Low-Cost Fabrication of Transparent Hard Replica Molds for Imprinting Lithography
4
Low-Cost Fabrication of Transparent Hard Replica Molds for Imprinting Lithography By Joohee Kim, Mihee Kim, Min Jung Lee, Ji Soo Lee, Kyusoon Shin, and Youn Sang Kim* Since the early 1990s, various unconventional lithographic techniques have been developed for the cost-effective fabrication of micro- and nanostructures for electronics, optics, photonics, and chemical or biosensors. Over the last several years, optical lithography has been the most successful technology for micro- and nanofabrication. [1] This technique faces technical challenges on scales less than 100 nm because of the limitations of optical wavelengths and the focus depth of lens systems. [2] To complement the weakness of optical lithography, various alternative radiation-lithographic techniques, such as X-ray lithography [3] and extreme-ultraviolet lithography(EUV) [4] have been developed. These lithographic methods are suitable for very small structures, but impractical for low-cost, mass-production processes. [5] Other alternatives to radiation lithography are imprinting lithographic techniques using hard molds. Nanoimprint litho- graphy (NIL), for instance, which was suggested by Chou’s group in 1995, is very useful for the cost-effective fabrication of fine nanostructures. [6] In NIL, the polymer on the substrate is imprinted with a hard mold at a temperature higher than the glass-transition temperature of the polymer, T g , under high pressure (4.1–13.1 MPa). [7] Being a very simple process, NIL is a high-throughput and low-cost patterning method compared to radiation lithographic techniques. [8] The high pressure and thermal treatment needed, however, are stress factors for the hard molds used in NIL. [9] For these reasons, step and flash imprint lithography (S-FIL) was developed by Willson’s group. [10] Because S-FIL uses a UV-curing oligomer with a low viscosity as the patterning material during the imprinting process and a transparent hard mold, the technique can be employed successfully at room temperature and at low pressure. [11,12] This method has demonstrated potential for fine-structure fabrication in various fields, such as electronic devices, [13–16] biological applications, [17] and alignment layers for advanced liquid-crystal displays. [18] But because imprinting lithographies, including NIL and S-FIL, are based on a direct-contact process using a hard mold, defect/crack generation and propagation often occur on the mold, caused by the stress accumulation of the repetitive process. Also, the UV-curable oligomer used in S-FIL often leads to the contamination of transparent hard molds. Furthermore, the transparent hard mold used in S-FIL, usually a quartz mold, is very expensive, and demands careful operation. These problems are inherent in imprinting lithography and, therefore, a new approach to hard molds for imprinting lithography needs to be explored. In the present paper, we introduce a new and cost-effective fabrication method for a transparent and hard replica mold for imprinting lithography. Our strategy is based on the use of a replica hard mold from a master using a polymer copy as a carrier. This avoids direct contact between the hard master and the patterned polymer on the substrate, or the contamination of the master used as a hard mold in the imprinting process. We used a SiO 2 –TiO 2 sol–gel process for the mold fabrication at low temperature (45 8C) and under low pressure (0.35 MPa), with a flexible polymer copy as a carrier. This replica mold is as transparent and hard as a glass, and is, thus, potentially very well suited for NIL and S-FIL. Figure 1 illustrates the replicating steps for a highly transparent and hard mold. First, we fabricated a UV-curable pentaerythritol propoxylate triacrylate (PPT) copy as a carrier from the master pattern (Fig. 1a) and treated the surface of our polymer copy with an ultrathin poly(dimethylsiloxane) (PDMS) layer for antiadhesion. All hard molds or polymer copies were treated with an ultrathin PDMS coating as an antiadhesion layer for easy detachment between mold or copy and pattern. In a previous report, we already introduced in detail the ultrathin PDMS layer coating method for antiadhesion of the mold surface in imprinting processes. [19–21] Figure 1b shows the SiO 2 –TiO 2 mold-fabrication procedure using a PPT copy and SiO 2 –TiO 2 solution in air. Table 1 summarizes the composition of the SiO 2 –TiO 2 sol–gel solutions used in this