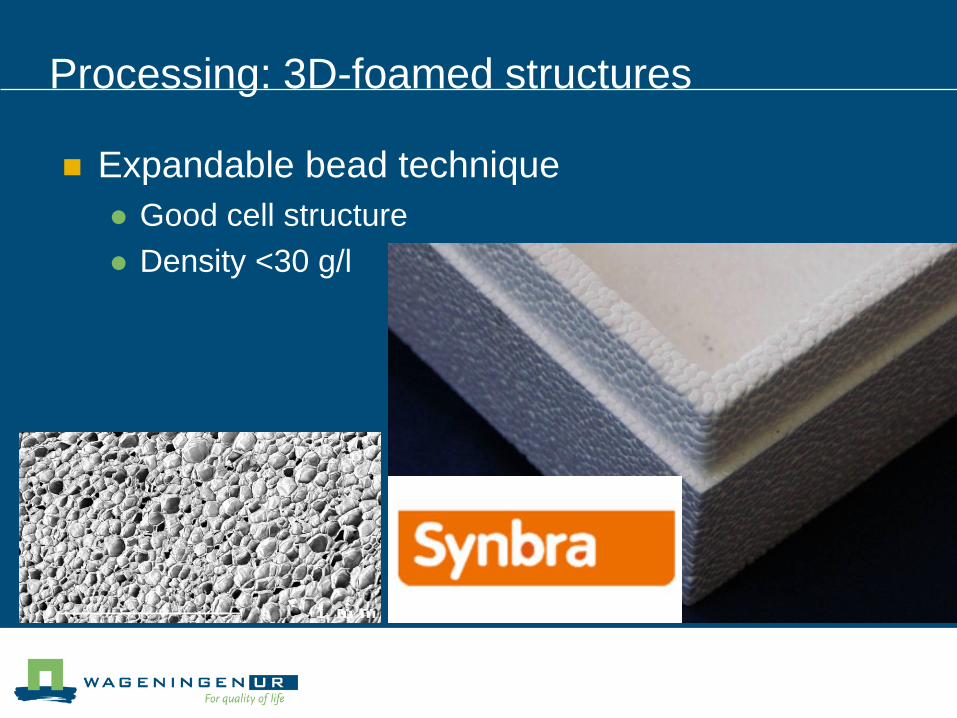
Processing: 3D-foamed structures
Expandable bead technique
Good cell structure
Density <30 g/l

Rigid biobased building blocks: sorbitol and isosorbide
What is dianhydrosorbitol or isosorbide?
Isosorbide is prepared by acid catalysed dehydration of sorbitol
Sorbitol is prepared by hydrogenation of glucose, which can be
prepared by hydrolysis of starch
Routes to isosorbide starting from cellulose are being developed
O
O
OH
HO
OOHO
CH2OH
OHO
H
n
OHO
CH2OH
OH
H
OH
HOHO
OH
OH OH
OHOH
starch glucose sorbitol isosorbide

Heavy metal free heat stabilisation of PVC
Target; replace lead stabilisers
Alternative to tin based stabilisers?
• effect of different types of stabilisers on early colour and
long term heat stability
• HMF compound (min), SHS (Mathis oven, 200 °C, 30 min)
lead compound
HMF blank
+ uracil (0.15 phr)
+ BGAC (0.2 phr)

Effects of polyols on early
colour of HMF PVC
compound
• Polyols were added
based on mmol
primary hydroxyl
groups:
– sorbitol and
glycerol: 20
mmol
– TMP: 13 mmol
t in m
in. @
200 °C
in M
ath
is o
ven
0
30
blank sorbitol TMP glycerol
Natural polyols as heat stabilisers

Heavy metal free heat stabilisation of PVC
AKZO-ATO joint development (WO0206392)
• monomeric dihydropyridines as colour stabilisers
• work via curative mechanism; reduction of polyene sequences
• synergistic relationship with polyols, especially sorbitol, and inorganic
acid scavengers
• some were already known and available (D507, Sinesal-M), yet
expensive and unstable
N
O
O
O
O
H
RR

Dominant current plasticisers are esters of
phthalic acid: e.g. DEHP,DINP
Phthalates are potential endocrine
disruptors
Isosorbide plasticisers are esters of
dianhydro sorbitol, or isosorbide: e.g.
IsDEH (DEHP analogue)
O
OO
O O
O
O
O
O
O
Isosorbide based plasticisers

