MANAGING CORROSION ON PLASTICS – AN - SEMOS corrosion.pdf · MANAGING CORROSION ON PLASTICS –...
13
MANAGING CORROSION ON PLASTICS – AN ANALYSIS OF EXPERIENCE FROM INDUSTRIAL APPLICATIONS G. Bergman Swedish Corrosion Institute Roslagsvägen 101, Hus 25 SE-104 05 Stockholm Sweden ABSTRACT The opportunities of improving the performance of plastics in corrosive applications by knowing better their corrosion properties, and the factors that determine the service lifetime or need for repairs, are discussed. The importance of having relevant design corrosion data is stressed and is exemplified with cases from practice. In particular, the corrosion behavior of FRP in chlorine dioxide, chlorine and sodium chlorate environments is presented. The performance of FRP in flue gas scrubber plants environments is briefly summarized. Comparisons of the corrosion behavior of metals and plastics are made both from a fundamental point of view considering corrosion mechanisms, types of corrosion, corrosion testing, etc. and from points of view of practical experiences regarding service performance in different applications. Typical reasons for choosing plastics within the process industry are given, as well as typical environments for plastic applications. Keywords: plastics, glass-fiber reinforced plastics, GRP, FRP, corrosion, corrosive environments, corrosion design, corrosion data, chlorine, chlorine dioxide, sodium chlorate, flue gas scrubber plant, process equipment, industrial applications, chemical industry, pulp and paper industry INTRODUCTION Plastics can be utilized in solid construction, as well as for linings or coatings. They have for a long time and to a great extent been employed in the trials of solving different industrial corrosion problems. From the fact that plastics are often used to solve problems of corrosion on various metallic materials one may be led to believe that this material cannot be attacked by corrosion. But that is not true. It is often well known in a pulp mill or a chemical plant, particularly by the maintenance staff, that in time corrosion damage may appear on plastic structures and components, as well as on other materials. In many instances, the lifetime or the need for repair of the structures is determined by corrosion attack. Depending on the type of plastic material, fabricating factors, type of medium and its composition, temperature and other factors, the corrosion rate or changes in mechanical properties may be negligible over a period of twenty years or more, or may lead to a failure in a couple of weeks. From that point of view, metals and plastics or other materials are equal. For both metal and plastic structures, we can find numerous corrosion related failures as well as numerous successful applications. A shortcoming for plastics compared to metals is that the corrosion science of metals is much more developed than that of plastics. One of the reasons for that is certainly that plastic materials are younger than, e.g., steels. The present situation concern- ing polymeric materials and corrosion is somewhat similar to that of metallic materials 50–60 years ago. When the so-called stainless steels were developed and introduced in the 1920´s and 30´s, most corrosion problems were supposed to be solved. 1
Transcript of MANAGING CORROSION ON PLASTICS – AN - SEMOS corrosion.pdf · MANAGING CORROSION ON PLASTICS –...

MANAGING CORROSION ON PLASTICS – AN ANALYSIS OF EXPERIENCE FROM INDUSTRIAL
APPLICATIONS
G. Bergman
Swedish Corrosion Institute
Roslagsvägen 101, Hus 25SE-104 05 Stockholm
Sweden
ABSTRACT
The opportunities of improving the performance of plastics in corrosive applications by knowing better their corrosion properties,
and the factors that determine the service lifetime or need for repairs, are discussed. The importance of having relevant design
corrosion data is stressed and is exemplified with cases from practice. In particular, the corrosion behavior of FRP in chlorine
dioxide, chlorine and sodium chlorate environments is presented. The performance of FRP in flue gas scrubber plants environments
is briefly summarized. Comparisons of the corrosion behavior of metals and plastics are made both from a fundamental point of
view considering corrosion mechanisms, types of corrosion, corrosion testing, etc. and from points of view of practical experiences
regarding service performance in different applications. Typical reasons for choosing plastics within the process industry are
given, as well as typical environments for plastic applications.
Keywords: plastics, glass-fiber reinforced plastics, GRP, FRP, corrosion, corrosive environments, corrosion design, corrosion
data, chlorine, chlorine dioxide, sodium chlorate, flue gas scrubber plant, process equipment, industrial applications, chemical
industry, pulp and paper industry
INTRODUCTION
Plastics can be utilized in solid construction, as well as for linings or coatings. They have for a long time and to a great extent
been employed in the trials of solving different industrial corrosion problems. From the fact that plastics are often used to solve
problems of corrosion on various metallic materials one may be led to believe that this material cannot be attacked by corrosion.
