
Manual de mantenimiento de inyectora de plastico
112
I-500 Controlador HMI y Manual del Software Versión Estándar (F1-F6) Techmation Co. Ltd. 9F No. 529, Chung Cheng Road Hsin-Tien City Taipei, Taiwan R.O.C Tel : (02)2218-1686 Fax : (02)2218-1766 Email : [email protected] , [email protected] Ningbo, Mainland China Tel : (0574)87801426 87803022 Fax : (0574)87807389 Email : [email protected]
-
Upload
luis-eduardo-avirama-nunez -
Category
Documents
-
view
1.365 -
download
34
description
Manual sencillo para mantenimiento de inyectora de plasticos
Transcript of Manual de mantenimiento de inyectora de plastico

I-500Controlador HMI y Manual del Software
Versión Estándar(F1-F6)
Techmation Co. Ltd.9F No. 529, Chung Cheng RoadHsin-Tien CityTaipei, Taiwan R.O.CTel : (02)2218-1686Fax : (02)2218-1766Email : [email protected] ,
Ningbo, Mainland ChinaTel : (0574)87801426 87803022Fax : (0574)87807389Email : [email protected]
Humen, Mainland ChinaTel : (0769)5182584~6Fax : (0769)5182587Email : [email protected]
Prólogo
Este Controlador y Manual del Software para las Series HMI Techmation I-500 consisten en dos partes, el Manual de Operaciones y el Manual de Referencia.Por favor refiérase al Manual de Operaciones para instrucciones exactas que configure y programen la unidad de cierre de la máquina, unidad de inyección y monitor de producción.Para una explicación detallada del panel HMI y las teclas del panel como para las diversas pantallas de visualización HMI por favor usar el Manual de Referencia.
Advertencia: Por precauciones de seguridad y la operación general de la máquina y de mantenimiento debe referirse al manual del fabricante de la máquina. Esto es imprescindible para evitar daños serios al operario y prevenir daños a la máquina. Cambiar la configuración de la máquina y los ajustes sin cautela ni conocimiento puede inducir al daño de la máquina.
Adeudo: Techmation no asume responsabilidad en cualquier forma para la operación de la máquina con respecto al uso de este manual. Es su responsabilidad asegurar seguras operaciones de la máquina. Nunca accione la máquina sin instrucciones y entrenamiento correcto. Lea ambos manuales primero (el manual Techmation y del fabricante de la máquina) antes de intentar cualquier operación de la máquina.
Por favor repare en que la información en este manual está sujeta a cambiar sin previo aviso.Para cualquier información, sobre partes y servicios, documentación y productos actualizados, inquietudes generales etcétera., Por favor contáctenos en la siguiente dirección:
Techmation Co., Ltd.9F, No. 529, Chung Cheng RoadLa Ciudad de Hsin-Tien, TaipeiTaiwán, R.O.C.Teléfono: +886-2-2218 1686El fax: +886-2-2218 1766Correo electrónico: [email protected]
Esperamos que usted encuentre este manual ayuda para operaciones de la máquina. Para ayudarnos a mejorar nuestros productos y nuestra documentación le alentamos a proveernos de cualquier sugerencia para mejorar.
Este documento permanece en nuestra propiedad y no debe copiarse sin nuestro consentimiento escrito. Su contenido no puede dársele a conocer a terceros ni a propósitos poco aprobados. Este manual es para uso interno solamente.
Derecho de autor © 2002 por Techmation Co., Ltd., Taipei, Taiwán, R.O.C
Tabla De Contenidos
Error: Reference source not found
Error: Reference source not found
Error: Reference source not foundError: Reference source not foundError: Reference source not foundError: Reference source not foundError: Reference source not foundError: Reference source not foundError: Reference source not found
Error: Reference source not foundError: Reference source not foundError: Reference source not foundError: Reference source not foundError: Reference source not found
Error: Reference source not foundError: Reference source not found
Error: Reference source not found
Error: Reference source not foundError: Reference source not foundError: Reference source not found
Error: Reference source not foundError: Reference source not foundError: Reference source not foundError: Reference source not foundError: Reference source not foundError: Reference source not foundError: Reference source not foundError: Reference source not found
Error: Reference source not foundError: Reference source not found
Error: Reference source not foundError: Reference source not foundError: Reference source not foundError: Reference source not foundError: Reference source not found
Error: Reference source not foundError: Reference source not foundError: Reference source not foundError: Reference source not found
Error: Reference source not foundError: Reference source not foundError: Reference source not found49Error: Reference source not found
Error: Reference source not foundError: Reference source not foundError: Reference source not foundError: Reference source not found
Error: Reference source not foundError: Reference source not foundError: Reference source not foundError: Reference source not found
Error: Reference source not foundError: Reference source not foundError: Reference source not foundError: Reference source not found
626263
64656870
7176
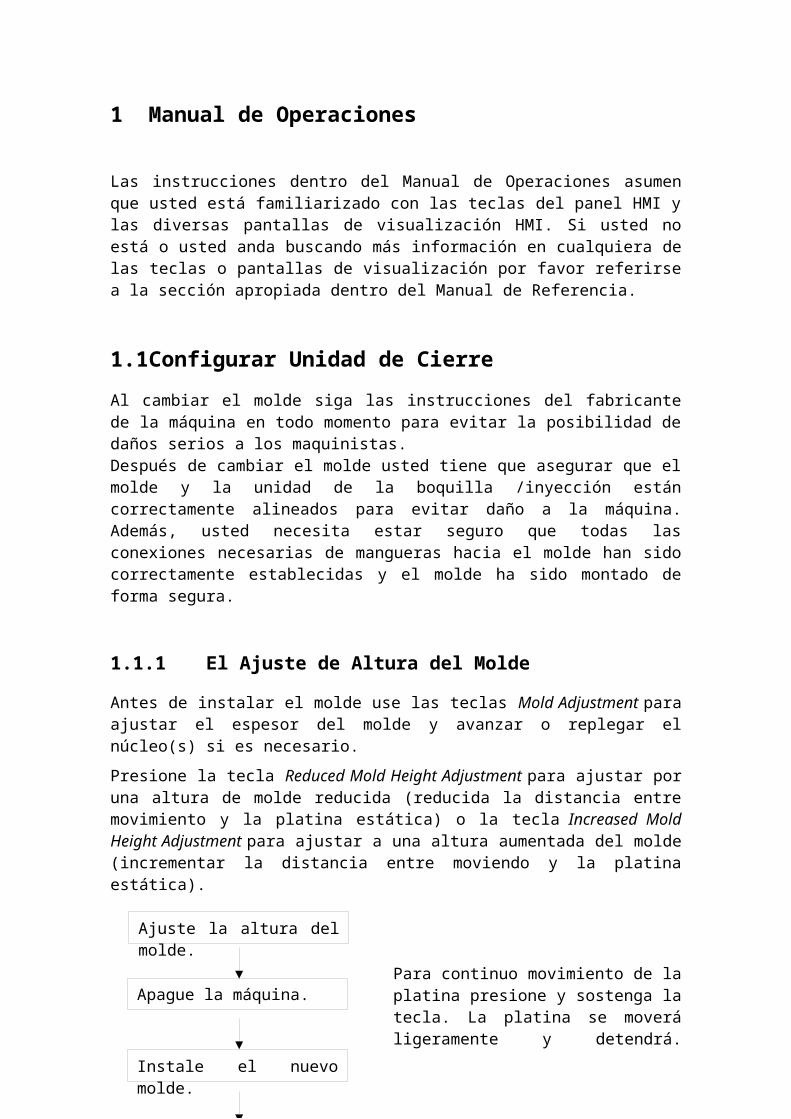
Ajuste la altura del molde.
Apague la máquina.
Instale el nuevo molde.
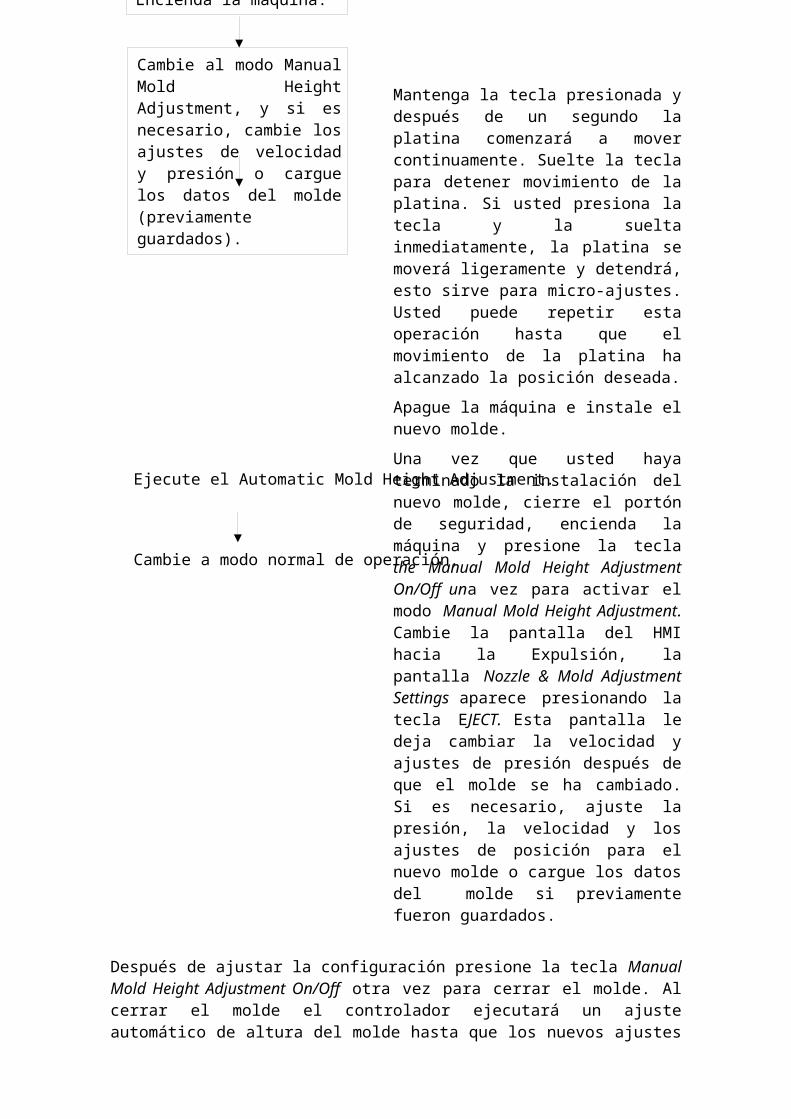
Encienda la máquina.
Cambie al modo Manual Mold Height Adjustment, y si es necesario, cambie los ajustes de velocidad y presión o cargue los datos del molde (previamente guardados).
1 Manual de Operaciones
Las instrucciones dentro del Manual de Operaciones asumen que usted está familiarizado con las teclas del panel HMI y las diversas pantallas de visualización HMI. Si usted no está o usted anda buscando más información en cualquiera de las teclas o pantallas de visualización por favor referirse a la sección apropiada dentro del Manual de Referencia.
1.1 Configurar Unidad de Cierre
Al cambiar el molde siga las instrucciones del fabricante de la máquina en todo momento para evitar la posibilidad de daños serios a los maquinistas.Después de cambiar el molde usted tiene que asegurar que el molde y la unidad de la boquilla /inyección están correctamente alineados para evitar daño a la máquina. Además, usted necesita estar seguro que todas las conexiones necesarias de mangueras hacia el molde han sido correctamente establecidas y el molde ha sido montado de forma segura.
1.1.1 El Ajuste de Altura del Molde
Antes de instalar el molde use las teclas Mold Adjustment para ajustar el espesor del molde y avanzar o replegar el núcleo(s) si es necesario.
Presione la tecla Reduced Mold Height Adjustment para ajustar por una altura de molde reducida (reducida la distancia entre movimiento y la platina estática) o la tecla Increased Mold Height Adjustment para ajustar a una altura aumentada del molde (incrementar la distancia entre moviendo y la platina estática).
Para continuo movimiento de la platina presione y sostenga la tecla. La platina se moverá ligeramente y detendrá. Mantenga la tecla presionada y después de un segundo la platina comenzará a mover continuamente. Suelte la tecla para detener movimiento de la platina. Si usted presiona la tecla y la suelta inmediatamente, la platina se moverá ligeramente y detendrá, esto sirve para micro-ajustes. Usted puede repetir esta operación hasta que el movimiento de la platina ha alcanzado la posición deseada.
Apague la máquina e instale el nuevo molde.
Una vez que usted haya terminado la instalación del nuevo molde, cierre el portón de seguridad, encienda la máquina y presione la tecla the Manual Mold Height Adjustment On/Off una vez para activar el
modo Manual Mold Height Adjustment. Cambie la pantalla del HMI hacia la Expulsión, la pantalla Nozzle & Mold Adjustment Settings aparece presionando la tecla EJECT. Esta pantalla le deja cambiar la velocidad y ajustes de presión después de que el molde se ha cambiado. Si es necesario, ajuste la presión, la velocidad y los ajustes de posición para el nuevo molde o cargue los datos del molde si previamente fueron guardados.
Después de ajustar la configuración presione la tecla Manual Mold Height Adjustment On/Off otra vez para cerrar el molde. Al cerrar el molde el controlador ejecutará un ajuste automático de altura del molde hasta que los nuevos ajustes sean alcanzados. Una vez que el ajuste automático ha terminado todas las operaciones de la máquina se detendrán y la alarma sonará. Esto indica que usted ahora puede cambiar de regreso a los modos manuales o automáticos de operación.
Por favor note que por motivos de seguridad usted tiene que cambiar primero al modo Manual para presionar ya sea la tecla Manual Mold Height Adjustment On/Off o la tecla Manual. Si usted quiere usar algún otro modo, por favor cámbiese al modo deseado después de que usted ha cambiado al modo Manual.Si usted encuentra problemas durante el ajuste de altura del molde presione la tecla Manual para establecer una situación de emergencia para detener la operación.
Nota 1: En modo manual presione una vez la tecla Manual Mold Height Adjustment On/Off irá al modo de ajuste del molde rígido, Apriete dos veces la tecla Manual Mold Height Adjustment On/Off irá al modo Automático de ajuste del Molde.
Nota 2: Por favor fije información de cierre antes de Auto Mold Adjustment.
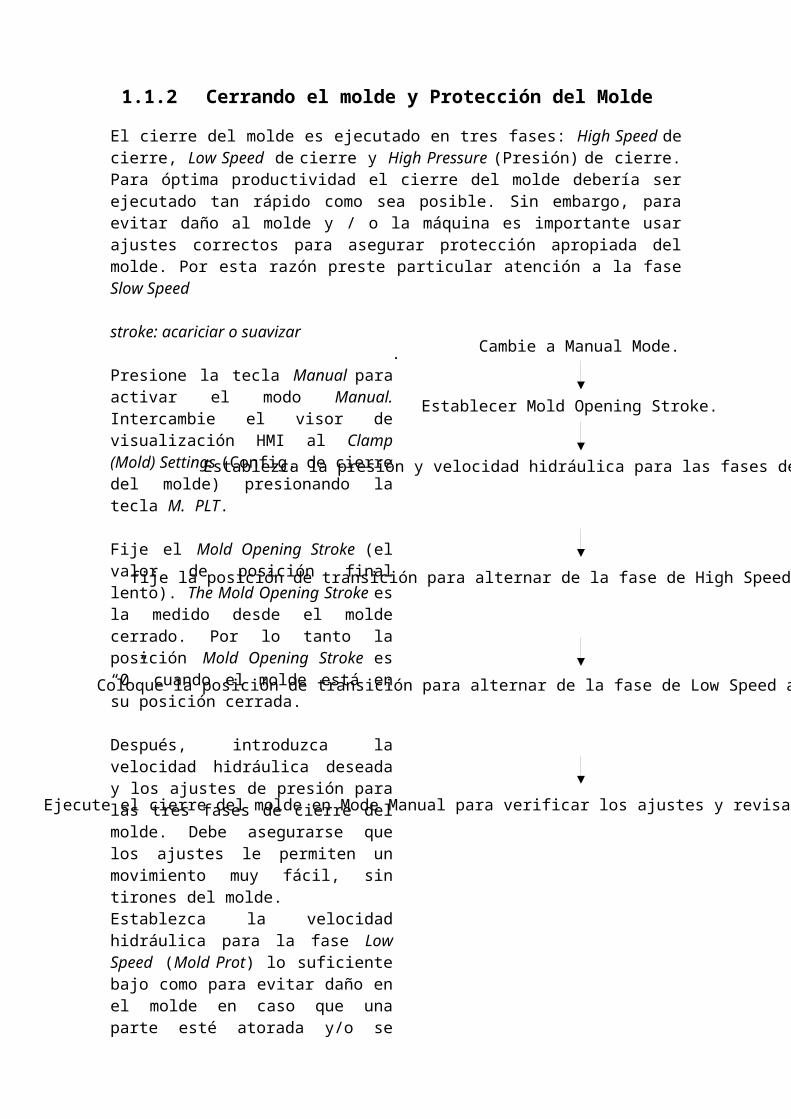
Cambie a Manual Mode.
Establecer Mold Opening Stroke.
Establezca la presión y velocidad hidráulica para las fases de cierre del molde
fije la posición de transición para alternar de la fase de High Speed a la fase de Low Speed
Coloque la posición de transición para alternar de la fase de Low Speed a la fase de High Pressure.
Ejecute el cierre del molde en Mode Manual para verificar los ajustes y revisar en busca de un óptimo desempeño.
1.1.2 Cerrando el molde y Protección del Molde
El cierre del molde es ejecutado en tres fases: High Speed de cierre, Low Speed de cierre y High Pressure (Presión) de cierre. Para óptima productividad el cierre del molde debería ser ejecutado tan rápido como sea posible. Sin embargo, para evitar daño al molde y / o la máquina es importante usar ajustes correctos para asegurar protección apropiada del molde. Por esta razón preste particular atención a la fase Slow Speed
stroke: acariciar o suavizar.
Presione la tecla Manual para activar el modo Manual. Intercambie el visor de visualización HMI al Clamp (Mold) Settings (Config. de cierre del molde) presionando la tecla M. PLT.
Fije el Mold Opening Stroke (el valor de posición final lento). The Mold Opening Stroke es la medido desde el molde cerrado. Por lo tanto la posición Mold Opening Stroke es “0” cuando el molde está en su posición cerrada.
Después, introduzca la velocidad hidráulica deseada y los ajustes de presión para las tres fases de cierre del molde. Debe asegurarse que los ajustes le permiten un movimiento muy fácil, sin tirones del molde.Establezca la velocidad hidráulica para la fase Low Speed (Mold Prot) lo suficiente bajo como para evitar daño en el molde en caso que una parte esté atorada y/o se haya quedado en el molde. Por la misma razón establezca la mínima presión hidráulica posible.Para evitar daño al molde el punto de transición para intercambio entre las fases High Speed y Low Speed debe ser antes establecido la posición donde el molde podría entrar en posible contacto con una parte atorada.El punto de transición para alternar desde la fase Low Speed a la fase High Pressure debe ser determinado la posición donde ambas partes del molde están comenzando a tocarse para iniciar la alta presión de cierre de molde.
Después de establecer todos los parámetros de cierre del molde ejecute cerrando el molde in Mode Manual para revisar en búsqueda de desempeño óptimo de la máquina. Si usted encuentra algun problema durante el ajuste de cierre de molde presione la tecla Manual para establecer una situación de emergencia para detener la operación.
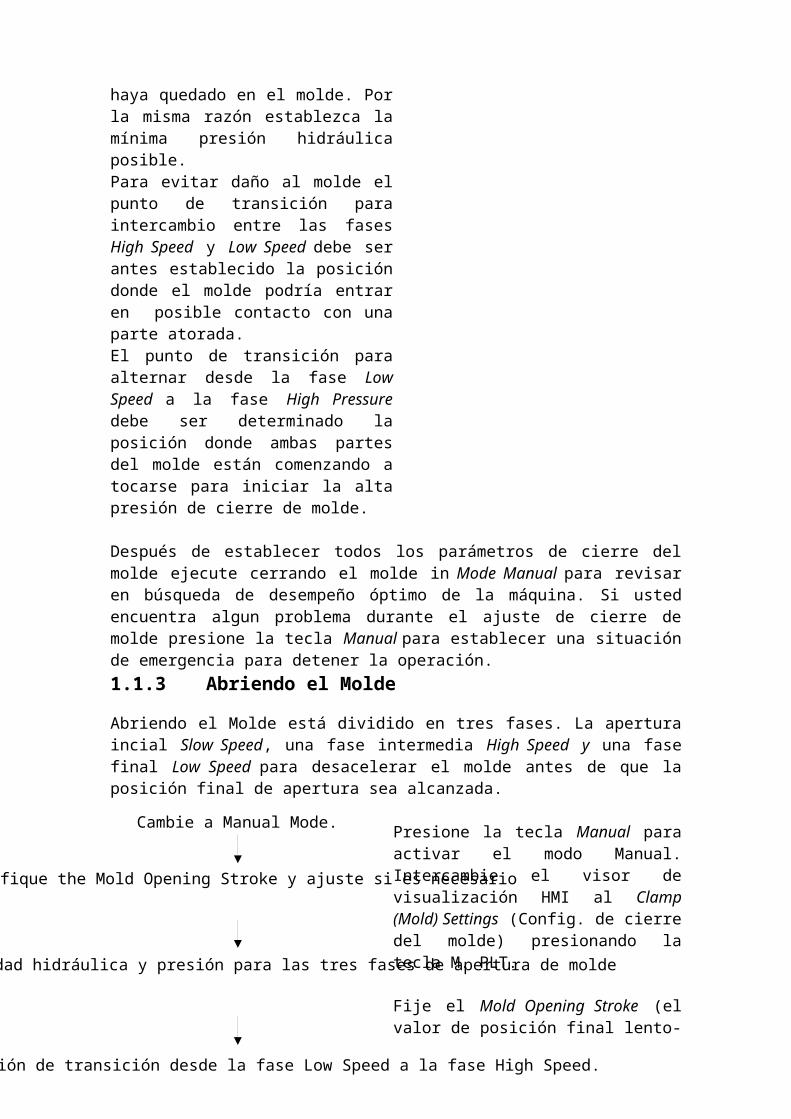
Cambie a Manual Mode.
Verifique the Mold Opening Stroke y ajuste si es necesario
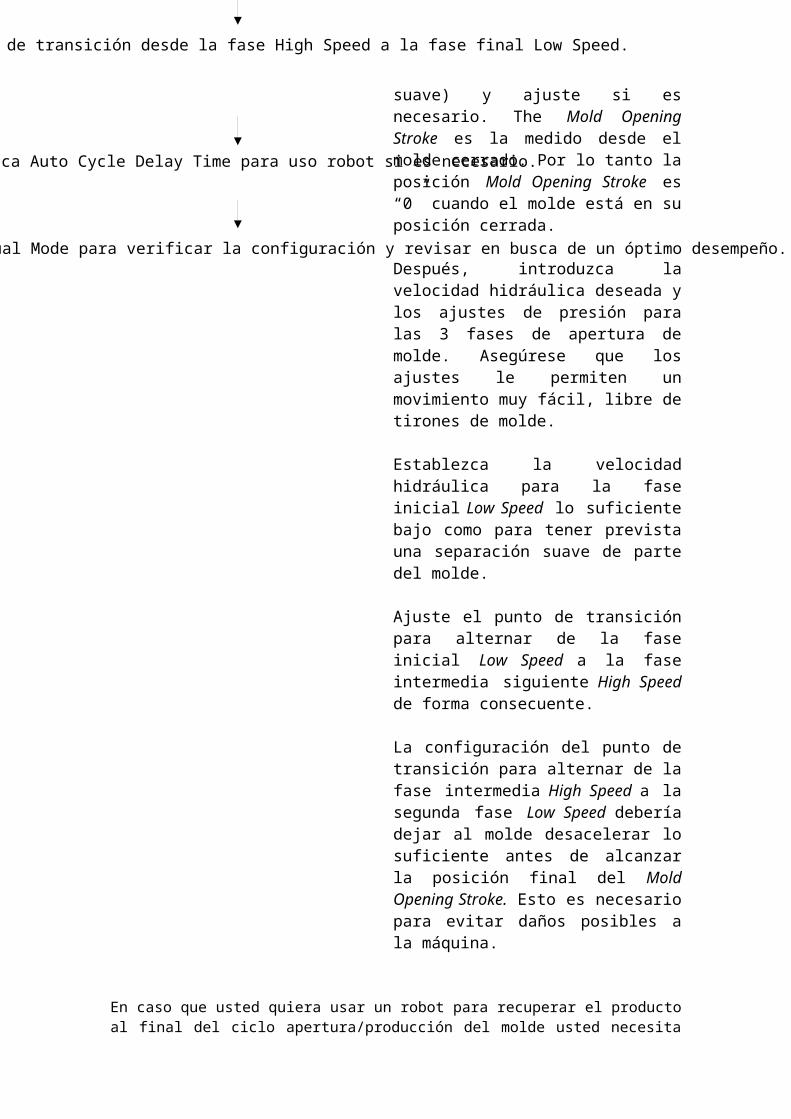
Fije la posición de transición desde la fase Low Speed a la fase High Speed.
