LEAN PRODUCTION IN A WORLD OF UNCERTAINTY … · 3.1. Background to Lean Production Systems As...
32
LEAN PRODUCTION IN A WORLD OF UNCERTAINTY: IMPLICATIONS OF VARIABLE DEMAND Prepared for Jerry Gabriel Instructor, Engineering Communications Program Jack Muckstadt Professor, School of Operations Research & Industrial Engineering Prepared by Diana Coggin Student, School of Operations Research & Industrial Engineering December 15, 2003 College of Engineering, Cornell University Ithaca, NY 14850 © 2003 Diana Coggin
Transcript of LEAN PRODUCTION IN A WORLD OF UNCERTAINTY … · 3.1. Background to Lean Production Systems As...

LEAN PRODUCTION IN A WORLD OF UNCERTAINTY: IMPLICATIONS OF VARIABLE DEMAND
Prepared for Jerry Gabriel Instructor, Engineering Communications Program
Jack Muckstadt Professor, School of Operations Research & Industrial Engineering
Prepared by Diana Coggin Student, School of Operations Research & Industrial Engineering
December 15, 2003
College of Engineering, Cornell University
Ithaca, NY 14850
© 2003 Diana Coggin

Table of Contents
List of Figures ................................................................................................................................ iii 1. Introduction................................................................................................................................. 1 2. Methodology............................................................................................................................... 2 3. Discussion ................................................................................................................................... 2
3.1. Background to Lean Production Systems ............................................................................ 3
3.1.1 Principles........................................................................................................................ 3 3.1.2 Takt ................................................................................................................................ 4 3.1.3 Pull ................................................................................................................................. 5
3.2. Implications of Variable Demand........................................................................................ 7
3.2.1 Common Challenges...................................................................................................... 7 3.2.2 In-Depth Example: Velocity Manufacturing ................................................................. 8
3.3 Proposed Solutions.............................................................................................................. 10
3.3.1 Recommendations to Velocity and Implemented Transformations............................. 10 3.3.2 Volume and Variability Demand Analysis .................................................................. 13 3.3.3 Continuous Improvement - Beyond Factory Walls ..................................................... 17
4. Conclusion ................................................................................................................................ 19 List of References ......................................................................................................................... 20 Glossary ...................................................................................................................................... G-1 Appendices.................................................................................................................................. A-1
Appendix A. Volume-Variability Analysis of Velocity’s Parts ............................................. A-1 Appendix B. Customer Demand Analysis for Velocity Part Number 1 ................................. A-4
ii

List of Figures
Figure 1: Takt Time at Boeing 4 Figure 2: Push versus Pull System and Resulting Reduction in Inventory 6 Figure 3: New SKU Classification Based on Demand Volume and Variability 14 Figure A1: Velocity Part 1 - High Volume, Low Variability A-1 Figure A2: Velocity Part 7 – High Volume, High Variability A-2 Figure A3: Velocity Part 12 - Medium Volume, Medium Variability A-3 Figure A4: Velocity Part 59 – Low Volume A-3 Figure B1: Velocity Part 1 Demand, Customers 1 A-5 Figure B2: Velocity Part 1 Demand, Customers 1, 2, 4 A-6 Figure B3: Velocity Part 1 Demand, Customers 3 and 5 – 22 A-6
iii

1. Introduction
American engineer and acclaimed inventor, Charles F. Kettering, once said, “The world hates
change, yet it is the only thing that has brought progress.” Countless changes have taken place in
the business environment during recent decades, including globalization, the technology boom,
and the paramount importance of customer satisfaction in increasingly competitive markets.
Whereas yesterday’s manufacturers could expect to sell massive amounts of standardized
products manufactured at their convenience, customer demands today are much more stringent.
Companies now must meet higher standards on quality, customization, and timely delivery to
customers who are now accustomed to conducting business at Internet speed. Companies must
meet these and other requirements while maintaining the lowest possible cost in order to avoid
losing customers to the competition. Throughout these times of change, however, the goal of any
company has remained the same: to make a profit and to stay in business. Numerous companies
throughout the world have adopted an innovative production philosophy called Lean Production
or World-Class Manufacturing in order to survive in today’s competitive markets.
The goals of Lean Production, or simply Lean, are multifaceted, but its main goal is, “to get one
process to make only what the next process needs when it needs it [and] to link all processes –
from raw material to final consumer” [1]. The principles of Lean are based on continuous
improvement and the minimization of defects, inventory, and non-value added time. If
implemented correctly, the Lean approach provides for increased throughput, return on assets
and, most importantly, profit. The success of Lean implementation, however, requires specific
attributes of the manufacturing environment and the enterprise in which it exists. Primarily,
because Lean attempts to match production rates with marketplace demand and requires
processes engineered accordingly, lean systems are biased towards demand that is consistently
level. However, many industries have demand rates that vary from season to season or even
daily, and such variable demand can have numerous negative consequences on lean systems.
According to Panizzolo, “The lean production system is fundamentally a fragile system, in which
slight perturbations or deviations from the working conditions planned for can seriously affect
system performance” [2]. Many companies that have invested significant amounts of time and
money in Lean have experienced the detrimental effects of such deviations. The purpose of this
1

