Main Project Hmt (1)
34
MANUFACTURING OF MOTOR BRACKET An industrial training report submitted to the GITAM University in Partial fulfi the requirements for the award of FIVE YEAR DUAL DEGREE (B.Tech+M.Tech) In MECHANICAL ENGINEERING By IN!""U #$NATA %ANGA A&IT'A ())*+,----. N/0/#/U&A' B1A2A% ())*+,---), P$&&I #AM2I %I21NA ())*+,---*. 2/N/#/2AI %AM ())*+,---.+ DEPARTMENT OF MECHANICAL ENGINEERING GITAM SCHOOL OF TECHNOLOGY GITAM UNIVERSITY HYDERABAD OCTOBER 2014
-
Upload
venkataditya -
Category
Documents
-
view
14 -
download
0
description
project report
Transcript of Main Project Hmt (1)
MANUFACTURING OF MOTOR BRACKETAn industrial training report submitted to the GITAM University in Partial fulfillment of the requirements for the award of
FIVE YEAR DUAL DEGREE (B.Tech+M.Tech)
In
MECHANICAL ENGINEERING
By
INKOLLU VENKATA RANGA ADITYA -2230811114N.J.V.UDAY BHASKAR -2230811128PEDDI VAMSI KRISHNA-2230811134S.N.V.SAI RAM-2230811140
DEPARTMENT OF MECHANICAL ENGINEERING GITAM SCHOOL OF TECHNOLOGYGITAM UNIVERSITYHYDERABADOCTOBER 2014
GITAM UNIVERSITY(Declared as Deemed to be University U/S 3 of UGC Act, 1956)HYDERABAD CAMPUS
Department of Mechanical EngineeringCERTIFICATE
Certified that the Industrial Training report entitled INDUSTRIAL TRAINING AT HMT PRAGA carried out by Mr. INKOLLU VENKATA RANGA ADITYA bearing Roll No.2230811114, a student of VII Semester, IV year, in partial fulfillment for the award of Five Year Dual Degree (B.Tech +M.Tech) in Mechanical Engineering at the GITAM University, Hyderabad Campus during the academic year 2013-14. The project report has been approved as it satisfies the academic requirements in respect of Industrial Training prescribed for the said Degree.
Signature of the Faculty In-charge Signature of the HOD
Signature of the Examiner1. 2.
GITAM UNIVERSITY(Declared as Deemed to be University U/S 3 of UGC Act, 1956)HYDERABAD CAMPUS Department of Mechanical EngineeringCERTIFICATE
Certified that the Industrial Training report entitle INDUSTRIAL TRAINING AT HMT PRAGA carried out by Mr. N.J.V.UDAY BHASKAR bearing Roll No.2230811128, a student of VII Semester, IV year, in partial fulfillment for the award of Five Year Dual Degree (B.Tech +M.Tech) in Mechanical Engineering at the GITAM University, Hyderabad Campus during the academic year 2013-14. The project report has been approved as it satisfies the academic requirements in respect of Industrial Training prescribed for the said Degree.
Signature of the Faculty In-charge Signature of the HOD
Signature of the Examiner1. 2.
GITAM UNIVERSITY(Declared as Deemed to be University U/S 3 of UGC Act, 1956)HYDERABAD CAMPUS
Department of Mechanical EngineeringCERTIFICATE
Certified that the Industrial Training report entitle INDUSTRIAL TRAINING AT HMT PRAGA carried out by Mr. PEDDI VAMSI KRISHNA bearing Roll No.2230811134, a student of VII Semester, IV year, in partial fulfillment for the award of Five Year Dual Degree (B.Tech +M.Tech) in Mechanical Engineering at the GITAM University, Hyderabad Campus during the academic year 2013-14. The project report has been approved as it satisfies the academic requirements in respect of Industrial Training prescribed for the said Degree.
Signature of the Faculty In-charge Signature of the HOD
Signature of the Examiner1. 2.
GITAM UNIVERSITY(Declared as Deemed to be University U/S 3 of UGC Act, 1956)HYDERABAD CAMPUS
Department of Mechanical EngineeringCERTIFICATE
Certified that the Industrial Training report entitle INDUSTRIAL TRAINING AT HMT PRAGA carried out by Mr. S.N.V.SAI RAM bearing Roll No.2230811140, a student of VII Semester, IV year, in partial fulfillment for the award of Five Year Dual Degree (B.Tech +M.Tech) in Mechanical Engineering at the GITAM University, Hyderabad Campus during the academic year 2013-14. The project report has been approved as it satisfies the academic requirements in respect of Industrial Training prescribed for the said Degree.
Signature of the Faculty In-charge Signature of the HOD
Signature of the Examiner1. 2.