Plasticisers for poly (vinyl chloride):
Phthalates: 80-90% of all plasticisers
DEHP (DOP) BBP
Phthalates are under environmental pressure:
need for non-toxic, environmentally benign and commercially viable alternatives.
O
O
O
O
O
O
O
O
Isosorbide; alternative plasticisers

Isosorbide diesters
O
OO
O O
O+ 2 HO
O
+ 4 H2OHOOH
OH OH
OHOH
Directly from sorbitol:
D.S. van Es et al., “Synthesis of Anhydroglycitol esters of improved colour”, WO
01/83488 to WUR/A&F
• Selective dehydration of sorbitol to isosorbide at 120 °C
• Esterification at 140-150 °C
• Macroporous ion exchange (Amberlyst 15) resin as catalyst
• Diester yields 95-99 %
• Proprietary technology to further remove minor impurities

Isosorbide esters; technical performance in PVC
Plasticising properties: plasticising efficiencies (Shore A&D)
Isosorbide esters
are primary
plasticisers
Required
properties can be
“tuned” by
changing the alkyl
chain
30
40
50
60
70
80
IsDH IsDHep IsDEH IsDO IsDiD DEHP
Shore A (70 phr)
Shore D (35 phr)
• Biobased flexible PVC makes only sense in combination with bio-plasticisers!

Typical synthesis
esterification from 180 ºC up to 250 ºC under Ar during 3-4 hrs
polycondensation in vacuo (P < 5 mbar) during 4 hrs
catalyst: Ti(OBu)4
Example:
isosorbide 2,3-butanediol succinic acid
O
O
OH
OH
H
H O
OH
O
OHOH
OH
O
O
O
O
H
H
O
O
OO
O
O
*
*
n
+ + - H2O
Ti (OBu)4
Isosorbide based powder coating resins
Noordover, B.A.J. , J. v. Haveren et al., Biomacromolecules 2006, 7, 3406-3416

0
10
20
30
40
50
60
70
50 60 70 80 90 100
isosorbide content [mol%]
Tg [
ºC]
Figure: The effect of incorporating different amounts of isosorbide on the Tg values of terpolyesters. ▲; 1,3–propanediol ●; neopentyl glycol ■; 2,3-butanediol.
Tg as a function of isosorbide content
Isosorbide based powder coating resins

Tri functional components (glycerol or citric acid) were included in
succinic acid- dianhydrohexitol polyester synthesis to induce
synthesis of OH or COOH functional terpolyesters
COOH
OH
HOOC
COOH
OH
OH
HO
• Glycerol (0.06 molar equivalent compared to succinic acid) incorporated
during synthesis polyesters at 230-250 ºC
• Citric acid (0.20 mol/eq); end capping of OH functional resins at 150 ºC
Isosorbide based powder coating resins

Isosorbide based powder coating resins Accelerated weathering
• Experiments carried out using high intensity Mercury lamp at high
temperature (~60 ºC) for 20 hours
• No change in film appearance:
- color
- gloss
• No cracking or other visible signs
of film deterioration
• IR measurements show strong
increase in –OH, -OOH and C=O
chain scission
• Reduced impact resistance (similar
to conventional systems)
• More pronounced yellowing of TPA-containing conventional systems
reference coating
weathered coating

Furan dicarboxylic acid could be a bio based alternative to terephthalic acid or (iso)phthalic acid)
Terephthalic acid used to produce e.g. PET (bottle, fleece) or e.g. Aramid fibres
Feedstocks for furans (C5, C6 sugars) are likely side streams 2nd generation bioethanol production
HOOC
O
COOH
2,5-FDACOOH
COOH
terephthalic acid
Furan building blocks: 2,5-FDA platform

PET wordt nu jaarlijks in miljoenen tonnen
geproduceerd uitgaande van aardolie
grondstoffen
Er is vanuit de industrie veel belangstelling voor
Biobased PET
Biobased PET

OMeOOC
OMeOOC
OH
O OHO
H
O
HOOH
HOOH
OH
D-fructose
Hemi-Cellulose
Me-2-furoate
HMF
HOOCO
COOH
OHOOC
OH
HMFA
(co)Polyesters OMeOOC
OH
O
OO
(co)Polyesters(co)Polyesters
Biosynergy
CCC
Biosynergy
DPI
Bioproduction
Bioproduction
Bioproduction
DPI
Furan building blocks: 2,5-FDA platform