research paper is to present examples of how variable customer demand often undermines the
mission of Lean Production Systems, and to explore potential solutions that may assist
companies with variable demand in sustaining their competitive advantage.
2. Methodology
My first goal in researching this problem was to get a firm understanding of Lean Production
Systems. In order to do so, I have utilized widely cited resources written by experts in Lean and
its implementation, which I obtained through Cornell University Libraries and Yale University
Library. Online journals like the International Journal of Production Economics and Supply
Chain Management Review have been instrumental in my search for recent challenges and
developments in manufacturing and supply chain. I have also utilized Google.com as well as
other public search engines to find information on specific companies and their initiatives.
Furthermore, I have gained a substantial amount of knowledge from my course in design of
manufacturing systems and the discussions I have had with my professors, Jack Muckstadt and
Peter Jackson, both experts in the world of Lean. In this course, we have examined the Velocity
Manufacturing Company, a real company protected by a fictional name, and we have
experienced first-hand the challenges and consequences it has faced through a simulation of its
shop-floor environment. Furthermore, I have worked with a team of peers to serve as a
consulting firm with the goal of redesigning Velocity’s entire business strategy for the next five
years. This class has provided me with an in-depth perspective on one company that has
implemented Lean principles and undergone various challenges due to unpredictable customer
demand.
3. Discussion
I will begin by discussing Lean in further detail and examine the reliance on level-loaded
demand. Next, I will examine common consequences of variable demand and give specific
examples of lean companies that have faced such challenges. Finally, I will present potential
2

solutions to these challenges, including implemented practices and recently proposed strategies
that may enable companies to meet unpredictable customer demand more successfully.
3.1. Background to Lean Production Systems
As mentioned above, Lean is essentially characterized by doing more with less. However, Lean
is a philosophy that goes beyond merely a method of inventory management and production
control. Lean is based on a set of key principles, and Lean systems utilize a measurement tool
called takt time, and a manufacturing strategy based on the pull system.
3.1.1 Principles
Beginning with the acclaimed Toyota Production System and related operational modes of Just-
In-Time (JIT) delivery and production scheduling, Kaizen (continuous improvement), and
Kanban (visual signals utilized in a pull system), Lean has evolved and essentially embodies the
spirit and approaches of all of these movements [3]. Womack et al. contend that “Lean thinking
can be summarized in five principles: precisely specify value by specific product, identify the
value stream for each product, make value flow without interruptions, let the customer pull value
from the producer, and pursue perfection” [4]. In more detail, Harvard Business Review
describes the implementation of Lean production:
By eliminating unnecessary steps, aligning all steps in an activity in a continuous flow, recombining labor into cross-functional teams dedicated to that activity, and continually striving for improvement, companies can develop, produce, and distribute products with half or less of the human effort, space, tools, time, and overall expense. They can also become vastly more flexible and responsive to customer desires [5].
To further reinforce this idea, it helps to compare and contrast Lean production systems to the
more traditional mass production systems, which focus on labor and production efficiency of
standardized products, low unit manufacturing cost, and quality through inspection. Key
attributes of mass production systems include high volume, long product runs, infinitely
fragmented work, “good enough” product quality, enormous inventories, massive factories [6],
lengthy setup times, and long and variable flow times. In contrast, Lean production systems
3

focus on exceeding customer requirements, creating flexible and responsive systems, incurring
the lowest possible total cost, and proactively designing quality processes and products.
3.1.2 Takt
The high quality processes inherent to Lean systems include focused factories with cellular
manufacturing, minimal variation in all processes, minimal setup times, and perhaps most
importantly, short, predictable, and repeatable flow times, which is the time spent within the
system by a single unit including queue time [7]. The use of manufacturing cells focused around
product families are of primary importance in Lean production, and takt, German for rhythm or
beat, is a frequently used term during cell design. “Takt time is the basis for cell design and
represents the rate of consumption by the marketplace… The ratio for takt time has scheduled
production time available as the numerator and designed daily production rate as the
denominator” [8]. Computing the average demand for the next 6 to 12 months based on the
business forecast gives the designed daily production rate, which is increased to create a buffer
by taking into account a subjective and minimal amount of variation. Once takt time is
computed, all operational elements are extensively examined with relation to takt time, and
eventually the associated cell is designed, workloads are determined, and successive steps of lean
implementation are performed.
Boeing is a prime example of a company that has
implemented Lean initiatives, and takt-paced production is at
the heart of their airplane production system. According to
the Boeing website regarding Lean initiatives, “Lean does
not mean doing things faster; it means doing things at the
right pace. Essentially, the customer's rate of demand
establishes the pace, or takt time” [9]. Rather than
maximizing the production rate and factory utilization to
their fullest potential, production rates are determined by
customer demand, ensuring that customer needs can be
Figure 1 [9]. Takt Time at Boeing
4

satisfied in a timely and predictable fashion. As shown in Figure 1, Boeing has calculated takt
time based on historical customer demand rate and applied it to the assembly of airplanes.
3.1.3 Pull
Another important principle of the Lean system is in the utilization of a pull system rather than a
push system. In traditional mass production systems, materials are pushed though the
manufacturing process in order to meet predetermined stock levels between processing steps in
the production sequence. The push system results in high levels of inventory, overproduction,
and excessive amounts of obsolete products in finished goods inventory. Pull systems, on the
other hand, attempt to emulate actual demand, and material flows only when pulled by the next
step [4]. As material flows from the back of the shop to the front of the shop, or “downstream,”
to the end customer, information flows in the opposite direction, signaling production only when
needed and keeping Work-in-Process (WIP) inventory levels at a minimum.
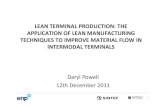
Figure 2 compares the push system, shown in the top half of the picture, to the pull system,
illustrated in the bottom half. The figure contains white circles, which represent processes, such
as machining, assembly, welding, or customization, and these process are divided into three
sections, or sectors, by the darker black lines. The black circles represent inventory, mostly WIP,
except for the last black circle before the end customer, which represents finished goods
inventory. Inventory is a prime example of muda, or waste, in working capital, storage space,
holding costs, material handling, risk of damage and obsolescence, and so on [10].
In the push system, excessive amounts of inventory are tied up in queues between each process,
unnecessarily lengthening flow times for parts and lead time of shipments to customers. For the
pull system shown in the bottom half of Figure 2, the need for production is sent in the opposite
direction of material flow beginning with a visual signal at the end of the production line.
Namely, if a customer demands a unit from finished goods inventory, the third sector operator
would be signaled that he must produce a unit to replace it. The final process in sector three
would then pull the needed unit from the preceding upstream process in order to replace the unit
in finished goods inventory. The upstream operator would then pull material from the process
5

