LECTURE NOTES ON BASIC MANUFACTURING PROCES Prepared … · lower molding flask, cope - upper...
213
Prepared by Dr. CK Nayak, GITA, BBSR Page 1 LECTURE NOTES ON BASIC MANUFACTURING PROCES Prepared By Dr. Chandrakanta Nayak Associate Professor Department of Mechanical Engineering Gandhi Institute for Technological Advancement (GITA), Bhubaneswar – 752054 March 2017
Transcript of LECTURE NOTES ON BASIC MANUFACTURING PROCES Prepared … · lower molding flask, cope - upper...
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 1 LECTURE NOTES ON BASIC MANUFACTURING PROCES Prepared By Dr. Chandrakanta Nayak Associate Professor Department of Mechanical Engineering Gandhi Institute for Technological Advancement (GITA), Bhubaneswar – 752054 March 2017
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 2 PME4I102 BASIC MANUFACTURING PROCESS MODULE - I (10 LECTURES) 1. Foundry : a. Types of patterns, pattern materials and pattern allowances. b. Molding Materials - sand molding, metal molding, investment molding, shell molding. c. Composition of molding sand, Silica sand, Zircon sand, binders, additives, Binders - clay,binders for CO2 sand, binder for shell molding, binders for core sand. d. Properties of molding sand and sand testing. e. Melting furnaces - cupola, resistance furnace, induction and arc furnace. f. Solidification of castings, design of risers and runners, feeding distance, centre line freezing resistance chills and chaplets. g. Degasification and inoculation of metals. h. Casting methods like continuous casting, centrifugal casting, disc casting. i. Casting defects. MODULE – II (8 LECTURES) 2. Welding and cutting: Introduction to gas welding, cutting, Arc welding and equipment’s. TIG (GTAW) and MIG (GMAW) welding, resistance welding and Thermit welding. Weldablity Modern Welding methods like plasma Arc, Laser Beam, Electron Beam, Ultrasonic, Explosive and friction Welding, edge preparation in butt welding. Brazing and soldering, welding defects. Destructive and non-destructive testing of castings and welding. MODULE – III (08 LECTURES) 3. Brief introduction to powder metallurgy processes. 4. Plastic deformation of metals: Variables in metal forming and their optimization. Dependence of stress strain diagram on Strain rate and temperature. Hot and cold working of metals, classification of metal forming processes. 5. Rolling: Pressure and Forces in rolling, types of rolling mills, Rolling defects. 6. Forging: Smith Forging, Drop and Press forging, M/c forging, Forging defects. MODULE – IV (08 LECTURES) 7. Extrusions: Direct, Indirect, Impact and Hydrostatic extrusion and their applications, Extrusion of tubes. 8. Wire drawing methods and variables in wire-drawing, Optimum dies shape for extrusion and drawing. 9. Brief introduction to sheet metal working: Bending, Forming and Deep drawing, shearing. 10. Brief introduction to explosive forming, coating and deposition methods.
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 3 MODULE-I INTRODUCTION Casting is the process of producing metal parts by pouring molten metal into the mould cavity of the required shape and allowing the metal to solidify. The solidified metal piece is called as “casting”. Manufacture of a machine part by heating a metal or alloy above its melting point and pouring the liquid metal/alloy in a cavity approximately of same shape and size as the machine part is called casting process. After the liquid metal cools and solidifies, it acquires the shape and size of the cavity and resembles the finished product required. The department of the workshop, where castings are made is called foundry. The manufacture of a casting requires: (a) Preparation of a pattern, (b) Preparation of a mould with the help of the pattern, (c) Melting of metal or alloy in a furnace, (d) Pouring of molten metal into mould cavity, (e) Breaking the mould to retrieve the casting, (f) Cleaning the casting and cutting off risers, runners etc., (this operation is called ‘fettling’), and (g) Inspection of casting. Castings are made in a large number of metals and alloys, both ferrrous and non-ferrous. Grey cast iron components are very common; steel castings are stronger and are used for components subject to higher stresses. Bronze and brass castings are used on ships and in marine environment, where ferrous items will be subjected to heavy corrosion. Aluminium and aluminium-magnesium castings are used in automobiles. Stainless steel castings are used for making cutlery items.
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 4 Types of casting Conventional Methods UUnconventional Methods 1 CO2 Moulding (Strong mould) 1 Green sand mould 2 Permanent (Metal mould) 2 Dry sand mould 3 Shell Moulding (Thinn mould) 4 Investment casting (Precision) 5 Centrifugal (without core) 6 Continuous Casting (Open) MOULDING AND CASTING PROCESS
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 5 1.1 Casting Terms i Flask: A metal or wood frame, without fixed top or bottom, in which the mold is formed. Depending upon the position of the flask in the molding structure, it is referred to by various names such as drag - lower molding flask, cope - upper molding flask, cheek - intermediate molding flask used in three piece molding. ii. Pattern: It is the replica of the final object to be made. The mold cavity is made with the help of pattern. iii. Molding sand: Sand, which binds strongly without losing its permeability to air or gases. It is a mixture of silica sand, clay, and moisture in appropriate proportions. iv. Facing sand: The small amount of carbonaceous material sprinkled on the inner surface of the mold cavity to give a better surface finish to the castings. v. Core: A separate part of the mold, made of sand and generally baked, which is used to create openings and various shaped cavities in the castings. vi. Pouring basin: A small funnel shaped cavity at the top of the mold into which the molten metal is poured. vii. Sprue: The passage through which the molten metal, from the pouring basin, reaches the mold cavity. In many cases it controls the flow of metal into the mold. viii. Runner: The channel through which the molten metal is carried from the sprue to the gate. ix. Gate: A channel through which the molten metal enters the mold cavity. x. Parting line: This is the dividing line between the two molding flasks that makes up the mold. xi. Chaplets: Chaplets are used to support the cores inside the mold cavity to take care of its own weight and overcome the metallostatic force. xii. Riser: A column of molten metal placed in the mold to feed the castings as it shrinks and solidifies. Also known as "feed head". xiii. Vent: Small opening in the mold to facilitate escape of air and gases.
-
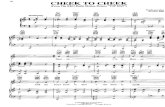
Prepared by Dr. CK Nayak, GITA, BBSR Page 6 Fig-1 1.2:Steps in Making Sand Castings There are six basic steps in making sand castings: Patternmaking Core making Molding Melting and pouring Cleaning Pattern making The pattern is a physical model of the casting used to make the mold. The mold is made by packing some readily formed aggregate material, such as molding sand, around the pattern. When the pattern is withdrawn, its imprint provides the mold cavity, which is ultimately filled with metal to become the casting. If the casting is to be hollow, as in the case of pipe fittings, additional patterns, referred to as cores, are used to form these cavities. Core making Cores are forms, usually made of sand, which are placed into a mold cavity to form the interior surfaces of castings. Thus the void space between the core and mold-cavity surface is what eventually becomes the casting. Molding
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 7 Molding consists of all operations necessary to prepare a mold for receiving molten metal. Molding usually involves placing a molding aggregate around a pattern held with a supporting frame, withdrawing the pattern to leave the mold cavity, setting the cores in the mold cavity and finishing and closing the mold. Melting and Pouring The preparation of molten metal for casting is referred to simply as melting. Melting is usually done in a specifically designated area of the foundry, and the molten metal is transferred to the pouring area where the molds are filled. Cleaning Cleaning refers to all operations necessary to the removal of sand, scale, and excess metal from the casting. Burned-on sand and scale are removed to improved the surface appearance of the casting. Excess metal, in the form of fins, wires, parting line fins, and gates, is removed. Inspection of the casting for defects and general quality is performed. 1.3Pattern The pattern is the principal tool during the casting process. It is the replica of the object to be made by the casting process, with some modifications. The main modifications are the addition of pattern allowances, and the provision of core prints. If the casting is to be hollow, additional patterns called cores are used to create these cavities in the finished product. The quality of the casting produced depends upon the material of the pattern, its design, and construction. The costs of the pattern and the related equipment are reflected in the cost of the casting. The use of an expensive pattern is justified when the quantity of castings required is substantial. 1.3.1-Functions of the Pattern 1. A pattern prepares a mold cavity for the purpose of making a casting. 2. A pattern may contain projections known as core prints if the casting requires a core and need to be made hollow. 3. Runner, gates, and risers used for feeding molten metal in the mold cavity may form a part of the pattern. 4. Patterns properly made and having finished and smooth surfaces reduce casting defects. 5. A properly constructed pattern minimizes the overall cost of the castings. 1.3.2-Pattern Material Patterns may be constructed from the following materials. Each material has its own advantages, limitations, and field of application. Some materials used for making patterns are: wood, metals and alloys, plastic, plaster of Paris, plastic and rubbers, wax, and resins. To be suitable for use, the pattern material should be: 1. Easily worked, shaped and joined
