Light Aircraft manufacture and materials - · PDF fileBolted and rivetted joints good in...
50
Light Aircraft manufacture and materials
Transcript of Light Aircraft manufacture and materials - · PDF fileBolted and rivetted joints good in...

Light Aircraft manufacture and materials

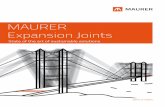
Comparison of materials, specific buckling stiffness.
WG
FR
P
UD
GF
RP
WC
FR
P
UD
CF
RP
Ep
oxy m
atr
ix
Bir
ch
ply
Ba
lsa
Sp
ruce
Fir
Ste
el 8
.8
60
82
allo
y
70
75
allo
y
Tita
niu
m a
llo
y
E/ro^2
E/ro
0
50
100
150
200
250
E M
PA
/g
/cc
Comparison of materials for specific stiffness (E/ro)
column buckling ( E/ro^2) and panel buckling ( E/ro^3)
E/ro^2
E/ro^3
E/ro

Specific strength of materials UTS/ro
0
50
100
150
200
250
300
350
400
450
500
WG
FRP
UD
GFR
P
WC
FRP
UD
CFR
P
Epo
xy m
atrix
Birc
h ply
Bal
sa
Spr
uce Fir
Ste
el 8
.8
6082
allo
y
7075
allo
y
Titani
um a
lloy
sp
ecif
ic s
tren
gth
MP
a/g
/cc
UTS/ro

Relative cost of materials cost/kg
0
10
20
30
40
50
60
70
80
WGFR
P
UDGFR
P
WCFR
P
UDCFR
P
Epo
xy m
atrix
Birc
h ply
Balsa
Spr
uce Fir
Ste
el 8
.8
6082
allo
y
7075
allo
y
Titanium
allo
y
£/k
g
cost/kg

Considerations
● Metals – design for fatigue, corrosion
● Isotropic - best for 3D loads
● Bolted and rivetted joints good in metals
● Wood – drainage/ventilation, considerations apply as for composites
● Composites – Impact, drainage ( esp. foam),service temperature, repair schemes
● Wood and composite Orthotropic – best for 1D or 2D loads
● Rivetted joints unsuitable for thin composite or wood panels
● Fibres must be aligned with primary load paths
● Through-thickness peel and shear loads must be carefully considered
● Slot together joint features best – avoid peel loaded joints
● Carbon composite strain limit around 0.4% to allow for joints, repairs and to avoid damage growth after impact
● Special factors applicable for temperature degradation and variability of production ( see CS-VLA AMC 619)

Design process
● Sketch ideas for layout, calculate flight envelope, weights, loads
● Simple hand or XL spreadsheet calculations
● Optimise layups using laminate analysis program to obtain A,B,D stiffness matrices
● Refine calculations and weight estimates
● Apply laminate analysis to FE program e.g. Nastran
● Check answers are in line with initial hand calcs
● Optimise FE design
● Build it and load test unless experienced with very similar previous analysis models

CFM Shadow uses many different materials to good effect
● Fibrelam fuselage structure
● Extruded light alloy boom
● Foam ribs
● Ply leading edges
● Extruded spar caps
● Pultruded U/C legs

Classic Cessna 150 light alloy semi-monocoque. Wing has few ribs and uses stiffeners, postbuckling at ultimate load. Poor
payload/empty weight compared to Jodel.

ARV super 2 – all light alloy, with super plastic formed fuselage belly pan. Now called Opus in USA with Rotax 912 engine.

The Jodel with wood construction is light and efficient

Columbin MC30 Luciole – even lighter!

Columbin Luciole uses wood, foam and carbon pultrusions.
● 97kg empty, 200kg max
● 25bhp Briggs and Stratton V twin
● 100kt on 5 litres/hr
● Wing uses wood spar with carbon pultruded spar caps and foam ribs
● Wing is quickly detachable from fuselage

Spar construction

Wing skin bonding under partial vacuum

Ply skinned wood fuselage

Fuselage with wing connection

Spar to fuselage carry-through structure

V twin Briggs and Stratton conversion, direct drive

The Mosquito used innovative design with wood to achieve excellent performance, pioneering modern composites design practice

