March 2014 epcm
83
VOL. 49 NO. 3 March 2014 US $ 10 ` 150 Special Coverage on page # 76-80
-
Upload
chemical-engineering-world -
Category
Documents
-
view
331 -
download
18
description
March 2014 EPCM
Transcript of March 2014 epcm

Mum
bai` 150
VOL. 49 ISSU
E 3M
ARC
H 2014
VOL. 49 NO. 3 March 2014 US $ 10 ` 150
CH
EMIC
AL EN
GIN
EERING
WO
RLD
Special Coverage on page # 76-80


VOL. 49 NO. 3 March 2014 US $ 10 ` 150
ChemTECH World Expo 201528-31 January 2015, Mumbai, India
EPCM Special

August 2013 • 3Chemical Engineering World
amol_ Ad Template.indd 3 8/23/2013 10:41:13 AM
Our Range of Products
SS BRAIDED PTFE lined FLEXIBLE hose pipe
PTFE Bush, Rod, Sheets, spacer, gasket
PTFE lined Pipes
PTFE dip Pipe with sparger as per customer's requirement

6 • March 2014 Chemical Engineering World
ContentsCEW
Vol. 49 | No.3| MARCH 2014 | Mumbai | ` 150
NEWS ►Industry News / 8
Technology News / 24
NEWS FEATURES ►International Companies Compete in Indian Market / 28
FEATURES ►EPC vs. EPCM: The Pros and Cons / 30
– Dr Reinhart Vogel, G R Singh, Linde Engineering India
Capital Project Execution: Decision to go EPC vs. EPCM / 36
– Romy Ludwig, Dow India Engineering Center
Project Contracting Modes and Associated Risks / 38
– Neil Iyer, Independent Project Management Consultant
Execution Challenges during Project Life Cycle / 44
– E Pramod, Aker Power Gas Pvt Ltd
Plant Reliability & Maintenance / 48
– Jeff Dudley, Senior Consultant, Solomon Associates.
Slurry Phase Hydrocracking: Bottoms Upgrading for Today’s Market / 52
– Steve Mayo, Mitra Motaghi, Rahul Ravi, KBR Technology
Fouling Margin in Plate Heat Exchanger / 60
– Ritabrata Pramanik, Fluor Daniel India
MARKET INSIGHTS ► BASF Targets Locating 25% of its R&D Operations in Asia / 64
OEM Components for Gas Monitoring & Control / 65
OYCE 2014: Emerging Technologies in the Chemicall Engineering / 66
AZeotrophy 2014: ChemPowering Rural Development / 67
PRODUCTS ► / 68
EVENTS ► / 73
PROJECT UPDATE ► / 74
INTERGRAPH: SPECIAL COVERAGE ► / 76
BACK OF BOOK ►Ad Index / 81
Book Shelf / 82
INTERVIEW ►/ 83“From Bottom-of-the-Barrel to Bottomless Refineries”
– Anil Kumar Sarin, Managing Director, CB&I
Printed and published by Mr Maulik Jasubhai Shah on behalf of Jasubhai Media Private Limited, 26, Maker Chamber VI, Nariman Point, Mumbai 400 021
and printed at Anitha Art Printers, 29-30, Oasis Ind. Estate, Next to Vakola Market, Santacruz (E), Mumbai-400055 and
published from 3rd Floor, Taj Building, 210, Dr. D N Road, Fort, Mumbai 400 001. Editor: Ms Mittravinda Ranjan, 26, Maker Chamber VI, Nariman Point, Mumbai 400 021.
CHEMICAL ENGINEERING WORLDRNI REGISTRATION NO. 11403/66
Chairman Jasu ShahPublisher & Printer Maulik Jasubhai ShahChief Executive Officer Hemant Shetty
EDITORIALEditor Mittravinda Ranjan ([email protected])Editorial Advisory Board D P Misra, N G Ashar, Prof. M C DwivediContributing Editors P V Satyanarayana, Dr S R Srinivasan, R B Darji, R P SharmaSub Editor Bernard Rapose ([email protected]) Harshal Y Desai ([email protected]) Senior Correspondent Namrata Tanna ([email protected]) Design Team Arun Parab, Amol PatkarEvents Management Team Abhijeet MirashiSubscription Team Dilip Parab Marketing Co-ordinator Brenda FernandesProduction Team V Raj Misquitta (Head), Arun Madye
Place of Publication:Jasubhai Media Pvt Ltd210, Taj Building, 3rd Floor, Dr. D. N. Road, Fort, Mumbai 400 001, Tel: + 91-22-4037 3636, Fax: +91-22-4037 3635
SALESGeneral Manager, Sales Amit Bhalerao ([email protected]) Prashant Koshti ([email protected])
MARKETING TEAM & OFFICESMumbai Godfrey Lobo / V Ramdas 210, Taj Building, 3rd Floor, Dr. D. N. Road, Fort, Mumbai 400 001 Tel: +91-22-4037 3636, +91-22-4213 6400 Fax: +91-22-4037 3635 E-mail: [email protected], [email protected] Ahmedabad Vikas Kumar 64/A, Phase 1, GIDC Indl Estate, Vatva, Ahmedabad 382 445 Tel: 91-079-49003636/627, Fax: 91-079-25831825 Mobile: 09712148258 E-mail: [email protected]
Vadodara Pervindersingh Rawat 202 Concorde Bldg, Above Times of India Office, R C Dutt Road, Alkapuri, Vadodara 390 007 Telefax: 91-0265-2337189 Mobile: 09737114204 E-mail: [email protected]
Bengaluru Princebel M / Huliraj. E.N Mobile: 09444728035, 09481888718 E-mail: [email protected], [email protected]
Chennai / Coimbatore Princebel M / Yonack Pradeep 1-A, Jhaver Plaza, 1st floor, Nungambakkam High Road, Chennai 600 034 Tel: 91-044-43123936 Mobile: 09444728035, 09176963737 E-mail: [email protected], [email protected]
Delhi Priyaranjan Singh / Suman Kumar 803, Chiranjeev Tower, No 43, Nehru Place, New Delhi – 110 019 Tel: 011 2623 5332, Fax: 011 2642 7404 E-mail: [email protected], [email protected] Hyderabad Princebel M / Sunil Kulkarni Mobile: 09444728035, 09823410712 E-mail: [email protected], [email protected]
Kolkata E-mail: [email protected]
Pune Sunil Kulkarni Suite 201, White House, 1482 Sadashiv Peth, Tilak Road, Pune 411 030 Tel: 020-24494572, Telefax: 020-24482059 Mobile: 09823410712 E-mail: [email protected]
Subscription Rate (per year with effect from 1st April 2013): Indian - ` 1620; Foreign - US$ 180Student Concessional Rate: ` 800; Price of this copy: ` 150
The Publishers and the Editors do not necessarily individually or col lectively identify themselves with all the views expressed in this journal. All rights reserved. Reproduction in whole or in part is strictly prohibited without written permission from the Publishers.
Jasubhai Media Pvt. Ltd.
Registered Office: 26, Maker Chambers VI, 2nd Floor, Nariman Point, Mumbai 400 021, INDIA. Tel.: 022-4037 3737 Fax: 022-2287 0502 E-mail: [email protected]
COVER PAGE IMAGE: Intergraph

8 • December 2013 Chemical Engineering World
Final Ad template amol.indd 8 20-01-2014 19:49:59

Industry NewsCEW
8 • March 2014 Chemical Engineering World
Bhubaneswar, India: The country’s largest power producer, NTPC has declared to sell 10 MW solar power to Damodar Valley Corporation. The solar plant of 10 MW capacity which is installed within the complex of NTPC’s 3000 MW super thermal power station near Talcher, is supposed to be commissioned by this March.
V B Fadnavis, Executive Director, NTPC (Talcher-Kaniha) said, “We have already entered into a power purchase agreement
(PPA) with DVC for sale of solar power. The power generated from our solar plant will be sold in bundled form along with thermal power at a price of ` 6-7 per unit.”
He fur ther stated that NTPC’s solar plant at Kaniha has been founded by Bharat Heavy Electricals Ltd (Bhel) at a cost of ` 60 crore. Meanwhile, NTPC is set to cut coal imports for its Kaniha super thermal station, banking on improved coal supplies from the linked Lingarajand Kaniha coal mines of Mahanadi Coalfields Ltd (MCL). On an average, NTPC receives around 25,000 tonne of coal per day from Lingaraj mines and 20,000tonne from Kaniha mines. Coal requirement for the 3000 MW mega station at Kaniha is pegged at 55,000 tonne per day. The company currently is not facing any issues with coal supplies from MCL since the coal despatch has improved significantly. The good amount of supply from MCL have majorly reduced the dependence on the coal import.
New Delhi, India: Suzlon declared to merge their German subsidiary Senvion with the parent organisation.
Tulsi Tanti, Chairman, Suzlon Group, said, “We are in the process of consolidation of Suzlon and our German subsidiary Senvion. And negotiations are currently being carried out by the banks. Post-merger, we expect a strong capital structure that will help to raise funds and capital for the company. Senvion, formerly known as REpower, was acquired
by Suzlon in back 2009. The Hamburg-based firm reported revenues of EURO 1197 million in the first nine months of 2013-14.” Suzlon has debt of ` 14,496 crore as on December 30. It reported revenues of ` 13,631 crore during April-December 2013. Its order book stands at USD 7.7 billion spread across India, Canada, Belgium, the UK, France, Australia, Latin America and Germany.
Suzlon to Merge i ts German Subsidiary with Parent F i rm
New Delhi, India: Ahlers, headquartered in Belgium, USD 275 million logistics has been seeking stronger thrust on chemical logistics business which foresees Indian arm more than double its present turnover of ` 110 crore in the next 5 years. Christian Leysen, Executive Chairman, Ahlers, said, “We are keen to bring our global expertise in chemical cargo business to countries like India. This business is not just about point-to-point transfer. It’s about technical knowledge on safety and security in such transportation. Also, we don’t offer just storage solutions, but a host of value-added services like repacking”.
Ahlers India is currently doodling out plans to join hands with local players to function chemical warehouses in Maharashtra and Gujarat as it aims at offering storage solutions to Indian companies which are keen on exporting chemicals out of India to global firms, shipping chemicals to Indian market.
Mumbai, India: Due to delay in new urea policy, Rashtriya Chemical and Fertilisers is planning to seek clearance from Public Investment Board (PIB) for proposed expansion of their plant in Maharashtra at an investment of ` 4,112.50 crore. The proposal to expand its urea capacity by 1.27 million tonnes at Thal plant was cleared in the meeting of pre – public investment board. RCF has applied for the same project under the new urea investment policy, which assures guaranteed buyback. However, the policy has not been yet implemented so far as the ministry is contemplating amendments to the policy. The current proposed unit at Talcher is anticipated to be commissioned by 2017 which will eventually yield 1.2 million tonnes of urea per annum. RCF has reported 28 per cent fall in net profit at ` 52.90 crore for the third quarter ended on December 31, 2013-14.
Ahlers to Focus on Chemical Logistics in India
RCF to Invest ` 4,112 Cr at Thal
IOC Eyes Stakes in LNG Terminals at Mundra, Dahej and Dighi
Chennai, India: Indian Oi l Corporat ion ( IOC), India ’s g iant publ ic sector declared to acquire stakes in l iquef ied natural gas (LNG) terminals at Mundra and Dahej in Gujarat and Dighi in Maharashtra. A K Marchanda, Executive Director, Business Development, Indian Oil Corporation, said, “We are looking for purchasing stakes in terminals at Mundra, Dahej and Dighi. IOC is eyeing for 25 per cent stake in the ` 5,200-crore LNG project in Mundra, which is being set up by Gujarat State Petroleum Corporation (GSPC).”
In Dahej, Petronet LNG Ltd, India’s largest importer of liquefied natural gas (LNG) functions an LNG terminal with a capacity of 10 million tonnes a year, which is anticipated to upsurge 15 million tonnes at an estimated cost of ` 2,950 crore by the end of 2016. The 8 million tonne LNG terminal at Dighi port in Maharashtra is being set up by Mumbai based Hiranandani Group.
Tulsi Tanti, Chairman, Suzlon Group
V B Fa d n av i s , E xe c u t i ve Director, NTPC
NTPC to Trade Solar Power to DVC
The Indian Chemical Industry to grow at growth rate of 10 - 12% over the next 5 years

October 2013 • 11Chemical Engineering World
Final Ad template.indd 11 29-10-2013 10:51:19
116 • December 2013 Chemical Engineering World
Steam Tube Bundle Rotary Dryer
Final Ad template amol.indd 116 23-01-2014 20:58:01

Industry NewsCEW
12 • March 2014 Chemical Engineering World
Kochi, India: The project Kochi – Kanjirkkod – Mangalore - Bangalore gas pipeline by GAIL is facing barriers because of the land acquisition issues along with rigid opposition by the Tamil Nadu government. On the same lines, the company also scrapped the ` 250 crore supply contract which was bestowed on Fabtech. The contract included constructing 300 km of the 900 km pipeline. GAIL took the decision after the Supreme Court’s order to maintain the status quo in its Kochi-Kanjirkkod-Mangalore-Bangalore pipeline project in Tamil Nadu. The project is estimated to cost approximately ` 3,700 crore which involves laying of a 1,114 km pipeline from Kochi terminal to Mangalore via Kasargod, and a 570 km pipeline from Mangalore to Bangalore via Mysore that will be further extended to Coimbatore. The pipeline runs in Tamil Nadu covering Coimbatore, Tirupur, Erode, Namakkal, Salem, Dharmapuri, and Krishnagiri districts.
Goa, India: Zuar i Agro Chemicals is keen on sett ing up an integrated phosphate plant at Ras al-Khaimah, UAE. The company is anticipated to sign the agreement with Ras al-Khaimah government. The Zuari Agro Chemicals has signed the preliminary agreement for 1 million tonne facility in November 2012 wherein the agreement ensures firm commitment of the Ras al-Khaimah government to offer land, and infrastructure along with tax concessions for the por t-based facil i ty. Zuar i wil l carry out the detailed feasibil i ty study to finalise the estimated cost and the project plan after the agreement is signed.
Voltas, Dow Chemical form JVC Waste Water Treatment
Mumbai, India: Dow Chemical Pacific Pte and Voltas Limited declared to launch a joint venture company(JVC) in India, to monitor the mounting water as well waste water treatment market in the country. The joint venture aims to market and distribute standard packaged water treatment systems to residential and commercial complexes in the Indian subcontinent. The unit operations would compr ise des ign ing, procur ing, testing, marketing, selling and servicing of standard water treatment systems and waste water treatment systems.
Snehal Desai, Global Business Leader, Water & Process Solutions Division, Dow Group, said, “We are proud to form an alliance with Voltas Limited, a Tata company. Water treatment has significant business potential in India, and Voltas is an ideal partner with a strong brand reputation, and a wide-spread sales and service network. As part of our long-term strategy, we intend to establish the joint venture, to fully exploit the untapped potential of the Indian market. This joint venture is a significant step towards further strengthening our position in mid-market water systems in India.”
Ko c h i - M a n g a l o r e - B a n g a l o r e G a s P i p e l i n e Faces Barrier
Zuari Agro to Build Integrated Phosphate Plant in UAE
Snehal Desai, Global Business Leade r, Wa te r & P rocess Solutions Division, Dow Group
New Delhi, India: SABIC has been awarded as ‘Top Employers 2014’ in China, India, South Korea, Japan and Singapore and ‘Top Employers As ia Pac i f i c 2014 ’ by Top Employers Institute. With this latest accreditation, SABIC has received the ‘Top Employers’ certification for four consecutive years in China and seven consecutive years in the Netherlands. This was the first time Top Employers Institute has awarded the ‘Top Employers Asia Pacific’ certification.
Janardhanan Ramanujalu, Vice President, SABIC South Asia & ANZ, said, “SABIC believes that the true mark of a top employer is in creating Chemistry that matters with our employees, customers, par tners and communit ies to enable long term success. We relentlessly aim to provide a foundation for our employees to operate ethically and an environment to nurture innovation. Our employees play a key role in conceptualising and delivering our CSR programs in strengthening our community relationships across the region.” Li Lei, Vice President, SABIC Nor th Asia, said, “Our people a re our mos t v i ta l asse t . The endorsement o f our Human Resources management p rocesses across the reg ion i s a t es tamen t o f SAB IC ’s commi tmen t t o nu r t u re and c rea te optimal employee conditions that suppor t the professional and personal development of our people.SABIC’s Employment Value Proposition (EVP) seeks an alignment with its corporate strategy; never theless, it hopes to be a leader rather than just a follower in the market.”
SABIC Awarded as Top Employers Asia Pacific 2014
Li Lei, Vice President, SABIC North Asia
Indian Oil to Establish Petrochemical Complex at Paradip
Paradip, India: Indian Oi l and Gas Corporat ion Limited has declared plans to set up a petrochemical complex at i ts Paradip re f iner y in Od isha w i th an inves tment o f 76 .5 b i l l i on . The Paradip refinery which is being constructed with an investment of 297.77 bil l ion and wil l eventually have production capacity o f 15 m i l l i on tonnes where in the p lan t w i l l be comp le ted mechanical ly in the next quar ters. I t is ant ic ipated to yield 5 .75 mi l l ion tonnes o f d iese l , 3 .4 mi l l ion tonnes o f pet ro l , 1.2 mil l ion tonnes of kerosene / ATF, 870,000t of LPG, 1.25 mi l l ion tonnes of pet coke and 200,000t o f su lphur for the domestic market.
The company also plans to set up an ethyelene der ivat ives c o m p l ex w i t h a n i nve s t m e n t o f 4 5 b i l l i o n t o m a nu fa c t u r e 400,000tpa of mono-ethyelene glycols (MEG) or 600,000tpa of poly vinyl chlor ide (PVC).
Polyolefins (PO) demand is anticipated to be
9.9 million tpa (by 2020)

++

Industry NewsCEW
14 • March 2014 Chemical Engineering World
Hyderabad, India: NMDC has approached the Project Monitoring Group (PMG) since five of their new expansion projects are facing delay for want of clearances.
The company has drawn out an expansion plan to augment iron ore production capacity from the existing 27-28 million tpa to 40 million tpa by 2017. The company is waiting for approval to execute the Bailadila Iron Ore deposit -13 which is predicted to have 10 million tonne capacity along with the four tonne iron ore beneficiation plant at Bacheli. These two projects, located in Chhattisgarh, are estimated to get about `4,100 crore investments. NMDC has also sought approval from PMG for its one more steel plant with three million tonne capacity in Nagarnar, Chhattisgarh, which entails an investment of ` 15,525 crore.
The PMG has also urged to facilitate clearances to other two projects in Shahpur coal block in Madhya Pradesh and Arki limestone project in Himachal Pradesh. The projects are pending mostly with the forest department and require either minor diversion of the forest lands or forest clearance which is impacting the completion of the projects. On the other hand Anil Swarup, Head & Additional Secretary, Cabinet Secretariat, PMG, said that PMG has resolved issues in 147 projects so far, entailing around ` 5 lakh crore investments.The Prime Minister’s Project Monitoring Group was set up by the government last year as a facilitating body for resolving specific issues of the large projects and fast tracking them.
EIL Wins USD 139 Million Nigerian Contract
New Delhi, India: Engineer India Limited (EIL) has won their largest ever overseas consultancy contract for 20 million tonne oil refinery in Nigeria. EIL has won the contract f rom Dangote Group which is Nigerian company who will be providing project management consultancy (PMC) and engineering, procurement and construction management (EPCM) services for a refinery and polypropylene plant.
As per the agreement, EIL will deliver project PMC and EPCM services for implementing a
grassroots 400,000 barrels per day (20 million tonnes) refinery and 600,000 tonnes a year polypropylene plant.
A K Purwaha, Chairman and Managing Director, EIL, said, “ We are looking more focused on overseas markets particularly in Middle-East, Africa and South East Asia and are targeting 20 per cent of our revenues from overseas market. EIL is strong in refinery, petrochemicals, pipelines, upstream oil and gas projects and metallurgy. We are now looking at diversifying into nuclear energy, water and waste management and solar thermal projects. We are looking with interest in diversifying into high growth areas wherein we can provide high quality of engineering skills and knowledge.”
EIL has already re-entered the fertiliser sector and is doing projects in Bangladesh, Indonesia and Nigeria.
NMDC Moves to PMG for Approval of Projects
AK Purwaha , Cha i r man & Managing Director, EIL
L a n x e s s P a r t n e r s H a n t o o k f o r S y n t h e t i c Rubber Technologies
Berlin, Germany: Lanxess, a Germany based specialty Chemicals Company has signed a memorandum of understanding (MoU) with Korean Hantook Tire to jointly develop synthetic rubber technologies for high performance t i res. The companies wi l l jo int ly research for the development o f n ew h i g h p e r fo r m a n c e s y n t h e t i c rubber grades and appl icat ions that wi l l boost the performance of t i res.
Joachim Grub, Performance Butadiene Rubbers Business Head, Lanxess, said, “LANXESS has a strong reputation for sophisticated and customised R&D effor ts and for having ‘ innovation’ as its key dr iving force. In this new technical par tnership, we wi l l assist Hankook Tire in achieving a key posit ion as a global t ire maker of high-quality products based on leading-edge technologies.”
Lee Sang Ju, R&D Global Head, Hankook Tire, said, “Based on our proven technolog ica l exce l lence, Hankook T i re has been focusing on the high-performance t i re sector and has made continuous R&D and investment effor ts as par t of our pathway towards becoming a global top-t ier t ire company. The new col laborat ion wi l l strengthen Hankook Tire’s R&D effor t along with its investment in a new central R&D centre and test engineer ing centre in Korea.”
P h i l a d e l p h i a , U S : A x a l t a C o a t i n g Systems, a liquid and powder supplier has planned to invest approximately USD 60 mil l ion to construct a new manufactur ing fa c i l i t y i n Wu p p e r t a l , G e r m a ny. T h e decision is a par t of Axalta’s three year USD 32 mil l ion investment programme to expand waterborne capacity in Brazil .
The next-generation plant will help Axalta to expand its waterborne industrial coatings capacity and for tify the Wupper tal site, which is considered to be the largest of the company’s 35 production plants across the globe. Charlie Shaver, Chairman & CEO, Axalta, said, “Germany is synonymous with some of the finest automotive engineering in the world and home to some of our key customers. Building on our great legacy that originated in Wupper tal in 1866, we are optimistic about an ever-expanding customer base for us to serve in the future.”
Axalta to Construct Waterborne Coatings Facility
Charlie Shaver, Chairman & CEO, Axalta
Joachim Grub, Performance Butadiene Rubbers Business Head, Lanxess
SME Industry growth in Gujarat is 84 % which is maximum in the country

ENGINEERING IMAGINATIONA Maire Tecnimont Group Company
Tecnimont ICB Private Limited,Tel: +91-22-6694 5555. Fax: 91-22-6694 5599. e-mail:[email protected] | www.ticb.com | www.mairetecnimont.it
Tecnimont ICB House, Chincholi Bunder, 504, Link Road, Malad (W), Mumbai - 400 064. India
From head to toe.And everything in between.
When it has to be done, it has to be done. That's the certainty Tecnimont ICB (TICB) brings to you. A leading provider of engineering, procurement and construction solutions, TICB is fully geared to meet any of your engineering needs. From design to execution. For a whole range of industries. Backed by an experience of over 350 global projects, legacy of more than 5 decades and the unbending commitment of 2000 experts, TICB delivers.
Expertise spanning engineering, procurement and construction.

