LNG Conference P1

of 21
Transcript of LNG Conference P1
-
7/29/2019 LNG Conference P1
1/21
The Atlantic LNG Train 2/3Expansion ProjectTurning the Challenges
Into
Successes with Technology
Prepared for
Gastech 2005 in Bilbao, Spain
15 March 2005
-
7/29/2019 LNG Conference P1
2/21
Slide 2of 21
Authors
Dave Messersmith, PE
Bechtel Corporation
LNG Technology Manager
LNG Group Deputy Mgr.
Process Engineer
Carlos Yengle
Bechtel Corporation
Advanced Simulat ions
Process Engineer
Peter Rutherford
BP America
Controls and Instrument
Engineer for Atlantic LNG
Trent Yackimec
BP America
Process Engineer for
At lant ic LNG
-
7/29/2019 LNG Conference P1
3/21
Slide 3of 21
Facility InformationFacility InformationLocated in Point FortinLocated in Point Fortin
Trinidad and Tobago, WITrinidad and Tobago, WI
-
7/29/2019 LNG Conference P1
4/21
Slide 4of 21
Facility Informationacility InformationProject History
96 97 98 99 00 01 02 03 04 05 06
Start EPC
May 96
First LNG
Mar 99
Turnover
Jun 99
Start EPC
Feb 01
CompleteJul 02
Start EPC
Nov 99
First LNG
Aug 02
Turnover
Oct 02
First LNG
Apr 03
Turnover
Jun 03
Start EPC
Jan 02
First LNG
4th qtr 05
Turnover
Early 06
Train 1
Train 2 Train 3
Train 1
Upgrade
Train 4
-
7/29/2019 LNG Conference P1
5/21
Slide 5of 21
Train 2/3 Expansion Challengesrain 2/3 Expansion Challenges Scope Near Duplicate of Train 1 w/ Key Modifications Capacity Train 1 +10%
Key Enhancements Turbine Drivers Frame 5D Propane System hydraulics Improvements
Heat exchanger pressure drop optimization
Heavies Removal Column mechanical design Improvements Anti-surge valve Upgrades
Inlet Gas Filtration enhancements
Molecular Sieve Bed piping optimization
Challenges Schedule, Cost, Lessons Learned fromTrain 1, Feed Gas Pressure, Inlet Compression
-
7/29/2019 LNG Conference P1
6/21
Slide 6of 21
Inlet Compressionnlet Compression Expansion included new 24 North Gas Field supply Demand on existing 36 exceeded initial capacity
Inlet pressure designed for reduction of 15 bar Compression located immediately upstream of LNG
Facility
Commercial Requirements
Contractual Limitations
Operational Complexities
No buffer volume for LNG Facility
Engineering committed late in design Provides gas to all 3 Trains
-
7/29/2019 LNG Conference P1
7/21
Slide 7of 21
Inlet Compressionnlet Compression
-
7/29/2019 LNG Conference P1
8/21
Slide 8of 21
Inlet Compressionnlet Compression
-
7/29/2019 LNG Conference P1
9/21
Slide 9of 21
Inlet Compressionnlet CompressionProcess Requirements 1280 MMSCFD feed flow (normal) 250 MMSCFD (min)
37.5 barg Inlet Pressure (min) 52 barg Outlet Pressure (min)
GE Frame 5C Driver
Follow facility f low transitions as required Prevent cascading trips
These Process and Operational requirements led to a
study utilizing a rigorous dynamic computer
simulation model.
-
7/29/2019 LNG Conference P1
10/21
Slide 10 of 21
Dynamic Modelynamic Model Hysys.plant ver 2.4.1 Scope of Train 1 Model
Inlet Pipelines
Inlet Gas treatment
Refrigeration Systems
Methane Compression
NGL Recovery Equipment & Instruments modeled with unit operations
System volumes and hydraulics based on isos
Equipment information based on vendor data Control parameters based on actual Train 1 information
-
7/29/2019 LNG Conference P1
11/21
Slide 11 of 21
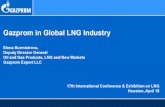
Dynamic Modelynamic ModelScenarios1. Feed Gas Compression (FGC) Start up w/ Train 1 &
2 running normally
2. Train 1 process shutdown impact on FGC and
Train 2 and 3.
