Manufacturing Business Technology - 05 JUN 2009

of 24
Transcript of Manufacturing Business Technology - 05 JUN 2009
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
1/24
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
2/24
IMPORTANTCONSUMERINFORMATION:Subjectto yourMajor AccountAgreement,CallingPlan andcredit approval.Offeravailable forcorporate subscribers only.Up to$175 earlyterminationfee andothercharges.Devicecapabilities:Addlchargesapply. Pushto Talkrequirescompatiblephoneand isavailableonly withother VerizonWirelessPushto Talksubscribers.Largestclaim basedon comparisonofcarrier-owned/operatedPushto Talkcoverageareas.Offersand coverage,varying byservice,not availableeverywhere.Network detailsandcoveragemaps atverizonwireless.com.Whilesupplieslast. Shippingchargesmayapply.Limitedtime offer.2009VerizonWireless.
Americas LargestPush to Talk Coverage Area.Assembled for your business.
With new 2-yr. activation on any Nationwide voice plan with Push to Talk feature
when you have 5 or more business lines.
Add Push to Talkfor only $5
Motorola AdventureV750Ruggedly Refined.
FREE
GzOne BoulderBuilt to Survive.
$2999
Verizon Wireless 8975
On-the-Go Communications System.
FREE
a month to any Nationwide voice
plan and get these great deals!
Switch to Verizon Wireless, owner of the nations largest Push to Talk Network
coverage area, plus get A mericas Most Reli able Voice Network. Make your
business more productive at the push of a button.
Call 1.800.VZW.4BIZ Clickverizonwireless.com/pushtotalk Visit a Verizon Wireless store
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
3/24
4 MAY/JUNE, 2009 Manufacturing Business Technology
Social networking sites: No place to
fool around
For most businesspeople, the line
between their work and personal lives
has been blurry ever since companies
started issuing laptops and cell phones.
And now that were firmly ensconced
in the era of Web 2.0, that line is being washed
away completely.
Theres still some debate about the business
value of certain Web 2.0 technologiesspe-cifically social networking sites like Facebook,
MySpace, and Twitter. And it recently occurred
to me that the people who insist on continuing
that debate dont know whats actually happen-
ing on these sites.
When a corporate executive inquires aboutthe business value of an activity, what theyre
really asking is, Hows that going to make me
money?
The next time someone asks you how
Tweeting will help the company turn a buck,
this should be your response: What has taking
a customer to dinner or out for a round of golf
ever done for the bottom line?
Theres a social aspect to those activities
people are there having a good time, and every
now and then a business tip gets passed on,
a new contact is made, or contract terms areironed out.
Similar things are happening in the social net-
working arena, and its a lot less expensive.
It was easy to see the business value of
social networking at the recent IBM IMPACT
Smart SOA Conference. It started with
Sandy Carter, IBMs VP of SOA, BPM, and
WebSphere, announcing that a large percent-
age of the 3,500 people who follow her on
Twitter had asked if they could be apprised
of news from the conference through that
channel in lieu of flying to Las Vegas. Im
sure a lot of business executives trying to trim
travel budgets see the value of that.
Later in the conference, IBM unveiled sev-
eral initiatives to help both its customers and
business partners integrate social networking
into their businesses.
These announcements included:
IBM Atlas for Lotus Connections; and IBM SOAsocial.
IBM Atlas for Lotus Connections is a tool
for creating internal vir-
tual communities in which
people seeking knowledge
about specific topics can
easily locate and submit
questions to co-workers
with expertise in those areas.
SOAsocial is an IBM-hosted community in
which IBM partners and customers can connect
to discuss new developments in the realm ofservice-oriented architecture.
I managed to squeeze in a few minutes with
Carter to discuss her opinion on this question
of the business value of social networking.
Among the questions I asked:
Why should manufacturing executives be
interested in social networking?
When did she realize social networking
could be an actual business tool?
On the first question, she said social network-
ing offers a low-risk way of connecting with
customers to generate new ideas for developingproducts and services.
When did she realize the value? Carter said
the business value of social networking became
apparent to her a couple of years ago, when a
customer responded to an item she posted on her
blog. We started a dialogue . . . and ultimately it
resulted in a very large deal, she said.
And no one paid for a single round of golf.
A video of my talk with Sandy Carter is avail-
able on mbtmag.com. You also can follow me
on twitter at: www.twitter/mbtsid
When someone questions how Tweeting will help the company
turn a buck, ask them what treating a customer to a round of
golf has ever done for the bottom line.
ViewpointSidney Hill, Jr., executive editor
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
4/24
They cant tell ahead of time how much or how little theyll use.
But you can. With our proven supply chain intelligence software for manufacturing.
www.sas.com/ferrets
Ferrets hoard just about anything they run across.
SAS and all other SAS Institute Inc. product or service names are registered trademarks or trademarks of SAS Institute Inc. in the USA and other countries. indicates USA registration. Other brand and product names are trademarks of their respective companies. 2009 SAS Institute Inc. All rights reserved. 36562US.0409
S A S S O F T W A R E H E L P S C O M P A N I E S A C R O S S E V E R Y I N D U S T R Y D I S C O V E R I N N O V A T I V E W A Y S T O I N C R E A S E P R O F I T S , M A N A G E R I S K A N D O P T I M I Z E P E R F O R M A N C E .
SAS Supply Chain Intelligence
Visit www.sas.com/ferrets for a freespecial report
Demand-driven forecastingQuality lifecycle analysis
Predictive asset maintenance
Service intelligenceSupplier intelligence
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
5/24
Take the Wonderware and
watch efficiency take off.
The powerful and open Wonderware System Platform software has enabled the largest
ecosystem of system integrators and third-party providers in the industry to deliver solutions
that help their customers businesses with faster, real-time collaboration and decision support.
Over 3,000 SI organizations around the world are leveraging the power and ease ofWonderware in record time, while helping their customers achieve operational success.
