Machining Processes
23
numpon mahayotsanun department of mechanical engineering faculty of engineering khon kaen university thailand P R O C E S S E S MACHINING
-
Upload
numpon-mahayotsanun -
Category
Documents
-
view
213 -
download
1
description
A brief summary of common machining processes.
Transcript of Machining Processes

numponmahayotsanun
department of mechanical engineeringfaculty of engineering
khon kaen universitythailand
P R O C E S S E SMACHINING

Content
Cutting ProcessesTheoriesCommon processesCommon toolsTool wearMachining economics
Abrasive ProcessesGrindingHoning & superfinishingLappingUltrasonic machining (UM)
Advanced Machining ProcessesElectrochemical machining (ECM)Electrical-discharge machining (EDM)Wire EDMWater-jet machining (WJM)

Sigma CNC Milling MachineReference: www.qrbiz.com
Machining describes a group of processes that consist of material removal on a workpiece and modi-fication of its surfaces. The major advantages of machining process-es are their ability to produce flex-ible geometry and high precision parts. However, these processes usually give high material waste, require a lot of energy, and need extremely careful process control.
Three major machining processes will be described here: cutting pro-cesses, abrasive processes, and advanced machining processes.

Aluminum chips

CUTTING PROCESSES
Mechanics of Chip Formation
Machining processes remove material from the workpiece surface by producing chips as shown on the left image. The model of chip formation called Merchant model is illustrated on the right. In this model, known as orthogonal cutting, the thick-ness of the chip, tc, can be determined through the cutting ratio, r. Note that chip thickness is always greater than the dept of cut.
During cutting, the material also undergoes shear strain and can be expressed as:
Note that high shear strains are associated with low shear angles.
(a) Schematic illustration of the basic mechanism of chip formation in metal cutting(b) Velocity diagram in the cutting zone
( )sin 1
coso
c
trt
ϕϕ α
= = <−
( )αφφγ −+=+== tancotOCOB
OCAO
OCAB
ααφ
sin1costanr
r−
=
( )sin
coscVV φφ α
=−
Merchant model
Theories

CUTTING PROCESSES
Cutting Forces &Power Requirements
The knowledge of cutting forces and pow-er requirements are essential to proper design machine tools and avoid exces-sive distortion of the workpiece. Here are the steps to calculate cutting forces and power requirements:
Friction force between the tool and chip along the rake surface
Normal force to friction
Resultant force
Coefficientoffriction
Forces acting on a cutting tool in two-dimensional cutting. Note that the resultant force, R, must be colinear to balance the forces.
Shear force causing shear defor mation to occur in shear plane
Normal force to shear force
Cutting force in the direction of cutting
Thrust force
Note: and can be measured by dynamometer
F N R+ =
tanFN
µ β= =
F
NRµ
s nF F R+ =
sF
nF
c tF F R+ =
cF
tF
cF tF
Theories

CUTTING PROCESSES
Cutting Forces &Power Requirements
Shear force
Normal force
Coefficientoffriction
Merchant equationForces acting on a cutting tool in two-dimensional cutting. Note that the resultant force, R, must be colinear to balance the forces.
Specificenergy
Material removal rate
Processefficiency
Average diameter of workpiece
Dept of cut
Feed (distance per revolution)
Workpiece rotational speed
( )Power t
avg
u MRR
MRR D dfNη
π
=
=
tu
MRR
ηavgD
cos sins c tF F Fϕ ϕ= −
sin cosn c tF F Fϕ ϕ= +
cos sincos sin
t c
c t
F FFN F F
α αµα α+
= =−
tantan
t c
c t
F FF F
αµα
+=
−
o452 2α βϕ = + −
df
N
Theories

CUTTING PROCESSES
Milling
Common processes
1. Slab milling
In this operation, the axis of cutter rotation is parallel to the surface of the workpiece to be machined as shown on the right. Two types of milling methods can also be used
1.1 Conventional milling (up milling) is the milling direction where cutting ends at the thickest location of the chip. This method pro-vides high clamping forces. However, it also givespoorsurfacefinish,atendencyfortheworkpiece to be pulled upward.
1.2 Climb milling (down milling) is the milling direction where the cutting starts at the thickest lo-cation of the chip. This method
offers low clamping force, smoothcut,nicesurfacefinish,and less tool wear. However, this method is not recommended for hard material and requires a rigid setup.

CUTTING PROCESSES
Milling
Common processes
2. Face milling
In this operation, the cutter is mounted on a spindle with an axis of rotation perpendicular to the workpiece surface and removes mate-rial.
3. End milling
In this operation, the cutter usually rotates on an axis perpendicular to the workpiece, although it can be tilted to produce tapered sur-faces as well.

CUTTING PROCESSES
Turning
Common processes
Turning processes produce parts that are basically round in shape. Various types of turning pro-cesses are shown here:

CUTTING PROCESSES
Turning
Common processes
Schematic illustration of a turning operation showing depth of cut, d, and feed, f. Cutting speed is the surface speed of the workpiece at the Fc, is the cutting force, Ft is the thrust or feed force in the direction of feed, Fr is the radial force that tends to push the tool away from the workpiece being machined.