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 8 2. Light in weight 3. Strong, hard and durable 4. Resistant to wear and abrasion 5. Resistant to corrosion, and to chemical reactions 6. Dimensionally stable and unaffected by variations in temperature and humidity 7. Available at low cost The usual pattern materials are wood, metal, and plastics. The most commonly used pattern material is wood, since it is readily available and of low weight. Also, it can be easily shaped and is relatively cheap. The main disadvantage of wood is its absorption of moisture, which can cause distortion and dimensional changes. Hence, proper seasoning and upkeep of wood is almost a pre-requisite for large-scale use of wood as a pattern material. 1.4-Pattern Allowances Pattern allowance is a vital feature as it affects the dimensional characteristics of the casting. Thus, when the pattern is produced, certain allowances must be given on the sizes specified in the finished component drawing so that a casting with the particular specification can be made. The selection of correct allowances greatly helps to reduce machining costs and avoid rejections. The allowances usually considered on patterns and core boxes are as follows: 1. Shrinkage or contraction allowance 2. Draft or taper allowance 3. Machining or finish allowance 4. Distortion or camber allowance 5. Rapping allowance 1.4.1-Shrinkage or Contraction Allowance All most all cast metals shrink or contract volumetrically on cooling. The metal shrinkage is of two types: i. Liquid Shrinkage: it refers to the reduction in volume when the metal changes from liquid state to solid state at the solidus temperature. To account for this shrinkage; riser, which feed the liquid metal to the casting, are provided in the mold. ii. Solid Shrinkage: it refers to the reduction in volume caused when metal loses temperature in solid state. To account for this shrinkage allowance is provided on the patterns. The rate of contraction with temperature is dependent on the material. For example steel contracts to a higher degree compared to aluminum. To compensate the solid shrinkage, a shrink rule must be used
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 9 in laying out the measurements for the pattern. A shrink rule for cast iron is 1/8 inch longer per foot than a standard rule. If a gear blank of 4 inch in diameter was planned to produce out of cast iron, the shrink rule in measuring it 4 inch would actually measure 4 -1/24 inch, thus compensating for the shrinkage. The various rate of contraction of various materials are given in Table 1. Table 1 : Rate of Contraction of Various Metals 1.4Material Dimension Shrinkage allowance (inch/ft) Grey Cast Iron Up to 2 feet 2 feet to 4 feet over 4 feet 0.125 0.105 0.083 Cast Steel Up to 2 feet 2 feet to 6 feet over 6 feet 0.251 0.191 0.155 Aluminum Up to 4 feet 4 feet to 6 feet over 6 feet 0.155 0.143 0.125 Magnesium Up to 4 feet Over 4 feet 0.173 0.155 EXERCISE 1 The casting shown is to be made in cast iron using a wooden pattern. Assuming only shrinkage allowance, calculate the dimension of the pattern. (All Dimensions are in Inches) Solution 1 The shrinkage allowance for cast iron for size up to 2 feet is o.125 inch per feet (as per Table 1) For dimension 18 inch, allowance = 18 X 0.125 / 12 = 0.1875 inch » 0.2 inch
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 10 For dimension 14 inch, allowance = 14 X 0.125 / 12 = 0.146 inch » 0.15 inch For dimension 8 inch, allowance = 8 X 0.125 / 12 = 0.0833 inch » 0. 09 inch For dimension 6 inch, allowance = 6 X 0.125 / 12 = 0.0625 inch » 0. 07 inch The pattern drawing with required dimension is shown below: Draft or Taper Allowance By draft is meant the taper provided by the pattern maker on all vertical surfaces of the pattern so that it can be removed from the sand without tearing away the sides of the sand mold and without excessive rapping by the molder. Figure 3 (a) shows a pattern having no draft allowance being removed from the pattern. In this case, till the pattern is completely lifted out, its sides will remain in contact with the walls of the mold, thus tending to break it. Figure 3 (b) is an illustration of a pattern having proper draft allowance. Here, the moment the pattern lifting commences, all of its surfaces are well away from the sand surface. Thus the pattern can be removed without damaging the mold cavity. Draft allowance varies with the complexity of the sand job. But in general inner details of the pattern require higher draft than outer surfaces. The amount of draft depends upon the length of the vertical side of the pattern to be extracted; the intricacy of the pattern; the method of molding; and pattern material. Table 2 provides a general guide lines for the draft allowance. Table 2 : Draft Allowances of Various Metals Pattern material Height of the given surface (inch) Draft angle (External surface) Draft angle (Internal surface) Wood 1 1 to 2 2 to 4 4 to 8 8 to 32 3.00 1.50 1.00 0.75 0.50 3.00 2.50 1.50 1.00 1.00 Metal and plastic 1 1 to 2 2 to 4 4 to 8 8 to 32 1.50 1.00 0.75 0.50 0.50 3.00 2.00 1.00 1.00 0.75
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 11 Machining or Finish Allowance The finish and accuracy achieved in sand casting are generally poor and therefore when the casting is functionally required to be of good surface finish or dimensionally accurate, it is generally achieved by subsequent machining. Machining or finish allowances are therefore added in the pattern dimension. The amount of machining allowance to be provided for is affected by the method of molding and casting used viz. hand molding or machine molding, sand casting or metal mold casting. The amount of machining allowance is also affected by the size and shape of the casting; the casting orientation; the metal; and the degree of accuracy and finish required. The machining allowances recommended for different metal is given in Table 3. Table 3 : Machining Allowances of Various Metals Metal Dimension (inch) Allowance (inch) Cast iron Up to 12 12 to 20 20 to 40 0.12 0.20 0.25 Cast steel Up to 6 6 to 20 20 to 40 0.12 0.25 0.30 Non ferrous Up to 8 8 to 12 12 to 40 0.09 0.12 0.16 EXERCISE 2
-
Prepared by Dr. CK Nayak, GITA, BBSR The casting shown is to be made in cast iron using a wooden pattern. Assuming only machining allowance, calculate the dimension of the pattern. (All Solution 2 The machining allowance for cast iron for size, up to 12 inch is o.12 inch and from 12 inch to 20 inch is 0.20 inch (Table 3) For dimension 18 inch, allowance = 0.20 inchFor dimension 14 inch, allowance = 0.20 inchFor dimension 8 inch, allowance For dimension 6 inch, allowance The pattern drawing with required dDistortion or Camber AllowancePrepared by Dr. CK Nayak, GITA, BBSR The casting shown is to be made in cast iron using a wooden pattern. Assuming only machining allowance, calculate the dimension of the pattern. (All Dimensions are in Inches.)The machining allowance for cast iron for size, up to 12 inch is o.12 inch and from 12 inch to 20 inch For dimension 18 inch, allowance = 0.20 inch For dimension 14 inch, allowance = 0.20 inch = 0.12 inch = 0.12 inch The pattern drawing with required dimension is shown in Figure below Distortion or Camber Allowance Page 12 The casting shown is to be made in cast iron using a wooden pattern. Assuming only machining Dimensions are in Inches.) The machining allowance for cast iron for size, up to 12 inch is o.12 inch and from 12 inch to 20 inch
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 13 Sometimes castings get distorted, during solidification, due to their typical shape. For example, if the casting has the form of the letter U, V, T, or L etc. it will tend to contract at the closed end causing the vertical legs to look slightly inclined. This can be prevented by making the legs of the U, V, T, or L shaped pattern converge slightly (inward) so that the casting after distortion will have its sides vertical (Figure 4). The distortion in casting may occur due to internal stresses. These internal stresses are caused on account of unequal cooling of different section of the casting and hindered contraction. Measure taken to prevent the distortion in casting includes: i. Modification of casting design ii. Providing sufficient machining allowance to cover the distortion affect iii. Providing suitable allowance on the pattern, called camber or distortion allowance (inverse reflection) Figure 4: Distortions in Casting Rapping Allowance Before the withdrawal from the sand mold, the pattern is rapped all around the vertical faces to enlarge the mold cavity slightly, which facilitate its removal. Since it enlarges the final casting made, it is desirable that the original pattern dimension should be reduced to account for this increase. There is no sure way of quantifying this allowance, since it is highly dependent on the foundry personnel practice involved. It is a negative allowance and is to be applied only to those dimensions that are parallel to the parting plane.
