
Magnetostrictive Sensor(MsS) System · Magnetostrictive Sensor(MsS) System For Guided Wave Testing...
22
Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] Magnetostrictive Sensor(MsS) System For Guided Wave Testing of Pipeline Guided Wave Analysis LLC supports clients with Sales and Rental of MsS Guided Wave System, Training, and Consulting For information or inquires: Log on to http://www.gwanalysis.com Email to [email protected]
Transcript of Magnetostrictive Sensor(MsS) System · Magnetostrictive Sensor(MsS) System For Guided Wave Testing...
Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected]
Magnetostrictive Sensor(MsS) System
For Guided Wave Testing of Pipeline
Guided Wave Analysis LLC supports clients with
Sales and Rental of MsS Guided Wave System,
Training, and Consulting
For information or inquires:
Log on to http://www.gwanalysis.com
Email to [email protected]
Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 2
The main purpose of establishing Guided Wave Analysis LLC (GWA) in 2007
is to spread MsS technology worldwide through training and consulting in order to
ensure proper use of the MsS technology. The technology incorporated in the MsS
System was developed by Southwest Research Institute® (SwRI®), a Texas nonprofit
corporation.
The MsS System was commercialized primarily for inspecting and monitoring
pipeline. It is used to generate a non-dispersive guided wave for long-range ultrasonic
inspection and monitoring through rapid surveying of pipes to detect internal and external
corrosion. The application areas of the MsS system are to inspect and monitor:
- Piping systems in oil, gas, and petrochemical facilities
- Offshore piping systems/risers
- Power generation piping systems
- Road crossings/levee penetrations
- Elevated or complex piping systems with limited clearance
- Buried pipelines
GWA sells and leases MsS Systems to NDT service companies, research institutes,
and universities, and supports these clients with consultancy, data analysis, supply of
accessories, personnel training, and on-site training and demonstration. The experience and
knowledge obtained from client support are used for upgrading MsS technology through
research and development at the Sensor Systems and NDE Department in SwRI®.
Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 3
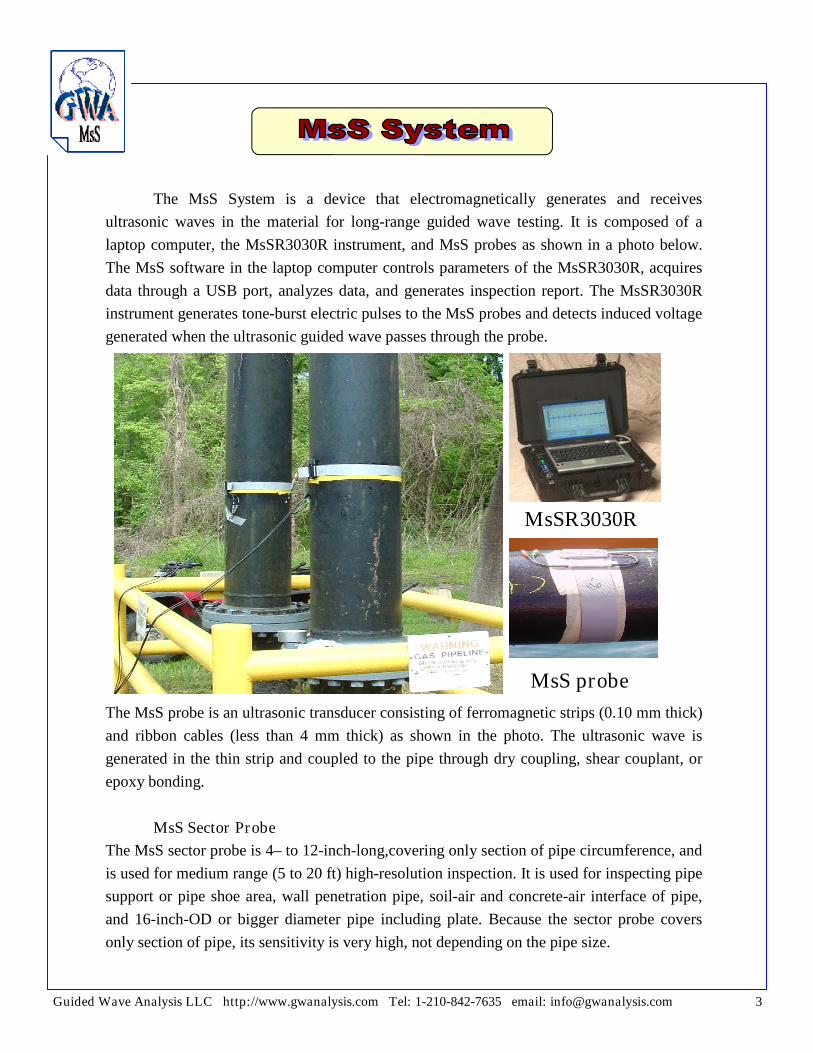
The MsS System is a device that electromagnetically generates and receives
ultrasonic waves in the material for long-range guided wave testing. It is composed of a
laptop computer, the MsSR3030R instrument, and MsS probes as shown in a photo below.
