Low-Tar-Formation using High- Temperature Flash ...s3.amazonaws.com/zanran_storage/ filefurther to...
38
Low-Tar-Formation using High- Temperature Flash-Gasification of Intelligent Biomass Fuel Mixtures Ingemar Olofsson Degree Project in Energy Technology, 20p Energy Technology & Thermal Process Chemistry (ETPC) Umeå University, S-901 87 Umeå, Sweden April 2005
Transcript of Low-Tar-Formation using High- Temperature Flash ...s3.amazonaws.com/zanran_storage/ filefurther to...

Low-Tar-Formation using High-Temperature Flash-Gasification of Intelligent Biomass Fuel Mixtures
Ingemar Olofsson
Degree Project in Energy Technology, 20p
Energy Technology & Thermal Process Chemistry (ETPC) Umeå University, S-901 87 Umeå, Sweden
April 2005

ISSN 1653-0551 ETPC Report 05-04 Printed at Umeå University – VMC-KBC 2005-04-15

i
Abstract Tar and other products of incomplete gasification (PIG) are known to cause great problems and losses in bio-fuel synthesis processes. Severe fouling and clogging in catalysts have been reported as well as reduced conversion efficiencies due to inert energetic gases. There are two ways of reducing PIG; primary and secondary methods. Primary measures concerns optimization of the gasifier and gasifier parameters or use of in-bed-catalysts or other additives. Secondary methods use syngas after treatment, i.e. process external methods like tar destruction, tar cracking and gas cleaning. The latter measures are often more expensive than the primary methods and often include several processing and cleaning steps. Primary methods should therefore be used to a maximum, potentially reducing the costs of secondary methods and thus of the total process concept. If the gasification temperature can be increased sufficiently over “normal” gasification temperature (850°C) this together with process optimization can potentially be used to avoid the formation of tar components or for thermal cracking/oxidation to reduce the amount of already produced tars. However, previous studies have shown that many biomass fuels result in critical agglomeration temperatures in the same range as the typical operating process temperatures in different fluidized bed processes. As soon as a sufficiently thick coating on the bed material has been formed, the risk for severe agglomeration and defluidization often is significant. Running at sufficiently low temperatures and frequent bed changes are therefore the normally applied measures for problem-free operation, but the latter is associated to additional costs and not sustainable on a long-term basis. An additional aspect for biomass gasification is the desire to operate the process at sufficiently high temperature to reduce tar formation to a minimum. Because of the fluxing nature of the major ash forming constituents of biomass fuels, high-temperature operation has so far been impossible. Nevertheless, recent work on mineral interactions and melting behaviour of biomass derived ash has shown that the fuel and bed material specific agglomeration temperature may be increased and controlled by mineral additives and intelligent fuel mixing. Several peat bogs have for example been shown to be promising fuel additive to different biomass fuels, for reduced ash related problems in combustion processes. The objective of the present work was therefore to determine and compare agglomeration temperatures for different biomass and peat fuel combinations, using the previously developed controlled fluidized bed agglomeration (CFBA) method. If successful, the idea was further to evaluate the effect of high-temperature isothermal flash gasification and thereby reduce the amount of tars in the syngas and produce an as clean gas as possible and reduce the syngas treatment costs. The results showed that co-gasification of biomass fuels with peat significantly increased the agglomeration temperature; from 953(±12)°C to 978(±15)°C for bark, 968(±15)°C to 1005(±7)°C for wood residues and 980(±16)°C to 1066(±13)°C for wood. Since the wood/peat (50/50) mixture proved to have the highest agglomeration temperature, this fuel-mix was used throughout the isothermal tar-measurement tests. At 850°C and 900°C the measurement obtained by SPA showed tar levels of 6200 mg/Nm3 and 3300 mg/Nm3 respectively. But at temperatures of 950°C and above the tar content in the syngas reached very low levels of 165 mg/Nm3 at 950°C and 95 mg/Nm3 at 1000°C. This can be compared to the previously reported typical tar levels of 820 mg/Nm3 in downdraft gasifiers, 37000 mg/Nm3 in updraft gasifiers and 14000 mg/Nm3 in FB-gasifiers. The above results show a

ii
very promising potential and must be further evaluated with other fuels and process conditions, eventually and potentially implying new cost-efficient total process solutions.

iii
Table of Contents
1 Introduction ....................................................................................................................... 1
2 Background ....................................................................................................................... 1 2.1 Supply of Oil Today ............................................................................................................. 1 2.2 Fossil Fuel and Environment .............................................................................................. 4 2.3 Renewable Resources and Environment............................................................................ 5 2.4 Renewable Bio-Fuel of the Future...................................................................................... 5
3 Objectives ........................................................................................................................... 6
4 Theory ................................................................................................................................ 8 4.1 Combustion, Gasification and Pyrolysis ............................................................................ 8 4.2 Fluidized Bed........................................................................................................................ 8
5 Material and Methods ..................................................................................................... 10 5.1 Design of the Isothermal BFBG and Control Unit.......................................................... 10
5.1.1 Design of BFBG............................................................................................... 10 5.1.2 Design of Cyclone............................................................................................ 14 5.1.3 Design of Syngas Burner.................................................................................. 14 5.1.4 Plant Control Equipment.................................................................................. 15
5.1.4.1 Control Program........................................................................................... 15 5.1.4.2 Field Point .................................................................................................... 15 5.1.4.3 Electrical Circuitry and Noise Reduction..................................................... 15 5.1.4.4 Thermocouples ............................................................................................. 16 5.1.4.5 Mass Flow Controllers ................................................................................. 16 5.1.4.6 Differential Manometers .............................................................................. 16 5.1.4.7 Lambda Probe .............................................................................................. 16
5.2 Fuels and Bed Materials .................................................................................................... 16 5.3 Controlled Fluidized Bed Agglomeration - CFBA.......................................................... 17 5.4 Solid Phase Adsorption – SPA .......................................................................................... 17
6 Results and Discussion.................................................................................................... 17 6.1 Results from the CFBA runs............................................................................................. 18 6.2 Results from the Tar Analysis with SPA ......................................................................... 19
7 Conclusions ..................................................................................................................... 23
8 Acknowledgements .......................................................................................................... 24
Appendix 2 ............................................................................................................................... 26
9 References........................................................................................................................ 31

iv

Umeå University 2005-04-15
1
1 Introduction This report will focus on the gasification process chemistry for biosynthesis gas production in a biomass gasifier for further production of bio fuels like methanol, FTD and DME. It will also focus on the construction of a biomass gasifier, which in this case will be a bubbling fluidized bed (BFB), and the problems that comes with the different gasifier designs which in turn falls upon the quality of the synthesis gas. Ethanol is the most common bio alcohol today but bio fuels like methanol, DME (di-methyl ether) and FTD (Fischer-Tropsch Diesel) has several advantages. Methanol is a suitable hydrogen carrier for fuel cells and it has been shown that a 12% addition of methanol in diesel oil enhances the combustion properties by significantly lowering the emissions of NOx and particles. It also increased the combustion efficiency by 2-3% [3]. In pure form it has a lower combustion temperature which lowers heat losses and regarding Well-to-Wheel efficiency it is the most economical bio-fuel next to DME. FTD, which will act as a substitute for diesel, has the advantage that no development of new engines has to be made, just some minor adjustments in the fuel standard. DME is also intended as a substitute for diesel and offers high energy content and low emissions in the combustion process. The common factors for the fuels mentioned above is that they use biomass like wood residues and energy forest as raw material, which is gasified to raw synthesis gas, mainly consisting of carbon monoxide (CO), hydrogen (H2), carbon dioxide (CO2), nitrogen (N2), water vapour (H2O) methane (CH4) and impurities like tars and other PAH:s, alkali metals, sulphur compounds, particles and aerosols of different kinds. The design of the gasification process and speciation of the biomass altogether decides the composition of the syngas. Due to the fact that the raw syngas will always contain different amounts of impurities there will always be a need for cleaning and processing of the syngas to meet the demands of the catalysis process to liquid bio-fuels.
2 Background
2.1 Supply of Oil Today The oil reserves in the world are about to run out. This has been stated for several decades now, but in the last decade the development in the huge republic of China has literally exploded, and the growth in the economy is estimated to be about 8-9%/year. China also surpassed Japan in 2003 as the world’s second largest consumer of petroleum products, following the US as the largest. The total demand was 5.56 million barrels/day (b/d). In 1993, China went from exporter to importer of crude oil, and in 2003, China was importing about 36% of their total oil consumption, which would correspond to about 2.2 million b/d [1], see Figure 1. The Energy Information Administration (EIA) has made estimations that Chinas oil demand will be about 12.8 million b/d in 2025 and with a net import of 9.4 million b/d, this will indeed make them a major factor on the oil market.
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
2
Figure 1. Chinas oil production and consumption. In the year of 1993, the country went from net exporter to net importer of crude oil, it should be mentioned that China is one of the leading crude oil exploiters in the world. Source: The EIA in July 2004 [1].