Polybutylene 2,5-furanoate; 50 g scale melt polymerisation
2,5 FDA based polyesters
Polyesters have been described before, see e.g. Gandini et al, J. Polym. Sci, Part A, Polym.
Chem. 2009,47,295, but only at 1-3 gram scale

2,5 FDA based polyesters
Polybutylene 2,5-furanoate; 50 g scale
Results
Off-white brittle material after work-up
Mn 14,000 (1H-NMR end-groups, CDCl3/CF3COOD); DP = 70
Tg = 28 °C
Tc = 92 °C
Tm = 174 °C (lit. 163-165 °C )
+ HOOH O
O
O O
O**
O
OMe
O
MeO
O
CatalystAnti-oxidant
1) 180 C, N22) 220 C, N2
3) 240 C, 10 mbar

Polybutylene 2,5-furanoate; TGA (10°C/min, air)
PBT
PBF
Tm
Tm
2,5 FDA based polyesters

48
All polymers give colorless precipitates; Tm, Tg, Tc recorded
Colorless powders or transparent fibers
PEF PBT
PPF PBI
Mechanical properties will be determined
2,5 FDA Polymerisation trials
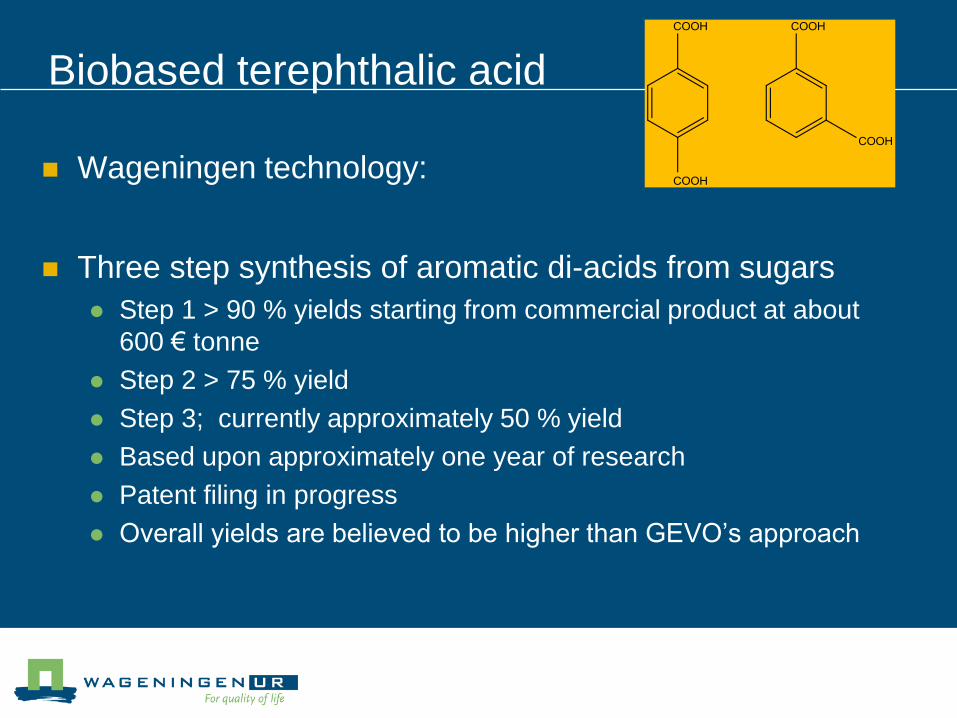
Biobased terephthalic acid
Wageningen technology:
Three step synthesis of aromatic di-acids from sugars
Step 1 > 90 % yields starting from commercial product at about
600 € tonne
Step 2 > 75 % yield
Step 3; currently approximately 50 % yield
Based upon approximately one year of research
Patent filing in progress
Overall yields are believed to be higher than GEVO’s approach

• biomass to ethanol
• ethanol to ethylene
• “biothene”
H
H
H
H
H
OH
H
H H
H
n
Braskem has started production polyethylene based on bioethanol:
Dow Chemicals previously announced production
Biobased polymers with identical structure

Technologies: Bioethanol
Pre-treatment required to make sugars available for fermentation

Technologies: Bioethanol
Example of enzymatic hydrolysis of lignocellulose

A,B,E Research targets
Improvement of product yields
Metabolic engineering towards higher butanol yields
Improvement of process economics
Alternative substrates for fermentation: Lignocellulosics (EOS-LT
Biobutanol), Seaweeds (EOS-LT project)
B-Basic Recycling (re-use of microbial biomass as nutrient, positive
effect)
High-cell density cultures, “in-situ” product removal