CUTTING PROCESSES
Tools
Common tools
Milling cutters
Face-milling cutter
Turning cutters

CUTTING PROCESSES
Tool wear
Tool wear
(a) Flank wear(b) Thermal cutting on rake face(c) Crater wear(d) Catastrophic failure (fracture)(e) Chipped cutting edge
Most cutting tools are subjected to high forces, elevated temperatures, and sliding. As a result, tool wear usually occur as shown above.
Tool-life curves can be approximated by the following equations:
1. Taylor’s tool life equation
Cutting speed Tool life in minutes Constant
2. Modified Taylor’s tool life equation
Dept of cut (mm) Feed rate (mm/rev)
Here are the range of values for various cutting tools:
High-speed steels 0.08-0.20 Cast alloys 0.10-0.15 Carbides 0.20-0.50 Ceramics 0.50-0.70
Note: The values of x and y must be obtained from the experiments.
CVT n =V nT C
n x yVT d f C=d f
n

Minimum cost
Maximum production
CUTTING PROCESSES
Machining Economics
Machining economics
Cost-per-piece Machining cost Setup cost
Loading cost
Tooling cost
Whether or not machining processes should be selected, the economics of machining must be considered. The most two important parameters are the minimum cost per part, and the maximum production rate.
p m s l tC C C C C= + + +
pC
mC
sC
lC
tC
Labor cost per hour Overhead charge of the machine Time to change tool
Time to grind tool
Labor cost for grinding the tool
Depreciation of the tool in dollars per grind
mL
mB
cT
gT
gL
( )
( ) ( )_ min
1 1
nm m
o n
c m m g g g c
C L BV
T L B T L B Dn
+= − + + + +
_ max1 1
o n
c
CVT
n
= −
cD

ABRASIVE PROCESSES
Grinding
Grinding
The types of workpieces and operations typical of grinding: (a) cylindrical sur-faces,(b)conicalsurfaces,(c)filletsonashaft,(d)helicalprofiles,(e)concaveshape, (f) cutting off or slotting with thin wheels, and (g) internal grinding.
Sometimes the workpiece material is either too hard or too brittle, or its shape isdifficulttoproducewithsufficientdimensionalaccuracy.Usingabrasivescanbe an alternative because they are capable of removing small amount of mate-rial from a surface. Here are some examples of abrasive processes:
Grinding is basically a chip removal process in which the cutting tool is an individual abrasive agent.

ABRASIVE PROCESSES
Honing & Superfinishing
Honing & superfinishing
Honing is an operation used primarily to give holesafinesurfacefinish
Schematic illustration of a honing tool used to improve the surfacefinishofboredorgroundholes.
Schematicillustrationsofthesuperfinishingprocessfora cylindrical part. (a) Cylindrical mircohoning, (b) Center-less microhoning.

ABRASIVE PROCESSES
Lapping
Lapping
(a) Schematic illustration of the lapping process. (b) Pro-ductionlappingonflatsurfaces.(c)Productionlappingoncylindrical surfaces.
Lappingisafinishingoperationonflatorcylindricalsurfaces
A double lapping pol-ishing process was used to give the phone the highest level of pol-ish possible. These images are from www.aesir-copenhagen.com

ABRASIVE PROCESSES
Ultrasonic Machining
Ultrasonic machining
ULTRASONIChardmachiningof a fullyautomatic dental crown made of lithium disilicate (glass ceramic) with a thinning margin (Ref: http://ids-cologne.de)
In ultrasonic machining, material is removed from a workpiece surface by the mechanism of microchipping or erosion with abrasive particles. The picture on the right is a glass ultrasonic machine sample (Ref: http://kikkawashoji.com.)
(a) Schematic illustration of the ultrasonic machining process. (b) and (c) Types of parts made by this process. Note the small size of holes produced.

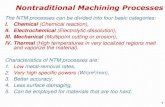
ADVANCED MACHINING PROCESSES
Electrochemical Machining (ECM)
ECM
In electrochemical machining, an electrolyte acts as current carrier, and the high rate of electrolyte movement in the tool-workpiece gap washes metal ions away from the workpiece (anode) before they have a chance to plate onto the tool (cathode).
The middle picture is the SEM image of electrochemically machined Au-pillars, 4 µm high (Ref: http://www.cfn.kit.edu)
The bottom right picture is the chematic illustration of the electrochemicalmachining process.

ADVANCED MACHINING PROCESSES
Electrical-Discharge Machining (EDM)
EDM
In electrical-discharge machin-ing, when two current-conduct-ing wires are touched, an arc is produced eroding away a small portion of the metal. The bottom left picutre shows the schematic illustration of the electrical-dis-charge machining process.
The left picture shows the cavi-ties produced by the EDM pro-cess, using shaped electrodes. The bottom right picture shows A spiral cavity produced by EDM using a slowly rotating electrode, similar to a screw thread.

ADVANCED MACHINING PROCESSES
Wire Electrical-Discharge Machining (Wire EDM)
Wire EDM
This process is a variation of EDM where a slowly moving wire travels along a precribed path, cutting the workpiece with the discharge sparks. The top left picture is the schematic illustration of the
EDM process. As much as 50 hours of machining can be performed with one reel of wire, which is then discarded. The top right image shows the sample parts of collets and in-ternal splines.
www.microwireedm.com
www.engineeringcapacity.com www.alltechprecision.com

ADVANCED MACHINING PROCESSES
Water-Jet Machining (WJM)
WJM
In this process, the force from the jet is utilized in cutting and debur-ing. The water acts like a saw and cuts a narrow groove in the material.
The top left image is the schematic illustration of water-jet machining. The bottom left image is the exam-ples of various nonmetallic parts produced by the water-jet cutting process. The right image shows the water-jet nozzle. www.wordson.com

MACHINING PROCESSES
References
References
- S. Kalpakjian, S. R. S. (2003). Manufacturing Engineering and Technology. New Jersey, Pearson Prentice Hall.
- Groover, M. P. (2010). Principles of Modern Manufacturing: Materials, Processes, and Systems, John Wiley & Sons Ltd.