The above numbers can be compared with the United States, which by today has the highest consumption and import of oil, 20.0 million b/d respective 11.2 million b/d. Since all the large consumers, including Japan (which has almost no own oil reserves and is the second largest oil consumer in the world, 5.32 million b/d) are importing the largest part of their oil, you could expect there to be a huge demand for oil in the export and import market. Due to the fact that there is an open market where supply and demand will control the price, and that there are producers of considerable amounts of oil; Saudi Arabia (25%), Iraq (11%), U.A.E. (9%), Kuwait (9%), Iran (9%), other OPEC (15%), Russia (5%) and the rest of the world (17%), the market is in balance. But as you have seen lately this balance will easily trigger the price as soon as the demand is larger than the supply. Under these circumstances we usually talk about the so called “oil gap”, which is the difference between the “desired” amount of oil in the world, and the oil supply. Estimates have been made (as so many times before) about how much oil there is left in the world, and of course how long the oil will last. Many judgements have been made through the last years, and a quite common number is about 40 years. This means that there will be a lack of the oil in the next ten, fifteen to twenty years, with a further raise of the World market oil price [4], see Figure 2 and Figure 3.
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
3
Figure 2. The worlds growing ”oil gap”. Already the production of oil is much higher than the discovery of new oil fields. This means that the production in a few years will decline and the demand for oil will be higher than the supply. Source: Uppsala Hydrocarbon Depletion Study Group. Updated by Colin J. Campbell, 2004-05-15
Figure 3. The estimated annual world oil production. There is an estimated peak of oil production in 2008. Source: Uppsala Hydrocarbon Depletion Study Group. Updated by Colin J. Campbell, 2004-05-15
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
4
In the last ten years we also have seen deterioration in the quality of the raw oil. This is partly since there has been a look for better methods to get the last drop of oil out of the oil fields. For example pumping down water into the oil pocket, witch indeed has resulted in getting up more oil, but also oil of worse quality and with a richer content of minerals. One has also been forced to open new oil fields with much poorer oil. Although the raw oil is not as good as it used to be, this does not mean that the refined oil products are of poorer quality, on the contrary, today burning oil and fuels are of better quality than ever thanks to restricted regulations from governments of the quality and purity of the fuels. The refineries have just been forced to change their refining processes, among other things, cracking the oil by using the FCC method (Fluid Catalytic Cracking) and more sophisticated purification methods. Today you easily can se this since the burning oil for industries and households has become much clearer than it used to be.
2.2 Fossil Fuel and Environment Nowadays scientists agree that the massive fossil fuel consumption is indeed a global problem. The increased emissions of CO2 magnify the greenhouse effect with an increase of the global mean temperature, se Figure 4a and Figure 4b. Furthermore, the local temperatures on the Northern hemisphere will within a 100 years increase about 6-15°C.
Figure 4a. To the left. The CO2 and CH4 concentration in the atmosphere. In the two last centuries the concentration of CO2 and CH4 has increased enormously. Source: Intergovernmental Panel on Climate Change (IPCC), available at: http://www.ipcc.ch/index.htmlFigure 4b. To the right. The increase of concentration of greenhouse gases gives higher mean surface temperature. Source: Intergovernmental Panel on Climate Change (IPCC), available at: http://www.ipcc.ch/index.html
This will in turn significantly influence the polar ice and heat the world seas with rise of the sea level as a result. Also the weather is getting worse. A more frequently occurrence of natural disasters like flooding, tornadoes, cyclones and “storms of the century” has been reported.
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
5
2.3 Renewable Resources and Environment A definition of renewable resources could be as follows: “An energy resource that is replaced rapidly by natural processes”. Obviously fossil energy does not fall within this scope. The most obvious renewable resources you might think of are solar, wind, hydro and biomass energy. Most countries have the possibility to employ one or several of these resources, especially here in Sweden, although, solar energy might be a little bit difficult to use in a large scale. In Sweden, there has for quite some time now, been a stop in the addition of more hydropower plants, wind power is on the move but has not yet had the final breakthrough. Furthermore, there is a theoretical roof of about 15-20 % of wind power in the electrical grid. This due to the fact that there must be a certain share of stabilising power plants like hydro and nuclear. Among the renewable resources, hydro and bioenergy are the ones that have the largest impact on the environment. The reservoirs for the hydro power make a huge encroachment on the nature and landscape, and biomass demands large acreage regarding energy forests. Then there is the question if there is a sufficient supply of biomass in Sweden. The answer to that is YES, but the silviculture needs to be optimised regarding selective logging, felling and final cutting. Also the supply of peat can be increased, as to the breeding of energy forests. Of the above mentioned renewable resources, wind and hydro power are mostly suitable for direct electrical power generation. Solar power is suitable for electricity production but also direct heat and hydrogen (H2) production. Biomass has several endproducts in the energy and fuel sector except electricity and heat. There are also a wide range of fuels like methanol, ethanol, hydrogen, methane, DME, RME (Rape Methyl Ester), FTD to be produced from biomass resources.
2.4 Renewable Bio-Fuel of the Future The Swedish National Road Administration (SNRA) has in a recent report, [5], analysed the above mentioned fuels together with the fossil fuels we use today like diesel, natural gas and gasoline. The discussions focus on the introduction possibilities (infrastructure, low mixing), economy (possible volumes and prices by 2005 and 2020) and future prospects (special developed diesel engines, emissions, system coefficient of utilization, FC-fuel). The main reason the report was done is due to the fact that the major part of the emissions of fossil carbon dioxide has its origin in the transport sector and these emissions continue to increase. This has led to an increased pressure on the sector to deal with the problem. The European Union (EU) has just recently decided for a resolution which implies that the members should have a share of bio fuels corresponding to 2 % of the total consumption of transportation fuel by 2005, and 6 % by 2010 and 20 % by 2020. The resolution is not forcing, but rather works as a guideline for the members. But the EU can by 2010, if the requirement 2% is not met, force the member country to import bio fuel so that it will reach at least 2%. The main conclusions of the SNRA-report are that ethanol, based on raw material from cellulose and methanol (with a little advantage) are the best candidates for replacement of gasoline. Methanol has the best well-to-wheel-efficiency of the two but has other disadvantages such as blending problems with gasoline (max 3% MeOH in gasoline to not have problems) and toxicity (but less toxic than gasoline and NOT carcinogenic) [6]. Both alcohols need engine adjustments (from the “normal” gasoline engine) when used in pure form E100/E85, M100/M85 such as replacement of plastic components in the fuel system, modifications of fuel/injection system since they have lower heating value than gasoline and preheating of fuel (necessary with E85 only at low temperatures < 0°C).
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
6
As a replacement for diesel, DME and FTD seem to be the most suitable. However, DME has a few disadvantages; it has quite large distribution costs and is an entirely new fuel which will limit a quick introduction on the market. Alcohols could also work, but only in the long term since the international interests are too small, and since there are difficulties in the mixing process with diesel.
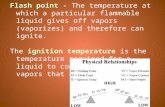
3 Objectives The gasification process for biomass and other hydrocarbons are no news, and the technology has been around for quite some time now, but most of the gasifiers in earlier work have not been isothermal [7]. All gasifiers, even with the best possible design, have been associated with several problems. Some of these problems are that quite a large amount of the energy content of the biomass is left ungasified in the char, the syngas contains too much tar and the methane level is too high. All problems that require secondary cleaning or treatment methods will raise the price of the end product, e.g. methanol, DME or FTD, which undermines its competitiveness on the market. The aim is therefore to construct a gasifier with as low costs as possible which on the same time will produce a syngas that is as clean as possible, without the need of secondary reforming or cleaning methods. The present work has been focused on minimising the presence of tars in the syngas. The nomenclature of tar not well defined in literature but it is often summarized as all aromatic and PolyAromatic Hydrocarbons (PAH´s) above benzene. There are hundreds of different compounds 78 < Mtarcomp < 300 that will form aerosols or condensate at different temperatures on inner surfaces, se Figure 5. The molecular weight of 300 g/mole is the upper value that a GC/MS can measure therefore this number could be even higher. The aerosols are hard to remove by filtration or scrubbing due to their nature. The tars can be subdivided into water soluble (phenolic) and non water soluble (aromatic) compounds.
Figure 5. Condensation temperature at atmospheric pressure of different PAH:s. If the pressure is raised (e.g.before the fuel catalyst, 20 – 100 bar, the condensation temperature will rise. That is why you often hear that thetar content must be below the tar dew point. Since the dew point is different at different pressures, you often hearthe number 25°C at atmospheric pressure.