before her, and so forth until WIP inventory is taken from the end of Sector 2. Similarly, as soon
as the unit is removed from the WIP at the end of Sector 2, the Sector 2 operators would see that
production of another unit is required, and the flow of information and signals for production
continue in this manner. When the pull is felt between processes, one piece at a time, the system
is said to operate with “one-piece flow.”
Figure 2 [10]. Push versus Pull System and Resulting Reduction in Inventory
The key to this system lies in the utilization of Kanbans, or visual cards, signaling when WIP
inventory levels are below the predetermined level between each sector, thus notifying upstream
sectors when production is necessary. Implementation of this system minimizes inventory,
prevents finished goods from becoming obsolete, and enables production to mirror demand in the
marketplace.
The fundamental problem lies in the fact that Lean systems that utilize takt-time, pull, and one-
piece flow are based on a level-loaded system which assumes that customer demand does not
vary over time. Feld states that the amount of variation that can be accounted for in calculating
designed daily production rate, for use in calculating takt time, should not exceed 50% of the
average because a cell cannot be designed for infinite capacity [8]. While level-loaded demand
and lean principles are applicable in some industries, such as the automotive industry, not all
companies can be as successful in Lean implementation as the Lean pioneer, Toyota, for
instance. As mentioned above, many industries, such as aerospace or electronics, have demand
6

rates that vary from season to season or even daily, and in such cases, companies must adjust
their processes in order to sustain high levels of customer satisfaction.
3.2. Implications of Variable Demand
Any company or value stream, whether lean or not, can experience detrimental effects of a
mismatch between supply and demand. However, the problems caused by variable, unpredictable
demand are amplified in Lean environments, which have a built-in bias for level-loaded demand
and production.
3.2.1 Common Challenges
Management teams frequently bring up the recurring question, “How do we schedule production
and distribution to maximize capacity utilization and minimize inventory levels while achieving
high levels of customer service?” The question is complicated by the fact that demand for the
firm’s products varies widely. For instance, some products with low sales volume experience
significant demand fluctuations, while other products experience the exact opposite, stable
demand with very little variation [11]. Products with variable demand create many headaches for
production controllers and management alike. Unpredictable, variable demand presents several
problems for suppliers within any manufacturing environment. Among the most common are:
• Stock-outs when demand spikes are higher than usual
• Excessive levels of inventory to serve as buffers against changes in marketplace
• Inability to forecast accurately because data may not accurately predict future demand
• Increasing problems with obsolescence caused by short product life cycles
• Inability to meet growing demand for shorter lead times
• Detrimental effects on customer service levels and order fulfillment rates [11].
When lean companies experience these problems, it becomes difficult to even continue to
classify them as lean because lean implies and requires the exact opposite of several of these
points. As mentioned above, lean requires the elimination of muda in the form of excessive
inventory and obsolete finished goods. Furthermore, short lead times and high customer service
7

levels are key metrics in any lean system [12], and lean requires level-loaded production based
on forecasted average demand rates.
Lean manufacturing avoids the requirement for robustness by calling for the demand to be stable
through the use of market knowledge and information, and forward planning [13]. By its very
nature, lean production tends to reduce demand variation by optimizing, simplifying, and
streamlining the supply chain [12]. However, end-user demand is beyond the control of the
supply chain, and sudden variations in demand lead to waste either in not producing near
capacity or needing to keep larger buffer stocks, as has recently occurred at Boeing [14]. As
discussed above, Boeing pursued a lean manufacturing strategy, which utilized takt time and
one-piece flow through a pull system [9]. However, they adopted this strategy without taking
into account the variability of demand in the aerospace industry. Boeing has been able to cope
with a doubling of production but their increased efforts still falls far short of the market
demand. Boeing's sole competitor, Airbus Industries, has been able to exploit Boeing’s capacity
constraints and ramped up successfully to take a larger share of the market [12].
3.2.2 In-Depth Example: Velocity Manufacturing
Velocity Manufacturing Company is the subject of our in-depth study in my design of
manufacturing systems course, and it serves as a good example of an industrial company with
challenges due to variable demand. A supplier in the U.S. hydraulic hose and fittings market,
Velocity began experimenting with some of the principles of Lean Production three years ago.
Significant investments were required to implement changes including JIT delivery scheduling,
focused factories, cross-trained operators, and pull manufacturing [7]. Upon reading about the
history of the company and the changes that had been made, it appeared to me that Velocity was
on the right track toward gaining market share from its competitors. However, when the class
simulated Velocity’s shop floor environment based on the current set up of their manufacturing
processes, prototype information system, and actual demand data, the problems Velocity faced
due to variable demand became evident.
8

Primarily, a main issue that contributed to Velocity’s problems was the long and unpredictable
flow time, which could be attributed to the setup of the manufacturing floor and the excessive
movement of material. The manufacturing floor was set up in decoupled sectors, each with
unique processes and staff, including operators, materials clerks, and production controllers.
During each shift, operators in each sector would process and inspect the parts released to
production for the day and place them in finished goods inventory for their sector. At the end of
each shift, materials clerks from each sector brought finished units that had been fabricated to a
stockroom, where they would await release for production in the subsequent sector the following
day. Extensive communication would then occur between materials clerks and production
controllers to determine standings on orders and to determine how many units to release for
production the following day. Furthermore, each production controller utilized a computer
system to keep track of inventory levels between sectors, so they constantly had to update
inventory levels and production schedules to keep the information system in sync with the
physical numbers.
Velocity operated on a pull system in the sense that information flowed in the opposite direction
of material. The amount of inventory removed for production in Sector 4, for instance, would
determine how many units would be released for production in Sector 3 the following day.
However, rather than keeping WIP inventory on the floor right between sectors and utilizing
visual cues to signal production in upstream sectors, WIP parts were stored in the stockroom and
numbers were tracked by production controllers, who would type numbers, perhaps incorrectly,
into a computer system.
In addition to the excessive handling of material and the unnecessary amount of time spent in the
stockroom, the target inventory between sectors for most parts was very low. Minimal inventory
is a key principle in any Lean system, but Velocity’s variable demand resulted in many
challenges. When demand became higher than the minimal positive variation deemed normal for
certain parts, production controllers tried to expedite manufacturing of the highly demanded
parts by pushing them through the system. This disrupted the flow of planned production,
causing setups to be performed out of order and pushing back the production of other parts,
further lengthening their flow times. Furthermore, the target inventory levels were the same
across the board for all products, although each product had its own average demand rate and
9