process. First, SiO 2 , TiO 2 , and (3-glycidoxypropyl) trimethoxysilane (GLYMO) pre- cursor solutions were prepared, after which they were mixed by stirring for 25 h. In this case, the chosen inorganic–organic hybrid materials show a high potential because of the COMMUNICATION www.advmat.de [*] Prof. Y. S. Kim, M. Kim Department of Nano Science and Technology Graduate School of Convergence Science and Technology Seoul National University 864-1 Iui-dong, Yeongtong-gu Suwon-si, Gyeonggi-do 443-72 (Korea) E-mail: [email protected] Prof. K. Shin School of Chemical and Biological Engineering Seoul National University San 56-1 Shillim-dong, Kwanak-gu Seoul 151-744 (Korea) J. Kim, M. J. Lee, and J. S. Lee Department of Chemistry and Nano Science Ewha Womans University 11-1 Daehyun-dong, Seodaemun-gu Seoul 120-750 (Korea) DOI: 10.1002/adma.200803243 4050 ß 2009 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim Adv. Mater. 2009, 21, 4050–4053
-
Upload
joohee-kim -
Category
Documents
-
view
212 -
download
0
Transcript of Low-Cost Fabrication of Transparent Hard Replica Molds for Imprinting Lithography

COM
MUNIC
ATIO
N
www.advmat.de
4050
Low-Cost Fabrication of Transparent Hard ReplicaMolds for Imprinting Lithography
By Joohee Kim, Mihee Kim, Min Jung Lee, Ji Soo Lee, Kyusoon Shin, and Youn
Sang Kim*
[*] Prof. Y. S. Kim, M. KimDepartment of Nano Science and TechnologyGraduate School of Convergence Science and TechnologySeoul National University864-1 Iui-dong, Yeongtong-guSuwon-si, Gyeonggi-do 443-72 (Korea)E-mail: [email protected]
Prof. K. ShinSchool of Chemical and Biological EngineeringSeoul National UniversitySan 56-1 Shillim-dong, Kwanak-guSeoul 151-744 (Korea)
J. Kim, M. J. Lee, and J. S. LeeDepartment of Chemistry and Nano ScienceEwha Womans University11-1 Daehyun-dong, Seodaemun-guSeoul 120-750 (Korea)
DOI: 10.1002/adma.200803243
� 2009 WILEY-VCH Verlag Gmb
Since the early 1990s, various unconventional lithographictechniques have been developed for the cost-effective fabricationof micro- and nanostructures for electronics, optics, photonics,and chemical or biosensors. Over the last several years, opticallithography has been the most successful technology for micro-and nanofabrication.[1] This technique faces technical challengeson scales less than 100 nm because of the limitations of opticalwavelengths and the focus depth of lens systems.[2] Tocomplement the weakness of optical lithography, variousalternative radiation-lithographic techniques, such as X-raylithography[3] and extreme-ultraviolet lithography(EUV)[4] havebeen developed. These lithographic methods are suitable for verysmall structures, but impractical for low-cost, mass-productionprocesses.[5]
Other alternatives to radiation lithography are imprintinglithographic techniques using hard molds. Nanoimprint litho-graphy (NIL), for instance, which was suggested by Chou’s groupin 1995, is very useful for the cost-effective fabrication of finenanostructures.[6] In NIL, the polymer on the substrate isimprinted with a hard mold at a temperature higher than theglass-transition temperature of the polymer, Tg, under highpressure (4.1–13.1MPa).[7] Being a very simple process, NIL is ahigh-throughput and low-cost patterning method compared toradiation lithographic techniques.[8] The high pressure andthermal treatment needed, however, are stress factors for the hardmolds used in NIL.[9] For these reasons, step and flash imprintlithography (S-FIL) was developed by Willson’s group.[10] BecauseS-FIL uses a UV-curing oligomer with a low viscosity as thepatterning material during the imprinting process and a
transparent hard mold, the technique can be employedsuccessfully at room temperature and at low pressure.[11,12] Thismethod has demonstrated potential for fine-structure fabricationin various fields, such as electronic devices,[13–16] biologicalapplications,[17] and alignment layers for advanced liquid-crystaldisplays.[18]
But because imprinting lithographies, including NIL andS-FIL, are based on a direct-contact process using a hard mold,defect/crack generation and propagation often occur on themold,caused by the stress accumulation of the repetitive process. Also,the UV-curable oligomer used in S-FIL often leads to thecontamination of transparent hard molds. Furthermore, thetransparent hard mold used in S-FIL, usually a quartz mold, isvery expensive, and demands careful operation. These problemsare inherent in imprinting lithography and, therefore, a newapproach to hard molds for imprinting lithography needs to beexplored.