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
7
Tar will easily destroy fuel catalysts by clogging. To purify the syngas, expensive cracking- or cooling/scrubbing-methods must be used to get rid of them [8]. The tar has a tendency to form in gasifiers primarily at low temperatures (400 – 700°C) but also at high temperatures (700 – 900°C). At even higher temperatures (900 - 1250°C) the high temperature stable (HT-stable) aromatic rings begin to form soot [9]. The reduction of tar and other PIC has already been shown in high temperature isothermal combustion furnaces, e.g. state-of-the-art wood stoves, and pellets stoves [10]. Here the emissions of PIC were near or under the background levels in the air. The main question now is: can the same thing be accomplished under gasification conditions? Early in the project, the decision was made to build a gasifier based on the well known Bubbling Fluidized Bed technology (BFB). The technology is well known and also quite simple compared to Circulating Fluidized Beds (CFB:s) and other dual reactor gasifiers. The simple BFBG has to use air/O2-mix or O2/steam-mix (with high concentration of O2). It can not use pure steam since heat can not be added in sufficient amounts to the highly endothermic indirect gasification process. Above about 900°C (depending of the fuel) you begin to have ash related problems. In the FB:s it is the sand grains in the bed that begin to agglomerate due to the fact that the ash in the sand bed begins to get pasty or melt. If the agglomeration process continues due to maintained or increased temperature without any exchange of sand addition of additives, the agglomerates themselves begin to form larger grains, and in the end, if nothing is done, the differential pressure over the bed will drop sharply and the bed collapses (bed defluidization). The agglomeration temperature differs for different fuels. The cleaner fuel (mostly alkali metals) the higher the agglomeration temperature which of course closely corresponds to the melting point of the ashes. To overcome these agglomeration problems in commercial combustion facilities, you normally decrease the gasification temperature, exchange the sand bed more frequently or add some proven mineral binding products, e.g. dolomite. However, these methods are quite expensive, especially the last two and will increase the production cost a bit. Resent research at the University of Umeå in Sweden, [11], has indicated that certain peat fuels can be used as additives to significantly reduce ash related problems. Consequently a mixture of peat and some other bio fuel, for example wood chips, could actually increase the melting point of the ash. This in conjunction with increased temperature of the whole reactor could then be used to decrease the amount of formed tars in the synthesis gases. Therefore the objectives of this work were to evaluate the positive effect of gasification of intelligent fuel/peat mixes and thereby;
1. Increase the melting temperatures of the ash 2. Increase the gasification temperature about 100-150°C over “normal” gasification
temperature – without agglomeration problems. 3. Reduce the amount of tars in the syngas and thereby;
a. Produce as clean gas as possible b. Reduce the syngas after-treatment costs
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
8
4 Theory
4.1 Combustion, Gasification and Pyrolysis Fuel mainly consists of the elements carbon, hydrogen and oxygen and water. Particularly when the fuel is biomass, it has a water content of about 10 to 50 percent of mass. Adding heat and oxygen to the biomass will make it react with the oxygen and form some sort of products. To get complete combustion, the added oxygen (and oxygen in the fuel) needs to be sufficient to combust all carbon and hydrogen in the fuel to CO2 and H2O, i.e. an oxygen ratio of 1.0. This oxygen ratio is generally called lambda-value and a λ of 1.0 is called combustion with stoichiometric conditions. In the complete combustion process you normally have a λ-value of about 1 to 1.5. Fuel oxygen does not contribute to the total energy content in the fuel, but it will, on the other hand, contribute to the reactivity of the fuel, and thereby improve the combustion. The gasification-process lies in a span of the lambda-value between 0.2 and <1.0. Normally you do not exceed λ = 0.3 to 0.4. This is because the desired products normally are carbon monoxide (CO) and hydrogen (H2). The more oxygen that is added, the more CO2 and H2O is formed due to the state of equilibrium of the actual gas mixture. To increase the concentrations of CO and H2 in the synthesis gas (i.e. product gas), a common method is to use oxygen (as pure as possible, with the economy in the calculations, often about 80-95 % O2 and 20-5 % N2) instead of air as fluidizing/gasification medium. This will automatically increase the thermal (heating) value of the gas, due to the decreased concentration of the inert nitrogen. Another way of increasing the heating-value of the syngas is to utilize inert gasification by using superheated steam as a heat carrier and oxygen source. This way there is no need for pure oxygen and it will produce a syngas with a minimum of inert nitrogen. A big drawback, as previously described, is the need of an extra heat source in the highly endothermic indirect gasification process. The heat in the superheated steam is often not sufficient unless a large amount of steam is added, but this will again reduce the overall efficiency of the plant since superheated steam is quite expensive to produce. Reducing the amount of added oxygen even further down to 0 – 0.2 will give pyrolysis conditions. When the system is in equilibrium, all the oxygen in the fuel will react with the carbon to form mainly CO (g). The hydrogen will react with carbon to methane CH4 (g), and the remaining carbon will form charcoal. Also some pyrolysis oil and tar compounds are formed in the process. The charcoal stack is a quite common example of the pyrolysis process.
4.2 Fluidized Bed When using biomass as fuel, like wood chips or wood pellets, the most common combustor is the BFB or CFB. The BFB furnaces has several advantages over other combustion methods like combustors with roasting beds or fire grates, since they offer superior remoulding of the fuel, high thermal transmittance between the particles and larger contact surface. This, of course, will make the combustion more complete under the same conditions, i.e. there will be a smaller amount of unburnt material like soot and Polycyclic Aromatic Compounds (PAC) or with the common name Products of Incomplete Combustion (PIC). These products are often referred as “tar” (as described above) when they are extracted or concentrated in certain ways, e.g. condensation, which often results in a brown, viscous substance.
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314
9
In these fluidized bed combustors normally close grained quartz sand (SiO2) are used as bed material. Air is used as fluidizing medium, which also functions as air of combustion. Other bed materials can also be used, like slag from blast furnaces since it has proven to increase the ash melting temperatures, probably due to binding of alkali metals [12]. The air is normally added in several steps, the primary air is added in the bottom of the bed as fluidizing medium. The velocity of the primary air must at least be at Minimum Fluidizing Velocity (MFV), if not the air will only trickle the sand, and no bubbles are formed. The MFV occurs when the pressure fall over the sand bed is equal to the total pressure of the bed (i.e. the pressure which the bed exerts on the bottom of the combustor). The MFV obviously differs depending of the nature of the present sand, i.e. size, density and form of the grain, e.g. bed material of higher density, greater size and irregular, rugged form will need a higher MFV. At MFV, bubbles are formed in the sand, and the bed begins to fluidize – this is BFB, see Figure 6a. In this facility the minimum primary gasification medium flow will be 4 times MFV to reach proper remoulding of the sand. If the air velocity is increased past MFV the bubbles are getting bigger and will finally erupt quite heavily on the surface of the bed. The bed particles will have a tendency to follow the air up through the furnace and if the air speed is increased further, some bed material will be transported from the bed and up through the furnace. To recycle the sand a cyclone is installed at the top of the furnace which will allow the gases to escape through the top, and the sand to be trapped in the bottom and transported back to the bottom of the bed region - this is the CFB, see Figure 6b.
Figure 6a. (left) BFBG - The gasification medium enters at the bottom at speeds of 2-3m/s and bubbles up through the bed. Fuel and additional sand is added from above or from the side. Syngas is drawn off from the top of the cyclone. Figure 6b. (right) CFBG - The gasifying medium is introduced from the bottom at speeds of 5-10m/s. This is sufficient to suspend the bed particles throughout the entire reactor, causing a portion of the sand a char to exit the reactor along with the producer gas stream. These “entrained” particles which accompany the gas out of thegasifier unit are captured in a cyclone which recycles the material back into the bed. Syngas is drawn off from the top of the cyclone.

Umeå University 2005-04-15
10
Secondary air is often added just above the bed region, to ensure complete combustion, also tertiary air can be added in this region, or just above. The gasification process in BFB’s differs in a couple of points from the combustion process. Firstly, to get the same conditions regarding the fluidizing properties, you need to add a much larger amount of fuel to the bed, due to the decreased amount of fluidizing air, oxygen, steam or mixtures. Secondly, you may need to burn some of the synthesis gas, just so much that the temperature of the gasification process is maintained in the desired region, e.g. 850°C. Thirdly, the facility needs to be absolutely air tight, so that no excess air can slip into the gasifier and disturb the gasification process, with a decreased yield of gases as result. Or in the worst scenario ignite the synthesis gases, with a total breakdown, and potential personal injury as a result.
5 Material and Methods
5.1 Design of the Isothermal BFBG and Control Unit A more complete carbon conversion will be achieved if the fluidization (i.e. the fluidization velocity) is faster and more turbulent conditions are achieved. The bed must therefore be constructed with as large fluidisation as possible with maintained under-stoichiometric conditions. However, there are a few factors that will restrict this especially when the fluidising medium is oxygen. The first thing, as mentioned above, is the larger amount of fuel that has to be added to get gasification rather than combustion, the other thing is that the residence time for the gasification gases will become shorter as the amount of fuel and oxygen is increased. Also the molar-flow from the gasification process will be larger per oxygen molecule than in the combustion process since most of the carbon will convert into carbon monoxide (CO) instead of carbon dioxide (CO2). When constructing this bench-scale gasifier, the only major restrictions while designing it was to get it to fit in the room and since the reactor is isothermal, find appropriate electrical heating panels that were suitable, and last to get a sufficiently high fluidizing velocity. Recent research, mainly under stoichiometric relations, i.e. combustion, has proven that, to get destruction of the PIC:s, high temperature (>850°C), long residence time (>1 s) and isothermal conditions is needed, [10]. When dealing with under-stoichiometric conditions, i.e. gasification, even higher temperature (>900-1000°C) and longer residence time (≥5 s) will probably be needed [13].