Industry NewsCEW
16 • March 2014 Chemical Engineering World
Kingsport, USA: Eastman Chemical has signed a deal to acquire Commonwealth Laminating & Coating for an undisclosed sum. In 2013, the acquired entity generated revenues of around USD 100 million. As part of the deal, Eastman will acquire Commonwealth’s manufacturing site and distribution centre in Martinsville, Virginia, as well as nine sales distribution centres around the world.
The transaction is expected to seal by the second half of 2014. Brad Lich, Vice – President Executive, Eastman Chemical, said, “With Commonwealth, Eastman extends our performance films global offerings for solar control window film and protective film applications. Adding Commonwealth supports our strategy of providing targeted and effective product, brand and service solutions to meet the specific needs of our global, diverse customers and end-users.”
Eastman Chemical to Buy Commonwealth Laminating & Coating
Air Liquide to Invest in France
Evonik to Build Methionine Production Plant in Belgium
Paris, France: Air- Liquide, a France based chemical manufacturing organisation has declared to invest 100m across three facilit ies which wil l boost the company’s R&D and al lows it to explore new markets. François Darchis, Executive Committee Member, Air Liquide, said, “The move is expected to help the company to speed up its innovation and allow it to explore new markets. The group’s innovation is based on our comprehensive knowledge of our markets, on the mastery of our technologies and on our capacity to interact with the innovation ecosystem.”
The investment would strengthen Air Liquide’s presence in the Paris-Saclay innovation ecosystem, which includes 10,500 researchers and 48,000 students, and the company expects it to be one of the ten biggest innovation hubs in the world by 2020. Additionally, Air Liquide will develop a technical centre for cryogenic production technologies in Vitry-sur-Seine, near Paris.
City of Brussels, Belgium: Specialty chemical manufacturer Evonik Industries has announced to construct a new plant in Belgium, which will produce methionine specially developed for the shrimp/ crustaceans industry.
Reiner Beste, Head Business Unit, Health & Nutrition, Evonik, said, “We will initially offer AQUAVI Met-Met for use with shrimp and crustaceans. Use with other species will follow. The new plant is set up in such a way that we will be able to provide our customers with a reliable supply of AQUAVI Met-Met in the future. Planned to be built in Antwerp, the plant is expected to start operation in late 2015.”
According to Evonik officials, the production will increase to seven million tonnes in 2015, creating a turnover of approximately €50bn. It also noted that the largest customers for AQUAVI Met-Met are located in Asia, Thailand and China, as well as South/ Central America and Mexico.
Michigan, US: Dow Chemical plans to bui ld a new research and development (R&D) fac i l i ty in Lake Jackson, Texas as a par t of i ts current commitment to innovation. Based near the company’s m a n u f a c t u r i n g s i t e , F r e e p o r t , t h e Texas Innova t ion Cen t re w i l l i nc lude l a b o r a t o r y f a c i l i t i e s a n d t e c h n i c a l exper tise centres to suppor t the constant i nnova t i on fo r t he commerc ia l i sa t i on
o f s o l u t i o n s a c r o s s t h e v a r i o u s h i g h - g r o w t h end-use markets.
Andrew Liver is, Chairman & CEO, Dow Chemical said, “The Freepor t site has long been an impor tant R&D location for Dow, providing breakthroughs that have paved the way for a more sustainable future. The enhanced capabilities at our new location will continue the tradition of R&D exper tise in Texas by delivering leading edge technology. The new centre will be a global R&D hub of modern lab and office facilities for more than 2,000 people from Dow R&D, businesses, functions and manufacturing on completion in 2016.” The Texas Innovation Centre is considered to be a subsitute for the company’s existing R&D facilities.
Dow Chemical to Construct New US R&D Facility
Andrew Liveris, Chairman & CEO, Dow Chemical
India holds 17% of the world’s population but
only 4% of water resources.
BASF Constructs New Chinese Resin Plant
B e r l i n , G e r m a ny : B A S F, a G e r m a n based chemica l company bu i lds new Resin p lant and e lecrocoat fac i l i ty at the Shanghai Chemical Industry Park in Shanghai. It is anticipated that the plant will help BASF to meet the rising demand for high quality coatings in Asia Pacific growing industries.
D r A lbe r t Heuse r, P res iden t Ma r ke t & B u s i n e s s D e v e l o p m e n t A s i a Pa c i f i c , B A S F, s a i d , “ T h r o u g h t h i s
project we demonstrate once again how we make customers more successful. As par t of our Asia Pacific strategy, we aim to produce locally 75 per cent of what we sell in Asia Pacific. By implementing this project, we are taking an important step towards our strategic goal and at the same time, serving an impor tant market need in China.”
T h e n ew r e s i n p l a n t a n d e - c o a t fa c i l i t y ’s o p e ra t i o n w i l l b e c o m m e n c e d i n t h e s e c o n d q u a r t e r o f 2 0 1 5 w h i c h a i m s t o t h e c o n s u m e r r i s i n g d e m a n d f o r h i g h quality coatings.
Dr Alber t Heuser, President Market & Business Development Asia Pacific, BASF

116 • December 2013 Chemical Engineering World
Final Ad template amol.indd 116 23-01-2014 20:49:10

Technology NewsCEW
18 • March 2014 Chemical Engineering World
Evonik Opens Expanded Precipitated Silica Plant in Thailand
Rayong, Thailand: Evonik Industries has commenced the expanded production plant for precipitated silica at the Map Ta Phut site at Rayong in Thailand. The company’s capacity for precipitated silica which is util ised in automotive, paints & coatings, animal feed and food industries is increased after the expansion. The company off icials informed that the combination of si l ica and silanes enables the tire manufactures to produce tires of much lower rolling resistance that will lessen the fuel consumption by 8 per cent in comparison with traditional tires.
Florian Kirschner, Managing Director & Thailand Head, Evonik Industries, said, “This allows us to respond more quickly to changes in market demand and supply high-quality products to our customers. Germany-based Evonik became a majority shareholder in 1999 and is responsible for operations at the Map Ta Phut site.With this expansion, we are strengthening our operations in Thailand.”
Toray Develops High-Tensile Strength Carbon Fibre
Tokyo, Japan: Toray Industries has generated a modulus carbon fibre with high tensile strength, Torayca T1100G, along with high performance prepreg which is a resin-impregnated carbon fiber sheet using its T1100G.
Officials from Toray mentioned that the newly developed T1100G has succeeded in high modulus as well as high strength. The combination of both qualities was considered a difficult thought in technical aspects but they succeeded in achieving both qualities by enrolling carbonisation technology to control fibre structure at the nano level.
The company aims to promote energy savings by decreasing the weight of aircraft and automobiles and make contributions to propagate new energy by applying the materials for wind power generator turbines and natural gas pressure vessels for the storage and transportation of shale gas.
Sirius Minerals to Install Underground Conveyor Belt System
Scarborough, Canada: Sirius Minerals has confirmed their plans to exchange its earlier proposed pipeline system for transporting potash with an underground conveyor belt system at its York Potash Project in UK. This new Mineral Transport System, worth EURO 167 million will be utilised to transport Polyhalite from the mine near Whitby to port operations at Wilton through a series of connected conveyors positioned within five linked, 7.5km mining tunnels at depths between 120m and 360m.
Chris Fraser, CEO & Managing Director, Sir ius Minerals, said, “Combined with the strong international demand for polyhalite, the change to the mts in terms of the lower operating costs and an increase in phase 1 production could result in an increase to the initial project value by over USD 1 billion. The New MTS Is A Combination Of Well Proven And Well Understood Systems And Operating Concepts That Reduce Project Risks, Increase Stakeholder Value And Unlock Further Project Development Opportunities For The Future.”
According to the company officials, the capacity in the initial phase would increase 1.5 million tonnes per year to 6.5 million tonnes, fur ther rising to 13 million tonnes during the second phase. Sirius Minerals will submit the application for the MTS in November 2014, with predicted approval within the statutory 16 week period from the date of application. The firm has been re-assessing ‘all aspects of the project’ to bring down the impacts, after their mine planning application was deferred last year.
Flowserve Sets Up Pump Manufacturing Facility in Coimbatore
Coimbatore, India: Flowserve Corporation, a US based manufacturer of flow control products that are used particularly in oil, power and chemical industries have started their modern pump manufacturing unit in the city. The expanded plant at Myleripalayam would not only serve the markets within India but meet the requirements of the power and oil & gas industries across the Asia-Pacific region.
The lately commissioned facility has a modern pump manufacturing facility apart from testing facilities, and is an addition to its two existing production blocks. The third block will have facility to handle large complex pump packages that could weigh up to 50 tonnes. Tom Pajonas, Chief Operating Officer (COO), Flowserve Corporation, said, “The expanded facilities at Coimbatore would enable Flowserve to meet the requirements of its clients in the region, besides facilitating future market expansion.”
Mineral Separation Technologies created a new product , the DriJet 100, that separates coal and ash without using water or chemicals.
KBC to Expand in Middle East, North Africa
Mumbai, India: KBC Advanced Technologies declared that they are expanding its business in the Middle East and Nor th Afr ica. The company off icials mentioned that i t has suppor ted major national as well as international oi l companies for many years through its exper t consultants and process simulation software, and is now under taking a major growth programme to expand the business.
In the same process, Ian Godden, Chairman of KBC is also relocating to Abu Dhabi to oversee the expansion along with a newly jo ined par tner, Andy Sakka. Accord ing to Sakka, KBC a l ready inc luded mos t o f the ma jo r na t iona l o i l and gas companies in the Middle East and Nor th Afr ica, but a signif icant increase in high-qual i ty special ists in the region, both locally and internationally trained, will allow the company to grow substantially.


Technology NewsCEW
20 • March 2014 Chemical Engineering World
Linde Buys Quebec Safety Equipment Distributor
Siluria Technologies Unveils Innovative Technology to Convert Natural Gas to Liquid Fuels
J a c k s o n C o u n t y B r e a k s G r o u n d O n Water-Treatment Plant
Ottawa, Canada: L inde Canada has acqu i red d is t r ibu t ion equiprotek which is an independent safety equipment distr ibutor headquar tered in Chicoutimi. An affil iate of Linde Engineering, Linde Canada is also a member of The Linde Group which is world’s leading gases and engineering company.
Chris Ebeling, Vice President & General Manager, Linde Canada, said, “The acquisition of Distribution Equiprotek strengthens Linde Canada’s ability to supply safety products to municipal, industr ial and commercial customers in Quebec , which is a key market for our extensive line of safety products.”
The Distr ibution Equiprotek operation, established in 2007, will be integrated into Linde Canada’s branch in Chicoutimi. Ebeling fur ther added that this consolidation will allow us to serve our customers in the Chicoutimi area more effectively and efficiently. Linde Canada specialises in industr ial, medical and specialty gases, as wel l as welding and cutt ing equipment and safety supplies. The financial terms were not disclosed.
S a n F r a n c i s c o , U S : A p i o n e e r i n t h e c o m m e r c i a l p r o d u c t i o n o f f u e l s and chem ica l s , S i l u r i a Techno log ies m a d e f r o m c l e a n a n d a b u n d a n t n a t u r a l g a s , r eve a l e d a f i r s t - o f - i t s -k i nd deve lopmen t un i t fo r p roduc ing l iquid fuels from natural gas based on Si lur ia’s propr ietary oxidat ive coupl ing of methane (OCM) and ethylene-to-l iquid (ETL) technologies.
Ed Dineen, CEO, Si lur ia Technologies, said, “The successful scale-up of a commercial ly-ready process for producing fuels f rom na tura l gas represents ano ther key mi les tone in our strategy. We have already demonstrated how our technology can be employed to produce gasol ine, an achievement that paves the way for f i rst commercial faci l i t ies producing l iquid fuels in the 2017 t imeframe.
Silur ia’s OCM and ETL technologies form a unique and eff icient process for transforming methane the pr inciple ingredient in natural gas and renewable methane into gasoline, diesel, jet fuel and other l iquid fuels. Silur ia’s process employs catalytic processes to create longer-chain, higher-value mater ials, thus eventually reducing capital and operational costs.
Jackson County, US: The Jackson County broke ground for water treatment plant worth USD 9.2 million which enable to supply drinking water to 1,800 homes in east Jackson County. The plant will tie into lines installed in the first phase of a project which will provide fire hydrants and supplies industry. The plant is a part of the Jackson County Utility District and thus was designed to draw and treat water from the Pascagoula River. The district gave the project Max Foote Construction Co. of Mandeville for execution and implementation.
The ground breaking was at the Helena Industrial Park, but the plant will be built near the northeast corner of Mississippi 63 and 613. It is anticipated to be complete by summer 2015 and supply homes in Escatawpa, Helena and Big Point and possibly Wade and Hurley. It is likely to treat an average of 1 million gallons a day. The project was made possible through an EPA grant which originated in the late 1990s that required a 45 per cent match, being paid by the Utility Authority.
The wastewater treatment plants market in
India is expected to grow at a CAGR of 15% till 2018
D o w C h e m i c a l I n n ova t e s Te c h n o l o g y fo r Water Treatment
Midland, US: The Midland-based Dow Chemical Co. has declared a new technology for water treatment.The revolutionary innovation is named as DOW FILMTEC ECO Reverse Osmosis Elements. According to company officials, Dow’s new water treatment will deliver 40 per cent better purification using 30 per cent less energy.
Neil Hawkins, Corporate Vice President Sustainability, Dow, said, “As this new Dow technology is fully adopted, we anticipate it will deliver trillions of metric tons of clean water, billions of kilowatt-hours of energy savings, and reduce carbon dioxide emissions by more than a million metric tons in its first 10 years of use alone.” Dow technology has been processing more than 15 million gallons of water per minute around the world.
Succini ty Begins Commercial Product ion of Succinic Acid at Spanish Facility
Madrid, Spain: The Joint venture between Corbion Purac and BASF, Succinity has commenced the commercial production of bio-based succinic acid at its plant in Montmeló, Spain. The facility approximately has a capacity of 10,000t. Generally, bio-based succinic acid can be used in various applications such as life science products, bio – polymers, and polyurethanes. According to the company off icials, Succinity yields succinic acid using renewable raw materials and fixes carbon dioxide. Philipp Walter, Managing Director, Succinity, said, “The facility, which is situated at the Corbion Purac site, has an annual capacity of 10,000t. The start-up of our first facility for Succinity bio-based succinic acid represents a key milestone in our plan to become a major producer of bio-based succinic acid in the future.” Succinity plans a second large-scale facility following the start-up of the first facility, whereas the final investment plan for the second facility will be finalised after the induction of bio- based succinic acid in the market.
E d D in e en , CEO, S i l u r i a Technologiest

24 • March 2014 Chemical Engineering World
Press ReleasesCEW
New Delhi, India: With support from SABIC, manufacturer Switch Lighting designed its SWITCH infinia LED A-lamp bulb with a polycarbonate globe made from SABIC’s LEXAN LUX resin. As governmental regulations move the lighting industry away from less efficient incandescent technology toward more efficient LED technologies, manufacturers l ike Switch face the challenge of bringing costs down to enable mass adoption in the residential and commercial markets.
The use of the LEXAN LUX resin globe in this award-winning Energy Star certified LED lamp enables the replication of the light distribution and quality that consumers have come to expect from traditional incandescent technology at an affordable price. This innovation by Switch is opening up the LED lamp market to greater opportunity for mass adoption.
New Delhi, India: Fine Tubes, a leading manufacturer and global supplier of precision tubes for critical applications, is delighted to announce that it is strategically relocating its office in India to keep up with the growing demand for its high quality tubing products.
As a result of the company’s increased global capabilities, following its partnership agreement with US-based Superior Tube Company, Fine Tubes had already identified the need for additional resources and a larger facility in India. In order to maintain the highest levels of service across a wider customer base in the region Noida being known as the industrial hub near Delhi, was the first choice for the new office location.
New Delhi, India: Agilent Technologies Inc. introduced a next-generation mobile spectroscopy product that is ideal for on-site testing in a broad range of applications, including advanced materials, ar t, historical objects, geology, agriculture, composites, coatings and polymers.
The l ightweight, ergonomic 4300 Handheld Four ier transform infrared (FTIR) spectrometer enables the direct identif ication a n d a s s e s s m e n t o f h i g h - va l u e m a t e r i a l s w i t h o u t s a m p l e ex t rac t i on , mak ing handhe ld FT IR a t r ue non -des t r uc t i ve testing solution. Thir ty-f ive percent l ighter than its predecessor, the 4300 FTIR o f fe rs the per fo r mance, mob i l i t y, f l ex ib i l i t y a n d u s e r c o m fo r t n eve r b e fo r e a t t a i n e d i n a h a n d h e l d FTIR device.
The handheld 4300 FTIR spectrometer is the newest in Agilent’s line of specially designed solutions comprising a range of GC, GC/MS and FTIR systems for use in food, agriculture, forensics, mining, biofuels, chemical and other environmental and material applications.
SABIC Supports Switch Lightening for Designing New Range of Bulbs
Fine Tubes Relocates Indian Office
A g i l e n t I n t r o d u c e s I n n o v a t i v e H a n d h e l d FTIR Spectrometer
New Delhi, India: Tata Strategic Management Group, the largest Indian-owned management consulting firm, published a report for the 3rd Annual Conference & Exhibition on Thermal Power O&M Summit 2014, as a knowledge and strategy par tner for Power Business View at New Delhi. The report is a source of insights and information on the O&M sector for thermal power plants. The report acts as a guide to power producers in their effor ts to obtain superior returns through effective O&M. The report shares insights about the various O&M regimes being followed. Publishing of the report is highly relevant as the trends in the power sector point to a growing need for adoption of superior O&M measures.
O&M activities account for 65 per cent of total l ife cycle cost of power plants, any positive impact on this could lead to significant benefits to power producers. Extensive interviews were conducted with various stakeholders to obtain their views on changing O&M practices. These discussions revealed some of the key external and internal challenges plaguing power plant operators.
TSMG Publish Report on Thermal Power O&M Summit 2014
Pune, India: Kirloskar Brothers Limited (KBL), a leading global f luid management company has been conferred with the ‘Best Organ isat ion for Women Ta lent Deve lopment ’ award for i ts Coimbatore plant, by the 3rdAfrica Women Leadership Awards held at Mauritius. The Awards were organised by the Africa India Partnership Summit to identify and celebrate outstanding leadership and achievements demonstrated by women leaders in var ious private and public sectors.
KBL is the only engineering company in India which operates with 100 per cent female associates in the manufacturing process. The Women Leadership Award is recognition to the effor ts made by KBL’s all women Coimbatore plant that was established in 2011. The plant which is equipped with state of the art facility manufactures different models of domestic pumps and has 62 women between the age group of 19 to 30 employed on the shop floor.
K B L B a g s B e s t O r g a n i s a t i o n f o r Wo m e n Talent Development
Frankfurt, Germany : In order to fur ther strengthen its Polystyrene (PS) business in North America, Styrolution declared their plans to consolidate PS capacity in the region. In addition, Styrolution will accelerate growth in styrenic specialties through an expansion of its offering for high-performance transparent styrenics, by providing local supply in Europe, the Middle East and Africa (EMEA). Part of Styrolution’s Triple Shift growth strategy, these measures will further enhances the company’s position as the global leader in styrenics. Also to s t reng then the long te r m economic sus ta inab i l i t y of Styrolut ion’s polystyrene business in Nor th Amer ica, the company plans to mothball its PS plant located in Indian Orchard, Massachusetts by the end of the year.
Styrolution to Strengthen Business NA

Gasketed PHE SupermaxSpiral HE Plate CoilMaxchanger
Compact solutions for all your Heat Transfer ApplicationsSee why Leading players in the Chemical Processing Industryprefer Tranter for their high performance and critical applications:
For over 80 years, Tranter has exclusively focused
on developing and perfecting heat transfer technologies
across a variety of industries ranging from the Oil & Gas
to the Chemical Processing Industry.
Designed to operate under high temperatures and
pressures, Tranter's patented solutions have been
successfully installed in diverse category of applications
ranging from life science to the speciality and consumer
chemical segments.
To know more, contact:
Tel : +91 20 30486581Fax : +91 21 37392354Email : [email protected] : www.tranter.com
Tranter India Pvt. Ltd.Office No.401, City Towers,17 Boat Club Road,Pune-411001, India.
Benefits :
Industries served :
Compact footprintShort-lead timesUpgraded capacity with lower operating costReduced downtime & maintenanceHigher Reactor Thermal ControlSaving in boiler-fuel via energy recoveryHigher Heat & Solvent recoveryOperates highly erosive and corrosive streams
Soaps & DetergentsFertilizersPolymerIndustrial Gas ManufacturingPlasticsFood & Agro-ChemicalsDye & Dyestuff
�
�
�
�
�
�
�
�
�
�
�
�
�
�
�

26 • March 2014 Chemical Engineering World
Press ReleasesCEW
Queen’s University Included in Chemical Engineering Roll Of Honour
Kingston, Canada: Queen’s Universi ty Belfast chemists are celebrating after being named on the Insti tut ion of Chemical Engineers (IChemE) roll of honour for 2013. The chemists have been recognised for their work in removing harmful mercury f rom natural gas. The award of the IChemENickl in Medal is the latest accolade for the Universi ty ’s mult i -award winning par tnership with Malaysian oil and gas giant PETRONAS which has developed a much more environmentally friendly and safer gas production process.
The Nicklin Medal has been awarded jointly to Queen’s Ionic Liquid Laboratories (QUILL) and PETRONAS for the mercury removal project, which was also the major winner at the global IChemE Awards in November, receiving three awards.
Montreal, Canada: The Internat ional Counci l of Societ ies of Industrial Design awarded the 2013-2014 World Design Impact Prize to A Behaviour Changing (ABC) Syringe, developed by Dr David Swann from the University of Huddersfield (United Kingdom) during an awards ceremony at the World Design Capital (WDC) International Design Gala in Cape Town (South Africa).
Established by Icsid in 2010, the World Design Impact Prize is an award that recognises excellence and diverse ways of addressing societal challenges. It leverages Icsid’s vast global membership network to champion possible solut ions to global issues l ike pover ty and the effects of industr ial isation and consumerism on sustainability and society. Ultimately, the initiative also aims to acknowledge industr ial design dr iven projects from around the world that are making a significant difference in the lives of individuals at the most basic level.
Ettlingen, Germany: GEA Wiegand received two large orders for vacuum systems for the expansion of two Indian refineries. In the refinery sector par ticularly high emphasis is put on low-energy processes because the margins for the processing of crude oil consumer products are very small. In the inquiry the main focus was put on the total cost of ownership. Despite higher investment costs, the Wiegand design convinced because of the favourable operating costs. The 1st jet pump stage sucks a mixture of hydrocarbon vapours, water steam and iner t gases from the vacuum column and compresses the mixture. The gas/steam mixture condenses in surface condensers which again are evacuated by a second jet pump, the motive steam of which condenses in a downstream-arranged surface condenser. The gas/steam mixture is then fur ther compressed in a group of liquid r ing vacuum pumps. In this case, three of such vacuum pumps are installed in parallel and another vacuum pump is used as permanent reserve.
Dr David Swann Bags World Design Impact Prize
GEA Gains Orders from 2 Indian Refineries
SEMI-GAS Systems Wins Third Consecutive Golden Gas Award
Pennsylvania, US: Semi Gas Systems, an industr y- leading provider of ultra-high purity gas delivery equipment, has been named a Golden Gas Award winner for a third consecutive year by Gases and Instrumentation International Magazine. SEMI-GAS’ new VaporX, an Xturion custom gas source system that safely and continuously delivers low vapour pressure liquefied process gases in vapour phase, received the award in the Specialty Gas Delivery Systems category.
The Golden Gas Awards highlight both new and improved products in the gas industry that show technological innovativeness and superior specifications in terms of power, speed, maintenance, footprint and cost effectiveness.
VaporX is an integrated solution for semiconductor, LED and solar cell manufacturers who need higher flows of hazardous and non-hazardous low vapour pressure gases. The system’s unique and streamlined manifold design uses lower loss components and a simpler path layout which reduces cost and minimises system downtime.
Wa c k e r, Te c h n i s c h e U n i v e r s i t ä t M ü n c h e n Extend Par tnership in Si l icon Chemistry
Addivant Announces Capacity Expansion in Saudi Arabia
M u n i ch , G e r m a ny : Wa cke r C h e m i e AG a n d Te c h n i s c h e UniversitätMünchen (TUM) are extending their existing partnership in silicon chemistry for another six years. They signed an agreement to this effect. The Munich-based chemical Group is sponsoring the Institute of Silicon Chemistry, located on the research campus in Garching near Munich, with a total of up to EURO 2.5 million. This will finance doctoral positions and the associated material resources.WACKER and the TUM founded the Institute of Silicon Chemistry in 2006. Over recent years, more than 30 research projects have been conducted, which have resulted in ten patents and 35 scientific publications. The agreement stipulates that the doctoral positions will be allocated equally between the TUM and WACKER. For every post introduced to the institute by the TUM, WACKER finances another one including the necessary materials and equipment.
Middlebury, USA: Addivant declared the completion of the first phase of capacity expansions at Gulf Stabilizers Industries (GSI), the company’s joint venture in Al Jubaïl, Saudi Arabia. After completion the production capacity of hindered phenolic antioxidants, ANOX 20 and ANOX PP18 and, Phosphite antioxidant ALKANOX 240 will double to 10,500 metric tons. GSI also revealed their plans to expand the production capacity of ANOX NDB product line to 24,000 metric tons per annum in order to meet the growing consumer demand for a range of new and higher performing products. GSI is a joint venture between Addivant and Zamil ChemPlast, one of Saudi Arabia’s leading industrial manufacturing companies.
December 2013 • 117Chemical Engineering World
Final Ad template amol.indd 117 24-01-2014 10:39:53