ACKNOWLEDGEMENT
The project entitled INDUSTRIAL TRAINING AT HMT PRAGA is the sum of total of my effort. It is my duty to bring forward to each and every one who is directly or indirectly in relation with our project and without whom it would not have gained a structure. I express our sincere thanks to the HEAD OF THE DEPARTMENT Dr. P.ESHWARAYA of GITAM UNIVERSITY HYDERABAD CAMPUS for allowing us to carry out our industrial training and for his continuous support and encouragement during this course We express our sincere gratitude to SRI.N.V.S.RAMCHANDRA RAO,Deputy Manager, small parts (Production MT-2 shop) for sending his valuble time and suggestions and guidance made by him at various stages of his work done at HMT MACHINE TOOLS LTD, PRAGA DIVISION. Finally we sincerely thank to all members who are helpful directly in the completion of our project. Our heartfelt thanks to all the employees, who spent their valuable time during our training sessions in explaining all the intricacies involved in the system process and being so patient in answering all queries. ABSTRACTManufacturing of Motor bracket through CNC machine is less time consuming and gives better efficiency and finishing when compared to the general manufactuing process.
COMPANY PROFILE HMT Machine Tools PRAGA Division is one of the leading machine tool manufacturing units in India. Establishment in 1943, pragas products are well known in the field of machine tools. The company is organised in two divisions-viz the machine tool and CNC division which pulsates with the activities of employees, turning out a wide range of products. The two divisions equipped with modern facilities of design, development and manufacturing tools, are manned by qualified personnel with proven record of technical knowledge and exquisite craftsmanship acquired over a period of years. MANUFACTURES : Surface Grinding Machines. Cutter &Tool Grinding Machines. Thread Rolling Machines. Spline Rolling Machines. Pulley Forming Machines. Tube finishing machines. Milling machines. Horizontal machining centres. CNC Lathe machines. CNC Milling machines. CNC Surface grinding machines. CNC Cutter &Tool grinding machines.Praga are also manufactures of customer tooling for the above machinery like: Jigs and Fixtures Mountings. Accessories. Tooling for the above mentioned cold forming process. Praga is collaborated with some of the world famous companies like Jones & shipman of U.K., Gambin of France, Escoffier of France, George Fischer of Switzerland, Mitsubishi Heavy industries Japan and Keiyo Seiki also of Japan. The collaborations have culminated in Praga producing machine tools of the highest quality conforming to international standards. In the companies of the directives of the Govt. of India actions have been initiated for the merger of Praga tools limited with HMT limited. Bangalore obtaining of necessary approvals and sanctions of BIFR and Government of India with the effect from (13-06-2008) and all formalities completed on (20-06-2009) Praga tools limited renamed as m/s HMT Machine Tools Limited VI (Praga division hyd) from this data all the guidelines and policies, rules and regulations and facilities are applicable to the Praga employees as per HMT Machine Tools Limited.LEADING MANUFACTURERS OF: Surface grinding machines Cutter and tool grinding machines (CTG) Thread rolling machines Plano milling machines Pulley forming machines Drilling machines Milling machines Horizontal machining centers CNC lathe machines CNC milling machines CNC surface grinding machines CNC cutter and tool grinding machinesPraga is also manufacturer of customer tooling for the above machinery like: Jigs and fixtures Mountings Accessories Tooling for the above mentioned cold forming processes Praga has collaborations with some of the world famous companies like Jones & Shipman of U.K, Gambian of France, Escoffier of France, George Fisher of Switzerland, Mitsubishi Heavy industries and Keiyo Seiki of japan. The collaborations have culminated in Praga producing machine tools of the highest quality confirming to international standards. Praga has contributed to the development of machine tool industry in the country and created a vast band of skilled technicians. Thus Praga, today, is a name of reckon within the machine tool industry.PRESENT STATUS OF THE COMPANY:The government of India on the recommendation of Board for Industrial and Financial Reconstruction (BIFR) issued a notification by merging PRAGA TOOLS LTD. With the HMT Machine Tools ltd. With effect in 13-06-08. All formalities completed on 20-06-09. PRAGA TOOLS became the part of and forced under HMT machine tools Ltd. Treated on of the unit and made HMT MACHINE TOOLS LTD. PRAGA DIVISION. From the above date onwards PRAGA TOOLS Ltd. Following rules and regulations as per to the HMT Ltd.CHAPTER: 1INTRODUCTION