3. FGC Trip impact on Train 1, 2 & 3New Feed gas
BP - 36" Pipeline
Train 1 gasprocessing and
liquefactionMetering
Slug catcherPig receiver
compressor
Train 2 gasprocessing and
liquefaction
Train 3 gasprocessing and
liquefaction
BG - 24" Pipeline
Metering
Slug catcherPig receiver
100%
50%
50%
75%
25%
Percentage figures represent proportions o fTrain feed gas sourced from different pipelines
-
7/29/2019 LNG Conference P1
12/21
Slide 12 of 21
Dynamic Modelynamic ModelFGC TripFGC Trip
B P F e e d - P r e s su r e [ b a r ]
35
37
39
41
43
45
47
49
0 1 2 3 4 5 6 7 8
T i m e ( m i n u t e s )
Train 1 LNG Prod uct - Mass Flow
[kg/h]
0
50000
100000
150000
200000
250000
300000
350000
400000
450000
0 1 2 3 4 5 6 7 8
T i m e ( m i n u t e s )
BG Feed- Pressure [bar]
61.46
61.48
61.50
61.52
61.54
61.56
61.58
61.60
0 1 2 3 4 5 6 7 8
T i me (mi n u t e s )
BP Feed - Pressure [bar]
35
37
39
41
43
45
47
49
0 1 2 3 4 5 6 7 8
T i me (mi n u t e s )
B G F e e d - P r e s su r e [ b a r ]
61.46
61.48
61.50
61.52
61.54
61.56
61.58
61.60
0 1 2 3 4 5 6 7 8
T i m e ( m i n u t e s )
Train 1 LNG Product - Mass Flow
[kg/h]
0
50000
100000150000
200000
250000
300000
350000
400000
450000
0 1 2 3 4 5 6 7 8
Time (mi nut es)
-
7/29/2019 LNG Conference P1
13/21
Slide 13 of 21
Dynamic Modelynamic ModelFGC TripFGC Trip
Inlet Feed Gas Compre ssor
Inlet/Outlet Pre ssure
35
40
45
50
55
60
0 1 2 3 4 5 6 7 8
T i m e ( m i n u t e s )
Inlet Feed Gas Compressor Bypass -
Molar F low [kgmole/h]
0
10000
20000
30000
40000
50000
60000
0 1 2 3 4 5 6 7 8
T i m e ( m i n u t e s )
Train 1 Feed - Molar Flow [kgmole/h]
0
5000
10000
15000
20000
25000
30000
0 1 2 3 4 5 6 7 8
T im e (m inutes )
Train 1 Feed - Pressure [bar]
40
42
44
46
48
50
52
0 1 2 3 4 5 6 7 8
T im e (m inutes )Inlet Feed Gas Compressor
Inlet/Outlet Pressure
35
40
45
50
55
60
0 1 2 3 4 5 6 7 8
Ti me (minut es)
Inlet Feed Gas Compressor Bypass -
Molar Flow [kgmole/h]
0
10000
20000
30000
40000
50000
60000
0 1 2 3 4 5 6 7 8
Time ( minut es)
Train 1 Feed - Molar Flow [kgmole/h]
0
5000
10000
15000
20000
25000
30000
0 1 2 3 4 5 6 7 8
Time (mi nut es)
Train 1 Feed - Pressure [bar]
40
42
44
46
48
50
52
0 1 2 3 4 5 6 7 8
Time ( minut es)
-
7/29/2019 LNG Conference P1
14/21
Slide 14 of 21
Dynamic Modelynamic ModelInitial Results Low BP Pressure no flow for about a minute
Satisfactory BG Pressure Refrigerant system disturbances
Surge events anticipated for methane system
Line pack allowed temporary increase in BG flow
Modified Simulation
Conserve BP flow for Train 1
Attempt to satisfy at least feed rate for each train
Modify controls to isolate BP feed to Train 2/3
Increase BG flow to Train 2/3 temporarily
-
7/29/2019 LNG Conference P1
15/21
Slide 15 of 21
Fig. 3 - Train 1 Inlet Feed Gas Molar Flo
0
5000
10000
15000
20000
25000
3000035000
0 2 4 6 8Time (min)
MolarFlow
k
mole/h
Modified
Solution
Fig. 4 - Train 1 Inlet Feed Gas Pressur
40
42
44
46
48
50
52
0 2 4 6 8Time (min)
Pressure
bar
Modified
Solution
Dynamic Modelynamic Model
-
7/29/2019 LNG Conference P1
16/21
Slide 16 of 21
Field Testingield TestingPlan FGC Commissioned May 03
Full processing rates in all three trains
Validate results of simulation
Trip FGC
Train 3 reduce BP feed to zero, increase BG feed to 50%
Train 2 reduce BP feed to zero, maintain BG feed at 50%
Train 1 Hold BP feed rate to 50%
-
7/29/2019 LNG Conference P1
17/21
Slide 17 of 21
Field Testingield TestingFig. 7 - Train 1 Inlet Feed Gas Molar Flow- Field Dat
0
5000
10000
15000
20000
25000
3000035000
0 2 4 6 8Time (min)
MolarFlow
k
mole/h
Field Data
Fig. 8 - Train 1 Inlet Feed Gas Pressure - Field Data
40
42
44
46
48
50
52
54
0 2 4 6 8Time (min)
Pressure
bar
Field Data
-
7/29/2019 LNG Conference P1
18/21
Slide 18 of 21
Response
3.5 minutes until f low resumes from BP, low pressure
6.5 minutes until inlet pressure returns to 51 barg
Train 1 flow decreased to 22% of capacity slowly
Many operational deviations, but no equipment trips
Recovery to 50% rates in about 4 minutes
No loss of condensing
Train 2 & 3 rode through the upset smoothly
Machines not driven to surge
After the trip, facility was restricted to 50% rate
The simulation was not limited to rate
Field Testingield Testing
-
7/29/2019 LNG Conference P1
19/21
Slide 19 of 21
Closing Remarkslosing Remarks Dynamic model closely predicted actual field results Development of safe operating instruction in advance
Illustrated operational concerns prior to start-up
Used to predict other upsets with confidence
Combined team of specialists reduced risks for system
-
7/29/2019 LNG Conference P1
20/21
Slide 20 of 21
Schedule 65 days early
Production & Efficiency exceeded requirements
Ease of start up 68 days first LNG to turnover
Schedule 80 days early
Production & Efficiency exceeded requirements
Ease of start up 46 days first LNG to turnover
Over 18 mill ion hours worked at facil ity since last LTA
Train 2/3 Expansion Successesrain 2/3 Expansion SuccessesTrain 2Train 2
Train 3Train 3
SafetySafety
-
7/29/2019 LNG Conference P1
21/21
Slide 21 of 21
Question or CommentsQuestion or Comments
??