The MsS software in the laptop computer controls parameters of the MsSR3030R, acquires
data through a USB port, analyzes data, and generates inspection report. The MsSR3030R
instrument generates tone-burst electric pulses to the MsS probes and detects induced voltage
generated when the ultrasonic guided wave passes through the probe.
The MsS probe is an ultrasonic transducer consisting of ferromagnetic strips (0.10 mm thick)
and ribbon cables (less than 4 mm thick) as shown in the photo. The ultrasonic wave is
generated in the thin strip and coupled to the pipe through dry coupling, shear couplant, or
epoxy bonding.
MsS Sector Probe
The MsS sector probe is 4– to 12-inch-long,covering only section of pipe circumference, and
is used for medium range (5 to 20 ft) high-resolution inspection. It is used for inspecting pipe
support or pipe shoe area, wall penetration pipe, soil-air and concrete-air interface of pipe,
and 16-inch-OD or bigger diameter pipe including plate. Because the sector probe covers
only section of pipe, its sensitivity is very high, not depending on the pipe size.
MsSR3030R
MsS probe
Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 4
MsSR 3030R System
Two channel transmitters and receivers for controlling the wave propagation direction
120 V or 240 V AC, 50/60 Hz, power or internal battery operated; The internal batterysupplies power to both equipment and computer for operating more than 2 days innormal operation with more than 50 inspection locations
Wide frequency range operation: 5 kHz to 250 kHz
The system has band pass filter at 16, 32, 45, 64, 90, 128, 180, and 250 kHz
The MsS probe can be installed with 25 mm or higher clearance aroundthe pipe and 75 mm clearance along the pipe.
The MsS probe can be installed if the pipe is accessible more than 60 percent around thepipe circumference. The heat tracer lines do not need to be lifted.
Two operation modespulse-echo mode: normal guided wave inspection and monitoringpitch-catch mode: guided wave inspection of high-attenuation pipe
Time-corrected gain (TCG) function that increases signal-to-noise ratio of long-distancesignal
Probe is very light (less than 0.8 kg for 24-inch pipe testing probe)
Light instrument (12.5 kg)
Software functions
- Sorting out false calls due to multiple reflections
- Multi-frequency data analysis for finding different size of defects
- Spectrogram data display for showing frequency response of indication
- Automatically finding indications
Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 5
MsS Guided Wave System can inspect a pipe of any diameterincluding plate (usually 0.25- to 80-inch outer diameter)
The total cross-sectional wall along the pipe is inspected. (Volumetric inspection)
Ability to detect corrosion wall loss and cracks in aboveground, buried, and insulated pipe.
Inspection range in straight above ground pipeline is typically 50 meters on either side of the MsS probesand can be up to 200 meters in ideal conditions.
Sensitivity can be as good as 1% cross sectional loss in good condition of pipe (but the threshold can beset from 0.5 to 5 % depending on the distance from the MsS probe and pipe condition).
The generated signal with MsS probe is 56 dB (600 times) higher than the coherent noise of unwantedmodes.
MsS probes can be attached to a pipe with dry coupling, epoxy bonding or ultrasonic shear couplantdepending on pipe surface condition.
Inexpensive MsS probes can be permanently installed to pipeline at difficult-to-access location for long-term pipe monitoring.
Continuous probe covering the whole circumference of pipe- Excellent direction control- Zero near-field length
MsS probe has short dead zone length- 11 inch with 32 kHz probe- 8 inch with 64 kHz probe- 5 inch with 128 kHz probe
A pipe of up to 300 oC surface temperature can be inspected and monitored without taking it out ofservice if the MsS probe is bonded at a temperature less than 125 oC.
A pipe of up to 500 oC surface temperature can be inspected without removing heat tracer lines with MsSdry coupling (mechanical coupling) tools.
User-friendly analysis software reduces false calls and helps making inspection report.
Once the probe is installed, the inspection or monitoring can be done 20 or 30 locations a day withinstalled probe. It is cost effective and best for condition-based monitoring.
High-sensitivity pipe inspection with high-frequency (50 ~ 250 kHz) probe
Long-range pipe inspection with low-frequency (5 ~ 50 kHz) probe.

Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 6
The guided wave is structure-borne ultrasonic waves that propagate along the structure
confined and guided by its geometric boundaries. As shown in the Figure 1, the guided wave in
the pipeline propagates along the pipe axis and reflects from any local cross-sectional area change
such as corrosion defects. The GWT is a technique for finding defect location with the arrival
time and the velocity of guided wave and estimating the defect size with the signal amplitude.
The GWT uses low-frequency of from 5 to 250 kHz in order to have a long wavelength that is
usually longer than the pipe wall thickness and to less attenuation for long-range inspection
How can inspector perform the Guided Wave Testing?
The MsS equipment for guided wave testing or long-range ultrasonic testing is compact
and easily operated by inspectors in facilities. Like ordinary ultrasonic thickness measurement
tool, inspector can carry it to the pipe and quickly test the pipe using MsS probe and shear
couplant. The surface preparation of guided wave testing is the same as that of ordinary ultrasonic
inspection except that we need to access to the whole pipe circumference for long-range
inspection. If MsS sector probe is used, the guided wave inspection of pipe is the same as the
ordinary UT thickness measurement in preparation and procedure. The only difference is that the
guided wave testing check defects along the axial length of pipe instead of wall thickness
direction.
Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 7
The big advantage of guided wave testing is that the ultrasonic guided wave travels along the
axial length of pipeline with low attenuation. Other NDT testing such as UT, RT, and ET is spot
measurement tool with which the tested area is limited to the probe installation location. Because
the axial symmetric guided wave, torsional mode, fills the pipe cross-sectional area and
propagates though the axial direction, the guided wave testing screens 100 % volume of pipe wall
for cross-sectional area change such as corrosion and erosion. The volumetric inspection of
piping significantly reduces the location for follow-up inspection.
The guided wave propagates through the pipe wall so that the followings are advantages:
1. Long-length of pipeline can be inspected giving comprehensive condition information in a
short time.
2. Inaccessible locations can be inspected: soil-air interface, concrete-air interface (if the
concrete is not bonded to the pipe), wall penetration, buried pipeline, road crossing
pipeline, etc.
3. Long length of pipeline can be screened with several access locations for installing the
guided wave probe and for follow-up testing if indication is found. It significantly reduces
preparation time and labour for installing scaffold of high-elevation pipeline, removing
insulation of insulated pipeline, and excavating buried pipeline.
4. The high temperature (up to 500 °C) pipeline can be inspected or monitored during
normal operation without removing heat tracer lines.
The weld in pipeline plays important roles in long-range guided wave testing. It is big reflector
ranging from 10 to 30 percent depending on operating frequency, and weld bead height relative to
wall thickness. It is a reference estimating defect size in cross-sectional area and a reference for
phase checking of signal. For a good condition of pipeline, the phase is used for differentiating
defect from geometric features. The weld is also used for determining inspection range of guided
wave testing. Because the weld is a big reflector, we can calculate the inspection range with the
signal-to-noise ratio of weld signal. The weld signal is especially useful for inspecting buried
pipeline for measuring inspection range and estimating defect size.

Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 8
The most difficult question to answer in guided wave is the inspection range. How far can your
system inspect? It depends on capability of guided wave system (how strongly generates torsional or
longitudinal mode and how much reduce the generation of flexural modes), defect size, and attenuation
(operating frequency, geometric features of pipe, corrosion condition, pipe coating, insulation, depth of
burial, and the nature and degree of compaction of the surrounding soil).
The inspection range and defect sensitivity depends on the probe including guided wave system,
operating frequency, and attenuation due to geometric feature or insulation. With strong generation of axial
symmetric mode, MsS GWT system can detect 2 to 3 % defects located at about 150 meter after passing 18
girth welds in a 16-inch OD aboveground straight gas transmission pipeline [Pipeline and Gas Technology,
August (2006), pp 28-31].
The attenuation is higher with increasing wave frequency and soil depth. Coating and
insulation also increases the wave attenuation to be higher than in bare or painted pipe. The below
data were plotted to show the soil effect of wave propagation. The top plot shows the data of 20-
kHz torsional mode from 4.5-inch-OD bitumen coated pipe without soil cover. The bottom was
acquired after 3.2-ft soil cover. The attenuation was significantly increased due to guided-wave
energy leakage to soil.

Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 9
The following shows the photo and data of MsS guided wave tested for 16-inch OD
aboveground straight gas transmission pipeline. The guided wave can detects about 2.5- percent
cross-sectional area defect (marked with couplet in the bottom graph) located at about 493 ft after
passing 18 girth welds. Please see that MsS data have high spatial resolution compared to other
guided wave systems. With the below inspection we can inspect over 500 ft length of piping in one
direction for detection of 2 to 3 % defects on straight bare or painted lines.

Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 10
The guided wave system using MsS probe has much merit compared to those using discrete
piezoelectric transducer belts. The following is the list to check before purchasing guided wave system.
The data in the parentheses are specifications of MsS system.
1. Operating frequency [5 kHz to 250 kHz]
2. Price of the system is reasonable compared to other guided wave systems.
3. Additional maintenance cost is very low compared to other guided wave systems.
4. Defect detection sensitivity [Sensitivity is very high with sector probe and high-frequency
operation]
5. Sum of dead zone length and near field length [It is 4 inch with 128 kHz]
6. Inspection range [about 500 ft along one direction for aboveground painted pipeline for finding 2 or
3 percent cross-sectional area defect]
7. Weight of equipment [about 12.5 kg]
8. Weight of probe [0.8 kg for 24-inch pipe probe; we don’t use crane to lift the guided wave probe]
9. High signal-to-noise ratio [Less flexural mode generation than any other guided wave systems]
10. Broad band operation [We can test 5 to 250 kHz with one strip installation]
11. High spatial resolution by using high frequency and low number of cycles [We use 1 or 2 cycles for
GWT]
12. Finding defect around the pipe circumference [we use sector probe]
13. Inspection locations per day [We can usually inspect 5 to 30 locations per day depending on pipe
size and accessibility]
14. Signal repeatability [MsS system generates high-repeatable data for guided wave monitoring with
360-degree covering probe.]