CNC machining is short for computer numerical control machining. It refers to computer controller that reads the code and instructions and drives a machining tool in order to make a product according to the specific requirements.CNC machine is a tool or a device that is critical to an industrial system. It is used to aid the design and the manufacturing of a product. These CNC machines are programmable to meet the specific requirements of users. CNC machining allow manufacturers to do curve cuts as easy as straight cuts. Three dimensional structures were also as easy to build with the introduction of CNC into the machinery. Aside from the ease of use that CNC machining has given to its users, the consistency and the quality of the output has also been improved. With this technology, the likelihood of errors has been dramatically reduced. The amount of time spent on rework has been reduced as well. The final output through this kind of process is done in a very efficient manner.CHAPTER: 1.1BENEFITS OF CNC: COST SAVINGS: CNC machining allows the operator to take full advantage of raw materials. With the accuracy delivered through CNC machining, waste is decreased which minimizes loss and increases profit over costs. SPEED: CNC machines can quickly produce parts that would normally take multiple steps to manufacture otherwise SAFETY: Because the entire fabrication process is automated, the operator is kept out of harms way, allowing for a much safer work environment. IMPROVED EFFICIENCY: CNC machines are the most efficient means of creating a component due to the fact that most feature internal quality assurance detectors.With the efficiency of CNC machining in addition to its speed of production and optimum raw material usage, its easy to see why CNC machining is the gold standard of metalworking and part fabrication.CHAPTER: 1.2DIFFERENCE BETWEEN GENERAL AND CNC MACHINESGENERAL MACHINESCNC MACHINES
Cycle time is more Run by operator Floor to floor time is more Human errors and design modifications are difficult Occupies less space Human involvement is more Cycle time is more Run by paper tape Floor to floor time is less Flexible modifications and editing are possible Occupies less space Human involvement is less
CHAPTER: 1.3ADVANTAGES OF CNC MACHINESCNC offers the following advantages in manufacturing: Higher flexibility and reduced lead time Increased productivity and consistent quality Reliable operation Reduced man power Higher accuracy and shorter cycle time Automatic material handling Can store programs easilyCHAPTER: 2 CNC MACHINING CENTRESCNC machining centers, which are used to machine stationary work pieces with rotating cutting tools are among the most popular types of metal cutting machine tools in existence today.CHAPTER: 2.1Types of CNC machining centres: Vertical machining centre Horizontal machining centreIn the vertical machining centre, the spindle axis is vertically oriented. Milling cutters are held in the spindle and rotate on its axis. The spindle can generally be extended (or the table can be raised or lowered, giving the same effect), allowing plunge cuts and drilling.A horizontal mill has the same sort of x-y table, but the cutters are mounted on the horizontal arbor across the table. Many horizontal mills also feature a built in rotary table that allows milling at various angles, this feature is called a universal table. Both the VMC and HMC being versatile, which can hold many tables in their tool magazines using each one for different purpose it is the HMC holding the upper hand in machining cubical component like valve block. They prove to be advantageous in reducing the number of job setups required and there by considerably minimizing the overall setup time.CHAPTER: 2.2Fundamentals of CNC machine programmingThese are some of the fundamentals we come across during CNC machine programming.CHAPTER: 2.2.1 Types of interpolationsThere are three types of interpolations we see during CNC programming. They are linear interpolation (G01), clock wise interpolation (G02) and counter clock wise interpolation (G03).CHAPTER: 2.2.2 Types of work pieceThere are two types of work pieces in general. They are punch (male or shaft) and die (female or hole). By using the above two circular interpolations and by giving compensation directions, we can generate either punch or die as a result. PROGRAMCOMPENSATION DIRECTIONRESULT
ClockwiseRight side (G42)Die
ClockwiseLeft side (G41)Punch
Counter clock wiseRight side (G42)Punch
Counter clock wiseLeft side (G41)Die
CHAPTER: 2.3 Co-ordinate systemsCHAPTER: 2.3.1 Cartesian co-ordinate systemIn this system we use the values of X, Y and Z. In this, two types of programming can be made. One is absolute programming in which every point value will be given with respect to origin and the other is of incremental programming in which the value of a point is given with respect to previous point.CHAPTER: 2.3.2 Polar coordinate system:In this system, the length and angle of a point w.r.t the previous point are taken in consideration to determine a point. Co-ordinate axesLinear axesRotary axesCircular interpolation parameters
XAI
YBJ
ZCK
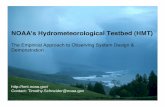
CHAPTER: 2.4 Numeric control (NC) codesThere are two types numeric control codes namely G-codes and M-codes. G-codes are preparatory functions used for determining the geometry of the work piece. M-codes are miscellaneous functions used for controlling the machine.CHAPTER: 2.5 Orientations of axes.
fig: 1 Orientation of axes is based on Flemings right hand rule. Z axis always the spindle axis and the X, Y axes are spindle faces for any machine component. The values of X, Y, Z displayed in the monitor are the values of the point of intersection of spindle face and axis. CHAPTER: 2.6 Cutter compensation (G40, G41, G42)The collection of G4, G41 and G42 codes allow the machine controller to produce very accurate arcs andtapers on the billet, by compensating for the toolradius.Complex work piece shapes are therefore programmedwith cutter compensation mode active. The radius ofthe tool (the offset amount) is measured, thenentered into the offset file in the machine controller.Once set, the tool path can be offset by this value,regardless of the program.