5.1.1 Design of BFBG To be able to analyse and possibly solve the above problems, a number of calculation have been made with the aim to identify appropriate reactor temperatures, residence times (gasifiers dimensions – mainly height and diameter), gas flows of the fluidizing medium (oxygen, air or a mixture of oxygen and nitrogen), diameter of the bed region, composition of the fuel and in some extent the fact that the gases will expand more in the gasification process than in the combustion process. The limitations of the calculations are as follows: • 4 times the MFV should not fall below 0.34 m/s in the lower part of the bed-region (for
example: this would corresponds to a fluidizing gas flow of 40 normal-litres/min@20°C, and an inner diameter of 100 mm in the bed-region which could be somewhere around 900°C).
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
11
• Maximum total height of the construction should not exceed 3200 mm, restricted of the height of the room.
• Bed inner diameter should be in the range 50 to 120 mm, which are restricted from the design of the electrical heating panels.
• Upper-zone inner diameter should be in the range 100-220 mm, restricted from the design of the electrical heating panels.
• Maximum bed temperature in the range 1000-1050°C • Residence time of the flue gases should be in the range of 5 to 15 seconds at 900°C The aims of the calculations are as follows: • Fluidizing velocity: over 0.34 m/s, indirect fluidization oxygen/nitrogen flow in m3/s • Total height of the construction, including insulation: <3200 mm. • Bed diameter: 50-100 mm, preferably closer to 100 mm, due to the size of the bio pellets. • Upper-zone-diameter: 200-220 mm • Bed temperature in the range 850-1050°C • Residence time of the flue gases in the range of 5 - 15 seconds at 900-1050°C All dimensions for the gasifier were included in an Excel worksheet, so that the dynamic volume of the reactor could be calculated for the different designs. The following variables were varied in the worksheet: • fuel composition in moles • heating value • temperatures for ambient air and the flue gases • air at normal air pressure – 1 atm • oxygen to nitrogen ratio (O/N-ratio) • fluidization O/N-flow • O/N to fuel ratio To be able to calculate the total gas flow in the reactor, the chemical equilibrium program FactSage 5.2 was used. The in-data was: actual temperature and composition of the actual fuel-mix (mainly consisting of C, H, O, N, S and H2O). The amount of fuel into FactSage was strictly depending of the O/N-ratio and fluidization O/N-flow. When calculating with FactSage, the λ-value for which optimal synthesis gas production was obtained and inserted back into the Excel- worksheet. Also the total volume of the gases at equilibrium at the specified, temperature, pressure and amount of substance of the agents were obtained and inserted into the worksheet. Thereafter, the total gas flows in the lower and upper part of the reactor and on the same time the residence time are calculated. No consideration has been taken to the fact that FactSage only takes equilibrium data into account and that no kinetics are accounted for. But the results of the design of the gasifier still are quite accurate, since these factors are fairly insignificant in this case due to the high temperatures and long residence times. The composition of the biomass used in the calculations can be seen in Table 1, and the results of the design calculations are displayed in Table 2.
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
12
Table 1. Composition based of dry substance of a general peat pellet. The moisture content of 10% is an approximate number and is just there to show the impact on the gasification process and can be seen in table 4. Peat element n (mole) Weight % of DS C 100 58.1 H 124 6.0 O 44 34.1 S 0.2 0.3 N 2.2 1.5 H2O 12.8 10 % Table 2. The calculated dimensions of the gasifier. Dimensions of the gasifier Component mm m3 number Height boiler top 150 Volume boiler top 0.005702 Section height upper-zone 375 Number of sections upper-zone 4 Inner diameter upper-zone 220 Volume upper-zone 0.05702 Height cone-zone 350 Volume cone-zone 0.022101 Height bed zone 400 Inner diameter bed-zone 100 Volume bed-zone 0.003142 Height propane-combustion-zone 200 Height hand jack 260 Height stand 145 Total height 3005 Total volume 0.087965 On the same time as the dimensions were calculated some other variables were calculated as well as mentioned above. In the calculations, the O/N-ratio has been set to 5.67 e.g. 85% oxygen. If the fuel feeding would be too high for the reactor, the oxygen level can be reduced, with the result of less fuel flow. Figure 7a is a plot over the equilibrium composition of the fuel with no moisture content. On the y-axis the mole-fraction is displayed and on the x-axis the λ-value (from pyrolysis λ=0 to complete combustion λ=1.2 with excess air) at 900°C is displayed. It can clearly be seen how the CO (g) has its highest level, and that the level of H2 (g) starts to fall at λ=0.27.
Figure 7a (left). The equilibrium composition at 900°C of peat with no moisture content. Figure 7b (right). The equilibrium composition at 900°C and 10% moisture content. The λ-value are in both cases varied between 0 and 1.2.
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
13
All variables for the fuel without moisture are displayed in Table 3. The heating value for complete combustion is on a quite low level, and the residence time is fairly high – over the theoretical five seconds that is needed for the tar and other PIC:s to be destructed. Some of the numbers, e.g. H2 and CO concentrations are to be taken with a grain of salt since FactSage does not take kinetics into account. Nevertheless, the concentration of CO is much higher than H2, which is explained by the stoichiometry. The fluidization gas velocity of 0.34 m/s is a must to get the bed to fluidize properly. Table 3. Complete list of calculated variables for the gasifier and gasification process when gasifying completely dry peat. Gasification variables at 900°C, 1 atm and no moisture content
Variable m3/s (l/min) m/s s g/s
(g/h) kW MJ/kg % -
Minimum fluidization gas flow@20°C (4 times MFV)
0.00067 (40.2)
O/N-ratio in fluidization gas 5.67 λ-value 0.27 Fluidization gas velocity in the lower part of bed-zone (minimum 0,34 m/s) 0.34
Fuel flow 1.65 (5950)
Heating value (dry substance) 21.0 Generated heat, based on complete combustion 34.7
Synthesis gas flow from FactSage 0.01289 (773.4)
Fluidization gas velocity in the upper part of bed-zone 1.64
Residence time (min at 5 s) 6.82 [H2] (mole fraction) in synthesis gas at specified λ-value – highly theoretical value 35.6
[CO] (mole fraction) in synthesis gas at specified λ-value – highly theoretical value 58.3
In Figure 7b, a fuel with 10% moisture content is gasified, and things start to look a little bit different. First of all, the gap between the CO- and H2-concentrations at λ=0.21 has closed a bit, this can also be seen in Table 4. This (at peak concentrations of CO and H2) compared to Figure 7a can be explained by the fact that the hydrogen in the moisture converts to H2, and the oxygen reacts with carbon to form CO. The lower λ-value implies that there is no need for more oxygen at λ=0.21 for full gasification. The heating value also is higher, which also can be explained by the fact that an additional amount of oxygen is added to the gasification process via the moisture in the fuel. This in turn lowers the λ-value and an additional amount of fuel is needed to take care of the needed fluidization gas (mostly oxygen), for getting the bed to fluidize. The theoretical effects of moisture in the fuel are rather apparent. The real conditions at high temperatures (>900-1000°C) could prove to coincide with the above calculations since kinetics are improved tremendously. At low temperatures however, little can be said about the real conditions.
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
14
Table 4. Complete list of calculated variables for the gasifier and gasification process when gasifying peat with 10% moisture. Gasification variables at 900°C, 1 atm and 10% moisture content
Variable m3/s (l/min) m/s s g/s
(g/h) kW MJ/kg % Ratio
Minimum fluidization gas flow@20°C (4 times MFV)
0.00067 (40.2)
O/N-ratio in fluidization gas 5.67 λ-value 0.21 Fluidization gas velocity in the lower part of bed-zone (minimum 0,34 m/s) 0.34
Fuel flow 2.36 8496
Heating value (dry substance) 21.0 Generated heat, based on complete combustion 44.6
Synthesis gas flow from FactSage 0.01769 (1061.4)
Fluidization gas velocity in the upper part of bed-zone 2.25
Residence time (min at 5 s) 4.99 [H2] (mole fraction) in synthesis gas at specified λ-value – highly theoretical value 40.3
[CO] (mole fraction) in synthesis gas at specified λ-value – highly theoretical value 54.7
The design of the gasifier and its peripheral equipment and an overview from the side of the reactor can be seen in Figure 14 (Appendix 2). The squares with a zigzag pattern are the electrical wall heaters from Kanthal, which will keep the reactor isothermal within 1°C from the set point. Since temperatures of up to 1050°C will be reached, the material must be able to withstand these temperatures. The whole reactor is therefore manufactured using stainless steel of type 235 MA or corresponding materials with a scaling temperature of 1150°C. In some cases acid-proof steel (SS 2343) is used with a scaling temperature of 850°C, but these parts can easily be replaced if necessary.