Put some POW into your operation. Get Wonderware. www.wonderware.com
2008 Invensys Systems, Inc. All rights reserved. Invensys and Wonderware are trademarks of Invensys plc, its subsidiaries and affiliated companies. All other brands and product names may be the trademarks or service marks of their respective owners.
T H A N K S T O
PowerfulOpen
Wonderware
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
6/24
MBT Online
8 Corporate fraud ison the rise
14 Better desktopusefulness?
18 Run cleaner, moreenergy efficiently
MARCH/APRIL 2009 VOL. 27 NO. 3 PERIODICAL
www.MBTmag.com MAY/JUNE, 2009 7
Views from the front 8 Corporate fraud on the rise with market
slowdown
8 Hot Tomato: Food supplier hopes recalldrills will assure customers in a real crisis
9 Spending lag prompts supply chainmanagement makeovers
Cover story10 24-hour product development
With collaboration tools, global designteams never sleep
Emerging Technology14 A new of wave prosperity: AT&T chairman
sees mobile devices driving economicdevelopment
16 Virtual commerce: Serious gaming isbecoming a real business tool
Plant Operations18 A matter of commitment
Model-based advanced process control helpscreate energy-efficient plants
Enterprise/Supply Chain20 Supply chains at risk
Companies tap new technology to enactsmart contingency plansinbound andoutbound
Columnists2 ViewpointSidney Hill, Jr.
Social networking sites: no place tofool around
Calendar
22 Upcoming conferences
Direct subscription inquiries and
changes of address to:
CUSTOMER SERVICE
REED BUSINESS INFORMATION
8878 S. Barrons Blvd.
Highlands Ranch, CO 80129-2345
Telephone: 303-470-4445
Fax: 303-470-4280
E-mail: [email protected]
PublisherJim Langhenry
EDITORIAL STAFF
Executive EditorSidney Hill, Jr.
Managing EditorRenee Robbins
Electronic Products EditorMark Hoske
Art DirectorMyles Adamson
Publishers AssistantJanet Fyock
SUBSCRIPTION OFFICE
Staff
Webcast: SOA as a Tool for BusinessProcess Management
Hear how manufacturers are using service-
oriented architectures to build the agile technical
and business infrastructures necessary to
maintain a competitive edge in a constantly
changing business environment.
Blog: Operation Green
MBT Senior Contributing Editor Roberto Michel
separates fact from fiction in the green IT and
manufacturing movement.
Columnist: Julie Fraser
Julie Fraser on why companies can no longer
survive on strategic sourcing alone.
A sampling of whats happening at mbtmag.com
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
7/24
In light of recent product recalls, manufacturers must be ready to
respond quickly to supply chain issues to protect consumers as
well as their own brand reputations.
To that end, Moore, Okla.-based Vaughan Foods has enacted
a plan to host two mock recalls a year. The events begin with the
companys quality assurance department, which is notified that a
mock recall is in effect, and the team has three hours to complete
the process.
We must isolate the contaminated product, have knowledge
about where the product is in the supply chain, and file accurate
and timely reports to the authorities, says Victor Gramillo, quality
assurance manager for Vaughan Foods, a supplier of fresh
vegetables, refrigerated deli salads, soups, and fruit.
Vaughn Foods decided to hold these drills after losing revenue
when the tomato industry was hit by a recall in summer 2008.
No Vaughn products were tainted, but customers remained wary.
We realized we have to minimize risk . . . and prevent serious
problems from happening, Gramillo says.
Track & trace in the process industr ies, such as food and
beverage, is very challenging, says Karin
Bursa, a VP with Logility, supplier of the
software system Vaughn Foods uses for
product tracking.
Production operators and co-packers
may use the same semi-finished goods to
make several other finished products, Bursa
says. Jam or jelly can be sold as a finished
product but also can be used for pie filling,
which adds another step as well as several
layers and levels to the process.
The Logility Voyager system manages aler t notification for a
recall by automatically contacting partners via the Internet or
alerting customer relationship managers about the issue. Since
speed is of the essence during a recall, having quick access to
product data, vendor information, and locations where product last
resided is very important, says Bursa.
8 MAY/JUNE, 2009 Manufacturing Business Technology
Corporate fraud on the rise with market slowdown
The tough economic climate has
negatively impacted just aboutevery business sector, from real
estate to retail, and services to
manufacturing. Unfortunately,
the lackluster market simultaneously also
is stimulating growth of another disheart-
ening trend: corporate fraud.
Over the past year, fraud has grown in
depth and breadth, becoming more wide-
spread, and increasing in volume and value.
According to the latest Kroll Global Fraud
Report, the fastest growing types of fraud are informationtheft27 percent, up from 22 percentand regulatory and
compliance breaches25 percent, up from 19 percent. Both
areas are up by more than five percentage points from last
years survey.
More than four out of five companies surveyed (85 percent)
have suffered from corporate fraud in the past three yearsup
from 80 percent in last years survey. For larger companies the
proportion suffering from fraud rose to 90 percent.
The most common types of fraud in the manufacturing
industry are theft of physical assets or
stock (53 percent), regulatory or compli-ance breach (27 percent), vendor, supplier
or procurement fraud (25 percent), corrup-
tion and bribery (24 percent) and informa-
tion theft, loss or attack (22 percent).
The poor economy has increased com-
petition for many businesses as typical
revenue resources have dried up, says Blake
Coppotelli, senior managing director of
business intelligence and investigations
for Kroll, a risk consulting company.
To move ahead in todays climate, many companies havefelt the need to pursue higher-risk opportunities to gener-
ate new revenue. Some have moved into geographic areas
where they are inexperienced, or are dealing with unfamiliar
suppliers or partners, Coppotelli says. Companies that have
been forced to cut overhead and other costs often do not
dedicate enough resources to mitigating risks.
Coppotelli stresses the importance of training creative and
innovative individuals to combat fraud since the perpetrators
are incredibly adept and market savvy.
Viewsfrom the front
To prepare for potential recalls, Moore,
Okla.-based Vaughan Foods enacted
a plan to host two mock recalls a year.
Once an event is in process, the quality
assurance department team has three
hours to complete the process.