G40Cancelmovement along programmed path
G41Left hand sidemovement on the left hand side of the programmed path
G42Right hand sidemovement on the right hand side of the programmed path
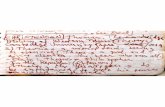
G41: left hand compensation
fig: 2 G42: Right hand compensationCHAPTER: 2.7 Offset Offsets are generally of two types Work offsetIt is to define the reference point on the work piece w.r.t the home position X0, Y0, Z0 Tool offsetThe distance between the spindle face and the tip of the cutting tool.CHAPTER: 2.8 RegisterCHAPTER:2.8.1 Format of work offset register.The format of registers will not differ from one CNC system to other system. We can store the offsets from register G54 to G59 and G501 to G599 in Sinumerik and Fanuc systems.
XYZ
G54---
G55---
G56---
CHAPTER:2.8.2 Format of tool offset registers
Length 1Radius/diameter
T1--
T2--
T3--
It is the distance between the spindle face and tip of the cutting tool.T codeH codeD code
0001--
0002--
0003--
CHAPTER: 3 Machine control unitsVarious types of MCUs are available in the market. Some of them are SINUMERIK/HINUMERIK FANUC GE MARK++ FOGOR GE-FANUCCHAPTER: 4CNC PROGRAMMING PARAMETERSThe various parameters that are used in writing a CNC program for a certain job are:CHAPTER: 4.1 Sequence number (N-Word)This number is used to identify the block of instructions. One to four digits are used to denote ta sequence number.Example: N 0001, N 0002CHAPTER: 4.2 Alphabetical symbols used in NC code filesThese are the alphabetical symbols that are used in NC- codes. Bold ones below are the letters seen most frequently throughout the program.CHAPTER: 4.3 Preparatory codes (G codes)G codes are also called the preparatory codes, and are any word of CNC program that begins with letter G. Generally it is a code telling the machine tool what type of action to perform. It consists of two numerical digits followed by G word.List of G-Codes commonly found on FANUC and similarly designed controls:CODEDESCRIPTIONCOROLLARY INFO
G00Rapid positioningThe G00 code executes a non-cutting movement, at arapid feedrate, to a specific co-ordinate position in theworking area (operating under absolute coordinate movement) or when a certain distance from apreviouslystated position (under incremental coordinateMovement) is programmed.
G01Linear interpolationThe G1 code executes a cutting movement following a straight line, at a set feed rate.
The feed rate value programmed into the G1 command is the actual feed rate along the proposed tool path, not the feed rate of each axis/slide. On single axis moves (i.e., the tool moves exactly parallel to the X, Y or Z axis direction), the slide will feed at the rate stated in the G1 command. On two or three axis moves (i.e., the tool is moving in a straight diagonal line), all the slides have to operate exactly the same length of time, in order to produce a singlediagonal (vector) move. The machine controller will calculate the separate feed rates for the X, Y and Z slides, enabling the actual vector feed rate to equal that stated in the G01 command.
G02 and G03Circular interpolation, clockwise and anti-clock wise respectively.The G2 code executes a cutting movementfollowing a clockwise circular path, at a setfeedrate.The G3 code executes a cutting movementfollowing a counterclockwise circular path, at a setfeedrate.
The definitions of clockwise (G2) andcounterclockwise (G3) are fixed according to thesystem of co-ordinates in the diagram below.When programming arcs using absolute values (G9),the X and Y values describe the end point of the arc,in relation to the datum position of the workpiece. Thearc end point is sometimes referred to as the targetposition.When programming arcs using incremental values(G91), the X and Y values relate to the distance movedalong the X and Y axes, from the start point of the arcto the end point of the arc. The sign of the X and Yaxis moves (+/-) will depend on the movement of themachine slides in relation to their start position.There are four ways to program a clockwise circularpath using the G02 and G03 code:G9 G2 X _ _ _ _ Y _ _ _ _ R _ _ _ F _ _ _ ;G9 G2 X _ _ _ _ Y _ _ _ _ I _ _ _ J _ _ _ F _ _ _ ;G91 G2 X _ _ _ _ Y _ _ _ _ R _ _ _ _ F _ _ _ _ ;G91 G2 X _ _ _ _ Y _ _ _ _ I _ _ _ J _ _ _ F _ _ _ ;
G04DwellTakes an address for dwell period (may be X, U or P). the dwell period is specified in milliseconds
G05High precision contour controlUses a deep look-ahead buffer and simulation processing to provide better axis movement acceleration and deceleration during contour milling.