5.1.2 Design of Cyclone A cyclone Figure 17, had to be manufactured and installed to separate fly ash, particles and sand from the syngases before entering the analysis section. The design of the cyclone is taken directly from Zevenhoven [14]. The dimensions and operational data can be seen in Table 8 and Table 9 (Appendix 5). The dimensions of the cyclone were calculated to make it as effective as possible with the existing restrictions in mind. The cut size (where 50% of particles are removed) proved to be about 9 - 14 micrometers (µm or microns) depending on inlet velocity.
5.1.3 Design of Syngas Burner In this particular facility all produced syngas was burned with air in a synthesis gas burner. An electrical wall heater was installed to maintain the rear section (the ignition section) of the burner at a minimum of 900°C. The nozzle orifice in the first version of the burner proved to have too wide diameter and the combustion chamber proved to be too small. The gas velocity at the nozzle outlet was so low that the flame propagation was higher than the velocity of the gas with extinction as a result. Also the combustion camber was so short that the gas flame hit the fore end of the burner. After that the orifice diameter was reduced from 40 mm to 25 mm, the combustion chamber inner diameter was increased from 130 mm to 200 mm and the length from 400 mm to 1400 mm, the burner has been in operation for over 100 hours without any major problems, see Figure 16 (Appendix 4). The acid proof steel (SS 2343) in the burner
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
15
will soon be replaced by 235 MA to withstand the high temperatures of up to 1050°C, since some scaling has been observed. The combustion section will also be air cooled in the new version by installing a temperature flexible outer air tight shell. The cooling air will have its inlet in at the hottest zone so that the inner shell temperature is maintained below approx 1000°C. This temperature will be controlled by a PID-loop. The hot air from the heat exchanger will then be lead to the water scrubber unit for cooling as displayed in Figure 14 (Appendix 2).
5.1.4 Plant Control Equipment The reactor is totally electronically controlled via a standard PC. All measured data are directly displayed and also saved on the local hard drive for later computation and inspection.
5.1.4.1 Control Program To be able to control, regulate and measure in a smooth and easy way, a control program in NI:s LabVIEW 7.1 Express and Real Time 7.1 Express were developed. The program has the possibility to handle both object oriented programming, and C-code programming. The general programming procedure is to obtain an in-data or effective value in some way, display and/or save it if necessary, processing it with some regulating procedure, and then write an out data-value or set point. The programs are stored as so called Virtual Instruments, VI’s, which can be downloaded to the Field Point systems minicomputer (a described in section 5.1.4.2), which in turn will eliminate the use of a powerful PC and all the potential problems a PC could bring in terms of noise and delays. Nevertheless, the computer is needed to store logged data on the hard drive. The VI’s can also be run directly from the computer and since there are no time critical processes that need to be handled, the latter way was used.
5.1.4.2 Field Point The interface between the computer and the regulating and measuring components is network based via National Instruments (NI) Field Point system. In brief, the system consists of a number of In/Out modules with different tasks i.e. writing/reading voltages and currents, and also reading thermocouples. The different modules are linked to a mini-computer with an onboard processor and flash memory via a 100 Mbit bus, which in turn is communicating with the computer via the NI software – Measurement & Automation Explorer. The flow chart over the whole measurement and control equipment can be seen in Figure 15 (Appendix 3). Analogue signals, i.e. voltages and currents, flows in the direction of the arrows. In the common 100Mbit bus, the data flows in both ways.
5.1.4.3 Electrical Circuitry and Noise Reduction All signal cables used are twisted, shielded or both, to ensure maximum noise reduction. The shield is single-end-grounded, or when prescribed by manufacturer, grounded at both ends. When connecting the wires in the control unit, all wires (when possible) were manually twisted to ensure noise proof operation. To minimise interference with the power mains, all shielding has its own ground cable. The thermocouples, including the compensating lead wires, are only grounded in the gasifier reactor, not in the FP-system. The power supply to the electrical wall-heaters is controlled by semiconductors with zero crossing relay, so that noise production is minimised. When transforming the three-phase electrical voltage down to the appropriate single phase voltage, a transformer with disturbance elimination is used. The coils are placed in a symmetrical manner, which effectively eliminate much of the generated magnetic field, and disturbances. The control unit box with the Field Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
16
Point system is placed fairly far away from the heavy current equipment to reduce noise, and it is also grounded.
5.1.4.4 Thermocouples To measure and control the temperature in the isothermal gasifier, thermocouples (TC) of type N are used. The type N TC’s has better accuracy than the type K TC at temperatures above 200°C. They can also withstand continuous temperatures up to 1200°C, and at shorter periods up to 1350°C. The type S TC’s which are even more accurate than the type N elements at high temperatures also came into question. But since they were much more expensive the choice went to the type N TC. To achieve redundancy and more accurate measure and regulation results, two TC’s for each wall heater section is used. One is placed on the surface of the gasifier’s outer wall, see Figure 14 (Appendix 2) and a second TC is placed inside the gasifier to measure the synthesis gas or bed temperature.
5.1.4.5 Mass Flow Controllers The mass flow controllers are used to control the primary and secondary gasification media flows, propane flow, and air-flow to the synthesis-gas-burner. All controllers (Appendix 2 and Appendix 3) are from BROOKS and are able to deliver a mass-flow with an accuracy of within 2.0 % from the set point if the minimum flow is greater then approximately 20 % of the maximum flow. The controllers comes in two versions, one older analogue controller, with the possibility to adjust zero and span via adjusting screws, and one digital controller witch generally do not need adjustment, but if needed, can be adjusted via software. The accuracy of the two versions is, if correctly calibrated, about the same.
5.1.4.6 Differential Manometers Three differential manometers from Ashdown, with a maximum value of the differential pressure of 10 mbar are installed. Two are used to control the pressure fall over the fluid bed (Appendix 2 and Appendix 3). The two sensors are placed at different heights in the bed region for redundancy and to be able to earlier identify agglomeration and defluidization. If the two differential pressures are closing each other or a simultaneous pressure fall is experienced the bed is about to collapse.
5.1.4.7 Lambda Probe A lambda probe is installed after the syngas burner to ensure that all syngas is completely combusted by the added air in the syngas burner. The probe sends a signal via a converter – MOC100 to the Field Point system. The oxygen level should not exceed 5-9 percent by volume. When the reactor runs in combustion mode, the oxygen level in the flue gas is directly controlled by either the fuel mass flow or the mass flow of the fluidizing medium. Again it should lay in the range of 5-9 percent by volume.
5.2 Fuels and Bed Materials The fuels used in this study were 8 mm ∅ fuel pellets with a length of 10 – 15 mm. All pellets contained pure biomass of different sorts; peat, wood, bark and wood residues. If the fuel pellets were longer than 15 mm they were grinded in a mixer until the proper length was reached. All pellets were screened to remove the fine fraction.
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
17
The fuel feeder consists of a rotary puck that pushes the fuel pellet out on a circular disk where after the pellets fall down into the fuel feeding pipe as displayed in Figure 14 (Appendix 2). The pellets are fed to the puck from above in a circular pipe. The fuel feeding rate is controlled by varying the rotational speed of the puck by a PID-loop depending of the bed temperature (gasification) or flue gas oxygen value (combustion). The bed sand is standard industrial sand with a mean fraction of 260 µm. 542 grams of fresh sand were used in each agglomeration test.
5.3 Controlled Fluidized Bed Agglomeration - CFBA The CFBA-method was previously developed at Umeå University [15] to be able to determine the initial agglomeration temperature of a bed in combustion with a certain fuel. In gasification the procedure is somewhat altered due to the gasification conditions. When determining the initial agglomeration temperature with CFBA, the gasification process initially is held at 900°C (or lower - depending on fuel) until the mass of ash reaches about 15% of the initial bed weight. The bed temperature is then increased isothermally with electrical wall heaters 3°C/min until the bed has fully agglomerated. The main difference to the “normal” CFBA-method in combustion mode is that fuel is still added when increasing the temperature to maintain a reducing atmosphere. The initial agglomeration temperature is then determined using PCA as described previously [15].
5.4 Solid Phase Adsorption – SPA In general, there are two head methods to measure tar contents in gases, Cold Trapping (CT) and Solid Phase Adsorption (SPA), previously developed at KTH [16]. The CT-method in brief means that the water soluble (phenolic) and non water soluble (aromatic) tar compounds are trapped in cold solutions. The phenolic compounds are trapped in water and the aromatic compounds are trapped in a Di-chlorlo-methane solution. This procedure requires up to six different bottles with solutions. The solutions then need to be processed and analyzed. An advantage with CT is that the level of all tar-components can be measured even the heaviest compounds. A big drawback is the complexity of the procedure. With the SPA-method the hot syngases (>350°C) are first filtered from dust and particles above the dew point temperature, preferably 350°C to ensure that no tar compounds has formed aerosols. The gases are cooled to 250-275°C and 100 ml of gas are then sucked through a SPA-column during one minute. The SPA-column is processed and the tar is analyzed in a GC. An advantage if the method is that it is simple and fast, however the method can not measure the heaviest tar compounds directly. These compounds can only be measured quantitatively by looking at the amount of lighter tar compounds.