But that is not true. It is often well known in a pulp mill or a chemical plant, particularly by the maintenance staff, that in time
corrosion damage may appear on plastic structures and components, as well as on other materials. In many instances, the
lifetime or the need for repair of the structures is determined by corrosion attack. Depending on the type of plastic material,
fabricating factors, type of medium and its composition, temperature and other factors, the corrosion rate or changes in mechanical
properties may be negligible over a period of twenty years or more, or may lead to a failure in a couple of weeks. From that point
of view, metals and plastics or other materials are equal. For both metal and plastic structures, we can find numerous corrosion
related failures as well as numerous successful applications.
A shortcoming for plastics compared to metals is that the corrosion science of metals is much more developed than that of
plastics. One of the reasons for that is certainly that plastic materials are younger than, e.g., steels. The present situation concern-
ing polymeric materials and corrosion is somewhat similar to that of metallic materials 50–60 years ago. When the so-called
stainless steels were developed and introduced in the 1920´s and 30´s, most corrosion problems were supposed to be solved.
1
However, it soon became evident that the stainless steels could also suffer severely from corrosion attack, and even new types of
corrosion were discovered. Since then, metal corrosion research has increased significantly and a well-developed corrosion
science for metals has been formed. This progress has been beneficial for the development of new and more corrosion resistant
grades of stainless steel, for selecting the proper grades of steel for specific applications, for corrosion design, etc.
By learning from the history of metal corrosion, we can foresee the necessary future developments in the field of polymer
corrosion science. The confidence and the general status of plastic materials would probably be significantly increased if their
so-called “chemical resistance” could be presented in technical corrosion terms analogous to metals. An important step towards
an extended and correct use of plastics in various corrosive environments is to have relevant corrosion design data. An increased
knowledge of the corrosion properties of plastic materials is also necessary to master existing instances of corrosion damage on
such materials and is important for the future development of improved materials and products.
Since 1981, the Swedish Corrosion Institute (SCI) has carried out research in the field of corrosion properties of polymeric
material. In particular, the performance of FRP materials in process equipment within the pulp and paper industry and the
chemical industry has been studied from corrosion behavior points of view. The purpose of this paper is to focus on and discuss
more in detail the opportunities of improving the performance of plastics in corrosive applications by knowing better their
corrosion properties and the factors that determine the service lifetime, or need for repairs. Also, the importance of having
relevant design corrosion data will be exemplified. Comparisons with corrosion behavior of metals will be done.
TYPICAL REASONS FOR CHOOSING PLASTICS
The practical experience shows that the typical reasons and causes for the selection of plastics in process equipment are as
follows(1)
:
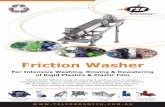
• Corrosion damage has occurred repeatedly with various steels that have worked well previously, and the corrosion resistance
of still more highly alloyed steels is uncertain or they have already failed, Fig 1.
• Unexpected rapid corrosion has occurred on new construction made with stainless steel, e.g., SS 2343 (Type 316, UNS
S31600 with .05 C max and 2.5 Mo min) or more highly alloyed steels.
• Unexpected rapid corrosion has occurred on constructions made with quite expensive materials such as titanium and nickel-
based alloys, Fig 2.
• Damage in older constructions made of wood, concrete, lead-lined or brick-lined steel has become difficult to repair in a
lasting way. The old material is considered outmoded when replacement is required, and it is more expensive than or expected
to perform worse than certain plastics.
• No other material came into consideration with regard either to the corrosion stresses or mechanical load. An example is
submerged marine discharge pipes with a diameter of 1 meter or larger in the presence of marine borers (which excludes
wooden pipes), Fig 3.
FIGURE 1 - Replacement of stainless steel piping with FRP. Extensive
pitting corrosion occurred on the steel.
FIGURE 2 - FRP was used to replace a titanium-lined cover of a
bleach tower. Unexpectedly, the titanium lining suffered from uniform
corrosion and became very thin.
2

• The corrosive environment can vary inside or outside the component. Unexpected external corrosion damage, sometimes
under insulation, has occurred due to spills and leaks or from leaking aggressive gases, Fig 4.
• A plastic material (solid or lining) is considered the best selection from a technical/economical viewpoint.
Because plastic materials such as FRP, are “traditionally” considered only where the environment is strongly corrosive to SS
2343 steel, the standard alloy within, e.g., the pulp and paper industry, their application in other cases is often overlooked. This
pertains to situations in which the corrosive environment is expected to be mild for both steels and FRP. An amazing matter of
interest is that unexpected corrosion failures with stainless steels, or other construction metals or alloys, still occur despite the
long history of metal corrosion research.
CORROSION MECHANISMS AND TYPES OF CORROSION: PLASTICS VS METALS
The mechanisms of corrosion of metals are mostly determined by electrochemical processes. An analogous description of the
mechanisms of corrosion of FRP, or other plastics, is that they are determined by organochemical processes. A vital difference
between metals and plastics is that the structure of the former is 100% crystalline and the structure of the latter is semicrystalline
or amorphous. Therefore, also physical processes like diffusion, osmosis and swelling may play an important role in the corrosion
processes of plastics.