-
Prepared by Dr. CK Nayak, GITA, BBSR FACTORS EFFECTING SELECTION OF PATTERN MATERIALThe following factors must be taken into1. Number of castings to be produced. Metal pattern are preferred when castings arerequired large in number. 2. Type of mould material used. 3. Kind of molding process. 4. Method of molding (hand or machine).5. Degree of dimensional accuracy and surface finish required.6. Minimum thickness required. 7. Shape, complexity and size of casting.8. Cost of pattern and chances of repeat orders of the pattern1.5-Core and Core Prints Castings are often required to have holes, recesses, etc. of various sizes and shapes. These impressions can be obtained by using cores. So where coring is required, provision should be made to support the core inside the mold cavity. Core prints are used to serve thiprojection on the pattern and it forms a seat in the mold on which the sand core rests during pouring of Prepared by Dr. CK Nayak, GITA, BBSR FACTORS EFFECTING SELECTION OF PATTERN MATERIAL The following factors must be taken into consideration while selecting pattern materials.1. Number of castings to be produced. Metal pattern are preferred when castings are (hand or machine). 5. Degree of dimensional accuracy and surface finish required. 7. Shape, complexity and size of casting. 8. Cost of pattern and chances of repeat orders of the pattern often required to have holes, recesses, etc. of various sizes and shapes. These impressions can be obtained by using cores. So where coring is required, provision should be made to support the core inside the mold cavity. Core prints are used to serve this purpose. The core printprojection on the pattern and it forms a seat in the mold on which the sand core rests during pouring of Page 14 consideration while selecting pattern materials. 1. Number of castings to be produced. Metal pattern are preferred when castings are often required to have holes, recesses, etc. of various sizes and shapes. These impressions can be obtained by using cores. So where coring is required, provision should be made to support the The core print is an added projection on the pattern and it forms a seat in the mold on which the sand core rests during pouring of
-
Prepared by Dr. CK Nayak, GITA, BBSR the mold. The core print must be of adequate size and shape so that it can support the weight of the core during the casting operation. Depending upon the requirement a core can be placed horizontal, vertical and can be hanged inside the mold cavity. A typical job, its pattern and the mold cavity with core and core print is shown in Figure 5Figure 5: A Typical Job, its PatternTypes of Core A core is made by core sand and prepared separately in a core box. It is used to form a desired recess and cavity in casting. Different types of cores are used in foundry work and are employed according to their shape and their position in the mould. The mHorizontal Core It is the simplest type of core which is placed horizontally at the parting line of the mould. As per cross section, it may be of any shape but cylindrical shaped core is mostly used as shown in FigVertical Core It is similar to horizontal core, only differs in its position. Vertical core is placed in the mould with its axis vertical. Normally, top and bottom ends of the core are provided with a toper as shown in (FigurePrepared by Dr. CK Nayak, GITA, BBSR the mold. The core print must be of adequate size and shape so that it can support the weight of the the casting operation. Depending upon the requirement a core can be placed horizontal, vertical and can be hanged inside the mold cavity. A typical job, its pattern and the mold cavity with Figure 5. Figure 5: A Typical Job, its Pattern A core is made by core sand and prepared separately in a core box. It is used to form a desired recess and cavity in casting. Different types of cores are used in foundry work and are employed according to their shape and their position in the mould. The main types of cores are described below :It is the simplest type of core which is placed horizontally at the parting line of the mould. As per cross section, it may be of any shape but cylindrical shaped core is mostly used as shown in Figfig It is similar to horizontal core, only differs in its position. Vertical core is placed in the mould with its axis vertical. Normally, top and bottom ends of the core are provided with a toper as shown in (FigurePage 15 the mold. The core print must be of adequate size and shape so that it can support the weight of the the casting operation. Depending upon the requirement a core can be placed horizontal, vertical and can be hanged inside the mold cavity. A typical job, its pattern and the mold cavity with A core is made by core sand and prepared separately in a core box. It is used to form a desired recess and cavity in casting. Different types of cores are used in foundry work and are employed according to ain types of cores are described below : It is the simplest type of core which is placed horizontally at the parting line of the mould. As per cross section, it may be of any shape but cylindrical shaped core is mostly used as shown in Figure It is similar to horizontal core, only differs in its position. Vertical core is placed in the mould with its axis vertical. Normally, top and bottom ends of the core are provided with a toper as shown in (Figure
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 16 fig Balanced Core It is suitable to produce a blind hole along a horizontal axis in casting. The overhanging length of the core is supported by means of chaplets as shown in Figure fig Hanging or Cover Core The core which has no support at the bottom and hangs vertically from the cope (Figure ) is known as hanging core. In this case, the entire mould cavity is prepared in the drag only. fig Types of core prints Core prints may be of the following types : Horizontal Core Print This forms seat for a horizontal core. Horizontal core print is often found on the split or two-piece pattern. Vertical Core Print It forms seat to support a vertical core in the mould. Balancing Core Print
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 17 It forms seat on one side of the mould and the core is supported at one end only, i.e. the core remains partly in this formed seat and partly in the mould cavity. The print of core in the mould cavity should balance the part which rests in the core seat. Cover or Handing Core Print It is used when the whole surface of pattern is rammed in the drag and the core is suspended from top of the mould. Wing Core Print At that place, where the cavity to be cored is above or below the parting line in the mould, wing core print is referred. Parting Line By parting line we mean a line or the plane of a pattern corresponding to the point of separation between the cope and drag portions of a sand mold. Parting lines must be flat or drafted so that the mold can be opened, the pattern removed and then closed for pouring without damage to the sand. 1.6- Pattern: A Pattern is a model or the replica of the object to be cast. Except for the various allowances a pattern exactly resembles the casting to be made. Patterns may be in two or three pieces, where as casting are in a single piece. A pattern is required even if one object has to be cast. The quality of casting and the final product will be effected to a great extent by the planning of pattern. 1.6.1-Functions of Patterns: A Pattern prepares a mould cavity for the purpose of making a casting. A Pattern may contain projections known as core prints if the casting requires a core and need to be made hollow. Risers, runners and gates may form a part of the pattern. Patterns properly made and having finished and smooth surfaces reduce casting defects. Properly constructed patterns minimize overall cost of the casting. 1.6.2-Selection of Pattern Materials: The following factors assist in selecting proper pattern material:
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 18 No. of castings to be produced. Metal to be cast. Dimensional accuracy & surface finish. Shape, complexity and size of casting. Casting design parameters. Type of molding materials. The chance of repeat orders. Nature of molding process. Position of core print. 1.6.3-The pattern material should be: Easily worked, shaped and joined. Light in weight. Strong, hard and durable. Resistant to wear and abrasion . Resistant to corrosion, and to chemical reactions. Dimensionally stable and unaffected by variations in temperature and humidity. Available at low cost. 1.6.4-Materials for making patterns: Metal Wood Plastic Plaster Wax. 1.6.4-A-Metal Patterns: These are employed where large no. of castings have to be produced from same patterns. Advantages: Do not absorb moisture More stronger Possess much longer life Do not wrap, retain their shape Greater resistance to abrasion Accurate and smooth surface finish Good machinability Limitations: Expensive Require a lot of machining for accuracy Not easily repaired Ferrous patterns get rusted Heavy weight , thus difficult to handle Commonly used metals for making patterns: Cast iron
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 19 Aluminium and its alloys Steel White metal Brass etc. 1.6.4.B-Wood Patterns: These are used where the no. of castings to be produced is small and pattern size is large. Advantages: Inexpensive Easily available in large quantities Easy to fabricate Light in weight They can be repaired easily Easy to obtain good surface finish Limitations: Susceptible to shrinkage and swelling Possess poor wear resistance Abraded easily by sand action Absorb moisture, consequently get wrapped Cannot withstand rough handling Life is very short Commonly used woods for making patterns: Teak Pine Mahogony Deodar etc. 1.6.4-C-Plastic Patterns: Advantages: Durable Provides a smooth surface Moisture resistant Does not involve any appreciable change in size or shape Light weight Good strength Wear and corrosion resistance Easy to make Abrasion resistance Good resistance to chemical attack Limitations: Plastic patterns are Fragile These are may not work well when subject to conditions of severe shock as in machine molding (jolting). 1.6.4-D-Plaster Patterns: Advantages: It can be easily worked by using wood working tools. Intricate shapes can be cast without any difficulty.
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 20 It has high compressive strength. Plaster may be made out of Plaster of paris or Gypsum cement. Plaster mixture is poured into a mould made by a sweep pattern or a wooden master pattern, in order to obtain a Plaster pattern. 1.6.4-E-Wax patterns: Advantages: Provide very good surface finish. Impart high accuracy to castings. After being molded, the wax pattern is not taken out of the mould like other patterns; rather the mould is inverted and heated; the molten wax comes out and/or is evaporated. Thus there is no chance of the mould cavity getting damaged while removing the pattern. Wax patterns find applications in Investment casting process Types of patterns depend upon the following factors: The shape and size of casting No. of castings required Method of moulding employed Anticipated difficulty of moulding operation 1.7-Types of Patterns: Single piece pattern. Split piece pattern. Loose piece pattern. Match plate pattern. Sweep pattern. Gated pattern. Skeleton pattern Follow board pattern. Cope and Drag pattern 1.7-1-Single piece (solid) pattern: Made from one piece and does not contain loose pieces or joints. Inexpensive. Used for large size simple castings. Pattern is accommodated either in the cope or in the drag. Examples: Bodies of regular shapes. stuffling box of steam engine. 1.7-2-Split piece pattern: Patterns of intricate shaped castings cannot be made in one piece because of the inherent difficulties associated with the molding operations (e.g. withdrawing pattern from mould). The upper and the lower parts of the split piece patterns are accommodated in the cope and drag portions of the mold respectively. Parting line of the pattern forms the parting line of the mould. Dowel pins are used for keeping the alignment between the two parts of the pattern. Examples: Hallow cylinder Taps and water stop cocks etc.,
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 21 1.7-3.Loose piece pattern: Certain patterns cannot be withdrawn once they are embedded in the molding sand. Such patterns are usually made with one or more loose pieces for facilitating from the molding box and are known as loose piece patterns. Loose parts or pieces remain attached with the main body of the pattern, with the help of dowel pins. The main body of the pattern is drawn first from the molding box and thereafter as soon as the loose part are removed, the result is the mold cavity. 1.7-4-Match plate pattern: It consists of a match plate, on either side of which each half of split patterns is fastened. A no. of different sized and shaped patterns may be mounted on one match plate. The match plate with the help of locator holes can be clamped with the drag. After the cope and drag have been rammed with the molding sand, the match plate pattern is removed from in between the cope and drag. Match plate patterns are normally used in machine molding. By using this we can eliminate mismatch of cope and drag cavities. 1.7-5-Sweep pattern: A sweep pattern is just a form made on a wooden board which sweeps the shape of the casting into the sand all around the circumference. The sweep pattern rotates about the post. Once the mold is ready, Sweep pattern and the post can be removed. Sweep pattern avoids the necessity of making a full, large circular and costly three-dimensional pattern. Making a sweep pattern saves a lot of time and labour as compared to making a full pattern. A sweep pattern is preferred for producing large casting of circular sections and symmetrical shapes.