variability. Unreliable scrap rates throughout the line also had detrimental effects on Velocity’s
efficiency, especially when defective products managed to get past the last sector tester and into
the customer’s hands. Both scrap and expedited orders cause inventory levels to fluctuate,
resulting in shortages of particular raw material components often needed on high priority items.
Finally, in some circumstances, customer orders were received by production controllers,
preventing them from planning production based on actual demand numbers. In such cases, the
production controllers would simply guess at how many units should be produced based on
memory and gut feelings. Such hasty decisions often led to Velocity having finished goods
inventory of the wrong parts. All of the problems mentioned above led to Velocity experiencing
a disappointing customer order fill rate of only 66%. Without a rapid and drastic change,
Velocity would suffer tremendous consequences of loss in market share and profit.
3.3 Proposed Solutions Lean companies in industries with variable demand often face challenges similar to those of
Velocity. By examining the solutions recommended and implemented by Velocity, perhaps other
companies could adapt them to their own businesses. Furthermore, a newly proposed technique
based on volume-variability demand analysis could provide help in further understanding a
product line and demand for individual parts. However, it is important to look even further to
understand why demand occurs in certain ways, and manufacturers must look beyond their
factory walls to their direct customers and throughout the supply chain in order to overcome the
challenges of variable demand.
3.3.1 Recommendations to Velocity and Implemented Transformations
Several recommendations were made to Velocity in order to improve its processes, increase the
order fill rate to 98%, and increase market share. While Velocity had clearly tried to implement
Lean techniques such as a pull system and low inventory levels, adjustments were necessary to
solve the problems due to variable demand. When considering that machine operators are the
only people who add value to the parts, it was interesting to see that Velocity had so many
10

employees working in back-room operations handling material and releasing work orders to the
shop floor. The entire class acted fast during the simulation exercise to redesign the layout of the
manufacturing floor and to remove superfluous steps from the production process. Namely, by
removing the backroom operations and the persistent movement of parts in and out of the
stockroom, parts were able to move directly from one sector to the next on an as-needed basis.
In addition to reducing material movement, some process steps were eliminated. For instance,
inspection at the end of some sectors was eliminated, in order to reduce flow time as much as
possible. These changes streamlined the process and greatly reduced non-value added time and
overall flow time significantly, which are of paramount importance, as short flow times are
instrumental in maintaining responsiveness to variable customer demand. Furthermore, Velocity
purchased new equipment in order to increase the overall factory capacity, enabling it to meet
more customer demand and further reduce overall flow time.
Eliminating the need for the computer system to keep track of WIP inventory and switching to a
visual pull system also helped to make the process more efficient. Sector 2 operators, for
instance, could then see when parts were pulled to Sector 3, and continue production on an as-
needed basis. While depending on the information technology (IT) system to track inventory
between sectors was unnecessary, it was recommended that Velocity should consider utilizing an
IT system to track historic customer demand and to measure trends and variability. By doing so,
Velocity’s production controllers could avoid making decisions based on memory and feelings
when demand data are unavailable, and rather, make decisions based on hard data, while taking
both average demand rates as well as variability into account.
Other potential solutions regard Velocity’s use of inventory. For instance, Velocity had been
operating with target inventory levels between each sector. However holding inventory between
each sector did not assist Velocity in meeting customer demand; rather, it hurt Velocity’s order
fill rate by increasing the time spent in queue by each unit. By joining sectors two through four
to operate with pieces flowing directly through production, flow time was reduced significantly.
Machining, which took place in Sector 1, was the bottleneck of the entire production process, so
Velocity decided to keep Sector 1 separate from the remaining processes, which would now
operate on one-piece flow, and they divided Sector 1 from the rest of the line with a decoupling
11

point. This involved setting target inventory levels for components of fast moving parts, and
when operators in assembly (Sector 2) removed units from the WIP inventory at the end of
Sector 1, kanban cards would signal operators in Sector 1 to replenish those components by the
end of the following day. Velocity called this strategy a two-sector pull system.
Furthermore, Velocity’s finished goods inventory levels with two days of inventory were
insufficient. This level was based on average demand rates with only a minimal allowance for
variation, which could not be successful in an industry with such variable demand. Simulation
software is often used in industry in order to determine appropriate inventory levels. In
Velocity’s case, we utilized a simulation model that had been programmed with historical
demand data and appropriate statistical distributions in order to predict the resulting customer fill
rate that would be achieved. After performing sensitivity analysis based on different inventory
levels, we were able to determine target inventory levels that should result in 98% order fill rates,
significantly increasing customer satisfaction.
Finally, other adjustments were required to improve the manufacturing and inspection equipment
in order to ensure that customers would not receive parts with defects. Releasing defective
products to the customer is unacceptable, and high scrap rates significantly increase the
investment required in material and labor to meet customer demand. Furthermore, quality
problems result in inefficient capital and capacity utilization. Other proposed solutions for
Velocity involved reducing lead-time variability as much as possible by switching to raw
material suppliers with more predictable delivery times and higher quality products.
By reducing overall flow time, investing in new equipment and capital modifications,
restructuring inventory, IT, and production strategies, and utilizing simulation to determine
appropriate inventory levels, Velocity has been able to make significant improvements in terms
of meeting variable customer demand, and their customer order fill rate has increased
significantly, leading to more satisfied customers and growth in market share. Several of the
strategies implemented by Velocity may be applied to other companies with similar challenges,
keeping in mind unique circumstances and business models.
12