Despite the very different corrosion mechanisms, the effects of corrosion on metallic materials and of plastic materials have
certain similarities. Most types of corrosion found in metals may also be found in plastics, for instance, uniform corrosion,
selective corrosion, stress corrosion, corrosion fatigue, erosion corrosion, layer corrosion (delamination in case of FRP) and
localized corrosion (pitting), Fig 5–10.
Some types of corrosion in metals, such as crevice corrosion, may possibly not be found in plastics and vice versa (e.g.
swelling and osmosis blistering, Fig 11). However, along with the development of new materials and material combinations also
unforeseen corrosion phenomena may occur. For instance, components of conductive plastics such as carbon-fiber reinforced
plastics, may under certain conditions suffer from galvanic corrosion effects when combined with a less noble metal such as
carbon steel. The carbon-fibers become a cathode where hydroxyl ions are produced by the galvanic current and the alkaline
environment formed in the vicinity of the fibers may in turn cause debonding damage and hydrolysis attack on the resin matrix.
The formation of water-soluble substances in the material such as hydroxyl ions may also give rise to further damage by osmosis
FIGURE 4 - External corrosion of a stainless steel pipe (top) and
various steps to combat such damage:FRP pipe, painted pipe
(coating flakes) and tape-wrapped pipe.
FIGURE 3 - Damaged wooden pipe (top) replaced by a polyethylene
(PE) pipe, 1 m in diameter.
3

effects, i.e., blistering and delamination, Fig 12(2)
.
FIGURE 5 - Piping made of stainless steel (top) and of FRP. Both
materials have become very thin due to uniform corrosion attack.FIGURE 6 - Localized corrosion on stainless steel (top) and on PVC.
FIGURE 7 - Stress corrosion cracking in stainless steel (top) and in
polyethylene.
FIGURE 8 - Leaks due to erosion corrosion in piping of carbon steel
(top) and PVDF. Both materials have been exposed to concentrated
sulfuric acid, but at different temperatures.
4

FIGURE 9 - Layer corrosion in aluminum (top) and in FRP
(delamination).
FIGURE 10 - Selective corrosion in components of brass (top) and of
FRP. In the cross section of the laminate, regions of selectively attacked
glass-fibers are indicated with arrows. The affected regions in both
materials have become markedly brittle. The inner surface of the laminate
is marked A (also attacked).
FIGURE 11 - Swelling damage of a PVC lining in an FRP pipe
(top) and swelling of the resin matrix in an FRP laminate of another
pipe. The swelling has caused extensive micro-cracking.
FIGURE 12 - Galvanic corrosion of a soil-exposed cast iron piping caused
by a brass plug (top) and ”galvanic” blistering in a seawater-exposed
carbon-fiber reinforced vinyl ester laminate caused by a steel coupling.
5

CORROSION DATA: PLASTICS VS METALS
For metals, there are well-developed testing methods for each type of corrosion and the data achieved for specific materials can
easily be compared and be of use in the selection of material and in the corrosion design. For plastics, the situation is not that
satisfactory. In data sheets of the manufacturers, corrosion data is never or very seldom presented. Instead, the so-called “chemical
resistance” of the material in different environments is presented in the form of a recommendation of use up to a certain
maximum temperature, or is assessed in terms of “resistant”, “limited resistant” and “not resistant”. Consequently, the reader
does not achieve information about the types of possible attack, how fast the attack proceeds into the wall, and what damage it
may cause. It is therefore not possible to take any possible corrosion attack into account when designing a product for a certain
lifetime. The service reliability cannot be assessed and one cannot compare the corrosion resistance of different materials or
materials of the same type, but which are of different brands or grades. In the literature there are many investigations presented
related to chemical resistance of plastic materials in various types of environment. However, the environmental effect on the
material is quite seldom evaluated and described in technical corrosion terms and the investigations made are therefore of less
practical value. When selecting a plastic material for service in a specific medium, it is important to know its long-term corrosion
properties. One ought to know how different substances in the medium affect the material and which corrosion process might be
critical with regard to service conditions, rate of corrosion and the desired lifetime.
A complicating factor in this context is that FRP, or other types of plastics, are not specific or standardized materials but
stands for a group of materials. The corrosion properties of FRP materials, for instance, may be very different depending on
factors such as: the type of resin and curing system used, the type and content of glass-fiber in the laminate, the laminate
structure and the fabrication procedure, Fig 13. Such parameters may be considered as the ”quality” of the material. Experience
about the corrosion performance of a plastic material, or corrosion data obtained from corrosion analyses, may therefore not be
generalized, but must always be accompanied by a clear-cut definition of the material and preferably also a quality characteriza-
tion.