Fije la posición de transición desde la fase High Speed a la fase final Low Speed.
Ejecute apertura del molde en Manual Mode para verificar la configuración y revisar en busca de un óptimo desempeño..
Establezca Auto Cycle Delay Time para uso robot si es necesario.
Fije la velocidad hidráulica y presión para las tres fases de apertura de molde
1.1.3 Abriendo el Molde
Abriendo el Molde está dividido en tres fases. La apertura incial Slow Speed, una fase intermedia High Speed y una fase final Low Speed para desacelerar el molde antes de que la posición final de apertura sea alcanzada.
Presione la tecla Manual para activar el modo Manual. Intercambie el visor de visualización HMI al Clamp (Mold) Settings (Config. de cierre del molde) presionando la tecla M. PLT.
Fije el Mold Opening Stroke (el valor de posición final lento-suave) y ajuste si es necesario. The Mold Opening Stroke es la medido desde el molde cerrado. Por lo tanto la posición Mold Opening Stroke es “0” cuando el molde está en su posición cerrada.
Después, introduzca la velocidad hidráulica deseada y los ajustes de presión para las 3 fases de apertura de molde. Asegúrese que los ajustes le permiten un movimiento muy fácil, libre de tirones de molde.
Establezca la velocidad hidráulica para la fase inicial Low Speed lo suficiente bajo como para tener prevista una separación suave de parte del molde.
Ajuste el punto de transición para alternar de la fase inicial Low Speed a la fase intermedia siguiente High Speed de forma consecuente.
La configuración del punto de transición para alternar de la fase intermedia High Speed a la segunda fase Low Speed debería dejar al molde desacelerar lo suficiente antes de alcanzar la posición final del Mold Opening Stroke. Esto es necesario para evitar daños posibles a la máquina.
En caso que usted quiera usar un robot para recuperar el producto al final del ciclo apertura/producción del molde usted necesita configurar el Auto Cycle Delay Time (ciclo automático de tiempo de retardo) Cambie a Other Settings/Functions presionando la tecla OTHER e introduzca el tiempo para transcurrir entre el fin del molde abriéndose y el punto de partida del molde cerrando (Auto Pause), indicando el inicio del siguiente ciclo de producción.
Después de fijar todos los parámetros de apertura ejecute abriendo el molde en Manual Mode para revisar el desempeño optimo de la maquina. Si usted encuentra algún problema durante el ajuste de cierre de molde presione la tecla Manual para establecer una situación de emergencia para detener la operación.
Establezca Ejection Mode y Count.
Establezca la Expulsión Adelante tiempo de Presión, de Velocidad y de retraso.
Establezca el tiempo de presión Hacia Atrás, de velocidad y de retraso.
Coloque la posición de fin Hacia Atrás Acometedora Ejector.
Active el expulsor en el Modo Manual para verificar los ajustes y revisar en busca de desempeño óptimo.
Cambie a Manual Mode.
1.1.4 Expulsor (Desmontador)
El expulsor puede ser accionado en tres modos diferentes para extraer el producto terminado de un toque fuera del molde al final de la apertura del molde. Puede escoger entre los modos Hold (sostener o agarre), Count Number (Contador) y Vibration (Vibración).El modo Hold es usado durante la operación semiautomática. El expulsor se mueve hacia adelante según los ajustes del expulsor y el producto se deja caer o se saca. Después de que el portón de seguridad haya sido abierto y cerrado el siguiente ciclo empezará nuevamente.
En el modo Count Number el expulsor es activado de acuerdo a los ajustes del Expulsor (Ejector) y el Contador de Expulsión. Este modo es usualmente usado para operación de la máquina en forma automática. No requiere la abertura y cerrando de la puerta de seguridad para continuar el ciclo de producción.
Si usted usa el modo Vibration el movimiento del expulsor es controlado por las configuraciones del Ejector y Ejection Count con el expulsor vibrando al final del avance según la config. de Vibration fijada en la pantalla Parameter 2 (Config. de Ejection No. 6) antes de retractarse otra vez.
Presione la tecla Manual para activar el modo Manual. Intercambie el despliegue HMI a Ejection, Nozzle & Mold Adjustment Settings presionando la tecla EJECT.Primero, establezca Ejection Mode y Count. Note, si quiere desactivar el expulsor usted puede hacerlo colocando Ejection Count a “0”, y Ejection Mode en “1”.
Después, fije la presión y velocidad para el movimiento de retroceso. El Backward Delay time (tiempo de retardo de retroceso) deja fijar el tiempo en que el expulsor suspenderá el movimiento hacia adelante antes de retractarse. (Pero no detendrá a Eject forward, pressure, speed and electromagnetic valve).
Si requiere enfriamiento adicional del producto tras el molde abierto, establezca o fije el Ejector Activation Delay Time (Forward Delay) adecuadamente.
Después de configurar todos los parámetros de expulsión, activar el expulsor en Manual Mode para revisar en busca de óptimo desempeño de la máquina. Si encuentra problemas
durante la cofiguracion presione la tecla Manual para establecer una situación de emergencia para detener la operación.
Fije el Activation Time.del Air Blast
Cambie a Manual Mode.
Fije Delay Time. del Air Blast
Activar el Air Blast en Manual Mode para verificar los ajustes y revisar en busca de desempeño óptimo.
1.1.5 Ráfaga de aire (Air Blast)
La máquina provee una opción de expulsión del chorro de aire para la platina en movimiento como para la platina estacionaria.
Presione la tecla Manual para activar el modo Manual. Intercambie el despliegue (pantalla de visualizacion) del HMI a Air Blast Settings presionando la tecla EJECT.
Establezca Activation Time (la duración del chorro o ráfaga de aire) para cada platina.
En caso que usted requiera enfriamiento adicional del molde tras molde abierto, establezca el Delay Time (tiempo de retardo) para adecuada activación de la ráfaga de aire.
Después de fijar todos los parámetros del Air Blast activar el Air Blast en Manual Mode para revisar en busca de óptimo desempeño de la máquina. Si encuentra problemas durante la configuración presione la tecla Manual para establecer una situación de emergencia para detener la operación.
Fijar Core Mode y Control Mode para el nucleo A.
Fijar Pressure (Presión) hidráulica y Speed para el núcleo A .
Fijar los valores de Position de entrada y retracción del núcleo A e ingresar el Activation Time or Unscrew Count (Tiempo de Activacion o Conteo de desenrrosque) -si es usado-.
Activar los núcleos en Manual Mode para verificar los ajustes y revisar o comprobar en busca de óptimo desempeño.
Cambie a Manual Mode.
Repetir lo anterior para el núcleo B (si es usado).
1.1.6 Núcleo(s)
Dependiendo de su máquina, puede estar equipada hasta con dos núcleos (A y B). Cada núcleo se controla separadamente. Al configurar el núcleo(s), usted necesita prestar atención para asegurarse que los ajustes no le causarán daños al núcleo(s) y/o el molde. Dado que los núcleos se pueden programar libremente es imposible que el controlador evite todos los errores posibles de configuraciones.
Presione la tecla Manual para activar el Modo Manual. Intercambie el despliegue o visor HMI de la pantalla a Core A presionando la tecla CORE.
Primero, escoja ya sea el Core Mode si quiere usar un núcleo regular que es movido y replegado hidráulicamente o el modo Unscrew Mode (Modo Desenrosque) si su molde requiere subprocesos creados por desenrroscamiento del núcleo insertado. Si el núcleo no lo necesita fije el valor a “0”.
Después, seleccione Control Mode para controlar el movimiento deseado. En Core Mode puede usar ya sea Cycle Control o Time Control (Control de ciclo o tiempo). En Unscrew Mode (Modo de desenrrosque) puede usar Time Control or Count Control (Control de tiempo o conteo).
Usando Cycle Control le permite controlar los movimientos del núcleo por interruptores de límite para control de posición final (para inserción y retractación). En el punto pre-establecido durante el ciclo de producción los núcleo(s) se moverán hacia dentro/afuera hasta que el límite de interrupción de posición final controlada es alcanzada. Asegúrese que los interruptores de límite estén activados pues los interruptores desactivados causarán detenimiento de la máquina (si Cycle Control es seleccionado).
Time Control usa ajustes de tiempo para inserción y retractación del núcleo. En la posición pre-establecida durante el ciclo de producción los núcleo(s) son movidos hacia dentro/fuera para el período fijo de tiempo. Por eso el movimiento del núcleo (viaje) no es controlado por posición final sino por el tiempo. Como consecuencia usted no podrá
confiar en la protección de interruptores de límite.
Por consiguiente, en Unscrew Mode el Time Control es usado para fijar el tiempo de desenrrosque del núcleo (por ejemplo creando sub-procesos).
Count Control usa un número fijo de revoluciones para controlar el destornillamiento del núcleo en posición fija durante la apertura del molde. Para usar Count Control tiene que asegurarse que un fotosensor cuenta las revoluciones instaladas sobre el engranaje de conducción del núcleo.
Note que Count Control permite mayor precisión que Time Control.
Establezca valores a los parámetros Pressure, Speed, Activation Time, Unscrew Count (si usa) and Position para entrada y repliegue de cada núcleo según sus necesidades.
Solo a Core A está la posibilidad para activar Core Unscrewing una segunda vez (2 Uns.) al final del ciclo de abertura del molde. Note que en el segundo destornillamiento sólo puede usar Count Control.
Finalmente, intercambie a la pantalla del Core B y repita los pasos para configurar el núcleo B (si es utilizado).
Después de fijar todos los parámetros activar el núcleo(s) en Manual Mode para revisar en busca de óptimo desempeño de la máquina. Si encuentra problemas durante la configuración presione la tecla Manual para establecer una situación de emergencia para detener la operación.
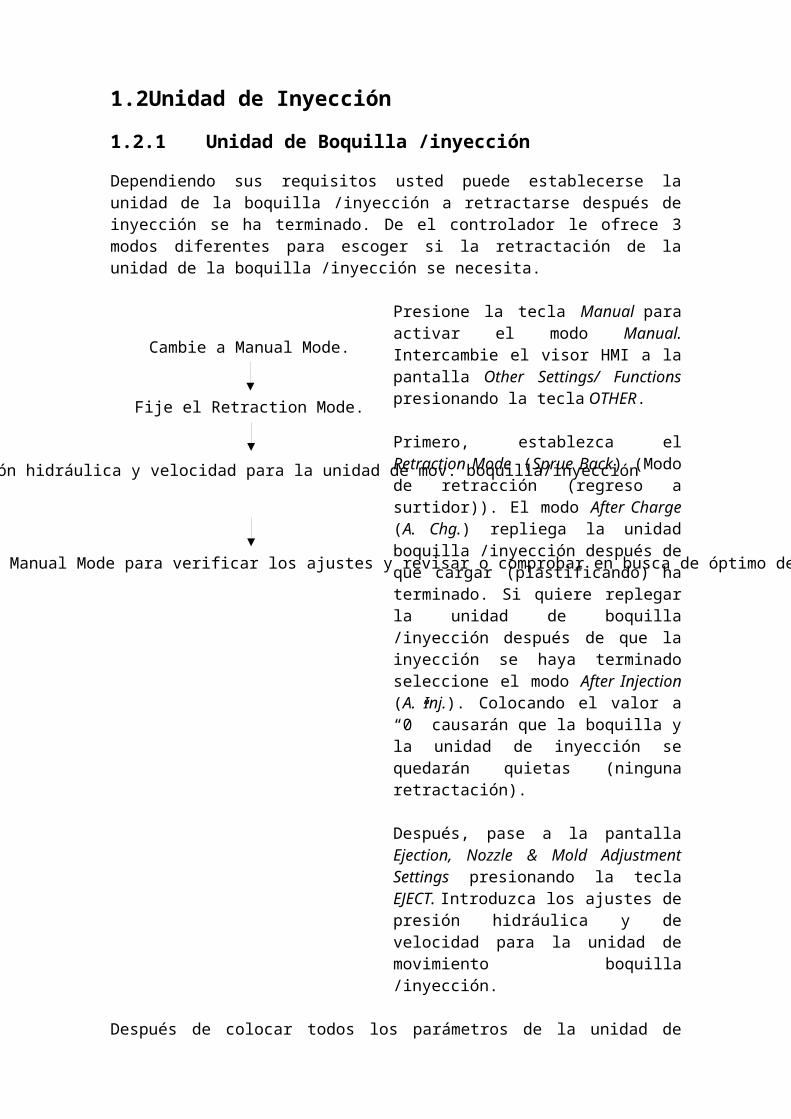
Fije el Retraction Mode.
Cambie a Manual Mode.
Establezca presión hidráulica y velocidad para la unidad de mov. boquilla/inyección
Activate la unidad boquilla/inyección en Manual Mode para verificar los ajustes y revisar o comprobar en busca de óptimo desempeño.
1.2 Unidad de Inyección
1.2.1 Unidad de Boquilla /inyección
Dependiendo sus requisitos usted puede establecerse la unidad de la boquilla /inyección a retractarse después de inyección se ha terminado. De el controlador le ofrece 3 modos diferentes para escoger si la retractación de la unidad de la boquilla /inyección se necesita.
Presione la tecla Manual para activar el modo Manual. Intercambie el visor HMI a la pantalla Other Settings/ Functions presionando la tecla OTHER.
Primero, establezca el Retraction Mode (Sprue Back) (Modo de retracción (regreso a surtidor)). El modo After Charge (A. Chg.) repliega la unidad boquilla /inyección después de que cargar (plastificando) ha terminado. Si quiere replegar la unidad de boquilla /inyección después de que la inyección se haya terminado seleccione el modo After Injection (A. Inj.). Colocando el valor a “0” causarán que la boquilla y la unidad de inyección se quedarán quietas (ninguna retractación).
Después, pase a la pantalla Ejection, Nozzle & Mold Adjustment Settings presionando la tecla EJECT. Introduzca los ajustes de presión hidráulica y de velocidad para la unidad de movimiento boquilla /inyección.
Después de colocar todos los parámetros de la unidad de boquilla /inyección activar la unidad en Manual Mode para revisar en busca de óptimo desempeño de la máquina. Si encuentra problemas durante la configuración presione la tecla Manual para establecer una situación de emergencia para detener la operación.
Fije la Hold Pressure Transition Time.
Establezca los ajustes de Position para cada una de las fases de Injection
Fije el Time para cada una de las fases de Hold Pressure.
Establezca la Speed y Pressure hidráulica para cada una de las fases de Injection.
Cambie a Manual Mode.
Activar Injection y Hold Pressure en Manual Mode para verificar un desempeño optimo en la maquina
Establezca la Speed y Pressure hidráulica para cada una de las fases de Hold Pressure.
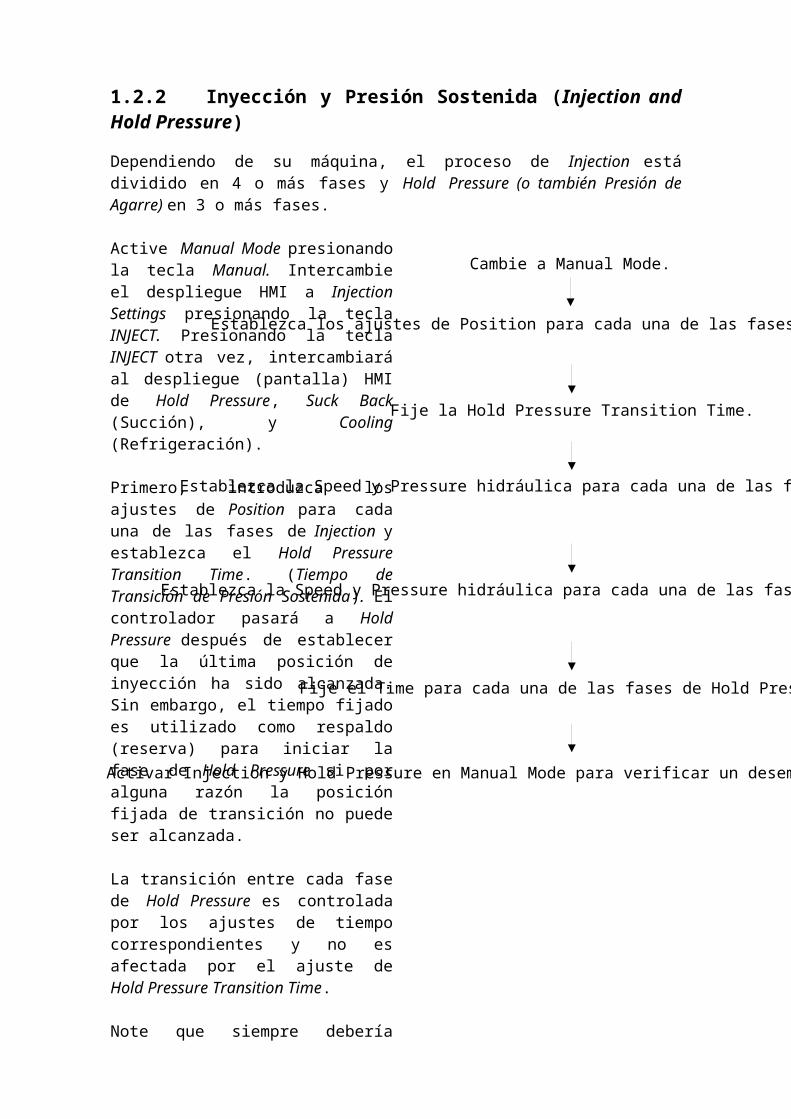
1.2.2 Inyección y Presión Sostenida (Injection and Hold Pressure)
Dependiendo de su máquina, el proceso de Injection está dividido en 4 o más fases y Hold Pressure (o también Presión de Agarre) en 3 o más fases.
Active Manual Mode presionando la tecla Manual. Intercambie el despliegue HMI a Injection Settings presionando la tecla INJECT. Presionando la tecla INJECT otra vez, intercambiará al despliegue (pantalla) HMI de Hold Pressure, Suck Back (Succión), y Cooling (Refrigeración).
Primero, introduzca los ajustes de Position para cada una de las fases de Injection y establezca el Hold Pressure Transition Time. (Tiempo de Transición de Presión Sostenida). El controlador pasará a Hold Pressure después de establecer que la última posición de inyección ha sido alcanzada. Sin embargo, el tiempo fijado es utilizado como respaldo (reserva) para iniciar la fase de Hold Pressure si por alguna razón la posición fijada de transición no puede ser alcanzada.
La transición entre cada fase de Hold Pressure es controlada por los ajustes de tiempo correspondientes y no es afectada por el ajuste de Hold Pressure Transition Time.
Note que siempre debería establecer un tiempo límite más alto que el tiempo de inyección usualmente requerido. Esto evita los malos resultados de moldeo debido a posibles variaciones de fluidez (la pobre fluidez podría requerir un tiempo mayor de inyección). La transición entre cada fase Hold Pressure es controlada por los ajustes de tiempo correspondientes (respectivos) y no es afectada por el ajuste de Hold Pressure Transition Mode.
Es posible usar una combinación de ajustes de presión y tiempo para controlar el proceso de inyección colocando el valor de la posición para la transición desde Injection a Pressure Hold a cero.
En este caso la posición final nunca será alcanzada y el tiempo de inyección prefijado será usado como un respaldo (Backup). Sin embargo, haciendo eso desactivará el monitoreo de los datos actuales de inyección y en consecuencia no podrá usar el cojín de inyección para monitorear el proceso de la inyección. Refiérase a la sección Alarm (Monitoring) Settings del manual de referencia para mayor información sobre opciones de monitoreo.
Finalmente, establezca la presión hidráulica y de velocidad para cada una de las fases de Injection y Hold Pressure e introduzca los ajustes de Time para cada una de las fases de Hold Pressure.
Después de colocar todos los parámetros de Injection/Hold Pressure active Injection y Hold Pressure en Manual Mode para revisar en busca de óptimo desempeño de la máquina. Si encuentra problemas durante la configuración presione la tecla Manual para establecer una situación de emergencia para detener la operación.
fije los valores de Backpressure y Velocidad para ambas fases de Charge (Plasticizing)
Cambie a Manual Mode.
Fije los valores Suck-back Pressure, Speed y Position
Active Charge (Plasticizing)/Suck-Back en Manual Mode para verificar un desempeño optimo en la maquina.
Si es necesario fije los valores de Cooling before Charge y/o Cooling Time.
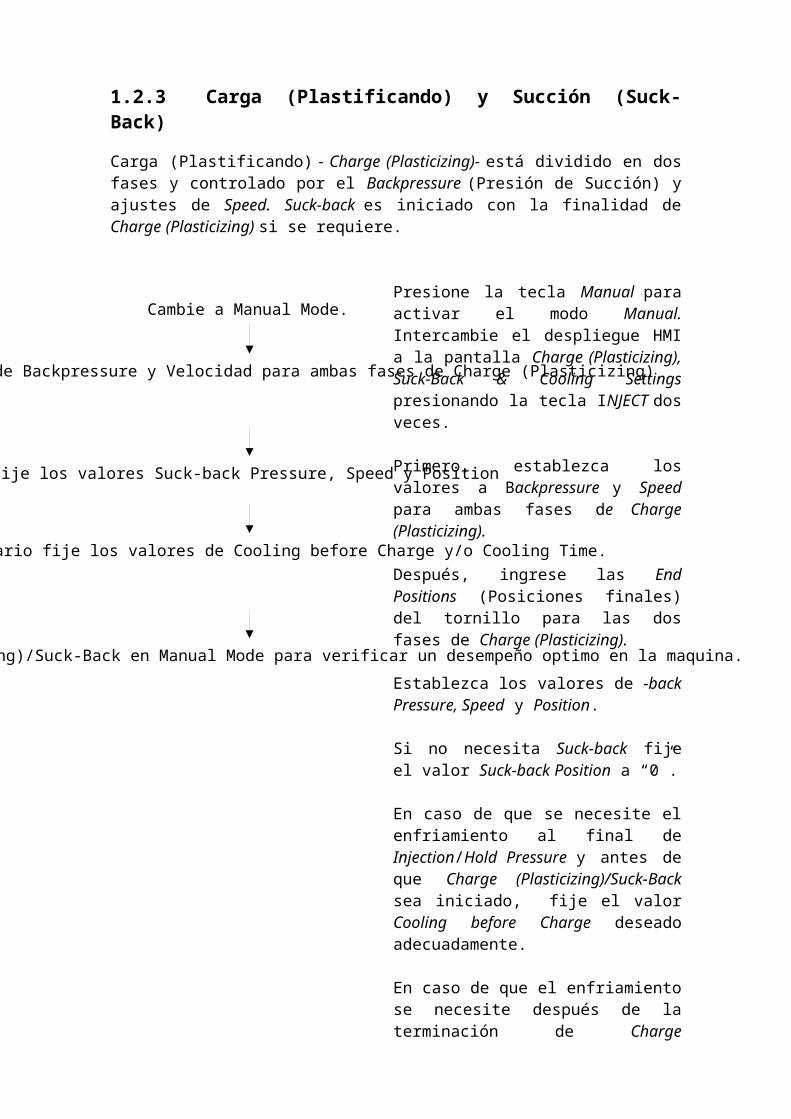
1.2.3 Carga (Plastificando) y Succión (Suck-Back)
Carga (Plastificando) - Charge (Plasticizing)- está dividido en dos fases y controlado por el Backpressure (Presión de Succión) y ajustes de Speed. Suck-back es iniciado con la finalidad de Charge (Plasticizing) si se requiere.