Hot Tomato:Food supplier hopes recall drills will assure customers in a real crisis
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
8/24
Spending lag prompts supply chain management makeovers
T
he precipitous drop in consumer
spending that has been cited as a
major cause of the ongoing economic
recession now has manufacturers scrambling
to adjust supply chain management
strategies.
In fact, lower consumer spending took the
top position on the list of supply chain risks in
a recent survey conducted by Boston-based
AMR Research.
As retailers cut inventories in the face of
softening demand, this risk is cascading up
consumer and industrial supply chains, Noha
Tohamy, an AMR Research VP said in a report
summarizing the surveys findings. Companies
like Cisco and Procter & Gamble are grappling with tactical questions, like
where to cut and position inventory, and strategic initiatives, like where to
source and how to rationalize their supplier bases to remain healthy during
the downturn and be well-positioned for the next recovery cycle.
Tohamy said AMR conducts this risk assessment survey on a quarterly
basis, and its clear from the results of the most recent canvasscovering
the first quarter of 2009that the economic downturn is dominating
the thinking of supply chain executives.
Lower consumer demand is dominating the
list of risks this quarter, with 37 percent of
respondents identifying it as No. 1, Tohamy
said. Additionally, only 15 percent expect this
risk to decrease by next year.
Product quality failures placed second
on risk list, with 35 percent of respondents
identifying it as their second top concern.
Volatile energy and commodity prices
which consistently took first and second place
honors last yearplaced third and sixth,
respectively, on the most recent list.
The potential of having intellectual property
stolen was fourth-highest risk factor cited
in the latest survey. This fearcoupled with concern over product
qualityappears to be causing manufacturers to rethink outsourcing
and offshoring strategies.
For instance, Tohamy said, Chinawhich continues to be plagued by
both recall and IP protection problemsis now getting more competition
from India as a manufacturing center, and more U.S.-based manufacturers
are looking at nearshoring.
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
9/24
10 MAY/JUNE, 2009 Manufacturing Business Technology
W
hile scenarios for sharing
design data may invoke
grandiose thoughts of
enhanced collaboration
or disparate design cen-
ter interactions, sometimes all a company
really needs to do is make it easier for
two engineers sitting in the same office
to work together on a project.
Just ask Black Diamond Equipment,
a Salt Lake City-based manufacturer of
climbing and skiing equipment. Many
of its products require input from both
industrial designers and mechanical
engineers, and up until a few years
ago, the company used several dif-
ferent CAD systems to develop its
products.
24-hour product developmentWith collaboration tools, global design teams never sleep
By Hope Neal,
contributing editor
Cover Story
Joshua Dees, Black Diamond VP of MIS Dave Mellon, Black Diamond VP of products
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
10/24
Some would serve this purpose well
and some would serve that purpose well,
says Joshua Dees, VP of MIS for Black
Diamond, referring to the CAD systems.
None of them served all of our purpos-
es well. As you can imagine, it created
nightmares [when] translating this file
to that file.
As Dave Mellon, Black Diamonds VP
of products, explains, when you move
files to different CAD systems, youre
going to lose a lot of the history about
a part and how it was built. Being able
to contain all that and see the entirehistoryhow someone built the part
over the last eight to 10 hoursasyou open it up is helpful.
From many to one
To retain its product design history,
Black Diamond decided to make the
switch to a more powerful CAD system
that would support all of its engineering
needs. It chose NX from Siemens PLM
Software.
Describing NX as a unified solution,
Paul Brown, senior director of NX product
marketing, Siemens PLM Software, says
its tools for styling, mechanical design,
manufacturing, and analysis are available
through a single system, making it easier
for [Black Diamond] to share data and get
the data through the whole process.Having successfully addressed its engi-
neering collaboration problem, BlackDiamond had other data-sharing capa-
bilities it wanted to look at next. Along
with engineers working on products at
Black Diamonds home office, the com-
pany has product and marketing managers
working in other parts of Salt Lake City,
as well as in Reinach, Switzerland, and
Zhuhai, China.
Being able to effectively share data
about products in all locations is critical
to Black Diamonds success.
None of [the CAD systems] served all of our purposeswell. As you can imagine, it created nightmares [when]
translating this file to that file.Joshua Dees, VP of MIS for Black Diamond
With enhanced design data sharing facilitatedby Siemens Teamcenter and NX solutions, Black
Diamond engineers in China and the U.S. are
able to quickly develop ski boot product lines
because they are in essence working 24 hours a
day across time zones.
www.MBTmag.com MAY/JUNE, 2009 11
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
11/24
12 MAY/JUNE, 2009 Manufacturing Business Technology
In the past, the company used to
store much of its product datae.g.,
product concept records, product briefs,
forecasts, and pricing informationin
folders in Microsoft Windows file direc-
tories. But concerns about security and
file versioning controlas well as the
potential for misplaced or unintention-ally deleted filesled Black Diamond
to another Siemens product, called
Teamcenter.
Teamcenter lets Black Diamond cen-
tralize its product data so users from all
locations can access it. The benefit is a
much greater level of versioning control
and security than seen with the folder-
based system.
Moreover, says Dees, the value of
Teamcenter is its Web-based. Its achallenge to share Windows file sys-
tems around the globe, he says. Its
a lot easier to share applications if
you can go into the Web application
and download files from the database
server.
This is particularly important for a
company that relies heavily on being
able to design around the clock to
bring products to market faster. With
better design-data sharing, Black
Diamond engineers in China and the
U.S. can collaborate on, for example, a
new line of ski boots, so that the com-
pany is in essence working 20 hours
a day developing and delivering its
products.
Without the NX platform and with-
out the ability to work around the clock,theres no way we would have been able
to pull off a launch of a product line like
boots in the time period that we did,
says Mellon.
Interactive view
While Black Diamond can speak to
the value of Siemens products such as
Teamcenter and NX, Siemens isnt the
only vendor offering data-sharing capa-
bilities. Dassault Systmes, for example,offers several solutions. One of these is
called 3DLive.