FIGURE 13 - Inner surface of two FRP pipes (both made with the
same type of vinyl ester resin) which were exposed in the same pipeline
for about 4 years (chlorate solution 600 g/l at 60–70°C). The laminate
on the top appears to be unaffected, while the sample below shows
significant corrosion damage. The corroded pipe was not properly cured.
FIGURE 14 - A sample is taken from a hydrochloric acid tank of FRP
for assessment of the corrosion status of the laminate (top). The front
of acid penetration was found to be located close to the structural
laminate. Consequently, a repair of the corrosion barrier will soon be
required.
6
Within the process industry, the present experience regarding the corrosion performance of different plastic materials in various
applications has mostly been gained by full-scale use of the process components under actual service. Failures have sometimes
generated high costs for repairs or for replacement of the equipment and for loss of production in cases of unplanned shutdown
of the plant. For several reasons, it is unsatisfactory that the causes of different kind of failures seldom are thoroughly investigated.
In the research at SCI, it has been possible to gain valuable knowledge about the long-term corrosion properties and the
durability of plastics in different applications under practical conditions. This is achieved by corrosion analysis of samples from
various process equipment that have failed, have been replaced or are still in service, as well as from exposing coupons in the
field or in the laboratory, Fig 14. For this purpose there is a need of suitable methods and techniques for evaluation of different
kind of corrosion effects and for making an appropriate quality characterization of the material. The ultimate goal is to know the
different types of corrosion processes that may occur and to be able to evaluate the corrosion attack in such a way that extrapolation
of the results for longer periods of service time is possible, but also to relate the corrosion data obtained to the quality of the
material. The results can then be used in recommendations concerning the choice of proper type and grade of plastic material
and how to design the component for a certain desired lifetime, or period of maintenance.
At SCI, different methods and techniques have been adopted for evaluating corrosion effects in certain plastics and for
characterizing the material from a quality point of view. This work has been very successful, but is far from completed. Moreover,
valuable corrosion data and relationships for corrosion or diffusion rates in the plastic materials and environmental parameters
such as concentration and temperature have been established.
TYPICAL APPLICATIONS FOR PLASTICS – WHAT ARE THE ALTERNATIVES?
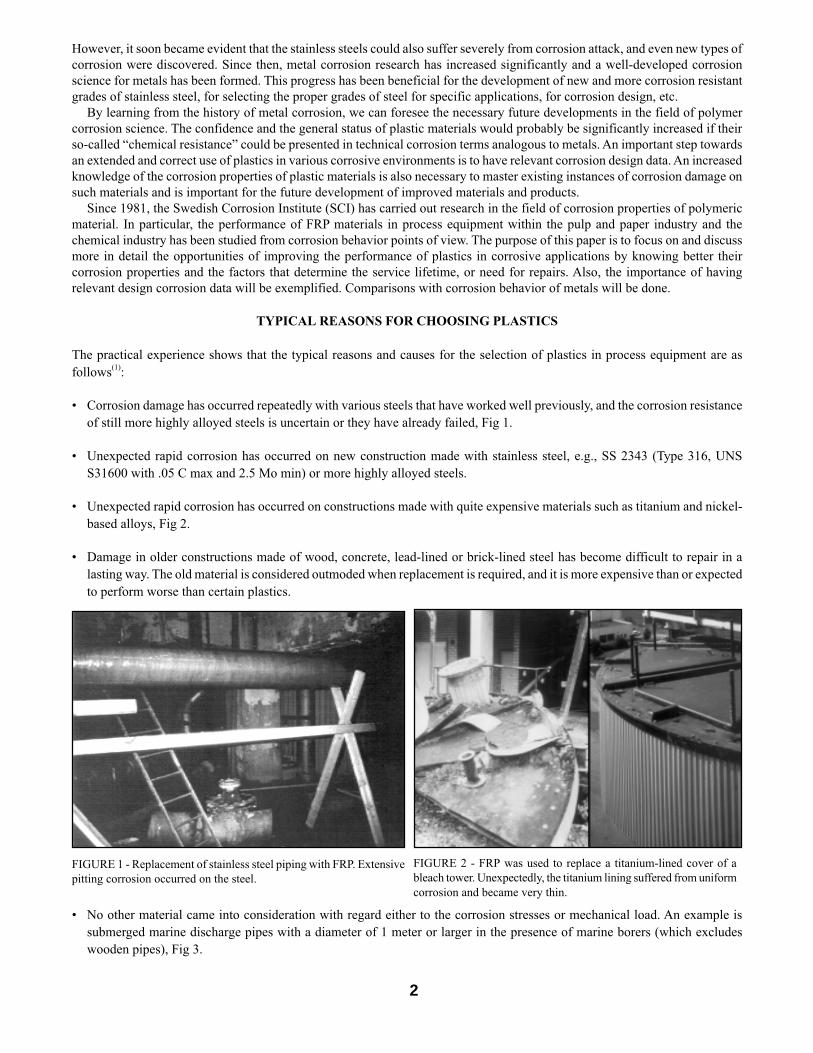
Plastic materials are used to a rather large extent in process equipment in the pulp and paper industry (mostly in the bleach plant
and in the chemical preparation plants) and in the chemical industry, e.g., at plants which manufacture chlorine, chlorate and
sulfuric acid. Plastics are typically also used to a great extent in various plants which operate with processing streams containing
different kinds of acid, e.g., hydrochloric acid, hydro-
fluoric acid, and nitric acid, as well as metal chloride
solutions e.g., NaCl, FeCl3, AlCl3, MgCl2 and NiCl2, Fig
15. Applications of plastics are also found in desulfuriza-
tion plants (flue gas ducting, scrubbers, etc.) and in the
offshore oil industry. Sometimes, FRP materials are used
in combination with a thermoplastic lining, e.g., of PP,
PVC, PVDF, ECTFE and FEP. The alternatives to plastics
in the choice of materials may vary from case to case, but
are in general, high-alloyed stainless steels, titanium,
nickel-based alloys or pure nickel, brick lining, rubber
lining and enamel-coated steel.