Presione la tecla Manual para activar el modo Manual. Intercambie el despliegue HMI a la pantalla Charge (Plasticizing), Suck-Back & Cooling Settings presionando la tecla INJECT dos veces.
Primero, establezca los valores a Backpressure y Speed para ambas fases de Charge (Plasticizing).
Después, ingrese las End Positions (Posiciones finales) del tornillo para las dos fases de Charge (Plasticizing).
Establezca los valores de -back Pressure, Speed y Position.
Si no necesita Suck-back fije el valor Suck-back Position a “0”.
En caso de que se necesite el enfriamiento al final de Injection/Hold Pressure y antes de que Charge (Plasticizing)/Suck-Back sea iniciado, fije el valor Cooling before Charge deseado adecuadamente.
En caso de que el enfriamiento se necesite después de la terminación de Charge (Plasticizing)/Suck-Back y antes de que el molde sea abierto entre el valor Cooling Time deseado.
Después de establecer todos los parámetros Cargo Charge (Plasticizing)/Suck-Back active Charge (Plasticizing) y Suck-Back en Manual Mode para revisar en busca de óptimo desempeño de la máquina. Si encuentra problemas durante la configuración presione la tecla Manual para establecer una situación de emergencia para detener la operación.
Establezca la temperatura para las diferentes zonas de calefacción del barril.
Fije la Temperature Cushion para cada zona de calefacción del barril
Fije la Temperature Mode (24 Hr Warm Up).
Fije el Timer para el calentador del barril (si se necesita)
Cambiar a Manual Mode.
Corra en Manual Mode para verificar un desempeño optimo en la maquina.
1.2.4 Calefactor (Heater)
Dependiendo de la configuración de la máquina el calefactor del barril (Tonel o Cañon) de la unidad de inyección está equipado hasta con 5 zonas de calefacción. La temperatura y Cojín (Cushion o rango de tolerancia) se controlan separadamente para cada una de las bandas calentadoras del barril.
Active el Modo Manual presionando la tecla Manual. Intercambie el despliegue HMI a la pantalla Temperature Settings presionando la tecla TEMP.
Primero, establezca la temperatura para las diferentes zonas de calefacción del barril. El campo Stat a la derecha le da una rápida indicación sobre el estado actual del calentador para las zonas correspondientes de calefacción del barril. El * muestra que la temperatura actual está dentro del alcance establecido (cojín). El + muestra que la temperatura actual está debajo del rango de alcance (cojín) y el calentador ha sido activado. Lo - muestra que la temperatura actual está excediendo el valor fijado y como consecuencia el calentador ha sido apagado.
Note que el calentador estará apagado inmediatamente una vez que la temperatura actual exceda el valor fijado o establecido. Para temperaturas actuales por debajo del valor fijado la activación del calentador depende según el valor fijado de Temperature Cushion.
Para ajustar la Temperature Cushion ir a la pantalla Parámeter 3 y ajustar los valores correspondientes dentro de la primera columna. Un valor del cojín de (20) por ejemplo activaría el calentador una vez que la temperatura actual haya dejado caer más de 20 º C por debajo del valor previamente fijado.
En caso de averías de temperatura se mostrará un “777”, “888” o “999” serán exhibidos en el campo Real Value. Un “777” se refiere ya sea un desconectado o malfuncionamiento de la tarjeta de temperatura D/A (Digital/Análogo). El valor “888” identifica ya sea un problema con la interfaz de alambre térmico o el sensor de temperatura correspondiente. En caso que la temperatura actual esté excediendo el rango de temperatura normal (la temperatura actual está por encima de 450 º C) el valor “999” será desplegado en pantalla.
Ahora establezca el Temperature Mode (24 Hr Warm Up) (Modo de temperatura (24 horas de calentamiento)). Escoja “0” si quiere mantener la temperatura siempre en un
rango pre-establecido sin tener en cuenta la operación de la máquina. Si se establece en "1" el calentador mantendrá la temperatura del barril a la mitad de la temperatura preestablecida durante los tiempos de inactividad. Si quiere usar la función del Timer (Warm Up Time) (Temporizador, tiempo de calentamiento introduzca la hora diaria deseada para activar el calentador del barril.
Después de colocar todos los parámetros del Heater correr la máquina en Manual Mode para revisar en busca de óptimo desempeño de la máquina. Si encuentra problemas durante la configuración presione la tecla Manual para establecer una situación de emergencia para detener la operación.
Activate el Automatic Alarm Mode estableciendolo en “1”.
Cambie a Automatic Mode.
Fije los Upper Limits para el control de parámetro de producción.
Pase a la pantalla Parameter 3 y fija el Auto Alarm Unit Count.
Cambie a la pantalla Other Settings/ Functions para fijar el Target Shot Count y el Pack Count (si es necesario).
Corra la maquina en Automatic Mode.
En caso de perfeccionar resultados de producción, re-establecer los Reference Values fijando el Auto Alarm Mode a “2” si se desea.
Fije los Upper/Lower Limits (+/-) para el Injection Cushion.
1.3 Configurar Monitor de Producción
Presione “Otra” tecla dos veces para entrar en el despliegue de pantalla Alarm Set (fijar alarma) del HMI. El sistema le permite establecer un rango de operación deseado con límites máximos para cada parámetro de producción. Una vez que el valor actual de parámetro esté fuera del límite superior, la operación de la máquina se detendrá y la alarma sonará.
Al principio de cada operación, la alarma automática está apagada hasta que la máquina ha terminado el número de ciclos establecidos de producción en el modo Auto Operation. Al finalizar los ciclos de producción la alarma automática será activada y los valores de los parámetros alcanzados de los ciclos de producción actuales serán comparados con los límites máximos fijados de cada parámetro de producción. El valor de referencia de Injection Cushion es establecido usando el valor del parámetro de inyección alcanzado de este ciclo. Si alguno de los parámetros actuales de producción durante el ciclo de producción está por fuera de los límites superiores establecidos, la alarma sonará y el funcionamiento de la máquina se detendrá para solucionar el problema.
La activación de la función de alarma automática es retardada (Delay) para tener prevista una estabilización de los ciclos de producción. En el inicio de operación de la máquina es normal que los parámetros de producción actual se diferencien considerablemente de un ciclo al siguiente antes de que comiencen a estabilizarse. Debe considerar fijar el número de ciclos de producción antes de la activación automática de alarma, así, se tendrá una operación muy fácil sin interrupciones.
Presione la tecla Time Auto para activar el modo Automátic. Cambie al despliegue de pantalla del HMI a Alarm (Monitoring) Settings presionando la tecla OTHER dos veces.
Primero, active el Automatic Alarm Mode colocando el valor Auto Alarm en “1”. Para ajustar la configuración de activación de alarma automática, cambie en pantalla el Parameter 3 presionando la tecla SPAN y entrando el valor deseado dentro del campo No.0 dentro de la columna Alarm.
Después, regrese a la pantalla Alarm (Monitoring) Settings y fije los Upper Limits para el Cycle, Low Speed Mold Closing, High Pressure Mold Closing, Charge (Plasticizing) y Suck-back para el control de parámetros de producción.
Fije el valor Cushion + / - (el Cojín de Inyección) para el monitoreo de inyección. El valor introducido sirve para los limites relativos máximos y mínimos para referenciar valores alcanzados en el momento que la alarma automática es activada. Si el valor de referencia establecido para el cojín de inyección es 20 y el límite superior/inferior fijado es + / - 5 el controlador permitirá un rango de posición final del tornillo de 15 a 25 (alcanzado al final de la última fase Hold Pressure). Si la posición final del tornillo llegara a caer fuera de este rango la alarma automática será activada y la operación de la máquina se detendrá.
Cambie a la pantalla Other Settings/Functions presionando la tecla OTHER otra vez. Fije el Target Shot Count (Conteo de inyecciones) y el Pack Count (Conteo de piezas) -si es necesario-. Note que el característico Pack Count es opcional y requiere la instalación de un sensor separado para el entrante Pack Count. Después de establecer el Target Shot Count (Conteo de inyecciones) y el Pack Count (Conteo de piezas) regrese a la pantalla Alarm (Monitoring) Settings presionando la tecla OTHER otra vez.
Corra la máquina en Automatic Mode después de establecer todos los parámetros de configuración del Auto Alarm Mode para verificar los ajustes y revisar en busca de óptimo desempeño. El modo Auto Alarm que aparecen en la línea superior junto al nombre de la pantalla indica si la alarma automática (Auto Alarm) ya se ha activado (modo 1) o si el número necesario de ciclos de producción para activar el modo automático de alarma (Auto Alarm) aún no se ha alcanzado (modo 0 ).
Si en algún punto después de establecer el valor de referencia Injection Cushion para el Automatic Alarm/Production Parameter Monitoring desea reemplazarlo con el valor del parámetro actualmente alcanzado (por ejemplo: por los resultados mejorados de producción) usted puede volver a reiniciar el modo Auto Alarm en la parte superior de la pantalla Alarm (Monitoring) Settings 1 entrando en el valor “2”. El controlador entonces usará el valor del parámetro del último ciclo de producción como el nuevo valor de referencia.
1.4 Otras Funciones y Ajustes
Esta página depende del uso de piezas de repuesto. Por favor observe si en la máquina usa piezas de recambio, si no es así, por favor establecer el valor como “0”.
Nota: El delay cycle (ciclo de retraso o retardo) puede coincidir con el uso robot (autómata). Esta función es el retraso de tiempo para siguiente ciclo (antes de cerrar el molde) para apertura del molde y expulsión.
2 Manual De Referencia
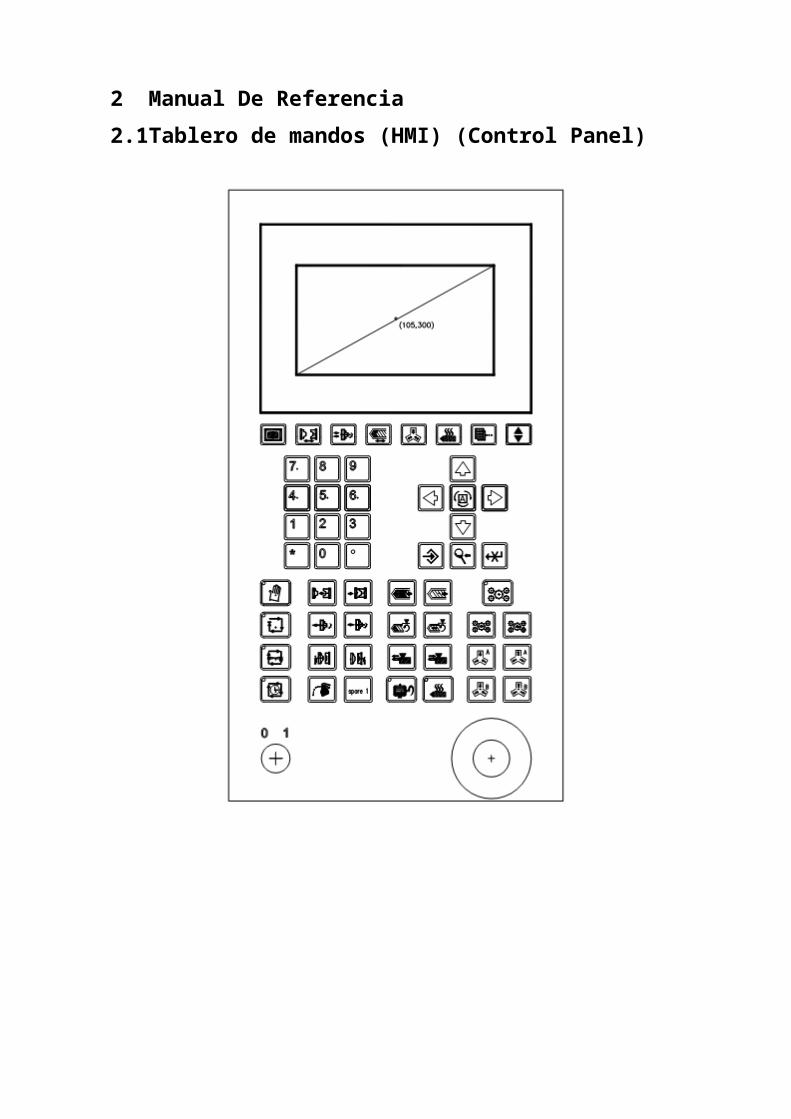
2.1 Tablero de mandos (HMI) (Control Panel)
2.1.1 El Tablero De Mandos y las Teclas
El panel control está cubierto de una capa Mylar para protegerlo del agua, suciedad y la abrasión. Todas las teclas son operados a través de interruptores de contacto tipo A de para proporcionar seguridad y una larga vida útil.
El Tereftalato de polietileno, politereftalato de etileno, polietilentereftalato o polietileno Tereftalato (más conocido por sus siglas en inglés PET, Polyethylene Terephtalate) es un tipo de plástico muy usado en envases de bebidas y textiles. Algunas compañías manufacturan el PET y otros poliésteres bajo diferentes marcas comerciales, por ejemplo, en los Estados Unidos y Gran Bretaña usan los nombres de Mylar y Melinex.
2.1.2 Las Teclas del Tablero De Mandos de la Máquina
Las teclas del tablero de mandos o panel de control de la máquina permiten intercambio entre modos de operación y control manual de la operación de la máquina. No obstante, incluso la mayoría de comandos manuales serán ejecutados usando los ajustes almacenados en la máquina. Es por lo tanto importante que usted verifique los ajustes primero para asegurar una operación segura de la máquina.
2.1.2.1 Teclas de Modo de Operación de la Máquina
La tecla manual: Esta tecla tiene diversas funciones. Se usa para cambiar de Modo Automático de Operación (Auto Operation) al modo Manual de Operación (Manual Operation) así como también una tecla de reinicio de datos y ajustes de alarmas.
La Tecla Semiautomática: Presione esta tecla para echar a andar la máquina en el modo Semiautomático de Operación (Semi-Auto Operation). Después de cada ciclo usted tiene que abrir y cerrar el portón de seguridad para iniciar el siguiente ciclo.
La Tecla del Sensor Fotoeléctrico (Fotosensor): Presione esta tecla para echar a andar la máquina en el modo Auto Operation con el Sensor Fotoeléctrico activada. Al final de cada ciclo, el sensor fotoeléctrico se asegurará si el producto ha salido expulsado correctamente del molde en un plazo de 4 segundos. Si el producto está todavía en el molde la máquina automáticamente se detendrá y la alarma sonará. El despliegue (pantalla) de control mostrará un mensaje de error: ' Fracaso de expulsión’ (‘Ejection Failure’).
Tecla Tiempo Automático: Presione esta tecla para echar a andar la máquina en el modo Auto Operation. Use este modo de operación para dejar a la máquina ejecutar cada ciclo automáticamente. El controlador detendrá la máquina y la alarma sonará en caso que un error ocurra. En este modo el sensor fotoeléctrico no es activado.

2.1.2.2 Teclas Modo Manual de Operación (Izquierda)
Tecla Molde Abierto: Mientras en el modo Manual Operation, cierre el portón de seguridad y presione sostenido esta tecla para abrir el molde. Una vez que suelte la tecla de apertura del molde éste se detendrá. Si usa núcleo(s) estos se moverán de acuerdo a los ajustes configurados. Presione la tecla Core para mirar los ajustes en detalle. Note que puede usar la tecla Open Mold en el modo Manual Operation sólamente.
Tecla de Cierre del Molde: Mientras esté en el modo Manual Operation, cierre el portón de seguridad y presione sostenido esta tecla para cerrar el molde. Si usa núcleo(s) estos se moverán de acuerdo a los ajustes configurados. Presione la tecla Core para mirar los ajustes en detalle. En caso de que un robot sea instalado deberá reiniciar la configuración. Si el expulsor está en posición K.O. (para ser demolido), se replegará antes de que el molde sea cerrado. Una vez que usted suelte la tecla Close Mold el cierre del molde se detendrá. Note que puede usar esta tecla solamente en modo Manual Operation.
La tecla de la inyección: Para usar esta tecla el controlador tiene que estar en modo Manual Operation con el Heater (Calentador) activado. Después de pre-establecer la Barrel Temperature y ha sido alcanzada presionar sostenido esta tecla para inyectar resina como desee. La inyección se detendrá tan pronto como la tecla sea soltada. La inyección será ejecutada según los ajustes de la inyección. Presione la tecla Inject para mirar los ajustes.
Tecla de Succión: Mientras este en el modo Manual Operation, presione esta tecla tras la inyección de resina para iniciar la succión o regreso de resina. La operación se detendrá una vez que la tecla haya sido soltada. La succión será ejecutada según los ajustes de configuración de parámetros que se hayan hecho. Presione la tecla Inject hasta que haya alcanzado la pantalla Charge S.Bk/Cooling para mirar los ajustes. Note que puede usar esta tecla solamente en Manual Operation.
Tecla de Retractación del Expulsor: Use esta tecla en el modo Manual Operation para replegar el expulsor. El movimiento del expulsor se detendrá una vez que la tecla haya sido soltada o el límite de atrás ha sido alcanzado. Note que puede usar esta tecla solamente en el modo Manual Operation.
Tecla de Activación del Expulsor: Use esta tecla en el modo Manual Operation para activar el expulsor. Antes de que el expulsor pueda ser activado el molde tiene que estar abierto completamente, todos los núcleos tienen que ser replegados y el expulsor tiene que estar colocado entre los interruptores de límite. El expulsor será activado según los ajustes de Ejector. Presione la tecla Eject para mirar los ajustes. Note que puede usar la tecla Ejector Activation solamente en el modo Manual Operation. Si es necesario presione la tecla Manual para una reanudación auxiliar para detener la operación.
La Tecla de Adelanto de la Boquilla: Presione sostenido esta tecla en modo Manual Operation para hacer avanzar la unidad boquilla/inyección. Suelte la tecla para detener movimiento. Asegúrese que el interruptor de límite de avance de la boquilla (localizado en la máquina) está activado para prevenir daños como resultado de la colisión de la boquilla con el molde. Por razones de seguridad la unidad de boquilla/inyección se desacelerará una vez que este cerca del molde. Note que puede usar esta tecla solo en el modo Manual Operation.
La Tecla de Retractación de la Boquilla: Presione sostenido esta tecla en modo Manual Operation para retroceder la unidad boquilla/inyección. Suelte la tecla para detener movimiento. Note que el interruptor del límite de retractación de la boquilla está desactivado durante esta operación para permitir máximo movimiento a la unidad de la inyección. Esto permite mantenimiento y fácil limpieza. El interruptor de límite de retractación de la boquilla es sólamente activado mientras se use modos automáticos de operación. Note que puede usar esta tecla solamente en el modo Manual Operation.
2.1.2.3 Teclas Modo Manual de Operación (Derecha)
Tecla de Carga (Plastificando): Use esta tecla en el modo Manual Operation para cargar la unidad de inyección. Presione y suelte la tecla Charge (Plasticizing) para comenzar a cargar. La operación es automáticamente suspendida una vez que la carga haya sido completada. Si es necesario, presione y suelte la tecla Charge (Plasticizing) otra vez para parar la carga inmediatamente. Si la succión Suck-Back es requerida el controlador iniciará la succión automáticamente según los ajustes actuales. Presione la tecla Inject hasta que usted haya alcanzado la pantalla Charge/ S.Bk/Cooling para mirar los ajustes. Note que puede usar esta tecla sólo en el modo Manual Operation. Si es necesario presione la tecla Manual para un reicio emergente para detener la operación.
Tecla Purga Automática: Mientras esté en el modo Manual Operation, presione esta tecla para activar la Purga Automática (Auto Purge). Los actuales ajustes de Auto Purge serán usados. Presione la tecla Inject hasta que haya alcanzado la pantalla Charge S.Bk/Cooling para mirar los ajustes. Note que puede usar esta tecla sólo en el modo Manual Operation. Si es necesario presione la tecla Manual para un reicio emergente para detener la operación.
Tecla Ráfaga de Aire para la Platina en Movimiento: Use esta tecla en el
modo Manual Operation para activar el chorro de aire para la platina en movimiento.
Los ajustes actuales del chorro de aire serán usados. Presione la tecla Eject para mirar los
ajustes. Note que puede usar esta tecla sólo en el modo Manual Operation. Si es necesario presione la tecla Manual para un reicio emergente para detener la operación.
Tecla Ráfaga de Aire para la Platina Estática: Use esta tecla en el modo Manual de Operación para activar el chorro de aire para la platina estática. Los ajustes actuales del chorro de aire serán usados. Presione la tecla Eject para mirar los ajustes. Note que puede usar esta tecla sólo en el modo Manual Operation. Si es necesario presione la tecla Manual para un reicio emergente para detener la operación.
Tecla de lubricación: Presione sostenido esta tecla en modo Manual Operation para echar a andar la bomba de aceite de lubricación (instalado por el cliente). Suelte la tecla para detener la bomba. Note que puede usar esta tecla sólo en el modo Manual Operation.
Tecla Encendido/Apagado de Motor de Bomba Hidráulica: Presione esta tecla en el modo Manual Operation para iniciar el motor de bomba hidráulica (instalado por el cliente). Presiónela otra vez para detener el motor. Note que puede usar esta tecla sólo en el modo Manual Operation.
Tecla Encendido/Apagado del Calentador: Presione esta tecla en el modo Manual Operation para comenzar a calentar el barril, presiónela otra vez para dejar de calentar el barril. El calentador usará la configuración actual pre-establecida. Presione la tecla Temp para mirar los ajustes. Note que puede usar esta tecla sólo en el modo Manual Operation.
2.1.2.4 Teclas Ajuste del Molde
Ajuste Manual de Altura del Molde On/Off: Presione esta tecla una vez para activar el modo Manual Mold Height Adjustment. Cambie el despliegue de la unidad de control a la pantalla Eject presionando la tecla Eject. Esta pantalla le permite ajustar la configuración de velocidad y presión después de que el molde se ha cambiado.
Use las teclas Mold Adjustment descritas en esta sección para aproximarse al ajuste de espesor del molde y avanzar o replegar núcleo(s) si es necesario.
Una vez que usted haya terminado la instalación del nuevo molde, cierre el portón de seguridad y proceda al ajuste de presión, la velocidad y posición (usando la pantalla Eject) para el nuevo molde. Después de ajustar la configuración presiónela tecla Manual Mold Height Adjustment On/Off otra vez para cerrar el molde. Mientras cierra el molde el controlador ejecutará un ajuste automático de altura del molde hasta que los nueva configuración sea alcanzada. Una vez que el ajuste automático ha terminado todas las operaciones de la máquina se detendrán y la alarma sonará. Esto indica que usted ahora puede cambiar de nuevo a los modos manuales o automáticos de operación.
Note que por razones de seguridad tiene que cambiar primero a modo Manual presionando ya sea el Manual Mold Height Adjustment On/Off key o la tecla Manual. Si desea usar algún otro modo, por favor cámbiese al modo deseado después de que usted ha pasado al modo Manual. En caso que usted encuentre problemas durante el ajuste de altura del molde presione la tecla Manual para una reanudación emergente para detener la operación.