G05.1Ai Nano contour controlUses a deep look-ahead buffer and simulation processing to provide better axis movement acceleration and deceleration during contour milling.
G06.1Non uniform rational B spline machiningActivates non uniform rational B spline complex curve and waveform machining.
G07Imaginary axis designation
G09Exact stop check
G10Programmable data input
G11Data write cancel
G12Full circle interpolation. clock wiseFixed cycle for ease of programming 360 circular interpolation with blend radius lead in lead out. Not standard in Fanuc controls
G13Full circle interpolation, counter clockwiseFixed cycle for ease of programming 360 circular interpolation with blend radius lead in lead out. Not standard in Fanuc controls
G17XY plane selection
G18ZX plane selection
G19YZ plane selection
G20Programming in inchesSomewhat uncommon except in USA and Canada and UK. However, in the global marketplace, competence with both G20 and G21 always stands some chance of being necessary at any time. The minimum increment in G20 is one ten thousandth of an inch, which is a larger distance than the usual minimum increment in G21. The physical difference sometimes favors G21 programming.
G21Programming in millimetersPrevalent worldwide. However in the global marketplace, competence with both G20 and G21 always stand some chance of being necessary at any time.
G28Return to home positionTakes X Y Z addresses which define the intermediate point that the tool tip will pass through on its way home to machine zero. They are in terms of part zero, no machine zero
G30Return to secondary home positionTakes a P address specifying which machine zero point desired, if the machine has several secondary points. Takes X Y Z addresses which define the intermediate point that the tool tip will pass through on its way home to machine zero. They are in terms of part zero.
G31Skip function
G32Single point threading, long hand styleSimilar to G01 linear interpolation, except with automatic spindle synchronization for single point threading
G33Constant pitch threading
G34Variable pitch threading
G40Tool radius compensation off
G41Tool radius compensation leftMILLING: given right hand helix cutter and M03 spindle direction, G41 corresponds to climb milling. Takes an address that calls an offset register value for radius.TURNING: often needs no D or H address on lathes, because whatever tool is active automatically calls its geometry offsets with it.
G41 and G42 for milling have become less frequently used since CAM programming has become more common. CAM systems allow the user to program as if with zero diameter cutter. The fundamental concept of cutter compensation is still in play, but the programming mindset is different. The human does not choreograph the tool path with conscious. Because the CAM software takes care of it.
G42Tool radius compensation rightSimilar corollary info as for G41 given right hand helix cutter and M03 spindle direction, G42 corresponds to conventional milling
G43Tool height offset compensation negativeTake an address, usually H, to call the tool length offset register value. The value is negative because it will be added to gauge line position. G43 is the commonly used version
G44Tool height offset compensation positiveTake an address, usually H, to call the tool length offset register value. The value is positive because it will be subtracted to gauge line position. G43 is the commonly used version
G45Axis offset single increase
G46Axis offset single decrease
G47Axis offset double increase
G48Axis offset single decrease
G49Tool length offset compensation cancelCancels G43 or G44
G50Define maximum spindle speedTakes an S address integer which is interpret as rpm. Without this feature G96 mode would revolute the spindle to wide open throttle when closely approaching the axis of rotation
G51Position register(programming of vector from part zero to tool tip)Position register is one of the original methods to relate the part coordinate system to the tool position, which indirectly relates it to the machine co-ordinate system, the only position the control really knows. Not commonly programmed anymore because G54 to G59 are a better, newer method. Called via G50 for turning, G92 for milling. Those G addresses also have alternate meanings. Position register can still be useful for datum shift programming.
G52Local coordinate systemTemporarily shifts program zero to new location. This simplifies programming in some cases
G53Machine coordinate systemTakes absolute coordinates with reference to machine zero rather than program zero
G54 to G59Work coordinate systemsHave largely replaced position register (G50 and G92). Each tuple of axes offsets relates program zero directly to machine zero. Standard is 6 addresses with optional extensibility to 48 via G54.1 P1 to P48
G54.1Extended workUp to 48 more WCSs besides the 6 provided as standard
P1 to P48Coordinate systemsBy G54 to G59. Note floating point extension of G code data type. Other examples have also evolved. Modern controls have the hardware to handle it
G70Fixed cycle, multiple repetitive cycle, for finishing(including contours)
G71Fixed cycle, multiple repetitive cycle, for roughing (including contours) Z axis emphasis
G72Fixed cycle, multiple repetitive cycle, for roughing(including contours) X axis emphasis
G73Fixed cycle, multiple repetitive cycle, for roughing, with pattern repetition
G73Peck drilling cycle for milling- high speed(NO full retraction from pecks)Retracts only as far as a clearance increment. For when chip breaking is the main concern, but chip clogging of flutes is not
G74Peck drilling for drilling
G74Tapping cycle for milling, left hand thread, and M04 spindle direction.