Unlike CAD viewers, which allow non-
engineers to open CAD files without
installing expensive CAD software on
their computers, 3DLive offers much
more than a view-only look at the CAD
model in of itselfit establishes a rich
environment of information, says Brian
Chambers, a business strategy director
for Dassault.
You can set up collaborative review
sessions based on the 3DLive view of the
product model and do interactive ses-
sions remotely via the Web with other
engineersand with other functional
organizationsto view and mark up the
data, and move portions of the CAD model
from one user environment to another,
Chambers explains. It can be quite
interactive.
Interactivity is important because
sharing design data and using it to
collaborate often involves more than a
one-way journey from the CAD system
to members of the product development
team or outside the organization to sup-
ply chain partners.
As Hardeep Gulati, VP of product
strategy for Oracle PLM, points out, the
movement of product data should be
bidirectional.
Take the case of an engineer pickingparts when designing a product. While its
natural for the engineer to evaluate the
technical attributes of a potential part,
procurement concernssuch as pricing
or availabilitymay not be considered
if that information isnt available to
the engineer. And once the product is
designed and sent to procurement, it can
cause delays to learn at that point that
a component is no longer available, or
is too expensive.When designers are picking the CAD
part, you want some of that supply chain
data to be visible to them while theyre
making selections, says Gulati.
With the Oracle Agile PLM solution set,
Gulati adds, [designers] have all this
supply chain information available during
the parts-selection process in the CAD
tool. They can annotate some of those
attributes and supply chain information
right into the CAD tool.
Cover Story
Without the NX platformand without the ability
to work around the
clock, theres no way
we would have been
able to pull off a launch
of a product line like
boots in the time
period that we did,says Mellon.
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
12/24
Register today...to receive any or all of these monthly
e-publications for executives seeking to
boost business performance.
Intelligent ManufacturingHow the plant floor is changing to address global competitive pressures
Management topics: Quality, collaboration, multi-plant production, energy
management, planning & scheduling, execution, plant-floor security.IT topics: Plant-floor networks, SCADA, MES, CAE/CDC, digital prototyping,manufacturing intelligence, wireless mobility, data historians, industrial control
platforms, and plant software infrastructures.
Lean EnterpriseCollaborative strategies that drive optimized performance in supply chains
Management topics: Enterprise business processes, sales & operations planning,
Lean methodologies, inventory management, supply chain visibility, demandmanagement, forecasting, inventory optimization & replenishment, channel
management, transportation management, warehouse management, global trademanagement, and supplier performance.
IT topics: ERP, CRM, supply chain management systems, business processmanagement, business activity monitoring, and enterprise collaboration and
integration technologies, including EDI and service-oriented architecture.
Innovation StrategiesThe latest thinking on optimizing product, process, and service delivery
Management topics: Product innovation, service management, protection ofintellectual property, global commerce management.
IT topics: Product life-cycle management, CAD, CAE, CAM, EAI and middleware,services management, global outsourcing, and globalization.
White SpaceMBTs monthly resource for MBT-exclusive white papers, as well asrecommendations from analysts, vendors, and other industry experts.
Register today at
www.mbtmag.com
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
13/24
14 MAY/JUNE, 2009 Manufacturing Business Technology
A new of wave prosperity:AT&T chairman seesmobile devices driving economic development
The rise of mobile broadband technology will drive a new
wave of productivity and economic development similar
to that produced by the advent of the Internet.
Randall Stephenson, chairman and CEO of AT&T, made
that declaration during his keynote address at the annualconference for customers of Sterling Commerce, a supplier
of B2B integration solutions, and an AT&T company.
New devices will come with 4G networks, and soon it will
be difficult to find any electronic device that is not connected
wirelessly, Stephenson said. We are just on the edge of
this with the iPhone, which has an entire ecosystem created
around it. There are now 35,000 applications available for the
iPhone, and Apple recently reported that more than 1 billion
people have downloaded those applications.
AT&T is the primary service provider for Apples wildly suc-
cessful iPhone.Holding up one of the devices, Stephenson said AT&Ts
vision is for usersincluding businesspeopleto be able
to have the same experience on an iPhone or a BlackBerry
that they have when accessing applications from desktop or
laptop computers.
When asked about the synergy between a telecommunica-
tions giant like AT&T and an e-commerce software provider
like Sterling Commerce, Stephenson once again held up
his iPhone and said, All of the applications that Sterling
Commerce provides should be available on this device.
Sterling Commerce offers two categories of solutions: B2B integration solutions; and
Selling and fulfillment applications.
At the user conference, held April 27 29 in San Antonio,
Texas, Sterling introduced a new set of B2B integration solu-
tions under the name, Sterling Business Integration Suite.
Fast data and video from any location is what we expect
to provide, Stephenson continued. We spent $9 billion last
year buying spectrum to accommodate that.
Noting that his weekly staff meetings are now held via
video conference rather than face-to-face, Stephenson said,
imagine having that capability on a mobile phone.
Once that happens, he predicted, there will be a new wave
of productivity, commerce, and prosperity rivaling the one
sparked by the emergence of the Internet.
Sidney Hill, Jr., executive editor
Emerging Technology
AT&T wants mobile devices to provide
desktop-type usefulness.
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
14/24
The Siemens Answer:PLM Software for a 50 percent reduction in time-to-market.
An idea comes from one part of the world; needs to be manufactured in another; and needs to sell everywhere.
Medium to large businesses need a Product Lifecycle Management (PLM) solution that moves more ideas efficiently
through the innovation process, so that the complexities of a global enterprise are managed with the simplicity of a
local environment. www.siemens.com/plm/answers/mle.
Answers for Industry.
2009 Siemens Product Lifecycle Management Software Inc. All rights reserved. Siemens and the Siemens logo are registeredtrademarks of Siemens AG. All other logos, trademarks or service marks used herein are the property of their respective owners.
How do we turn more ideasinto successful products?
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
15/24
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
16/24
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
17/24
18 MAY/JUNE, 2009 Manufacturing Business Technology
If cost werent a factor, numerous tech-
nologies could be tapped to create
the most energy-efficient plant. The
latest furnaces, boilers, or co-gener-
ation equipment could be installed.