-
Prepared by Dr. CK Nayak, GITA, BBSR 1.7-6- Gated pattern: The sections connecting different patterns serve as runner and gates. This facilitates filling of the mould with molten metal in a better manner and at the same time eliminates the time and labour otherwise consumed in cutting runners and gates.A gated pattern can manufacture many casting at one time and thus it is used in mass production systems. Gated patterns are employed for producing small castings. 1.7-7- Skeleton pattern: A skeleton pattern is the skeleton of a desired shape which may be Ssomething else. The skeleton frame is mounted on a metal baseThe skeleton is made from wooden strips, and is thus a wooden work.The skeleton pattern is filled with sand and is rammed.A strickle (board) assists in giving the desired shape to the sand and removes extra sand.Skeleton patterns are employed for producing a few large A skeleton pattern is very economical, because it involves less material costs.Prepared by Dr. CK Nayak, GITA, BBSR The sections connecting different patterns serve as runner and gates. the mould with molten metal in a better manner and at the same time eliminates the time and labour otherwise consumed in cutting runners and gates.A gated pattern can manufacture many casting at one time and thus it is used in mass ed patterns are employed for producing small castings. A skeleton pattern is the skeleton of a desired shape which may be S-bend pipe or a chute or something else. The skeleton frame is mounted on a metal base made from wooden strips, and is thus a wooden work. The skeleton pattern is filled with sand and is rammed. A strickle (board) assists in giving the desired shape to the sand and removes extra sand.Skeleton patterns are employed for producing a few large castings. A skeleton pattern is very economical, because it involves less material costs. Page 22 the mould with molten metal in a better manner and at the same time eliminates the time and labour otherwise consumed in cutting runners and gates. A gated pattern can manufacture many casting at one time and thus it is used in mass bend pipe or a chute or A strickle (board) assists in giving the desired shape to the sand and removes extra sand. A skeleton pattern is very economical, because it involves less material costs.
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 23 1.7-8-Follow board pattern: A follow board is a wooden board and is used for supporting a pattern which is very thin and fragile and which may give way and collapse under pressure when the sand above the pattern is being rammed. With the follow board support under the weak pattern, the drag is rammed, and then the fallow board is with drawn, The rammed drag is inverted, cope is mounted on it and rammed. During this operation pattern remains over the inverted drag and get support from the rammed sand of the drag under it. Follow boards are also used for casting master patterns for many applications. 1.7-9-Cope and Drag patterns: A cope and drag pattern is another form of split pattern. Each half of the pattern is fixed to a separate metal/wood plate. Each half of the pattern(along the plate) is molded separately in a separate molding box by an independent molder or moulders. The two moulds of each half of the pattern are finally assembled and the mould is ready for pouring. Cope and drag patterns are used for producing big castings which as a whole cannot be conveniently handled by one moulder alone.
-
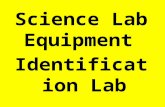
Prepared by Dr. CK Nayak, GITA, BBSR (a)Split pattern (b) Follow-board (c) Match Plate (d) Loose-piece (e) Sweep (f) Skeleton pattern 1.8-Classification of molding (casting) ProcessesCasting processes can be classified into following FOUR categories:i. Conventional Molding Processesa. Green Sand Molding b. Dry Sand Molding c. Flask less Molding Prepared by Dr. CK Nayak, GITA, BBSR Classification of molding (casting) Processes Casting processes can be classified into following FOUR categories: i. Conventional Molding Processes Page 24
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 25 ii. Chemical Sand Molding Processes a. Shell Molding b. Sodium Silicate Molding c. No-Bake Molding iii. Permanent Mold Processes a. Gravity Die casting b. Low and High Pressure Die Casting iv. Special Casting Processes a. Lost Wax b. Ceramics Shell Molding c. Evaporative Pattern Casting d.Vacuum Sealed Molding e. Centrifugal Casting 1.9-Green Sand Molding Green sand is the most diversified molding method used in metal casting operations. The process utilizes a mold made of compressed or compacted moist sand. The term "green" denotes the presence of moisture in the molding sand. The mold material consists of silica sand mixed with a suitable bonding agent (usually clay) and moisture. Advantages and limitations. Advantages are: 1. Great flexibility as a production process. Mechanical equipment can be utilized for performing molding and its allied operations. Furthermore, green sand can be reused many times by reconditioning it with water, clay, and ether materials. The molding process can be rapid and repetitive. 2. Usually, the meat direct route from pattern to mold ready for pouring is by green -sand molding. 3. Economy, green sand molding is ordinarily the least costly method of molding. Limitations in the use of green-sand molding are:
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 26 1. Some casting designs require the use of other casting processes. Thin, long projections of green sand in a mold cavity are washed away by the molten metal or may not even be moldable. Cooling fins on air-cooled-engine cylinder blocks and head are an example. Greater strength is then required of the mold. 2. Certain metals and some castings develop defects if poured into molds containing moisture. 3. The dimensional accuracy and surface finish of green-sand castings may not be adequate. 4. Large castings require greater mold strength and resistance to erosion than are available in green sands. 1.9-1-Sand Mold Making Procedure The procedure for making mold of a cast iron wheel is shown in (Figure 8 (a), (b), (c)). The first step in making mold is to place the pattern on the molding board. The drag is placed on the board ((Figure 8 (a)). Dry facing sand is sprinkled over the board and pattern to provide a non sticky layer. Molding sand is then riddled in to cover the pattern with the fingers; then the drag is completely filled. The sand is then firmly packed in the drag by means of hand rammers. The ramming must be proper i.e. it must neither be too hard or soft. After the ramming is over, the excess sand is leveled off with a straight bar known as a strike rod. With the help of vent rod, vent holes are made in the drag to the full depth of the flask as well as to the pattern to facilitate the removal of gases during pouring and solidification. The finished drag flask is now rolled over to the bottom board exposing the pattern. Cope half of the pattern is then placed over the drag pattern with the help of locating pins. The cope flask on the drag is located aligning again with the help of pins ((Figure 8 (b)). The dry parting sand is sprinkled all over the drag and on the pattern. A sprue pin for making the sprue passage is located at a small distance from the pattern. Also, riser pin, if required, is placed at an appropriate place. The operation of filling, ramming and venting of the cope proceed in the same manner as performed in the drag. The sprue and riser pins are removed first and a pouring basin is scooped out at the top to pour the liquid metal.
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 27 Then pattern from the cope and drag is removed and facing sand in the form of paste is applied all over the mold cavity and runners which would give the finished casting a good surface finish. The mold is now assembled. The mold now is ready for pouring (see ((Figure 8 (c) ) 1.10- Dry-sand Molds: Dry-sand molds are actually made with molding sand in the green condition. The sand mixture is modified somewhat to favor good strength and other properties after the mold is dried. Dry-sand molding may be done the same way as green-sand molding on smaller sizes of castings. Usually, the mold-cavity surface is coated or sprayed with a mixture which, upon drying, imparts greater hardness or refractoriness to the mold. The entire mold is then dried in an oven at 300 to 650 F or by circulating heated air through the mold. The time-consuming drying operation is one inherent disadvantage of the dry-sand mold. Advantages Dry sand molds are generally stronger than green sand molds and therefore can withstand much additional handling. Better dimension control than if they were molded in green sand. The improved quality of the sand mixture due to the removal of moisture can result in a much smoother finish on the castings than if made in green sand molds. Where molds are properly washed and sprayed with refractory coatings, the casting finish is further improved. Disadvantages This type of molding is much more expensive than green sand molding and is not a highproduction process. Correct baking (drying) times are essential. 1.11- Metallic Molding Metallic mold is also known as permanent mold because of their long life.
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 28 The metallic mold can be reused many times before it is discarded or rebuilt. Permanent molds are made of dense, fine grained, heat resistant cast iron, steel, bronze, anodized aluminum, graphite or other suitable refractoriness. The mold is made in two halves in order to facilitate the removal of casting from the mold. Usually the metallic mold is called as dies and the metal is introduced in it under gravity. Some times this operation is also known as gravity die casting. When the molten metal is introduced in the die under pressure, then this process is called as pressure die casting. The mold walls of a permanent mold have thickness from 15 mm to 50 mm. The thicker mold walls can remove greater amount of heat from the casting. Although the metallic mold can be used both for ferrous and nonferrous castings but this process is more popular for the non-ferrous castings, for examples aluminum alloys, zinc alloys and magnesium alloys. Usually the metallic molds are made of grey iron, alloy steels and anodized aluminium alloys. Advantages (i) Fine and dense grained structure in casting is achieved using such mold. (ii) The process is economical. (iii) Because of rapid rate of cooling, the castings possess fine grain structure. (iv) Close dimensional tolerance is possible. (v) Good surface finish and surface details are obtained. (vi) Casting defects observed in sand castings are eliminated. (vii) Fast rate of production can be attained. (viii) The process requires less labor. Disadvantages (i) The surface of casting becomes hard due to chilling effect. (ii) High refractoriness is needed for high melting point alloys. (iii) The process is impractical for large castings. Applications 1 This method is suitable for small and medium sized casting. 2 It is widely suitable for non-ferrous casting.