SOME CASE HISTORIES
FRP Performance in Chlorine Dioxide Environments
Chlorine dioxide is an important bleaching agent for pulp. FRP materials have for a long time been used for handling processing
streams containing chlorine dioxide, both in the bleach plant where it is utilized and in the plant where it is produced. Alternative
materials are titanium (for all concentrations and temperatures), brick lining with polyester or vinyl ester-based joint mortar,
high-alloyed stainless steels (only in applications where the concentration of chlorine dioxide is very low), and for certain
applications also PVC and fluoroplastics. Among these materials, FRP is very attractive, but only if the structures offer a high
level of service reliability and long service lives without too much need of repairs, Fig 16.
The performance of FRP in chlorine dioxide environments cannot be generalized, it varies in different applications. The
FIGURE 15 - Successful use of FRP in a reaction tower for
making iron (III) chloride by oxidation of an iron (II) chloride
solution with chlorine gas at 80–90°C. Upon inspection after
14 years of service, the tower was found to be in excellent
condition.
7

service lifetime, or the interval of repairs, is normally determined by a uniform corrosion from chlorine dioxide attack. The
corrosion causes a gradual reduction in thickness of the laminate, but a layer of corroded material may to a certain extent remain
on the surface. Such information concerning the type of corrosion that controls the service lifetime is very useful. As long as the
attack stays within the so-called corrosion barrier layer of the laminate (normally 2.5 mm thick) it may not influence the strength
of the laminate and consequently neither the service reliability of the structure. However, the normal procedure with FRP in pulp
mills, or elsewhere, is to install the equipment and then wait to see for how long it will last, or run without the need of repairs.
A better strategy would be to design or make sure that the corrosion barrier of the laminate is thick enough as to assure reliability
during a desired time of service or interval of repair. For this purpose, corrosion design data is needed, Fig 17–18.
Based on results of corrosion analyses of samples from FRP-equipment used for different chlorine dioxide environments in
various pulp mill applications during periods up to about 20 years, and of FRP coupons exposed in the field(1, 3)
, it has been
possible to established a semi-empirical relationship for uniform corrosion behavior of FRP in chlorine dioxide environments:
Φ = B·tα·c·A·e-Ea /RT [1]
where;
Φ is the depth of corrosion (mm),
B is a special factor in case of protective deposits on the surface
(usually B=0 or 1),
t is the time in service (years),
α is a factor which depends on the thickness and the degree of
degradation of the corroded surface layer (usually α is
between 0.5 and 1)
c is the concentration of chlorine dioxide (g/l),
A is a material constant which depends on the type of resin,
the degree of curing, and the laminate structure,
Ea is the activation energy of the rate controlling step of the
corrosion process (J/mole),
R is the general gas constant (8.3 J/mole, K),
T is the temperature (K)
FIGURE 16 - One of the largest tanks in the world (1000 m3) for
chlorine dioxide solution is made of FRP. It was installed in the
Iggesund mill in 1991.
FIGURE 17 - Corrosion depth vs service time (log scales) in FRP
pipes that transported cold concentrated chlorine dioxide solution.
FIGURE 18 - Estimated service condition limits for 10-year lifetime of
FRP piping made with epoxy-novolac vinyl ester resin in a D-stage pulp
line (ClO2 bleaching) between the mixer and the retention tower.
8

The practical use of such a relationship is obvious and can be summarized as follows:
• The service life (regarding ClO2 attack) can be estimated on existing structures. Replacements and repairs can be made at
optimum times.