The facility could have solar panels or
geo-thermal heating. A new distributed
process control system (DCS) could be
deployed.
But thats not todays reality.
The economic reality dictates that
manufacturers must be as energy-effi-
cient as they can, largely with the assets
that exist. As John Nesi, VP of market
development for Rockwell Automation,
a vendor of plant automation systems,
acknowledges, We are in a phase of
Draconian cutbacks in terms of capitalexpense.
Still there are technologies that make
existing assets more energy efficient,
says Nesi. These include advanced pro-
cess control (APC), a class of softwarethat optimizes real-time plant-floor
processes; variable speed control,
which allows gears and motors to adjust
speed efficiently; and energy monitor-
ing software.
According to Allen Avery, an analyst
with Dedham, Mass.-based analyst firm
ARC Advisory Group, Technology is an
enabler, but improved energy management
is mainly a matter of people, processes,
and organizational commitment.
The value of APC
Advanced process control uses software
to model how multiple variables inter-
act during a process, and integrates with
automation hardware such as program-
mable logic controllers (PLC) or DCSs
to control the process optimally. APC
projects historically have been aimed at
throughput, but APC can also optimize
energy use.
To deploy APC, plant testing is typi-
cally used, whereby incremental inputs
from the control layer are fed into the
software to build a model.
We start by building models of how
a process works, says Mike Tay, man-
ager of sales engineering with Pavilion,
a Rockwell Automation division that
offers APC. Its a virtual plant that you
can then optimize to achieve variousgoals, such as minimum cost, energy, or
emissions.
Fonterra Cooperative Group, an
Auckland, New Zealand-based dairy prod-
ucts manufacturer, has used APC for morethan a decade.
We have a track record for APC projects
where people in the business understand
what it can do and what it can deliver
to the business, says Tristan Hunter,
manager of Fonterras advanced process
control group.
An early project was aimed at improved
boiler operation at Fonterras Waitoa
plant in New Zealand. The site has sev-
eral spray driers that make a range of
powdered products. The coal-fired boilers
that supply high-pressure steam to the
driers were exhibiting unwanted variabil-
ity, so in 1997, the company deployed
Pavilions Model Predictive Control APC
solution to, as Hunter explains it, run
the boilers smarter.
More specifically, APC reduces variabil-
ity and minimizes excess oxygen in the
flue gas of the boilers, as well as reducing
variability in the high pressure steam sup-
ply. The project cut oxygen variability in
the boilers flue gas by up to 50 percent,
while high-pressure steam variability was
reduced by at least 60 percent. Whats
more, the steadier operation brought
close to a 4-percent reduction in coal
consumption.
To work well, APC needs a solid control
foundation, Hunter warns.Your existing control systems need to
be running well, he says. You need to
review the instrumentation, the calibra-
tion, and the tuning of the low-level
loops. When APC is running, the plant
needs to respond reliably to what the
control moves are.
Over the years, Fonterra has estab-
lished an APC group of 10 people who
deploy projects with help from Pavilion.
With this expertise, says Hunter, proj-ects can be better aligned with corporate
goals, rather than focused on immediate
pain points. We are now aligning more
with the strategy of our business, looking
where we are headed in the next two to
three years, says Hunter.
Beyond basic control
AtYara Belle Plaine, a manufacturer of
ammonia, granular urea, and urea ammo-
nium nitrate (UAN) products used in agri-
A matter of commitmentModel-based advanced process control helps create energy efficient plants
Roberto Michel, senior contributing editor
Plant Operations
Its a virtual plant that you can then optimize to achievevarious goalsminimum cost, energy, or emissions.
Mike Tay, Rockwell Automation
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
18/24
cultural products, APC is saving energy by
achieving consistent, cleaner operations.
Located near Belle Plaine, Saskatchewan,
Canada, the company deployed Honeywell
Internationals Profit Controller APC solu-
tion for the nitric acid processing unit
within the plant.
The unit or plant feeds UAN produc-
tion within the site. The APC solution
optimally controls the amount of NOx
emissions leaving the plants combustor
while minimizing the consumption of the
combustors fuel gases.
Since deploying APC in November of
2007, combustor fuel consumption hasdropped by up to 5 percent, NOx emis-
sions have been held at 200 parts per
million, and methane emissions dropped
25 percent.
The benefits have held up, says Rob
Harkness, controls supervisor for Yara
Belle Plaine. Weve consistently kept the
3-percent to 5-percent improvements in
fuel reduction.
Yara Belle Plaine is upgrading its DCS to
Honeywells latest Experion PKS system,but APC goes a step beyond DCS in that
its able to model and control multiple
variables without operator intervention.
The APC integrates with DCS, but runs on
its own server.
APC technology can take a whole plant
into consideration, says Harkness. It
looks at all the critical elements, where
typically with conventional control, youd
have one input, one controller, and one
outputor possibly a cascade control
arrangement. But with APC, it takes in
numerous measurements throughout the
plant and works with all of them to opti-
mize the entire processnot just one
part of the process.
Why energy reduction is
everyones business
Attention surrounding the metric for
energy intensityi.e., energy consumed
per unit of product producedis espe-
cially high among process manufacturers,
with Fortune 500 firms like DuPont and
Dow Chemical elevating their energy pro-
grams to board-level importance.
Avery, the ARC analyst, says, The sheer
amount of energy that process manufac-
turers use is startling . . . For some its
higher than that of many small coun-
tries, but the payoff when [an energymanagement] program is adopted top to
bottom in an organization can be equally
surprising.
Allen says a recent ARC study found
that companies in the forefront of the
energy management movement treat
it like a continuous improvement
program.
It requires involvement at all levels of
the plant, with everyone aligned around
it, Allen says. You have to give them
visibility, the tools, and the authority to
make a difference. Technology can clearly
play a role in this.
Advanced process control, decision sup-
port, and real-time performance manage-
ment software were the top three areas of
technology investment among companies
identified as energy-management leaders
in the ARC survey.