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 29 1.12- Shell Molding Shell mold casting is recent invention (Germany during the Second World War) in molding techniques for mass production and smooth finish. It is a process in which, a thin mold is made around a heated metallic pattern plate. The molding material is a mixture of dry, fine silica sand (clay content should be kept very low), and 3-8% of a thermosetting resin like phenol formaldehyde or silicon grease. Conventional dry mixing techniques are used for obtaining the moulding mixture. Specially prepared resin coated sands are also used. When the molding mixture drops on to the pattern plate, which is heated to a temperature of 35 to 700^F (18 to 375°C), a shell of about 6 mm thickness is formed. In order to cure the shell completely, it must be heated to 440 to 650°F (230 to 350t) for about 1-3 minutes. The shell is then released from the pattern plate by ejector pins. To prevent sticking of the baked shell to the pattern plate, a silicone release agent is applied to the latter before the molding mixture drops on to it. Shell molding is suitable for mass production of thin walled, grey cast iron (and aluminium alloy) castings having a maximum weight between 35 and 45 pounds (15 to 20 kg.) However, castings weighing up to 1000 pounds can be made by shell molding on an individual basis. Advantages (i) High suitable for thin sections like petrol engine cylinder.
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 30 (ii) Excellent surface finish. (iii) Dimensional accuracy of order of 0.002 to 0.003 mm. (iv) Negligible machining and cleaning cost. (v) Occupies less floor space. (vi) Skill-ness required is less. (vii) Molds formed by this process can be stored until required. (viii) Better quality of casting assured. Disadvantages The main disadvantages of shell molding are: 1. Higher pattern cost. 2. Higher resin cost. 3. Not economical for small runs. 4. Dust-extraction problem. 5. Complicated jobs and jobs of various sizes cannot be easily shell molded. 6. Specialized equipment is required. 7. Resin binder is an expensive material. 8. Limited for small size(ix) Mass production. 1.13-Investment molding The investment casting process also called lost wax process begins with the production of wax replicas or patterns of the desired shape of the castings. A pattern is needed for every casting to be produced. The patterns are prepared by injecting wax or polystyrene in a metal dies. A numbe r of patterns are attached to a central wax sprue to form a assembly. The mold is prepared by surrounding the pattern with refractory slurry that can set at room temperature. The mold is then heated so that pattern melts and flows out, leaving a clean cavi ty behind. The mould is further hardened by heating and the molten metal is poured while it is still hot. When the casting is solidified, the mold is broken and the casting taken out. The basic steps of the investment casting process are ( Figure see below ) :
-
Prepared by Dr. CK Nayak, GITA, BBSR Advantages • Formation of hollow interiors in cylinders without cores• Less material required for gate • Fine grained structure at the outer surface of the casting free of gas and shrinkagecavities and porosity Disadvantages • More segregation of alloy component during pouring under the forces of rotation• Contamination of internal surface of castings with non • Inaccurate internal diameter Types of Moulding Sand Moulding sands are classified according to their use. These are classified and described below :Green Sand It is a mixture of silica sand with 18 to 30 percent clay, having quantity of water 6 to 8 percent. Green sand in its natural state contains enough Prepared by Dr. CK Nayak, GITA, BBSR • Formation of hollow interiors in cylinders without cores • Fine grained structure at the outer surface of the casting free of gas and shrinkage• More segregation of alloy component during pouring under the forces of rotation• Contamination of internal surface of castings with non -metallic inclusions. Moulding sands are classified according to their use. These are classified and described below :It is a mixture of silica sand with 18 to 30 percent clay, having quantity of water 6 to 8 percent. Green sand in its natural state contains enough moisture to give it sufficient bonding property. It is soft, light, Page 31 • Fine grained structure at the outer surface of the casting free of gas and shrinkage • More segregation of alloy component during pouring under the forces of rotation Moulding sands are classified according to their use. These are classified and described below : It is a mixture of silica sand with 18 to 30 percent clay, having quantity of water 6 to 8 percent. Green moisture to give it sufficient bonding property. It is soft, light,
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 32 porous and retains the shape easily when squeezed in the hand. Moulds prepared by this sand are known as green sand moulds which are used for small and medium castings only. Dry Sand When moisture from green sand mould is removed, it is known as dry sand mould and is used for large size of casting. By drying the mould in moulding box it becomes stronger and compact. Facing Sand It is used directly next to the surface of pattern. When the mould is poured with the molten metal it comes directly in contact with the molten metal. As it is subjected to most severe conditions, it must possess high strength and refractoriness. It is made of silica sand and clay in fine powder form. Loam Sand It is a mixture of clay (about 50%), sand and water (about 18-20%) to obtain a thin plastic paste which is used to plaster on moulds with soft bricks and hardens on drying. This is particularly employed for loam moulding usually for rough and large castings. Backing Sand It is the sand obtained from mould and is used again and again. Due to its black colour which is due to burning and addition of coal dust, it is also known as black sand. Parting Sand It is fine sharp dry sand used to keep the green sand from sticking to the pattern and also to keep the moulding boxes (drag and cope) separated. Core Sand This is silica sand mixed with core oil which is composed of linseed oil, light mineral oil, resin and other binding materials. For the sake of economy, pitch or flours and water may also be used in case of large cores. 1.14.2 Properties of Moulding Sand The moulding sand should posses the following properties: 1. Porosity or permeability: It is also termed as porosity of the molding sand in order to allow the escape of any air, gases or moisture present or generated in the mold when the molten metal is poured into it. All these gaseous generated during pouring and solidification process must escape otherwise the casting becomes defective. Permeability is a function of grain size, grain shape, and moisture and clay contents in the molding sand. The extent of ramming of the sand directly affects the permeability of the mold. Permeability of mold can be further increased by venting using vent rod. 1.14.2. Adhesiveness: It is the property of sand due to which it adhere or cling to the sides of the moulding box. Good sand must have sufficient adhesiveness so that heavy sand masses can be successfully held in moulding box without any danger of its falling out when the box is removed. 1.14.3. Cohesiveness
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 33 It is property of molding sand by virtue which the sand grain particles interact and attract each other within the molding sand. Thus, the binding capability of the molding sand gets enhanced to increase the green, dry and hot strength property of molding and core sand. 1.14.4. Green strength The green sand after water has been mixed into it, must have sufficient strength and toughness to permit the making and handling of the mold. For this, the sand grains must be adhesive, i.e. they must be capable of attaching themselves to another body and. therefore, and sand grains having high adhesiveness will cling to the sides of the molding box. Also, the sand grains must have the property known as cohesiveness i.e. ability of the sand grains to stick to one another. By virtue of this property, the pattern can be taken out from the mold without breaking the mold and also the erosion of mold wall surfaces does not occur during the flow of molten metal. The green strength also depends upon the grain shape and size, amount and type of clay and the moisture content. 1.14.5. Dry strength As soon as the molten metal is poured into the mold, the moisture in the sand layer adjacent to the hot metal gets evaporated and this dry sand layer must have sufficient strength to its shape in order to avoid erosion of mold wall during the flow of molten metal. 1.14.6. Flowability or plasticity It is the ability of the sand to get compacted and behave like a fluid. It will flow uniformly to all portions of pattern when rammed and distribute the ramming pressure evenly all around in all directions. Generally sand particles resist moving around corners or projections. In general, flow ability increases with decrease in green strength, an, decrease in grain size. The flow ability also varies with moisture and clay content. 1.14.6.Refractoriness Refractoriness is defined as the ability of molding sand to withstand high temperatures without breaking down or fusing thus facilitating to get sound casting. It is a highly important characteristic of molding sands. Refractoriness can only be increased to a limited extent. Molding sand with poor refractoriness may burn on to the casting surface and no smooth casting surface can be obtained. The degree of refractoriness depends on the SiO2 i.e. quartz content, and the shape and grain size of the particle. The higher the SiO2 content and the rougher the grain volumetric composition the higher is the refractoriness of the molding sand and core sand. Refractoriness is measured by the sinter point of the sand rather than its melting point. 1.14.8. Collapsibility After the molten metal in the mold gets solidified, the sand mold must be collapsible so that free contraction of the metal occurs and this would naturally avoid the tearing or cracking of the