28 • March 2014 Chemical Engineering World
News FeaturesCEW
International Companies Compete in Indian Market
The global supply and demand of energy has been rising tremendously which in turn has impacted on the
economic growth and development of the nation. One can even say that the economic growth and progress absolutely depends on the stable security of energy and their supply chain. The growth and development in manufacturing industry also shares immense significance in the development of country’s economy.
Indian market has been termed as emerging market by numerous international industrialist and the recent huge capital investments in India also shows the sign of progress in the country. The international organisation, Petronas had invested USD 50 billion to set up lubricant plant in Patalganga, near Mumbai which is scheduled to be completed by 2015 and recently Gulf Oil Corporation has planned to expand project that entails setting up of a lubricants manufacturing plant near Chennai. With so many projects happening in India, the lubricant market is sailing fairly in India. The establishment of lubricant facilities in India by these international companies will also support the supply chain network in the country.
According to Kens Research, The Indian lubricant market is considered to grow at
considerable CAGR rate thus exceeding USD 7713 million by 2017. The lubricant market in India is the 5th largest market in the world in terms of consumption whereas, US ranks first in consumption of lubricants. With the rapid industrialisation in India, various industrial sectors have seen great development shift which have resulted rise in demand of numerous products and equipment. In the past from 1998 to 1999, the world has witnessed several mergers but the three mergers changed the future of petroleum industry. British Petroleum Plc, merged with Amoco Corporation, Total SA with Petrofina and Exxon Corporation with Mobil Corporation thus eventually changed the lubricant market globally.
The Indian lubricant market was controlled by Government of India along with the Oil – Coordination Committee till 1993, which directly organised and looked at all aspects of the industry. Even the Oil industry was dominated by the public sector units such as Indian Oil Corporation, Hindustan Petroleum Corporation Limited, etc, Finally, in 1993, the Indian Government liberated the lubricant sector which eventually allowed numerous foreign companies into the Indian market. The liberalisation and introduction of policies such as decontrol of pricing of oil base and reduction in
customs duty on base oils placed the lubricants in lucrative business which attracted several foreign companies such as ExxonMobil, Shell, and Caltex to invest in the Indian market. The change in market has been predominantly on account of rapid developments in technology, distribution, marketing strategies of companies.
Post the rise in base oil price, there is decline in the margin which has largely impacted the market currently. The increase in competition due to large number of private players in the market and lack of awareness about the brand, quality and green lubricants, industry is facing crucial challenges. It is essential to promote the brand and their qualities to avoid the irritable involvement of unorganised sector which ruins the industry as well as the global positioning.
India is marching towards utilising and promoting high-end technology in the industry and thus has turned India into emerging market. The Green lubricants and initiative to curb the environmental footprints have caught aggressive campaigning in Indian market and eventually have succeeded in establishing high parameters in the global market. Hindustan Petroleum Corporation Ltd (HPCL), a public sector refiner, has stated its intent to bring to market green lubricants developed from renewable feedstock whereas ExxonMobil has also been promoting their green products as well as adoption of eco-friendly method in manufacturing lubricants.
The Indian Lubricants Industry currently needs to strengthen their marketing strategies and promotion activities that will showcase the technology advancement in the industry. It is essential and also crucial at this stage of the development to further enhance our technological and industrial outreach barrier.
- Namrata Tanna
The Green lubr icants and in i t iat ive to curb the environmental footpr ints have caught aggressive campaigning in Indian market and eventually have succeeded in establishing high parameters in the global market .
Imports of Base Oil in India


30 • March 2014 Chemical Engineering World
CEW Features
Developed skilled manpower pool availability in India for project execution is an added advantage. Over the years, a number of international companies have come to India and contributed in improving our systems and procedures to the level of global standards.
EPC vs. EPCM: The Pros and Cons
‘Single Point Responsibility’ is the major facet that differentiates EPC from EPCM. Both the modes have their own strengths and weaknesses, and it needs careful evaluation of the projects to choose the best option for the execution. In this article, Dr Reinhart Vogel, Managing Director, Linde Engineering India and G R Singh, Director, BD & Sales - Oil & Gas, Linde Engineering India, throw some light on the pros and cons of both the contracting modes.
D uring the mid-90’s, Indian Industry, especial ly hydrocarbon sector graduated f rom convent ional
way of project execution to EPC mode mainly for their projects in refinery sector to meet the Supreme Court guidelines of achieving EURO II & III norms for petroleum products. This was the phase when the Oil Marketing Companies realised that the conventional way of executing projects on EPCM basis will not help them in achieving tight schedules of 18-20 months to complete the DHDS & Sulphur Recovery Projects.
In this phase, several companies from Korea, Europe and India (L&T) participated in the EPC bidding and successfully executed various jobs for IOCL, BPCL and HPCL. Soon this trend picked up and several other companies in the Oil & Gas/Power sector followed the same methodology. Despite certain resistance caused by established engineering companies, Indian clients could see the value and benefits of the EPC mode of execution.
EPC ModeThe biggest benefit of any EPC mode is ‘Single Point Responsibility’ which ensures completion of the projects in schedule and budget. It also guarantees competitive advantage to client reducing their investment thorough timely execution of their projects within budgets. Further, technology driven EPC brought the best of the solution to client by way of getting best of Capex &
Opex. Developed skilled manpower pool availability in India for project execution is an added advantage. Over the years, a number of international companies have come to India and contributed in improving our systems and procedures to the level of global standards.
These advantages were attracting more and more clients to go for EPC mode of execution; however, during this journey several construction companies not having strong engineering background also aspired to become EPC companies and participated in several jobs at unrealistic costs. Hence, the above sighted advantages could not be realised fully by certain clients due to heavily overrun schedule and the failure of these companies mid-way of execution.
What Went Wrong? : There were several reasons for some of the companies’ failure to meet clients’ expectation while executing respective EPC projects. Some of them are: 1) Evaluation of capabilities and track
record was not up to the mark for prequalification of certain companies and vital requirement of EPC execution were ignored.
2) Over emphasis on competitiveness and L1 price, even when it is lower more than 10 per cent of clients own budget which led to the unsuccessful execution of certain EPC projects.
3) Over aggressiveness with respect to scheduled requirement also led to the unavoidable delays which ultimately harmed project economics.
Guest Column
Dr Reinhart Vogel Managing DirectorLinde Engineering India
G R SinghDirectorBD & Sales - Oil & GasLinde Engineering India
December 2013 • 49Chemical Engineering World
Trace moisture measurement device HYGROPHIL® F basic
Drift-free
Fiber-optical principle
Maintenance-free
Compressor stations
Maintenance-free The fibreoptic measurement principle dispenses with regular calibration
Pressure-proof up to 200 bar Measurements are possible in areas with very high levels of pressure
Measurement in gases Reliable measurement results Drift-free and with long-time stable Long-life sensor and robust sensor head
ATEX-certified Approved for hazardous areas Web interface Configuration by web interface Compact dimensions for easy integration
For many years now, the Hygrophil® F product family has proven successful in the area of trace moisture measurement in gas. The fiber-optical principle together with standard functionality and compact design makes the Hygrophil® F basic to a new alternative in the market. Calibration free and configurated by web interface Hygrophil® F basic is optimal for system integration.
Bartec India Pvt LtdB-44, Sector 59Noida - 201301Phone: [email protected]
CNG petrol stations Biogas infeed plants
Final Ad template amol.indd 49 20-01-2014 19:16:49

32 • March 2014 Chemical Engineering World
CEW Features
4) Lack of expertise and skil led manpower availabil i ty with EPC contractors have been a vital factor and reason in unsuccessful execution of projects.
5) The strict Invitation to Bid (ITB) techno-commercial conditions falling well short of international norms like Fédération Internationale Des Ingénieurs-Conseils (FIDIC) as well as internationally accepted contract standards. These single sided contract clauses combined with poor contract administration and change management affected cash flow and operations of several EPC companies leading to very poor growth in EPC sector.
EPCM ModeDuring the latter half of the last decade and the current situation of EPC execution, especially third party projects reflected above mentioned scenario. Hence some clients and big engineering and construction contractors are offering an optional EPCM route for effective project execution. EPCM way of execution primarily ensures that the parallel execution of several project activities after
technology selection to commissioning can be managed, and it also allows project cost to be reviewed periodically and estimates to be realised dynamically to realistic level. Further, project schedules are also flexible especially with respect to resource mobilisation and can be adjusted depending upon clients financing strength and project requirements.
Though we can appreciate the flexible advantage of EPCM route, but there are some disadvantages as well which may not augur well for the overall investment returns and business objective. And the biggest of them all is that in an EPCM mode, no entity is ‘single point’ responsible for achieving defined schedule and budgets. Client has to take the execution responsibilit ies and have to maintain such kind of manpower on regular basis. Technology selection, which is not based on a full l ifecycle evaluation, and flexible contract restructure, which leads to inefficient execution increasing a probability of high cost overrun and schedule overrun, are some of the other issues. During technology selection, the criteria are mainly
based on the track record data without any guarantees.
There are very few and l imited companies or resources in India who want to work on EPCM basis.
It is quite evident that both the EPC as well as EPCM mode of execution have certain distinct advantages, while on other hand involves risks of unmanageable natures too. In this scenario we have to strike the balance in requirement of business case and project and choose an effective model which meets the final requirement of a project promoter.
As per our best knowledge and experience we are able to suggest some improvement s teps for handl ing the overall scenario:1) Projects l inked with high risk of
maintaining assured returns should be structured on Technology +EPC basis ensuring participation from very capable and competent companies on global basis.
2) Projects which are f lexible in nature with respect to schedule and budgets can be effectively managed through EPCM route with a very t ight project contract mechanism in place.
3) The Indian industr ies and companies at large have to revise the contract ITB condit ions and br ing i t to the level of FIDIC so that the same do not remain one sided and do not k i l l the growth of EPC contractors.
4) Lastly we have to focus on skilled development and resources build-up with respect to engineering, construction as well as high end manufacturing so as projects are not lacking deployment of required hardware and services at any point of time during project cycle.
We are of the view that both EPC and EPCM mode of execution have great future ahead in the coming years as the investment cycle has been bottomed out and revival of economy is in sight. We need both kind of capabil i t ies to cater to the overall industry requirement in oi l , gas, metal, water, power and other energy sectors.
Though we can appreciate the f lex ible advantage of EPCM r o u t e , b u t t h e r e a r e s o m e d i s a d v a n t a g e s a s w e l l w h i c h may not augur wel l for the overal l investment re turns and business objective.
1.1 MTPA Ethylene Cracking Furnaces (8-Nos) along with DFCU & AU at Dahej, Gujarat


36 • March 2014 Chemical Engineering World
CEW Features
Capital Project Execution: Decision to go EPC vs.EPCM
Resource availability in the local and/or regional market is a main aspect for the decision to go EPC or EPCM, writes Romy Ludwig, President, Dow India Engineering Center, Dow Chemical International Pvt Ltd. According to Ludwig, Asia’s biggest opportunity lies in looking beyond the technical side of construction and pairing it up with true leadership.
Looking at the current market situation – global, regional, and local – any business decision to invest money and build new
production assets has a high impact on the bottom line of a company. The fragile and somewhat unpredictable economy has added an even higher focus on any project that is executed over the last few years. While the ultimate driver for any investment has always been the value gained, the additional need to deliver expected business results in a cost competitive and timely manner has added another level of complexity to the process. In order to achieve the same, the decision about which execution model should be used for each large project becomes not only a highly strategic decision, but also sets the stage regarding how much of company owned resources will be involved at various stages of a project’s execution.
EPC or EPCM - Which One to Choose?If one were to focus on the scenario of a fully outsourced project, owner companies have been working with EPC service providers around the globe, very successfully, since many years now.
A common set of services have been developed and established, which allows EPCs to comply with almost all client requirements, in the areas of engineering and procurement pretty much instantly. Resource availability in the local and/or regional market is a main aspect for the decision to go EPC (Engineering, Procurement and Construction) or EPCM (Engineering, Procurement and Construction Management).
Cu r ren t l y , qua l i t y eng inee r i ng and procurement resources are available in the Asian region and especially in India, while the shortage is already quite visible in Europe and North America. This vast pool of talent provides a very rich environment for EPC/EPCM companies in Asia to recruit from. The workforce is typically very engaged and eager to learn what it takes to work in an engineering landscape and especially for global companies and/or projects. Global, state-of-the-art engineering and procurement software applications enable consistent design and the creation of uniform procurement packages. Data exchange is not a limiting factor anymore and companies can shamelessly leverage their resources globally.
That then finally brings the focus on the tail end of each executed project - Construction. The requirements for successful construction management are clearly defined - high focus on safety in the field, paired with the accountability to meet the targets relating to cost and schedule. In order to achieve the same, there are a few key skills and competencies to be demonstrated:• Broad understanding of project
execution process
• Detailed knowledge of construction processes and methodologies
• People leadership and collaboration • Negotiation skills• Sense of ownership
What really differentiates the good from the rest is the ability of the EPC or EPCM to act on behalf of the owner company or the client, making sure that the client cost, schedule goals and targets are achieved while not compromising on safety is a key expectation – which often does not get met. Geographic diversity is truly reflected in how companies are able to establish a strong construction management capability. In Asia for example, a sense of urgency is something rather tuff to be built in, which is a big contrast to the western world.
Finally, putting the three areas – engineering, procurement and construction – together, the main criteria for decision making is really about the ability of the EPC or EPMC to manage the process on behalf of the client. This can make all the difference in the Construction Manager’s (CM) decision to flipping the switch from EPC towards EPCM.
An EPC or EPCM company’s interest to encourage and force their CM’s to act for the client and embrace their values such as safety - the key to winning projects. Without this, very few clients might be willing to take the risk to go for full outsourcing. To my mind, Asia’s biggest opportunity lies in looking beyond the technical side of construction and pairing it up with true leadership, by taking accountability to meet the client’s goals.
Guest Column

38 • March 2014 Chemical Engineering World
CEW Features
The competition within the industry has become global as firms have moved to expand their client pool by expanding their physical sphere of activity. This has been done both through expansion and acquisition.
Project Contracting Modes and Associated Risks
Neil Iyer, Independent Project Management Consultant and Former President & CEO, Chemtex Global Engineers Pvt Ltd, illustrates couple of recent cases when contractors found themselves in big trouble for different unexpected reasons. He further highlights the risk associated with contracting modes and throw some light on the risk management and response plan essentials.
You must have read the following news items which appeared in the newspapers sometime back.
“At midnight, the Maldivian government took over the Ibrahim Nassir International Airport (INIA) from Indian conglomerate GMR Infrastructure, as per the directions of Singapore court. The development comes after the Singapore Court of Appeals on Thursday ruled that the Maldives had the right to annul the USD 511 million contract. The Chief Justice of Singapore’s highest court said: “The Maldives has the power to do what it wishes to do in these circumstances, including the power to expropriate the airport.”
I would like to begin with some more examples highlighting the risks that contractors are exposed to on projects irrespective of the contracting modes which can vary from lumpsum turnkey on one hand to a fully reimbursable mode for the services rendered on the other. A Japanese firm had developed a novel process for the manufacture of DAP fertiliser which had been found to work well in a pilot plant. In order to show their confidence and to win the contract, they had agreed to supply and build a DAP plant based on proven conventional technology, in case the novel technology did not perform according to the specifications. As luck would have it, the new technology did not work as required and the contractor had to build another complete new plant based on conventional technology at significant extra costs.
An Engineering contractor carried out a feasibi l i ty report for a mining f irm in California in which they had confirmed that the specif ied product could be extracted of the required quality on a profitable basis. Based on this report, the cl ient went ahead with their investment plans and issued fresh tenders for the EPCM services to build the plant. It so happened that the same Engineering Contractor, who had prepared the feasibi l i ty report, turned out to be the lowest priced bidder and was thus awarded the contract for the EPCM services with l imited l iabil i ty for the services provided. On completion of the project, after start-up, i t turned out that the plant could not produce the required product. What was unique to the situation was that the cl ient sued the contractor who had prepared the feasibi l i ty report for the ful l costs of the project and it turned that the jury in California gave a verdict that contractor who prepared the feasibi l i ty report was l iable for the ful l costs to be paid to the client. So while the feasibi l i ty report was prepared with a contract value of probably a few mil l ion dollars, the contractor had to pay back an amount of 140 mil l ion dollars to the cl ient.
An engineering services contractor had a services contract with the client for a polyolefins project which was fully
reimbursable for the services rendered. Before completion of the project it turned out that the man-hours spent by the contractor had extensively exceeded the estimate given at the start of the project by the contractor. Coupled with the fact that the project completion was delayed as well as there were quality issues, the client sued the contractor for full reimbursement of all the costs paid for their services.
A public sector undertaking entered into a contract for Front-end Engineering (FEED) for a PTA plant on a lumpsum basis. This package was then issued to bidders for bidding on an EPC basis. It turned out that the front-end engineering was not fully consistent and complete and during execution, the EPC contractor was saddled with extra costs as their engineering sub-contractor had to make changes and additions to the scope to ensure that the plant would perform on completion. Extensive discussions and negotiations had to be carried out between the EPC contractor and the client to resolve the extra costs.
From the above examples, it is clear that irrespective of the type of project i.e. infrastructure, mining or process and irrespective of the contracting modes; contractors are exposed to risks projects which need to be understood well before entering into participation on projects.
Guest Column
December 2013 • 5Chemical Engineering World
Final Ad template amol.indd 5 20-01-2014 20:00:19
40 • March 2014 Chemical Engineering World
CEW Features
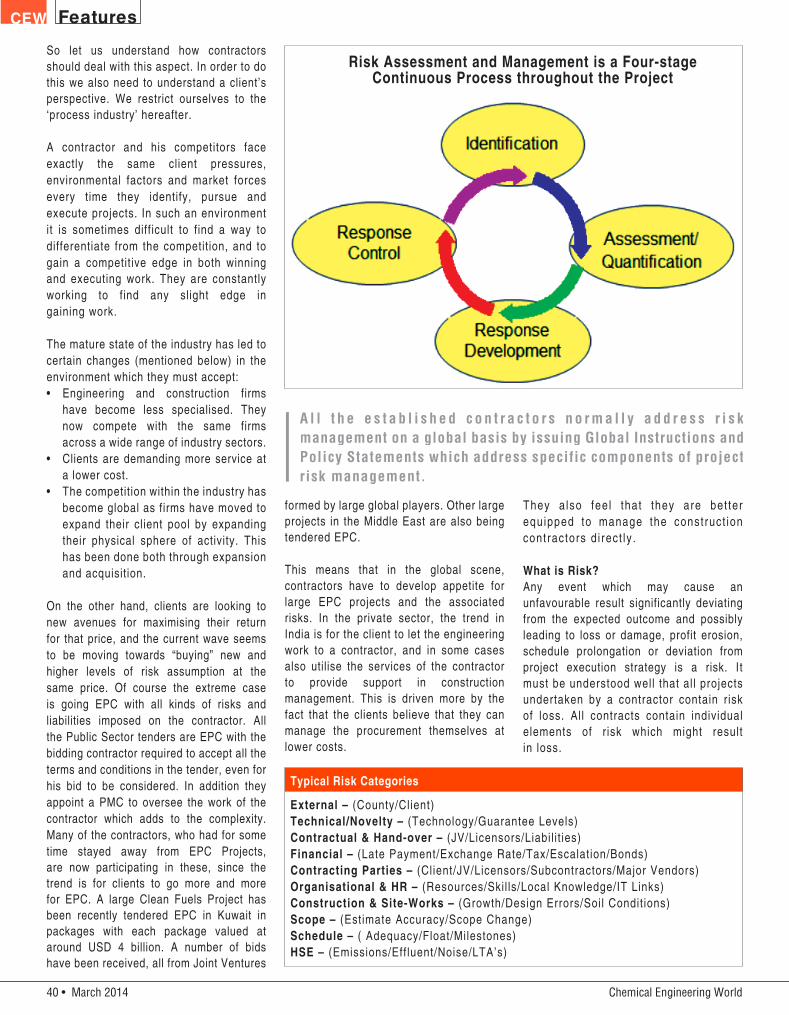
So let us understand how contractors should deal with this aspect. In order to do this we also need to understand a client’s perspective. We restrict ourselves to the ‘process industry’ hereafter.
A contractor and his competitors face exactly the same client pressures, environmental factors and market forces every time they identify, pursue and execute projects. In such an environment it is sometimes difficult to find a way to differentiate from the competition, and to gain a competitive edge in both winning and executing work. They are constantly working to find any slight edge in gaining work.
The mature state of the industry has led to certain changes (mentioned below) in the environment which they must accept:• Engineering and construction firms
have become less specialised. They now compete with the same firms across a wide range of industry sectors.
• Clients are demanding more service at a lower cost.
• The competition within the industry has become global as firms have moved to expand their client pool by expanding their physical sphere of activity. This has been done both through expansion and acquisition.
On the other hand, clients are looking to new avenues for maximising their return for that price, and the current wave seems to be moving towards “buying” new and higher levels of risk assumption at the same price. Of course the extreme case is going EPC with all kinds of risks and liabilities imposed on the contractor. All the Public Sector tenders are EPC with the bidding contractor required to accept all the terms and conditions in the tender, even for his bid to be considered. In addition they appoint a PMC to oversee the work of the contractor which adds to the complexity. Many of the contractors, who had for some time stayed away from EPC Projects, are now participating in these, since the trend is for clients to go more and more for EPC. A large Clean Fuels Project has been recently tendered EPC in Kuwait in packages with each package valued at around USD 4 billion. A number of bids have been received, all from Joint Ventures
formed by large global players. Other large projects in the Middle East are also being tendered EPC.
This means that in the global scene, contractors have to develop appetite for large EPC projects and the associated risks. In the private sector, the trend in India is for the client to let the engineering work to a contractor, and in some cases also utilise the services of the contractor to provide support in construction management. This is driven more by the fact that the clients believe that they can manage the procurement themselves at lower costs.
Risk Assessment and Management is a Four-stage Continuous Process throughout the Project
They a lso fee l that they are bet ter equipped to manage the const ruct ion contractors d i rect ly .
What is Risk?Any event which may cause an unfavourable result significantly deviating from the expected outcome and possibly leading to loss or damage, profit erosion, schedule prolongation or deviation from project execution strategy is a risk. It must be understood well that al l projects undertaken by a contractor contain risk of loss. All contracts contain individual elements of r isk which might result in loss.
Typical Risk Categories
External – (County/Client)Technical/Novelty – (Technology/Guarantee Levels)Contractual & Hand-over – (JV/Licensors/Liabil i t ies)Financial – (Late Payment/Exchange Rate/Tax/Escalation/Bonds)Contracting Parties – (Client/JV/Licensors/Subcontractors/Major Vendors)Organisational & HR – (Resources/Skil ls/Local Knowledge/IT Links)Construction & Site-Works – (Growth/Design Errors/Soil Condit ions) Scope – (Estimate Accuracy/Scope Change)Schedule – ( Adequacy/Float/Milestones)HSE – (Emissions/Eff luent/Noise/LTA’s)
A l l t h e e s t a b l i s h e d c o n t r a c t o r s n o r m a l l y a d d r e s s r i s k management on a global basis by issuing Global Instructions and Policy Statements which address specific components of project risk management.