Tecla Ajuste de Aumento de Altura del Molde: Mientras esté en el modo Manual Mold Height Adjustment use esta tecla para ajustar un incremento en la altura del molde (incrementar la distancia entre platina estática y en movimiento). Para continuo movimiento de platina presione sostenida la tecla. La platina se moverá ligeramente y detendrá. Mantenga la tecla presionada y después de un segundo de retraso la platina comenzará a moverse continuamente. Suelte la tecla para detener movimiento de platina. Si usted presiona la tecla y la suelta inmediatamente, la platina se moverá un poquito y detendrá, teniendo previstos micro ajustes. Usted puede repetir esta operación hasta que la platina en movimiento ha alcanzado la posición deseada. Un interruptor de límite puede detener el movimiento de retroceso de la platina para prevenir daño a la máquina. Asegúrese que el interruptor de límite (localizado en la máquina) está activado. Note que puede usar esta tecla sólo en el modo Manual Mold Height Adjustment.
Tecla Ajuste de Reducción de Altura del Molde: Mientras esté en el modo Manual Mold Height Adjustment use esta tecla para ajustar una reducción en la altura del molde (incrementar la distancia entre platina estática y en movimiento). Para continuo movimiento de platina presione sostenida la tecla. La platina se moverá ligeramente y detendrá. Mantenga la tecla presionada y después de un segundo de retraso la platina comenzará a moverse continuamente. Suelte la tecla para detener movimiento de platina. Si usted presiona la tecla y la suelta inmediatamente, la platina se moverá un poquito y detendrá, teniendo previstos micro ajustes. Usted puede repetir esta operación hasta que la platina en movimiento ha alcanzado la posición deseada. Note que puede usar esta tecla sólo en el modo Manual Mold Height Adjustment.
Núcleo A Entrante Núcleo A Saliente: Presione la tecla Core A In para avanzar el núcleo A o use la tecla Core A Out para halar el núcleo A. Cualquier movimiento será ejecutado según los ajustes actuales. Presione la tecla Core para mirar los ajustes en detalle. Note que puede usar esta tecla sólo en el modo Manual o en el modo Manual Mold Height Adjustment. Si es necesario presione la tecla Manual para una reanudación emergente para detener la operación.
Núcleo B Entrante Núcleo B Saliente: Presione la tecla Core B In para avanzar el núcleo B o use la tecla Core B Out para halar el núcleo B. Cualquier movimiento será ejecutado según los ajustes actuales. Presione la tecla Core para mirar los ajustes en detalle. Note que puede usar esta tecla sólo en el modo Manual o en el modo Manual Mold Height Adjustment. Si es necesario presione la tecla Manual para una reanudación emergente para detener la operación.
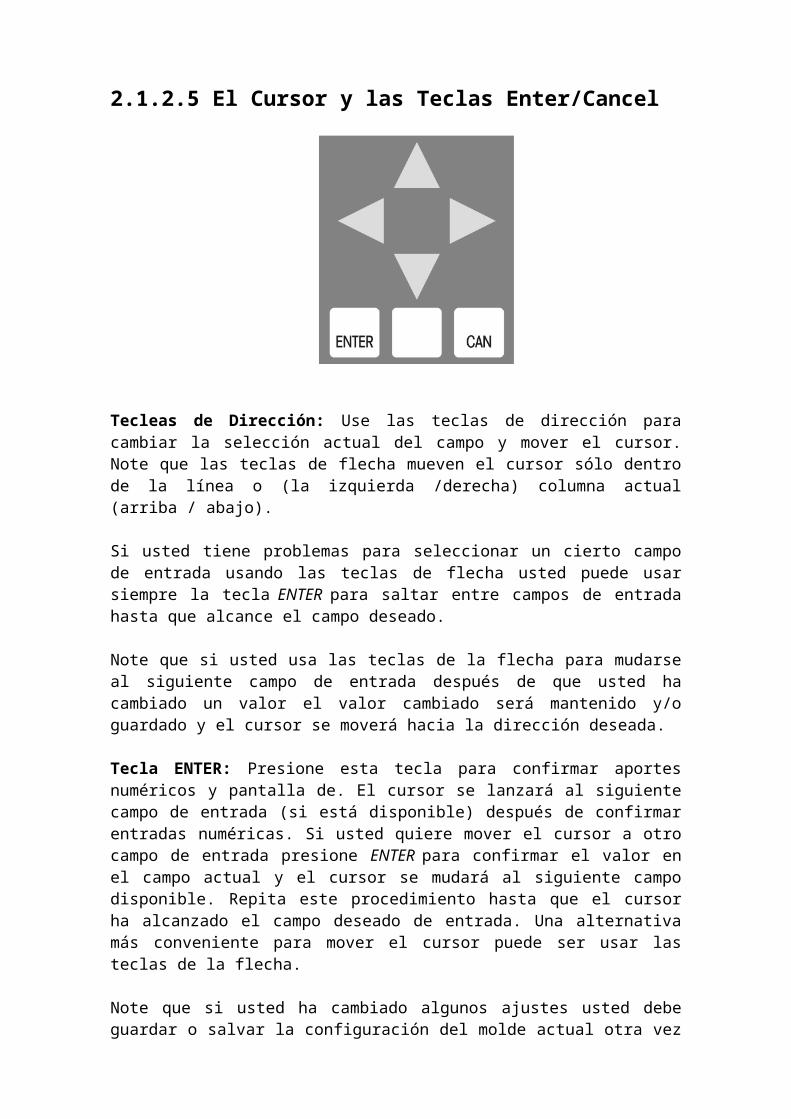
2.1.2.5 El Cursor y las Teclas Enter/Cancel
Tecleas de Dirección: Use las teclas de dirección para cambiar la selección actual del campo y mover el cursor. Note que las teclas de flecha mueven el cursor sólo dentro de la línea o (la izquierda /derecha) columna actual (arriba / abajo).
Si usted tiene problemas para seleccionar un cierto campo de entrada usando las teclas de flecha usted puede usar siempre la tecla ENTER para saltar entre campos de entrada hasta que alcance el campo deseado.
Note que si usted usa las teclas de la flecha para mudarse al siguiente campo de entrada después de que usted ha cambiado un valor el valor cambiado será mantenido y/o guardado y el cursor se moverá hacia la dirección deseada.
Tecla ENTER: Presione esta tecla para confirmar aportes numéricos y pantalla de. El cursor se lanzará al siguiente campo de entrada (si está disponible) después de confirmar entradas numéricas. Si usted quiere mover el cursor a otro campo de entrada presione ENTER para confirmar el valor en el campo actual y el cursor se mudará al siguiente campo disponible. Repita este procedimiento hasta que el cursor ha alcanzado el campo deseado de entrada. Una alternativa más conveniente para mover el cursor puede ser usar las teclas de la flecha.
Note que si usted ha cambiado algunos ajustes usted debe guardar o salvar la configuración del molde actual otra vez antes de cargar un nueva configuración de molde o apagar el controlador /máquina. Si usted falla en hacer la configuración todos los cambios de ajustes se perderán.
Tecla de anulación: Presionar esta tecla le cancela los cambios que usted pudo haber hecho dentro del campo actual y vuelve a entrar el valor original (anterior). Si usted quiere cancelar sus cambios y poner a cero el campo actual en “0” por favor presione la tecla Cancel otra vez. Presionar la tecla Cancel después de seleccionar un campo de entrada y antes de cambiar el valor reinicia el valor del campo a “0”.
2.1.2.6 La Selección del Lenguaje
Para cambiar entre lenguajes usted tiene que presionar una tecla escondida localizada entre las teclas ENTER y CANCEL. El controlador entonces volverá a arrancar y mostrará la pantalla de Visión General (Overview) en el lenguaje recién seleccionado. Presione la tecla otra vez para regresar al lenguaje original.
Chino y el idioma inglés son los lenguajes estándar usados, otros lenguajes son optativos y dependen de la configuración del cliente.
2.1.2.7 Las Teclas Numéricas
Use las teclas numéricas para entrar valores numéricos. La unidad de control de la computadora tiene valores mínimos/máximos pre-establecidos para que no puedan ser excedidos. Si usted intenta introducir un valor que excede lo pre-establecido en mínimo /máximum usted no podrá dejar el campo actual de entrada de datos hasta que un valor correcto ha sido introducido.
Presionar Enter o una tecla de flecha confirmará el ingreso y moverá el cursor al siguiente campo de entrada. Para usar las teclas numéricas usted tiene que poner en “1” al Num. Lock Key girándolo con la llave a la derecha y esta ranura está en la esquina inferior izquierda del tablero de mandos
2.1.2.8 Teclas de Selección de Pantalla
Estas teclas sirven para la selección de pantalla. Para ganar acceso a algunas sub-pantallas presione otra vez hasta que haya alcanzado la pantalla deseada.
Para información detallada de la ubicación de la pantalla exacta refiérase a la sección Screen Selection de este manual.
2.2 Despliegue HMI (HMI Display)
2.2.1 Selección de Pantalla (Screen Selection)
Ganar acceso a cualquiera de las pantallas descritas en esta sección, por favor use este gráfico como referencia:
Overview (vista general)
1Clp 2Ejt 3Inj 4Core 5Temp 6Othr
1Inj 2Chg
1CoreA 2CoreB
1Alm 2-I/O 3Para 4Mold 5Ver 6Prod
1-DA 2-PB 3-PC
1Par1 2Par2 3Par3 4Conf 5Zero
1PB-1 2PB-2 3PB-3 4PB-4
1PC-1 2PC-2 3PC-3 4PC-A
Para que una explicación más detallada de cómo usar las teclas de selección de pantalla refiérase a la sección Screen Selection Keys de este manual.

2.3 Visión General (Overview)
2.3.1 Despliegue de Operación (Operation Display)
0 Modo de operación actual1 Nombre de la Pantalla2 Número establecido al molde3 Tiempo de Ciclo de Operación Actualmente Alcanzado 4 Flujo Hidráulico establecido para la acción actual5 Tiempo restante para la operación actual6 Posición de Inyección actual (Tornillo)7 Temperatura de Aceite Hidráulico 8 Código de Comunicación9 Teclas de panel o control de mandos10 La Posición Actual de Cierre (el Molde)11 Tiempo establecido para la acción actual12 Presión hidráulica establecida para la acción actual13 Conteo de inyecciones (disparos) actuales
El Código de la Tecla del Panel le deja revisar en busca de problemas posibles del hardware relatados para las teclas del panel y / o el panel enviando un telegrama. Cada tecla tiene un código único que se exhibió en la esquina izquierda más bajo después de que la tecla se ha apretado. Un Código Tecla Panel que no cambia después de usted ha presionado la tecla correspondiente del panel indica un problema del hardware. En este caso usted debería revisar el panel enviando un telegrama para cualquier alambres abreviadores o cualesquier interruptores eléctricos quebrados y los debería reemplazar si es necesario.
13-Current Shot Count
3-Currently Achieved
Operation Cycle Time
0-Current Operation Mode
12-Set Hydraulic Pressure for
Current Action11-Set Time for Current Action
10-Current Clamp (Mold)
Position
4-Set HydraulicFlow for Current
Action
5-Elapsed Time for Current
Operation Action
8-Communication Code
6-CurrentInjection (Screw)
Position
7-Hydraulic Oil Temperature
9-Panel Key
1-Screen Name 2-Mold Set No.
2.3.2 Configuración de cierre (Molde)
Clamp Open/Cls R001Clamp Posn: 0.0
Pres Spd. End-PosnClsHiSpd1:ClsHiSpd2:Mold Prot:Cls HiPrs:StartSlow:2ndHiSped:3rdHiSped:EndinSlow:Close High:Auto Pause:
0000000000000000000.0
0000000000000000
000.0000.0 00.0
0.0000.0000.0000.0
0=Off 1=On
Max:140 C:00001-Clp 2-Ejt 3-Inj 4Core 5Temp 6Othr
Pres (Presión): Los ajustes hidráulicos de presión.
Spd (Velocidad): Los ajustes hidráulicos de flujo (velocidad).
End-Posn (Posición final): La posición de fin para la fase correspondiente de la abertura /cierre del Molde.
Ajustes de Apertura y Cierre del Molde
Cerrando El molde y Abriéndo el Molde está dividido en 3 fases cada uno. Ajustes de presión y flujo (velocidad) pueden ser ajustados separadamente para cada fase. La transición entre cada fase es controlada por los ajustes correspondientes de posición.
Cls HiSpd (Alta Velocidad de Cierre del Molde): ajustes para la fase inicial High Speed Mold Closing
Mold Prot (Baja Velocidad de Cierre del Molde –Protección-): ajustes para la fase intermedia Slow Speed Mold Closing.
Cls Hiprs (Alta Presión de Cierre del Molde): ajustes para la fase final High Pressure Mold Closing.
Strt slow (Velocidad inicial baja de apertura del molde): ajustes para la fase inicial Low Speed Mold Opening.
Opn HiSpd (Alto Velocidad de Apertura del Molde): ajustes para la fase intermedia High Speed Mold Opening
End Slow (Baja Velocidad de apertura final del molde): ajustes para la fase final Low Speed Mold Opening.
Clp.Pos (Posición de Cierre): posición actual de Cierre (posición del molde).
2.3.4 Configuración de ajustes de Expulsor, Boquilla y Molde
Pres (la Presión): ajustes hidráulicos de presión.
Spd (la Velocidad): ajustes hidráulicos de flujo (velocidad).
Dly. (El Tiempo de Retardo): ajustes de tiempo de retardo de activación.
End-Posn (la Posición Final): La posición final de los movimientos correspondientes de Expulsor (Ejector) y Boquilla (Nozzle).
Tiempo: ajustes de tiempo de duración del Chorro o Ráfaga de Aire (Air Blast).
Ajustes del Expulsor (Desmontador)
El Expulsor es activado automáticamente después de que la Abertura del Molde haya terminado. Usted puede establecer posición final, presión y velocidad individualmente para movimientos hacia adelante y retrocesos. Si usted requiere enfriamiento adicional del producto tras molde abierto, fije un tiempo de retardo para la activación del expulsor de manera consecuente.
Eject Ct (Contador de Expulsiones): El número de veces que expulsor ha sido activado. Colocando este valor en “0” desactivará el expulsor.
Eject Md (Modo de Expulsión): El modo Hold (Sostener) es usado durante la operación semiautomática. El expulsor se mueve hacia adelante según los ajustes del expulsor y el producto se deja caer o se saca. Después de que el portón de seguridad haya sido abierto y cerrado el siguiente ciclo empezará.En el modo Cnt-Nb (Contador de unidades) el expulsor es activado según los ajustes de Ejector y Ejection Count. Este modo es usualmente utilizado para operación de la máquina en forma automática. No requiere la apertura y cierre de la puerta de seguridad para continuar el ciclo de producción.Si usa el modo Vibr (Vibración) el expulsor estará activado usando los ajustes de Vibration como fijó en la pantalla Parameter 2 (Ejector ajuste o config. No. 6).Si quiere desactivar el expulsor usted puede hacerlo colocando el Ejection Count en “0”.
Pressure (presión): Establezca aquí la presión hidráulica para el avance y retroceso del expulsor.
Speed (velocidad): Establezca aquí el flujo hidráulico (velocidad) para el avance y retroceso del expulsor.
Delay Time (retardo de Tiempo): El Forward Delay Time se refiere al tiempo que transcurrirá antes de que el expulsor sea activado (después de la apertura del molde / la primera expulsión ha terminado). El Backward Delay Time se refiere al tiempo que el expulsor estará quieto en la posición delantera final antes de retroceder.
End Position (Posición Final): Coloque aquí la posición final para retracción del expulsor entre activaciones repetidas (en caso de múltiples activaciones del expulsor). Por favor note que esta posición es relativa a la posición final de absoluta retracción que es usada después de la activación final del expulsor y determinada por el ajuste de punto cero del transductor.
Ajustes de la Boquilla
Pressure (presión): Establezca aquí la presión hidráulica para el avance y retroceso de la boquilla (unidad de inyección) (fase High Speed). El ajuste de presión en la fase Low Speed para avance de la boquilla puede ser ajustada en la pantalla Parameter 2 (ajuste Nozzle No. 0).
Speed (velocidad): Establezca aquí el flujo hidráulico (velocidad) para el avance y retroceso de la boquilla (unidad de la inyección) (fase High Speed) y la retractación. El ajuste de flujo en la fase Low Speed puede hacerse en la pantalla Parameter 2 (ajuste Nozzle No. 1).
End-Position (Posición final): Utilice el primer valor para ajustar la posición final de avance de la boquilla (unidad de inyección) y el segundo valor para ajustar la posición final de retroceso de la boquilla. Para el movimiento de avance la posición final se refiere al punto de transición entre alta y baja velocidad. Es importante tener previsto un margen de seguridad de al menos 20mm entre la posición final pre-establecida y la posición real de contacto de la boquilla y el molde (en la cual la boquilla detiene su avance y la inyección comienza).Si la posición final está colocada muy cerca de la posición de contacto de boquilla con el molde, la boquilla no podría desacelerar lo suficiente antes de tocar el molde. El resultado: podría ser dañada molde y/o la boquilla.Por favor note que una posición establecida en “0” refiere a la posición alcanzada al final del máximo retroceso de la unidad boquilla /inyección. Como consecuencia la posición final de avance es siempre mayor que “0”.

Configuración de ajuste de altura del Molde
La presión: Establezca aquí la presión hidráulica para los ajustes de altura del molde (avance y retroceso) de continua alta velocidad. Este ajuste de presión también es usado para micro-ajustes de altura del molde (avance y retroceso) para baja velocidad. Refiérase a la sección Mold Adjustment Keys para mayor información sobre el proceso de ajuste de altura del molde.
La velocidad: Establezca o fije aquí el flujo hidráulico (la velocidad) para los ajustes de altura del molde (avance y retroceso) en continua alta velocidad. Los ajustes de flujo hidráulico para micro-ajustes de altura del molde (avance y retroceso) en baja velocidad pueden ser ajustados en la pantalla Parameter 3 (ajuste Other No. 4). Refiérase a la sección Mold Adjustment Keys para mayor información sobre el proceso de ajuste de altura del molde.
Ajustes del Expulsor de Aire
La máquina provee una opción de expulsión de chorro o ráfaga de aire para la platina en movimiento como para la platina estacionaria. Establezca el tiempo de activación (duración) y tiempo de retardo (si es necesario) según sus preferencias.
Mov.Blst (ráfaga de aire para la platina en movimiento): ajustes para el Moving Platen Air Blast.
Sta.Blst (ráfaga de aire para la platina estacionaria): ajustes para el Stationary Platen Air Blast.
2.3.3 El Despliegue de Inyección/Carga2.3.3.1 Ajustes de Inyección
Inject Set R001Inj.Pos.: 0.0
Max:140 C:00001-Inj 2-Chg 6-Ret
Hld Prs Tran:Inj Hi.Spd :
0 0=Pod 1=Time0 0=Off 1=On
Pres Spd. Time End-PosnInject#1:Inject#2:Inject#3:Inject#4:Hold #1:Hold #2:Hold #3:
00000000000000
00000000000000
0.00.00.00.0
00.000.000.000.0
050
Pres (Presión): ajustes hidráulicos de presión.
Spd (Velocidad): ajustes hidráulicos de flujo (velocidad).
Time (Tiempo): Ajuste de tiempos de duración para las correspondientes fases Injection/Hold Pressure.
End-Posn (Posición final): posición final para las distintas fases de Injection.
Inj.Pos (Posición del Tornillo): La posición actual de inyección (posición del tornillo).
Ajustes de Inyección /Presión Sostenida
La Unidad de Control cambiará a Hold Pressure después de que la última posición pre-establecida de Injection ha sido alcanzada. Sin embargo, el tiempo pre-establecido es utilizado como un backup (respaldo) para iniciar la fase Hold Pressure si por alguna razón la posición pre-establecida no puede ser alcanzada. Note que usted siempre deberá prefijar un límite de tiempo mayor que el tiempo de inyección usualmente requerido. Esto evita pobres resultados debido a posibles variaciones de fluidez de las resinas (la pobre fluidez podría requerir un tiempo mayor al usual de inyección).
El proceso de la Inyección está dividido en 4 - 6 fases, la Presión de Agarre en 3 - 4 fases (a merced del plan del cliente). La presión hidráulica y los ajustes de flujo (la velocidad) pueden ser ajustado separadamente para cada fase.Para el proceso de la Inyección la transición entre cada fase (incluyendo la transición de Inyección a la Presión de Agarre) es controlada por ajustes de la posición. Un tiempo sedimentándose es utilizado como un respaldo para la transición entre Inyección y las fases de Presión de Agarre (vea arriba).La transición entre cada fase de Presión de Agarre es controlada por los ajustes de tiempo correspondientes y no es afectada por el ajuste destinado para la transición de Presión de la inyección /agarre.
2.3.3.2 Ajustes de Carga (Plastificando), Succión y Refrigeración
Charge/S.Bk/Cooling R001050Inj.Pos :
Cooling :Cool Bef.Chg:SuckBack :
0.00.0 0
ScrewSpeed: 0 LastMold: 0 0=Charge 1=Cool
0.0
Pres Spd. End-PosnCharge 1 :Charge 2 :SuckBack :Auto Pur.Cnt :Auto Pur.Tim:
000000 00.0
000000
000.0000.0000.0
Max:000.0 C:00001-Inj 2-Chg 6-Ret
Cooling (Cooling Time) (Tiempo de enfriamiento): El tiempo de enfriamiento pre-establecido será iniciado después de la terminación de inyección/succión y antes de abrir el molde. Fijar en cero (0) si no se necesita.
Cool Bef.Chg (Cooling Time before Charge) (Tiempo de enfriamiento antes de Cargar): Esta opción sirve para propósitos refrigerantes después de que las fases de inyección/presión sostenida y antes de volver a iniciar la carga (plastificando). Fije a cero (0) si no necesita.
Pres (la Presión): ajustes hidráulicos de presión.
Spd (la Velocidad): ajustes hidráulicos de flujo (la velocidad).
End-Posn (la Posición de Fin): posición final del tornillo para la acción correspondiente.
Inj.Pos (la Posición del Tornillo): posición de inyección actual (pos. tornillo).
Carga (Plastificando) y Ajustes de Succión
El proceso de Carga (Plastificando) está dividido en 2 a 3 fases (dependiendo de la configuración del cliente). Usted puede colocar valores para presión, flujo( velocidad) posición final individualmente para cada fase. Los ajustes Suck-Back (Succión) le permite colocar los valores para presión hidráulica, flujo (velocidad) y posición final. Ponga en 0 el valor de la posición final si no necesita succión.
Los Ajustes Automáticos de Purga
El Automático Pur.Cnt (Contador de AutoPurga): Establezca aquí el número de purgas automáticas que usted quiere ejecutar tras cada ciclo de inyección.El Automático Pur.Tim (Tiempo de AutoPurga): Marque aquí el tiempo (en segundos) para purga automática que será ejecutada después de cada ciclo de inyección.
2.3.5 Núcleos2.3.5.1 Núcleo A (Core A)
Core Pulling/Screw(A) R001050Clp.Pos : 0.0
Max:000.0 C:00001CorA 2CorB 6-Ret
Core/Scrw:Control :
0 0=Off 1=Core 2=Scrw0 0=Cyc. 1=Time
Pres Spd. Time Count Act.PosCoreIn: Out:2ndCnt:Open End:
0000
0000
0.00.0
000
0.00.0
000.0
Pres (Presión): Los ajustes hidráulicos de presión.Spd. (Velocidad): Los ajustes hidráulicos de flujo (la velocidad).Time (Tiempo): Cronometre ajustes para la duración de adelanto /retractación de fondo.Count (Contador): Destornille cuenta (las revoluciones) para retractación de fondo.Act.Pos (Activador de Posición): posición de activación (posición del molde) para avanzar/ replegar o retroceder el(los) núcleo(s).Apertura Final (Posición final de Abertura del Molde): Posición final de Abertura del Molde fijado actualmente.Cls. Pos (Posición de Cierre): posición actual de Cierre (del molde).
Ajustes del Núcleo
Dependiendo de la configuración de su máquina, puede estar equipada hasta con 2 núcleos (A y B). Cada núcleo se controla separadamente. Establezca los valores de Posición, Presión, Velocidad, Tiempo de Activación, Contador de desenrosque (si usa) para avanzar y retroceder o replegar cada núcleo según sus necesidades.