6 Results and Discussion Two replicates per fuel mixture were performed in order to determine the agglomeration temperature. The fuel-mixtures with low ash content were gasified for a longer period of time to reach the critical level of ash in the bed as described in section 5.3. The fuel-mixture with the highest agglomeration temperature was then used in the subsequent tar measurement test.
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
18
6.1 Results from the CFBA runs A total of 12 test runs were performed and the results are shown in Table 5. Table 5. Test results from 12 CFBA-runs. From each test run two agglomeration temperatures were obtained in the PCA analysis due to the uncertainty of the process. A mean temperature for each fuel mixture and temperature increase with uncertainty were calculated. Fuel-mix Fraction(%) Date Run Taggl(°C) Low Taggl(°C) High Mean (°C) Increase (°C) Bark 100 2004-07-08 1 944.0 970.0 Bark 100 2004-07-26 2 944.0 954.0
953±12
Bark/Peat 70 / 30 2004-07-09 1 958,0 990,0 Bark/Peat 70 / 30 2004-07-28 2 973 990
978±15 25±20
GROT 100 2004-07-16 1 952 959 GROT 100 2004-07-20 2 977 985
968±15
GROT/Peat 70 / 30 2004-07-21 1 996,0 1004 GROT/Peat 70 / 30 2004-07-22 2 1007,0 1014
1005±7 37±17
Wood 100 2004-07-06 1 964 978 Wood 100 2004-07-29 2 975 1002
980±16
Wood/Peat 50 / 50 2004-07-02 1 1055 1080 Wood/Peat 50 / 50 2004-07-05 2 1054.0 1073
1066±13 86±21
A few agglomeration tests for different biomass fuels at gasification conditions have previously been performed at Umeå University [2]. No peat or other mineral additives were utilized to increase the agglomeration temperature but they are included in Figure 8 as additional biomass reference agglomeration temperatures.
With peat as fuel additive the agglomeration temperature is significantly increased from 953(±12)°C to 978(±15)°C for bark, 968(±15)°C to 1005(±7)°C for wood residues and 980(±16)°C to 1066(±13)°C for wood. The absolute values of the agglomeration temperatures
Figure 8. Final results from the CFBA-test during gasification of bark, wood residues (GROT), wood anddifferent mixes with peat. The yellow bars are reference test runs done previously [2] and the red and dashed red are the new runs. It can clearly be seen that peat as additive significantly increases the agglomeration temperature.
800
850
900
950
1000
1050
1100
Bark Lucerne ReedCanaryGrass
Bark Bark/Peat70/30
GROT GROT/Peat70/30
Wood Wood/Peat50/50
Tem
pera
ture
(C)
Gasification (ref)Gasification with Peat (new)Gasification (new)
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
19
are not the most important variable here instead the temperature differences are of more interest i.e. an increase of 25°C for bark, 37°C for wood residues and 86°C for wood. Additional tests are suggested to determine the minimum fraction of peat to be included with the wood/peat-mixture since it has the highest percentage of peat (50%). Other peat bogs could also produce even better results. The peat used in this study was from Saltmyran and in the earlier study regarding combustion and peat as additive [11], six different Swedish peat bogs were used; Saltmyran, Norrheden, Härjedalen, Röjnoret, Gislaved and Ringmossen. Since most of the peat mixtures reached agglomeration temperatures higher than the maximum reactor temperature (1020°C) nothing could be said about the “best” peat bog. These peat bogs should be investigated later in a more extensive gasification study where the highest possible reactor temperature is 1050 - 1100°C. Nevertheless, it can already be concluded that gasification is possible at temperatures in excess of 950°C with the addition of peat as mineral additive. The pellets in all fuel mixes were blended together and not pelletized together. If the fuel mix would have been grinded and re-pelletized, the agglomeration-results could have been somewhat better since the active minerals in the peat and alkali metals can interact more easily when they are closer together. In the industry, however, this is seldom the way to go since fuel mixes often are accomplished by mixing them on a concrete plate with a tractor or in the worst case by mixing the fuel in a fuel bunker by alternating dumping the loads of different fuels into it.
6.2 Results from the Tar Analysis with SPA The tar measurements were performed using the SPA-method previously described in section 5.4. Since the wood/peat (50/50) mixture proved to have the highest agglomeration temperature, this fuel mixture was used throughout the tar-measurement test. Previous measurements [13] have shown quite high tar levels in the syngas. Especially fixed bed updraft gasifiers have proven to be “tar producers”, see Figure 9. The raw data from the tar measurements from the present work are presented in Table 7 (Appendix 1). It is stated by Houben [17] that the non substituted aromatics, i.e. high-temperature-stable aromatics are more temperature stable than the substituted aromatics. The substituted aromatics should decompose to high-temperature-stable aromatics and further on to lighter hydrocarbons.
Figure 9. Previously reported tar content in gasifiers. The horizontal line in each group represents tar-mean-value. Updraft gasifiers have a tar mean value of 35000 mg/Nm3, downdraft gasifiers 820 mg/Nm3
and FB-gasifiers 13500 mg/Nm3.
10
100
1000
10000
100000
Updraft Gasifiers Downdraft Gasifiers FB-Gasifiers
Gasifier Type
Tar C
onte
nt (m
g/N
m3)
Log
Sca
le
Mean: 13500
Mean: 820
Mean: 35000
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
20
Therefore the tar compounds are divided into the subgroups “Aromatics with Functional Groups (Substituted Aromatics)”, Figure 10 , and “Aromatics with Higher Temperature Stability”, Figure 11, to see if any of the HT-stable aromatics increase in concentration at higher temperature as is stated by Houben [17] or if they will decompose to lighter hydrocarbons.
Aromatics with Functional Groups (Substituted Aromatics)
0,0
50,0
100,0
150,0
200,0
250,0
300,0
350,0
400,0
450,0
500,0
550,0
840 860 880 900 920 940 960 980 1000 1020Gasification Temperature (C)
Syng
as T
ar C
onte
nt (m
g/N
m3)
Toluene m-/p-Xylene o-Xylene 2-Methylnaphthalene 1-Methylnaphthalene Biphenyl Total Subs Aromatics
Figure 10. Aromatics with functional groups, i.e. substituted aromatics. The concentrations of these aromaticsclearly decrease at higher temperature and reaches levels of 85 mg/Nm3 at 950°C and levels as low as 4 mg/Nm3 at 1000°C.
Aromatics with Higher Temperature Stability
0,0
50,0
100,0
150,0
200,0
250,0
300,0
350,0
400,0
450,0
500,0
550,0
840 860 880 900 920 940 960 980 1000 1020
Gasification Temperature (C)
Syng
as T
ar C
onte
nt (m
g/nM
3)
Indan Indene Naphthalene Acenaphtylene Acenaphthene Fluorene Phenanthrene Anthracene Fluoranthene Pyrene Total HT-Stable Aromatics
Figure 11. Aromatics with higher temperature stability. At 950°C and above these compounds reaches low levels of 75-90mg/Nm3. Some of the compounds (Indene and Acenaphtene) seem to reform at higher temperature (1000°C) but this can be some measurement error and needs further investigation.
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
21
Clearly none of the aromatic subgroups increase at higher temperature, the only high-temperature-stable aromatic compound that increases is Indan and reaches its quite low maximum at 950°C but decreases in concentration at 1000°C. However Houben [17] also states that the formation of stable aromatic compounds also depends of the amount and kind of tar present. If the tar is oxygen rich it is easy to decompose and will partly convert to smaller amounts of tar in which hardly any oxygen is left. This is also probably the hardest tar to decompose. However in this study all the measured tar compounds are oxygen free. In Figure 12 the total tar concentration is displayed. At temperatures of 950°C and above the tar content in the syngas reaches very low levels of 165 mg/Nm3 at 950°C and 95 mg/Nm3 at 1000°C. The most important thing here is not the concentration of total tar but the dew point temperature for this particular tar composition. The heaviest tar compounds will condensate at the highest temperature but since the heaviest tar compounds not can be measured with the SPA method the tar dew point is hard to calculate. However Pyrene and Flouranthene with a molecular weight of 202 g/mole are the heaviest compounds measured by SPA and gives a tar dew point of approximately 72.5°C at 950°C. At 1000°C these compounds has decomposed and Anthracene and Acenaphthene with molecular weights of 178 g/mole and 154 g/mole respectively gives a tar dew point of approximately 45°C at atmospheric pressure.