3.3.2 Volume and Variability Demand Analysis
Companies facing similar problems due to variable demand may also consider an innovative
approach that addresses the trade-off between inventory and customer service levels. While
debate exists regarding the capability and practicality of this technique in solving variable
demand problems, it may help companies that have not performed similar analysis to gain more
insight into their product line.
This framework relies on two principles:
1) Both the volume and the variability of demand must be taken into account by
using what is called volume-variability demand profiling.
2) Product manufacturing and distribution must be aligned with this profile through
a mix of build-to-stock, build-to-order, and make-to-order strategies [11].
Aside from using simple safety-stock inventory planning concepts, companies rarely consider
both volume and variability of demand in their planning and execution processes, and they often
apply a "one-size-fits-all" strategy for different stock keeping units (SKUs), regardless of volume
and variability levels. "As such, variable SKUs with erratic demand often get treated the same as
those units with predictable patterns, such as high-volume SKUs with a consistent level of
demand" [11].
Velocity Manufacturing and other companies using lean methodologies exemplify the use of
volume-based demand analysis in designing manufacturing cells without taking into account the
dimension of variability. Consequently, companies end up manufacturing products and holding
inventories in the right quantities but in the wrong mix of products. This problem is exacerbated
by what is known as the bullwhip effect, which occurs when slight perturbations in demand
downstream of the supply chain result in huge inventory build-ups upstream at the supplier
levels.
Vitasek et al. argue that by adhering to the principles outlined above, companies may be able to
move in the right direction towards solving their supply-demand problems. Implementing this
framework begins with an in-depth analysis of the product line, and categorization of products
into four categories based on volume and variability, as shown in Figure 3.
13

Figure 3 [11]. New SKU Classification Based on Demand Volume and Variability
"A" SKUs represent medium-to-high volume products with predictable demand. "B" SKUs
represent products with medium volume and low-to-medium variability. "C" SKUs represent all
low-volume products, and "D" SKUs have both medium-to-high volume and high variability. By
categorizing products accordingly, management can better understand the effects that each
product has on their operations and more effectively administer the manufacturing and
distribution of the different SKUs.
After stratifying the product mix into these four categories, the second principle suggests that
manufacturing and distribution strategies should be applied to each distinctive group of products,
rather than adopting one manufacturing strategy for the entire product line. Vitasek et al. propose
that the following techniques chosen for each product category represent the most efficient
techniques to drive high customer service levels while minimizing inventory on hand.
"A" SKUs are most effectively run in traditional assembly line, make-to-stock environments,
which are the most labor-, time-, and cost-effective methods to manufacture and distribute large
quantities of goods [11]. However if lean systems are already in place, "A" SKUs can also be
produced in rate-based manufacturing cells, since the predictable nature of the demand for these
SKUs is suitable for level-loaded production. Finished goods inventory should be on hand for
14

these high volume SKUs, serving as safety stock to buffer variable demand and to prevent stock-
outs. Because the variability in demand for “A” SKUs is relatively low, companies can rest
assured that the products will be sold and not become obsolete.
"B" SKUs are most effective under a kanban or a JIT model because these approaches provide
for optimal service levels and minimal inventory for this product group [11]. Cellular
manufacturing and lean methodologies are most effective with low volume goods rather than
mass production or assembly line models because efficiency is lost in the more old-fashioned
models when frequent setups must be performed between production runs of different SKUs.
Finished goods inventory should also be kept for "B" SKUs unless short lead times are available.
"C" SKUs are most effective in cellular manufacturing with a make-to-order manufacturing
strategy. By not holding finished goods inventory of these low-volume products, companies can
prevent goods from becoming obsolete when demand levels drop and can also save on inventory
holding costs. Because these products are low volume, companies can expect to produce all of
the units needed to meet an order within a relatively short amount of time without utilizing all
available production capacity.
Finally, "D" SKUs are most effectively produced make-to-order in assembly lines because they
have the most potential to affect operations and service levels. When one or more customers
place unexpected orders for large quantities of goods, stock-outs often occur not only in that
finished SKU, but in component parts used in other products as well. However, it would be
detrimental to hold excessive inventory of these units because demand levels could drop
erratically, resulting in high inventory holding costs and finished goods becoming obsolete. If a
manufacturing-on-demand option with a quick cycle time is not available for these SKUs,
companies can increase service levels by informing their customers of a maximum order quantity
and maintaining that amount of finished goods inventory on hand. Customers should be warned
that if orders are placed for more units than the maximum order quantity, these units will be
made-to-order, and a longer lead-time should be allowed.
By performing volume-variability analysis of historical demand data from Velocity
Manufacturing, it can be shown that Velocity’s product line consists of SKUs that fall into each
15