15. High temperature application [MsS probe can inspect up to 500 C using mechanical coupling tool]
16. Size of probe [MsS probe is very thin and thus can be installed on the pipe having about 0.4-inch
gap between pipes.]
17. Training [The MsS technique is trained by Level III in GWT who is also ASNT NDT Level III in
UT and ET and has more than 13 years experience in GWT with 13 US patents about guided wave
application]
18. Continuous support and responsibility [We support clients with continuous training]
19. Honesty [We are honest to client. We support client based on our experience of inspection service,
research, development, training, data analysis service, guided wave software development, and
consulting.]
20. Other application area [MsS system can be used for plate, buried rod, cable, boiler tube, condenser
tube, heat exchanger tube, tube angle, and angle beam.
Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 11
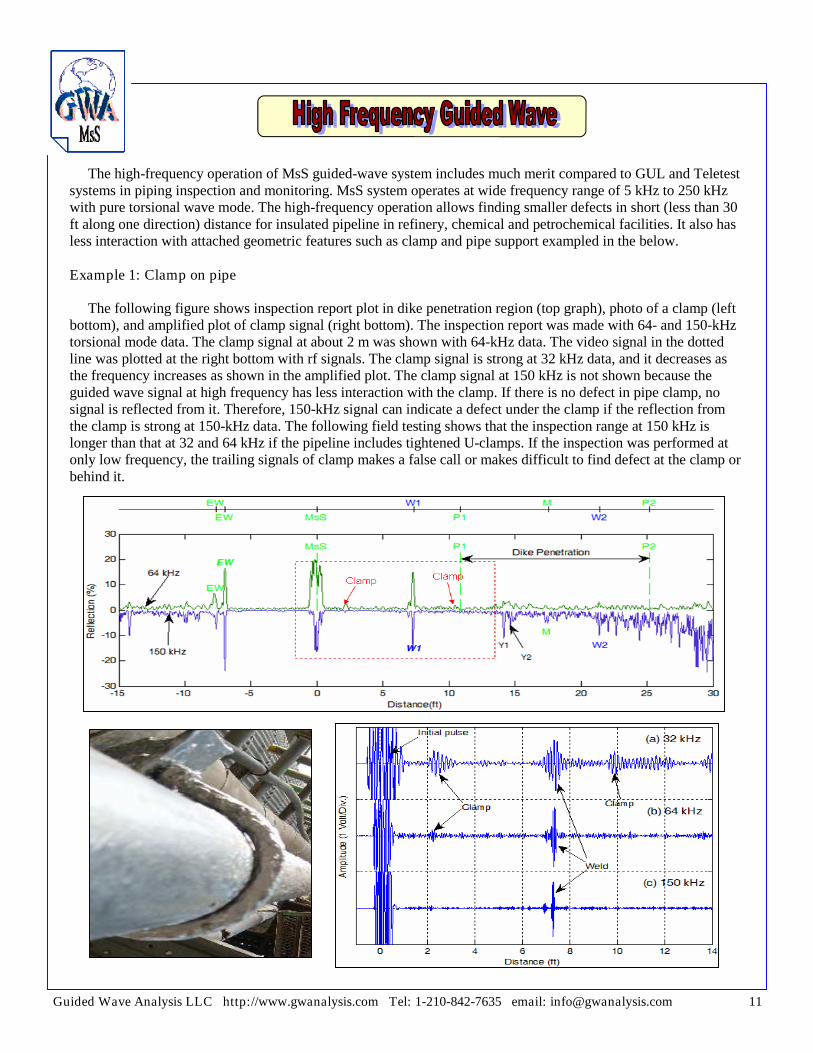
The high-frequency operation of MsS guided-wave system includes much merit compared to GUL and Teletestsystems in piping inspection and monitoring. MsS system operates at wide frequency range of 5 kHz to 250 kHzwith pure torsional wave mode. The high-frequency operation allows finding smaller defects in short (less than 30ft along one direction) distance for insulated pipeline in refinery, chemical and petrochemical facilities. It also hasless interaction with attached geometric features such as clamp and pipe support exampled in the below.
Example 1: Clamp on pipe
The following figure shows inspection report plot in dike penetration region (top graph), photo of a clamp (leftbottom), and amplified plot of clamp signal (right bottom). The inspection report was made with 64- and 150-kHztorsional mode data. The clamp signal at about 2 m was shown with 64-kHz data. The video signal in the dottedline was plotted at the right bottom with rf signals. The clamp signal is strong at 32 kHz data, and it decreases asthe frequency increases as shown in the amplified plot. The clamp signal at 150 kHz is not shown because theguided wave signal at high frequency has less interaction with the clamp. If there is no defect in pipe clamp, nosignal is reflected from it. Therefore, 150-kHz signal can indicate a defect under the clamp if the reflection fromthe clamp is strong at 150-kHz data. The following field testing shows that the inspection range at 150 kHz islonger than that at 32 and 64 kHz if the pipeline includes tightened U-clamps. If the inspection was performed atonly low frequency, the trailing signals of clamp makes a false call or makes difficult to find defect at the clamp orbehind it.
Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 12
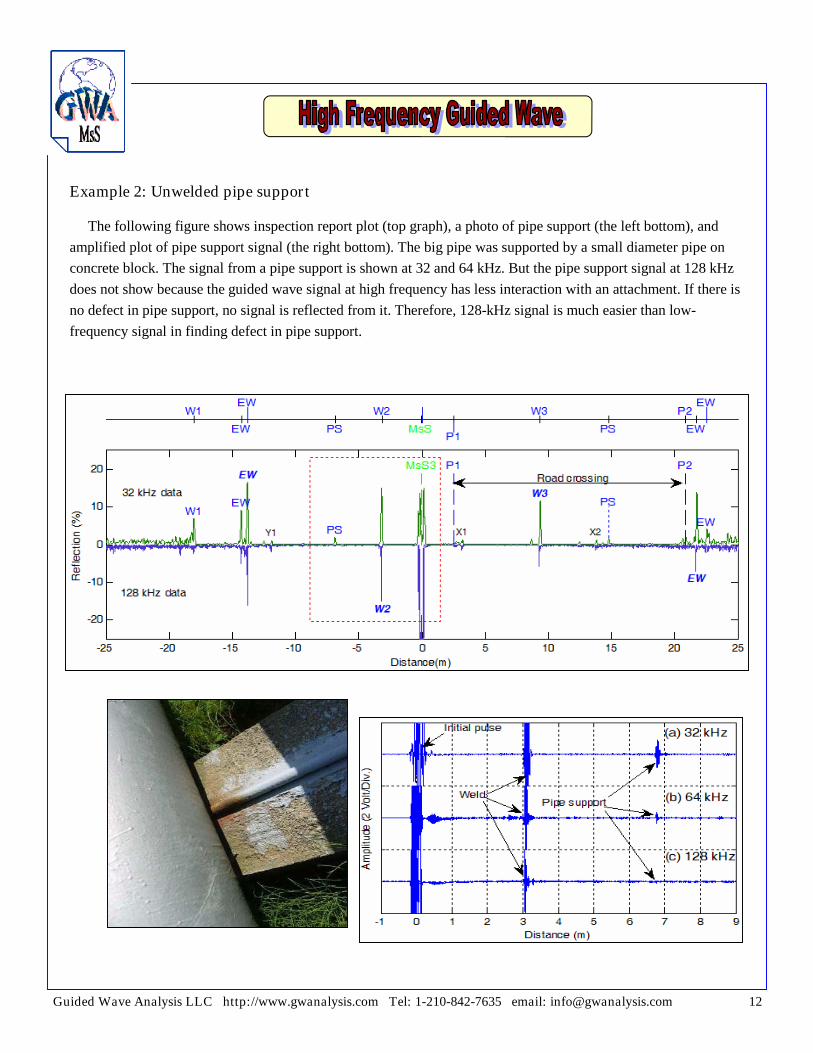
Example 2: Unwelded pipe support
The following figure shows inspection report plot (top graph), a photo of pipe support (the left bottom), and
amplified plot of pipe support signal (the right bottom). The big pipe was supported by a small diameter pipe on
concrete block. The signal from a pipe support is shown at 32 and 64 kHz. But the pipe support signal at 128 kHz
does not show because the guided wave signal at high frequency has less interaction with an attachment. If there is
no defect in pipe support, no signal is reflected from it. Therefore, 128-kHz signal is much easier than low-
frequency signal in finding defect in pipe support.
Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 13
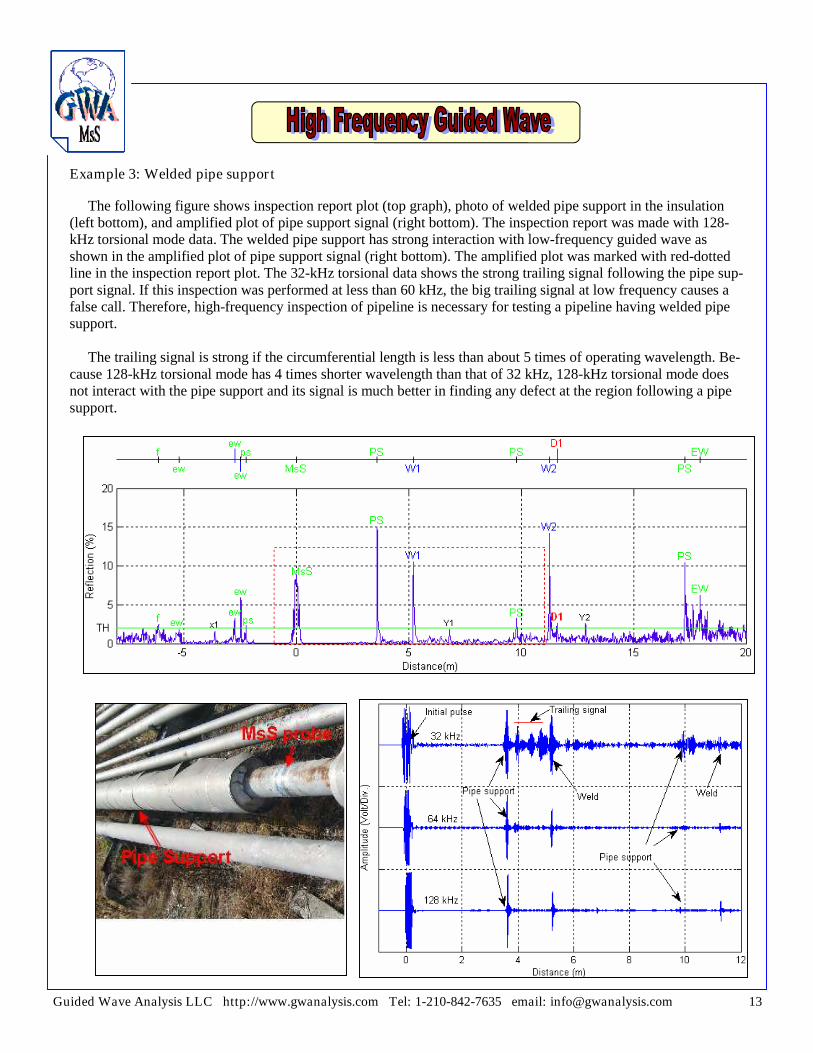
Example 3: Welded pipe support
The following figure shows inspection report plot (top graph), photo of welded pipe support in the insulation(left bottom), and amplified plot of pipe support signal (right bottom). The inspection report was made with 128-kHz torsional mode data. The welded pipe support has strong interaction with low-frequency guided wave asshown in the amplified plot of pipe support signal (right bottom). The