In tough economic times like now,
vendors should focus on helping custom-
ers understand how these technologies
can assist them in energy reduction,
Allen says.
A comprehensive energy assessment
of plant operations to determine where
and how much energy is consumed is the
starting point for any energy-management
effort. ARC found that the vast majority
of the companies it identified as leadershave performed an energy assessment.
These companies also perform audits more
regularly and at shorter intervals than
their peers.
Energy management is worthy of
being a core tenet in managing the
business, as the potential payoff is
huge, Allen states. Underscoring the
point, one process manufacturer ARC
spoke with claimed energy savings of
$7 billion over 12 years.
Advanced process control (APC) technology is helping Yara Belle Plaines nitric acid plant in Western Canada run cleaner and more energy efficiently.
www.MBTmag.com MAY/JUNE, 2009 19
Its important that you treat energy reduction as a
continuous-improvement program.
Allen Avery, analyst, ARC Advisory Group
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
19/24
Last June, Cary, Ill.-based Sage
Products asked for a voluntary
recall of certain lots of a preop-
erative skin preparation product.
For Sage, a manufacturer of personal care
products sold to hospitals and medical
practitioners, the measure was precau-
tionary: A batch of chlorhexidine gluco-
nate, bought from an outside supplier,
had been found to contain the burkhold-
eria cepacia bacterium.
While the bacterium posed little
medical risk to healthy people, the
incident underscored the wisdom of
an investment Sage had made in a
rapid testing system from Celsis that
enabled Sage to detect microbiologi-
cal contamination far faster than was
possible using conventional testing
methods. Using the Celsis system, atest that once might have taken three
to seven days to conductwhile pos-
sible biological contaminants grew to
detectable levelscan take place in
under 24 hours.
In the wake of high-profile product
recall scares ranging from vegetables
and peanut butter to childrens bath
products and cribs, supply chain risk
is center-stage. Businesses are under
renewed pressure from customers to
strip the risk from their outbound sup-
ply chains even as they acknowledge
the vulnerability of their inbound sup-
ply chains. The result is a profound
emphasis on technology as manufac-
turers rush to play catch-up in a world
that is suddenly far riskier than many
had realized.
Many observers
A recent IBM survey on smarter supply
chains, based on interviews with 400senior supply chain executives, found
that dealing with supply chain risk was
the second-highest priority on their agen-
das, and significantly or very signifi-
cantly affected 60 percent of businesses
involved.
The finding was a huge surprise, says
Karen Butner, supply chain management
lead at the IBM Institute of Business
Value. Not that it was on the agenda
but that it was supply chain executives
second-biggest concern.
According to Butner, IBM is seeing
heightened interest from companies in
anything that has to do with risk iden-
tification and mitigation. Manufacturers
are looking at their supply chains and
putting contingency plans in place. If
theres going to be a problem, they want
to know in advance what they are going
to do about it, she says.
The recession only exacerbates the risk
of those problems arising.With the economic recession in full
Supply chains at risk:Companies tap new technology to enact smart contingency plansinbound and outbound
Malcolm Wheatley, senior contributing editor
Enterprise/Supply Chain
20 MAY/JUNE, 2009 Manufacturing Business Technology
Industry Spotlight:Emerging marketsWhile doing business in emerging markets offers many rewards, it also poses risks.
Manufacturing Business Technology recently spoke with Mike Novels, CEO ofPreactor, a supplier of supply chain planning and scheduling solutions, about this trend.
MBT: Preactor has experienced success in the so-called BRIC
countries (Brazil, Russia, India, China) in recent yearswith
nearly 200 customers in Brazil alonewhat advice to you have
for manufacturers wishing to increase their presence in emerging
markets?
Novels: The key working in these countries is working with local
partners who understand the local language and local culture.
MBT: In which emerging markets do you see the most demand
for advanced planning and scheduling solutions like those Preactor
offers?
Novels: There has been a considerable level of adoption in
Brazil, where we have more than 170 accounts. However weve had
a very active partner there for 10 yearswhereas weve only just
penetrated the Russian and Chinese markets in the last two years.
Were also developing a healthy market in India.
China has been the more difficult market to penetrate. Of our 30
accounts there, most are U.S. or European companies who have
plants there.
MBT: Planning and scheduling applications are generally
considered more specialized solutions used by companies that
already have established business processes supported by ERP
systems. Have companies in emerging markets reached a level of
maturity that allows them to fully take advantage of APS technology?
Novels: That varies enormously from one market to the next.
Companies in the Indian sub-continentespecially in Sri Lanka for
exampleare up to date with enterprise software such as ERP and
they recognize like so many companies around the world that ERP
does not offer detailed scheduling functionality. The same can be
said of Brazil.
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
20/24
www.MBTmag.com MAY/JUNE, 2009 21
swing, supply chain managers face a grow-
ing array of risks, warns David Simchi-
Levi, professor of engineering systems at
Cambridge, Mass.-based MIT, and chief
scientist for supply chain optimizationvendor ILOG, an IBM company.
Fluctuating transportation costs,
high volatility in demand volume and
mix, commodity price volatility, increased
labor costs in developing countries, and
the pressure to reduce inventoriesthese
are just a few of the challenges compa-
nies are struggling to overcome today
and will likely face throughout 2009,
Simchi-Levi adds.
Greg Quinn, president of Quinn &Associates, a reseller for planning &
scheduling solutions vendor Preactorin
North America, says rising supply chain
risks are forcing manufacturers to focus
more the use of supply chain execution
systems, which provide a greater ability
to respond to immediate circumstances,
as opposed to supply chain planning
systems, which focus more on long-term
time horizons.
Were seeing a lot more interest in
execution systems, Quinn says. Its like
someone has flipped a switch.
The good news is, despite the com-
mon perceptions, eliminating risk neednt
always add cost. When St. Louis-basedcoatings manufacturer U.S. Paint
deployed Preactor to minimize the risk
of outbound supply chain disruption
impacting the North American operations
of Toyota, Subaru, and Kawasaki, costs
went down and efficiencies went up.