In the present paper, we introduce a new and cost-effectivefabrication method for a transparent and hard replica mold forimprinting lithography. Our strategy is based on the use of areplica hardmold from amaster using a polymer copy as a carrier.This avoids direct contact between the hard master and thepatterned polymer on the substrate, or the contamination of themaster used as a hard mold in the imprinting process. We used aSiO2–TiO2 sol–gel process for the mold fabrication at lowtemperature (45 8C) and under low pressure (�0.35MPa), with aflexible polymer copy as a carrier. This replica mold is astransparent and hard as a glass, and is, thus, potentially very wellsuited for NIL and S-FIL.
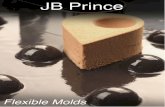
Figure 1 illustrates the replicating steps for a highlytransparent and hard mold. First, we fabricated a UV-curablepentaerythritol propoxylate triacrylate (PPT) copy as a carrier fromthemaster pattern (Fig. 1a) and treated the surface of our polymercopy with an ultrathin poly(dimethylsiloxane) (PDMS) layer forantiadhesion. All hard molds or polymer copies were treated withan ultrathin PDMS coating as an antiadhesion layer for easydetachment between mold or copy and pattern. In a previousreport, we already introduced in detail the ultrathin PDMS layercoating method for antiadhesion of the mold surface inimprinting processes.[19–21] Figure 1b shows the SiO2–TiO2
mold-fabrication procedure using a PPT copy and SiO2–TiO2
solution in air. Table 1 summarizes the composition of theSiO2–TiO2 sol–gel solutions used in this process. First, SiO2,TiO2, and (3-glycidoxypropyl) trimethoxysilane (GLYMO) pre-cursor solutions were prepared, after which they were mixed bystirring for 25 h. In this case, the chosen inorganic–organichybrid materials show a high potential because of the
H & Co. KGaA, Weinheim Adv. Mater. 2009, 21, 4050–4053

COM
MUNIC
ATIO
N
www.advmat.de
Figure 1. Schematic illustration of the procedure for a) fabricating a PPT polymer copy from amaster pattern, b) creating a SiO2–TiO2 mold by imprinting, and c) UV-based nanoimprintingusing a UV-curable oligomer.
Table 1. Molar equivalents of the SiO2–TiO2 sol–gel solutions.
Solution Components materials Ratio [mmol]
1 SiO2 (TEOS/ethanol/dist. water/HCl) 10: 40: 40: 1
2 GLYMO (GLYMO/ethanol/dist. water) 10: 40: 40
3 TiO2 (Ti(OBu)4)/acetyl acetone) 10: 40
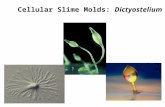
Figure 2. Close-up images of nanostructured patterns: a) PPT polymer copy is prepared on a PETfilm by molding; b) a SiO2–TiO2 mold is obtained on glass by a sol–gel process followed byimprinting; and c) a polymer pattern produced on glass by UV-based imprinting. d–f) SEMimages of a), b) and c), respectively.
Table 2. Modulus and hardness of various materials including the SiO2–TiO2 mold.