amplified plot was marked with red-dottedline in the inspection report plot. The 32-kHz torsional data shows the strong trailing signal following the pipe sup-port signal. If this inspection was performed at less than 60 kHz, the big trailing signal at low frequency causes afalse call. Therefore, high-frequency inspection of pipeline is necessary for testing a pipeline having welded pipesupport.
The trailing signal is strong if the circumferential length is less than about 5 times of operating wavelength. Be-cause 128-kHz torsional mode has 4 times shorter wavelength than that of 32 kHz, 128-kHz torsional mode doesnot interact with the pipe support and its signal is much better in finding any defect at the region following a pipesupport.
Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 14
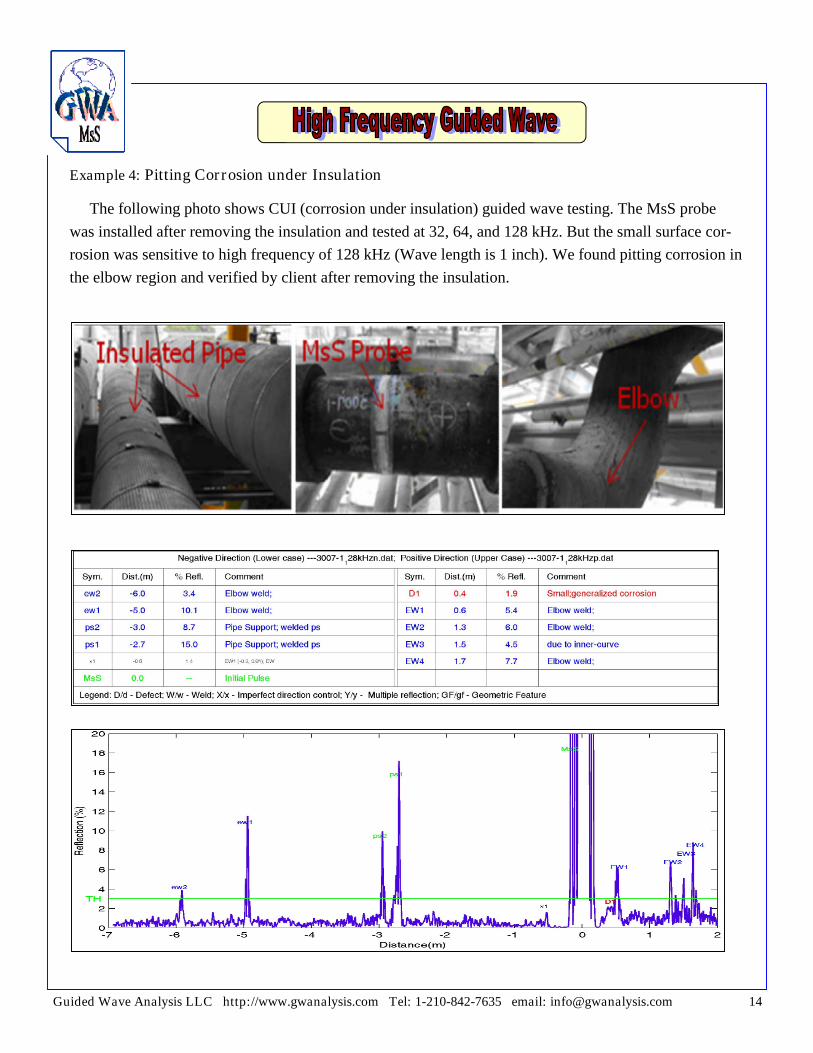
Example 4: Pitting Corrosion under Insulation
The following photo shows CUI (corrosion under insulation) guided wave testing. The MsS probe
was installed after removing the insulation and tested at 32, 64, and 128 kHz. But the small surface cor-
rosion was sensitive to high frequency of 128 kHz (Wave length is 1 inch). We found pitting corrosion in
the elbow region and verified by client after removing the insulation.

Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 15
The guided wave testing uses low-frequency ultrasonic wave that is transmitted to the
pipeline. Once the ultrasonic wave is generated in the pipeline, its propagation or interaction
with defect or geometric features does not change if the frequency and wave mode is the
same. Therefore, MsS system can inspect any pipeline that other guided wave systems can
do because we have stronger guided wave generation and wider frequency range than other
systems. The application piping structures are; piping systems in oil, gas, and petrochemical
facilities; offshore piping systems/risers; power generation piping systems; road crossings/
levee penetrations; Elevated or complex piping systems with limited clearance; and buried
pipelines.
Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 16
Guided wave inspection is performed on fixed inspection intervals prescribed by
governmental regulations that are sometimes not in line with the maintenance requirements. Since
guided wave is a surveying tool, the guided monitoring is required to do in-service testing before
a planned shutdown. Ample time is then available to plan the necessary maintenance work long
before the actual shutdown takes place. Therefore, total downtime for the installation is reduced.
The MsS System has a number of advantages compared to GUL Wavemaker and Teletest
in guided wave monitoring. Since the MsS system is based on the magnetostrictive sensor (MsS),
the benefits of long-range guided wave monitoring with MsS system are:
- MsS probes are much cheaper than piezoelectric ring probes.
- The probe is light (less than 0.5 kg for 24-inch-OD pipe), so that the installation work is
easy at high level.
- Easy to install in structures for monitoring
- No limitation of pipe size exists because the MsS probes are directly made at on site
with material.
- Only a 25-mm clearance is needed around the pipe in permanent monitoring.
- MsS probes work well at high temperature pipe up to 300°C.
In MsS guided wave monitoring, the MsS probe is permanently installed at a corrosion-
sensitive region of structure; baseline data are obtained; the structure is periodically tested; and
the periodic data are compared with the baseline data to identify structural changes with time.
The merits of MsS guided wave monitoring compared to inspection are:
- Quickly obtain new data with the installed probes
- Data is acquired from the same location of probes
- Small changes in condition can be readily detected with comparison of baseline data
and periodically monitored data
- Finds defect initiation and growth in geometric features such as weld, support,
attachment, etc.
- No need to remove insulation or excavate soil for the probe installation except the first time
- Allows in-service testing in high temperature or high elevation line.
- Gives ample time for maintenance works and reduces total downtime
Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 17
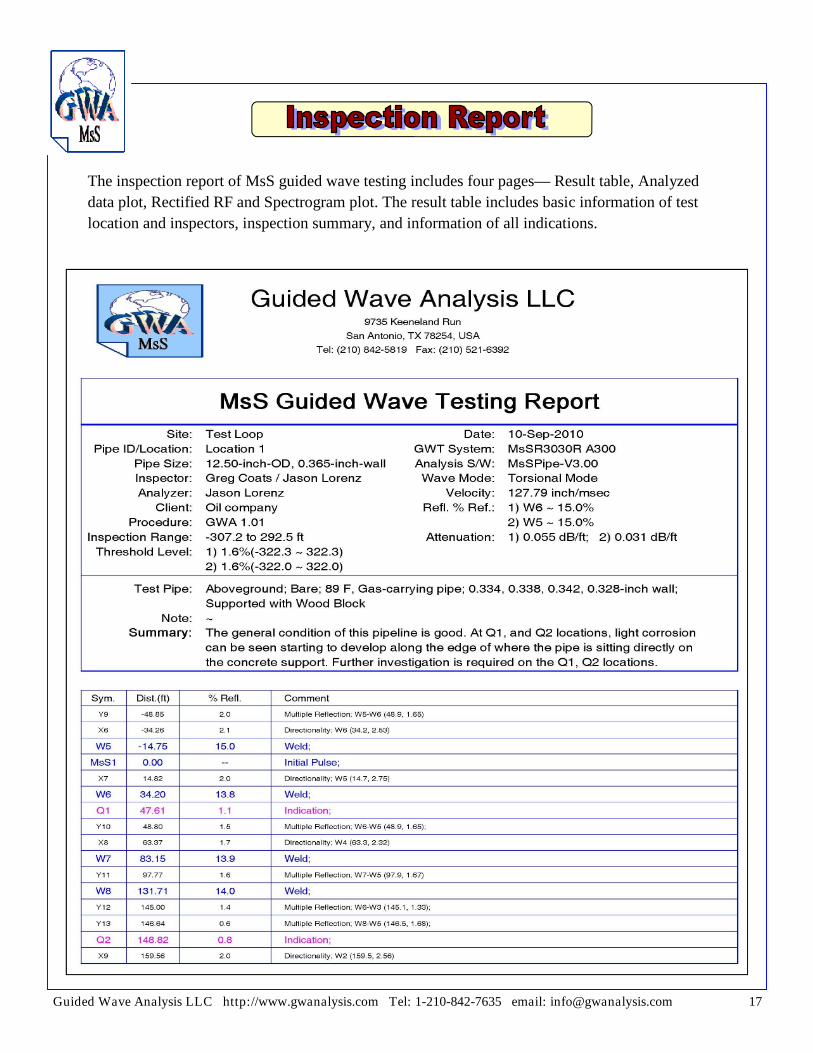
The inspection report of MsS guided wave testing includes four pages— Result table, Analyzed
data plot, Rectified RF and Spectrogram plot. The result table includes basic information of test
location and inspectors, inspection summary, and information of all indications.

Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 18
The analyzed data plot consists of two sets of video data acquired at two different frequencies or
two different locations, all indications in the result table, DAC curve plot. The data analysis was
performed with DAC-compensated plot in which DAC curve is compensated in the video data.

Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 19
The third page includes rectified RF and spectrogram data plots acquired at 20-, 32-, 64-, and
128-kHz center frequency. The surface corrosion of pipe can be easily observed in 128-kHz data
with noise-like signal following the initial pulse due to surface scale.
Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 20
# Training and Certification
The MsS guided-wave inspection training covers the principle of guided waves and theirpropagation in pipeline, guided-wave generation using MsS probe, MsS probe installation, MsSequipment operation, data analysis and reporting. The MsS guided-wave inspection trainingincludes 3 certification levels:
Level I Certification: Requires 5-days’ training course with passing a written and practicalexamination. Level I operators can test pipelines according to written instruction. The Level I cananalyze data with the help of guided-wave inspection report software and report the findings forstraight exposed pipe and above ground insulated pipeline.
Level II Certification: Requires guided-wave testing experience of 9 months or 630 hours in5 to 27 months with passing a written and practical examination. Level II operators can analyzeburied pipeline data, monitoring data and data tested in specialized pipeline with multiplefrequencies. The Level II should understand the guided-wave interaction with defects or geometricfeatures at different frequencies.
Level III Certification: Developers of MsS technology have this qualification.
# Data Analysis
Surveying with guided waves often requires interpretation of complex signals. GWA hasmuch experience in data analysis and report, and uses Matlab software for professional dataanalysis. The data analysis service of GWA has following procedure:
1. A client sends at least 5 sets of data to GWA for making report format and estimatinganalysis time of each data set.
2. GWA sends the client sample reports and the estimate cost of analyzing and reportingdata.
3. The client approves it and sends GWA all data to be analyzed and reported.4. GWA loads all inspection reports in GWA ftp site and client fetch them.
We are professional in guided wave data analysis and clients will be satisfied with our service.
The MsS system is used to inspect and monitor many different kinds of piping systems, andthe general inspection report software sometimes takes more time and effort to analyze for a specialpiping application such as road crossing, storage tank leg, short buried piping, and off-shore piping.GWA will help our client through programming software tailored to our client’s requirement forhandling a special application. Also, the report format in the inspection report software can betailored to our client’s requirement.

Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 21
# Field Trip
The experts in GWA will make trips into the field for hands-on training and demonstrationsof field techniques. Field trips to inspection sites are helpful to companies starting guided waveservice and GWA helps clients on the preparation of accessories, MsS probe installation, selectionof probe installation location, decision of inspection range, and data analysis and reporting.
# Consultancy
MsS system has many application areas for detecting corrosion or cracks with guided waveinspection and monitoring. Some application requires testing with multi frequencies to get moredefect information, and using more than one pair of probes to achieve longer inspection range inhigh attenuation pipe. GWA helps the client in the following ways:
- Visit client for on-site installation of MsS probes- Analyze and report of inspection and monitoring data- Make guided wave inspection/monitoring procedures for special application- Program a tailored software for special application- Demonstrate the MsS system to clients- Train clients to transfer upgraded MsS technology including probe installation procedure, new
probe, and upgraded software.
MsS technology has many proven and potential application areas when it is properly used.The GWA experts will work with clients to use the MsS technology in their special applications.
If our client’s application cannot be solved with the current state-of-the-art of MsStechnology, GWA will connect you to the development team at SwRI® to solve it through furtherresearch and development.

Guided Wave Analysis LLC http://www.gwanalysis.com Tel: 1-210-842-7635 email: [email protected] 22
Guided Wave Analysis LLC
7139 Callaghan Road
San Antonio, TX 78229
United States of America
The MsS system for guided wave inspection, monitoring, and research is commercially available to
inspection service providers, research institutes, and universities. For more information or inquiries
about the MsS system and its accessories, please email [email protected].
Technical support inquiries such as consulting of difficult inspection situations, data analysis,
additional training of new member, or on-site demonstration should be directed to
For information about renting MsS system, please email to [email protected].
For inspection service inquiries with MsS System, please email [email protected].
Person to ContactSang Y. Kim, Ph.D.MsS Guided Wave Testing Level IIIASNT NDT Level III in ET and UTPhone: 210-842-7635Email: [email protected]


