of the categories listed above. Some of Velocity’s parts are listed and categorized in Table 1.
Specific part numbers are listed in the first column, average daily demand, µ, for each part is
listed the second column, the standard deviation of each part’s daily demand, σ, is shown in the
third column, and the coefficient of variation, σ/ µ, is shown in the fourth column. The
coefficient of variation is useful in quantifying the variability of a part’s demand in relation to its
average demand.
Part Number µ σ σ/ µ Category
1 8.50 6.94 0.82 A 12 0.20 0.69 3.50 B 59 0.02 0.18 11.05 C 7 1.59 2.50 1.57 D
Table 1. Velocity Parts Categorized by Volume-Variability
Part 1 is clearly a high-volume part, with an average of 8.5 units demanded per day. Though its
standard deviation of demand is high at 6.94 units, in relation to average demand, the variability
is relatively low in comparison to other parts. Thus, this part would fall into the “A” category
with high-volume, low-variability SKUs. According to the suggested strategies, finished goods
inventory of Part 1 should be kept in stock. Part 12 can be classified as a “B” SKU because it has
medium demand volume, with an average of 0.2 units per day, and medium demand variability.
Part 59 is a very low volume part, with an average of only 0.02 units ordered per day. In fact, this
part was only ordered on one occasion out of 120 days. Thus, Part 59 should be categorized as a
“C” SKU. Finished goods inventory should not be maintained of Parts 12 and 59 because they
are usually demanded in small enough quantities to enable Velocity to fulfill orders relatively
easily. Finally, Part 7 is a high volume part with an average of 1.59 units demanded per day, and
it has high variability with a standard deviation of 2.5 units. Part 7 should thus be classified as a
“D” SKU. Since Velocity’s manufacturing system is set up in a lean manufacturing cell with a
much shorter flow time, All “B”, “C”, and “D” units should be made-to-order, with varying
factory capacity utilization requirements for products with different demand rates. For
illustrations of time-series demand trends of Velocity’s parts listed above, please refer to
Appendix A.
16

SKUs can be placed into different product categories at different times. For instance, when
special promotions go on for certain products, demand rates are likely to change. Furthermore,
companies should mix and match different strategies to best satisfy their specific needs based on
availability and suitability of different strategies. "The key element of this approach is the use of
different operational models to buffer demand volatility in the supply chain" [11]. This approach
attempts to mitigate the risk of inaccurate forecasts for products with highly variable demand,
while attempting to keep inventory low and customer service levels high. While only a few
companies have successfully implemented this innovative technique thus far, companies in any
industry can benefit from performing volume-variability demand profiling to get a better
understanding of their products and the manufacturing and distribution strategies that would best
assist them in solving the problems they face due to variable demand.
3.3.3 Continuous Improvement - Beyond Factory Walls
The findings I have presented thus far have dealt with solutions from an operations management
perspective within the manufacturing environment. However, operations managers must also
look beyond the four walls of their plant and extend their efforts throughout the supply chain.
"Too many companies fail to adequately recognize that the supply chain extends far forward to
customers, and back, to suppliers and their suppliers… Our study showed only 7% going outside
their four walls to track the performance of supply-chain activities at their vendors, logistics
providers, distributors, and customers" [15]. Panizzolo argues, "for a full implementation of lean
production principles, the most critical factor appears to be the management of external
relationships rather than internal operations… [T]he focus must move from operations
management to relationships management [2]."
While the volume-variability technique mentioned above may be useful in understanding overall
demand of products, companies should perform further analysis to determine exactly which
customers are ordering each part, especially for high volume, lower variability parts requiring
safety-stock, and thereby tying up capital and generating excessive inventory holding costs. By
identifying key customers for such parts and examining the volume and variability of their orders
on an individual basis, many important insights can be revealed. More than likely, manufactures
17

may discover that the overall demand variability for a part may be attributed primarily to key
customers with highly variable demand. Furthermore, examining the trends of order placement
by an individual customer can provide insight on the manufacturing and ordering strategies on
which the customer operates, assuming the customer is an original equipment manufacturer or
somewhere else along the supply chain before the end user. This information not only informs
the supplier of the customer’s daily operations, but it also provides a better understanding of how
their ordering policies ultimately affect supplier operations.
Beyond analysis of data, relationships must be improved in order to initiate more open
communication with key customers with variable demand. Ideally, suppliers should aim for full
visibility into such a customer’s operations in order to see when orders will be placed and for
what quantities. That way, the supplier can schedule production to match the actual rate of usage
by the customer, enabling preparing the supplier to fill large orders immediately when they are
placed. Assuming the remaining customers of a certain part demand the part in low volume and
lower variability, suppliers would no longer require excessive and constant amounts of safety-
stock in anticipation of large spikes in demand. They would simply prepare for the spikes before
they even occur, by adjusting production and target inventory levels as necessary. More
communication with customers regarding order estimates lead to reductions in inventory and
overtime, and consequently, increased cost savings, while meeting customer demands and
maintaining high order fill rates. Please refer to Appendix B for an example of customer demand
analysis for a high volume, low variability part using data from Velocity.
Another school of research has evolved in support of a new concept called "leagility," which
integrates the lean and agile manufacturing paradigms within the total supply chain. Agile
manufacturers use market knowledge and a virtual corporation to exploit profitable opportunities
in a volatile market place. Proponents of leagility argue that the tendency to view lean production
and agile manufacturing in a progression and in isolation is too simplistic a view [12]. The main
idea of leagility is to strategically position the decoupling point in such a way that will best
satisfy customer requirements. The decoupling point should separate the downstream part of the
supply chain that responds directly to the end-user from the upstream part of the supply chain
that uses forward planning and a strategic stock to buffer against the variability in the demand of
the supply chain [12]. Velocity used a decoupling point within their factory to meet similar
18

goals, while leagility applies a broader use for the decoupling point within the supply chain.
While an in-depth analysis of leagility would be out of the scope of this paper, further research of
this newly developing solution might also prove helpful for lean companies who are currently
battling the challenges of variable demand.
4. Conclusion
Since Toyota pioneered lean production, it has essentially changed the world of manufacturing.
It started as a buzzword and eventually became considered a deciding factor between life and
death in today’s competitive markets. Many companies saw the results that lean companies were
achieving and feared being left behind. This may have caused several of them to adopt lean
practices in such a way that may not have been suitable to the nature of their industries. Boeing
and Velocity are two such companies presented in this paper that have suffered detrimental
effects of uncertain demand. While suppliers do not have control over customer demand,
operations managers can implement solutions to try to cope with sudden surges or reductions in
demand, and overcome the challenges associated with such uncertainty.
However, it is important to note that if companies have learned anything from blindly adopting
principles, which appeared to be foolproof, they should know that a solution that works perfectly
for one company might not apply to their particular situation, business model, or industry.
Companies must strive to understand fully their own businesses, products, and customers before
they can find the best solutions to the challenges they face due to variable demand. Only then can
any company implement the right actions to solve their problems, and maintain a sustainable
competitive advantage to carry them into a bright and successful future.
19