Core/Scrw [Núcleo/Tornillo]: Seleccione en Core modo (1) si quiere usar un núcleo regular que es avanzado y replegado hidráulicamente. El modo (2) Screw-Unscrew (Desenrrosque) podría ser usado si su molde requiere crear sub-procesos para destornillar el núcleo insertado.
Control: En ambos modos de operación del núcleo (refiérase a la sección Core/Screw de este párrafo) usted o puede usar Trvl (control de viaje) o Time (control del tiempo).Usando el control Travel junto con el modo Core le permite controlar los movimientos del núcleo por interruptores de límite para el control de la posición final (para inserción y retracción). En el punto pre-establecido durante el ciclo de producción el núcleo(s) se moverá adentro/afuera hasta la posición final (controlada por el interruptor de limite) es alcanzada. Asegúrese que los interruptores de límite están activados ya que los interruptores desactivados le causara parar la máquina (si el control Cycle es seleccionado).

El control Travel junto con el modo Unscrew usa un número pre-establecido de revoluciones para controlar el destornillamiento del núcleo en la posición predefinida durante la apertura del molde. Para usar el control Travel junto con el modo Unscrew usted tiene que asegurarse de un sensor fotoeléctrico para contar las revoluciones en el engranaje de conducción del núcleo.
El control Time usa ajustes de tiempo para inserción y retractación del núcleo. En la posición pre-establecida durante el ciclo de producción el núcleo(s) es movido adentro/afuera por un período fijo de tiempo. Por eso el movimiento del núcleo (el viaje) no es controlado por posición final sino por el tiempo. Como resultado usted no podrá confiar en la protección de los interruptores de límite.En consecuencia, en el modo Unscrew el control Time es usado para fijar el tiempo en que esta activado el desenrosque del núcleo (por ejemplo para crear sub-procesos –de desmonte de piezas complejas del molde-).
Note que el control Count tiene prevista precisión más alta que el control Time.
Únicamente para Core A está la posibilidad de activar Núcleo Destornillando una segunda vez (2ndCnt) al final del ciclo de apertura del molde. Note que el segundo destornillamiento sólo puede usar el control Travel (como contador).
2.3.5.2 Núcleo A (Core B)
Core Pulling/Screw(B) R001050Clp.Pos : 0.0
Max:000.0 C:00001CorA 2CorB 6-Ret
Core/Scrw:Control :
0 0=Off 1=Core 2=Scrw0 0=Cyc. 1=Time
Pres Spd. Time Count Act.PosCoreIn: Out:
Open End:
0000
0000
0.00.0
000
0.00.0
000.0
Los métodos de ajuste del núcleo B son idénticos al núcleo A. Por favor refiérase a la sección Core A para información detallada en los ajustes.
2.3.6 Ajustes de Temperatura
R001050
Max:000.0 C:0000
(℃)Zone 1:Zone 2:Zone 3:Zone 4:Zone 5:Zone 6:OilTmp:
Temp Set Act.State Current 000000000000
0000000
1-Clp 2-Ejt 3-Inj 4Core 5Temp 6Othr
Temp Set
Los Ajustes de Temperatura
Use esta pantalla para establecer la temperatura para las diferentes zonas (hasta 5 dependiendo de la configuración) de calefacción del barril y para monitorear el estado actual. Esta pantalla le permite usted también para programar la activación del calentador del barril usando ajustes de tiempo.
En caso de averías relacionadas con la temperatura esta pantalla le permite analizar las posibles causas. Si el campo Real Value despliega “777” usted tiene ya sea una desconexión o avería en la Tarjeta D/A de Temperatura. El valor “888” identifica ya sea un problema con la Interfaz Térmica del Alambre o el Sensor correspondiente de Temperatura. En caso que la temperatura actual esté excediendo el rango normal de temperatura (la temperatura actual está por encima de 450 º C) el valor “999” será desplegado.
La gráfica anterior muestra la y temperatura pre-establecida y actual para cada una de las zonas de calefacción del barril.
Temp Set (Set Value) (Fijar valor de temperatura): Establezca aquí el valor deseado de temperatura para la zona correspondiente de calefacción del barril.
Act. State (Actual State) (Estado Real-Actual): Cuando la máquina está operando este campo le dará una rápida indicación del estado actual del calentador para la zona correspondiente de calefacción del barril.
*: Indica que la temperatura actual está dentro del rango de alcance (el cojín).
+: Indica que la temperatura actual está debajo del rango (cojín) y el calentador ha sido activado.
-: Indica que la temperatura actual está excediendo el rango y en consecuencia el calentador ha sido apagado.

Note que el calentador estará apagado inmediatamente una vez que la temperatura actual exceda el valor pre-establecido. Para las temperaturas actuales debajo del valor pre-establecido la activación del calentador depende del rango de temperatura definida (Cojín).
Para ajustar el cojín de temperatura vaya a la pantalla Parámetro 3 y ajuste el valor correspondiente dentro de la primera columna de la pantalla. Un valor del cojín de “20” por ejemplo activaría el calentador una vez que la temperatura actual haya caído más de 20 º C del valor pre-establecido.
Current (Current Value) (Valor Actual): temperatura actual para la zona correspondiente de calefacción del barril. Para los valores “777”, “888” y “999” tenga en cuenta la explicación dada anteriormente sobre mensajes de error.
Zone 1-5 (Zona 1 a 5): Corresponde a la Zona del Calentador del Barril.
Oil Temp (Temperatura de Aceite): indicador de temperatura de Aceite hidráulico.
24Hr Warm (Keep Warm) (Manténgase siempre Caliente): Coloque este modo a “0” si usted quiere mantener la temperatura siempre en el rango pre-establecido sin tener en cuenta la operación de la máquina. Si fija el valor “1” el calentador mantendrá la temperatura del barril en la mitad de lo pre-establecido durante periodos de inactividad.
2.3.7 Otras Configuraciones/Funciones
R001050
Max:1 C:00001-Clp 2-Ejt 3-Inj 4Core 5Temp 6Othr
Other Time/Function
Clr.Count :Shot Count :Pack Count :Robot Mode:Sprue Back :
0 0-Esc 1-OK 0 00 0=Off 1=On0 1=Aft.Chrg 2=Aft.Cool
Auto Pause (Auto Cycle Delay Time) (Tiempo de Retardo del Ciclo Automático): El tiempo de retardo entre ciclos de moldeo, usualmente para el uso robot (autómata).Clear Count (Reinicio de contador): Escoja OK (1) si usted quiere reiniciar el Current Shot Count (Contador de inyecciones) (ver pantalla Overview ).Shot Count (Contador de disparo o inyección): Entre aquí el número de ciclos de producción que quiere alcanzar (Objetivo de producción). Una vez que Current Shot Count alcanza el valor pre-establecido Shot Count la máquina se detendrá y la alarma sonará para alertar al operador. Coloque el valor a “0” para desactivar esta función.Pack Count (Contador de piezas): Entre aquí el número de paquetes que usted quiere alcanzar. Una vez que Pack Count ha sido alcanzado la máquina se detiene y la alarma sonará para alertar al operario. Coloque el valor en “0” para desactivar esta función.Note que ésta es una característica opcional que requiere la instalación de un sensor separado para el contador de paquetes.Close High (Hi-Speed Closing) (Cierre de alta velocidad): Diferenciar de la opción cerrando el molde en alta velocidadModo Robot: Actívese si un robot sirve para rescatar el producto del molde.Robot Mode (Modo Robot): En conformidad con la robotización del área de producción. Deje al robot para conseguir los productos listos en vez de al operador. Como tal, después de cada acción de Open Mold, el robot bajará automáticamente para recojer los productos. Para proteger el molde y el robot, nuestro controlador se asegurarará que el robot regresará a la posición original antes de ejecutarse Close Mold Accumulator (Acumulador): Use vapor para aumentar la velocidad de la inyección (por ejemplo el Nitrógeno).Inj. Hi. Spd (High Speed Injection) (Inyección de Alta Velocidad): Al ser activada una válvula solenoide opcional es usada para lograr velocidades más altas de inyección.Sprue Back (Regreso al Surtidor): Fije Aft.Chrg para replegar la unidad boquilla/inyección después de que Cargar ha terminado. El modo Aft.Cool. (Después de Enfriarse) inicia el repliegue de la unidad boquilla/inyección después de que el enfriamiento inicial del producto en el molde ha terminado y antes de que empiece abrir el molde. Escoger “0” causará a la unidad boquilla/ inyección quedarse en el lugar (ningún retroceso).
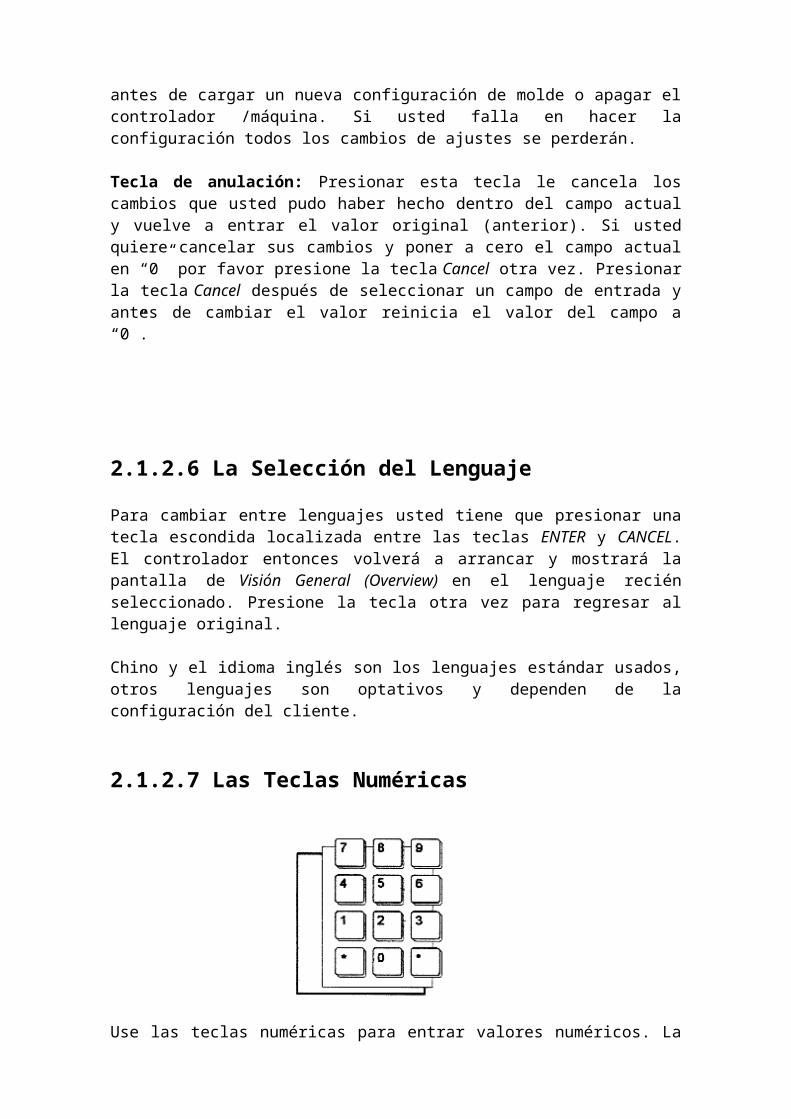
Lower limit
Monitoring point
Upper limit
5.0
5.0 10.0 15.0
5.0
2.3.8 Los Ajustes de Alarma (el Monitoreo)
R001050
Max:1 C:0000
Alarm Set
Auto Alm:Cushion :
0 0=Off 1=On 2=Reload+ 99.9 - 99.9Up.Lmt Last
Cycle :Cls Low :Cls High :Charge :SuckBack:Cushion :
0.00.00.00.00.00.0
0.00.00.00.00.00.0
1-Alm 2-I/O 3Para 4Mold 5-Ver 6Prod
Cuando Auto Alm muestra:1: Auto Alm está encendido.0: Auto Alm no está encendido.2: Puede recargar muestras como parámetro de Alarma
Cushion (Cojín): Posición final de Inyección y Presión Sostenida.Cycle (Ciclo): tiempo total de un cicloCls Low (close mold low pressure) (Presión baja de cierre de molde): Sincronización de alarma de presión baja, presión baja no ha acabado dentro del ajuste de tiempoCls High (close mold high pressure) (Presión alta de cierre de molde): Sincronización de alarma de presión alta, presión alta no ha acabado dentro del ajuste de tiempo.Charge (Carga): Sincronización de alarma de carga, sonará la alarma cuando no hay material.SuckBack (Succión): Sincronización de alarma de succion, dará alarma cuando la succión se haga antes de tiempo. Cushion (upper and lower limit) Cojín (límites superiores e inferiores): Cada producto tendrá inexactitud. Para ubicar esta inexactitud, usamos el punto de monitoreo como estándar, y fijamos un límite superior e inferior como rango. Cuando se finaliza y todavía no se alcanza el límite superior, lo consideramos como falta de inyección o bloqueo en el barril. Si excede el límite inferior, lo consideramos como temperatura o cambio de material insuficiente. Sabremos la calidad de producto antes de abrir el molde.
I/O Channel Diagnostics (Diagnostico de canales de entrada/salida)
2.3.12 Comprobación del Sistema hidráulico (DA)
R001050
Max:1 C:0000
I/O
Press1 :Speed :Press2 :
000
1-DA 2-PB 3-PC 6-Ret
Esta pantalla le permite realizar una comprobación hidráulica del sistema. Si usted quiere realizar una revisión de presión introduzca un valor para Press1 (Presión 1) y/o Press2 (Presión 2) y compruebe si la presión correspondiente se muestra en el indicador de relevancia montado en la máquina.
La función de Velocidad le deja revisar el sistema hidráulico para el tornillo de inyección. Introduzca un valor y verifique la velocidad de tornillo correspondiente (RPM).
2.3.11.1 Diagnósticos del canal de entrada
Diagnósticos del canal de entrada (PB) 1
R001050
Max:1 C:0000
I/O
1PB-1 2PB-2 3PB-3 4PB-A 6-Ret 6-Ret
PB00000000
0102030405060708
0910111213141516
00000000
Esta pantalla le permite verificar si el controlador está recibiendo una señal entrante desde el sensor apropiado. En caso de encontrar posibles problemas de hardware relacionados con la entrada durante la operación de la máquina, cambie esta pantalla y verifique, si durante el ciclo de producción el controlador está recibiendo un señal de entrada desde el sensor en cuestión.Usted puede identificar una señal de entrada por el valor “1” desplegado al lado del correspondiente canal de entrada. El valor “0” indica que el canal de entrada no está recibiendo actualmente ninguna señal de entrada.
Si es necesario usted puede reasignar canales de entrada para evitar posibles problemas del hardware. Por favor refierase a la sección I/O Channel Reassignment de este manual para más información sobre como reasignar canales de entrada y salida.La sección Input Channels contiene una lista y la descripción de todos los canales de entrada para su referencia.
Diagnósticos del canal de entrada (PB) 2
R001050
Max:1 C:0000
I/O
1PB-1 2PB-2 3PB-3 4PB-A 6-Ret 6-Ret
PB00000000
3334353637383940
4142434445464748
00000000
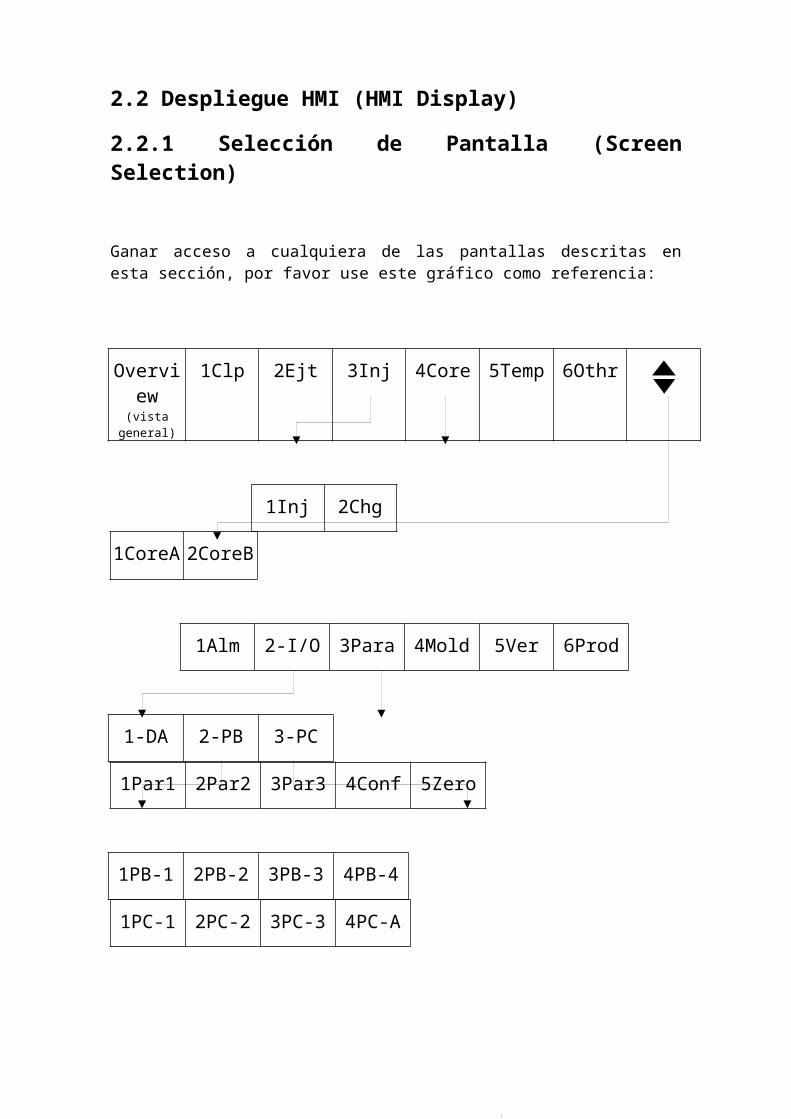
Los procedimientos de I/O Channel Diagnostics para la pantalla PB-2 son idénticos a los de la pantalla PB-1. Por favor refiérase a la sección Input Channel Diagnostics (PB) 1 para información más detallada.
las diagnosis del Canal de aporte (EL PB) 3
R001050
Max:1 C:0000
I/O
1PB-1 2PB-2 3PB-3 4PB-A 6-Ret 6-Ret
PB00000000
3334353637383940
4142434445464748
00000000
Los procedimientos de I/O Channel Diagnostics para la pantalla PB-3 son idénticos a los de la pantalla PB-1. Por favor refiérase a la sección Input Channel Diagnostics (PB) 1 para información más detallada.
2.3.13.1 Reasignación de Canal de Entrada (PB)
R001050
Min:1 Max:1 C:0000
I/O
1PB-1 2PB-2 3PB-3 4PB-A 6-Ret 6-Ret
Original :New :Confirm :
000 0-Esc 1-OK
Si por alguna razón (por ejemplo un problema de hardware) usted quiere cambiar cualquier canal(es) de entrada(s) puede usar esta pantalla para reasignación a un punto de entrada sin uso.
Por favor refiérase a la sección I/O Channel Index para una lista y descripción de todos los canales de entrada/salida disponibles.
2.3.11.2 Diagnósticos de los Canales de Salida
Diagnósticos del Canal de salida (PC) 1
R001050
Max:1 C:0000
I/O
1PC-1 2PC-2 3PC-3 4PC-A 6-Ret 6-Ret
PC00000000
0102030405060708
0910111213141516
00000000
Esta pantalla le permite verificar si la señal de salida del controlador está alcanzando el hardware conectado. Seleccione el canal de salida deseado e ingrese el valor “1” para activar el hardware conectado.En caso de problemas relacionados con el canal de salida, usted puede reasignar alguno de los canales de salida a uno sin usar. Refiérase a la sección Channel Reassignment para más información.La sección Output Channels contiene una lista y la descripción de todos los canales de salida para su referencia.Por favor, no olvide restablecer el valor(es) que puede(n) haber cambiado a "0" después de finalizar la comprobación del canal de salida.
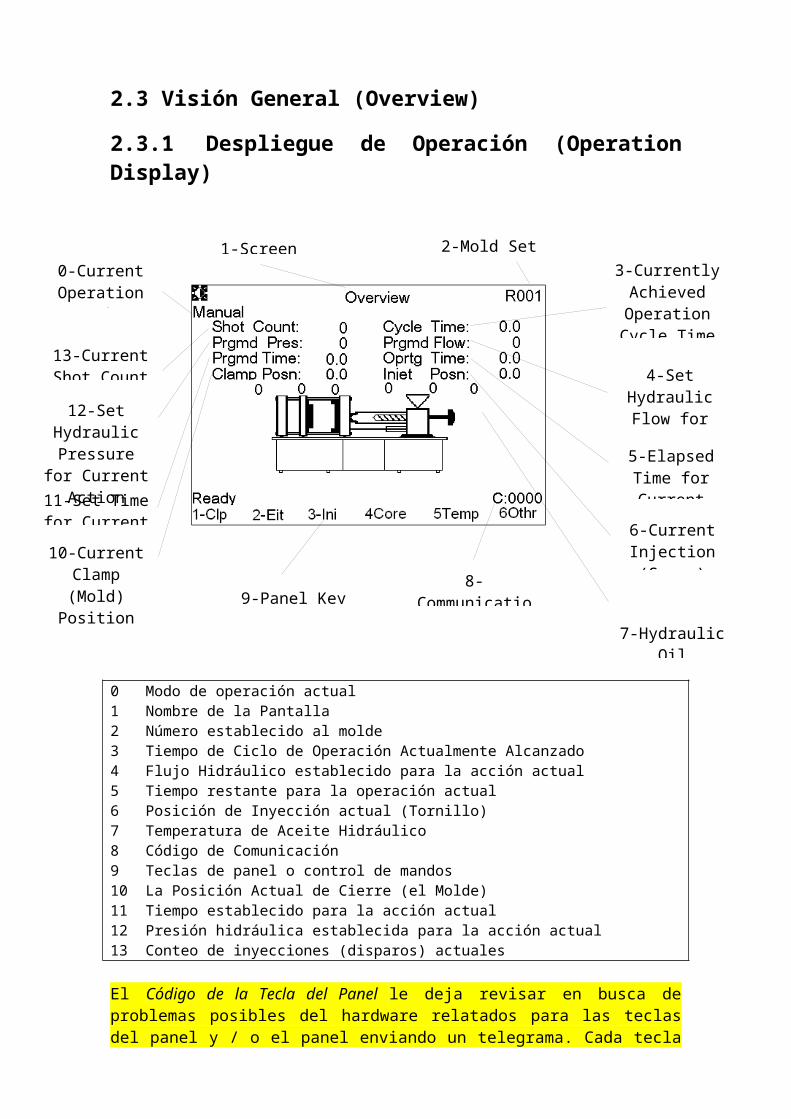
Diagnósticos del canal de salida (PC) 2
R001050
Max:1 C:0000
I/O
1PC-1 2PC-2 3PC-3 4PC-A 6-Ret 6-Ret
PB00000000
1718192021222324
2526272829303132
00000000
Los procedimientos de I/O Channel Diagnostics para la pantalla PC-2 son idénticos a los de la pantalla PC-1. Por favor refiérase a la sección Output Channel Diagnostics (PC) 1 para información más detallada.
Diagnósticos del canal de salida (PC) 3
R001050
Max:1 C:0000
I/O
1PC-1 2PC-2 3PC-3 4PC-A 6-Ret 6-Ret
PB00000000
3334353637383940
4142434445464748
00000000
Los procedimientos de I/O Channel Diagnostics para la pantalla PC-3 son idénticos a los de la pantalla PC-1. Por favor refiérase a la sección Output Channel Diagnostics (PC) 1 para información más detallada.