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 34 contracting metal. In absence of this property the contraction of the metal is hindered by the mold and thus results in tears and cracks in the casting. This property is highly desired in cores. 1.14.9. Miscellaneous properties In addition to above requirements, the molding sand should not stick to the casting and should not chemically react with the metal. Molding sand should be cheap and easily available. It should be reusable for economic reasons. Its coefficients of expansion should be sufficiently low. 5.4.3 Types of Moulding Sand (i) Silica Sand: The sand which forms the major portion of the moulding sand (up to 96%) is essentially silica grains, the rest being the other oxides such as alumina, sodium (Na2O +K2O) and magnesium oxide (MgO + CaO). These impurities should be minimized to about 2% since they affect the fusion point of the silica sand. The main source is the river sand which is used with or without washing. Ideally the fusion point of sands should be about 1450°C for cast irons and about 1550°C for steels. In the river sand, all sizes and shapes of grains are mixed. The sand grains may very in size from a few micrometers to a few millimeters. Shape of the grain may be round, sub-angular, angular and very angular. The size and shapes of these sand grains greatly affect the properties of the moulding sands. (ii) Zircon Sands: It is basically a zirconium silicate (ZrSiO4). The typical composition is ZrO2 – 66.25%, SiO2 – 30.94%, Al2O3 – 1.92%, Fe2O3 – 0.74% and traces of other oxides. It is very expensive. In India, it is available in the Quilon beach of Kerala. It has a fusion point of about 2400°C and also a low coefficient of thermal expansion. The other advantages are high thermal conductivity, high chilling power and high density. It requires a very small amount of binder (about 3%). It is generally used to manufacture precision steel casting requiring better surface finish and for precision investment casting. Chromite sand is crushed from the chrome ore whose typical composition is Cr2O3 – 44%, Fe2O3 – 28%, SiO2 – 2.5%, CaO – 0.5%, and Al2O3 + MgO – 25%. The fusion point is about 1800°C. It also requires a very small amount of binder (about 3%). It is also used to manufacture heavy steel castings requiring better surface finish. It is best suited to austenitic manganese steel castings. (iii) Olivine Sand: Contains the minerals fosterite (Mg2SiO4) and fayalita (Fe2SiO4). It is very versatile sand and the same mixture can be used for a range of steels. Comparative properties relevant for moulding of these various base sands. 15. Composition of Moulding Sand The principal constituent of moulding sand are silica sand, binder, additives and water. These are described below :
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 35 Silica Sand As per composition, silica sand is the main constituent of moulding sand. It is a product of the breaking up of quarry stone or decomposition of granite. Silica sand imparts permeability, chemical resistivity and refractoriness to the moulding sand. Silica sand is specified according to the average shape and size of its grains. Binder The main function of binder is to impart the sufficient strength and cohesiveness of the moulding sand, so that it may retain its shape after ramming. The common binders may be divided as (i) organic binders, and (ii) inorganic binders. The organic binders such as molasses, dextrin, linseed oil and resins are usually used in core making while in the inorganic group the common binders are portland cement, clay and sodium silicate. Amongst all, the clay binders are widely used. Additives Materials which are added to the moulding sand to improve its existing properties or to include certain new properties, are known as additives. As per demand coal dust, wood flour, mollases, cornflour and pitch may be used as an additive. Water When water is added to clay it furnishes the bounding action of clay. It penetrates the mass of clay and forms a microfilm. The bonding quality of clay totally depends on the maximum thickness of microfilm it can hold. In general, water quantity varies from 2 to 8 percent. BINDERS USED IN MOLDING SANDS Binders are added to give cohesion to molding sands. Binders provide strength to the molding sand and enable it to retain its shape as mold cavity. Binders should be added in optimum quantity as they reduce refractoriness and permeability. An optimal quantity of binders is needed, as further increases have no effect on properties of foundry sand. The following binders are generally added to foundry sand: (i) Fireclay (ii) Illite (iii) Bentonite
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 36 Sodium montmorillonite Calcium montmorillonite (iv) Limonite (iv) Kaolinite (i) Fireclay : It is usually found near coal mines. For use in the foundry, the hard black lumps of fireclay are taken out, weathered and pulverized. Since the size of fireclay particles is nearly 400 times greater than the size of bentonite particles, they give poor bonding strength to foundry sand. (ii) Illite: Illite is found in natural molding sands that are formed by the decomposition of micaceous materials due to weathering. Illite possesses moderate shrinkage and poor bonding strength than bentonite. (iii) Bentonite: It is the most suitable material used in molding sands. Limonite and Kaolinite are not commonly used as binders as they have comparatively low binding properties. SAND TESTING Molding sand and core sand depend upon shape, size composition and distribution of sand grains, amount of clay, moisture and additives. The increase in demand for good surface finish and higher accuracy in castings necessitates certainty in the quality of mold and core sands. Sand testing often allows the use of less expensive local sands. It also ensures reliable sand mixing and enables a utilization of the inherent properties of molding sand. Sand testing on delivery will immediately detect any variation from the standard quality, and adjustment of the sand mixture to specific requirements so that the casting defects can be minimized. Generally the following tests are performed to judge the molding and casting characteristics of foundry sands: b. Moisture content Test c. Clay content Test d. Chemical composition of sand e. Grain shape and surface texture of sand. f. Grain size distribution of sand g. Refractoriness of sand
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 37 h. Strength Test i. Permeability Test j. Flowability Test k. Shatter index Test l. Mould hardness Test. Moisture Content Test The moisture content of the molding sand mixture may determine by drying a weighed amount of 20 to 50 grams of molding sand to a constant temperature up to 100°C in a oven for about one hour. It is then cooled to a room temperature and then reweighing the molding sand. The moisture content in molding sand is thus evaporated. The loss in weight of molding sand due to loss of moisture, gives the amount of moisture which can be expressed as a percentage of the original sand sample. The percentage of moisture content in the molding sand can also be determined in fact more speedily by an instrument known as a speedy moisture teller. This instrument is based on the principle that when water and calcium carbide react, they form acetylene gas which can be measured and this will be directly proportional to the moisture content. This instrument is provided with a pressure gauge calibrated to read directly the percentage of moisture present in the molding sand. Clay Content Test The amount of clay is determined by carrying out the clay content test in which clay in molding sand of 50 grams is defined as particles which when suspended in water, fail to settle at the rate of one inch per min. Clay consists of particles less than 20 micron, per 0.0008 inch in dia. Grain Fineness Test The AFS Grain Fineness Number (AFS-GFN) is one means of measuring the grain fineness of a sand system. GFN is a measure of the average size of the particles (or grains) in a sand sample. The grain fineness of molding sand is measured using a test called sieve analysis. The test is carried out in power-driven shaker consisting of number of sieves fitted one over the other.
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 38 1. A representative sample of the sand is dried and weighed, then passed through a series of progressively finer sieves (screens) while they are agitated and tapped for a 15-minute test cycle. The series are placed in order of fineness from top to bottom. 2. The sand retained on each sieve (grains that are too large to pass through) is then weighed and recorded. 3. The weight retained on each sieve is carried out through calculations to get the AFS-GFN. Refractoriness Test The refractoriness of the molding sand is judged by heating the A.F.S standard sand specimen to very high temperatures ranges depending upon the type of sand. The heated sand test pieces are cooled to room temperature and examined under a microscope for surface characteristics or by scratching it with a steel needle. If the silica sand grains remain sharply defined and easily give way to the needle. Sintering has not yet set in. In the actual experiment the sand specimen in a porcelain boat is placed into an electric furnace. It is usual practice to start the test from l000°C and raise the temperature in steps of 100°C to 1300°C and in steps of 50° above 1300°C till sintering of the silica sand grains takes place. At each temperature level, it is kept for at least three minutes and then taken out from the oven for examination under a microscope for evaluating surface characteristics or by scratching it with a steel needle. Strength Test This is the strength of tempered sand expressed by its ability to hold a mold in shape. Sand molds are subjected to compressive, tensile, shearing, and transverse stresses. The green compressive strength test and dry compressive strength is the most used test in the foundry. Compression tests A rammed specimen of tempered molding sand is produced that is 2 inches in diameter and 2 inches in height. The rammed sample is then subjected to a load which is gradually increased until the sample breaks. The point where the sample breaks is taken as the compression strength. Shear tests The compressive loading system is modified to provide offset loading of the specimen.
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 39 Under most conditions the results of shear tests have been shown to be closely related to those of compression tests, although the latter property increases proportionately more at high ramming densities. The tensile test A special waisted specimen is loaded in tension through a pair of grips. The transverse test A plain rectangular specimen is supported on knife edges at the ends and centrally loaded to fracture. Tensile and transverse tests are commonly applied to high strength sands, the conditions being especially relevant to the stresses incurred in cores during handling and casting. Permeability Test Permeability is determined by measuring the rate of flow of air through a compacted specimen under standard conditions. A cylinder sand sample is prepared by using rammer and die. This specimen (usually 2 inch dia & 2 inch height) is used for testing the permeability or porosity of molding and the core sand. The test is performed in a permeability meter consisting of the balanced tank, water tank, nozzle, adjusting lever, nose piece for fixing sand specimen and a manometer. The permeability is directly measured. Permeability number P is volume of air (in cm3) passing through a sand specimen of 1 cm2 cross-sectional area and 1 cm height, at a pressure difference of 1 gm/cm2 in one minute. P = Vh /atp Where, P = permeability v = volume of air passing through the specimen in c.c. h = height of specimen in cm p = pressure of air in gm/cm2 a = cross-sectional area of the specimen in cm2 t = time in minutes. Shatter Index Test In this test, the A.F.S. standard sand specimen is rammed usually by 10 blows and then it is allowed to fall on a half inch mesh sieve from a height of 1.8288m. The weight of sand retained on the sieve is weighed.