As on-time delivery performance
improved, they found that they could
eliminate work-in-process and finished
goods inventory without jeopardizing
delivery reliability, notes Quinn. Itbecame a virtuous circle.
New kind of crisis
Supplier viability is another height-
ened risk factor in the present econ-
omy. New York-based advisory firm
PricewaterhouseCoopers, for example,
estimates 670,000 small companies
have shuttered across China due to the
global crisiswith many of them linked
to Western supply chains.
But nearer home, transport provider
viability is a growing concern, adds
Mike Maris, senior director of the global
transportation and logistics group at
Schaumburg, Ill.-based Motorola. Theressomething of a crisis in the transport sec-
tor, he notes. In North America alone,
up to a thousand transportation compa-
nies have gone out of business.
And when those transport companies
are tied into enterprise networks through
outsourced contract operations, disrup-
tion follows. Third-party logistics pro-
vider Ryder System, for instance, has been
called upon to provide back-up service to
a major office equipment manufacturer,supplying system-savvy logistics person-
nel familiar with its ERP system in the
event of a depots local transport provider
going out of business.
Covering up to 50 service depots
nationwide, the service has been invoked
twice during the last few months, says
Jim Moore, VP of supply chain solutions
at Ryder. We peel people off, put them
on a plane, and fly them to wherever the
problem is, he says.
Closercollaboration
with
trading
partners
Passing
cost
increases
tothecustomer
Dual/m
ulti-sourcing
strategies
andredundants
uppliers
Performance-based
contracts
with
suppliers
orservicep
roviders
Alertingcus
tomersto
potentialp
roblems
Utilizingmod
elingtools
Commodity
hedges
Using
nearshorer
egions
for
sourcing
and
manu
facturing
Outsourcing
manufacturing
function
Outsourcing
sourcin
gfunction
Outsourcing
logistic
sfunction
Vertical
inte
grationof
your
supp
lychain
Increase
ITinvestment
forbetter
visibilityacross
thesupp
lychain
0
10
20
30
40
50
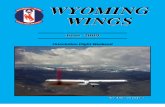
Methods used to mitigate risk
Most sucessful method used to mitigate risk48%
41%40%
38% 37%35% 34%
32%
29%27%
24%
21%
10%
2%3%
6%
9%
4%5%
7%4%
6%
10%
14%
10%
18%
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
21/24
22 MAY/JUNE, 2009 Manufacturing Business Technology
Events/Calendar
PublisherJim Langhenry 630-288-8789
Production CoordinatorMark Skipworth 630-288-8432
REPRINT SERVICES
For custom reprints and electronic usage, cont
The YGS Group at:
800/290-5460, x100
or via e-mail at manufacturingbusinesstech@
theygsgroup.com
ADVERTISING OFFICES
West/SouthwestIris Seibert
4809 Clairemont Drive #333, San Diego, CA 92117-27
858-270-3753 fax: 858-270-3580
CentralBarbara Hoffman
5635 Woodland Pass, Bloomfield Hills, MI 48301
248-538-8804 fax: 303-265-5618
EastFrank Genovese
77 Colonial Road, Emerson, NJ 07630
201-261-4780 cell: 201-638-5178
Manufacturing Business Technology (ISSN 1554-3404), (GST#123397457, C.P.C. Intl Pub Mail# 0242128)is published monthly except August & December by ReedBusiness Information, 8878 South Barrons Blvd., HighlandsRanch, CO 80129-2345. Reed Business Information, aDivision of Reed Elsevier, is located at 360 Park Avenue South,New York, NY 10010. Tad Smith, CEO. Circulation records aremain tained at Reed Business Information, 8878 South BarronsBlvd., Highlands Ranch, CO 80129-2345. Phone (303) 470-4445. Periodicals Postage paid at Littleton, CO 80126 andat additional mailing offices. POSTMASTER: Send addresschanges to Manufacturing Business Technology, P.O. Box7500, Highlands Ranch, CO 80163-7500. For subscriptioninquiries and address changes, please contact: CustomerService, Reed Business Information, 8878 South Barrons Blvd.,Highlands Ranch, CO 80129-2345. Phone (800) 446-6551. Fax(303) 470-4280. www.getfreemag.com/mbt. E-mail [email protected]. Manufacturing Business Technology isa registered trademark of Reed Properties Inc., used underlicense. Printed in U.S.A. Subscription prices: U.S. One Year$93.00, U.S. Two Year $168.00, Canada and Mexico One Year$112, Canada and Mexico Two Year $202.00, One Year Intl$336.00, Two Year Intl $604.00. For information please callU.S. 800-446-6551 or Foreign 303-470-4466.Copyright 2000 by Reed Business Information. All rightsreserved. Printed in USA. No part of this publication may bereproduced or transmitted by any means without permissionfrom the publisher. Permission to photocopy for internal use orthe internal use of specific clients is granted by Reed BusinessInformation for libraries and other users registered with theCopyright Clearance Center (CCC), provided that the base feeof $1.00 per copy of the article is paid directly to the CCC, 222Rosewood Dr., Danvers, MA 01923. Special requests shouldbe addressed to the editor. Publications Mail Agreement No.40685520. Return undeliverable Canadian addresses to:
Deutsche Post, 4960-2 Walker Road, Windsor ON N9A 6J3Email: [email protected]
Honeywell Process Solutions User Group Conference
June 14 -18, Phoenixhttp://hpsweb.honeywell.com/Cultures/en-US/NewsEvents/
UsersGroupSymposia/Americas/default.htm
East Pack/Automation Technology Expo (ATX Expo)
June 9-11, New York City
www.devicelink.com/expo/atxe09
Growth, Innovation and Leadership (GIL) 2009: NA
A Frost & Sullivan Global Congress on Corporate Growth
September 13-16, Phoenixwww.frost.com/prod/servlet/summits-details.
pag?eventid=144109086
Council of Supply Chain Management Professionals
(CSCMP) Annual Global Conference
September 20-23, Chicago
http://cscmp.org/events/annual-global/index.asp
National Manufacturing Week
September 22-24, Rosemont, Ill. (Chicago)www.devicelink.com/expo/nmw08
Growth, Innovation and Leadership (GIL) 2009: Asia Pacific
A Frost & Sullivan Global Congress on Corporate Growth
October 12-15, Kuala Lumpur, Malaysia
www.frost-gil.com
Rockwell Automation Fair
November 11-12, Anaheim, Calif.
www.rockwellautomation.com/events/automationfair
WonderWorld 2009 North America Conference
November 3-5, 2009, Anaheim, Calif.
http://pacwest.wonderware.com/web/News/NewsDetails.
aspx?NewsThreadID=2&NewsID=202600
Editors note: If theres a seminar, conference, or
exhibition youd like posted on MBTs Web site, email
the description to [email protected].