2.3.13.2 Reasignación de Canal de Salida (PC)
R001050
Min:1 Max:1 C:0000
I/O
1PC-1 2PC-2 3PC-3 4PC-A 6-Ret 6-Ret
Original :New :Confirm :
000 0-Esc 1-OK
Si por alguna razón (por ejemplo un problema de hardware) usted quiere cambiar cualquier canal de salida usted puede usar esta pantalla para reasignación a un punto de salida sin uso.
Por favor refiérase a la sección Channel Index para una lista y la descripción de todos los canales de entrada/salida (I/O) disponibles.
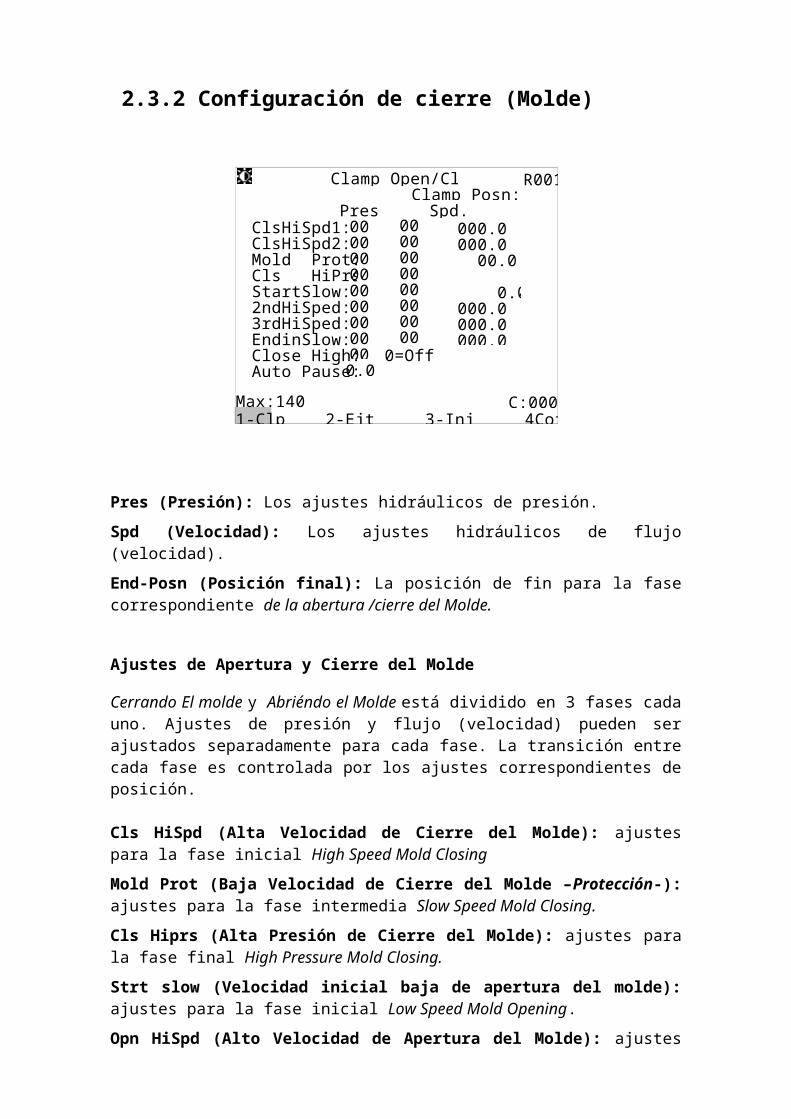
2.3.9 Parámetro
2.3.9.1 Parámetro 1
Después de presionar la tecla Span para acceder a Transducer Zero Point Reset (reinicio-Restablecer punto cero del Transductor) y/o los despliegues (Pantallas) Parámetro le solicitarán entrar una contraseña. Dependiendo de la contraseña introducida (basado en su nivel de acceso).
Por favor refiérase a la sección Parameter Index de este manual para una lista y descripción de todos los parámetros.
2.3.9.2 Parámetro 2
R001050
C:0000
Diagnostic
1Par1 2Par2 3Par3 4Conf 5Zeror 6-Ret
Inj.1.000.00 00 000.000.00 0 0 0
0123456789
Chg. 0.00 0.00 00 00 0.00 0.00 0.00 0.00 0.00 0.00
Nzl. 00 000.00 0.0
Eje.0.000.00 00 00 0.0 0.00.00
Core 0.0 0.0 0 0.0
Inject Pres Ramp Max:0.00
Por favor refiérase a la sección Parameter Index de este manual para una lista y descripción de todos los parámetros.

2.3.9.3 Parámetro 3
R001050
C:0000
Diagnostic
1Par1 2Par2 3Par3 4Conf 5Zeror 6-Ret
Temp 00 00 00 00 00 00 00 0 0 0 0
0123456789A
Alm. 00 00.0 0.0 000.0 00.0 000.0 00 00 0.0 00
Oth. 0.0 0.0 0.0 0 00 00 00 00 00
Lub. 0000 000.0 00.0 000.0 0
Slp. 0
0 0 0
Temp 1 Ramp Max:0.00
Temp 00 00 00 00
Por favor refiérase a la sección Parameter Index de este manual para una lista y descripción de todos los parámetros.
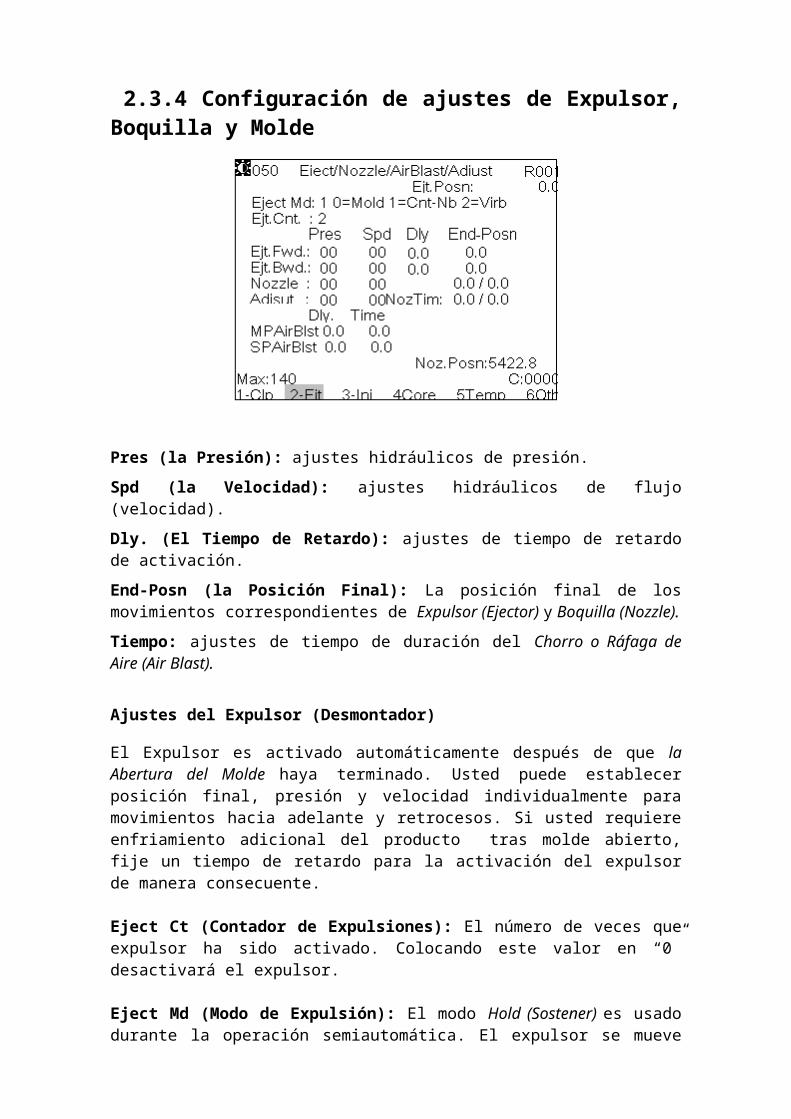
2.3.9.4 Fijar o Establecer Cero (Zero Set)
R001050
C:0000
Diagnostic
1Par1 2Par2 3Par3 4Conf 5Zeror 6-RetInject Meter Max Max:0.00
Sys. 0000 Mach 00001Inj2ClsHi3Othr 0 0 2
0.0 0.0 0.0 0.0 00000000 0000 0000 0000 0000
0.0 0.0 0.0 0.0Code1Code2Code3Code4Code5Code60000 0000 0000 0000 0000 00000000 0000 0000 0000 0000 00000000 0000 0000 0000 0000Change 0 (0=No 1-Yes)
Después de que el transductor haya sido cambiado o ciertas partes de la máquina han sido modificadas (por ejemplo el barril) usted tiene que volver a restablecer el punto cero del transductor correspondiente (en modo de operación manual):
1. Cuando se le solicite entrar el usuario o contraseña del cliente para acceder a esta pantalla.2. Mueva el transductor correspondiente a la posición final. 3. Restablecer los ajustes adecuados en la pantalla a cero, introduciendo el valor "1" dentro del campo correspondiente y presione "Enter".
Inj. (Injection Position)(Posición de Inyección): El transductor para la posición Injection Screw.
Clamp. (Clamp Position)(Posición de Cierre): El transductor para la posición Clamp (Molde).
Eject (Ejector Position)(Posición del Expulsor): El transductor para la posición del Ejector.
Nozzle (Nozzle Position)(Posición de la Boquilla): El transductor para la posición Nozzle (Unidad de Inyección).
Sys Data Rst (System Data Reset) (Reinicialización de datos del sistema): Entrar “1” para reiniciar datos del sistema a valores por defecto.
Advertencia: Sólo reinicie el sistema como último recurso. ¡Todos los datos de configuración del molde y usuario se perderán, incluyendo datos guardados en las bases de datos establecidas de molde y usuario!. Después del reinicio del sistema usted necesita apagar la máquina primero antes de reanudar las operaciones de la máquina.
Note que un reinicio del sistema sólo puede ser ejecutado mientras se encuentre en modo Manual Operation.
2.3.9.5 Configuración
R001050
C:0000
Diagnostic
1Par1 2Par2 3Par3 4Conf 5Zero 6-RetMax:1
Zero Set Current
Inj.ClampEjectNozzle
0000
0.00.00.00.0
Sys Data Rst: 00-Esc 1-OK
Si usted quiere agregar o cambiar directamente la longitud del potenciómetro desde la pantalla, por favor siga la siguiente instrucción:
1. Cuando usted conecta la máquina, la pantalla mostrará el despliegue Overview.2. Por favor presione la tecla SPAN.3. Entre una contraseña como [4321], entonces presione tecla del ENTER, la
pantalla anterior aparecerá.4. Entre la tercera longitud del potenciómetro de acuerdo a su preferencia. Después
de cambiar la información, vaya al Change y escriba “1”. Presione Enter para confirmar.
5. Presione la tecla Manual después de cambiar el despliegue HMI. El sistema seguirá la información cambiada, y la máquina funcionará según el valor cambiado.
6. Después de cambiar longitud del potenciómetro y código, entrar “1” en Change y entonces presionar la tecla ENTER.
7. Presionar la tecla Manual después de cambiar el despliegue HMI. El sistema seguirá la información cambiada, y la máquina funcionará de acuerdo al valor cambiado.
Si hay diferencias en la longitud actual y la longitud del potenciómetro, por favor haga corrección del potenciómetro de lectura. Entre la longitud real del potenciómetro en la columna Potentiometer Actual Length. Por ejemplo:Cuándo la posición final de cierre del molde es 345 y la longitud actual (real) es 350; por favor entre 350 en la fila Potentiometer Actual Length. Después de la corrección, por favor entre “1” en Change y presione la tecla ENTER.
2.3.10 Base de Datos Establecidos del Molde (Mold Set Database)
R001050
C:0000
Mold Set
1-Alm 2-I/O 3Para 4Mold 5-Ver 6ProdMax:1
Save No :confirm :
00
Read No :Confirm :
0-Cancel 1-Ok(Mold Now:R 1)
Leer MoldeIntroduzca el número del molde deseado y confirme seleccionando OK (1).
Guardar o Salvar MoldeIntroduzca el número del molde deseado y confirme seleccionando OK (1).
2.3.15 Versión
R001050
C:0000
Diagnostic
1-Alm1 2-I/O 3Para 4Mold 5-Ver 6-RetReady
Sys. 0000 Mach 00001Inj2ClsHi3Othr 0 0 0
0.0 0.0 0.0 0.0 00000000 0000 0000 0000 0000
0.0 0.0 0.0 0.0 Code1Code2Code3Code4Code5Code6
0000 0000 0000 0000 0000 00000000 /0000 0000 /0000 00000000 0000 0000 0000 0000 0
Para el mantenimiento, identificar la máquina, modelo del controlador y versión del software. Por favor suministre esta información con todas las solicitudes de soporte técnico que pueda tener.
2.3.14 Acerca de
Contacte a Techmation para cualquier solicitud de soporte técnico usando la información de contacto.
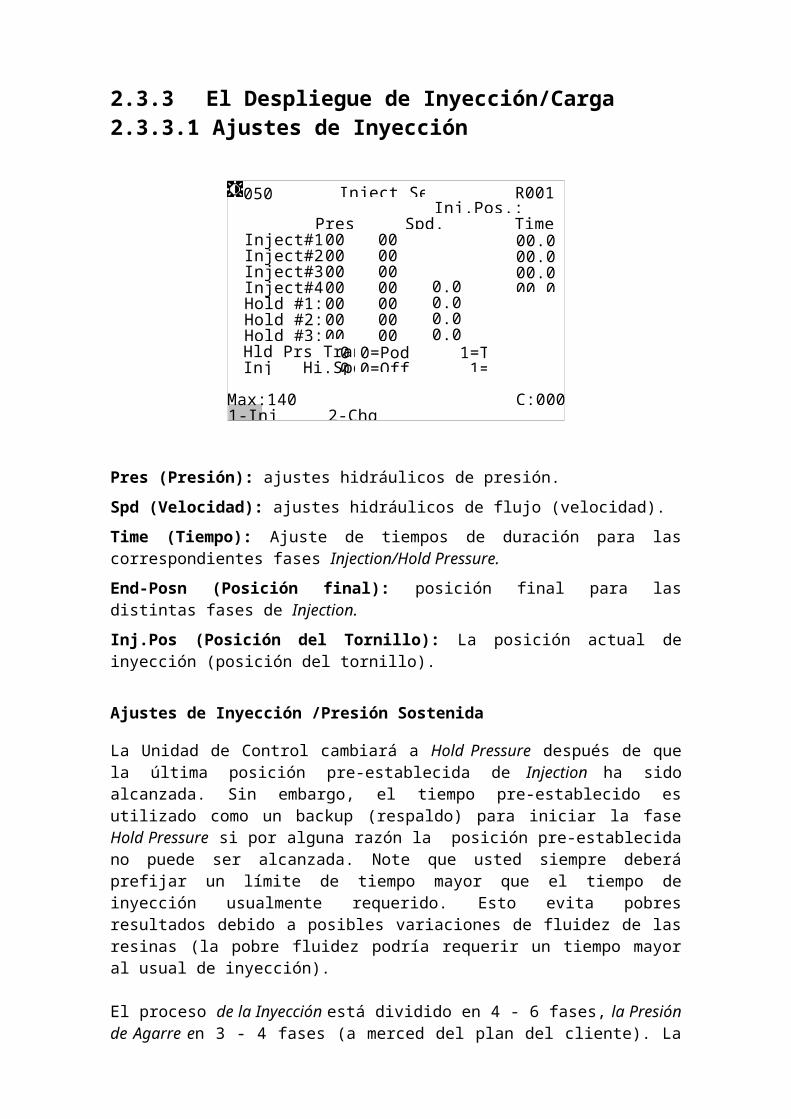
2.3.17 Configuración de Salvapantalla (Screen Saver Settings)
El controlador está equipado con una función del salvapantallas para proteger la pantalla del monitor y aumentar el tiempo de vida de la pantalla. El salvapantallas puede ser activado a través de tiempo o un parámetro del ciclo de producción.
Str.Min. (Activation Time) (Tiempo de activación): Coloque aquí el período de tiempo después del cual el salvapantallas será activado.
Cnt.Ctrl (Cycle Count Control) (Control de contador de ciclos): modo de activación del salvapantallas. Escoja On (1) para activar el salvapantallas después ingrese o fije el número de ciclos de producción, escoja No (0) para activar el salvapantallas después de que un determinado período de tiempo ha transcurrido.Str.Cnt. (Activation Count) (Contador de Activación): Coloque aquí el número de ciclos de producción después del cual el salvapantallas será activado.
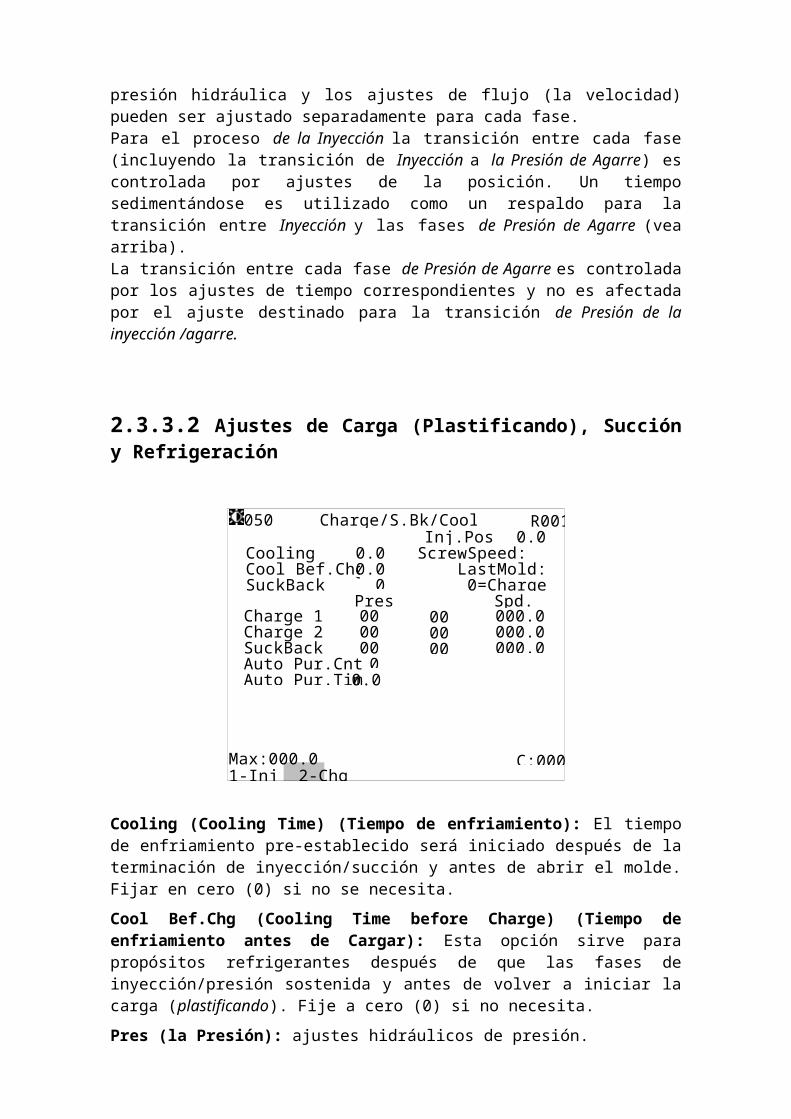
2.4 Índice del Canal Entrada/Salida (I/O Channel Index)
Por favor use esta lista para ingresar la etiqueta y descripción de los canales relevantes de entrada/salida suministrado por el fabricante de la maquina. Si es necesario esta lista le permite rastrear cualquier cambio en la asignación de canales de entrada/salida.2.4.1 Canales de Entrada (Input Channels)
Canal Etiqueta Descripción01234567891011121314151617181920212223242526272829303132333435363738394041
42434445464748
2.4.2 Canales de Salida (Output Channels)
Canal Etiqueta Descripción012345678910111213141516171819202122232425262728293031323334353637

3839404142434445464748
2.5 Índice de Parámetros2.5.1 Parameter 1 (Parámetro 1 – usando contraseña de usuario)
No. Close (Cerrado)0 Cls Start Ramp Time – Initial pressure/speed buildup time limit1 Close Pres Ramp – Pressure change time limit for transition between
different mold closing phases2 Close Flow Ramp – Speed change time limit for transition between
different mold closing phases3 Close Setup Pres – Pressure settings for mold height adjustment4 Close Setup Flow – Speed settings for mold height adjustment5 Auto Adj Protect Time – Low pressure phase duration for auto mold
adjustment 6 Cls Low Pres Hyd. Dly – Delay time before changing to low hydraulic
pressure settings after transition position has been reached7 Cls Low Pres Valve Dly – Delay time for closing valve after 1st
transition position (high /low speed) has been reached8 Cls Hi Pres Valve Dly – Delay time for closing valve after 2nd transition
position (low speed/high pressure) has been reached9 Cls Hi Pres Hyd. Dly – Delay time before changing to high hydraulic
pressure settings after transition position has been reached
No. OpnCls0 Cls Hi Pres Hold Time – High pressure hold time at the end of high
pressure phase1 Cls End Dly – Delay time for resetting hydraulic speed/pressure at the
end of mold closing2 Mld Open Effect Area – Position range relative to mold opening end
position to allow for activation of ejector/core(s)3 Open Fast Pres Ramp – Open mold slow #1 switch to open mold
speed pressure, raise slope timing.4 Open Fast Flow Ramp – Open mold slow #1 switch to open mold
speed flow, raise slope timing.
No. Open 0 Mold Open Pres Ramp – Pressure change time limit for transition
between start/slow and high speed phase1 Mold Open Flow Ramp – Speed change time limit for transition
between start/slow and high speed phase2 Mold Open Pres Ramp 2 – Pressure change time limit for transition
between high and final slow speed phase3 Mold Open Flow Ramp 2 – Speed change time limit for transition
between high and final slow speed phase4 Open Setup Pres – Pressure settings for mold height adjustment5 Open Setup Flow – Speed settings for mold height adjustment6 Open Drain Time – Pressure release time before mold opening7 Opn Slow1 PC32 On Dly – PC32 valve activation delay time8 Open End Delay - Delay time for resetting hydraulic speed/pressure at
the end of mold opening9 Open End Valve Dly – Delay time for closing valve after completion of
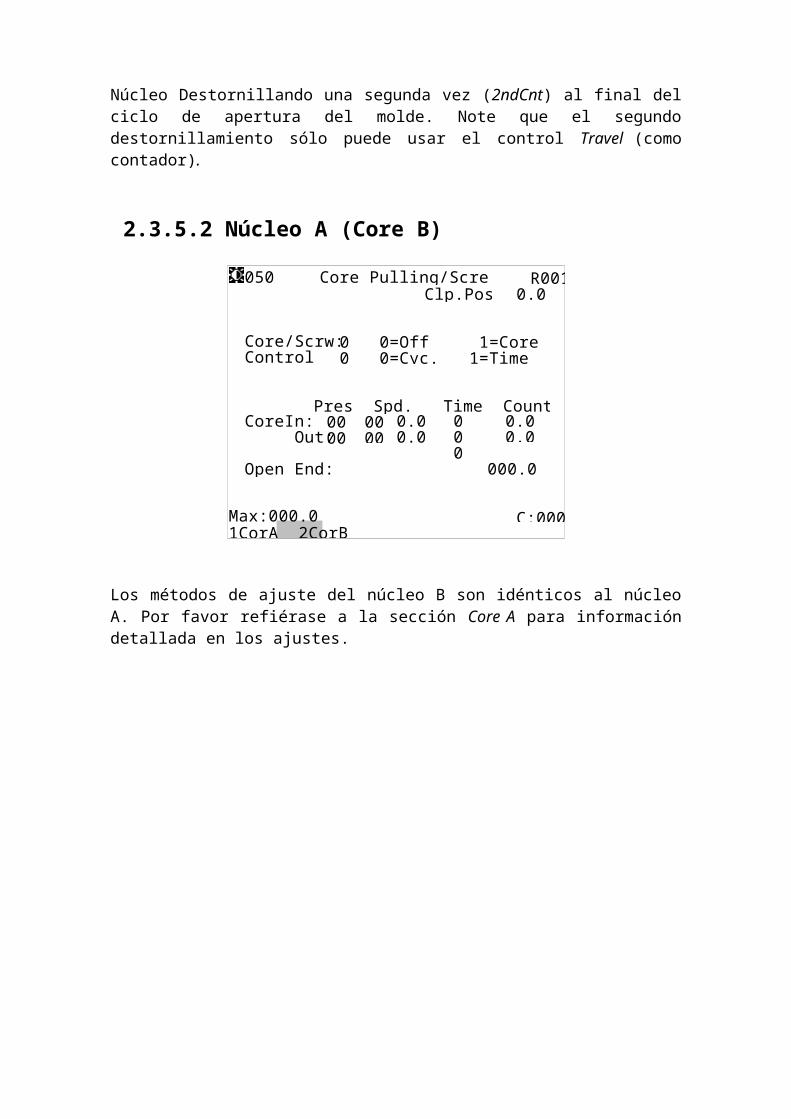
mold opening
No. D/A0 Set1,If D/A be Changed– Select 1, don’t follow the fixed pressure
profile in the software. Refer to the below reference value for pressure profile. Select 0, follow the fixed pressure profile in the software.