PPT Bare Glass Si wafer SiO2 wafer TiO2 SiO2–TiO2
[þGLYMO]
Glass Glass Glass
E[F] GPa 3.57 59.52 60.77 40.19 64.12 56.36
H[F] GPa 0.16 5.43 6.59 3.14 5.93 6
Adv. Mater. 2009, 21, 4050–4053 � 2009 WILEY-VCH Verlag GmbH & Co. KGaA, Wein
combination of their properties, namely, theirgood elasticity, toughness, and hardness.Figure 1c shows the UV-based imprintingprocess using a hard and transparent SiO2–TiO2mold on a UV-curable oligomer on a glasssubstrate.
The SiO2–TiO2 replica mold in this methodhas good mechanical properties that arecomparable to that of a SiO2/Si wafer or glass.The mechanical characteristics of the inorga-nic–organic hybrid materials made by thesol–gel process are enhanced by a precursorwith variable spacer length, using, for instance,multiacrylate alkoxysilanes with differentnumbers of atoms.[22] We obtained goodhardness, approximating that of a glass, forthe SiO2–TiO2 surface produced by the sol–gelprocess. Table 2 shows that the modulus of thisSiO2–TiO2 replica mold is as good as orsuperior to that of a SiO2/Si wafer or a glassstructure. Because imprint lithography needsto be carried out under high pressure, it isessential that the mold has a high hardnessfactor.
The master pattern was successfully transferred to theSiO2–TiO2 hard replica mold using a PPT polymer copy on apolyethylene terephthalate (PET) film as a carrier, and thenthis SiO2–TiO2 mold was ready to be used in imprintinglithography. Figure 2a shows the optical microscopy image of thePPT polymer copy, and Figure 2d shows its scanning electronmicroscopy (SEM) image. The polymer pattern was copied fromthe master pattern and coated with PDMS as an antiadhesionlayer. Next, as shown in Figure 2b and e, the SiO2–TiO2 mold wasfabricated without any deformations, using the PPT polymercopy as a carrier. Figure 2c and f shows the UV-cured polymernanostructures imprinted on a glass substrate using theSiO2–TiO2 hard mold, UV light, and low pressure. This hardmold has a good hardness, as shown in Table 2, and is transparentenough to be applicable in NIL and S-FIL imprintinglithographies.
In the present study, the SiO2–TiO2 sol–gelprecursor was reacted in a two-step process.The reactions, namely hydrolysis and con-densation, were started by the addition of waterand a catalyst in solution.[23] After the completereaction of the SiO2–TiO2 sol–gel precursor, itwas spin coated on glass and the SiO2–TiO2
sol–gel replica mold was fabricated from thePPT polymer copy. A little shrinkage wasobserved on the mold during the annealingprocess at 200 8C for 1 h. This was caused bythe evaporation of the solvent during thecalcination and curing/network densifyingsteps. Generally, inorganic sol–gel solutionsfor hard molds tend to impose some problems,such as cracks and/or defects, on the surface ofthe inorganic pattern, such as SiO2, TiO2, orSiO2–TiO2. The cracks occur on the surface of,for instance, SiO2 and SiO2–TiO2, because of
heim 4051

COM
MUNIC
ATIO
N
www.advmat.de
Figure 3. AFM images of a) the 70 nm line and spacemaster pattern, b) the 70 nm line pattern onthe SiO2–TiO2 mold created by the sol–gel process, and c) the polymer pattern structure on glasstransferred from the 70 nm line SiO2–TiO2 mold by using UV-based lithography. Scale bar: 1mm.
4052
the rigid binding structures and severe shrinkage. Usingtetraethyl orthosilicate (TEOS) for a SiO2 surface and titaniumtetrabutoxide for a TiO2 surface, rigid structures could beobtained after hydrolysis and condensation.[24] These rigidconstructions set into the cracks of the inorganic sol–gel thinfilm after thermal annealing. Furthermore, in the case of sol–gelTiO2 solutions without buffer materials, many particles areproduced on the surface of the inorganic mold because of thestrong reactivity between the titanium precursor and moisturepresent during the process.