42 • March 2014 Chemical Engineering World
CEW Features
All the established contractors normally address risk management on a global basis by issuing Global Instructions and Policy Statements which address specific components of project risk management. The underlying tenets upon which those statements are based reflect the company’s risk philosophy during the entire life cycle of a project.
What is Risk Management?A systematic process intended to reduce or eliminate financial loss inherent in projects. Managing risk at a corporate level involves primarily avoidance (bid/no bid) and reassignment (insurance) of risk. At a project level risk management is targeted on actively managing the individual elements of risk contained within a project contract document set.
Risk Profile: An analysis of the contractual obligations and project organisational relationships intended to identify elements of risk. The process of Risk Management, types of ‘risk categories’ and ‘response plan essentials’ are presented in the two illustrations and a table in the article.
Conclusion and Recommendations In order to have a win-win situation between a client and his contractor, the following aspects need to be given due consideration especially for the process industry.• Involve a contractor in the conceptual phase and develop
a process design package under a reimbursable contract that allows the joint participation and involvement by client specialists to meet the technical and cost targets of the Client. This is the phase where various options can be deliberated as well as value engineering exercises carried out.
• Involve again the same or another contractor to convert this into a Front End Engineering and Design Package (BDEP) wherein the scope, specifications and requirements are well defined.
• Tender EPC with this well-defined scope in such a way that contractors can come up with firm bids based on which the project can be executed with minimum changes and cost adjustments.
Response Development: It is Important that the Response Plan is Effective

December 2013 • 5Chemical Engineering World
Final Ad template amol.indd 5 20-01-2014 19:56:22

44 • March 2014 Chemical Engineering World
CEW Features
The skills of the project managers are often put to the test as R&D work may continue even during the execution phase. There are also factors like location and schedule that have a large influence on project execution.
Execution Challenges during Project Life Cycle
E Pramod, Senior General Manager – Construction, Aker Powergas Pvt Ltd, explains how project execution, especial ly the projects, where continuous modif icat ion of technology in terms of processes and equipment take place, is challenging, and throw some light on some of the execution challenges normally faced during the project life cycle. The article will be carried in two parts. Second part will be published in April 2014 issue of this magazine.
One may often wonder what helps project management professionals maintain their zeal in executing one
project after the other. This is more relevant to companies who put up new manufacturing lines in the same location or for the same product. To maintain the competitive edge, these companies continuously refine and modify their technology in terms of processes and equipment. In other words, this continuous upgradation ensures that no two projects are similar. Some of these companies even have their own strong research and development wings.
The skills of the project managers are often put to the test as R&D work may continue even during the execution phase. There are also factors like location and schedule that have a large influence on project execution. One may think that the relocation of an existing plant could be executed easily. However, it is critical to review design factors like seismic zone, wind speed and other meteorological data. Space constraints will also impact the layout of the plant in the new location. Additionally, there may be new statutory, regulatory or design code requirements, which would come into play at the new location. These factors make even projects of a repetitive nature both dynamic and challenging.
Modes of Project Execution Large projects normally have various distinct phases. These include the feasibility and concept study, system definition, Front-end Engineering Design (FEED), detailed engineering and
fabrication, construction and system completion. The feasibility and concept study is carried out to establish the project feasibility, while the system definition and FEED study are carried out to estimate the project cost. Once the decision is made to go ahead with the project, the owner usually employs one of the following methods:
Management and Execution by Owner: Here the owner directly sub-contracts the engineering and the construction work, and monitors and controls them directly. The procurement and logistics are also handled by the owner, while the quality control function at suppliers’ or manufacturer’s works and at construction sites could be sub-contracted to a third party. This route is seldom adopted for medium and large projects, since it requires the owner to have large project management resources.
EPC Method: Through competitive bidding, the owner selects a contractor who is then responsible for engineering, procurement, construction, pre-commissioning and start-up.
A Project Management Consultant (PMC) is generally selected for preparation of tender documents and specifications, tendering process, project scheduling, monitoring and control, contract
management, approval of key engineering, procurement and construction work. The extent of involvement of the PMC may vary, depending on the owner as well as the size of the project.
EPCM Route: This method lies midway between the two methods mentioned earlier. The owner appoints a consultant to carry out engineering, procurement assistance, inspection/expediting and construction management. The consultant is responsible for any residual process engineering, detailed engineering, procurement engineering (material requisitioning, vendor selection, bid evaluations and recommendation, review and approval of vendor drawings etc), inspection and expedit ing services, cons t ruc t i on con t rac to r se lec t i on , construction tendering and construction management services.
All the purchase orders for procurement and construction works are placed by the owner, based on recommendations by the consultant. Though there is a split of responsibilities in this method, the owner has a great influence on the procurement and contracting functions, leading to a direct control of the project cost.
Each of these has its own merits and drawbacks. The selection of a project
Guest Column

March 2014 • 45Chemical Engineering World
CEWFeatures
execution method will be governed mainly by the availability of resources at the owner’s end. The project as a whole goes through the same life cycle irrespective of the chosen route.
Focus Areas and Competence Base Lines in Project ManagementThe methodology of project management has evolved over a period of time and is being promoted by professional associations like Project Management Institute (PMI) and its chapters, as well as the International Project Management Association (IPMA) with its national associations. These organisations have defined project management for their members in terms of bodies of knowledge and competence baselines. The PMI has nine areas of focus for project management that define the categories of its recognised body of knowledge.
The IPMA and its national associations have described the topics that are important for their planning and implementation of project management. This is referred to as a Competence Baseline (see the illustration).
A more amusing summary of the traits of a successful project manager can be read in a humorous advertisement in the New York Times many years ago:
“Personable, well educated, literate individual with a degree in engineering to work for a small firm... Long hours, no fringe benefits, no security, little chance for advancement are among the inducements offered. Job requires wide knowledge & experience in manufacturing, materials, construction techniques, economics, management, and mathematics. Competence in use of spoken and written English is required. …Must be willing to suffer personal indignities from clients, professional derision from peers in the more conventional jobs and slanderous insults from colleagues. Job involves frequent extended trips to inaccessible locations throughout the world, manual labour & extreme frustration from lack of data on which to base decisions. Applicant must be willing to risk personal & professional future on decisions based upon inadequate information & complete lack of control over acceptance of recommendations by clients. Responsibilities for work are unclear or no guidance is offered. Authority commensurate with responsibility is not provided by firm or its clients.”
A Different Approach to Measurement of Project SuccessThe success of a project is typically measured against established budget and schedule requirements. A project which has exceeded either its budget or its schedule is usually deemed as an unsuccessful one.
However, this traditional approach may not be appropriate in all the cases. One needs to assess the success or failure based on the long term results of the project output. This should be gauged based on the financial viability and utility of the manufacturing facility, rather than on the adherence to schedule and budget.
The most effective benchmarks for long term success are operational effectiveness, operational availability and the cost of ownership. This technique is generally known as Total Life Cycle

46 • March 2014 Chemical Engineering World
CEW Features
System Management. However, most of the project management teams fail to measure the long term success of their project in this manner.
Once this technique is adopted, we may notice that a few of the projects previously assessed as successful have in fact been a failure. There has been very little study done of the reasons for these failures. However, with the limited information and knowledge available on such projects, it is believed that most of these failures were not attributed to the cost of ownership. This implies that the project was completed within schedule and within budget. These failures were due to either operational ineffectiveness or operational non-availability.
This drives home the importance of the technology being used and the criticality
of the front end design work. Both these have very large influence on the success of the project on a long term basis. In this very competitive international market, one can hardly predict the obsolescence of a technology once it has been selected Only those companies who have very strong research and development capabilities can mitigate this phenomenon.
This would mean that besides the conventional measures of budget and schedule, the front end design, residual process design and to some extent detailed design hold the key to successful project execution.
Execution StrategyExecution strategies are normally formulated during the bidding phase of the project itself. One of the critical success factors for execution is to have a detailed strategy once the project has been awarded. It is also equally important to get an approval of the same from all the stakeholders, in order to ensure adherence to the same. The execution strategy should generally address the following:• Revisit the pre-bid execution strategy• P lan fo r competen t execu t ion
team wi th su i tab le exper ience / resource p lann ing
• Understand the scope of work and capture changes, if any, with respect to the bid stage
• Understand the owner’s expectation for proper alignment within the team
• Review the Level-3 plan in order to highlight the critical paths and contractual milestones
• Plan for sub-contracting of specialised services/studies where in-house expertise is not available
• Identification of long lead items and plan for ordering the same, as well as procurement strategy for other items
• Any special location-specific statutory requirements
• Special HSE requirements on the project • Discuss the comments/feedback on
licensor’s documents and list salient features if any
• Basic design criteria and battery limit conditions
• Special software requirements required for engineering and other specialised studies
• Discuss important lessons learnt on similar projects executed earlier
• Project communication protocol• Strategy for construction contracting
(single vertical contract or multiple contracts)
• Change management • Review the risk and opportunity register
prepared during bidding
Though some of the above actions may be relevant to the EPCM consultant or EPC contractor alone, i t is advisable to include the owner also in the execution strategy meeting. This wil l bring in the feeling of a single team working towards the common goal of successful project execution.
However, it is interesting to note that in spite of having a well written execution strategy in place, on some of the projects this strategy document is not seriously followed by the stakeholders. This leads to an exacerbation of the project’s woes.
(Read April 2014 issue for the second part, where the author has shared insights into the Residual Process Work and Detailed Process Engineering, and some of the critical elements for successful construction work)
Competence Baseline
Nine Areas of Focus for Pro ject Management
1. Project t ime management2. Project cost management3. Project quality management4. Project scope management5. Project r isk management 6. Project procurement management7. Project quality management 8. Project human resource management9. Project integration management


48 • March 2014 Chemical Engineering World
CEW Features
Plant Reliability & Maintenance
Today’s top performers of the chemical industry are no longer living in a reactive world, but a proactive one. Instead of fixing an issue (reactive), they plan for the future, eliminating that issue before it occurs (proactive), writes Jeff Dudley, Senior Consultant, Solomon Associates.
Proactive approach is part of the chemical industry’s recent interest in creating a culture in which the goal
is failure-free operation. Many performers believe this is achievable with the adoption of Reliability and Maintenance (RAM) performance improvement programmes.
The Cul ture Shi f t to “Fai lure-Free” Operat ionsBy utilising these programmes, organisations get a rare opportunity to look at their internal structure from the inside out, assessing each level from the core. This helps achieve what we call “organisational reliability,” where a strong platform is built that develops behaviors and creates cultures that prevent the risks of failures. This is important because organisations frequently focus only on the reliability of their hard assets and fail to realise that organisational reliability drives how their assets perform. You can’t have asset reliability without organisational reliability. Fully understanding where they are presently performing in both asset and organisational reliability, and then developing strategies to close any gaps, allows organisations to improve reliability and performance.
Ultimately, an organisation must become one of the top performers in the sector, or it will disappoint both customers and stakeholders. The response to the challenge of balancing both asset and organisational reliability determines whether an organisation is ranked among the top performers.
Disruptions Cannot Be a “Normal” Part of BusinessIn reactive organisations, most failures are familiar because they have happened before. This means that the implemented solutions or management systems failed to prevent the reoccurrence. To change the outcome, a different set of behaviors is needed. Creating a failure-free culture must become the focus. The result is dramatically improved asset reliability that will lead to customer and stakeholder satisfaction. While accomplishing this is not easy, it is achievable.
The first step of progress is realising that if you are only concerned about the operations of your assets and what will allow you to repair them faster, your organisation will experience repeat failures. Speed of repair is usually the focus in asset reliability, but because nothing fundamental changes, after the repair is made, the cycle begins again. This leads to a repeat failure and the need for another repair. Consequently, organisations plagued with constant operational disruptions will begin to consider them a “normal” part of business. To eliminate a reactive response to failure, reevaluate the metrics you use to measure performance. If they have failed to reduce failures in asset operations in
the past, then an adoption of new metrics for performance assessment is necessary. The next phase of progress toward a failure-free culture sees the organisation using various forms of preventive and predictive maintenance to create a higher level of reliability. Unfortunately when many organisations believe they have achieved their desired level of reliability, they become satisfied and stop looking for opportunities to improve. Although there is increased reliability, disruptions continue to be dealt with in a reactive fashion because these organisations have adopted a false sense of security, making them less prone to seek out ways to be proactive in solving issues early on.
What can eliminate this false security and create dissatisfaction with this level of performance and cause an organisation to desire failure-free performance? One possibility is the realisation that its competition may be much closer to a failure-free culture. Another is the recognition that there is a significant business case for reliability.
This next step often requires an external comparison through benchmarking or other outside comparison for an organisation to realise that not only is it lagging behind top-performing companies, but it is generating significant losses in
Guest Column
Fully understanding where they are presently performing in both asset and organisational reliability, and then developing strategies to close any gaps, allows organisations to improve reliability and performance.
Rubber production
Sustainable Solutions for
Processing of New Generation
Rubbers
LIST Dry Processing
LIST Dry Processing replaces conventional wet rubber processes with new, trend-setting standards for efficient, economical and resource-saving processes.
• Reduction of water usage due to elimination of steam stripping• Low shear (100 s-1) – no Mooney change• Low and high Mooney, sticky grades• Proven for new generation rubbers
K 2013October 16 – 23, 2013Dusseldorf, GermanyHall 9/C24
www.list.ch | www.list.us | www.list.sg

50 • March 2014 Chemical Engineering World
CEW Features
productivity and profitability due to the lack of reliability. Once acknowledged, the organisation realises the only way to improve is to refuse to accept so-called “normal” business disruptions.These organisations begin to believe:• Disruptions aren’t normal• Something can be proactively done to
minimise or even eliminate the impacts of disruptions
• Meeting all commitments made to customers and stakeholders is achievable
Once it is understood that the disruptions are not normal, actions are taken to recognise them at their onset and to react to them to create normalcy again. These organisations are willing to get anyone necessary involved to solve an issue in its earliest stage. Then they share what they have learned from the incident with others to prevent repeat disruptions.
Culture Change is Everyone’s ResponsibilityReliable activity is not what you do but how you do it. How you do things drives failure-free cultures. Top-performing organisations realise this. With this new focus, unreliable behaviors are stopped, resulting in less disappointment. With a reliability definition of constantly (all the time) and consistently (everyone, everything) meeting the commitments that have been made, a new level of reliability can be achieved.
Because this culture change takes time to evolve, there will continue to be disruptions at first; failures will happen. When one occurs, steps should be taken not only to find out what caused the disruption, but also to determine at which point the earliest indication of that disruption was. When that first indication is uncovered, then proactive measures should be taken to ensure it is monitored frequently enough to detect and address it proactively. If
these steps are taken, this abnormal disruption will never cause this same problem again. Each time the abnormal is detected and proactively dealt with, a disruption is avoided and commitments are met.
Now the organisation must translate this type of behavior to everything else it does. With this proactive focus applied to every activity, reliability is created in the organisation and assets as well. Where can this change start? Who is responsible for doing something about abnormal situations? You are.
What should you do? Whatever it takes to uncover abnormal situations and create a sense of normalcy again. By actively seeking out the abnormal, you become preoccupied with what might fail. You have thought about and are seeking the early signs of disruption. You are committed to getting anyone necessary involved to quickly address the abnormal and you are constantly teaching what you learn to others, so they don’t have to learn it for themselves.
These are the questions you must consider before engaging in this culture shift: Have you ever considered that you could be failure free? Is it part of your RAM strategy? What would you have to change about your current management systems for your assets and organisations to make this happen? What kind of metrics would you have to measure to know where you stand?
Organisations around the world use benchmarking to assess their performance relative to their peers, and data collected over 30 years confirms that benchmarking provides a distinct competitive advantage. HSB Solomon Associates LLC (Solomon) has provided Comparative Performance Analysis™ (CPA™) benchmarking and performance improvement consulting services since
Most organisations—even the reactive ones—have developed sufficient reliability to stay in business. When looking at the higher levels o f re l iabi l i ty they could s t r ive to potent ia l ly achieve, however, they still remain far behind their competitors.
1980. Solomon’s International Study of Plant Reliability and Maintenance Effectiveness (RAM Study) provides the most comprehensive set of reliability and maintenance performance benchmarks in the industry. More than 1,000 plants operating more than 8,000 process units have participated.
The study measures and compares downtime attr ibutable to maintenance and rel iabil i ty causes, determines the lost margin, and expresses that loss in monetary terms to reach the value of the lost production. The process begins with in-person and web-based training seminars for personnel responsible for data collection and entry. The required data is collected according to the agreed-upon definit ions and entered using a web-based data input application. The data is validated and the results provided in workshops designed to maximise the benefits of part icipation. Plants most l ikely to benefit from benchmarking rel iabil i ty performance are those with mechanical availabil i ty under 97 per cent, where unreliabil i ty (as characterised by equipment fai lures) is the largest contributor to downtime.
Most organisations—even the reactive ones—have developed suff icient rel iabil i ty to stay in business. When looking at the higher levels of rel iabil i ty they could str ive to potential ly achieve, however, they sti l l remain far behind their competitors. For such a culture to change, the organisation must develop a focus on rel iabil i ty that causes it to think differently about disruptions. It must focus on becoming fai lure free.
Early disruption awareness and proactive behavior are the beginnings of a failure-free culture. You have the skills, technology, and methods to create reliability; you just lack the proper focus. If you adopt this new focus toward increased reliability of both hard assets and organisations, you can achieve a desired outcome of improved customer satisfaction, employee engagement, and increased profitability.

Small safety valve with big benefitsFainger LESER launches Type FL 237
This safety valve, Type FL 237, is a completely new design and extends the product range for applications that require compact dimensions.
Your benefits:
+ High quality stainless steel material
+ Designed for all industrial applications
+ Compact dimensions with high capacity
+ Very fast delivery time of two weeks ex works for standard configurations
Read more about the new safety valve Type FL 237 on the Fainger LESER website www.faingerleser.com.
Manufacturing facility in PaithanD-3, M.I.D.C. Paithan,Dist. Aurangabad,Maharashtra - 431 148, IndiaEmail: [email protected];[email protected]
Head office in Mumbai136/137, Sanjay Bldg. No. 3, Mittal EstateMarol, Andheri Kurla Road,Andheri (E), Mumbai - 400 059, IndiaTel.: +91 22 28532200 Email: [email protected]
When The Others Are Stopped… SAURUS Vacuum Pump Continues!•Absolutesafetyforthetheprocessandtheoperators•Nooilcontaminationfortheproduct(ascertifiedbytheanalysisofTurin’sPolitechnic)
• Usewithoutlimitsinallvacuumrange• Continuousrecoveryofextractedsolvents•Highenduranceagainstpowdersandcondensatesolvents
•Highresistanceagainstcorrosion• Lowworkingtemperatureandlownoise(<70db)• Absolutereliabilityundercontinuousoperationconditions
•Nominalflowrate:from80to3800m3/h• Vacuum:from7to0,03mbar• Verylowoperatingcostsa.lowconsumptionengineb.newLubriZero®systemthatreducednearlytozerotheoilconsumption
c. longlifeandeaseofmaintenance• Installationindangerousenvironment• ATEXcertificateuntilzone0.
Our agent for India:EM JAY ENGINEERS,Mr. Jayant JoshiShop22,KoynaCHSShantivan,Borivali(East)Mumbai400066Tel:02228975275Mobile:[email protected]
When The Others Are Stopped… SAURUS Vacuum Pump Continues!When The Others Are Stopped… SAURUS Vacuum Pump Continues!When The Others Are Stopped… SAURUS Vacuum Pump Continues!•Absolute safety•No oil contamination(as certified
•Use without• Continuous•High endurancesolvents
•High resistance• Low working• Absolute reliabilityconditions
•Nominal flow• Vacuum: from• Very low operatinga.low consumptionb.new LubriZerothe oil consumption
c. long life• Installation
Forfurtherdetails:www.italvacuum.com

52 • March 2014 Chemical Engineering World
CEW Features
Slurry Phase Hydrocracking: Bottoms Upgrading for Today’s Market
The article focuses on the significance of resid processing methods which has emerged as a big concern for many refineries as they struggle to improve product qualities and refinery margins simultaneously while dealing with their large residuum pool. The authors shares insights into the Residuum Landscape and advocates Slurry Phase Hydrocracking which has not enjoyed widespread acceptance as the ‘technology of choice’ for resid upgrading.
I n the face of high crude oil prices, low natural gas prices, and ever increasing product quality regulations, refiners
are presented with an unprecedented situation of improving margins by re-evaluating their resid processing options. The abil i ty to rel iably el iminate fuel oi l production, maximise high quality disti l late yields, and achieve almost complete conversion to high value transportation fuels, is essential for sustaining the value of instal led assets in the years to come.
In its simplest form, refining is a process of changing the carbon to hydrogen ratio of naturally occurring crude oils. At a molecular level, the operation of all refineries in the world is essentially targeted at converting low hydrogen to carbon ratio feed stocks into high hydrogen to carbon ratio transportation fuels. Changing the H/C ratio between feedstocks and products can only be accomplished through the rejection of carbon molecules or the addition of hydrogen molecules.
Technical Article
Figure 2: In the US shale gas production has had a dramatically reduced the price of natural gas
Figure 1: Hydrogen/Carbon mole ratio
Carbon rejection is favoured by low crude prices and high hydrogen prices. Under these conditions it is more economical to reject the residuum as petroleum coke, while producing the required transport fuel volumes by incremental crude oil processing. Conversely, hydrogen addition is favoured by high crude prices and low hydrogen prices, when it is more economical to upgrade nearly every molecule of residuum to transport fuels,
while also maximising transport fuels production from the base crude capacity.
In the United States shale gas production has had a dramatically reduced the price of natural gas, relative to crude oil, on a comparable energy basis (see figure 2). This provides a relatively low cost source of hydrogen in many geographical regions. Converting inexpensive hydrogen into high value liquid transportation fuels by hydrogen addition to low H/C ratio feedstocks provides a good economic return. Economic analysis clearly points to a transition from carbon rejection to hydrogen addition at USD 50-60/barrel crude, even when considering natural gas prices of USD 10/MMBTU. Lower natural gas prices provide an even more significant tailwind to hydrogen addition economics. As the new gas production techniques spread to other parts of the world, projections are that hydrogen addition economics will remain favoured for many years.


54 • March 2014 Chemical Engineering World
CEW Features
Another s igni f icant factor in bottoms upgrading economics is the problem of stranded streams. Many ref iner ies are l i t tered with low value streams that must be blended off , d isposed or sold at loss in order to accommodate processing equipment l imitat ions from a di f ferent era. The bulk of operat ing ref iner ies around the world have l i t t le or no residuum processing capabi l i ty and produce large volumes of high sul fur fuel oi l and bunker fuel . Fal l ing demand for these undesirable products wi l l cont inue into the future, and already negat ive margins for these streams wi l l only get worse.
Figure 3: Projected comparison between Residual fuel demand and total petroleum demandFigure 4: Regulatory pressures on residuum outlets such as marine bunker fuels are expected to worsen in the future.
Figure 4: Regulatory pressures on residuum outlets such as marine bunker fuels are expected to worsen in the future
Regulatory pressures on res iduum out le ts such as mar ine bunker fue ls are expected to worsen in the fu ture. As wor ld governments move towards c leaner bunker fue ls , re f iners wi l l be forced to f ind new ways to deal wi th the i r large res iduum pool . I t is a task that is becoming more press ing as o i l producers br ing to market increas ing amounts of heavy crudes, which cost less, but feature substant ia l increase in res id content . Whi le shale o i l product ion has prov ided a temporary respi te f rom decl in ing average API and r is ing su l fur contents , most pro ject ions do not expect shale o i l
product ion increases to of fset the increas ing ly heavy sources of crude o i l product ion f rom new d iscover ies and reserve development .
Not only ref inery products but also by-products must be considered when evaluat ing bottoms upgrading process technology. The market for coke from delayed cokers is highly dependent on avai labi l i ty of local out lets for the mater ial , such as power plants. An abundance of coke on the market creates pr ices that only marginal ly cover costs or are negat ive. Combined with the economic considerat ions are the environmental considerat ions of burning or disposing of this low H/C mater ial .
On the product side of the economic equation, the gasoline to disti l late ratio continues to move in favor of dist i l late on a worldwide basis. Even in markets, where FCC units are the primary conversion process and gasoline the predominant transportation fuel, r ising worldwide demand is driving investments aimed at maximising production of high cetane, ultra-low sulfur diesel.
The rising D/G ratio is forecast to continue, with most of the incremental increase in transportation fuel volume for future years coming from disti l late. This is an important consideration for refiners, when making long-term, high CAPEX investment decisions. Current economics clearly point to hydrogen addit ion as opposed to carbon rejection especial ly for increased disti l late production.
Not only refinery products but also by-products must be considered when evaluating bottoms upgrading process technology. The market for coke from delayed cokers is highly dependent on availability of local outlets for the material, such as power plants.

YOUR REACH THROUGH
ADVERTISE TOEXPAND
For Details Contact:
Jasubhai Media Pvt. Ltd.
rdTaj Building, 3 Floor, 210 Dr D N Road, Fort, Mumbai - 400 001
Tel: 022-4037 3636, Fax: 022-4037 3635
Email: [email protected]
HEMICAL
C
ENGINEERING WORLD
August 2011� Vol.10 � Issue 1 � Price `100
www.pharmabioworld.com
G
o
o
d
M
a
n
u
f
a
c
t
u
r
i
n
g
P
r
a
c
t
i
c
e
s
OffshoreWorld
INSIGHT INTO UPSTREAM & DOWNSTREAM HYDROCARBON INDUSTRY
www.smpworld.com
Your Radar to Shipping, Marine & Ports World Vol - 3 Issue - 6 • JUNE - JULY 2011 • ` 100
South Special
Port Sector in South India
Interview of Y S Prasad, Kakinada Seaport
The Journal of Materials & Equipment for the Process Industries
www.cpfndia.com
Vol. 30 No. 3
August 2011
ISSN 0971-5274
` 50/-
Chemicals, Petrochemicals
& Agrochemicals
Chemica
l
Products Finder
Truly a Product Finder for innovative
and newly launched product information
in more than 100 sections of Chemical
Process Industry on single platter
Chemical
Products Finder
A comprehensive knowledge-rich magazine
that disseminates information on all
segments of Chemical Process Industry
��
�
�
Interviews with Industry Stalwarts
Practicing Professionals
Latest Developments in
Innovation and Technologies
Application Oriented Technical
Articles by
� �
� � �
Future Trends of the Industry
Current Indian &
International Corporate News
New Product Launches
Latest Book Reviews
Event Alerts and Many More……
CEW/CPF Spotlight
JASUBHAI MEDIA PVT. LTD.
rd
Taj Bldg., 3 Floor, 210, Dr. D. N. Road, Fort, Mumbai-400 001.
Tel.: 91-22-40373636, Fax: 91-22-40373635.
E-mail: [email protected]
Website: www.chemtech-online.com AN ISO 9001:2008 CERTIFIED COMPANY

56 • March 2014 Chemical Engineering World
CEW Features
Figure 5: On the product side of the economic equation, the gasoline to distillate ratio continues to move in favor of distillate on a worldwide basis.
Figure 6: Resid FCC (RFCC) is a seemingly attractive way to convert resid with no unconverted product to deal with.
Today, the market imposed challenge to refiners is to f ind a hydrogen addit ion based resid conversion technology which supports the strong economics of near complete conversion, high selectivity towards diesel, Euro V quality and high operating rel iabil i ty – al l at a reasonable capital investment and strong ROI. A convincing case for slurry bed hydrocracking as the technology choice for today’s market condit ions wil l be laid out in this paper.
The Residuum LandscapeResiduum oils can be broadly classif ied by their contaminant metal (Ni + V) and Conradson Carbon Residue (CCR) content. These two parameters broadly define the suitabil i ty and type of conversion technology which can be applied to these heavy oils.
Fixed bed hydroprocessing is sui table for processing atmospheric or vacuum residue with modest amounts of metals and CCR, and mainly for desulfur isat ion rather than conversion. Conversion is typical ly 15-20 per cent and further conversion of the products in other uni ts is necessary. Nonetheless, operat ing pressures are high, increasing investment costs and operat ing costs can be high as wel l due to catalyst deact ivat ion from metals and coke.
Resid FCC (RFCC) is a seemingly attractive way to convert resid with no unconverted product to deal with. Unfortunately, the more hydrogen deficient the feedstock the more of i t forms coke on catalyst. This sets a l imit on the amount or heaviness of the
residue processed in the RFCC while keeping regenerator temperatures at an acceptable level. Catalyst coolers and other methods of heat removal can improve the range of feedstock processing possible but RFCC is sti l l very l imited.
More recently, ebullated bed hydrocracking technology has been the choice for hydrogen addit ion to residue with higher levels of metals and CCR. Conversion is higher than prior technologies but sti l l l imited to less than 80 per cent conversion and in some cases, signif icantly less. The nature of the e-bed conversion process creates an unstable asphaltene phase which usually l imits overall conversion by causing severe fouling in downstream equipment. Introducing aromatic solvents and high recycle rates can help maintain asphaltene solubil i ty and reduce fouling but these solutions have a cost, and there is sti l l an upper l imit on the level of asphaltene conversion which can be achieved.
Slurry phase hydrocracking offers the greatest potential for a robust residue conversion technology which encompasses the entire residue landscape. Only coking is as immune to high levels of CCR or metals content in the feed and, being a hydrogen addit ion process, slurry hydrocracking has the advantage over coking of near complete conversion of the residuum to high value products.
One such s lur ry phase technology is Veba Combi Crack ing (VCC), a commerc ia l ly proven bot toms upgrading technology su i tab le for conver t ing 95 wt% of res idues in to h igh qual i ty d is t i l la tes.
VCC™: Veba Combi CrackingThe origin of slurry phase hydrocracking and the VCC process dates back to 1913, when Freidrich Berguis was awarded his f irst patents for the process of l iquefying coal. The 1931 Nobel laureate had demonstrated that l iquid products can be produced by simply subjecting coal to a high enough temperature and hydrogen pressure.