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
22/24
A division of
Get free advice, pricing articles, ratings and quotes on Business Purchases from digital copiers,to phone systems, to payroll services and more. Visit BuyerZoneBusiness.com today to makefast and efficient business purchase decisions. At BuyerZone, youre in control. Were just hereto make your work easier.
Join the millions whove already saved time and money on many of their Office Equipmentpurchases by taking advantage of BuyerZones FREE, no obligation services like:
Quotes from multiple suppliers Pricing articles Buyers guides Supplier ratings Supplier comparisons
REQUEST FREE QUOTES NOW!Call (866) 623-5564 or visitBuyerZoneBusiness.com Where Smart Businesses Buy and Sell
No need to duplicate yourself
BuyerZone saves you time and moneyon COPIERS AND MORE.
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
23/24
When you take to the skies theres no room for error. And keeping all your teams
informed and in touch while they get six million pieces of metal and plastic to fit
perfectly together is just as critical as it sounds.
Nextel Direct Connect keeps you and your entire plant connected. Because in anindustry where a single hiccup can stop the entire process and your people are
spread across millions of square feet of floor, you cant afford to be out of touch.
NextelDirect Connect. Only on the Now Network.
To see Nextel Direct Connect in action, go to sprint.com/nextel
1-800-NEXTEL-91-800-NEXTEL-9
THE FASTEST NATIONAL
PUSH-TO-TALK NETWORK.
Connecting the worlds largestpush-to-talk community.
Fastest claim based on initial call setup time. GPS: Requires GPS and Java-enabled phone. Environment may limit GPS location info. Coverage not available everywhere. Nextel NationalNetwork reaches over 274 million people. 2009 Sprint. Sprint and the logo are trademarks of Sprint. MOTOROLA and the Stylized M Logo are registered in the U.S. Patent and TrademarkOfce. Other marks are the property of their respective owners.
-
8/14/2019 Manufacturing Business Technology - 05 JUN 2009
24/24
Managing Supplier Relationships:
Beyond Strategic Sourcing
Strategic sourcing is not sufficient . . . Once a supplier is
selected, the ongoing work of monitoring and improving
their performance begins.
Julie Fraser
Julie Fraser is Principal
Industry Analyst for Cambashi
Inc., and has been an
industry analyst, consultant,
and marketer for more than
20 years, specializing in
manufacturing value network
processes and systems.
Julie can be reached through
Manufacturing Business
Technology or email at Julie
High profile news stories about taint-
ed or unsafe toys, food, comput-
ers, and pharmaceuticals point to a
problem every manufacturer faces:
managing suppliers. Companies can
suffer immeasurable brand damage when a
suppliers quality slips, not to mention the
more concrete costs of recalls, customer
alerts, and lawsuits.
As industry networks stretch beyond tradi-
tional regional boundaries and companies seek
to limit travel, differences in communication
styles and culture will only increase these risks.
Strategic sourcing is a critical start to a sup-
plier relationship, but it is not nearly sufficient.Once a supplier is selected, the ongoing work
of monitoring and helping improve their per-
formance and practices begins.
This involves rationalizing and consolidating
sourcing, managing parts and suppliers, control-
ling contracts through their life-cycle, evaluating
and delivering supplier scorecards, and collabo-
rating with suppliers to better ensure mutual
success. So why is it that we hear so little about
supplier relationship management (SRM)?
One reason may be that its now often a
component part of larger software suites.For example, i2, Oracle, SAP, IBM and JDA,
all have acquired and subsequently built out
SRM capabilities as part of their supply chain
capabilities.
PLM companies have also extended into
certain areas of SRM. Siemens PLM has
Teamcenter for SRM with its services partner
CapGemini. Dassault works with i2. Most
of the PLM focus is on sourcing and supplier
selection, but it can be extended across the
life-cycle successfully
The supplier selection process can also be
supported by buying sites such as GlobalSpec,
PartMiner, and Mfg.com. Look for the ability
to build up relationship data and scorecards
over time, not just during selection.
A private or public network can be a dynam-
ic and low-infrastructure means to collabo-
rate and manage suppliers effectively. While
exchanges such as AxWay, ChemConnect,
DemandTech, e2open, Exostar,and GXS started as EDI focused,
these now provide deeper buyer-
supplier services.
There is one other angle of sup-
plier relationship management
that is not well known, and may
be a cornerstone to success in this volatile envi-
ronment: supplier risk management.
This software can help predict whether and
when a supplier will have a glitchfinancial,
quality, or delivery. Dun & Bradstreet has added
this capability to its portfolio through acquisi-tion, and has some major customers reaping
extraordinary benefits.
Companies must learn to work with suppli-
ers as effectively as if they were part of their
own company. This requires a new level of
communication and collaboration to build
the trust and visibility that allows everyone
to truly create win-win situations. SRM can
contribute to:
lower risks of supply delays, quality prob-
lems, and negative publicity;
improved ability for supplier managementteams to focus on exceptions, relationships,
and strategy;
reduced cost of goods sold; and
greater supply chain effectiveness and
flexibility.
Perhaps this is the yearwhile volumes for
many products are relatively lowcompanies
will re-focus on the supply base. SRM is not
the answer to the questions, but it can reduce
the effort to help ensure that sound processes
are in place and working reliably
In perspective