G75Peck grooving cycle for turning.
G76Fine boring cycle for milling
G76Threading cycle for turning, multiple repetitive cycle
G80Cancel canned cycle
G81Simple drilling cycleNo dwell built in
G82Drilling cycle with dwellDwells at thehole bottom for the number of milliseconds specified by the P address. Good for when hole bottom finish matters
G83Peck drilling cycleReturns to R level after each peck. Good for clearing flutes of chips
G84Tapping cycle, right hand thread, M03 spindle direction
G84.2Tapping cycle, right hand thread, M03 spindle direction, rigid tool holder
G90Absolute programming
G90Fixed cycle, simple cycle, for roughing ( Z axis emphasis)When not serving for absolute programming
G91Incremental programming
G92Position register(programming of vector from part zero to tool tip)
G92Threading cycle, simple cycle
G94Feed rate per minuteOn group A lathes, feed rate per minute is G98
G94Fixed cycle, simple cycle, for roughing (X axis emphasis)When not serving for feed rate per minute
G95Feed rate per revolutionOn group A lathes, Feed rate per revolution is G99
G96Constant surface speedVaries spindle speed automatically to achieve a constant surface speed. See speeds and feeds. Takes an S address integer, which is interpreted as sfm in G20 mode or as m/min in G21 mode
G97Constant spindle speedTakes an S integer, which is interpreted as rev/min (rpm). The default speed mode per system parameter if no program is programmed
G98Return to initial Z level in canned cycle
G98Feed rate per minuteFeed rate per minute is G94 on group type B
G99Return to R level in canned cycle
G99Feed rate per revolutionFeed rate per revolution is G95 on group type B
CHAPTER: 5 Co-ordinates (X,Y and Z word)Co-ordinates give the position of the tool over and across the job. X, Y and Z-words are used in the three axes system and can be specified in inches or mm. for incremental mode of X, Y and Z directions U, V and W are used. A, B and C-words are used for rotational axes X, Y and Z directions respectively.CHAPTER: 5.1 Feed rate (F-word)In machining operations, this word specifies the feed rate, feed per minute or per revolution in inches or millimeters.CHAPTER: 5.2 Spindle speed(S-word)This S word specifies the rate at which the spindle has to rotate. It is expressed in revolutions per minute.CHAPTER:5.3 Tool selection(T-word)This T word specifies which tool is to be used for operation among several tools in the tool magazines.CHAPTER:5.4 Miscellaneous code(M-word)These codes are also called as auxiliary codes used to specify the machine functions which are available on the machine tool. These codes give command to the machine to work.CHAPTER: 5.5LIST OF M-CODES MOST COMMONLY FOUND ON FANUC AND SIMILARLY DESIGNED CONTROLS
CODEDESCRIPTION
M00Programmed stop unconditional
M01Optional stop
M02End of program
M03Spindle clockwise
M04Spindle counter clockwise
M05Spindle stop
M06Tool change
M07Mist coolant on
M08Flooded coolant on
M09Coolant off
M10Table clamp (B-Axis)
M11Table unclamp (B-Axis)
M12Custom macro interrupt on
M13Air blow on
M17Custom macro interrupt off
M18Magazine index
M19Spindle orientation
M20Tool number set for ready
M21Tool number set for spindle
M22ATC special cycle mode select
M30End of program and type rewind
M47Toll breakage check
M48Override on
M49Override off
M51Oil hole contact on
M56Sensor air blow on
M57Sensor air blow off
M60Pallet change
M61A B program select (next pallet B side)
M62A B program select (next pallet A side)
M63Pallet unloading
M64Pallet loading
M65Pallet change finishedPallet magazine index
M80Pallet loading (unmanned CAR)
M83Pallet unloading (unmanned CAR)
M98Calling of sub program
M99End of sub program
M66Magazine tool unlock magazine cover
M67Magazine tool lock, magazine cover close
M68Spindle tool eject
M69Spindle tool lock
M70Changer arm spindle side
M71Changer arm magazine side
M72Changer arm advance
M73Changer arm retract
M74Changer arm rotate clock wise
M75Changer arm rotate counter clock wise
M76Relay pot retract
M77Relay pot advance
M78Relay pot magazine side
M79Relay pot spindle side
M84Pallet wedge out
M85Pallet wedge in
M86Table index position
M87Table clamp
M88Table clamp in
M89Table clamp out
M90Pallet AWC position
M91Pallet middle position
M92Splash cover open
M93Splash cover close
M94Index roller out
M95Index roller in
M96Pallet roller advance
M97Pallet roller retract
CHAPTER: 5.6 End of block (EOB)This is to identify the end of the instructions in a block. Every block is ended by the EOB word.