A liquid fuel catalyst would operate at a temperature range of 220 - 275°C at 20 – 100 bar for methanol and 200 – 240°C (LT-synthesis) or 300 - 350°C (HT-synthesis) at 10 – 40 bar for FT-diesel [6]. At these temperatures, the tar dew point never will be reached in this case, but at higher pressure the dew point might have to be somewhat lowered. According to ECN [8] it is believed that when the dew point of tar is reduced to levels below the lowest expected temperature, fouling related problems by condensation or tar aerosols are solved. To simplify the discussion ECN conveniently has divided the tar compounds into 5 subgroups see Table 6.
Total Tar Content
0,0
50,0
100,0
150,0
200,0
250,0
300,0
350,0
400,0
450,0
500,0
550,0
840 860 880 900 920 940 960 980 1000 1020
Gasification Temperature (C)
Syng
as T
ar C
onte
nt (m
g/N
m3)
Toluene m-/p-Xylene o-Xylene Indan Indene Naphthalene 2-Methylnaphthalene 1-Methylnaphthalene Biphenyl Acenaphtylene Acenaphthene Fluorene Phenanthrene Anthracene Fluoranthene Pyrene Total Tar
Figure 12. Summation of all aromatic compounds. At temperatures of 950°C and above the tar concentration in the syngases decrease considerably to 165 respective 95 mg/Nm3.
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
22
Table 6. Tar classification system. The classes 2 to 6 are sampled using the SPA method and measured with GC. It is believed that the GC undetectable “CFB-tars” belonging to class 1 start to condensate at temperatures of 300 - 350°C. Generally the classes 1 and 5 have to be completely removed and the classes 2 and 4 have to be partly removed to reach a dew point of about 25°C at atmospheric pressure. Source [8]. Class Type Examples
1 GC undetectable tars Biomass fragments, the heaviest tars i.e. pitch
2 Heterocyclic compounds that generally exhibit high water solubility Phenol, cresol, quinoline, pyridine
3 Aromatic components. Light hydrocarbons, which are important from the point of view of tar reaction pathways, but not in particular towards condensation and solubility
Toluene, xylenes, ethylbenzene (excluding benzene)
4 Light PAHs (2-3 rings), condensate at relatively high concentrations and intermediate temperatures
Naphthalene, indene, biphenyl, antracene
5 Heavy PAHs (≥ 4 rings), condensate at relatively low concentrations and high temperatures
Fluoranthene, pyrene, crysene
6 GC detectable, not identified compounds Unknowns
Figure 13. Down draft gasifier. The down draft gasifiers have a fixed bed and is therefore limited in fuel feeddue to problems with the temperature distribution. The upscale limit is about 2 ton/h DS. The tar level in thesyngas is low since the syngases never passes the pyrolysis and drying zone, but this also has the negative effectthat the syngas will have a low heating value.
In this system, the classes 2 to 6 can be sampled using the SPA method and measured with GC. The class 1 tars are GC undetectable but the CFB-tars belonging to this group are believed to condensate at temperatures as high as 300 - 350°C. Generally only the classes 1 and 5 have to be completely removed and the classes 2 and 4 have to be partly removed to reach a dew point of about 25°C at atmospheric pressure to clarify the high pressures used in the bio-fuel catalysts as described above.
The above measured numbers can be compared to the tar levels of 820 mg/Nm3 in downdraft gasifiers, 37000 mg/Nm3 in updraft gasifiers and 14000 mg/Nm3 in FB-gasifiers. However, there are downdraft gasifiers who have reached levels of 25-70 mg/Nm3, see Figure 9. The downdraft gasifiers normally reach very low tar levels but the problems with low heating value and up-scaling remains. The up-scaling is limited due to the fixed bed technology since it is hard to reach a large fuel bed with uniform temperature distribution – the larger the bed the larger the temperature differences. The low tar levels are reached since the tar produced in the pyrolysis stage will be thermally cracked when it passes the homogenous high temperature combustion zone. In practice however this is hard to achieve since the tar may slip through the “cold” parts of the combustion zone without conversion, see Figure 13. Another drawback with this system is that a large portion of the energy is converted into heat with a low heating value of the syngas as a result.
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
23
7 Conclusions With peat as fuel additive the agglomeration temperature can be significantly increased from 953(±12)°C to 978(±15)°C for bark, 968(±15)°C to 1005(±7)°C for wood residues and 980(±16)°C to 1066(±13)°C for wood, i.e. an increase of 25°C with bark, 37°C with wood residues and 86°C with wood. Therefore it can be concluded that gasification is possible at temperatures > 950°C with the addition of peat as mineral additive. At temperatures of 950°C and above the tar content in the syngas reaches very low levels of 165 mg/Nm3 at 950°C and 95 mg/Nm3 at 1000°C. This can be compared to the tar levels of 820 mg/Nm3 in downdraft gasifiers, 37000 mg/Nm3 in updraft gasifiers and 13500 mg/Nm3 in FB-gasifiers. The above results show a very promising potential and must be further evaluated with other fuels and process conditions, eventually and potentially implying new cost-efficient total process solutions. It should be mentioned that these results do not only comply with FBG’s, but also to other gasification concepts since the ash related problems also are present for example in cyclone gasifiers, entrained flow gasifiers, fixed bed gasifiers and so on. The high operational temperature for tar reduction of 950°C could be seen as a minimum. At shorter residence times the operational temperature could need to be increased even further in particular for cyclone and entrained flow gasifiers.
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
24
8 Acknowledgements The help from people at ETPC is greatly acknowledged. Especially Ulf Nordström for his skillful design and construction of the reactor system, my supervisors Anders Nordin and Marcus Öhman for their professional help are acknowledged. Also Bioenergi i Luleå AB are acknowledged for their contribution of 500kg of peat/wood pellet (Saltmyran) and 500 kg of wood pellet.
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå UniversitIngemar Olofsson E901 87 Umeå
Umeå University 2005-04-15
y E-mail: [email protected] Telephone: +46 (0)90-786 5971
nergy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 Cell phone: +46 (0)70-584 7314
25
Appendix 1 Table 7. Raw data of tar measurements with the SPA method. Using SPA as tar measuring method the heaviest tars like Crysene i.e. pitch can not be measured. Component (mg/Nm3) Aromatic
Rings Formula M (g/mole) BP (°C) 850°C 900°C 950°C 1000°C Type
Benzene (not in tar def) 1 C6H6 78 80 8192.9 6386.3 2993.1 2854.0 N/A Toluene 1 C7H8 92.14 111 156.0 24.5 0.0 0.0 Subs m-/p-Xylene 1 C8H10 106.16 16.1 0.0 8.2 3.8 Subs o-Xylene 1 C8H10 106.16 138-144 179.4 79.6 5.1 0.0 Subs Indan 2 C9H10 118 0.0 0.2 24.1 3.7 HT Indene 2 C9H8 116 183 322.6 161.6 8.3 37.1 HT Naphthalene 2 C10H8 128 218 3182.6 1943.8 17.4 0.0 HT 2-Methylnaphthalene 2 C11H10 142 28.1 0.0 19.1 0.0 Subs 1-Methylnaphthalene 2 C11H10 142 40.0 12.0 37.0 0.0 Subs Biphenyl 2 C12H10 154 256 23.3 0.0 16.7 0.0 Subs Acenaphtylene 3 C12H8 152 265-275 569.7 477.2 0.0 0.0 HT Acenaphthene 3 C10H6(CH2)2 154.21 279 24.9 8.7 6.2 42.6 HT Fluorene 3 C13H10 166.22 293-295 102.2 0.0 3.0 0.0 HT Phenanthrene 3 C14H10 178 340 506.7 0.0 6.0 0.0 HT Anthracene 3 C14H10 178 340 177.6 243.2 2.1 5.8 HT Fluoranthene 4 C16H10 202 375 467.3 189.8 9.3 0.0 HT Pyrene 4 C16H10 202 393 418.1 184.6 0.0 0.0 HT Tot Subs. Aromatics 442.8 116.1 86.1 3.8 Tot HT-Stable Aromatics 5771.7 3209.2 76.4 89.1 Total Tar 6214.6 3325.3 162.5 92.9

Um
eå U
nive
rsity
20
05-0
4-15
26
App
endi
x 2
Figu
re 1
4. S
ide
view
of g
asifi
catio
n fa
cilit
y
Um
eå U
nive
rsity
E-
mai
l: in
gem
ar.o
lofs
son@
chem
.um
u.se
In
gem
ar O
lofs
son
Tele
phon
e:
+46
(0)9
0-78
6 59
71
Ener
gy T
echn
olog
y an
d Th
erm
al P
roce
ss C
hem
istry
Fa
x:
+46
(0)9
0-78
6 91
95
901
87 U
meå
C
ell p
hone
: +4
6 (0
)70-
584
7314

Um
eå U
nive
rsity
20
05-0
4-15
E-m
ail:
inge
mar
.olo
fsso
n@ch
em.u
mu.
se
Tele
phon
e:
+46
(0)9
0-78
6 59
71
Ener
gy T
echn
olog
y an
d Th
erm
al P
roce
ss C
hem
istry
Fa
x:
+46
(0)9
0-78
6 91
95
901
87 U
meå
C
ell p
hone
: +4
6 (0
)70-
584
7314
27
App
endi
x 3
Figu
re 1
5. F
low
cha
rt o
ver t
he F
ield
Poi
nt m
easu
rem
ent a
nd c
ontr
ol sy
stem
.