List of References
[1] Rother, M., Shook, J. Learning to See: Value stream mapping to add value and eliminate
muda. Brookline, MA: The Lean Enterprise Institute, 1998. p. 39.
[2] Panizollo, R. “Applying the lessons learned from 27 lean manufacturers: The relevance of
relationships management.” International Journal of Production Economics, 1998. p.224
[3] Reary, Bob. “Getting Lean for Optimal Return.” ACSET Volume 5. PeopleSoft, Inc., 2003.
http://www.ascet.com/documents.asp?grID=143&d_ID=1999
[4] Womack, J. P., Jones, D. T. Lean Thinking: Banish waste and create wealth in your
corporation. New York: Simon & Schuster, 1996.
[5] Harvard Business Review on Managing the Value Chain. Harvard Business School Press,
2000. p. 222-230.
[6] Womack, J. P., Jones, D. T. The Machine that Changed the World: Based on the
Massachusetts Institute of Technology 5-million dollar 5-year study on the future of the
automobile. New York: Rawson Associates, c1990.
[7] Muckstadt, Jack, Jackson, Peter. ORIE 416 Design of Manufacturing Systems, Course Packet
of Required Readings, 2003.
[8] Feld, W. M. Lean Manufacturing: Tools, Techniques, and How to Use Them. Boca Raton,
FL: St. Lucie Press, 2000.
[9] Boeing Company Website. Lean Enterprise: Key Lean Initiatives.
http://www.boeing.com/commercial/initiatives/lean/key.html#
[10] Blakemore, J. S. “Maximising Profit with Short Production Runs… Lean Systems
Thinking.” http://www.blakemore.com.au/papers/R571-AGSEI-LM.pdf
[11] Vitasek, Kate L., Manrodt, Karl B., Kelly, Mark. “Solving the Supply-Demand Mismatch.”
Supply Chain Management Review, October/September 2003. Reed Elsevier, Inc.
[12] Naylor, J. Ben, Naim, Mohamed M. “Leagility: Integrating the lean and agile manufacturing
paradigms in the total supply chain.” International Journal of Production Economics,
1999. pp. 106-118.
[13] A. Harrison. ‘The impact of schedule stability on supplier responsiveness: A comparative
study.” Second International Symposium on Logistics, 11-12 July 1995, Nottingham, UK,
pp. 217-224.
20

[14] Anon. “The Jumbo Stumbles.” The Economist, 11th October 1997, p. 116.
[15] Cook, M. “Why Companies Flunk Supply-Chain 101.” Bain & Company, 2003.
www.bain.com
21

Glossary
Cells – The layout of machines of different types performing different operations in a tight
sequence, typically in a U-shape, to permit single-piece flow and flexible deployment of
human effort by means of multi-machine working [4].
Cycle time – The time required to complete one cycle of an operation. If cycle time for every
operation in a complete process can be reduced to equal takt time, products can be made
in single-piece flow [4].
Flow – The progressive achievement of tasks along the value stream so that a product proceeds
from design to launch, order to delivery, and raw materials into the hands of the customer
with no stoppages, scrap, or backflows [4].
Flow time – The total time required for a single unit to move through the entire production
sequence. This includes queue time and setup time.
Just-in-Time – A system for producing and delivering the right items at the right time in just the
right amounts [4].
Kaizen – Continuous, incremental improvement of an activity to create more value with less
muda [4].
Kanban – A small card attached to boxes of parts that regulates pull in the Toyota Production
System by signaling upstream production and delivery [4].
Lead Time – The total time a customer must wait to receive a product after placing an order [4].
Muda – Any activity that consumes resources but creates no value [4].
Operation – An activity or activities performed on a product by a single machine [4].
Perfection – The complete elimination of muda so that all activities along a value stream create
value [4].
Process – A series of operations required to create a design, completed order, or product [4].
Pull – A system of cascading production and delivery instructions from downstream to upstream
activities in which nothing is produced by the upstream supplier until the downstream
customer signals a need; the opposite of push [4].
Queue time – The time a product spends in a line awaiting the next design, order-processing, or
fabrication step [4].
G - 1

Make-to-order – A manufacturing strategy in which production occurs when products are
demanded by the customer.
Make-to-stock – A manufacturing strategy in which production is performed to meet/replenish
predetermined inventory levels.
One-piece flow – A situation in which products proceed, one complete product at a time,
through various operations in design, order-taking, and production, without interruptions,
backflows, or scrap. Contrast with batch-and-queue [4].
Safety Stock – Raw material and/or finished goods inventory maintained as a buffer to prevent
stock-outs when demand is highly variable; constant target inventory levels.
Stock-out – Occurs when products desired by customer(s) are not available.
Takt time – The available production time divided by the rate of customer demand. Sets the pace
of production to match the rate of customer demand and becomes the heartbeat of any
lean system [4].
Value – A capability provided to a customer at the right time at an appropriate price, as defined
in each case by the customer [4].
Value stream – The specific activities required to design, order, and provide a specific product,
from concept to launch, order to delivery, and raw materials into the hands of the
customer [4].
G - 2