• The estimated corrosion rate can be taken into account when the structure is designed. A desired lifetime or interval of repair
can be assured.
• The cost-effectiveness of the material can easier be estimated and that facilitates the selection of the most appropriate material.
Apart from chlorine dioxide attack, FRP materials may also be influenced and attacked by diffusing water, especially if the
temperature is high. Water-related effects and damage to FRP materials are rather complex. Moreover, considering the many
matrix/fiber/laminate build-up combinations possible, or used in the practice, this matter constitutes an extensive subject to
master. Because of its major importance, the research at SCI in this field has been and is still quite intense(4)
.
In conclusion, the increased knowledge obtained provides opportunities of improving the performance and extending the use
of FRP materials in various applications that handle different kinds of chlorine dioxide-containing environments in a confident
way. That applies to considerations regarding uniform corrosion attack to FRP materials. However, the risk of stress corrosion
may not be neglected. Quite recently, the Swedish Corrosion Institute has investigated two FRP piping failures which occurred
after a short time of service in chlorine dioxide-containing environments because of acid-glass-fiber-related stress corrosion
cracking. The causes of the failures were rather complicated to investigate because of the very many influencing factors in-
volved.
FRP Performance in Chlorine Environments
FRP has for quite a long time been the standard material for many components within chlor-alkali plants, and for chlorine-
containing environments in general elsewhere, Fig 19. The metal alternatives for such environments are often restricted to
titanium, but within a chlorine production plant also this alternative should be dropped, at least in applications where any stray
current from the electrolysis cells may occur. Moreover, titanium is highly unsuitable in applications where it can meet dry
chlorine (<0.4% water), or where moist chlorine could become dry by a condensation of the moisture. It may ignite and burn
explosively. For certain chlorine-containing environments, nickel-based alloys may also be an alternative among the metal
choices.
Molecular chlorine in a moist environment or in an aqueous solution gives rise to the same type of attack on FRP materials as
does chlorine dioxide, i.e., uniform corrosion causes a gradual reduction of thickness of the laminate, but a layer of corroded
material may to a certain extent remain on the surface (the so-called “chlorine butter” layer). Recent results of research at SCI
show that a relationship according to equation [1] also can be
applied for estimating such corrosion attack on FRP that is caused
by molecular chlorine present in moist gaseous environments or
in aqueous solutions, at different temperatures and concentrations.
In corrosion design of FRP structures for different chlorine en-
vironments one should be familiar with the chlorine chemistry; in
particular one must have specific data of certain equilibrium con-
stants and of the solubility of chlorine in the actual environment.
The active form of chlorine in an aqueous solution depends very
much on pH, and is controlled by the following two equilibriums:
Cl2 + H2O = HClO + H+ + Cl-
[2]
HClO = H+ + ClO-
[3]
The importance of pH in the solution is illustrated by the following cases within two chlorine plants. The first plant is operating
with mercury cells and the second with modern membrane cell technology. In the mercury cell plant, the outlet brine has a pH of
2–2.5 and the temperature is about 80°C. An FRP piping of standard grade (2.5 mm corrosion barrier layer and made with a resin
of chemical-resistant type) was replaced after 14 years of service. Uniform corrosion from chlorine attack had then entirely
consumed the barrier layer of the laminate; the corrosion depth was about 2.7 mm, Fig 20. The chlorine concentration in the
solution is about 0.3–0.4 g/l. A service lifetime of 14 years is mostly considered as satisfactory. However, by choosing a thicker
FIGURE 19 - FRP is the standard material for many components at
chlor-alkali plants.
9

barrier layer and also a more corrosion-resistant type of resin, e.g., a novolac-epoxy-based vinyl ester resin, the service lifetime
of such piping can be prolonged to 20 years or more.
Considering the good performance of FRP piping for outlet brine at many chlorine plants, such piping was also chosen for the
outlet brine in the chlorine plant with the membrane cells. However, after only one year of operation, all piping in this applica-
tion was severely corroded and had to be replaced, Fig 21. The outlet brine has a pH of 4–5 and the temperature is about 80°C.
Nobody really understood why FRP didn´t perform well in this case. Bad laminate quality or improper choice of resin type was
not the reason. However, by analyzing the effect of the higher pH in the solution one finds that the chlorine species in the brine
from the membrane cells is to a great extent in the form of hypochlorous acid (about 2.5–3.5 g/l). The content of molecular
chlorine in the solution is in the range of 0.3–0.5 g/l. In the brine from the mercury cells, the hypochlorous acid concentration is
more than a hundred times less (about 0.02 g/l) due to the lower pH. The content of molecular chlorine in the solution is,
however, about the same as in the brine from the membrane cells.