1 0 kg (0%) D/A value – Please use % for the required pressure profile output value.
2 10 kg (7%) D/A value – Please use % for the required pressure profile output value.
3 20 kg (14%) D/A value – Please use % for the required pressure profile output value.
4 30 kg (21%) D/A value – Please use % for the required pressure profile output value.
5 55 kg (39%) D/A value – Please use % for the required pressure profile output value.
6 85 kg (61%) D/A value – Please use % for the required pressure profile output value.
7 120 kg (86%) D/A value – Please use % for the required pressure profile output value.
8 140 kg (100%) D/A value – Please use % for the required pressure profile output value.
Below is the calculation of pressure profile: (please refer to diagram 2.7-1)
Pressure Highest Pressure
Pressure vs electric flow
Biggest electric flow
Pressure profile value (delete decimal point)
10KG : 4095 * 50 / 725 = 28220KG : 4095 * 100 / 725 = 56530KG : 4095 * 150 / 725 = 84770KG : 4095 * 360 / 725 = 2033100KG : 4095 * 520 / 725 = 2937120KG : 4095 * 630 / 725 = 3558140KG : 4095 * 725 / 725 = 4095
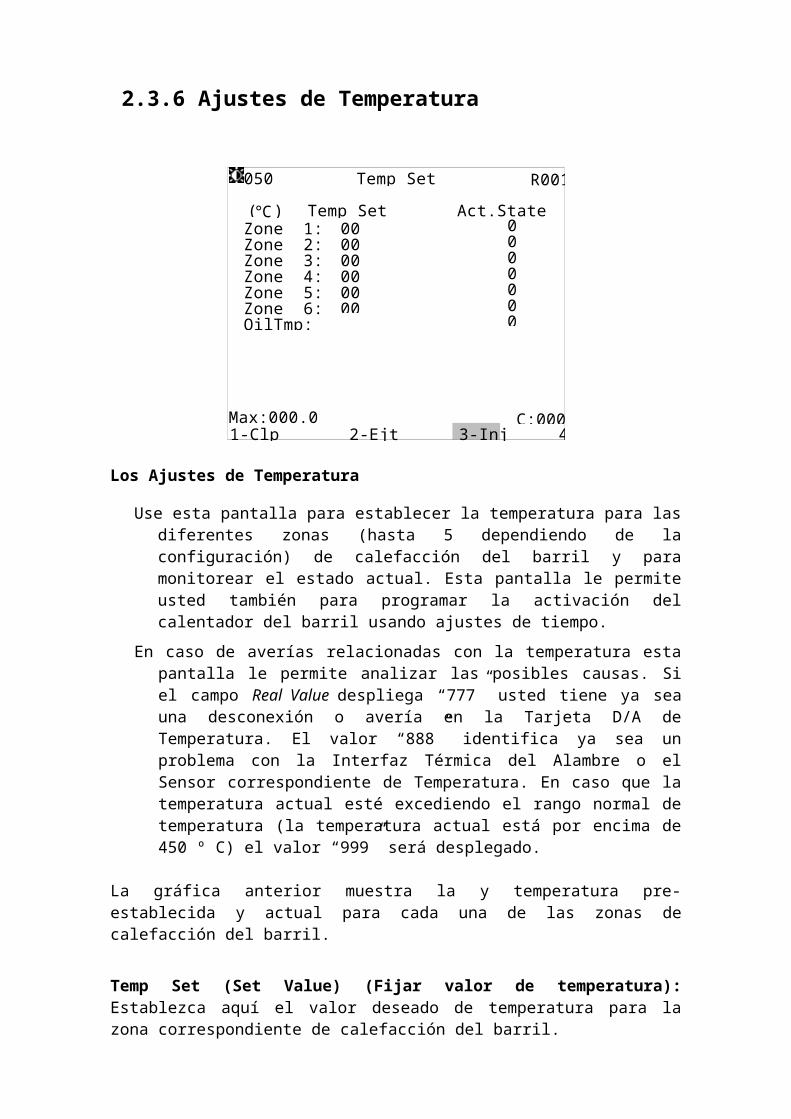
No. D/A0 Set1,If Flow D/A be Changed – Select 1, don’t follow the fixed
pressure profile in the software. Refer to the below reference value for pressure profile. Select 0, follow the fixed pressure profile in the software.
1 Flow (0%) D/A value – Please use % for the required pressure profile output value.
2 Flow (7%) D/A value – Please use % for the required pressure profile output value.
3 Flow (14%) D/A value – Please use % for the required pressure profile output value.
4 Flow (21%) D/A value – Please use % for the required pressure profile output value.
5 Flow (39%) D/A value – Please use % for the required pressure profile output value.
6 Flow (61%) D/A value – Please use % for the required pressure profile output value.
7 Flow (86%) D/A value – Please use % for the required pressure profile output value.
8 Flow (100%) D/A value – Please use % for the required pressure profile output value.
2.5.2 Parameter 2
No. Injection0 Inject Pres Ramp – Pressure change time limit for transition between
different injection phases1 Inject Flow Ramp – Speed change time limit for transition between
different injection phases2 Inject Setup Pres – Pressure settings for mold height adjustment3 Inject Setup Flow – Speed settings for mold height adjustment4 Inject Dly – Injection delay time after nozzle has touched the mold5 Inject End Valve Dly Off – Delay time for closing all valves after
completion of injection6 Cooler On Deviate7 Cooler Off Deviate8 Special Function 39
No. Charge/Suck-Back0 Charge Pres Ramp – Pressure change time limit for transition between
different charge (plasticizing) phases1 Charge Flow Ramp – Speed change time limit for transition between
different charge (plasticizing) phases2 Charge Setup Pres – Pressure settings for mold height adjustment3 Charge Setup Flow – Speed settings for mold height adjustment4 Charge Valve Dly – Charge (plasticizing) valve opening delay time5 Chg End Valve Dly Off – Delay time for closing valve after completion
of charge (plasticizing)6 Suck Before Charge T. – Suck-back time before charge (plasticizing)7 SuckEnd Valve Dly Off8 SuckBack Pres Ramp9 SuckBack Flow Ramp
No. Nozzle0 Nozzle Setup Pres – Pressure settings for mold height adjustment1 Nozzle Setup Flow – Speed settings for mold height adjustment2 Nozzle Fwd Slow Time – Duration of slow nozzle movement before
mold contact3 Nozzle Adv Dly

No. Ejection0 Eject Pres Ramp – Pressure change time limit for transition between
different phases1 Eject Flow Ramp – Speed change time limit for transition between
different phases2 Eject Setup Pres – Pressure settings for mold height adjustment3 Eject Setup Flow – Speed settings for mold height adjustment4 Eject Ret. Effect Area – Position range allowed for partial ejector
retraction between activation (in case of multiple ejector activation, relative to absolute retraction end position)
5 Eject Ret. Max Posn – Absolute retraction end position in relation to transducer zero point (for final retraction)
6 Vibrate Eject Time – Ejector vibration time789
No. Core0 CoreIn Act Dly – Core forward delay timing.1 CoreOut Act Dly – Core retract delay timing.2 Special Core Function3 Special Core Timing45
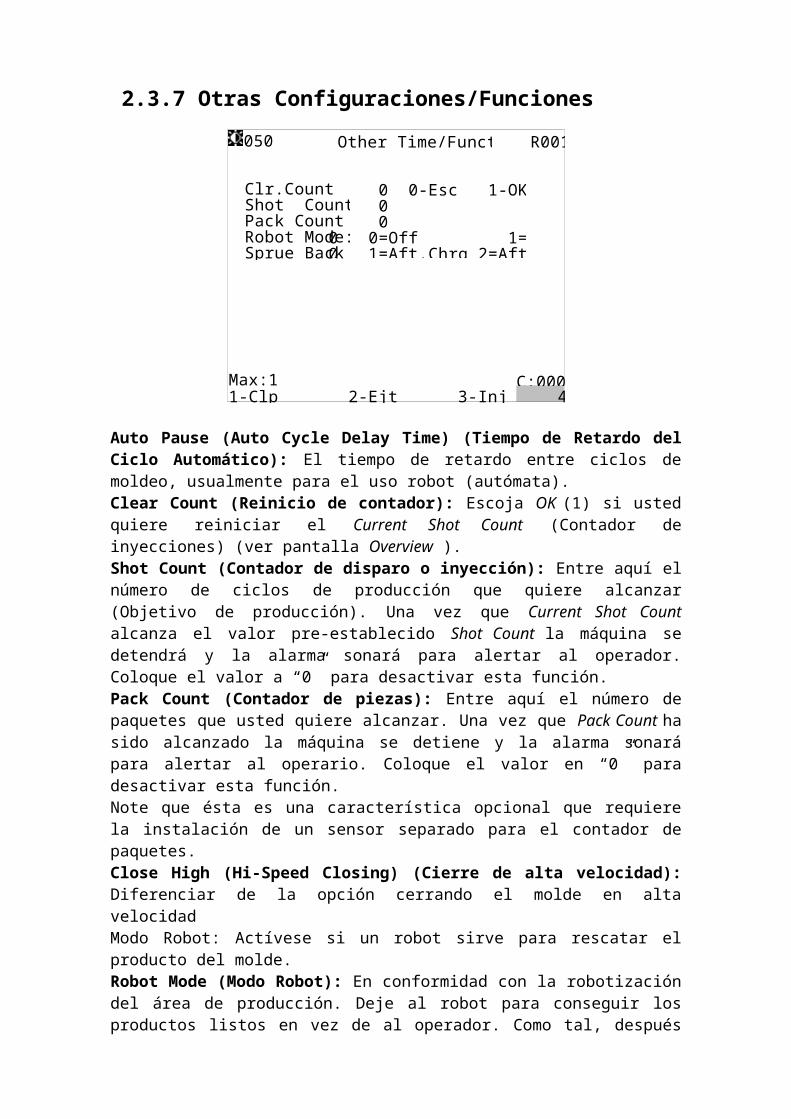
2.5.3 Parameter 3
No. Temperature 0 Temp 1 Ramp – Temperature buildup degree limit for barrel heating
zone 11 Temp 2 Ramp – Temperature buildup degree limit for barrel heating
zone 22 Temp 3 Ramp – Temperature buildup degree limit for barrel heating
zone 33 Temp 4 Ramp – Temperature buildup degree limit for barrel heating
zone 44 Temp 5 Ramp – Temperature buildup degree limit for barrel heating
zone 55 Temp 6 Ramp – Temperature buildup degree limit for barrel heating
zone 66 Oil Temp Up Limit – Hydraulic oil temperature upper limit7 Oil Temp Low Limit – Hydraulic oil temperature lower limit8 Temp Cooler On – Barrel cooler activation temperature9 Temp Cooler Off – Barrel cooler deactivation temperature10 Temperature Not Up11
No. Alarm0 Auto Alarm Unit Cnt – Auto alarm activation cycle count1 Cls Protect Max Time – Maximum allowed mold closing time for low
pressure phase before the auto alarm is activated2 Cls Hi Pres Max Time – Maximum allowed mold closing time for high
pressure phase before the auto alarm is activated3 Charge Max Time – Maximum allowed charge (plasticizing) time before
the auto alarm is activated4 Suck-Back Max Time – Maximum allowed suck-back time before the
auto alarm is activated5 Cycle Max Time – Maximum allowed cycle time before the auto alarm
is activated6 Temp Up Limit – Upper range limit for barrel temperature 7 Temp Low Limit – Lower range limit for barrel temperature 8 Heater Off Alarm – Heater cut off time after alarm initiated machine
stop9 Buzzer Count – Number of alarm buzzer sounds (the hydraulic motor
will be turned off after the last buzzer)
No. Other0 Motor On Hold Time – Hydraulic motor hold time before machine
operation starts to allow for start up of additional motors 1 Motor Y Start – Duration of high torque motor start up (Y coils being
used)2 Motor Delta Time – Transition time for switching from high torque start
up (Y coils) to normal operation mode ( coils)3 Special Function 14 Adjust Slow Speed – Speed setting for slow speed phase during mold
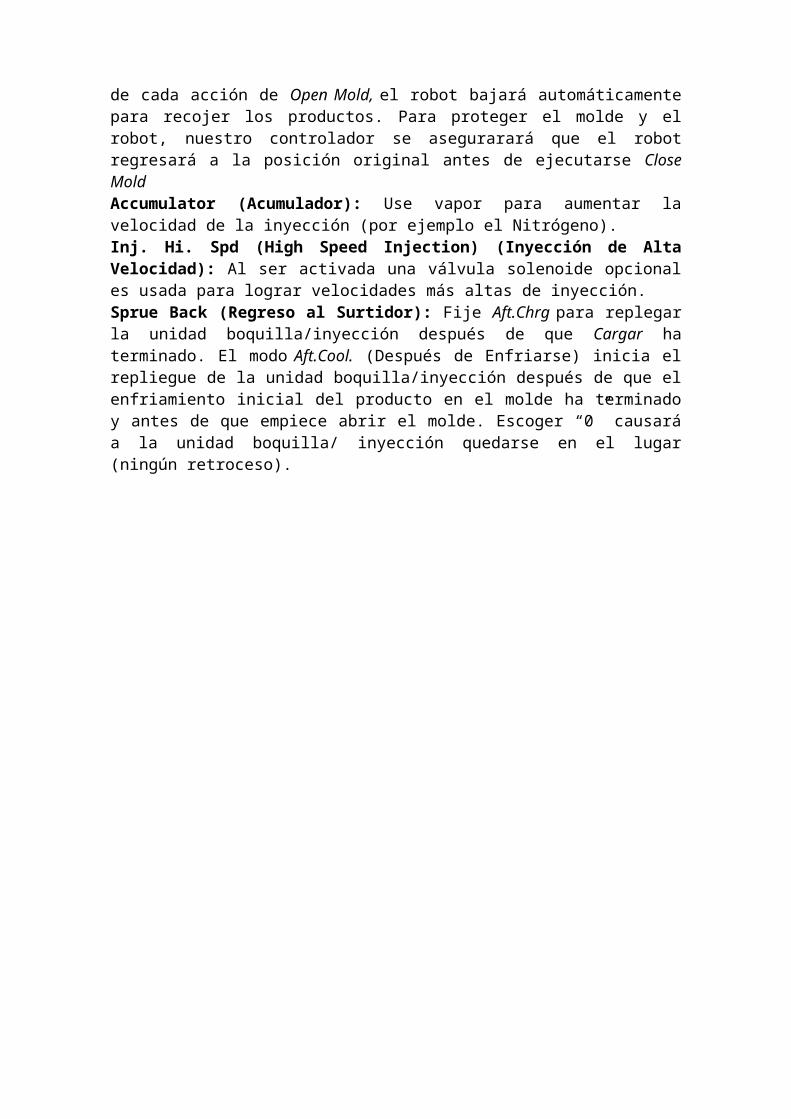
height adjustment5 Adjust Count – Automatic mold height adjustment setting, do not
change!6 Power Match 1 – Speed settings limit for activation of hydraulic pump 17 Power Match 2 – Speed settings limit for activation of hydraulic pump 28 Power Match 3 – Speed settings limit for activation of hydraulic pump 3
No. Lubrication0 Lubricator Count – Number of cycles between each lubrication1 Lubricator Time – Lubricator activation time2 Lubricator Delay – Post lubrication delay time before next activation3 Lubricator Total T. – Total lubrication time including delay time4 Bypas Lub. for first 2 Md
No. Sleep0 Sleep Timer1 Sleep Cnt.Ctrl2 Sleep start.Cnt3 Font Cnt(0-Black1-White)4
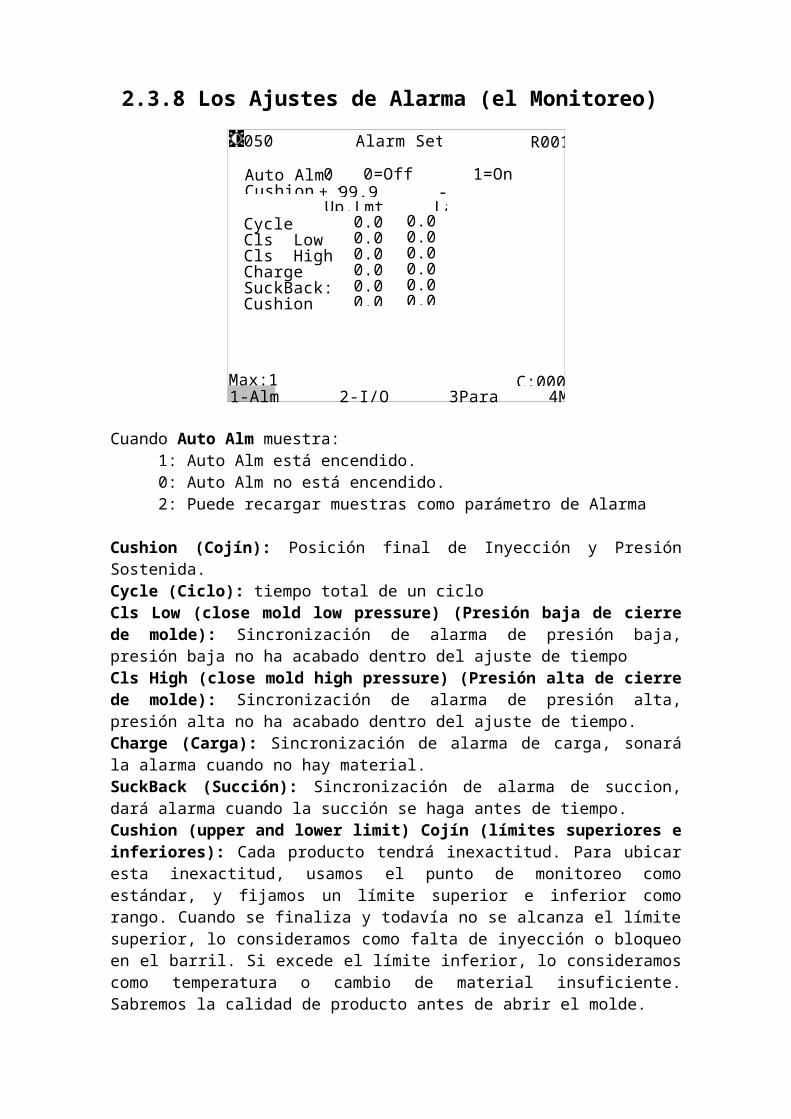
2.6 Alarm/Error Message IndexIn case of an error the corresponding alarm message will be displayed in the status bar in the lower left part of your screen just above the Screen Selection keys (please refer to the Overview section for exact location of the status bar). You can see the alarm messages regardless of the screen you are currently using. In case of multiple alarms the status bar will display the most important alarm.
Alarm/Error Message Explanation:
1 - "Temperature Error" – Indicates a barrel heating temperature problem/possible malfunction. Check the settings and current temperature. Please refer to the Temperature Settings section of this manual for additional information.
2 - "Please Close Door" – Prompt in Semi-auto mode to close the door to start the next production cycle. Please refer to section the Machine Control Panel Keys section of this manual for additional information.
3 - "Please Open Door" – Prompt in Semi-auto mode to open the door at the end of the production cycle. Please refer to the Machine Control Panel Keys section of this manual for additional information.
4 - "Off Man./Emerg. Key" – Indicates the machine has been stopped as a result of pressing either the Manual key or the Emergency button. Release the Emergency key if necessary to resume machine operation.
5 - "Oil Temp. Over" – Indicates the hydraulic oil temperature is too low or too high. Check the parameter settings and adjust if necessary. In case of overheating make sure the cooling system is turned on. In case of low temperature make sure the hydraulic motor is turned on and wait until the motor has warmed up the hydraulic oil sufficiently.
6 - "Cycle Time Exceeded" – Indicates the production cycle time during the last cycle has been outside the preset limits. Check the Alarm screen for more details. Please refer to the Alarm (Monitoring) Settings section of this manual for more information.
7 - Reserved (not used)
8 - "Eject Position Error" – Indicates an ejector position problem. Check the ejector position as well as the relevant potentiometer.
9 - "Inject Cushion Error" – Indicates the injection parameters during the last production cycle have been outside the preset limits. Check the Alarm screen for more details. Please refer to the Alarm (Monitoring) Settings section of this manual for more information.
10 - "Purge Guard Opened" – Indicates that the injection unit cover is open. Please close the cover to resume machine operation.
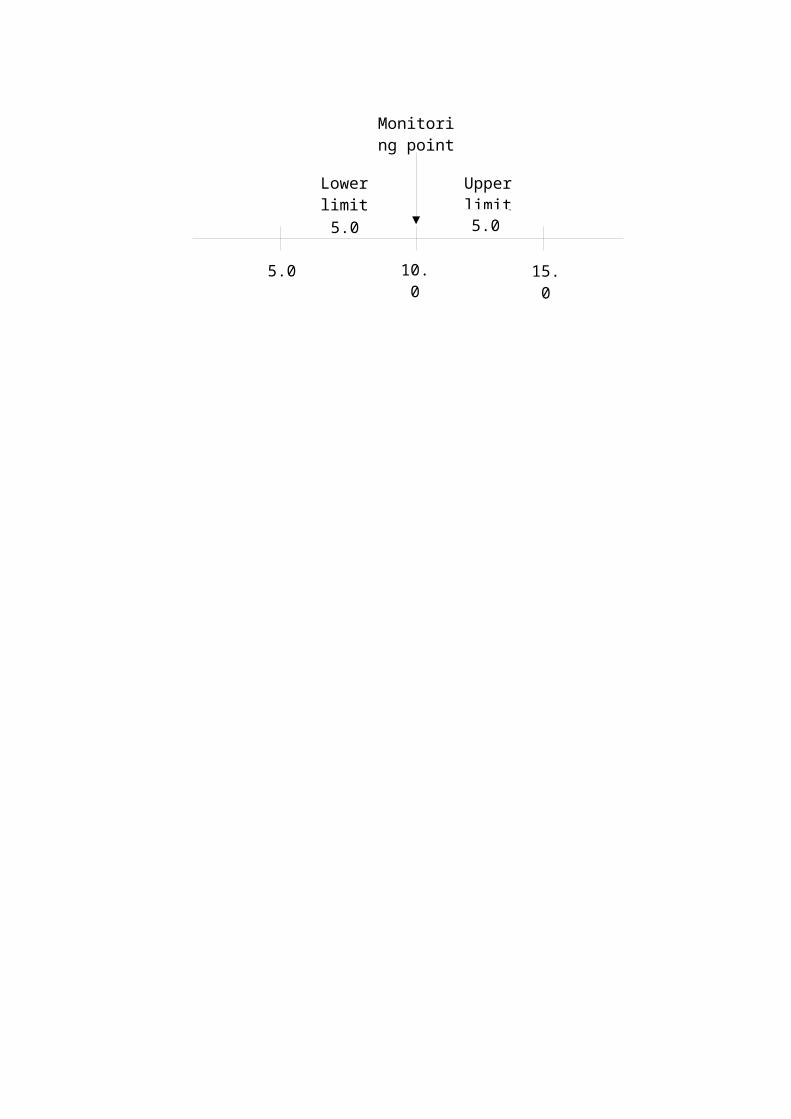
11 - "Robot Malfunction" – Indicates a robot problem. Check and reset robot to resume machine operation.