Um
eå U
nive
rsity
In
gem
ar O
lofs
son

Um
eå U
nive
rsity
20
05-0
4-15
Um
eå U
nive
rsity
E-
mai
l: in
gem
ar.o
lofs
son@
chem
.um
u.se
In
gem
ar O
lofs
son
Tele
phon
e:
+46
(0)9
0-78
6 59
71
Ener
gy T
echn
olog
y an
d Th
erm
al P
roce
ss C
hem
istry
Fa
x:
+46
(0)9
0-78
6 91
95
901
87 U
meå
C
ell p
hone
: +4
6 (0
)70-
584
7314
28
App
endi
x 4
Fi
gure
16.
Syn
thes
is g
as b
urne
r. Th
e fin
al d
imen
sion
s ar
e 13
0 m
m i.
d. in
igni
tion
zone
, 200
mm
i.d.
in c
ombu
stio
n ch
ambe
r, 55
0 m
m le
ngth
in ig
nitio
n zo
ne, 1
225
mm
leng
th in
com
bust
ion
cham
ber z
one
(225
mm
con
e, 7
00 m
m p
ipe
and
300
mm
con
e) a
nd th
e no
zzle
inne
r dia
met
er 2
5 m
m.

Umeå University 2005-04-15
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314
29
Figure 17. Cyclone. The calculations of the cyclone are taken directly from [14]. Depending of the mole-flow of the gasification medium and gasification temperature, the cut-size ran m 9 - 14µm. ges fro
Appendix 5
Table 8. Dimensions of the cyclone. Variable Designation Ratio Value (mm) Inner diameter (m) D 0.1 100 Height of inlet (ratio) H/D 0.44 44 Width of inlet (ratio) W/D 0.2 20 Diameter of gas exit (ratio) De/D 0.5 50 Length of Vortex finder(ratio) S/D 0.5 50 Length of Body (ratio) Lb/D 1.5 150 Length of Cone (ratio) Lc/D 2 200 Diameter of dust outlet (ratio) Dd/D 0.36 36 Table 9. Operational variables of the cyclone. The numbers below are calculated for the lowest possible primary gasification medium flow of 40.2 l/min at 900°C bed temperature. T is required to reach the minimum velocity of 0.34 m/s (4 times the MFV). Obviously these numbers are t rst case”. Variable Designation Value C
his flowhe “woomment
Primary airflow@20C (L/min) Qpri 40.2 Factsage factor – mole gas in/mole out 1.2 C ion: 1.0-1.05, gasification: 1.10-1.25 ombustInlet Velocity (m/s) Vin (m/s) 3.03402 Density of Solid (Kg/m3) ρs 2000 Of a single particle - NOT the bulk density Density of Gas (Kg/m3) ρg 0.38936 Viscosity of Gas (Pa.s) Mygas 4.1E-05 F table diagram relative to temperature rom suiTemperature C Celcius 700 Gas temperature inside the cyclone Particle size (microns) dp 9 Where grade efficiency will be calculated Cut Size (Microns) d50 13.9141 W % of particles are removed here 50Number of rotations N 5.68182 Grade Efficiency (%) Eff (dp) 29.4971

Umeå University 2005-04-15
30
Appendix 6 Table 10. Abbereviations Abbreviation Explanation µm Micrometer or Microns b/d Barrels per Day BFB Bubbling F dized Bed luiBFBG Bubbling F dized Bed Gasifier luiCFB Circulating luidized Bed FCFBG Circulating luidized Bed Gasifier FCFBA Controlled uidized Bed Agglomeration FlCT Cold Trapp ingDME Di Methyl Ether E85 Fuel mix of 85% ethanol and 15% gasoline E100 Fuel with 100% ethanol ECN Energy res rch Centre of the Netherlands eaEIA Energy Info ation Administration rmETPC Energy Te nology and Thermal Process Chemistry chEU European Union FB Fluidized B d eFBG Fluidized B d Gasifier eFCC Fluid Catalytic Cracking FP Field Point FTD Fischer Tro sch Diesel pGC Gas Chrom tograph aGROT Wood Resi es – Grenar Och Toppar duHT High Temperature IPCC Intergovernmental Panel on Climate Change KTH Royal Institute of Technology (Kungliga Tekniska Högskolan) M85 Fuel mix of 85% methanol and 15% gasoline M100 Fuel with 100% methanol MeOH Methanol MFV Minimum Fluidizing Velocity mg/Nm3 Milligrams per Normal Cubic Meter (1 atm and 173.15K) NI National Instruments O/N- Oxygen to Nitrogen- OPEC Organization of the Petroleu porting Countries m ExPAC Polycyclic Aromatic Compounds PAH Poly Aromatic Hydrocarbon PC Personal Computer PIC Products of Incomplete Com n bustioPID Proportional, Integrating an ating d DerivPIG Products of Incomplete Gas n ificatioRME Rape Methyl Ester SNRA Swedish National Road Administration SPA Solid Phase Adsorption TC Thermo Couple UAE United Arab Emirates UmU Umeå University VI Virtual Instrument
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314

Umeå University 2005-04-15
31
9 References eld, L.e.a., China Country Analysis Brief. 2003.
an, M., L. d A. Nordin, Bed agglomeration characteristics and mechanisms during gasification and combustion of biomass fuels. Accepted in Energy & Fuels, 2005. Bibliography N traffic ERD AB, Feasibility Phase Project for Biomass-DeFuels Project". Bibliography Patterson, P.H., N. Singh, M. Wang, M. Bohn, T., Quantifying the Fuel Use and GHG Reduction potential of EVs and HEVs. 2000. Bibliography A rna, introduktion av biodrivmedel. 2Bibliography Sp relimineary Screening - Tehnical and Economical Ass icals with Emphasis on the Potential for Biomass-Derived Syngas. 2003. Bibliography Olofsson, I., A. Nordin, and U. Söderlind, Initial Review and Evaluation of Process Technologies and Systems Suitable for Cost-Efficient Medium-Scale Gasification for uels. 2005, Umeå University ETPC and Mid Swedish UniverBergman, C.A.P arold. The novel “OLGA” technology for complete tar removal from biomass producer gas. in Pyrolysis and Gasification of rg, France. Bibliography K mass Technology Group. Boman, C., Particulate matter and products of incomplete combustion from esidential biom or future technology.
Lundholm, K.N äslund, B.O. Experimental Studies on the Role of Peat Fuel in Pr d Bed Combustion of Biomass Fuels. e and Technology Exhibition on Biomass for Energy, Indu Protection. 2002. The Netherlands. Brus, E., et al., biomass fuels using blast-furnace slag as bed mat : p. 1187-1193. Bibliography Abatzoglou, N., R. Evans, and M.T. A., Biomass Gasifier "Tars": Their Nature, FormatZevenhoven, R. lutants in flue gases and fuel gases. 2004, Helsinki. Ohman, M. and method for quantification of fluidized bed agglomeration tendencies: A sensitivity analysis. Energy & Fuels, 1998. 12(1): p. 90-94.
16. Brage, C., et al., Use of amino phase adsorbent for biomass tar sampling and separation. Fuel, 1997. 76(2): p. 137-142.
17. Houben, M.P., Analysis of Tar Removal in an Partial Oxidation Burner. 2004.
1. Bibliography F2. Ohm Pommer, an
3. ykomb Synergetics AB/Ecorived Alcohols for Automotive and Industrial Uses, Altener "BAL-1997: Stockholm.
4.
5. hlvik, P.B., Å. Med hållbarhet i tanka002.
6. ath, P.L. and D.C. Dayton, Pessment of Synthesis Gas to Fuels and Chem
7.
Biomass to Liquid Fsity: Umeå.
8. .v.P., V.B. Sander. Boerrigter, H
Biomass and Waste, Expert Meeting. 2002. Strasbou04, BTG Bio9. noef, I.H.A.M., Tar & Tar removal. 20
10. r2003.
ass pellet appliances - emissions and potential f
11. ., A. Öhman, M. Neventing Bed Agglomeration during Fluidizein 12th European Conferencstry and Climate
12. Bed agglomeration characteristics of erial. Energy & Fuels, 2004. 18(4)
13. ion and Conversion. 1998.
14. K., P., Control of pol
15. A. Nordin, A new
Umeå University E-mail: [email protected] Ingemar Olofsson Telephone: +46 (0)90-786 5971 Energy Technology and Thermal Process Chemistry Fax: +46 (0)90-786 9195 901 87 Umeå Cell phone: +46 (0)70-584 7314