Consequently, we used an organic material, GLYMO, as ananticracking agent and to prevent particle generation. The ether
Figure 4. AFM images of a) the complicated pattern created via a sol–gel process, and theroughness of the SiO2–TiO2 mold surface and b) the three dimensions of the image in a). Scalebar: 1mm, roughness: 0.426 nm (RMS: Root Mean Square)
� 2009 WILEY-VCH Verlag GmbH & Co. KGaA, Weinhe
group of GLYMO formed a free space betweenthe brittle structure composed of Si and Ti. Themold made from the SiO2–TiO2 sol, includingGLYMO, had a uniform surface, and couldendure the stress of high temperatures and thepressure of imprinting. The SiO2–TiO2 moldshowed no deterioration, and there were nocracks or defects on its surface. Haas’s groupsuggested various hybrid inorganic–organicpolymers to avoid the above problems.[25] Theyreported on the use of hybrid inorgani-c–organic polymers for various inorganicand organic materials. Organic materials, suchas GLYMO, sufficiently complement defects,cracks, or poor mechanical properties ininorganic materials.[26]
Also, we show here the potential of usinghard molds for the patterning of ultrafinestructures by using patterns that are several
tens of nanometers wide. Figure 3 shows the imprinting results ofa 70 nm line and space pattern. The master pattern (Fig. 3a) wastreated with the anti-adhesion PDMS coating to ease peeling off.Figure 3b shows an atomic force microscopy (AFM) image of theSiO2–TiO2 mold including GLYMO. The SiO2–TiO2 mold patternthat was formed from the master pattern is very uniform for amold obtained by imprint lithography. Themaster and SiO2–TiO2
patterns are structurally very similar and without any deforma-tion. Figure 3c is an AFM image of a UV-cured polymer pattern ona glass substrate imprinted from the SiO2–TiO2 hard replicamoldby S-FIL.
Figure 4 shows the smooth surface of the SiO2–TiO2 hard
replica mold, which is free of particles anddefects because of the stability induced byGLYMO. In imprinting lithography, initialdefects in the mold are a critical source ofcrack propagation and mold contamination.Thus, the SiO2–TiO2 sol–gel mold in ourapproach is quite suitable for imprintinglithography.In summary, we developed a fabricationmethod for a hard and transparent replicamold using a SiO2–TiO2 sol–gel reaction withGLYMO. Our mold demonstrates good poten-tial for use as a hard mold in imprintinglithographies, such as NIL and UV-curingbased imprinting lithography, namely S-FIL.The molds have a hardness and transparencycomparable to that of a quartz mold. Thereplica hard mold solves the problem ofdamage to expensive master molds from thesevere process conditions and repetitive use ofimprinting lithography. We fabricated a low-cost composite replica mold composed of aninorganic material, SiO2–TiO2, and an organicbuffer material, GLYMO, by a simple sol–gelprocess using a polymer copy as a carrier. Webelieve that this SiO2–TiO2 mold containingGLYMO can be extended easily to imprintinglithography applications in microelectronics,
im Adv. Mater. 2009, 21, 4050–4053

COM
www.advmat.de
optics, and batteries, because of the easy molding process, thelow-cost replica mold, and the good reliability.
MUNIC
ATIO
N
Experimental
Fabrication of the Polymer Copy as a Carrier: The material for thepolymer copy was prepared from a UV-curable oligomer, which wasformulated by mixing a PPT precursor (Mn¼ 530, Aldrich, St. Louis, MO,USA) and 2-hydroxy-2-methylpropiophenone (Aldrich) as photo initiator inthe ratio of 95:5 (v/v) on a PET film (SKC, Korea) substrate. The UV-curingmaterial (PPT) for the polymer copy was placed on the Si master patternand then covered with a PET film. The polymer copy, namely the polymernanostructures on the PET film, was then released from the master after itwas exposed to UV light (l¼ 365 nm, 135mW cm�2) for 30min.