For some reason, hypochlorous acid is strongly corrosive towards FRP. It causes a gradual reduction in thickness of the material
without any obvious surface layer of corroded material. Corrosion testing of clear castings of different types of resin (Atlac 382,
Atlac 580, Atlac 590, Derakane 411 and Derakane 470) in an environment containing 0.8–1.5 g/l of hypochlorous acid, but no
molecular chlorine, at 80°C showed that the corrosion rate was in the order of 4–6 mm/year. Furthermore, it was shown that the
presence of glass-fiber in the material enhanced the corrosion rate significantly. With such corrosion data, it is easy to understand
the corrosion behavior of the FRP piping for outlet brine in the plant with the membrane cells. These two cases demonstrate
clearly the importance of having relevant corrosion data for predicting service performance of FRP in chlorine-containing
environments.
In this context, it should also be mentioned that the mechanisms of corrosion of FRP in dry chlorine gas differ somewhat from
that in moist gas. In the case of dry gas, the chlorine causes mainly a chlorination of the resin. Depending on the type of resin in
the laminate, this process is not necessarily accompanied by a significant degradation of the resin matrix. However, hydrochlo-
ric acid is formed in the chlorination process. The diffusion rate of the acid in the laminate is much faster than the diffusion rate
of chlorine. This circumstance has for example caused hydrochloric acid corrosion on titanium that was protected from direct
contact with dry chlorine by a thick coating of FRP. Moreover, such formation of hydrochloric acid in a chlorine-exposed
laminate has in some cases caused stress corrosion cracking in jointed regions of FRP piping.
Of some interest to point out is also that FRP piping is unsuitable for services where it could come in contact with liquid
chlorine. When FRP piping is used for gasified chlorine, for instance, it is strongly recommended that effective measures are
taken against ingress or formation of liquid chlorine in the pipe. Otherwise it may fail after a short period of operation, Fig 22.
A common cause of the formation of liquid chlorine in such pipings is that the gas condenses due to cooling from the outside.
That can happen for instance in uninsulated lines during periods when the rate of flow is low.
FIGURE 20 - Cross-section of the 14-year-old FRP pipe that
transported outlet brine from the mercury cells. The white line indicate
the original wall thickness.
FIGURE 21 - This FRP piping had to be replaced after a short time of
service when used in a line for warm outlet brine in a chlorine plant
with membrane cells.
10

FRP Performance in Chlorate Environments
In pulp mills, FRP materials are used in tanks and
pipings for concentrated warm solutions of sodium
chlorate. Alternative materials for such applications
are usually stainless steels.
An interesting case to present here when
discussing long-term corrosion resistance and perfor-
mance of FRP in view of metal alternatives is an FRP-
tank (130 m3) for dissolving and storage of sodium
chlorate at a temperature of about 70°C in the
Mörrum mill (Sweden). The up-to-date history is as
follows. In 1970, the mill put an SS 2333 (S30400)
stainless steel chlorate dissolving tank in operation.
After 6 months’ service, a number of stress corrosion
cracks were found. Consequently, the tank was lined
with SS 2343 (S31600) steel but the lining also was
attacked after 1.5 years´ operation; this time by
localized corrosion of the steel plate. The tank was
removed from service and replaced with an FRP tank
(in August 1972). The laminate was built-up with an
epoxy-based vinyl ester resin, which at that time was
a new type of resin in the Nordic countries. The tank
is still in service. There has been no need for repairs
during its 27 years of operation, apart from replacing a stainless steel heater located in the bottom part of the tank, which
suffered badly from corrosion. When the tank was inspected in 1996, no corrosion damage to the FRP was observed, Fig 23.
The experience with FRP tanks and pipings for sodium chlorate solutions in pulp mills has mostly been good. Failures seen,
have been caused by bad quality of the construction, or of the laminate. For example, one FRP tank burst after 8 years of service,
because the chlorate penetrated and weakened a vertical joint of inferior quality. In modern production plants of sodium chlor-
ate, FRP structures dominate. However, for equipment in contact with the chlorate electrolyte, the FRP is lined with FEP
(perfluoro ethylene-propylene plastic), because the electrolyte contains hypochlorous acid (about 1 g/l) and is therefore strongly
corrosive to FRP, Fig 24. Titanium is a strong candidate among the metal choices for this type of environment, but it can not be
used in the electrolysis cells or in the piping close to the cells, because of corrosion risks related to stray current.
FIGURE 22 - An FRP pipe after one year of operation in chlorine gas.
Occasionally, the line was subjected to liquid chlorine. Half the wall thickness of
the pipe has been heavily attacked. The resin (vinyl ester) in the corroded part
was completely degraded away. Fortunately, the damage was discovered in time.
FIGURE 23 - The 27-year-old FRP chlorate tank in the Mörrum mill. FIGURE 24 - Chlorate plant with electrolysis cells made of FEP-lined
FRP.