Example: N----G----X----Y----Z----M----H----;
CHAPTER: 6 TYPICAL PROGRAMMING PROCEDURE WHAT IS PART PROGRAMMING?A program is a set of encoded information giving co-ordinate values and other details to indicate how a tool should be moved in relation to the work piece in order to achieve a desired machining form.A part program contains all the information to machine a component, which is input to the CNC system. The CNC system provides signals at correct time and correct sequence to the various drive units of the machine.CHAPTER: 6.1 PROGRAM PLANNINGThe development of any CNC program begins with a very carefully planned process. Such a process starts with the engineering drawing of the required job for production. Before the part is machined, several steps have to be considered and carefully evaluated.These are the following steps that are considered while developing a CNC program. Study of initial information Machine tool specifications Control system features Sequence of operations Setup of the part Technological data (speed, feed rate) Determination of tool path Program writing and transfer to CNC Program testing and debugging Initial informationFor programming, a good knowledge of material such as size, shape, hardness, etc., are essential. The drawing and the material are the primary information about the required part. At this point, CNC program can be planned. The objective of such a plan is to use the initial information and establish the most efficient way of machining with all related considerations mainly part accuracy, productivity, safety and convenience.CHAPTER: 6.2 Machine tool featuresDuring program planning, programmer should concentrate on usage of particular machine tool and CNC system.CHAPTER: 6.3 Machine type and sizeEach part has to be set up in a fixture and the CNC machine should be large enough to handle the size of the part and the part should not be heavier than the maximum allowed weight. Other features such as the machine power rating, spindle speed, feed rate range, number of tool changes, tool changing systems are also of equal importance.CHAPTER:6.4 Control systemThe control system is the heart of the CNC system. Being familiar with the standard and optional features available on all controls is must. This allows usage of variety of advanced programming methods such as machining cycles, sub programs.CHAPTER: 6.5 Machining sequenceThe basic approach for determining the machining sequence is the evaluation of related operation. In general, program should not be planned in such a way that the cutting tool once selected should do as much work possible before a tool change.CHAPTER:6.6 Part setupPart set-up deals with: How to mount the raw or pre machined material What supporting tools and devices should be used How many operations are required to complete as many machining sequences as possibleCHAPTER: 6.7 Technological decisionsThe size of the cutter and type of material will influence speeds and feeds. The power rating of the machine tools helps to determine what amount of material can be removed easily.CHAPTER: 6.8 Tool pathThis process involves individual cutter movements in its relationship to the part. The key factor for understanding this principle is to visualize the tool motion but not the machine motion.CHAPTER: 6.9 Manual programmingThe CNC controls made the manual programming much easier than ever before by using fixed or repetitive machined cycles, variable type programming, standard mathematical input and other time saving features.CHAPTER: 6.10 Responsibilities of a CNC operator Job loading and setting as per job layout, entering the program manually, loading the required cutting tools as per the layout and fixing the work-zero with respect to machine zero Verification of program from graphic simulation and machining the job in single mode as per the program and inspection of its dimension. Optimization of program.CHAPTER: 7 MOTION CONTROL SYSTEMSIn order to accomplish the machining processes, the tool and work piece must move relative to each other. There are three basic types of motion control system. Point to point Straight cut ContouringCHAPTER: 7.1 Point to pointPoint to point is also called as positioning system. In this, the objective of the machine tool control system is to move the tool to a predefined location. The path by which this movement is accomplished is not important. Once the tool reaches the desired position, the machining operation is performed at that position. Drilling operation and spot welding in certain operations are done by this system.CHAPTER: 7.2 Straight cut:Straight cut control systems are capable of moving tool parallel to one of the major axes at a controlled rate suitable for machining. It is therefore appropriate for performing milling operations to fabricate work pieces of rectangular configurations. With this type of NC systems it is not possible to combine movements in more than single axis direction. Therefore angular cuts on the work piece would not be possible. An NC machine tool capable of performing straight cut movements is also capable of point to point movements.CHAPTER: 7.3 Contouring control A contouring control can exactly move at least 2 (mostly 3) or more axes relative to each other, meaning it can move the tool on any straight line or circular arc through space. The control interpolates the contouring motion by calculating the feed path as a series of sequential points, Leading the individual axes at the appropriate speeds so that the motion remains within the permissible tolerance range for the prescribed line or curve and bringing all axes together simultaneously at the programmed end position. A counter control can execute tool motions in a plane or in space for work piece machining. It is used, for example. On milling machines, lathes, electrical discharge machines and machining centers.