Antiadhesion Ultrathin PDMS Coating: An original Si-wafer master wascleaned using an UVO (ozone producing UV source, l¼ 185 and 254 nm;100mW cm�2) for 30min, followed by immersion in an 0.5wt% aqueoussolution of 3-(aminopropyltriethoxysilane) (APTES) for 10min to generateamine groups on the surface of the master. After washing untreated APTESwith distilled water, the mold was dropped into monoglycidyl ether-terminated PDMS and heated continuously at 80 8C for 4 h. Finally, themaster was dipped in isopropyl alcohol and sonicated for 1min to extractunreacted PDMS. The polymer copy as a carrier, which was replicated fromthe PDMS coated master, was processed using the same method.
SiO2–TiO2 Sol–Gel Solution: The SiO2–TiO2 sol–gel material used forthe fabrication of the hard and transparent replica mold required thepreparation of three solutions (Table 1). For solution one, 10mmol ofTEOS (Aldrich) was mixed with 40mmol of ethanol and 1mmol ofhydrochloric acid in 40mmol of distilled water, and then the solution wasstirred for 60min. For solution two, 10mmol of GLYMO (Aldrich) wasmixed with 40mmol of ethanol and 40mmol of distilled water, and thesolution was stirred for 30min. For solution three, 10mmol of titaniumtetrabutoxide (Aldrich) was added to 2,4-pentanedione (Fluka, Milwaukee,WI, USA) at a ratio of 1:4, and this solution was blended until it reachedhomogenization. The final sol–gel was mixed from solutions one, two, andthree in a weight ratio of 2:2:1. This mixture was stirred for 25 h at roomtemperature. Methyl isobutylketone (MIBK) (Aldrich) was added as asolvent to the sol–gel solution, at a ratio of 1:3 (w/w), followed byspin-coating at 4000 rpm for 35 s.
Mold Fabrication Using SiO2–TiO2 Sol–Gel Process: The nanoscalepattern was fabricated using the prepared SiO2–TiO2 sol–gel and a polymercopy as a carrier on a Si wafer and a glass substrate. Both the Si wafer andthe glass substrate were subjected to 10min washes in trichloroethylene,acetone, and isopropyl alcohol, after which they were rinsed with distilledwater and dried with pure nitrogen. To improve adhesion, the substratewas treated by UVO (l¼ 254 nm, 100mW cm�2) for 30min. After thesol–gel solution was spin-casted at 4000 rpm for 35 s on the glasssubstrate, the PPT polymer copy, which was coated with an ultrathinPDMS(Aldrich) layer, was pressed at 45 8C for 15min under low pressure(�0.35MPa) in air onto the SiO2–TiO2 gel on the glass substrate. TheSiO2–TiO2 mold was separated from the polymer copy and heated at200 8C for 1h, followed by the fabrication of the polymer pattern on theglass, using the SiO2–TiO2 mold and UV-curable materials. ThePDMS-coated SiO2–TiO2 mold was pressed into the UV-curable oligomer(PPT) that was dropped on the glass, which was then cured for 30minunder UV light (l¼ 365 nm, 135mW cm�2). The SiO2–TiO2 replica moldwas easily released from the patterned polymer layer on the glass substrate.
Observation of the Fabricated Structures: A field-emission scanningelectron microscope (JSM-6700F, JEOL), an atomic force microscope (DI3100, Digital Instrument, USA), and a hardness instrument (NanoindentorXP1.1, MPS) were utilized to investigate the structures. The moduli ofelasticity and hardness were measured by detecting the Newton force that
Adv. Mater. 2009, 21, 4050–4053 � 2009 WILEY-VCH Verlag G
is generated with a diamond tip of the Nanoindenter XP. Also, the hardnesswas measured at 5 points in a sample space in order to decrease the effectof stress between the measurement points.
Acknowledgements
This work was supported by the ‘‘SystemIC2010’’ project and theInformation Display R&D Center grant (F0004091), one of the 21st CenturyFrontier R&D Programs, funded by the Ministry of Knowledge Economy,Republic of Korea. Also, Prof. K. Shin appreciates the financial support fromKIEST (2008–10002–0067–0) and kisT (2E20900).
Received: November 4, 2008
Revised: April 16, 2009
Published online: June 2, 2009
[1] G. L.-T. Chiu, J. M. Shaw, IBM J. Res. Develop. 1997, 41, 3.