March 2014 • 57Chemical Engineering World
CEWFeatures
Using these principles, 12 commercial units were built and operated in Germany between 1927 and 1945, producing about 100,000 BPSD of transportation fuels from coal and coal tar. After WWII, several of these units were dismantled and sent to Eastern bloc countries. The remaining units, including the six operating trains at Gelsenkirchen, were converted to 10,000 BPSD trains for processing refinery vacuum residues. The first true VCC units were developed in the 1950’s when an integrated second stage fixed bed reactor was added to the slurry phase reactor. It was realised that mild hydrofinishing of the slurry phase products could result in higher quality distil late. This integrally coupled combination of slurry phase hydrocracker and trickle bed hydrofinisher was the origin of the VCC process as it is known today.
These or iginal VCC units operated on residues unt i l 1967 when very low crude
oi l pr ices and the end of government subsidies forced the uni ts to be shut down and subsequent ly dismant led. Low crude oi l pr ices make i t uneconomic to add hydrogen to residue, in part icular for this per iod when out lets for residue, such as fuel oi l , existed. VCC technology went dormant for a per iod unt i l v iable economics would once again surface.
The tr igger for resurrect ion of VCC was the hike in crude oi l pr ices resul t ing f rom the oi l embargo of the 1970’s. Economics of hydrogen addit ion and high conversion of residues turned posi t ive and Veba Oel constructed a 3500 BPD in Bottrop, which started up in 1981. In addit ion, 200, 3.5 and 1 BPD pi lot plants
In 2008 a new 1 BPD VCC™ pilot plant was designed, built and commissioned at BP’s research facilities in Naperville, USA. In 2010, BP and KBR agreed to a marketing, licensing and engineering alliance to promote the technology.
were bui l t for developing the technology. Over i ts operat ing per iod, s igni f icant improvements were made to the process through equipment design modif icat ions and operat ional adjustments. Two units were l icensed by Veba to ut i l ise VCC™ technology, but, once again, oi l pr ices fel l to levels which would not support project economics. Bottrop was decommissioned and shutdown in 2001 after a per iod of sustained low oi l pr ices.
Fol lowing BP’s acquisi t ion of Veba and a r ise in crude oi l pr ices from increasing market demand rather than exogenous events, VCC was added to BP’s Vision 2030 port fol io and the BP Advanced Ref ining Programme. In 2008 a new 1 BPD VCC™ pi lot plant was designed, bui l t and commissioned at BP’s research faci l i t ies in Napervi l le, USA. In 2010, BP and KBR agreed to a market ing, l icensing and engineering al l iance to promote the technology.
Slurry Phase HydrocrackingWhile slurry phase hydrocracking has been reliably practiced for several decades, it has not enjoyed widespread acceptance as the technology of choice for resid upgrading. Even with its strengths of high asphaltene conversion and distillate selectivity, the specific set of economics
Figure 7: Veba Combi Cracking: A timeline
Figure 8: VCC™ Process Flow
supporting VCC was elusive until recently. Higher hydrogen consumption and CAPEX compared to alternative resid conversion technologies was not economically justified without sustained higher crude and product prices. The appropriateness of any technology choice must be weighed against the prevalent market conditions, and its relevance is deeply rooted in the principles of molecule management. Embedded in this approach is the core belief that refining margins are maximised by selectively maximising the value of every molecule in naturally occurring crude oils in every stage of processing. Vacuum residues can be broadly classified by SARA analysis (Saturates, Aromatics, Resins and Asphaltenes). These properties set the

58 • March 2014 Chemical Engineering World
CEW Features
Figure 9: VCC™ Product Properties
Figure 10: Comparison of 1st Stage Yields
severity of operation (pressure and temperature), hydrogen uptake, and capital investment required to convert the material. Since asphaltenes are the most hydrogen deficient part of the resid and contain virtually all the impurities, the decision to convert them or remove them can be complex. Following questions must be answered prior to undertaking large investments:
1. Will crude oil prices remain high?2. Are outlets for byproducts, such as pet coke or fuel
oil, available?3. Is hydrogen inexpensive relative to crude?4. Are markets for high quality distillate products growing?
The economics of not upgrading, partially upgrading or fully upgrading high C/H molecules is substantially influenced by: crude price, natural gas price, and capital investment. Historical low crude oil prices, high natural gas prices, and until recently, an acceptable margin for fuel oil relative to lighter products all had an inhibiting effect on the value of upgrading asphaltene molecules. It was both economical and convenient to discard these molecules as coke or as unconverted residual fuel oil. While slurry hydrocracking technology was sound, the market and regulatory landscape did not support the additional capital and operating cost to bring it to commercial application.
The past decade has seen a shift in the market dynamics affecting residue upgrading – crude oil prices have been sustainably higher, natural gas prices are lower, the market for high quality distillate is strong and growing and there is a shrinking market for fuel oil and petroleum coke. Conversion of asphaltenic molecules to lighter products can now be economically justified. Slurry phase hydrocracking is the preferred choice for these new market conditions and specifically VCC since it has been developed through decades of innovation.
A comparison of the Net Present Value (NPV) of three technology routes derived from upgrading a refinery residue as a function of bench mark crude price shows a remarkable trend in favor of slurry phase hydrocracking. Both the economic and regulatory trends are heavily weighted in favour of VCC, and the current and future market conditions are aligned with the inherent features of this technology.
The economic evaluation for one North American refinery clearly shows that the NPV of the ebullated bed process exceeds that of the delayed coker at a bench mark crude price of USD 85/bbl. This is primarily because of the lower conversion of e-bed, larger volume of lower value unconverted residuum, and the production of aromatic distillate products that need retreatment. On the other hand, the net present value of VCC exceeds that of the delayed coker at a bench mark crude price of USD 50/bbl, making it the clear choice for hydrogen addition technology.
ReliabilityThe value of any technology can only be extracted if reliable long term operations can be sustained. In the case of VCC, this reliability can only be achieved if high asphaltenes conversion can be accomplished without fouling the unit. A molecular evaluation of residuum will reveal that the asphaltenes are held in solution by the aromaticity of the solvent phase.
The basic conversion chemistry for slurry phase hydrocracking is essentially thermal in nature and relatively similar to that seen in other carbon rejection processes. The condensation chemistry associated with these cracked molecules, which would normally lead to coke formation, is interrupted by the high hydrogen partial pressure. Therefore, unlike a typical thermal conversion processes; the reaction system produces a very high level of lighter products with little condensation or coke formation.
As conversion progresses, the side chains that hold asphaltenes in solution are easily cracked causing them to lose solvency, and eventually precipitate. An analogy can be made to the operation of a solvent de-asphalting process. In that case, when the asphaltenes are dissolved in a light paraffinic solvent, phase separation occurs, resulting in precipitation as pitch.
Unconverted asphaltenes precipitate and adhere to equipment surfaces – the walls of the reactor, piping, heat exchanger, etc. This severe fouling limitation leads other resid hydrocracking technologies to reduce their per pass conversion or to resort to recycle with the addition of a large volume aromatic solvent stream in an attempt to keep these unconverted asphaltenes in solution.
VCC technology operates with stability and high conversion in a mode that eliminates fouling. This issue has been researched over several decades dating back to the origins of the technology.

March 2014 • 59Chemical Engineering World
CEWFeatures
Over 1,000 patents and over 2,000 filings were made, covering the entire landscape of catalytic and additive options. These efforts lead to the discovery and commercialisation of a non-catalytic, non-metallic additive which all but eliminates fouling tendencies and allows unprecedented high asphaltene conversion.
Asphaltene molecules are adsorbed to the high surface area of the additive where the required residence time is made available for the asphaltenes to continue to crack. The lighter, cracked products are released from the additive surface and the heavier, unconverted asphaltenes, containing all the contaminant metals, remain on the additive. Later, the additive is removed from the process along with the captured unconverted asphaltenes and any contaminant metals. This chemistry is possible because of the higher operating pressures of VCC which allow the unit to operate in a non-catalytic mode by inhibiting condensation chemistry.
This combination of high hydrogen partial pressure and non-catalytic additive system is unique to VCC and is a major reason it has decades of reliable operation at high (>95%), once-though conversion, with no signs of fouling. Hydrogen addition needed to meet final product quality is met by adjusting the trickle bed hydrofinishing conditions. This separation of thermal conversion of residue from the catalytic conversion of converted material is the key to the technology. Each stage does the job for which it was designed and this eliminates the issues often seen when using catalysts for residue conversion. The
reliability of the process has been proven by operating factors that have consistently exceeded 90 per cent over many years of operation.
ConclusionCurrent market and regulatory conditions substantially favour investment in hydrogen addition technologies. Slurry phase hydrocracking in general and VCC technology in specific, are ideally positioned to exploit the new market conditions. With VCC near complete, once through, distillate selective conversion to high quality finished products can be reliably achieved with high on-stream factors.
1. Place of Publication Mumbai
2. Periodicity of its Publication MONTHLY
3. Printer’s NameNationality1[(a) Whether a citizen of India?(b)If foreigner, the country of origin]Address
MAULIK JASUBHAI SHAHINDIANYESNOT APPLICABLE1100, Shanudeep, 10, Altamount Road, Mumbai 400 026
4. Publisher’s NameNationality1[(a) Whether a citizen of India?(b)If foreigner, the country of origin]Address
MAULIK JASUBHAI SHAHINDIANYESNOT APPLICABLE1100, Shanudeep, 10, Altamount Road, Mumbai 400 026
5. Editor’s NameNationality1[(a) Whether a citizen of India?(b)If foreigner, the country of origin]Address
Ms. MITTRAVINDA RANJANINDIANYESNOT APPLICABLE26, MAKER CHAMBERS VI, NARIMAN POINT, MUMBAI 400 021
6. Names and Addresses of individuals who own the newspaper and partners or shareholders holding more than one per cent of the total capital
JASUBHAI MEDIA PVT LTD.,26, MAKER CHAMBERS VI, NARIMAN POINT, MUMBAI 400 021Jasu Ramniklal Shah, Maulik Jasubhai Shah, Maulik Business Services Pvt. Ltd, (1100, Shanudeep, 10, Altamount Road, Mumbai 400 026), Jasubhai Business Services P Ltd., (26, Maker Chamber VI, Nariman Point, Mumbai 400 021
I Maulik Jasubhai Shah, hereby declare that the particulars given above are true to the best of my knowledge and belief.
Signature of PublisherDate: 15th February 2014
Statement about ownership and other particulars about newspaper CHEMICAL ENGINEERING WORLD to be published in the first issue every year after the last day of February
Authors' Details Steve Mayo
DirectorVCC Technology, KBR Technology
Email: [email protected]
Mitra MotaghiBusiness Development Manager
KBR TechnologyEmail: [email protected]
Rahul RaviSenior Technical Professional – Process
KBR TechnologyEmail: [email protected]

60 • March 2014 Chemical Engineering World
CEW Features
Fouling Margin in Plate Heat ExchangerIn recent years, Plate Heat Exchangers (PHE) has emerged as a viable alternative to shell-and-tube heat exchangers. The PHE, with its ability to optimise thermal performance, has made close approach and temperature cross applications economically feasible which are not economical or practical with shell-and-tube designs. However, while specifying the fouling margin, we tend to maintain the fouling factors same as those applicable for the shell and tube exchangers (S&T) without understanding the differences in flow patterns in shell and tube exchangers and PHE. The present article will delve on this basic difference to enable the engineering contractors to specify the correct fouling margin and decide the number of spare PHEs in the early stage of development of specification to minimise changes during the detailed engineering stage.
As compared to fouling factor, which is a thermal resistance offered by the fouling to the flow of heat
from the hot fluid to the cold fluid, fouling margin is defined as the ratio of actual provided surface area to the surface area required under clean condition. In PHE, like other compact heat exchangers, it is common practice to provide a fouling margin instead of conventional fouling factor. One of the issues which is most hotly debated during the preparation of specification of PHE is that of fouling margin since in most of the cases the users and consultants tend to specify fouling factors of similar order of magnitude as those in conventional S&T without understanding the underlying differences in the flow patterns inside the shellside or tubeside in case of S&T and between the adjacent plates in PHE. The following issues need to be kept in mind while specifying the fouling factors of PHE:
The Turbulence and Wall Shear StressThese are the two most important parameters affecting fouling. The wall shear stress, which is directly proportional to the friction factor 1, is much higher in PHE since its geometry leads to much higher turbulence in between the adjacent plates as compared to the shellside and tubeside in S&T. Both of these results are much lower propensity to fouling in PHE as compared to its shell and tube counterpart. Figure 1 schematically shows the differences in the flow patterns in PHE and S&T.
Technical Article
If a particular plate requires higher than usual corrosion allowance of 1 mm, then it is standard practice to change the material of construction of plate in order to reduce the plate thickness which not only is more cost effective but also facilitates the deformation of the plate.
Figure 1: Differences in flow patterns between PHE and S&T
Material of ConstructionPHE’s are made of materials which are corrosion resistant. Hence the chances of fouling due to corrosion are much less than those of conventional shell and tube heat exchangers. If a particular plate requires higher than usual corrosion allowance of 1 mm, then it is standard practice to change the material of construction of plate in order to reduce the plate thickness which not only is more cost effective but also facilitates the deformation of the plate.
Effect of Increased Surface Area on FoulingHigher fouling margin requires larger surface area, which can be provided either by increasing the surface area
of each plate (by selecting plates with higher length and width) or by increasing the number of flow channels or both (please refer to table 1 on next page for a comparison). As may be noted from the table, PHE with longer and lower number of plate results in higher velocity through plates as compared to shorter and larger number of plate resulting in lower tendency to foul in the former case. While there is always a physical limitation in plate size (maximum area per plate being limited to ~3.5 m2), over and above the fact that a larger plate will require larger allowable pressure drop, increase in either number of flow channels or plate width will result in lower velocity thereby increasing the chances of fouling and defeating the very
• March 2014 • 61Chemical Engineering World
Name: ___________________________
Designation: ______________________
Company: ________________________
Address: _________________________
Pin Code: ________________________
Signature: ________________________

62 • March 2014 Chemical Engineering World
CardSubscription
RENEWAL
CardSubscription
Affix Stamp
Affix Stamp
VOL. 48 NO. 4 April 2013 US $ 10 ` 150
recoveerr
rerrrrrrrrrrrryycycycl ce
eeennt
ryycyc
consnsererervavavavavaaaaav tittititititititititionononononoononoooco ever
sa
reenEn ineering
Chemtech South World Expo 2013
10-12 October 2013, Chennai, IndiaC
h
em
TEC
H
SOUTH 2
013
AchemAsia 2013 SPECIAL
ne ener
gy rgy
rgy
ef ef ef ef efific fic fic fic fic fic fifi
en ien
ien
ien
ien
ien
ien
ienc
ycycycycycycycyyeeeeeeeeeeeeeeeeeeeeeeeennnnnnnnnnnvvvvvvvvvviiiiiiiirrrrrrrooooooonnnnnnnnnmmm
eeeeniiiiiiiiiirrrrrrrrrooooonnn
mee
VOL. 49 NO. 1 January 2014 US $ 10 ` 150
VOL. 49 ISSU
E 1
CH
EMIC
AL EN
GIN
EERING
WO
RLDJA
NU
ARY 2014
Mum
bai` 150
ChemTECH World Expo 201528-31 January 2015, Mumbai , India
Cover November 2013-final.indd 2
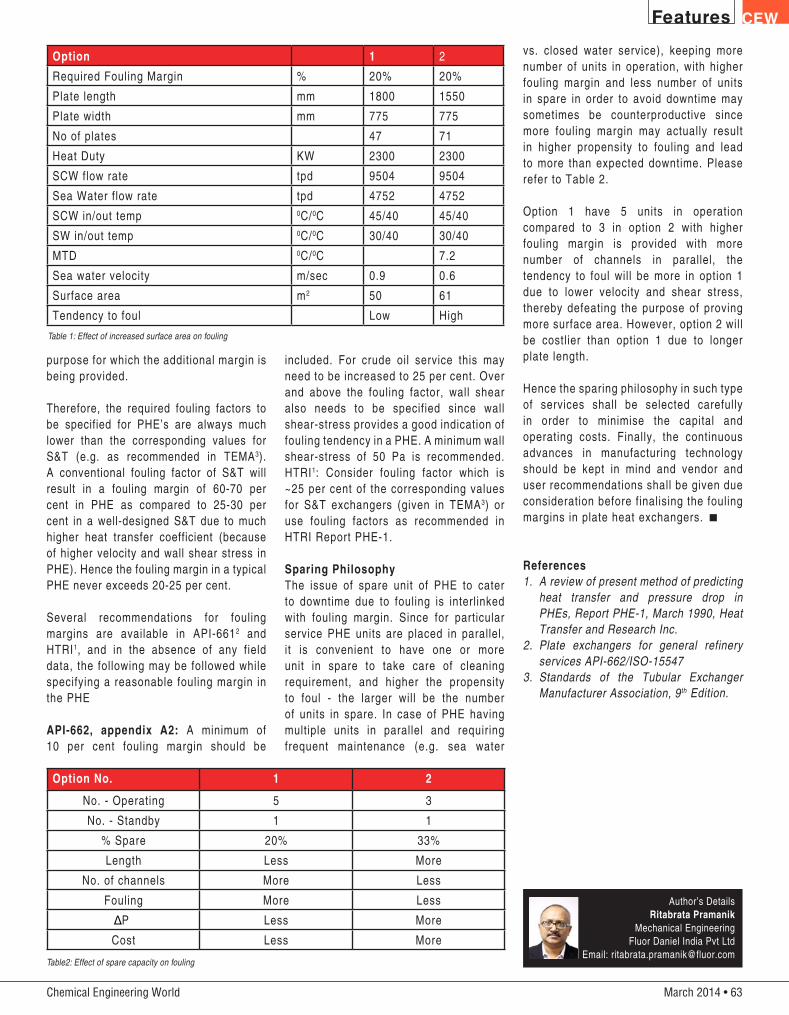
March 2014 • 63Chemical Engineering World
CEWFeatures
Table2: Effect of spare capacity on fouling
Table 1: Effect of increased surface area on fouling
Author’s Details Ritabrata Pramanik
Mechanical EngineeringFluor Daniel India Pvt Ltd
Email: [email protected]
purpose for which the additional margin is being provided.
Therefore, the required fouling factors to be specified for PHE’s are always much lower than the corresponding values for S&T (e.g. as recommended in TEMA3). A conventional fouling factor of S&T will result in a fouling margin of 60-70 per cent in PHE as compared to 25-30 per cent in a well-designed S&T due to much higher heat transfer coefficient (because of higher velocity and wall shear stress in PHE). Hence the fouling margin in a typical PHE never exceeds 20-25 per cent.
Several recommendations for fouling margins are available in API-6612 and HTRI1, and in the absence of any field data, the following may be followed while specifying a reasonable fouling margin in the PHE
API-662, appendix A2: A minimum of 10 per cent fouling margin should be
Option 1 2
Required Fouling Margin % 20% 20%
Plate length mm 1800 1550
Plate width mm 775 775
No of plates 47 71
Heat Duty KW 2300 2300
SCW flow rate tpd 9504 9504
Sea Water flow rate tpd 4752 4752
SCW in/out temp 0C/0C 45/40 45/40
SW in/out temp 0C/0C 30/40 30/40
MTD 0C/0C 7.2
Sea water velocity m/sec 0.9 0.6
Surface area m2 50 61
Tendency to foul Low High
included. For crude oil service this may need to be increased to 25 per cent. Over and above the fouling factor, wall shear also needs to be specified since wall shear-stress provides a good indication of fouling tendency in a PHE. A minimum wall shear-stress of 50 Pa is recommended. HTRI1: Consider fouling factor which is ~25 per cent of the corresponding values for S&T exchangers (given in TEMA3) or use fouling factors as recommended in HTRI Report PHE-1.
Sparing PhilosophyThe issue of spare unit of PHE to cater to downtime due to fouling is interlinked with fouling margin. Since for particular service PHE units are placed in parallel, it is convenient to have one or more unit in spare to take care of cleaning requirement, and higher the propensity to foul - the larger will be the number of units in spare. In case of PHE having multiple units in parallel and requiring frequent maintenance (e.g. sea water
vs. closed water service), keeping more number of units in operation, with higher fouling margin and less number of units in spare in order to avoid downtime may sometimes be counterproductive since more fouling margin may actually result in higher propensity to fouling and lead to more than expected downtime. Please refer to Table 2.
Option 1 have 5 units in operation compared to 3 in option 2 with higher fouling margin is provided with more number of channels in parallel, the tendency to foul will be more in option 1 due to lower velocity and shear stress, thereby defeating the purpose of proving more surface area. However, option 2 will be costlier than option 1 due to longer plate length.
Hence the sparing philosophy in such type of services shall be selected carefully in order to minimise the capital and operating costs. Finally, the continuous advances in manufacturing technology should be kept in mind and vendor and user recommendations shall be given due consideration before finalising the fouling margins in plate heat exchangers.
References1. A review of present method of predicting
heat transfer and pressure drop in PHEs, Report PHE-1, March 1990, Heat Transfer and Research Inc.
2. Plate exchangers for general refinery services API-662/ISO-15547
3. Standards of the Tubular Exchanger Manufacturer Association, 9th Edition.
Option No. 1 2
No. - Operating 5 3
No. - Standby 1 1
% Spare 20% 33%
Length Less More
No. of channels More Less
Fouling More Less
ΔP Less More
Cost Less More
Δ

Market InsightsCEW
64 • March 2014 Chemical Engineering World
BASF Targets Locating 25% of its R&D Operations in Asia
BASF SE inaugurated a new global Research and Development (R&D) Center at its Thane site in Navi
Mumbai, India, focusing on organic synthesis, advanced process and formulation research, discovery chemistry for modern agricultural solutions, and molecular modelling. With an initial investment of Euro 2 million, this new facility has been set up by BASF under its group Company, BASF Chemicals India Pvt Ltd. The new R&D facilities will accommodate more than 60 scientists in the first phase.
While commenting on the occasion, Dr Harald Lauke, President, Biological & Effect Systems Research at BASF said that by establishing a global research presence in Mumbai, the company will be able to work directly with a wide range of scientific talents in India and take steps towards its strategic goal to innovate from Asia Pacific, for Asia Pacific and the world. The company is also currently evaluating further investment options into R&D in Asia Pacific, including India. “With our R&D Center in Navi Mumbai we have taken a significant step closer to BASF’s globalisation goal in R&D. By 2020, we plan to conduct 50 per cent of our research activities outside of Europe – one quarter in Asia Pacific,” he added.
In his first interaction with media after assuming the new role of Chairman and Managing Director Dr Raman Ramachandran said, “India is a core market for BASF with a strong scientific community. By enhancing our local R&D presence, together we can realise advances which go beyond the scope of today’s solutions.”
In 2013, BASF continued the worldwide expansion of its research and development centers, especially in Asia and North America. With an investment of Euro 1.8 billion in R&D, a highly talented workforce of approximately 10,650 employees worldwide,
Author Details Dr Nair CEOGopakumar Nair AssociatesEmail: [email protected]
Author Details Andreya FernandesLegal and Patent Law AssociateGopakumar Nair Associates
and a research pipeline of 3,000 projects globally, BASF is committed to offering chemistry-based solutions for almost all sectors of the industry. BASF filed around 1,300 new patents worldwide in 2013.
In India, BASF maintains a strong R&D presence through its sites in Mangalore and Mumbai, which are part of a global Technology Platform. Strategically located to offer close proximity to key production assets and customers, these facilities support close collaboration between research, development and business teams on site.
While addressing the media gathering held at BASF site in Turbhe in Thane district of Mumbai, Lauke mentioned that India is abundant with talent and as BASF moves towards establishing more research centre in Asia; the country will definitely play a crucial role. He informed that BASF is in contact with eminent universities in India, and has already hired about 30 people in its research and development wing.
While replying to a question on company’s performance in recent few years, Ramchandran said that BASF was about ` 4600 crore company five year ago and
its sales revenue has almost doubled in the year 2013. In India, the company has invested in a new plant in Mangalore, which dedicated to manufacture catalysts that are used for fine chemical industry. “We have invested about 1000 crore in Dahej as well,” Ramchandran added.
BASF has invested significantly in research and development around the globe. Last year, the company has strengthens its enzyme technology footprint by completing the acquisition of Henkel’s detergents enzyme technology, and entering into research and license agreement with the global biotechnology companies Dyadic International, Inc and Direvo Industrial Biotechnology GmbH. Lauke said that association and acquisitions are crucial for increasing company’s portfolio. “We had long time association with Verenium, which is a California-based industrial biotechnology company that specialises in the development of high performance enzymes. They had superb technology, but the company was lacking in easy market access. BASF joined the forces with them and successfully strengthened its enzyme business… Biotechnology is significant and we want to use the technology to produce new and better products” he added.
Dr Harald Lauke and Dr Raman Ramachandran of BASF unveiling the Global Research and Development Center in Mumbai