Mosquito construction
● ply/balsa/ply fuselage sandwich monocoque, with reinforcements built into the core
● Fuselage 80% fitted out in 2 halves, hydraulics in one side, electrics in the other
● ply/spruce stiffeners/ply wing skin sandwich panel production
● Laminated spruce spar caps with plywood shear webs

Composites allow smooth aerodynamic shapes and laminar flow

Glass/Epoxy UD fibres make an effective spring undercarriage

The A.I.R. Atos has a cantilever carbon leading edge D box with folding ribs for transport, flaps for takeoff/landing, 15m span, 40kg,
20:1 glide and 150fpm sink rate

Firewall uses reflective and intumescent coatings e.g. Technifire

Storch uses mixed construction with extruded light alloy tailboom, strutted wing can be folded

Prepreg/autoclave – high cost/high performance process with some problems.
● De-bulking required every 4 plies
● High energy usage
● Thermal stresses/warping
● Expensive equipment
● Traditional high-end aerospace process

Vacuum bag processes
● Wet-preg/vac bag process gives better properties than bucket and brush
● Widely used for gliders, motorgliders, microlights
● Messy process
● Resin infusion process setup and process control more complex
● Clean process
● Low void content

Stabilator sandwich skin vacuum bagged

RFI and RTM
● RFI similar to resin infusion but allows toughened resins
● Easier to get uniform infusion over an area
● Vacuum stack compacts during cure
● RTM requires precision closed tools
● Good for small parts e.g. Propeller blades
● Process control and preform production critical
● Good finish with tight tolerances on all surfaces

Winding, Wrapping and pultruding
● Filament winding or prepreg tape wrapping for torque tubes and pressure vessels
● Pultrusion and pulwinding give high quality constant section parts at low process cost

Finishing composites
● Polyester gel coats favoured over epoxy for UV resistance – but check compatibility with epoxy gelcoat
● Brushed gel coats typically 1mm thick
● Spray gel coat 0.5mm thick, more uniform colour dispersion and metallic effects possible, air fed mask and fume extraction required
● Structural composites generally white to minimise surface temperature ( 54C)
● Lightest finish is to prime/surface then 2K acrylic paint – but very labour intensive

CT production
• CT rear fuselage is monocoque sandwich
• Aramid used on inside skin
• Reinforcing bulkheads carbon with ply inserts
• Finish is by primer/filler then sanding and painting

Slotted H-joint features in the Beech Starship

Wing construction in a mould

Mouldless methods

Mouldless methods - shells

Foldaplane concept for 2D curvatures

Now for something completely different

Which does different things

QuikR – a 3D sports motorcycle ● Tailless flexwing configuration gives low empty weight and low parts
count
● Empty 220kg, loaded 450kg
● 50-100 mph hands off, electric trim
● Lateral trim by nosewheel steering
● Range 400 miles at 80mph
● 38mph stall, 120mph Vne
● 1200fpm climb at max AUW on Rotax 912s
● Quick fold topless wing
● Seamless mandrel drawn 6082-T6 17swg tube airframe
● Extruded 6082 aerofoil struts
● Polyester mouldings with spray gel coat
● Extruded trike basetube and main pylon

Fittings etc designed and optimised on CATIA/ABAQUS

Sail reinforcing aramid bands and washout rods, composite tip fins, short aerofoil struts, pullwound carbon battens

QuikR sail production
● 18 hours precision sailmaking, +- 1mm all over
● Advanced technology sail materials include Polyant HTP square sail main body, PX10T leading edge, X05 aramid unidirectional reinforcement bands, Mylar .040” leading edge stiffener with APS system.
● In flight strain gauging carried out with extensometer
● Sails produced on mylar templates with raised tape edges, shape is transferred with a 4h pencil
● Sail is assembled with seamstick double sided tape
● Simple automatic tape folder/adhesive applicator for making batten pockets
● Sewn together with Tenara spun PTFE UV proof thread
● Continued airworthiness testing by Bettsometer ( needle with calibrated spring balance)

Sail loft with batten tape folder, raised tables and mylar template with thick tape profiles

The last word on the subject!


Scrapheap biplane build and flown in 3 days with 4 people

Sailmaking for BAE Cayley glider

Pilcher triplane replica

Booster carbon fibre auxiliary power unit with folding propeller and retractable undercarriage