Appendices
Appendix A. Volume-Variability Analysis of Velocity’s Parts
Time-Series Analysis of Demand
Special software was made available to examine Velocity’s demand data and to simulate
performance on varying inventory levels. The following four graphs generated by this software
show historical demand trends for specified Velocity parts in terms of quantity demanded on a
daily basis through 120 days in the past. By looking at these graphs and analyzing values for
average daily demand and standard deviation of daily demand, one can categorize parts by
demand volume and variability.
As illustrated in Figure A1, the time series graph of demand for Part 1 is very spiky; however,
the spikes on either side of the mean, shown by the horizontal yellow line, stay similar in size.
No extremely large spikes exist in comparison to the other spikes, implying that while this part
has variable demand, the variability is relatively low in comparison to other parts. Furthermore,
the order quantity scale exemplifies that Part 1 is a high volume part, with daily demand rates
ranging form 0 to 25 units, with a mean of roughly 8 units per day. Thus, Part 1 is a high volume,
low variability part.
Figure A1. Velocity Part 1 – High Volume, Low Variability
Ord
er Q
uant
ity
Days in the Past
A - 1

Figure A2 is the time series demand graph for Velocity Part 7. This part is also a relatively high
volume part, with daily demand ranging from 0 to 14 units and a mean of roughly 2 units per
day. Unlike Part 1, however, the spikes in demand for Part 7 are highly variable and
unpredictable, changing size dramatically throughout the time span. Thus, Part 7 is a high
volume, high variability SKU.
Figure A2. Velocity Part 7 – High Volume, High Variability
Ord
er Q
uant
ity
Days in the Past
As illustrated in Figure A3, Velocity Part 12 has lower demand volume than Parts 1 and 7, with
daily demand rates ranging from 0 to 4 units and an average daily demand rate of only 0.2 units.
The spikes each represent orders placed, and for the most part the order quantities remain
constant, except for a few larger orders towards the end. The timing of the orders is still
unpredictable though, so this part should be classified as a medium volume, medium variability
SKU.
A - 2

Figure A3. Velocity Part 12 - Medium Volume, Medium Variability
Ord
er Q
uant
ity
Days in the Past
Finally, Figure A4 illustrates the time series of demand for Velocity Part 59. Only one order was
placed for this particular part, with an order quantity of two units. Thus this product is simply
classified as a low volume part.
Figure A4. Velocity Part 59 – Low Volume
Ord
er Q
uant
ity
Days in the Past
A - 3

Appendix B. Customer Demand Analysis for Velocity Part Number 1 Because Part 1 has demand in high volumes and low variability, it would normally require safety
stock to buffer variations in demand. However, in depth analysis of the customers who order this
part can lead to subsequent reductions in safety stock requirements while maintaining excellent
levels of customer satisfaction.
Pareto analysis should be used to identify key customers who order Part 1 in the highest
volumes. These customers have the greatest impact on operations and service levels with respect
to this part. As shown in Table 2, Customers 1, 2, and 4 demand 90.55% of the Part 1 units
produced, clearly showing that they are the key customers.
Rank Customer Total Demand
Number of Orders
Average Demand/
Order
Average Daily
Demand
Percentage of Total
Cumulative Percentage
1 1 504 42 12 4.13 48.60% 48.60%2 2 282 66 4.27 2.31 27.19% 75.80%3 4 153 20 7.65 1.25 14.75% 90.55%4 7 23 9 2.56 0.19 2.22% 92.77%5 38 7 1 7 0.06 0.68% 93.44%6 33 6 2 3 0.05 0.58% 94.02%7 37 6 1 6 0.05 0.58% 94.60%8 73 6 1 6 0.05 0.58% 95.18%9 18 5 1 5 0.04 0.48% 95.66%
10 23 5 2 2.5 0.04 0.48% 96.14%11 34 5 1 5 0.04 0.48% 96.62%12 88 5 2 2.5 0.04 0.48% 97.11%13 25 3 1 3 0.02 0.29% 97.40%14 66 3 1 3 0.02 0.29% 97.69%15 75 3 1 3 0.02 0.29% 97.97%16 59 3 1 3 0.02 0.29% 98.26%17 10 2 1 2 0.02 0.19% 98.46%18 15 2 1 2 0.02 0.19% 98.65%19 52 2 1 2 0.02 0.19% 98.84%20 24 2 1 2 0.02 0.19% 99.04%21 62 2 1 2 0.02 0.19% 99.23%22 80 2 1 2 0.02 0.19% 99.42%23 83 2 1 2 0.02 0.19% 99.61%24 91 2 1 2 0.02 0.19% 99.81%25 26 2 1 2 0.02 0.19% 100.00%
Table 2. Pareto Analysis of Customer Demand for Velocity Part Number 1
A - 4

Customer 1, which has the highest demand volume for Part 1, has highly variable demand as
shown in Figure 8. The intermittent spikes illustrate that days pass with no units demanded, and
then huge spikes of demand occur at variable intervals. This leads one to believe that Customer 1
operates on an s-S ordering policy, which means no orders for components are placed until
inventory falls to a predetermined level, s, and at that point units are ordered to replenish the
stock to another predetermined level, S.
Figure B1. Velocity Part 1 Demand, Customers 1
Ord
er Q
uant
ity
Days in the Past
Furthermore, time-series analysis of orders placed by Customers 1, 2, and 4 reveals that these
customers have very variable demand in aggregate, as shown in Figure 9, with total order
quantities from these customers on a given day ranging from 0 to over 20 units.
A - 5

Figure B2. Velocity Part 1 Demand, Customers 1, 2, 4
In contrast, the remaining 19 customers who order Part 1 have much less variable demand in
aggregate, as shown in Figure 10. The total quantity demanded by these customers on a given
day only ranges from 0 to 5 units of Part 1. Thus with good relationships with just Customers 1,
2, and 4, and an ability to get estimates of order quantities before the orders are placed, Velocity
could overcome a lot of the challenges caused by demand variability for Part 1, by eliminating
the need for safety-stock.
Figure B3. Velocity Part 1 Demand, Customers 3 and 5 – 22
Ord
er Q
uant
ity
Ord
er Q
uant
ity
Days in the Past
Days in the Past
A - 6