March 2014 • 65Chemical Engineering World
Gas monitoring and control plays an important role in making our environment cleaner and our lives
safer. Many Original Equipment Manufacturers (OEM’s) have specialized in providing systems for emission & environmental monitoring, analytical instrumentation and safety installations. Axetris provides innovative sub-systems and components to make these instruments better. We increase performance, reliability and cost effectiveness - or simply enable new applications for our OEM customers.
Our product range includes ultra-compact, high-accuracy and fast response mass-flow meter and controller modules, rugged infrared light sources for advanced gas sensing applications in the mid-infrared, and highly selective laser gas detector modules based on tuneable diode laser spectrometry.
Laser Gas Analyzer OEM ModulesLaser gas detection, based on Tunable Diode Laser Spectrometry or TDLS, provides a solution to many challenges in environmental gas monitoring and process control. Axetris uses proprietary technology-enhanced TDLS for gas detection, where a 0.1 nm narrow bandwidth diode laser beam is scanned across an absorption band of the target gas, thus performing a high-resolution near-infrared absorption measurement. The technology is an innovative alternative to sub-optimal traditional detection technologies and offers unique advantages like precise optical, contact-less laser-based measurements, excellent target gas selectivity and ppm-level detectivity for gases such as CH4, NH3, H2O and CO2. The LGD is a perfect tool and cost effective solution for OEM integrators active in emission control and environmental monitoring and allows for simple integration due to its self-contained and stand-alone system design. It also offers hot-gas measurements up to 190°C, which is particularly important in de-NOx installations where selective catalytic reduction (SCR) is used to monitor environmentally harmful NH3 slip.
The LGD covers further gas monitoring & detection applications in combustion control,
OEM Components for Gas Monitoring & Control
leak detection, green-house gas monitoring (CH4), safety and many more.
Mass Flow Meters & ControllersStable and accurately controlled gas flows are vital for analytical instruments because they directly influence overall performance. Good examples are the carrier gas flow control in Gas Chromatographs (GC) and the inert or reactive gas control in Thermo-gravimetric Analysis (TGA).
The need for high repeatability is a common requirement for most analytical instruments. Further demanding requirements from instrument manufacturers include: high turn down ratio, multi-gas capability (e.g. He, H2, N2 in one device), small size and fast control. Last but not least, minimum temperature drift as well as excellent long term stability is expected.
Axetris’s modular range of MEMS (Micro Electro Mechanical System) based mass flow meters and controllers, exactly addresses these needs and are being integrated by an increasing number of major analytical instrument manufacturers.
Ultra-compact match box-sized meter- and controller- modules, designed for system integration, as well as complete stand-alone mass flow meters and controllers are offered, whereas modular component design allows for simplified OEM product customization.
All types are multi-gas and multi-range capable. Market-leading repeatability and fast reaction time of our in-house fabricated MEMS based sensing element allows for fast and precise gas flow control, even when disturbance variables are present (for example pressure pulses). The
Safety & Health in the Chemical IndustryMarketing Initiative
unsurpassed high turn down ratio of 1:2’000 allows measuring and controlling a broad range of flows and gases with one single unit. The products are available for Air, N2, O2, Ar, CO2, He, H2 and for flow rates from 10 to 3’000 sccm (full scale, N2 equivalent).
MEMS based IR sources for gas detectionAxetris’s Infrared (IR) source is a preferred component for optical infrared analysers used in life saving medical instruments, automotive emission control devices and in demanding, safety-relevant applications in the oil & gas industry. Further applications include water analysis, breath alcohol testing and refrigerant monitoring. Integration into optical gas detection systems using Non- Dispersive Infrared Absorption (NDIR), photo acoustic (PAS) or attenuated total reflection (ATR) techniques allow the monitoring of gases such as CO
2, CO, CH4, C2H4, NH3, H2S, SF6, NOx, SOx, CS2, VOC’s, H2O, N2O and many others. The IR source is a MEMS Chip-based black body emitter with broadband emission (2 to 14μm), high mechanical stability, high emissivity, low power consumption and long lifetime (>10 years). The exceptional modulation speed of up to 100 Hz and high modulation depth is a result of the low thermal mass of the heated micromechanical ceramic membrane.
Axetris offers a wide range of packaging options such as protective caps or reflectors combined with either sapphire or CaF2, BaF2 or Germanium windows. Custom beam shaping solutions and support from Axetris’s optical- and application engineering team enables system solutions, which are superior in terms of signal-to-noise, power efficiency and lifetime of the device.
Solving your gas measurement challenges with innovative, easy-to-integrate OEM sub-systems and components with Swiss Made quality and precision
“Axetris allows system integrators to access innovative laser gas detection technology”
Axetris AGSchwarzenbergstr. 10-12,6056 Kaegiswil, SwitzerlandT: +41 41 662 7474 E: [email protected] W: www.axetris.com

66 • March 2014 Chemical Engineering World
The 10th Annual Outstanding Young Chemical Engineers (OYCE), a National Level Technical Symposium, was hosted
by the Chemical Engineering Department of Thadomal Shahani Engineering College (TSEC), Bandra, Mumbai. Outstanding Young Chemical Engineers is an annual event organized by the Mumbai Regional Centre (MRC) of the Indian Institute of Chemical Engineers (IIChE), a professional body of Chemical Engineers. It was introduced in 2005 with the intention of escalating the interests of budding Chemical Engineers by providing them with a platform to showcase their talents. This year, OYCE was held on the 8th and 9th of March with a theme of Emerging Technologies in the Chemical Industry.
The compet i t ion was d iv ided in to two categories:
In the Undergraduate (UG) category, OYCE had students who either presented their research or a critical review of existing literature. The award for this category was sponsored by Blast Carboblocks Pvt. Ltd.
In the Postgraduate (PG) category, the event had competitors of a professional level that included postgraduate students, working professionals and teachers who have spent a sizeable amount of time on their research papers. The award for this Category was sponsored by Uhde India Pvt Ltd.
This year OYCE introduced a new competition, the Poster Paper Presentation Competition for the Undergraduate category. The Chemical Weekly sponsored the award for the Poster Paper Presentation Competition.
The event was inaugurated by Mr Sudhir Vasudeva, Outgoing Chairman and Managing Director of ONGC and Dr VK Srivastava, Chairman of IIChE-MRC in the presence of Mr Shreedhar Chittanvis of Aker Solutions, Mr PK Saxena of Blast Carboblocks Pvt Ltd and Mr Ravi Raghavan, Editor of Chemical Weekly.
The Inaugural ceremony was followed by parallel sessions of the Technical Paper
OYCE 2014: Emerg ing Techno log ies i n the Chemical Industry
Presentation of both the Postgraduate and Undergraduate category, in the New Building and Old Building of Thadomal Shahani Engineering College. A total of 10 parallel sessions in the UG/PG Category were happening simultaneously in various lecture halls and seminar halls.
The Poster Paper Presentation was held in the Student’s Lounge of the New Building of TSEC. Participation in this competition comprised of 38 teams from various institutes like from across the country among many others. The judges for this competition included Mr Prasad Parulekar and Mr Ravindra Joshi from TSEC as well as Mr Parag Saxena, Assistant Professor from Nirma University. The Poster Paper Presentation Competition concluded on 8th March itself.
The elimination rounds for the Technical Paper Presentation in both the Postgraduate and Undergraduate category were conducted in the form of parallel sessions in both the Old and New Buildings of TSEC. The time allotted for the presentation was 12 minutes followed by a 5-minute question and answer session. For this event we saw participation from colleges like Institute of Chemical Technology (ICT), Mumbai, Indian Institute of Technology (IIT), Delhi, AISSMS College of Engineering, Pune, Nirma University, Ahmedabad, Pandit Deendayal Petroleum University, Gandhinagar, University of Petroleum and Energy Studies, Dehradun, Rajiv Gandhi Institute of Petroleum Technology, Rae Bareli, IIT Guwahati, among
Safety & Health in the Chemical IndustryMedia Barter
many others. We also had participants from National Chemical Laboratory (NCL), Pune in the Postgraduate category.
The Closing ceremony was held in the Old Building Seminar Hall. The ceremony was held in the presence of Mr Sushil Kumar, Reliance Industries, Mr Leroy Santos, Uhde India Pvt Ltd and Dr A K Saxena, Dr G T Thampi, Principal of Thadomal Shahani Engineering College, gave the keynote address at the award ceremony.
All the participants were provided with certificates of participation and cash prizes were given to the first, second and consolation prize winners in each category. Vaishali Kulkarni and Arjun Singh Bajwa of ICT Mumbai and Rahul Misra of IIT Delhi were the first and second prize winners in the Postgraduate Technical Paper Presentation category. Praduman Arora and Gaurav Kathuria of IIT Delhi and Pallav Shah, Srishti Bhuwania and Vanila Mehta of Nirma University were the first and second prize winners in the Undergraduate Technical Paper Presentation category. Siddhartha Jain, Peeyush Sharma and Virat Patel of Pandit Deendayal Petroleum University and Piyush Singhal and Shivam Pandit of Nirma University were the first and second prize winners in the Undergraduate Poster Paper Presentation Competition.
The papers were judged by eminent industry professionals.
Principal of Thadomal Shahani Engineering College Dr GT Thampi at the Valedictory Session

March 2014 • 67Chemical Engineering World
The journey of AZeotropy, India’s largest Chemical Engineering-oriented festival
organised by Chemical Engineering Association (ChEA) of IIT Bombay, started in 2007. What began as an idea - with just three to four events in 2007 - has now blossomed into a sought-after gathering that now hosts a plethora of not only intriguing competitions and events, but also a wide variety of lectures by eminent personalities, panel discussions on critical issues and exciting on-the-spot quizzes, informal events, etc. Time passed by and we sailed smooth through “Opt for Optimization”, “We mean Green”, “Safer practices for Safer Returns”, “R3- Reuse Recycle Refine”, “Inspire Innovate Evolve” and now “ ChemPowering Rural Development” which aimed at development and implementation of ideas based on knowledge of Chemical Engineering in rural scenario.
Being a common platform for industry and academia, this year, AZeotropy saw lectures from eminent personalities including Prof M M Sharma (Received Padma Bhushan in 1987 and Padma Vibhushan in 2001) and Dr BC Jain (4 Graduate Degrees from Massachusetts Institute of Technology). Prof Sharma spoke on gradual development in field of Chemical Engineering and Process Technologies over past 100 years. Emergence of polymer technology, membrane separation, efficient rubber extraction and manufacturing were the topics of major discussion.
Dr BC Jain, CEO of Ankur Scientific, focused on need of hour to develop biogas as major source of energy. He discussed the control process involved in
AZeotropy 2014: ChemPowering Rural Development
his organization and how biofuels can be used in different daily life applications.
Delegates such as Ms Shalaka Kamat (GM, Consumer Marketing, Tata Chemicals Ltd), Mr Pradeep Lokhande (Initiated “Rural Relations”, a rural consumer relations Organization), and Dr Anand Karandikar (CEO Metric Consultancy) were the panelists with Prof Moharir, IIT Bombay as moderator at the Panel Discussion which focused on “Rural Marketing”.
Other events included workshops of various simulation software such as ASPEN, FLUENT, ASCEND, LATEX and COMSOL which saw participation of over 1000 students.
This year Competitions at AZeotropy saw a large increase in participation. With about 10 competitions held including Quizzes, Model making, Case study, Industrial Design problems, the overall participation was about 2000. The Chemical Engineering National Quiz, Chem-O-Philia Eliminations were
Safety & Health in the Chemical IndustryMedia Barter
held at 12 centers including Surat, Pune, Chennai, Ranchi, Bhopal and Mumbai. The finals were held at AZeotropy. Rusraille, a case study competition aimed at solutions for the rural India, saw a participation of about 100 teams out of which 15 were shortlisted for the final presentation round. Chem-E-Car saw a participation of close to 300 students and was the most popular event during the symposium.
The ‘AZeo-Trophy’ was won by IIT Bombay, followed by UDCT Mumbai at the second position.
The execution of event was possible with help of sponsors including Reliance Industries Ltd and ONGC as Title and Associate Sponsors. Others include Fenix Process Technologies Private Ltd, Tata Chemicals, Monarch Catalyst, Ion Exchange Ltd, and Graphite India Ltd as the competitions partner. The industrial visit to the winners of online quiz was organized in coordination with BASF India.
Prof M M Sharma delivering talk on advancement in Chemical Engineering technology

ProductsCEW
68 • March 2014 Chemical Engineering World
A new, low vibration pulse tube cryocooler that achieves liquid helium performance utilising cryogen-free technology and a closed-loop system is offered by Janis Research Co, LLC, USA.
The Janis Model PTSHI-950-LT 1.5 K continuous closed cycle refrigerator cryostat operates continuously from 1.5 K to 300 K (450 K optional) and is a cryogen-free, turnkey alternative to liquid helium. Featuring pushbutton operation including sample temperature adjustment, this top loading refrigerator can locate a sample in either static exchange gas or vacuum, and users can easily change it while the system is operating. Capable of achieving 1.5 K in less than 8 hours, the Janis Model PTSHI-950-LT 1.5 K continuous closed cycle refrigerator cryostat has a 50.8 mm ID sample chamber (optional to 100 mm) and can be designed to customer specifications. Applications include neutron scattering, electrical transport measurements, magnetic measurements, optical spectroscopy and spintronics.
For details contact:Janis Research Co, LLC225 Wildwood Ave, Woburn, MA 01801, U.S.A.Tel: (781) 491-0888 | Fax: (781) 491-0889E-mail: [email protected]
1.5 K Continuous Closed Cycle Refrigerator Cryostat
or Circle Readers’ Service Card 2 or Circle Readers’ Service Card 3
or Circle Readers’ Service Card 1
Pneumatic Conveying Systems
Vacunair Engg Co Pvt Ltd offer a tailor made system to suit exact requirements whatever the bulk material have to convey. The system will be enviro-friendly.
The company can offer suction conveying, low pressure conveying, high pressure conveying depending upon the typical nature of the product, conveying rate and the distance.
Vacunair Engg can design and offer a system which can be fully manual, semi-automatic and fully automatic and can handle the materials like flour of all types, dextrose, clay powder, coal dust, soda ash, plastic pellets, grits, soya meal/beans, catalysts of all types and sizes.
Vacunair Engg are specialist in cstalysts loading/unloading for refineries and fer tilizer plants.
For details contact:Vacunair Engg Co Pvt LtdNr Gujarat Bottling, RakhialAhmedabad, Gujarat 380 023Tel: 079-22910771 | Fax: 91-079-22910770E-mail: [email protected]
Tru Valve
With the Pure-Fit Tru valve, you no longer need to worry about a time-consuming retrofit to your system. The valve’s butterfly design allows easy installation to existing lines; purity is maintained because the
valve goes around the exterior of the tubing and never comes in contact with process fluid.
Simple threaded handle and calibrated scale ensure accurate control of flow and can also be written into validation protocols. The valve also features lockout positioning for use in steam-in-place cycles. Its lightweight borosilicate glass reinforced nylon construction reduces stress on your tubing line due to weight inbalance but is sturdy enough to withstand autoclaving or gamma irradiation. It accommodates any flexible tubing up to 17.3 mm in outer dia.
For details contact:Cole-Parmer India Pvt Ltd403-404, B-Wing, DelphiHiranandani Business Park, Powai, Mumbai 400 076Tel: 022-67162222 | Fax: 91-022-67162211E-mail: [email protected]

CEWProducts
• March 2014 • 69Chemical Engineering World
J a s u b h a i E n g i n e e r i n g o f f e r s h i g h - p r e s s u r e ball valves.
H a b o n i m ’ s l i n e o f h i g h p r e s s u r e b a l l v a l v e s i n A N S I c l a s s e s u p t o 2 5 0 0 a r e u n i q u e l y
s u i t e d t o d e m a n d i n g h i g h p r e s s u r e e n v i r o n m e n t s s u c h a s o f f s h o r e , p e t r o c h e m i c a l a n d o i l r e f i n i ng app l i ca t i ons .
T h e H 2 7 S e r i e s u n i q u e b a l l a n d s e a t c o n f i g u ra t i o n a n d l o n g - l i f e v a l v e c o n s t r u c t i o n d e l i v e r s r e l i a b l e pe r fo r mance w i th a smoo th two-way f l ow, a wor k ing p r e s s u r e o f u p t o 6 , 0 0 0 p s i , t i g h t s h u t o f f a n d i n s t a n t a d a p t a b i l i t y t o c h a n g i n g p r e s s u r e s a n d tempera tu re var ia t ions.
For details contact: Jasubhai Engineering110 Thacker TowerPlot No: 86, Sector 17VashiNavi Mumbai 400 705Tel: 022-42136300Fax: 91-022-42136399E-mail: [email protected]
Corrugated tube heat exchangers are shell and tube heat exchangers, which use corrugated tubes instead of plain tubes. This kind of tube combines the best features of both the plain tube and the plate heat exchanger. The tubes are corrugated to induce turbulence in both flows (product and service) at lower velocities. This increases thermal efficiency and eliminates product channeling. Thermal efficiency is so improved, that for typical thin film applications heat transfer area can be reduced to less than half of that required in a plain tubular heat exchanger. They are available: K-Series, DT -Series, MI-Series and AS-Series heat exchangers models. ECOFLUX corrugated tube heat exchangers are used in various industries for processing of pharma, chemical, petrochemical, fertilizers, edible oil, paper and pulp, power, rubber, paints, waste and waste water
management, sugar, automotive, fruit pulp, beverage, milk and milk based products, etc. ECOFLUX is used for an extensive range of applications like heater, cooler, condenser, reboiler, regenerator, hot water generation, chiller, pasteurizer, sterilizer, aseptic filler and evaporator.
For details contact:HRS Process Systems Ltd201-202, Karan Selene, 851 Bhandarkar Institute Road, Pune, Maharashtra 411 004Tel: 020-66047894, 25663581 | Fax: 91-020-25663583E-mail: [email protected]
ECOFLUX Corrugated Tube Heat Exchangers
High-pressure Ball Valves
or Circle Readers’ Service Card 5 or Circle Readers’ Service Card 6
or Circle Readers’ Service Card 4
Hydrogen Sensor for Select GC Systems
Agilent Technologies Inc offers hydrogen sensor for the 7890B gas chromatography system. The new sensor helps GC users move away from costly helium carr ier gas by providing the addit ional level of secur ity many organizations require in order to use hydrogen.
The self-calibrating sensor wil l automatically execute a safe sequence for the shutdown of the GC system if even a small hydrogen leak is detected, preventing potential ly hazardous situations in the laboratory. While hydrogen provides the fastest and highest resolution for chromatographic separations, sometimes changing carr ier gas from helium is not possible or practical for a par ticular analysis. In such cases, the Agilent Programmable Helium Conservation Module, with Sleep-Wake modes for the Agilent 7890B GC to conserve helium, dramatically increases the length of t ime a helium tank can be used and reduces the cost of helium in the laboratory.
For details contact:Agilent Technologies Unit Nos: 105-116, 1st Floor Splendor ForumPlot No: 3 Jasola Vihar New Delhi 110 025Tel: 011-46237100E-mail: [email protected]

ProductsCEW
70 • March 2014 Chemical Engineering World
Fainger LESER offers safety valve, Type FL 237, for industrial applications. It is designed to protect systems with low to medium capacities. Typical applications include thermal expansion, utility steam or compressors. The safety valve is suitable for pressures from 0.1 to 93 bar and temperatures from -273 to 280°C. It is supplied with threaded connection according to different standards, eg, BSP, NPT, BSPT. The material used, AISI 316 stainless steel, gives it a wide area of application.The safety valve is notable for its small size and high capacity relative to the safety valve size. It has a wide operating range because the valve can be used for steam, gas or liquid applications without any modifications to the internal components. This feature, known as single trim, reduces the number of spares and brings down costs for the customer. Fainger LESER has also designed the outlet body in such a way that no media residues remain in the valve after it has been activated. The safety valve has been successfully tested in accordance with the guidelines of DIN EN ISO 4126 and ASME Section VIII Div 1. With
complete opening within a 10% pressure increase and closing within 10% or 20% for liquid applications, the valve complies with the requirements of the major international guidelines. It also has the IBR approval. .
For details contact:Fainger Leser Valves (P) Ltd136/137, Sanjay Bldg No: 3, Mittal Estate, Marol, Andheri Kurla Road, Andheri (E), Mumbai 400 059Tel: 022-28501692, 28504277, 28503617, 28509747, 28509751 | Fax: 91-022-28504470, 28510918E-mail: [email protected]
Safety Valve
ContraFlame Under Deck
Advanced Insulat ion offers three unique ContraFlame systems for under deck p r o t e c t i o n . Con t raF lame JF120 offers fully bonded integral thermal insulation and passive fire protection to J120; H60 blast overpressure
to 4.2 bar; and thermal conductivity of 0.054 Wm-1K-1¹. It also offers typical U values 0.57 W/m2K; a system thickness of 90 mm; and weight of 31 kg/m². The ContraFlame MS400 bonded pre-formed panel offers integral thermal insulation and hydrocarbon fire protection to H120 and thermal conductivity of 0.032 Wm-1K-1. U values for ContraFlame MS400 are typically 0.229 W/m2K, with a system thickness of 107 mm and weight of just 14.3 kg/m2. Finally, its ContraFlame JF120 acoustic bonded pre-formed panels offer integral thermal insulation and jet fire protection to J120 and H60; acoustic noise reduction to Rw 51 dB; and thermal conductivity of 0.054 Wm-1K-1.
For details contact:Advanced Insulation plcQuedgeley West Business Park, Bristol Road, Gloucester, GL2 4PA, U.K. Tel: +44 (0)1452 880880, E-mail: [email protected]
or Circle Readers’ Service Card 7 or Circle Readers’ Service Card 8
or Circle Readers’ Service Card 9
Steam Jet Cooling Systems
Steam jet cooling systems can be an extremely environmental-friendly alternative to absorption cooling systems, as they only require water or aqueous solutions instead of chemical cooling agents. Instead of high-value electricity, low-pressure steam (waste steam) can be used for the operation of such systems. For this reason,
the operating expenses are extremely low compared to other technological systems. Steam jet cooling systems are used to cool water or aqueous solutions down to the formation of ice. The structure and function of these systems is simple, and they perform a nearly maintenance-free operation. Steam jet cooling systems are applied for the generation of cold water in the field of air-conditioning and for product cooling in the food industry, chemical industry, synthetic material and pulp industries and for direct product of, eg, moulding sand, colours and crystal slurry.
For details contact:GEA Wiegand GmbH Am Hardtwald 1, 76275 Ettlingen, GermanyTel +49 7243 705367 | Fax +49 7243 705 8367 E-mail: [email protected]