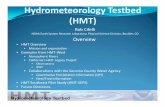
CHAPTER:8 AUTOMATIC TOOL CHANGING ARMThe automatic tool changing cycle involves using single or double grippers. A direct exchange of tools from the magazine to the spindle can take place without additional exchange arms and although this process is simplest in design, it takes great amount of time. A typical tool changing process consists of the following processes Locate the next tool to be used in the magazine Remove the used tool from the spindle Insert the new tool in the spindle Return the used tool back into magazineCHAPTER: 8.1WORK CHANGERSMachine tool down time due to aligning, clamping, loading and unloading of work pieces can be avoided by automatic work piece changing equipment.Generally, pallet changing systems are used, pallet being work storing platforms which provide special seating faces and other features to allow for accurate location and clamping to work holding surfaces of the machine tool. CNC PROGRAM FOR MOTOR BRACKET AS SHOWN IN THE DRAWING:O 1306 (3413C07)B180;M100;N10 T1;M6;G00 G90 G54 X0.0 Y0.0;G00 Z100.00 G43 H186;M3 S350;(70 T0 106BB);G98 G81 R5.0 Z-40.0 F10;M5;M100;N20 M6;G00 G90 G54 X0.0 Y0.0;G0 Z100.0 G43 H156;M3 S350;(107BB);G98 G76 R5 Z-40 I0.2 F10;M5;M100;N30 M6;G00 G90 G54 X0.0 Y0.0;G00 Z100 G43 H144;M3 S350;(108H7BB);G98 G81 R5 Z-35 F10;N40 M6;G00 G90 G54 X0.0 Y0.0;G00 Z100 G43 H1;M3 S1000;(C DRILL);G98 G81 X-82.5 Y-90.0 R5.0 Z-8.0 F50;X82.5;Y-30.0;X-82.5;Y-60.0;X82.5;M5;M100;N50 M6;G00 G90 G54 X0.0 Y0.0;G0 Z100.0 G43 M125;M3 S650;(13d);G90 G83 X-82.5 Y-90.0 R5.0 Z-40.0 Q10.0;F30;X82.5;Y-30.0;X-82.5;M5;M100;N60 M6;N70 M00;B0;N80 T8;G00 G90 G55 X0.0 Y0.0;G00 Z100 G43 H55;M3 S500;(38UD);G98 G81 R5.0 Z-30.0 F20;M5;M100;N90 M6;G00 G90 G55 X0.0 Y0.0;G0 Z100 G43 M64;M3 S500;(44BB);G98 G81 R5 Z-30.0 F10;M5;M100;N100 M6;G0 G90 G55 X0.0 Y0.0;G00 Z100.0 G43 H66;M3 S500;(54BB);G98 G81 R5.0 Z-30.0 F10;M5;M100;N110 M6;G00 G90 G55 X0.0 Y0.0;G00 Z100 G43 H72;M3 S500;(65BB);G98 G81 R5.0 Z-30 F10;M5;M100;N120 M6;G00 G90 G55 X0.0 Y0.0;G00 Z100 G43 H3;M3 S400;(75BB);G98 G76 R5.0 Z-30.0 I0.2 F10;M5;M100;N130 M6;G00 G90 G55 X0.0 Y0.0;G0 Z100.0 G43 H104;M03 S450;(109 25EM);G00 Z5.0;G01 Z-7.3 F25;X42.0;G02 I-42.0;G01 X0.0 Y0.0 F500;G00 Z100;M5;M100;N140 M6;G00 G90 G55 X0.0 Y0.0;G00 Z100 G43 H48;M3 S350;(110H7 BB);G98 G76 R5.0 Z-7.2 I0.2 F10;M5;M100;N150 M06;M5;M100;N160 T1;M6;G00 G902 G55 X0.0 Y0.0;G00 Z100 G43 H1;M3 S1000;T2;(C DRILL);G17 G90 G16;G98 G81 X65 Y45 R5.0 Z-705 F100;Y135.0;Y225.0;Y315.0;G80 G15;M100;N170 M6;G00 G90 G55 X0.0 Y0.0;G00 Z100 G43 H74;M3 S650;T3;(6.5 DRILL M8_;G17 G90 G16;G98 G81 X65.0 Y45.0 R5.0 Z-30.0 F30;Y135;Y225;Y315;G80 G15;M100;N180 M6;G00 G90 G55 X0.0 Y0.0;G00 Z100.0 G43 H55;M03 S500;G93 G81 R5.0 Z-30 F25;M100;N190 M6;;M30;%%%
fig: 3 (MOTOR BRACKET)
CONCLUSION In this project, a comparison of the total time estimation between general and CNC machining processes has been done. We observed that this comparison proves that Motor bracket when manufactured on CNC machining center takes comparatively less time than the general machining processes. The CNC machine also gives us the better results like higher accuracies, consistence and reputability or in a way, higher productivity.
BIBLIOGRAPHY Workshop technology by V.N Kumar Production Technology by R.K Jain Workshop technology by Hajra Chowdary
WEBSITES: www.cnc.com www.pragatools.com www.wikipedia.com Cnc machinists.com