[2] S. Okazaki, J. Vac. Sci. Technol. B 1991, 9, 2829.
[3] Z. Ma, D. M. Klymyshyn, S. Achenbach, M. Borner, N. Dambrowsky, J.
Mohr, IEICE Trans. Electron. 2007, E90-C, 2192.
[4] B. Wu, A. Kumar, J. Vac. Sci. Technol. B 2007, 25, 1743.
[5] S. Y. Chou, P. R. Krauss, P. J. Renstrom, Science 1996, 272, 85.
[6] S. Y. Chou, P. R. Krauss, P. J. Renstrom, Appl. Phys. Lett. 1995, 67, 3114.
[7] S. Y. Chou, P. R. Krauss, P. J. Renstrom, J. Vac. Sci. Technol. B 1996, 14,
4129.
[8] S. Y. Chou, P. R. Krauss, W. Zhang, L. Guo, L. Zhuang, J. Vac. Sci. Technol. B
1997, 15, 2897.
[9] D. Pisignano, L. Persano, M. F. Raganato, P. Visconti, R. Cingolani, G.
Barbarella, L. Favaretto, G. Gigli, Adv. Mater. 2004, 16, 525.
[10] T. Bailey, B. Smith, B. J. Choi, M. Colburn, M. Meissl, S. V. Screenivasan, J.
G. Ekerdt, C. G. Willson, J. Vac. Sci. Technol. B 2001, 19, 2806.
[11] D.-Y. Khang, H. H. Lee, Langmuir 2004, 20, 2445.
[12] S.-J. Choi, P. J. Yoo, S. J. Baek, T. W. Kim, H. H. Lee, J. Am. Chem. Soc. 2004,
126, 7744.
[13] E. Mele, F. D. Benedetto, L. Persano, R. Cingolani, D. Pisignano,Nano Lett.
2005, 5, 1915.
[14] A. Fuchs, M. Bender, U. Plachetka, L. Kock, T. Wahlbrink, H. D. B. Gottlob, J.
K. Efavi, M. Moeller, M. Schmidt, T. Mollenharuer, C. Moormann, M. C.
Lemme, H. Kurz, J. Vac. Sci. Technol. B 2006, 24, 2964.
[15] S. J. Jo, C. S. Kim,M. J. Lee, J. B. Kim, S. Y. Ryu, J. H. Noh, K. Ihm, H. K. Baik,
Y. S. Kim, Adv. Mater. 2008, 20, 1146.
[16] I. W. Moran, A. L. Briseno, S. Loser, K. R. Carter, Chem. Mater. 2008, 20,
4595.
[17] V. N. Truskett, M. P. C. Watts, Trends Biotechnol. 2006, 24, 312.
[18] J. B. Kim, J. R. Lim, J. S. Park, H. J. Ahn, M. J. Lee, S. J. Jo, M. Kim, D. Kang, Y.
S. Kim, H. K. Baik, Adv. Funct. Mater. 2008, 18, 1340.
[19] M. J. Lee, N. Y. Lee, J. R. Lim, J. B. Kim, M. Kim, H. K. Baik, Y. S. Kim, Adv.
Mater. 2006, 18, 3115.
[20] N. Y. Lee, Y. S. Kim, Nanotechnology 2007, 18, 415303.
[21] N. Y. Lee, Y. S. Kim, Macromol. Rapid Commun. 2007, 28, 1995.
[22] K.-H. Haas, H. Wolter, Curr. Opin. Solid State. Mater. Sci. 1999, 4, 571.
[23] C. Su, B.-Y. Hong, C.-M. Tseng, Catal. Today 2004, 96, 119.
[24] K. Guan, B. Lu, Y. Yin, Surf. Coat. Technol. 2003, 173, 219.
[25] K.-H. Haas, Adv. Eng. Mater. 2000, 2, 571.
[26] C. Sanchez, B. Julian, P. Belleville, M. Popall, J. Mater. Chem. 2005, 15,
3559.
mbH & Co. KGaA, Weinheim 4053