CEWProducts
• March 2014 • 71Chemical Engineering World
J D Neuhaus launched Profi 75 TI and Profi 100 TI hoists, offering SWL capacities of 75 and 100 tonnes respectively. Existing products in the Profi range cover lift capacities from 250 kg up to a full 60 tonnes, ideally suited to engineering environments. The key component of these hoists is a new air motor unit, based on the well-proven J D Neuhaus motor-brake concept and incorporating a patented integrated brake system, with a stepped brake piston and a reliable self-lubricating rotor. In the standard configuration of a 6 bar air pressure supply, the motor provides a 9 kW power output, adequate for the operation of either hoist while still providing significant energy reductions. At full nominal lift capacities (75 or 100 tonnes), the compressed air consumed is 7.6 m3/min which represents in excess of 30% saving over the hoists being replaced. On lowering of full loads, the air consumed is 6 m3/min. The new hoists are designed with machinery group
classification according to ISO 4301/FEM 9.5 II is M3/1Bm, which is good for 400 hours full load operation. The lifting speeds at full load have increased from 0.45 to 0.53 m/min (Profi 75 TI) and 0.35 to 0.4 m/min (Profi 100 TI). Lifting speeds without a load increase from 0.85 to 1.33 m/min (Profi 75 TI) and from 0.7 to 1.0 m/min (Profi 100 TI). The lowering speeds at full load have also benefited, increasing from 1 to 1.25 m/min (Profi 75 TI) and from 0.8 to 0.95 m/min (Profi 100 TI). An overall weight saving of 750 kg has been achieved for the Profi 75 TI, and 640 kg for the Profi 100 TI.
For details contact:J D Neuhaus GmbH & Co. KG58449, Witten-Heven, GermanyTel: +49 2302 208-219, Fax: +49 2302 208-286E-mail: [email protected]
Heavy-duty Engineering Profi Hoists
Knife Gate Valve for Abrasive, Cyclone Services
D e Z U R I K o f fe r s t h e n ew K G C - M D m a x i m u m d u t y c a s t k n i f e g a t e v a l v e s p e c i f i c a l l y d e s i g n e d t o p rov i de t he shea r i ng and sealing capabilities needed in demanding services such as cyclone separators, recycle
high density cleaners, recycle detrashers, or sand cleaners. It can be used in many applications in the pulp and paper, mining, chemical , petrochemical , power, steel and food processing industries. The knife gate valves are available in 3-24” (80-600 mm) sizes with metal or dual metal and resilient seats. To withstand highly abrasive media, the valves are available with a replaceable hardened seat, hardened gate, full 100% por t opening, high performance packing system with wire scraper r ings, and heavy-duty superstructure. All these features combine to provide a longer service life, less downtime and less maintenance than other valves designed for these tough applications.
For details contact:DeZURIK250 Riverside Avenue Nor thSar tell, MN 56377, U.S.A. Tel: 320-259-2000 | Fax: 320-259-2227E-mail: [email protected]
or Circle Readers’ Service Card 10 or Circle Readers’ Service Card 11
or Circle Readers’ Service Card 12
Electromagnetic Flow Meters
M a g n e t r o l i n t r o d u c e s t h e Polaris electromagnetic flow meter, which is capable of m e a s u r i n g l i q u i d s w i t h a c o n d u c t i v i t y a s l o w a s 5 µ S / c m i n c l o s e d p i p e s . I t i s a n a c c u r a t e a n d repeatable f low meter that
i s s u i t a b l e fo r a va r i e t y o f wa t e r b a s e d a n d s l u d g e flow applications.
The POLARIS transmitter is backlit and rotatable with the capabi l i ty of measur ing forward and reverse f low rates, as well as total volume. HART protocol allows the use of PACTware for configuration and diagnostics.
T h e s e n s o r c a n b e f l a n g e d o r w a f e r s t y l e a n d i s ava i l a b l e w i t h a n a s s o r t m e n t o f s t a n d a r d l i n e r s and electrode mater ials.
For details contact:Magnetrol International NVWorldwide Level & Flow SolutionsHeikensstraat 6 - 9240 Zele - BelgiumTel: +32 (0)52 45 11 11 Fax: +32 (0)52 45 09 93E-mail: [email protected]

ProductsCEW
72 • March 2014 Chemical Engineering World
QUA, offers EnviQ submerged ultrafiltration membranes for wastewater treatment and recycle applications as part of the Membrane Bioreactor (MBR) process. QUA’s EnviQ membranes have been specially developed to improve the ease
of operation and maintenance of MBR facilities. EnviQ’s innovative design offers ultrafiltration quality product water with a stronger and more rugged PVDF flat sheet membrane. EnviQ’s unique features such as reverse diffusion and specially designed air diffusers maximize scrubbing efficiency resulting in reduced cleaning. Additionally, EnviQ significantly lowers the total installed cost of biological wastewater treatment and recycle systems as compared to conventional activated sludge processes with tertiary filtration. EnviQ is currently offered in three configurations: E-8C, 16C and 32C, each having surface area of 80, 160 and 320 m2, respectively.EnviQ is the latest innovation from QUA, which in the past year also introduced CeraQ® ceramic membranes as well as MEGA FEDI and FEDI-Rx products for heavy industrial and pharmaceutical industry applications.
For details contact:Qua Water Technologies Pvt LtdPlot No.35,t-block,, MIDC, Bhosari, Pune, Maharashtra 411 026 Tel: 020-67318000 | Fax: 91-020 -67318080E-mail: [email protected] / [email protected]
The Industry Sector of Siemens launched SIMATIC PCS 7 AS 410 SMART for small to mid-sized standard distributed control system (DCS) applications. This controller provides repeatability, mean ing once a s tandard solution is designed, the same
can be used for several similar applications as well.
The AS 410 SMART can wi thstand harsh temperature conditions, vibration/shock and EMC requirements. It is also equipped with a conformal coating, which is in line with G3 Standards, thus making the controller highly robust. With a speed of 450 MHz, this multi-processor system is equipped with 48 MB memory and can be scaled up to 800 Process Objects. Simultaneous management and control of different process tasks at different cycle times is yet another advantage of this high speed controller. AS 410 SMART also provides ease of maintenance to customers as only one controller-spare part needs to be managed.
For details contact: Siemens Ltd.R&D Building, Kalwa WorksThane-Belapur Road, Airoli, Navi Mumbai 400 708Tel: 022-33265707E-mail: [email protected]
LANICO offers Can Former from their CF Series. It is a highly efficient and versatile solution for medium and high speed general line can production. It unites a wide working range from 73 to 200 mm dia as well as exceptionally quick changeovers and production speed of up to 300 cans per minute. The machine is suitable for the production of three piece welded necked-in or straight walled general line cans. The CF 411 is applied for producing large milk powder cans, beer kegs, large paint cans and all kinds of large food cans and general line cans. Equipped with three carousels, the Can Former offers utmost reliability and flexibility for different material specifications. A variety of mountable toolsets allows numerous operations to be performed as, eg, necking, flanging, bottom and top end seaming. Further options are beading, die-necking, spinflanging and
curling. The welded can bodies are fed vertically to the machine. They are separated by infeed spirals and transported to the first of up to two flanging or necking and flanging carousels. As a next step, the can bodies are transferred to the following carousels by means of synchronised star wheels for beading or seaming bottom and top ends. Further optional operations are die-necking, spinflanging and curling.
For details contact:LANICO MaschinenbauOtto Niemsch GmbH , Broitzemer Strasse 25-28 , 38118 Braunschweig, GermanyTel: +49 53 18 090 614 | Fax: +49 53 18 090 627
Can Former
Best-fit Controller
or Circle Readers’ Service Card 14 or Circle Readers’ Service Card 15
or Circle Readers’ Service Card 13
Submerged Ultrafiltration Membranes
March 2014 • 73Chemical Engineering World
Surface & Coatings Expo 2014
Dates: 4-6 July 2014Venue: Chennai Trade Centre, ChennaiDetails: Exhibit technology for cleaning, preparation, coating, painting of surfaceOrganiser: Confederation of Indian IndustryContact: +91 44 4244 4555Email: [email protected]; [email protected] Website: www.cii.in
Chemspec India 2014
Dates: 10-11 April 2014Venue: Bombay convention and Exhibition Centre, Goregaon, MumbaiDetails: Trade Fair for fine and speciality chemicals Organiser: Quartz Chemicals (Quartz Group)Contact: +91 22 2404 4472Email: [email protected]: www.chemspecevents.com
India Chem
Dates: 9-11 October 2014Venue: Bombay Convention & Exhibition Centre (BCEC), MumbaiDet a i ls : An exh ib i t i on on chemica l , pe t rochemica l and pharmaceutical sectorOrganiser: Federation of Indian Chambers of Commerce & IndustryContact: +91 11 2373 8760; +91 11 2376 5081Email: [email protected]: www.indiachem.in
Petroleum Istanbul
Dates: 10-13 April 2014Venue: Tuyap Fair Convention & Congress Center, Istanbul, TurkeyDetails: Trade fair for petroleum upstream and downstream Equipment, technology and servicesOrganiser: Hannover Messe International Istanbul LimitedContact: +90 212 334 69 48; +90 216 466 74 96Email: [email protected] Website: www.petroleumistanbul.com.tr
Global Petroleum Show
Dates: 10-12 June 2014Venue: Big Four Building, Calgary, CanadaDetails: Global Petroleum Show presents a world throbbing with power - the world of oil & gasOrganiser: DMG World MediaContact: +1 403 209 3555 (Toll-free: 888 799-2545)Email: [email protected] Website: www.globalpetroleumshow.com
Chemspec Europe
Dates: 18-19 June 2014Venue: HUNGEXPO Budapest Fair Center, Budapest, HungaryDetails: Exhibition of fine and speciality chemicalsOrganiser: Quartz Business Media LimitedContact: +44 1737 855 076; +44 1737 855 000Email: [email protected]: www.chemspecevents.com
13th Clean Coal Forum 2014
Dates: 9-13 June 2014Venue: Beijing, ChinaDetails: Key investment hotspots in Asia’s Coal Conversion and UtilisationOrganiser: CDMCContact: +86 21 6840 7631Email: [email protected]; [email protected] Website: www.cdmc.org.cn
International Conference on Chemical Structures
Dates: 1-5 June 2014Venue: NH Conference Centre Leeuwenhorst, Noordwijk, NetherlandsDetails: Conference to cover aspects of cheminformatics and molecular modelingOrganiser: American Chemical Society, and other societies. Contact: +49 30 6128 8887Email: [email protected] Website: www.int-conf-chem-structures.org
Watertech India 2014
Dates: 10-12 September 2014Venue: Pragati Maidan, New DelhiDetails: Trade Fair for Water & Wastewater Treatment & ManagementOrganiser: Messe Frankfurt Trade Fairs India Pvt LtdContact: +91 22 6144 5900Email: [email protected]: www.watertechindia.com

74 • March 2014 Chemical Engineering World
Project UpdateCEW
New Contracts/Expansions/RevampsThe following list is a brief insight into the latest new projects by various companies in India.
• CHEMICALS S K Solvochem Private Limited is planning a 1,500-TPA synthetic organic chemicals manufacturing project (dye and dye intermediates, bulk drug and intermediates excluding drug formulations, synthetic rubbers, basic organic chemicals, other synthetic organic chemicals and chemical intermediates) at a cost of ` 20-million in village Nimbua, distr ict: Mohali, Punjab. The public hearing was held in January 2014. The project is waiting for environmental clearance.
Nuray Chemicals is implementing a ferric citrate manufacturing project at the existing unit in SIDCO Industrial Estate, Kakalur, district: Tiruvallur, Tamil Nadu. Civil, mechanical and engineering work is in progress. The project is scheduled for completion in Q4 2014.
Lion Tapes Private Limited, a sister concern of Stretch Bands (Gujarat), is planning a 100-TPM synthetic organic chemicals manufacturing project in GIDC, Chitra Estate, district: Bhavnagar, Gujarat. As of October 2013, the project is waiting for environmental clearance. According to the MoEF sources, the project includes products like 40-TPM of Fast Red B Base, 20-TPM of Fast Bordeaux GP Base, 10-TPM of Fast MNPT (Red G) Base, 5-TPM of Fast Red 3GL Base, 10-TPM of Fast Scarlet RC Base, 5-TPM of Fast Yellow GC Base, 5-TPM of Fast Orange GC Base and 5-TPM of Fast Red RC Base. The commercial waste generated from administration building would be disposed through sale to scrap vendors. The generated industrial wastewater will be treated in ETP and treated effluent will be discharged through common pipeline.
Numal igarh Ref inery L imi ted i s imp lement ing a wax manufac tur ing pro jec t a t a cos t o f ` 5 ,770-mi l l ion in Numaligarh Refinery, distr ict: Golaghat, Assam. The project envisages production of high value low volume paraffin and micro-crystalline wax util izing inherent proper ties of Nor th East crude. Engineers India and Axens of France have been selected as the process licensors for solvent de-oiling and wax hydro-finishing units.
Ascent Pharma is planning a synthetic organic chemical manufacturing project in village Veraval, district: Rajkot, Gujarat. As of September 2013, the capacity of the proposed unit is yet to be finalized. The project is waiting for environmental clearance.
Vasudha Pharma Chem Limited is planning a 1-(2-Phenylethyl) piperidin-4-one manufacturing project in Parawada, distr ict: Visakhapatnam, Andhra Pradesh. As of September 2013, the project is waiting for Government approval. 1-(2-Phenylethyl) piperidin-4-one is used as an intermediate in the manufacture of chemicals and pharmaceutical drugs. This is a new product line in the existing plant. The company also plans to produce Amitr iptyline HCl in the same unit in future.
Resil Chemicals Private Limited is planning a specialty chemicals manufacturing project in Malur, district: Kolar, Karnataka. As of July 2013, land has been partially acquired. The project is in conceptual stage. Other details are yet to be finalized.
Macro Polymers Private Limited is planning a 15,000-TPM synthetic resin manufacturing project at a cost of ` 250-million in village Chacharwadi, district: Ahmedabad, Gujarat. Land acquisition is in progress. The project is waiting for clearances and is planned for completion on 1st April 2014.
Hindusthan Chemicals Company, formerly known as Cyanides & Chemicals Company, is planning an expansion of its sodium cyanide manufacturing project from 5,400-TPA to12, 000-TPA in Olpad, district: Surat, Gujarat. As of May 2013, the project is waiting for environmental clearance. Work on the project commenced and is planned for completion in 2016.
• MININGSri Venkatesh Granites is planning a colour granite mining project in Kamanpur, district: Karimnagar, Andhra Pradesh. As of December 2012, environmental clearance has been received. The project will come up on 4.56-hectare of leased area. Global Enviro Labs is the environmental consultant.
Western Coalfields is planning the Penganga opencast coal mining project (3-MTPA and peak capacity is 4.5-MTPA).on 781-hectare land in village Wirur, district: Chandrapur, Maharashtra. As of November 2012, the project has been submitted in the 59th EAC (Thermal & Coal Mining Projects) meeting held on 6th November 2012.
Central Coal Fields is planning the 0.3-MTPA Ray Bachra underground coal mining project on 1,215.45-hectare land in district: Ramgarh, Jharkhand. As of September 2012, the project has been submitted in the 57th EAC (Thermal & Coal Mining Projects) meeting held on 17th September 2012.
Rajasthan Rajya Vidyut Utpadan Nigam is planning the 10-MTPA opencast Parsa East and Kanta Basan coal mining project and a 10-MTPA coal washery in Udaipur, district: Surguja, Chhattisgarh. As of August 2012, the project has been submitted in the 55th meeting of the EAC (Thermal & Coal Mining Projects) held on 28th August 2012.
O d i s h a Pow e r G e n e r a t i o n C o r p o r a t i o n i s p l a n n i n g the Manoharpur opencast coal mining project in distr ict: Sundergarh, Odisha. As of July 2012, the company is waiting for environmental clearance.
Chhattisgarh Mineral Development Corporation is planning opencast and underground coal mining project in distr ict: Surguja, Chhattisgarh. As of July 2012, the company is waiting for environmental and forest clearance.
• March 2014 • 75Chemical Engineering World
CEWProject Update
BVM Energy & Residency Private Limited is planning a 10-MW solar PV power project in district: Rangareddy, Andhra Pradesh. As of February 2013, EPC contractor is yet to be appointed. The project is planned for completion in 7 months from zero date.
Favorich Sugars, belonging to the Favorich Group, is planning a 15-MW bagasse-based co-gen power project in Krishnarajpet, district: Mandya, Karnataka. As of January 2013, the company is waiting for land approval from Karnataka Industrial Areas Development Board. The project is waiting for financial closure and is planned for completion in 18 months from zero date. The State Government had allotted 250-acre of land for the sugar project, distillery and mega food park.
Claro Energy is planning a 60-MW solar power plant at a cost of ` 6,000-million in Basantpur, district: Supaul, Bihar. As of November 2012, the project has been approved by the Bihar State Investment Promotion Board (SIPB). PPA is yet to be signed with the government. Work on the project will commence shortly.
• NON-CONVENTIONAL POWERIPL Sugars & Allied Industries, a group company of Indian Potash, is planning a 20-MW bagasse and rice husk-based IPP spread over 250-acre of land in village Motipur, district: Muzaffarpur, Bihar. As of March 2012, the existing plant will be demolished and the new plant will be constructed. The project is planned for completion in 1-year from zero date.
Tathagata Bio Energy Private Limited plans to set up 12-MW biomass power plant in Gaya, Bihar. As of May 2011, work on the project is under planning stage.
Azure Power India plans to set up 10-MW solar photovoltaic power plant with an investment of ` 150-crore in Meghalaya. As of March 2011, work on the project is under planning stage.
• THERMAL POWERJai Bhole Cement Combine, a group company of Zawar Sales, is planning a 72-MW coal as fuel and 10-MW WHR as fuel captive power plant in Velabai, distr ict: Yavatmal, Maharashtra. Equipment supplier is yet to be appointed. The project is waiting for final approval of environmental clearance. Work on the project will commence in March 2014 and is planned for completion in H1 2017. The project will come up as par t of i ts `151-bil l ion integrated cement project spread over 2,500-acre of acquired land.
Aditya Birla Nuvo is planning an expansion of its coal and lignite-based captive power project from 34.5-MW to 54.5-MW at a cost of ` 8,500-million (inclusive of viscose filament yarn project) at Indian Rayon unit at Veraval, district: Gir Somnath, Gujarat. The project is waiting for environmental clearance. The project is planned for completion in 2 years from zero date.
Central Coalfields Limited plans expansion of its Churi Benti UGP coal mining capacity from 0.16-MTPA to 0.81-MTPA in distr ict: Chatra, Jharkhand. As of June 2012, MoEF clearance has been received and the project is planned for completion in 2 years from zero date.
Zain Coke & Energy India is p lanning a 150,000-TPA metallurgical coke manufactur ing project at a cost of Rs 450-million to Rs 500-million in Chickanthapura, district: Bellary, Karnataka. As of May 2012, the project is waiting for revenue and statutory clearance and is planned for completion in 10 months from zero date.
Calcom Cement India, belong ing to the BK Group, is implementing the New Umrangshu limestone mining project in village New Umrangshu, distr ict: Dima Hasao, Assam. As of April 2012, mining work commenced in 2013.
Jaiprakash Associates is planning limestone mining project in village Kothar, distr ict: Satna, Madhya Pradesh. As of March 2012, the project is waiting for environmental clearance and the project completion date is yet to be finalized.
• NON-CONVENTIONAL ENERGYThe Jeypore Sugar Company Limited is planning an expansion of its bagasse-based co-generation power plant from initial 0.5-MW to 8.5-MW in village Chagallu, distr ict: West Godavari. Andhra Pradesh. As of January 2014, the project will come up along with a new 120-KLD grain-based distil lery. The project is waiting for environmental clearance.
Savera Beverages is planning a 5-MW coal and bagasse-based captive power project in vi l lage Hiranwali, distr ict: Fazilka, Punjab. The project is wait ing for environmental clearance and is planned for completion in 6 months from zero date. 28-acre of land has been acquired. The project wil l come up along with a 100-KLD grain-based disti l lery to produce extra neutral alcohol.
Arunodaya Techsolar Power Projects Private Limited, an SPV of BM Solar Systems LLP, is planning a 5-MW solar independent power project in village Kudluru, district: Anantapur, Andhra Pradesh. Work on the project commenced in November 2013. 26-acre of land has been acquired. DPR is yet to be prepared. Approval has been received from the Central Power Distribution Company of Andhra Pradesh
Azure Sun Energy Private Limited, a group company of Azure Power India, is planning a 2.5-MW solar rooftop power project at a cost of ` 250-million in district: Gandhinagar, Gujarat. As of May 2013, the project is to be set up under Gandhinagar Photovoltaic Rooftop Program (GPRP). The project is planned for completion in Q2 2014.

76 • March 2014 Chemical Engineering World
FeaturesCEW
INTERGRAPH BUILDS ON TRUST AND COLLABORATION
Intergraph has built a strong tradition as an industry leader worldwide. Owner operators are a central part of Intergraph’s growth strategy. Chemical Engineering World recently met with Gerhard Sallinger, president of Intergraph Process, Power & Marine, to discuss how Intergraph’s solutions are meeting the needs of owner operators.
Owner operators choose powerful innovations
for information management
CEW
Chemical Engineering World
COLLABORATION
discuss how Intergraph’s solutions
Owner operators choose powerful innovations
Interview
BY JANA MILLER
March 2014 • 77Chemical Engineering World
Features CEW
How has Intergraph’s share of the owner operator market grown in relation to the growth of its owner operator solutions?
Gerhard Sal l inger : Over the las t coup le o f years, we have s tead i l y grown the owner share o f our bus iness compared to the EPC s ide. What i s new and what i s lead ing to the except iona l growth we have in the owner space is the management o f techn ica l da ta . Owners in the pas t were look ing fo r document management . The most they wanted was jus t to manage tha t sor t o f da ta . For many years, there have been vendors in the marke t tha t deve lop and marke t document management sys tems. In te rgraph cou ld do tha t as we l l , bu t our sys tem is no t focused on document management .
Years ago, most people d idn ’ t care or d idn ’ t understand the va lue of data, but th is has changed, i t has changed because of us.
We are bas ica l ly evangel iz ing the indust r y to spread the word that , “ I t ’s not on ly the document , but the data behind i t that is the va lue.” Thankfu l ly, more companies understand that and see the va lue.
CEW
Intergraph Leverages Leica Geosystems’ TruView to Connect Engineering Design Basis with Reality
Intergraph offers Leica TruView Integrator for SmartPlant Enterprise as well as off l ine mobile device support for SmartPlant Enterprise for Owner Operators (SPO).
The new SmartPlant Enterprise/ SPO TruView Integrator enables end-users to use photorealist ic and intel l igent TruView laser scans as an intuit ive portal to access all plant information and documentation in SmartPlant Foundation. The new SPO Mobile Core and Mobile Operating Plant solutions go one step further and leverage these intuit ive, photorealist ic access options to support day-to-day plant operations and activit ies such as maintenance, inspection and equipment isolation in online and off l ine mode.
Ludwig Englmaier, head of the Engineering Department for AlzChem AG, said, “We have been using Intergraph tools for many years to manage the virtual plant asset for our plants at AlzChem. We recently selected SPO and will be rolling it into production over the coming weeks. We are excited about SPO Mobile Apps with TruView Integrator, and will be seeking to implement them as soon as possible.
“We believe these will help us bring the immense value of the virtual plant asset directly to workers on the plant floor. Today, plant workers performing inspection and maintenance activities spend too much time locating the items they need in the plant. SPO Mobile with photorealistic TruView visualization will help our plant workers carry out their work safer, quicker and better than ever.”
Free Leica TruView software allows anyone to panoramically view and quickly measure rich, laser scan point cloud data and corresponding digital images without having to be an expert in 3D, CAD or point cloud software. Users can extract real 3D coordinates and measure distances, with results appearing immediately right on the point cloud image. TruView users can also generate markups, view proposed designs in their real world context, link to asset information, and readily share TruViews with peers, service providers or clients for more effective project communications and collaboration, even over the Internet. Qualified developers can also integrate Leica TruView into third-party software as an intuitive user interface for quickly accessing “as-is” scene information.
www.intergraph.com/go/truview
It’s not only the document, but the data behind it that is the value.
Speaking of the future, what’s going to happen in the BRIC countries – Brazil, Russia, India and China?
GS: We are doing qui te wel l in those reg ions. This t rend wi l l cont inue. The percentage of revenue coming f rom those countr ies wi l l increase over the next couple of years.
What do you think are the key reasons for Intergraph’s success?
GS: Our customers recognize our commitment to them, and they trust us. This trust, along with the leading-edge solutions we offer, are key elements of our success.
(Jana Mil ler is editorial director of Insight magazine (www.intergraph.com/go/insight) and is based in Huntsvil le, Alabama, U.S.)
Interview

78 • March 2014 Chemical Engineering World
FeaturesCEW
Intergraph®
Intergraph® Process, Power & Marine (Intergraph PP&M) has spent many years developing and offering integrated design, construction and operation solutions for the chemical industry. Intergraph’s SmartPlant® Enterprise software offers the largest set of market-leading solutions in the industry, from the schematic design of an asset through to physical modelling, materials management, construction management, fabrication automation and information management.
At the centre of SmartPlant Enterprise software is Smart™ 3D. It provides a fully integrated design and manufacturing environment to support the design of integrated facilitates, be it plants, storage tanks, or other . Smart 3D can handle the dense and complex structural and outfitting designs required in modern designs.
Seamless data integration project software
Intergraph SmartPlant Enterprise solutions, including Smart 3D, are delivered with out-of-the-box integrated architectures that seamlessly integrate the flow of information between them. Data and design parameters are entered only once into the authoring disciplines and re-used downstream. The out-of-the-box integration is a change management environment that facilitates publishing, retrieving, reviewing and comparing data and documents electronically between disciplines.
Real-time global work-sharing application for projects
All enterprise applications, including Smart 3D, deliver global work-sharing capabilities, allowing companies to electronically share work internally or externally in real time. In addition to the schedule benefit of leveraging other offices, Intergraph’s work-sharing capabilities improve quality by electronically enforcing all project or company standards across the globe and maintaining interface points within an application and between different discipline applications.
Efficient design
Smart™ 3D is the most advanced and productive 3D design solution that effectively enables optimized design, increasing quality, interoperability and productivity, while shortening project schedules.
Smart 3D enables more efficient design, with better quality and design integrity than ever. In addition, upgraded Model Data Reuse (MDR) capabilities enables efficient reuse of design that is not possible in any other 3D CAD application. Users can reuse FEED or old designs with different catalogs and specifications, by leveraging Smart 3D’s unique rule re-use, tag renaming and specification interchange. Also, enhanced 3D interoperability capabilities enable the use of 3D data from multiple foreign CAD systems in conjunction with native Smart 3D models. Smart 3D is the only system in the world that allows interoperability with both graphics and data of foreign CAD models, making it an ideal solution for revamp and joint venture projects.
Company Profile
INTERGRAPH - THE POWER TO SEE
“Technip designers will definitely take advantage of 2014’s improvements around jacketed pipe design and deliverables extraction. One of the reasons Technip adopted Smart 3D was because of its integration with Intergraph’s 2D design tools. Smart 3D 2014’s Design Basis Viewer provides an easier way to compare and update the Smart 3D model with the data in SmartPlant P&ID, SmartPlant Instrumentation and SmartPlant Electrical.”
Thomas Kerjouan, Technip France Smart 3D administrator.