Buk Ack
A,B,E Approach
Butyrate
CO2
Glucose
Lactate Acetate Acetone
H2
Ethanol
CO2
Acetoin Butanol
pyruvate acetyl- CoA
butyryl- CoA
aceto-
acetyl- CoA
acetyl-P butyryl-P acetoacetate
EMP
Inhibition of acid production: No acetone production, Lower ATP yield
Fig.1 Simplified glucose metabolic pathway in C. acetobutylicum

I, B,E fermentation
Redirecting fermentation towards isopropanol; isopropanol is a
significant product as such and a precursor to biobased propylene
Results obtained
W W Y
Z
Glucose consumed [g/L] 34.30 61.99 69.26 67.79
Butyric acid [g/L] 0.21 2.02 1.08 1.06
Acetone [g/L] 0.17 5.70 0.35 0.09
Ethanol [g/L] 0.12 1.26 1.34 1.71
2-propanol [g/L] 4.47 0.10 7.27 8.37
Butanol [g/L] 8.08 8.98 11.80 12.95
Total solvent [g/L] 12.83 16.04 20.76 23.12
Culture time [h]* 33.5 49.5 29.9 28.0
Productivity [g/L/h] 0.41 0.41 0.69 0.81
Solvent yield [g solvents/g
subs.] 0.37 0.26 0.30 0.34
Isopropanol selectivity [g/g] 0.35 0.01 0.35 0.36
Acetone selectivity [g/g] 0.01 0.36 0.02 0.00
Table 1 : Wild type and transformants performance during fermentation on glucose (90g/L).
Isopropanol production doubled with regard to wild type wild type

Alternative substrates for fermentation
Laminaria digitata Ulva sp. (green) Alaria esculenta Palmaria palmata
Example: Seaweeds (EOS-LT Seaweed Biorefinery)
Characterization of materials: Biochemical analysis, pre-treatment hydrolysis, in collaboration with Pulp and Fibre Group
Characterization of hydrolysates (sugars, furfurals, organic acids, etc)
Toxicity and tolerance tests, fermentability

Develop a green
technology to
produce MeOH
from CO2 or CH4
Project for the production fo BioMeOH from CO2 is running (BioSolar program))
Biomethanoll

Styrenic and acrylic monomers
NH2
OH
O
OR
O
OH
O
J. Spekreijse, Dr. J. Le Nôtre
PCT International Application: “Olefin cross-metathesis applied to biomass”
Biomass Bio-ethanol
DDGS
Conversion of Protein Biomass into Styrene and Acrylates:
Separation PAL
Esterification
Protein Hydrolysis
Amino Acids
PAL Mixture
1) Esterification
2) Separation

OR
O
OR
O12.5 mol% catalyst
ethene (1 bar)
DCM, 40 oC, 24 h
+
J. Spekreijse, J. Le Nôtre
Cinnamates to Styrene and Acrylates by Ethenolysis Reactions:
Catalyst:
Hoveyda-Grubbs 2nd generation
R Conversion into products[a]
H 31%
Et 28%
n-Bu 39%
([a] ca. 15% of stilbene was formed)
0
5
10
15
20
25
0 1 2 3 4 5 6 7 8 9 10 11 12 13 14
Ethene pressure (bar)
Co
nvers
ion
(%)
Cinnamic Acid
Ethyl Acrylate
0.02 M substrate, 5 mol% HG-2nd, DCM, 40 °C, 24 h
Pressure Screening:
Higher ethene pressure
leads to lower conversion
PCT International Application: “Olefin cross-metathesis applied to biomass”
(0.05 M, R = H, Et, n-Bu)
Co-production of bulk chemicals based upon biomass
Other acrylic monomers potentially can be
co-produced from carbohydrate based resources
Novel resources

Conclusions
Both flexible as well as rigid “aromatic” building blocks
can be created based upon renewables
These building blocks can be used for the creation of
novel thermoplastic or thermoset materials, or
Can serve as drop in solutions (e.g. propylene, styrene,
acrylates)
Economical perspectives of future biorefineries can be
optimised by focusing on bulk chemical production
Preferably usage should be made of waste streams/crops
not interfering with food production

The ambition for the future…
Energy
Bulk chemicals
Fine/
Pharmaceuticals
Sustainable
Catalytic
Processes
Biomass
and
wastes
Recycling
CO2
Source: CATCHBIO project


