12 - "No. of Shots Reached" – Indicates the preset number of production cycles has been reached. Please refer to the Other Settings/Functions section of this manual for more information.
13 - "Mold Open Time Out" - Indicates the mold opening parameters during the last production cycle have been outside the preset limits. Check the Alarm screen for more details. Please refer to the Alarm (Monitoring) Settings section of this manual for more information.
14 - "Part Not Dropped" – Indicates an ejection failure while in Photo Sensor mode. Remove the mold product before resuming machine operation. Please refer to the Machine Control Panel Keys section of this manual for additional information.
15 - "Hopper Empty" – Refill the hopper with plastic granulate.
16 - "Mold Close End Error" – Indicates the mold closing parameters during the last production cycle have been outside the preset limits. Check the Alarm screen for more details. Please refer to the Alarm (Monitoring) Settings section of this manual for more information.
17 - "Pos. Setting Error" – Indicates inconsistent position settings for either Mold Closing, Mold Opening, Suck-back or Charge (Plasticizing) settings. Check the relevant settings.
18 - "Finish Auto Adjust" – Indicates the automatic Mold Height Adjustment has been completed. Please refer to the Machine Control Panel Keys section of this manual for additional information.
19 - "Lubr. Oil Level Error" – Indicates the lubrication oil level is too low. Check the oil level and fill up if necessary.
20 - "Inj. Start Pos. Error" – Indicates the injection parameters during the last production cycle have been outside the preset limits. Check the Alarm screen for more details. Please refer to the the Alarm (Monitoring) Settings section of this manual for more information.
21 - "Screw Rpm Error" – Indicates a problem during screw operation. Check the Charge (Plasticizing) settings and make sure the hopper is no empty.
22 - "Inject Time Error" – Indicates the injection parameters during the last production cycle have been outside the preset limits. Check the Alarm screen for more details. Please refer to the the Alarm (Monitoring) Settings section of this manual for more information.
23 - "Opn 1-Slow Pos. Error" – Indicates a problem during automatic Mold Height Adjustment. Check the transition position from slow to fast movement during Mold Opening. Adjust if necessary.
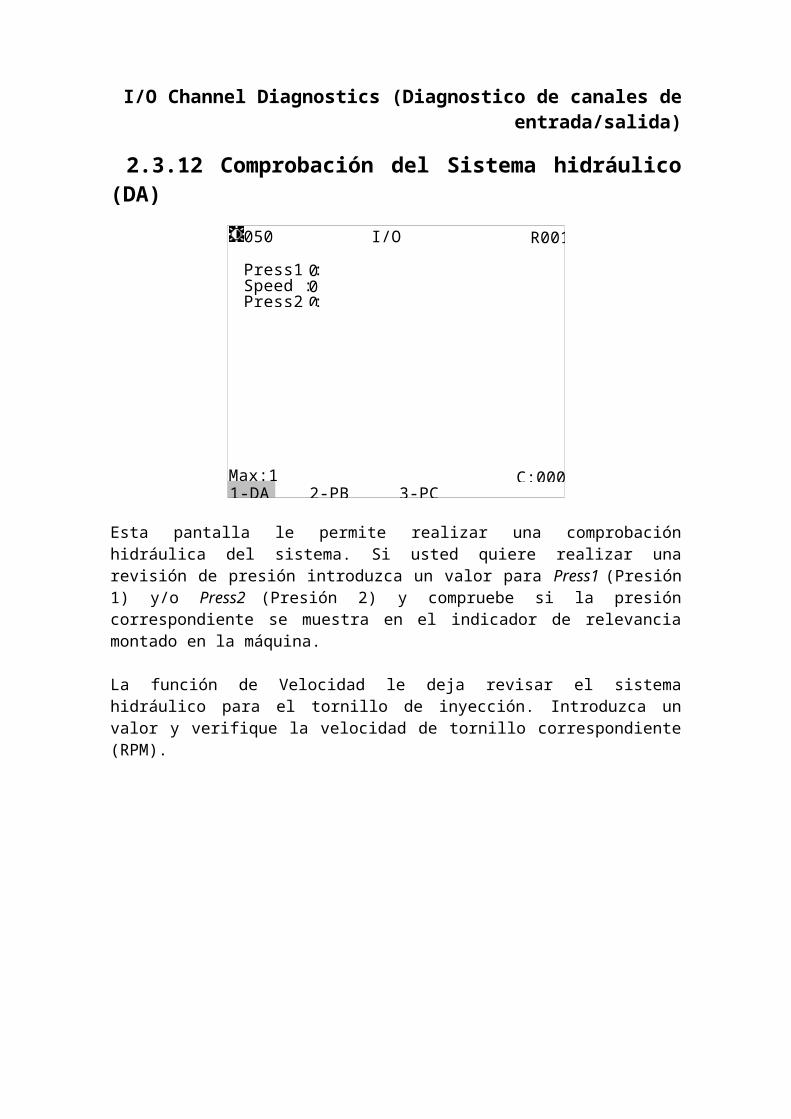
24 - "Mold Protection Error" – Indicates that the mold could not close properly. Check if the molding product has been completely ejected. Adjust mold settings if necessary.
25 - "Decompress End Error" – Indicates Suck-back could not be executed according to the settings. Check and adjust settings if necessary.
26 - "Charge End Error" – Indicates that the screw could not reach the set end position during Charge (Plasticizing). Make sure the hopper is not empty and adjust settings if necessary.
27 - "Pack Count Reached" – Indicates the preset number of product packs has been reached. Please refer to the Other Settings/Functions section of this manual for more information.
28 - "Core Pull End Error" – Indicates the core has not reached the preset end position (limit switch). Check the core position and make sure it is moving freely.
29 - Reserved (not used)
30 - "Lubrication Fail" – Indicates a lubrication problem. Check the lubrication system.
31 - "Oil Level too Low" – Indicates the hydraulic oil level is too low. Check the hydraulic oil level and fill up if necessary.
32 - "Oil Filter Blocked" – Indicates a blocked hydraulic oil filter. Check the filter and clean if necessary.
33 - "Ptm. Board Check Error" – Indicates a communication problem with the potentiometer board. Check board for possible causes.
34 - "Adjust End Touched" – Warning message indicating the moving platen has reached the backward end position (limit switch). Do not move platen/mold further backward to avoid damage to the machine.
35 - Reserved (not used)
36 - "C. P. Active Pos. Error" – Indicates a core position settings problem. Verify the core settings and mold position at time of core activation and change if necessary.
37 - "C. P. Set Error" – Indicates a problem with the core in/out activation positions. Verify settings and change if necessary.
38 - "Waiting Air Mold" – Indicates the controller is waiting for signal form air injection system.
39 - "Adj. Sensor Fail." – Indicates automatic Mold Height Adjustment failure. Check the pressure and speed settings and verify if the platen/mold is moving.
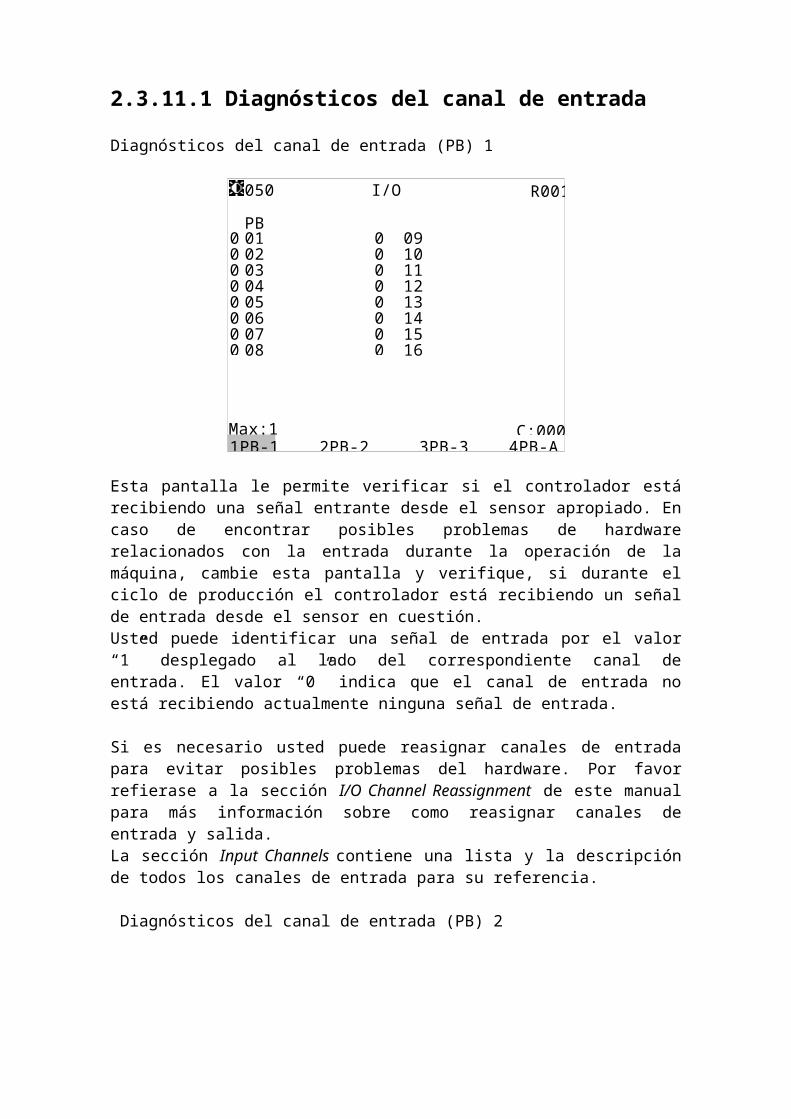
40 - "Cool Water Prs Low" – Indicates low cooling water pressure. Check cooling system.
41 - "Switching Mold" – Status message during mold switching.
42 - "Waiting Robot" – Status message during robot operation.
43 - "Pls Press Close Key" – Prompt in Auto mode to press Close Mold key to start machine operation.
44 - "Eject Not Back" – Indicates the ejector has not reached the end position (limit switch). Check the ejector.
45 - Reserved (not used)
46 - "Lub. Filter Fail" – Indicates a problem with the lubrication oil filter. Check filter for possible causes.
47 - Reserved (not used)
48 - "Motor Fail" – Indicates a hydraulic pump motor failure. Check motor for possible causes.
49 - "Pls Press Start Key" – Prompt in Semi-auto mode to press Start key to start machine operation.
50 - "Pls Close Rear Door" – Indicates an open rear door. Close door to resume machine operation.
51 - Reserved (not used)
52 - "Manual Open/Eject" – Prompt in Manual mode to execute Mold Opening and Ejection manually to prevent possible damage to machine.
53 - "Motor Overload" – Indicates problem with hydraulic pump motor. Check the motor for possible causes.
54 - Reserved (not used)
55 - Reserved (not used)
56 - "Manual Open" – Prompt in Manual mode to execute Mold Opening manually to prevent possible damage to machine.
57 - "Temperature not up" – Indicates a barrel heating temperature error. The pre-set temperature could not be reached. Check the barrel heater.
58 - "Safe B. Plate Fail" – Indicates possible object on bottom plate. Remove any objects to resume machine operation.
59 - Reserved (not used)
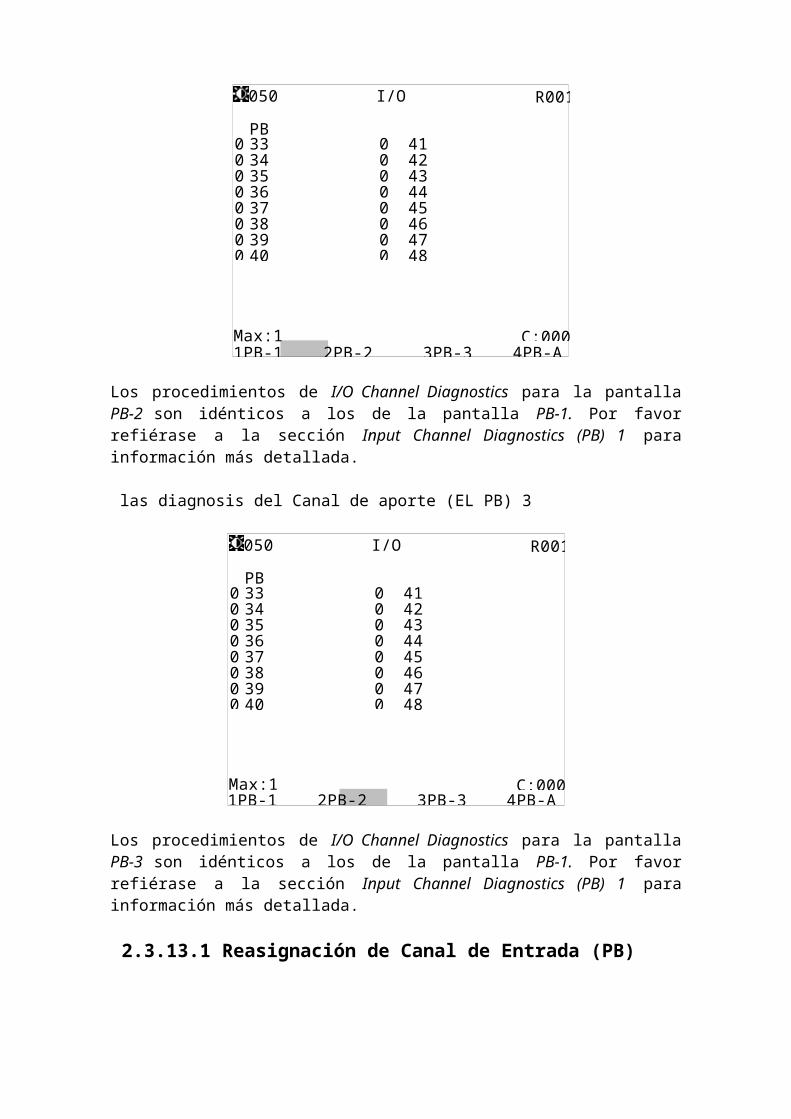
60 - Reserved (not used)
61 - "Pls Close Upper Cover" – Indicates an open top cover. Close the cover to resume machine operation.
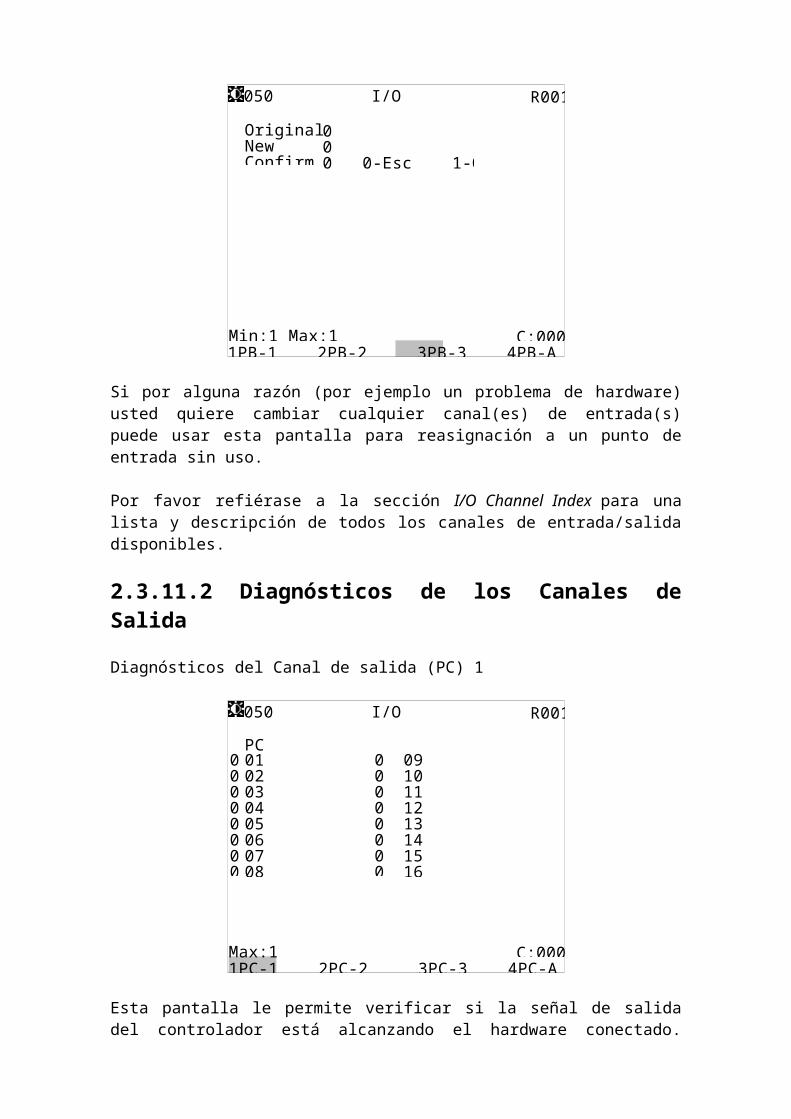
2.7 Robot Installation (Optional Feature)If you want to install a robot on the machine, the C-260/280 Series controller provides a protection circuit for robot control and mold protection. Please refer to below diagram for robot circuit wiring.
1. Connect the robot to the appropriate input point (default is PB 23).2. Connect the robot to the appropriate output point (default is CR 6).3. Activate the robot mode in the Other Settings screen (refer to the Other
Settings/Functions section).
Robot descent
Robot Output (RELAY A output contactor)
Robot Original Input Point
Robot Upper Position
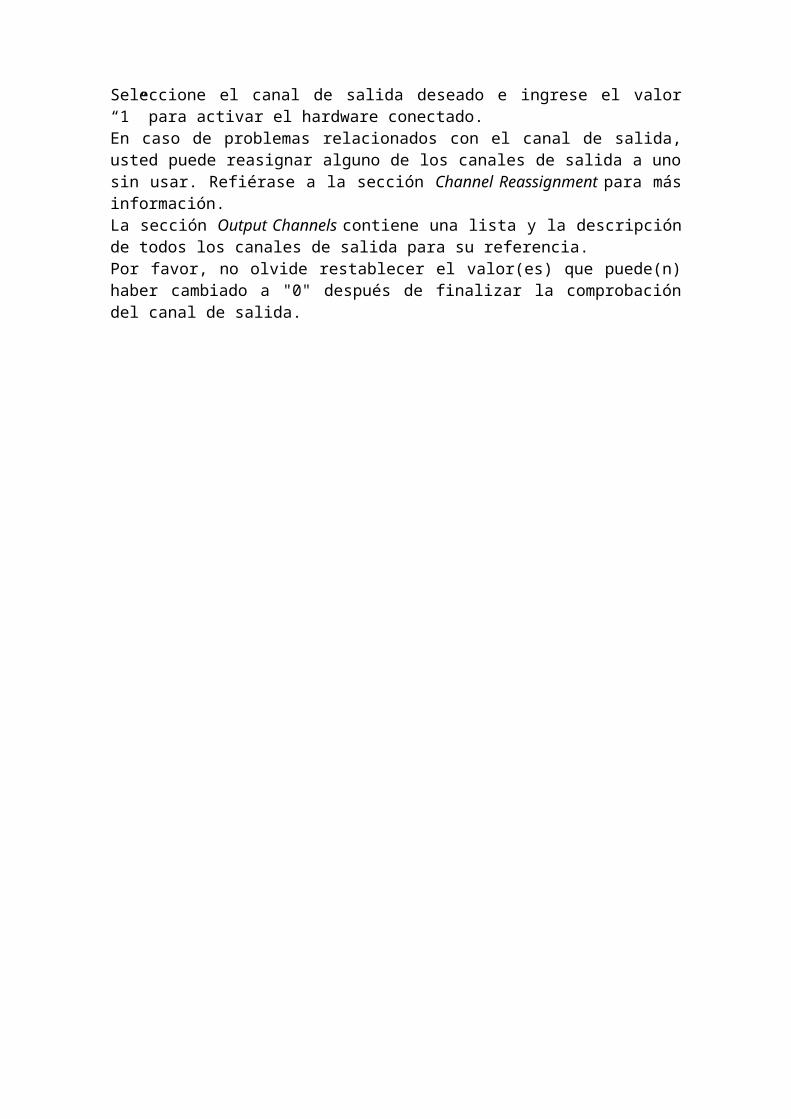
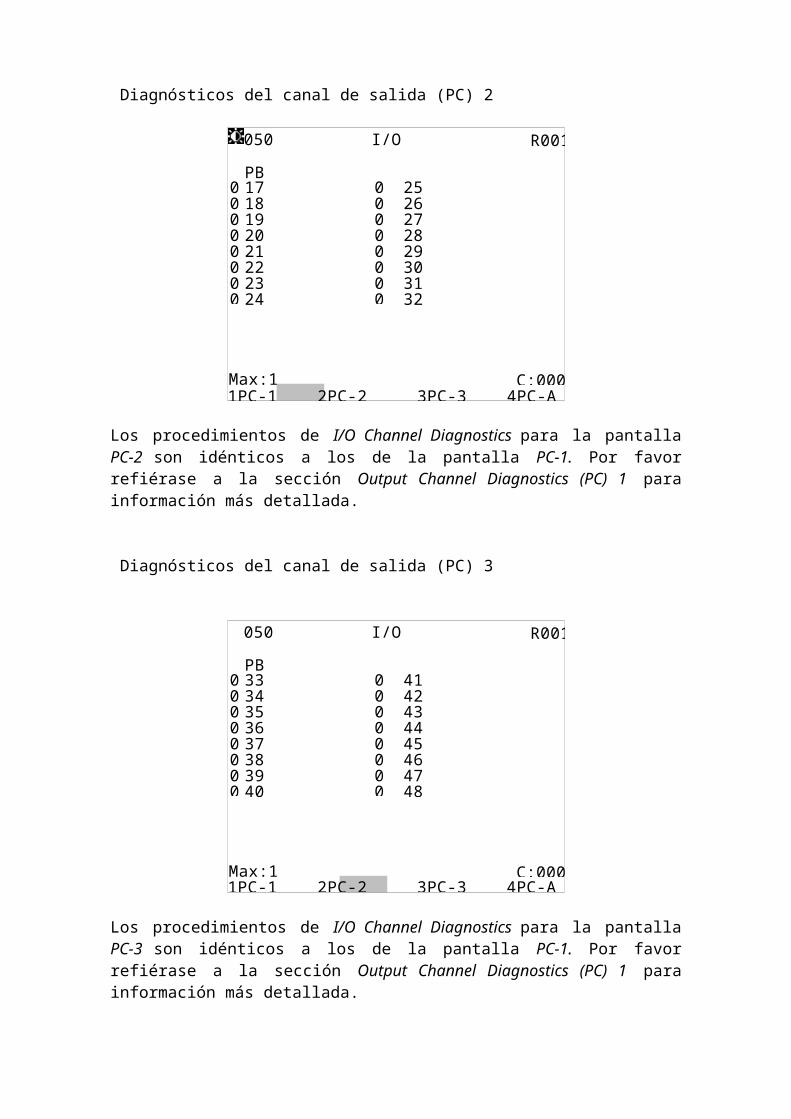
Author: Techmation Co.,Ltd.
Version: I-500 (F1-F6), Standard Version
Address: 9F, NO. 529, Chung Cheng Road,
Hsin-Tien City, Taipei Hsien,
Taiwan, R.O.C.
Phone: +886-2-2218 1686
Fax: +886-2-2218 1766
E-mail: [email protected]
Date: 11/04/23


