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 40 It is then expressed as percentage of the total weight of the specimen which is a measure of the shatter index. Mold Hardness Test This test is performed by a mold hardness tester. The working of the tester is based on the principle of Brinell hardness testing machine. In an A.F.S. standard hardness tester a half inch diameter steel hemispherical ball is loaded with a spring load of 980 gm. This ball is made to penetrate into the mold sand or core sand surface. The penetration of the ball point into the mold surface is indicated on a dial in thousands of an inch. The dial is calibrated to read the hardness directly i.e. a mold surface which offers no resistance to the steel ball would have zero hardness value and a mold which is more rigid and is capable of completely preventing the steel ball from penetrating would have a hardness value of 100. The dial gauge of the hardness tester may provide direct readings Compatibility and flow ability The compatibility test is widely accepted as both simple to perform and directly related to the behaviour of sand in molding, particularly when involving squeeze compaction. A fixed volume of loose sand is compacted under standard conditions and the percentage reduction in volume represents the compatibility.
-
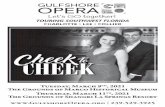
Prepared by Dr. CK Nayak, GITA, BBSR CUPOLA FURNACE For many years, the cupola was the primary method of melting used in iron foundries. The cupola furnace has several unique characteristics which are responsible for its widespread use as a melting unit for cast iron. Cupola furnace is employed for melting scrap metal or pig iron for production of various cast irons. It is also used for production of nodular and malleable cast iron. It is available in good varying sizes. The main considerations in selection of cupolas are melting capacity, with lining, spark arrester. Shape A typical cupola melting furnace consists of a waterrefractory material. Construction The construction of a conventional cupola consisrefractory brick. The charge is introduced into the furnace body by means of an opening approximately half way up the vertical shaft. The charge consists of alternate layers of the metal to be melted, coThe fuel is burnt in air which is introduced through tuyeres positioned above the hearth. The hot gases generated in the lower part of the shaft ascend and preheat the descending charge. Prepared by Dr. CK Nayak, GITA, BBSR For many years, the cupola was the primary method of melting used in iron foundries. The cupola furnace has several unique characteristics which are responsible for its widespread use as a melting loyed for melting scrap metal or pig iron for production of various cast irons. It is also used for production of nodular and malleable cast iron. It is available in good varying sizes. The main considerations in selection of cupolas are melting capacity, diameter of shell without lining or A typical cupola melting furnace consists of a water-cooled vertical cylinder which is lined with The construction of a conventional cupola consists of a vertical steel shell which is lined with a The charge is introduced into the furnace body by means of an opening approximately half way up the The charge consists of alternate layers of the metal to be melted, coke fuel and limestone flux. The fuel is burnt in air which is introduced through tuyeres positioned above the hearth. The hot gases generated in the lower part of the shaft ascend and preheat the descending charge. Page 41 For many years, the cupola was the primary method of melting used in iron foundries. The cupola furnace has several unique characteristics which are responsible for its widespread use as a melting loyed for melting scrap metal or pig iron for production of various cast irons. It is also used for production of nodular and malleable cast iron. It is available in good varying sizes. The diameter of shell without lining or cooled vertical cylinder which is lined with ts of a vertical steel shell which is lined with a The charge is introduced into the furnace body by means of an opening approximately half way up the ke fuel and limestone flux. The fuel is burnt in air which is introduced through tuyeres positioned above the hearth. The hot gases generated in the lower part of the shaft ascend and preheat the descending charge.
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 42 The different steps involved in cupola operation are: (1) Preparation of cupola ( including repairs) (2) Lighting the fire into the coke bed (3) Charging of cupola (4) Melting (5) Slagging and metal tapping (6) Dropping down the cupola bottom 2.7.1 Zones of Cupola The different zones of cupola are marked in fig. and they are explained as under. (i) Well: It is a sort of well of molten iron. The molten iron collects in this zone before being tapped. The well is situated between the tapered rammed sand bottom and the bottom of the tuyeres. (ii) Superheating Combustion or Oxidizing Zone: All the oxygen in the air blast is consumed here owing to the (actual) combustion taking place in this zone. Thus, a lot of heat is supplied from here to other zones. Oxidation of Mn and Si evolve still more heat.
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 43 The chemical reactions which occur in this zone are: C + O2 (from air) = CO2 + Heat ...(1) 2Mn + O2 (from air) = MnO2 + Heat ...(2) Si + O2 (from air) = SiO2 + Heat ...(3) The temperature of combustion zone varries from 1550°C to 1850°C. (iii) Reducing Zone or Protective Zone: It extends from the top of combustion zone to the top of coke bed. It protects from oxidation. The metal charge above and that dropping through it. An endothermic reaction takes place in this zone, in which some of hot CO2 moving upward through hot coke gets reduced. CO2 + C(Coke) = 2CO – Heat ...(4) This reduces the heat in the reducing zone and it has a temperature only of the order of 1200°C. (iv) Melting Zone: Iron melts in this zone. The temperature in the melting zone is around or above 1600°C. As per the following reaction taking place in this zone, the molten iron picks up carbon. 3Fe + 2CO = Fe3C + CO2 ...(5) (v) Preheating Zone: Preheating zone starts from above the melting zone and extends up to the bottom of the charging door. This contain cupola charge as alternate layers of coke, limestone and metal. Gases like CO2, CO, N2 rising upwards from combustion and reducing zones preheated the cupola charge to about 1100°C. Thus preheated charge gradually moves down in the melting zone. (vi) Stack Zone: Stack zone extends from above the preheating zone to where the cupola shell ends and spark arrester is attached. Hot gases from cupola pass through the stack zone and escape to atmosphere. Stack gases (i.e. gases passing through stack zone) will normally contain about equal amounts of CO2 and CO which is 12% each and rest 76% is Nitrogen. Induction furnace Induction furnaces are widely used for melting non-ferrous and ferrous alloys.
-
Prepared by Dr. CK Nayak, GITA, BBSR There are two types of induction furnaces: coreless induction furnaces and channel induction furnaces: Coreless induction furnace Coreless induction furnace consists of: a water cooled helical coil made of a copper tube, a crucible installed within the coil and supporting shell equipped with trunnions on which the furnace may tilt. Alternating current passing through the coil inducethe crucible. These induced currents heat the charge. When the charge is molten, electromagnetic field produced by the coil interacts with the electromagnetic field produced by the induced current. The homogenizing the melt composition and the temperature. The frequency of the alternating current used in induction furnaces may vary from the line frequency (50Hz or 60Hz) to high frequency 10,000Hz Channel induction furnace Channel type induction furnace consists of a steel shell lined with refractory materials and an inductor attached to the shell. There is a channel connecting the main body with the inductor. The inductor of the channel furnace works as a tair-cooled coil as a primary coil and a loop of the melt, circulating in the channel, as a secondary coil. Melt circulation has a stirring effect. Channel induction furnaces work at line frequency Channel induction furnaces are commonly used as metal, poured from a melting furnace, at a proper temperature).Channel furnaces are also used for melting low melting point alloys and iron. For operation channel furnaces are more economical than coreless furnaces.Channel furnaces of ratings up to the 10’s of MW and up to capacities of thousands of tonnes have been used for melting and superheating iron.Prepared by Dr. CK Nayak, GITA, BBSR There are two types of induction furnaces: coreless induction furnaces and channel induction furnaces: Coreless induction furnace consists of: a water cooled helical coil made of a copper tube, a crucible installed within the coil and supporting shell equipped with trunnions on which the furnace may tilt. Alternating current passing through the coil induces alternating currents in the metal charge loaded to the crucible. These induced currents heat the charge. When the charge is molten, electromagnetic field produced by the coil interacts with the electromagnetic field produced by the induced current. The resulted force causes stirring effect helping homogenizing the melt composition and the temperature. The frequency of the alternating current used in induction furnaces may vary from the line frequency (50Hz or 60Hz) to high frequency 10,000Hz Channel type induction furnace consists of a steel shell lined with refractory materials and an inductor attached to the shell. There is a channel connecting the main body with the inductor. The inductor of the channel furnace works as a transformer. It has a ring-like iron core with a watercooled coil as a primary coil and a loop of the melt, circulating in the channel, as a secondary coil. Melt circulation has a stirring effect. Channel induction furnaces work at line frequency currents. Channel induction furnaces are commonly used as holding furnaces (furnace for maintaining a molten metal, poured from a melting furnace, at a proper temperature). Channel furnaces are also used for melting low melting point alloys and iron. For operation channel furnaces are more economical than coreless furnaces. Channel furnaces of ratings up to the 10’s of MW and up to capacities of thousands of tonnes have been used for melting and superheating iron. Page 44 There are two types of induction furnaces: coreless induction furnaces and channel induction furnaces: Coreless induction furnace consists of: a water cooled helical coil made of a copper tube, a crucible installed within the coil and supporting shell equipped with trunnions on which the furnace may tilt. s alternating currents in the metal charge loaded to When the charge is molten, electromagnetic field produced by the coil interacts with the resulted force causes stirring effect helping The frequency of the alternating current used in induction furnaces may vary from the line frequency Channel type induction furnace consists of a steel shell lined with refractory materials and an inductor attached to the shell. There is a channel connecting the main body with the inductor. like iron core with a water- or cooled coil as a primary coil and a loop of the melt, circulating in the channel, as a secondary coil. (furnace for maintaining a molten Channel furnaces are also used for melting low melting point alloys and iron. For two or three shift Channel furnaces of ratings up to the 10’s of MW and up to capacities of thousands of tonnes have