March 2014 • 79Chemical Engineering World
Features CEW
Project planning software
Smart 3D’s planning environment reduces the overall project schedule by allowing users to define physical boundaries and construction packages for the different modules/blocks at early stages of the project. These dynamic, multi-discipline definitions define the objects belonging to each block and the total volume, weight and centre of gravity for the module.
The modules are further broken down into assemblies and sub-assemblies, containing detailed assembly orientations, installation sequences and work centre assignments. The definitions are made across a database and are not constrained by files or the plant breakdown structure, which enables them to be modified at any time to ref lect fabrication/installation methodology changes.
Power facility lifecycle-management
software
SmartPlant Enterprise’s solutions include rule-driven design, relationally linked data between design disciplines, and complete visible management throughout the life of the offshore facilit y.
“Empresarios Agrupados has used Smart 3D, SmartPlant P&ID and SmartPlant Instrumentation in a number of relevant combined cycle power generation plant and nuclear plant projects, experiencing productivit y increases,” said Rafael Huete, IT department manager. “The company plans now to expand the use of the tool in projects in Africa and in the Middle East, while focusing on optimizing the implementation of SmartPlant Electrical Detailed and achieving further integration with other systems.”.
Financial enterprise software for owner operators
Reduce your capital expenditure (CAPEX) and improve your return on capital employed(ROCE) with Intergraph’s SmartPlant Enterprise for owner operators (SPO). The enterprise has been designed to help owner operators (O/O) address the issue of interoperabil i t y by providing pre-packaged solutions that can be rapidly deployed, incorporating customer-specif ic requirements at low risk. SPO is built on the Intergraph SmartPlant Enterprise suite.Advantages of Intergraph’s SmartPlant Enterprise for owner operators’ software include the following:• Enjoy higher qualit y data, leading to less reworks during
design and in the field• Reduce the risk of loss of critical asset intelligence due to a
retiring workforce• Keep your maintenance data updated for auditabilit y and
ensure correct procurement of replacement parts• Realize significant savings on design time and costs• Improve facilit y safety with better configuration management
and ensured data consistency
Intergraph PP&M provides the future of engineering, today.
Intergraph Consulting Pvt Ltd1-8-446 and 447, S.P. RoadSecunderabad - 500 003, Andhra Pradesh,IndiaTel: +91-9820983960Email: [email protected]: www.intergraph.com/global/in/

80 • March 2014 Chemical Engineering World
FeaturesCEW
INCREASING ENGINEERING DESIGN EFFICIENCY FOR CHINA’S LARGEST METHANOL PROJECT
SINOPEC Ningbo Engineering Company Limited (SNEC) was established in 2003 with the merger of the former SINOPEC Lanzhou Design Institute and the former The Third
Construction Company of SINOPEC. The merger was approved by SNEC’s parent company, SINOPEC Group. Today, SNEC is an all-around engineering company, providing engineering, procurement and construction solutions, as well as project management services. It offers rich project management experience, completing the engineering design and/or construction of more than 1,000 plants.
SNEC is one of the EPCs involved in the Chongqing natural gas-to-methanol plant, China’s largest methanol project. It is responsible for the engineering design of this large-scale and complex chemical plant, including multiple process units. SNEC required a comprehensive engineering design solution with advanced technology to tackle such a challenging project.
Advanced 3D designSNEC selected Intergraph SmartPlant Enterprise solutions, including the world’s most advanced 3D plant design solution, SmartPlant 3D, for this high-profile project. The Intergraph solution is recognized as the leading 3D engineering design solution in the market, used by global industry leaders. SmartPlant 3D is proven technology and can handle even the most complex tasks quickly and easily. This was a critical factor for SNEC’s selection of SmartPlant 3D because there are about 350,000 objects to be included in the 3D model for this major project, including 138 sets of equipment and a 40-kilometer pipeline.SNEC chose SmartPlant 3D because it:• Integrates plant engineering data enterprisewide. SmartPlant
3D integrates with complementary tools to create an optimal workflow throughout the enterprise.
• Provides unparalleled ease of use, reducing the learning curve and increasing productivity.
• Shortens project schedules by enabling streamlined design processes.
Automated, rule-based technologyBenefitting from a user-friendly interface with simple operation commands, it was easy to train SNEC engineers to use SmartPlant 3D, cutting the usual amount of time required for such training by 50 percent. SmartPlant 3D’s automation capabilities also helped to greatly improve design efficiency by optimizing engineering design processes and shortening the design cycle. Engineers could automatically generate engineering deliverables, such as pipeline isometric maps and material tables, delivering both cost and time savings.
SmartPlant 3D features unique, rule-driven technology, enabling SNEC to deliver high-quality engineering design for this major methanol project. Using rules and relationships established in SmartPlant 3D, engineers could easily perform collision checks of components within the 3D model, such as piping, equipment, cable tray and others, and make any modifications or improvements as required. Accuracy and design quality were greatly enhanced, improving the safety and productivity of the plant.
Working toward engineering integrationThe implementation of SmartPlant 3D for the Chongqing methanol project has been a great success for SNEC. The Chinese engineering company plans to further extend the use of SmartPlant 3D for other projects.
In addition, SNEC will expand its use of Intergraph technology and adopt other solutions from the SmartPlant Enterprise suite, including SmartPlant Foundation, SmartPlant Instrumentation, SmartPlant P&ID and others. This is aligned with SNEC’s vision to implement an integrated engineering environment for the entire plant life cycle to drive its EPC business.
About SNECSNEC is an engineering company with approximately 3,200 employees. Its business scope covers areas of scientific research and development, engineering design, manufacturing and construction, as well as inspection and maintenance services. The main area of focus is on EPC services and project management. SNEC holds its own patents and proprietary technologies, and performs technical and management services in both domestic and international markets. ¦www.snec.com
Case Study
SNEC uses next-generation 3D technology to support Chongqing natural gas-to-methanol project
By EILEEN TAN AND EVE LI

CEWAd Index
March 2014 • 81Chemical Engineering World
1 Atomic Vacuum Company (Exports) Inside Cover I2 Bartec India Pvt Ltd 313 BHS-Sonthofen (India) Pvt Ltd 454 Bonfiglioli Transmissions (Pvt) Ltd 195 Busch Vacuum India Pvt Ltd 276 Chembond Chemicals Ltd 137 Chempro Technovation Pvt Ltd 868 Chemtech World Expo 2015 Inside Cover 9 Dipflon Engineering & Co 710 Emjay Engineers 5111 Everest Transmission 4312 Fainger Leser 5113 Garnder Denver Engineered Products India Pvt Ltd 1014 GEA Process (I) Pvt Ltd 2115 Gopani Product Systems Back Cover16 Hitech Applicator 9
17 Integraph Consulting Pvt Ltd Front Cover18 Kirloskar Brothers Ltd Inside Cover II19 Kishor Pumps Pvt Ltd 5320 KSB Pumps Ltd 1721 Leister Technologies 2922 List AG 4923 Membrane Hitec 3724 NNE Pharmaplan 3925 Raj Process Equipments & Systems Pvt Ltd 1126 Super Industrial Lining Pvt Ltd 527 Suraj Ltd 5328 Surface & Coatings 4729 Tecnimont ICB Pvt Ltd 1530 Tranter India Pvt Ltd 2531 Uni Klinger Ltd 4132 Vacunair Engineering Co Pvt Ltd 5533 Warade Automation Solutions Pvt Ltd 33
Sr No Client’s Name Page No Sr No Client’s Name Page No
ADVERTISE TO EXPAND
your reach through
IN
SIG
HT
IN
TO
T
HE
P
HA
RM
AC
EU
TIC
AL
A
ND
B
IO
TE
CH
IN
DU
ST
RIE
S
For Details Contact
Jasubhai Media Pvt. Ltd.
Taj Building, 3rd Floor, 210
Dr D N Road, Fort, Mumbai - 400 001
Tel: 022-4037 3636, Fax: 022-4037 3635
Email: [email protected]
Jasubhai Media Pvt. Ltd.

82 • March 2014 Chemical Engineering World
Book ShelfCEW
Chemical and Process Plant Commissioning Handbook: A Practical Guide to Plant System a n d E q u i p m e n t I n s t a l l a t i o n and Commissioning
Editors : Eric Brousseau, Jean-Michel GlachantPrice : `. 4,934.30Pages : 602 (Paperback)Publisher : Cambridge University Press
The Economics of Contracts: Theories and Applications
Author : Martin KillcrossPrice : `. 6,150Pages : 312 (Hardcover)Publisher : Butterworth-Heinemann
About the Book : The Chemical and Process Plant Commissioning Handbook, winner of the 2012 Basil Brennan Medal from the Institution of Chemical Engineers, is a guide to converting a newly constructed plant or equipment into a fully integrated and operational process unit. Good commissioning is based on a disciplined, systematic and proven methodology and approach that achieve results in the safest, most efficient, cost effective and timely manner.
The book is supported by detailed, proven and effective commission templates, plus extensive commissioning scenarios that enable the reader to learn the context of good commissioning practice from an experienced commissioning manager. It focuses on the critical safety assessment and inspection regimes necessary to ensure that new plants are compliant with OSHA and environmental requirements. Martin Killcross has brought together the theory of textbooks and technical information obtained from sales literature, in order to provide engineers with what they need to know before initiating talks with vendors regarding equipment selection.
Structural Analysis and Design of Process Equipment
Advanced Piping Design (Process Piping Design Handbook)Authors : Peter Smith, Rutger BotermansPrice : `. 9,882Pages : 224 (Hardcover)Publisher : Gulf Publishing Company
About the Book : Advanced Piping Design is an intermediate-level handbook covering guidelines and procedures on process plants and interconnecting piping systems. As a follow up with Smith’s best-selling work published in 2007 by Gulf Publishing Company, The Fundamentals of Piping Design, this handbook contributes more customised information on the necessary process equipment required for a suitable plant layout, such as pumps, compressors, heat exchangers, tanks, cooling towers and more! While integrating equipment with all critical design considerations, these two volumes together are must-haves for any engineer continuing to learn about piping design and process equipment.
Authors : Maan H. Jawad, James R. FarrPrice : `.23,419Pages : 752 (Paperback)Publisher : Wiley-Blackwell
About the Book: A contract is an agreement under which two parties make reciprocal commitments in terms of their behavior to coordinate. As this concept has become essential to economics in the last 30 years, three main theoretical frameworks have emerged:
‘incentive theory’, ‘incomplete-contract theory’ and ‘transaction-costs theory’. These frameworks have enabled scholars to renew both the microeconomics of coordination (with implications for industrial organisation, labor economics, law and economics, organisation design) and the macroeconomics of ‘market’ (decentralised) economies and of the institutional framework. These developments have resulted in new analyses of a firm’s strategy and State intervention (regulation of public utilities, anti-trust, public procurement, institutional design, liberalisation policies, etc.). Based on contributions by the leading scholars in the field, this 2002 book provides an overview of developments in these analytical currents, presents their various aspects, and proposes expanding horizons for theoreticians and practitioners.
About the Book : A new edition of the standard text/reference for analysis and design of petrochemical process equipment, revised to reflect current practice.The book covers the theory of plates and shells and its industrial applications, and provides background for some of the design equations in
the ASME Boiler and Pressure Vessel Code, Section VIII. This Second Edition offers a new chapter on design of power boilers, and existing chapters have been expanded to cover new topics such as toughness criteria, design of expansion joints, and tube–to–tubesheet parameters. Also provides revised coverage of design of water tanks, heat tube exchangers, and noncircular vessels. Appendixes contain extensive data for quick reference.
March 2014 • 83Chemical Engineering World
CEWInterview
“F rom Bot tom-of - the-Bar re l to Bottomless Refineries”
It is certainly an age of transformation for refining industry. The line between refining and downstream petrochemical industry is diluting, and there in an increased focus on improving the Gross Refinery Margins (GRM). Refiners today want to move from bottom-of-the-barrel to bottomless refineries by investing in gasification projects, says Anil Kumar Sarin, Managing Director, CB&I. In an exclusive interview with Mittravinda Ranjan, he further talks about the latest trends and technologies, future challenges for refiners, exploring the coal resources, etc. Sarin provides in-depth insights into the Gas-to-Liquid and Coal-to-Liquid technologies, and elucidates how India can make the most of the new methods.
Industry has witnessed significant consolidation in the last decade, particularly in the refining and downstream petrochemical sectors which have seen a significant increase in the demand of new technologies. Will you please comment on these changing technology trends and key drivers for the industry? In India, there is an increase of participation of private sectors in
the refining and petrochemical industry, which was dominated earlier by public sectors. This has led to strong domestic competition with respect to quality and production cost. Also, decontrolling of refining product prices, in India, has led to healthier competition. Under such an environment, all refiners and downstream producers are looking for technologies that can best enhance
profitability and product quality, which ultimately becomes easy to sell.
The main focus in the refining and downstream petrochemicals sector today is to improve the Gross Refinery Margins (GRM) by processing heavy crudes and utilising each and every molecule to a usable component while maintaining the environmental norms. Since 2004 the spread between

84 • March 2014 Chemical Engineering World
InterviewCEW
The availability of large quantities of shale gas in US, has led to several new crackers being built using low cost associated ethane gas as a feedstock replacing naphtha. This has proved to be a game changer in the U.S. We need to explore similar opportunities in India.
heavy crude and West Texas Intermediate (WTI) has roughly doubled, giving refiners even more reason to invest in heavy crude processing. Refiners today want to move from bottom-of-the-barrel to bottomless refineries by investing in gasification projects, so that they can produce syngas with their own petcoke feedstock. On the petrochemical front, shale gas has changed the entire landscape of the industry. Cheaply available gas-based feedstocks for crackers led to reduced production of C3s and C4+. Today, companies are looking for on-purpose technologies to compensate for the deficit in C3s and C4+.Unless refiners and downstream petrochemicals producers continuously upgrade their processing scheme, it will become increasingly difficult for them to remain competitive.
Technology selection is based on a number of factors specific to each refiner and project, including return on investment, the specific product slate desired, refinery location, refinery configuration, feed and product pricing and type of crudes available.
In summary, we see a major global shift of more demand for integrated refinery or petrochemicals complexes to both upgrade to higher valuable products and increase market diversification.
The recently concluded international conference on refining highlighted maintaining the GRMs as the most critical issue for the refiners, which in adverse cases could even result in shutting down of the refinery - a common situation that most of the old refiners have faced globally that has resulted in shut down of almost 70 refineries so far world over. May we have your comments on what are the future challenges that the refiners need to prepare for right now and the key technologies that the refiners need to adopt now for long term sustainable growth? Like many other refiners worldwide, Indian refineries were severely affected by the global economic downturn. India is heavily dependent on the import of crude oil and
because of the depreciation of the Rupee by more than 20 per cent in the last year, the problem has been compounded. Also, some of the old refineries in India are below the threshold limit of 9 MMPTA, threatening competitiveness unless they diversify into some speciality products. However, a large investment is required to upgrade these aging units. The principal challenge is the squeeze on GRM. These refineries are under enormous stress because crude prices are on an upward trend but margins are not. The enormous upsurge in diesel demand has meant that refineries have to find ways to increase the diesel production. In addition, India’s product specifications are becoming more stringent - specifications equivalent to Euro IV are being rolled out in 50 cities by 2015 and Euro V is to be introduced by 2017. Meanwhile, environmental regulations continue to tighten.
Indian refiners have to look into use of opportunity crudes for which resid upgrade technologies like the LC-FINING® and delayed coking technologies are available. Margins from petcoke can be increased by gasification and the use of synthesis gas for fuel and to produce hydrogen or power for the refineries. There is also a lot of synergy resulting from integrating the refinery and petrochemical complexes.
The availability of large quantities of shale gas in US, has led to several new crackers being built using low cost associated ethane gas as a feedstock replacing naphtha. This has proved to be a game changer in the US We need to explore similar opportunities in India.
It is becoming increasingly evident that countries with large reserves of coal will need to explore utilisation of coal not simply for power generation but also as a feed stock for valuable petrochemicals. What kind of potential do you see for coal based technologies in the Indian market and how do you compare this with China, which has already set up projects on Coal-to-Liquid (CTL) technology?
The economics of using coal for power generation is based on the availability of cheap and abundant coal in India. With huge coal reserves, coal shall remain India’s most important energy source into the future.
Gasification technology for producing power is economic in markets where gas is expensive or gas is imported in places like India, Korea, China and Japan where the Free on Board (FOB) price of LNG is more than USD 14-16 per MMBTU. This is my understanding, depending on various factors, that the threshold price of LNG is approximately USD 9 per MMBTU for using coal gasification to produce power, and India and China fall into that threshold price of LNG. Similarly, the use of coal as feedstock for petrochemicals will be based on the price of crude oil. A major similarity between the Chinese and Indian economies is that both countries are heavily dependent on the import of crude oil. Developing coal-based liquid fuel and chemicals is more of strategic issue for the Chinese economy as China seeks to reduce its use of imported oil. India should also look into that approach, but such projects are very capital intensive. Many private players have shown an interest in setting up CTL but because the allocation of coal blocks has become too political in India, such projects have taken a back seat.
Through the CB&I gasification route, with low ash coal as feedstock, this coal (and petcoke) can be converted to very useful products like hydrogen, syngas, power and other chemical products.
Gasification technology is taking centre stage globally as most of the refiners are now setting up the delayed coker projects, and there is significant demand of these technologies from the power sector as well. To what extent can the Gas-to-Liquid (GTL) or gasification technologies bolster the growth of the Indian fertiliser sector? Yes, it is true that refiners are adding delayed cokers while processing cheap heavy crude oils to improve margins. The coke generation potential from heavy crude oils processing is about 25 per cent higher than that of normal sulphur crudes. In India alone, in the last five years, there is an addition of about 20 million tonnes of planned coker capacity
March 2014 • 85Chemical Engineering World
CEWInterview
(equivalent coke generation of six million tonnes) which are either commissioned or will be commissioned in the next couple of years. Syngas produced from gasification can be good feedstock for fertiliser plants, and it can be used to produce power, hydrogen and other products.
India’s experience with gasification of liquid feedstocks dates back to the 1960s, when it was utilised for the production of hydrogen from naphtha for fertiliser plants. The fertiliser sector in India today faces the biggest challenge because of the availability of cheap gas, coal and pet coke gasification, which can replace liquid feedstocks in such a situation. In fact Rashtriya Chemical Fertilizer (RCF), along with Coal India, GAIL and Fertilizer Corporation of India is contemplating setting up a fertiliser complex, comprised of a 2,700 MTPD ammonia plant, 3,850 MTPD urea plant, 850 MTPD nitric acid plant and 1,000 MTPD ammonium nitrate plant at Talcher, Orissa, through the coal gasification route as feedstock.
The advantage of Indian coal is relatively low sulphur content. The disadvantage is its extremely high ash content – often as high as 40 per cent – and the nature of the ash, which contains very high amounts of silica and alumina. Gasification is definitely an answer for gas crises in the fertiliser sector but what needs to be evaluated is whether India should use Indian coal, imported coal or pet coke.
Today, gasification provides about a quarter of the world’s supply of synthetic ammonia and about one third of the world’s methanol. With an estimated 750 gasifiers planned or under construction across the world, the technology is set to play a major part for at least another century.
Which are the CB&I technologies that you are typically targeted for the Indian market? Please tell us about some of the ongoing and future projects in India? CB&I has more than 70 technologies in its portfolio which are available to our clients in India. Our portfolio spans technologies in olefins, petrochemicals, refining, gasification and gas processing. Through our Chevron Lummus Global joint venture (CLG) we provide technologies in hydrocracking, hydroprocessing and heavy oils. We also have a strategic alliance with
IOCL’s R&D centre in Faridabad to license jointly-developed Indmax high propylene FCC technology. CB&I has been providing technologies in India for residue upgrade like delayed coking and gasification. For diesel maximisation we have been licensing our hydrocracker technology. On the petrochemical front, we have been actively licensing our crackers and polypropylene technologies in India.
CB&I can provide full participation in planned grassroots refineries like HPCL Refinery at Rajasthan, and various refinery expansions such as IOCL-Gujurat, IOCL-Panipat, HMEL, Essar, BORL, etc. How do you see the future of Indian downstream chemicals and petrochemical industry given the situation country goes full throttle to explore the coal resources? There are number of technologies available to use our large reserves of coal. Through the gasification route, India can convert coal to synthesis gas for power and steam production and hydrogen production. Technologies are also available to convert coal to methanol to olefins, and then to polypropylene and polyethylene. The main challenge is that India’s coal has high ash content and requires a high investment.
Petrochemicals form the basis for various consumer products that vary from domestic plastics to engineered plastics, from pharmaceutical ingredients to industrial solvents, from fibres to textiles etc, and
Project Scope Status
Gasification (Client Confidential) License and basic engineering Under implementation
Paraxylene (Client Confidential) License and basic engineering Under implementation
High Purity Iso Butylene (Client Confidential)
License and basic engineering Under implementation
IOCL Paradip Indmax Unit License and basic engineering, detail engineering of reactor and regenerator section
Under implementation
BPCL Kochi, Delayed Coker License and basic engineering, detail engineering for delayed coking heater, detail engineering for coke chamber and structure
Under implementation
CPCL, Delayed Coker License and basic engineering Under implementation
BCPL, Ethylene Cracker and Polypropylene Unit
License and basic engineering Under implementation
MRPL, Delayed Coker and Polypropylene Unit
License and basic engineering Under implementation
CB&I’s major ongoing projects in India:
they have become an integral part of our daily lives. As we progress, the demand for plastics is going to be greater and greater. Today, India is the fourth largest economy in the word on a purchase price parity basis, and one of the most populous countries in the world. India’s 2013 population stood at 1.22 billion, but India’s plastic consumption is one of the lowest in the word at 6kg/capita, in the U.S. it is 85 kg/capita and the world average stands at 40kg/capita. There is an immense potential for petrochemicals growth in India.
At some point of time, do you feel that the fertiliser sector, which is also now going the syngas way, could probably be integrated to the refining sector in the years to come? Large integration between the refining sector and fertiliser sector is always debatable, because of the dependency of various units – if one critical unit fails, the whole complex is shut down, leading to huge losses. If the design can alleviate such eventuality, it makes sense to build large industrial zones integrating refining, petrochemicals and fertilizer industries. This would enable value addition through inter-industry stream sharing, and capex and opex optimisation through common facilities such as utility generation, environment management, manpower resource utilisation, etc while at the same time setting up economy-of-scale plants. This synergy can significantly bring down product cost.
8 • December 2013 Chemical Engineering World
Final Ad template amol.indd 8 20-01-2014 19:44:27

POWERED BY
TECHNOLOGY
DRIVEN BY KIRLOSKAR PUMPS
, India
&
R.N.I. No. 11403/1966 Date of Publication: 1’st of every month. Postal Registration No: MH/MR/SOUTH-125/2012-14. Posted at Patrika Channel Sorting Office, Mumbai 400001, on 29th & 30th of every month. Total Page No.: 88
At Gopani Product Systems we provide high quality filtration solutions to meet the process needs of wide range of markets.
Total Filtration SolutionWe are passionate about what we do. We ensure that our customers get latest technology, most economical solutions and the best in class service.
Our process filtration medias provide micronic contamination removal from 0.05 micron to 1000 micron in efficiencies from absolute to nominal.
Applications
Contact Us:Gopani Product Systems 104, Kashiparekh Complex, B/h.Bhagwati Chamber, Nr. Swastik Cross Road, Navrangpura, Ahmedabad, Gujarat, India. - 380009T: + 91 - 79 - 2644 1951 T: + 91 - 79 - 2644 1972 Website: www.gopani.com Mail: [email protected]
S ince 1991
Our product line Filter Vessels Membrane Cartridges Pleated Cartridges Reusable SS Filter Elements Reusable Porous plastic Filter ElementsMelt Blown CartridgesString Wound Cartridgesand more
Reusable SS Filter Elements Reusable Porous plastic Filter Elements
Industrial Process WaterInks, Paints & CoatingsChemical ProcessOil & GasPetrochemicalsPharmaceuticalsWaste Water Treatment
Our products are backed by trained technical support team.
F i l t r a t ion Made S imp le
ISO 9001:2008certified company


