11

FRP Performance in Flue Gas Scrubber Plant Environments
In many sulphate and sulphite pulp mills, corrosion problems are quite frequently occurring in scrubber plants for flue gases
from soda and sulphite recovery boilers. The situation is similar in flue gas desulfurization (FGD) plants and in other plants of
flue gas cleaning. In the prevailing environments the risks of serious corrosion damage are comparatively great to both metallic
and nonmetallic materials. The scrubber plant often has great technical, environmental and economic importance and the
requirements for availability and service reliability of the equipment are therefore usually very high.
A huge number of different materials or combinations of materials in forms of coatings or linings have been used in the
various components of flue gas scrubber plants, e.g., stainless steels of type SS2343, SS 2352, SS2377 and SS2378, nickel-
based alloys, titanium, masonry lining, rubber lining, plastic-based flake coatings, and different types of FRP. Very typical for
the corrosion experiences of the different materials used is that they could vary greatly in different plants, even in such plants
that are of the same type. Good experiences of a certain material in one plant are not necessarily followed by a success when
used in the same way in another plant, and vice versa. This situation is very unsatisfactory. It reflects clearly that the knowledge
of the corrosion properties of the different materials in the various environments occurring in the plants are insufficient, or the
corrosion data at hand is inadequate, Fig 25.
The corrosion resistance of different FRP materials and the performance of FRP structures in flue gas scrubber plant environ-
ments (ductwork, inlet sleeve coupling, scrubber shell, wash-fluid collectors, shower piping, mist eliminators, smokestack, etc.)
have been studied in several projects at SCI and the research in this field is still going on, Fig 26. The knowledge has gradually
been built-up through: 1) inspections of FRP equipment in various scrubber plants during periods of planned shutdowns, 2)
corrosion analysis and assessment of the laminate quality of samples from structures that have failed, have been replaced, or are
still in service and 3) corrosion analysis of field-exposed coupons of laminate.
FIGURE 26 - Venturi scrubber plant with ducts of FRP.FIGURE 25 - Venturi scrubber plant with stainless steel components
that suffer from pitting corrosion at the welds.
12

The experience from the field demonstrates that corro-
sion damage and effects which may occur in FRP
structures within scrubber plants are mainly:
• Blistering in the chemical barrier layer at depths up
to 3 mm, sometimes more, Fig 27.
• Large-scale delamination, sometimes in several layers
deep in the laminate wall.
• Fine-mesh surface cracking, usually 0.5–2.5 mm deep.
• A certain reduction of the laminate strength.
In comparison to the corrosion problems that may occur
with various metals and alloys and with nonmetallic
linings or coatings on steel or concrete substrate,
corrosion-related damage in FRP may quite easily be
avoided or handled. From that point of view, FRP scrubber plant structures of proper quality and design are most promising for
the future.
CONCLUDING REMARKS
Confidence, cost-effectiveness and assurance of a high level of service reliability during a desired lifetime or interval of maintenance
are some key-factors that affect the choice of material for a specific application in a corrosive environment. Increased corrosion
studies of plastics in different environments would certainly benefit, support and facilitate the choice of such materials in many
future applications and also be of importance in the development of new improved materials and products. In other words, to
manage metal corrosion problems with plastics we must better know the long-term corrosion properties of the plastic materials,
i.e., we must manage also the corrosion effects in plastics.
REFERENCES
1. G. Bergman, Corrosion of Plastics and Rubber in Process Equipment – Experiences from the Pulp and Paper Industry, TAPPI
Press, Atlanta, GA, U.S.A., 1995.
2. J. Qin et al, The effect of carbon fiber type on the electrochemical degradation of carbon fiber polymer composites. NACE
International Conference CORROSION/95, March 26–31, 1995, Orlando, FL, U.S.A., Proceed. Paper No 275.
3. G. Bergman, Corrosion Resistance of Glass-fibre Reinforced Plastics (GRP) in Chlorine Dioxide Environments. Pulp and
Paper Corrosion Problems, Vol 5, pp. 105–109, Proceed. Fifth International Symposium on Corrosion in the Pulp and Paper
Industry, June 3–6, 1986, Vancouver, Canada.
4. G. Bergman, Corrosion of Glass-fibre Reinforced Ester Plastics (GRP) used in Pulp Mill Applications – Effects and Damage
Mainly Related to the Influence of Water. Pulp and Paper Corrosion Problems, Vol 6B, pp. 386–400, Proceed. 6th International
Symposium on Corrosion in the Pulp and Paper Industry, Aug 29–Sept 1st, 1989, Helsinki, Finland.
FIGURE 27 - Blistering in a flue gas scrubber made of FRP. The blisters were
up to 10 cm in diameter and occurred at a depth of about 3 mm.
13