-
Prepared by Dr. CK Nayak, GITA, BBSR Electric Arc Furnace (EAF) is a steel making furnace, in which steel scrap is heated and melted by heat of electric arcs striking between the furnace electrodes and the metal bath.Two kinds of electric current may be used in Electric Arc Furnaces: direct (DC) and Alternating (AThree-phase AC Electric Arc Furnaces with graphite electrodes are commonly used in steel making. The main advantage of the Electric Arc Furnaces over the Basic Oxygen Furnaces is their capability to treat charges containing up to 100% of scrap. Abthe Electric Arc Furnaces (EAF).Capacity of Electric Arc Furnace may reach 400 t. Structure of an Electric Arc Furnace The scheme of a Electric Arc Furnace (EAF) is presented in the picture. The furnspherical hearth (bottom), cylindrical shell and a swinging waterhas three holes for consumable graphite electrodes held by a clamping mechanism. The mechanism provides independent lifting and lowering also as contacts for transmitting electric current supplied by waterand the scrap form the star connection of threeThe furnace is mounted on a tilting mechanism for tapping the molten steel through a tap hole with a pour spout located on the back side of the shell. The charge door, through which the slag components and alloying additives are charged, is localso used for removing the slag (deThe scrap is charged commonly from the furnace top. The roof with the electrodes is swung aside before the scrap charging. The scrap arranged in crane and then dropped into the shell.Refractory lining of an Electric Arc FurnaceRefractory linings of Electric Arc Furnaces are made generally of resinbricks. Fused magnesite grains and flack graphite are used as raw materials.Prepared by Dr. CK Nayak, GITA, BBSR is a steel making furnace, in which steel scrap is heated and melted by heat of electric arcs striking between the furnace electrodes and the metal bath.Two kinds of electric current may be used in Electric Arc Furnaces: direct (DC) and Alternating (Aphase AC Electric Arc Furnaces with graphite electrodes are commonly used in steel making.The main advantage of the Electric Arc Furnaces over the Basic Oxygen Furnaces is their capability to treat charges containing up to 100% of scrap. About 33% of the crude steel in the world is made in Electric Arc Furnaces (EAF).Capacity of Electric Arc Furnace may reach 400 t. Structure of an Electric Arc Furnace The scheme of a Electric Arc Furnace (EAF) is presented in the picture. The furnspherical hearth (bottom), cylindrical shell and a swinging water-cooled domehas three holes for consumable graphite electrodes held by a clamping mechanism. The mechanism provides independent lifting and lowering of each electrode. The water-cooled electrode holders serve also as contacts for transmitting electric current supplied by water-cooled cables (tubes). The electrode and the scrap form the star connection of three-phase current, in which the scrap is commoThe furnace is mounted on a tilting mechanism for tapping the molten steel through a tap hole with a pour spout located on the back side of the shell. The charge door, through which the slag components and alloying additives are charged, is located on the front side of the furnace shell. The charge door is also used for removing the slag (de-slagging). The scrap is charged commonly from the furnace top. The roof with the electrodes is swung aside before the scrap charging. The scrap arranged in the charge basket is transferred to the furnace by a crane and then dropped into the shell. Refractory lining of an Electric Arc Furnace Refractory linings of Electric Arc Furnaces are made generally of resin-bonded magnesiagrains and flack graphite are used as raw materials. Page 45 is a steel making furnace, in which steel scrap is heated and melted by heat of electric arcs striking between the furnace electrodes and the metal bath. Two kinds of electric current may be used in Electric Arc Furnaces: direct (DC) and Alternating (AC). phase AC Electric Arc Furnaces with graphite electrodes are commonly used in steel making. The main advantage of the Electric Arc Furnaces over the Basic Oxygen Furnaces is their capability out 33% of the crude steel in the world is made in Electric Arc Furnaces (EAF).Capacity of Electric Arc Furnace may reach 400 t. The scheme of a Electric Arc Furnace (EAF) is presented in the picture. The furnace consists of a cooled dome-shaped roof. The roof has three holes for consumable graphite electrodes held by a clamping mechanism. The mechanism cooled electrode holders serve cooled cables (tubes). The electrode phase current, in which the scrap is common junction. The furnace is mounted on a tilting mechanism for tapping the molten steel through a tap hole with a pour spout located on the back side of the shell. The charge door, through which the slag components ated on the front side of the furnace shell. The charge door is The scrap is charged commonly from the furnace top. The roof with the electrodes is swung aside the charge basket is transferred to the furnace by a bonded magnesia-carbon
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 46 When the bricks are heated the bonding material is coked and turns into a carbon network binding the refractory grains, preventing wetting by the slag and protecting the lining the from erosion and chemical attack of the molten metal and slag. Melting Melting process starts at low voltage (short arc) between the electrodes and the scrap. The arc during this period is unstable. In order to improve the arc stability small pieces of the scrap are placed in the upper layer of the charge. The electrodes descend melting the charge and penetrating into the scrap forming bores. The molten metal flows down to the furnace bottom. When the electrodes reach the liquid bath the arc becomes stable and the voltage may be increased (long arc). The electrodes are lifting together with the melt level. Most of scrap (85%) melt during this period. Temperature of the arc reaches 6300ºF (3500ºC). GATING SYSTEM DESIGN Gating system nothing but the basic design, which is needed to construct a smooth and proper filling of the mold cavity of the casting without any discontinuity, voids or solid inclusions. A proper method of gating system is that it leads the pure molten metal to flow through a ladle to the casting cavity, which ensures proper and smooth filling of the cavity. This depends on the layout of the gating channels too, such as the direction and the position of the runner, sprue and ingates. Objective of the Gating System : The four main points, which enables a proper gating system, are: Clean molten metal. Smooth filling of the casting cavity. Uniform filling of the casting cavity. Complete filling of the casting cavity.
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 47 Elements of Gating System The gating systems refer to all those elements which are connected with the flow of molten metal from the ladle to the mould cavity. The elements of gating systems are • Pouring Basin • Sprue • Sprue Base Well • Runner • Runner Extension • Ingate Riser Any gating system designed should aim at providing a defect free casting. This can be achieved by considering following requirements. • The mould should be completely filled in the smallest possible time without having to raise neither metal temperature nor use of higher metal heads. • The metal should flow smoothly into the mould without any turbulence. A turbulence metal flow
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 48 tends to form dross in the mould. • Unwanted materials such as slag, dross and other mould materials should not be allowed to enter the mould cavity. • The metal entry into the mould cavity should be properly controlled in such a way that aspiration of the atmospheric air is prevented. • A proper thermal gradient should be maintained so that the casting is cooled without any shrinkage cavities or distortions. • Metal flow should be maintained in such a way that no gating or mould erosion takes place. • The gating system should ensure that enough molten metal reaches the mould cavity. • It should be economical and easy to implement and remove after casting solidification. • The casting yield should be maximised. The liquid metal that runs through the various channels in the mould obeys the Bernoulli’s theorem which states that the total energy head remains constant at any section. Ignoring frictional losses, we have �ρg + �22� + ℎ = Where h = Potential Head, m P = Static Pressure, Pa v = Liquid Velocity, m / s ρg = w = Specific weight of liquid, N / m2 g = Acceleration due to gravity, m / s2 Though quantitatively Bernoulli’s theorem may not be applied, it helps to understand qualitatively, the metal flow in the sand mould. As the metal enters the pouring basin, it has the highest potential energy with no kinetic or pressure energies. But as the metal moves through the gating system, a loss of energy occurs because of the friction between the molten metal and the mould walls. Heat is continuously lost through the mould material though it is not represented in the Bernoulli’s equation. Another law of fluid mechanics, which is useful in understanding the gating system behaviour, is the law of continuity which says that the volume of metal flowing at any section in the mould is constant.
-
Prepared by Dr. CK Nayak, GITA, BBSR Page 49 The same in equation form is Q = A1V1 = A2V2 Where Q = Rate of flow, m3 / s A = Area of cross section, m2 V = Velocity of metal flow, m / s Pouring Time The main objective for the gating system design is to fill the mould in the smallest time. The time for complete filling of a mould is called pouring time. Too long a pouring time requires a higher pouring temperature and too less a pouring time means turbulent flow in the mould which makes the casting defect prone. The pouring time depends on the casting materials, complexity of the casting, section thickness and casting size. Steels lose heat very fast , so required less pouring time while for non-ferrous materials longer pouring time is beneficial because they lose heat slowly and tend to form dross if metal is pour too quickly. Ratio of surface area to volume of casting is important in addition to the mass of the casting. Also gating mass is considered when its mass is comparable to the mass of the casting. • For grey cast