Lean Introduction
40
400 400 500 500 600 600 700 700 $3.00 $3.00 $3.00 $3.00 $3.00 $3.00 $3.00 $3.00 The Many Values of a Cup of Coffee The Many Values of a Cup of Coffee 600x 600x Coffee Coffee Coffee Coffee Beans Beans Beans Beans Coffee Coffee Coffee Coffee Beans Beans Beans Beans $0.005 $0.005 $0.005 $0.005 $0.005 $0.005 $0.005 $0.005 0 100 100 200 200 300 300 400 400 McDo McDo McDo McDo Coffee Coffee Coffee Coffee McDo McDo McDo McDo Coffee Coffee Coffee Coffee $0.40 $0.40 $0.40 $0.40 $0.40 $0.40 $0.40 $0.40 $0.05 $0.05 $0.05 $0.05 $0.05 $0.05 $0.05 $0.05 10x 10x 80x 80x
-
Upload
yudha-satya-perdana -
Category
Business
-
view
463 -
download
0
description
Introduction to lean and reason why lean and six sigma is a powerful combination
Transcript of Lean Introduction

400400
500500
600600
700700
$3.00$3.00$3.00$3.00$3.00$3.00$3.00$3.00
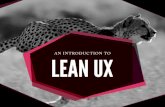
The Many Valuesof a Cup of CoffeeThe Many Valuesof a Cup of Coffee
600x600x
CoffeeCoffeeCoffeeCoffeeBeansBeansBeansBeansCoffeeCoffeeCoffeeCoffeeBeansBeansBeansBeans
$0.005$0.005$0.005$0.005$0.005$0.005$0.005$0.005
00
100100
200200
300300
400400
McDoMcDoMcDoMcDoCoffeeCoffeeCoffeeCoffeeMcDoMcDoMcDoMcDoCoffeeCoffeeCoffeeCoffee
$0.40$0.40$0.40$0.40$0.40$0.40$0.40$0.40
$0.05$0.05$0.05$0.05$0.05$0.05$0.05$0.05
10x10x
80x80x

400400
500500
600600
700700
$3.00$3.00$3.00$3.00$3.00$3.00$3.00$3.00
Customer are willing to pay for valueCustomer are willing to pay for value
600x600x
Coffee+ Coffee+ Processing + Processing + SERVICE +SERVICE +
EXPERIENCEEXPERIENCE
CoffeeCoffeeCoffeeCoffeeBeansBeansBeansBeansCoffeeCoffeeCoffeeCoffeeBeansBeansBeansBeans
$0.005$0.005$0.005$0.005$0.005$0.005$0.005$0.005
00
100100
200200
300300
McDoMcDoMcDoMcDoCoffeeCoffeeCoffeeCoffeeMcDoMcDoMcDoMcDoCoffeeCoffeeCoffeeCoffee
$0.40$0.40$0.40$0.40$0.40$0.40$0.40$0.40
$0.05$0.05$0.05$0.05$0.05$0.05$0.05$0.05
10x10x
80x80x
Coffee beanCoffee bean
Coffee + Coffee + Processing + Processing + SERVICESERVICECoffee + Coffee +
ProcessingProcessing

The basic principlesThe basic principles
•We’re in business to sell products and services to customers.
• The customer is the only true arbiter of value.value.
•Waste diminishes the process of value creation
• A perfect process has no waste.
• Perfect processes maximize customer value.

Process is a value creationIf not
It is just a waste

Value added
5% Value added

Overproduction
Inefficiency process
Motion Defect
Inventory
Transportation
Waiting
Underutilizedskill

Ove
rproductio
n•Making more than is required by the next
process
•Making it earlier than is required by the next process
•Making it faster than is required by the next process
Waste 1: O
verproductio
n
Example:
•More information than the customer needs
•Creating reports no one reads
•Making extra copies

Inefficiency process • Effort that adds no value to product or
service from the customers’ viewpoint
Example:
• Paper work (creating unnecessary report
•
Waste 2: Inefficiency process
• Redundant approval
• Repeated manual entry of data
• Double check, Triple check

Inve
ntory
•More material or information on hand than the customer needs right now
Example:
• Raw material (fruits, vegetables, meat)
•
Waste 3: Inve
ntory
•Office supplies including linen & sheets
• Files or work waiting to be worked on
•Work in process

Waste 4: W
aiting
• Idle time created while waiting for
Example:
•Waiting for machine repair
•
Waste 4:
•Copy machine
• The system to come back-up
•Queuing at front office

Transportatio
n • handling of materials or information from one point to another that does not add value
Example:
• Moving items in and out of storage
• Moving material from one workstation
Waste 5: Transportatio
n
• Moving material from one workstation to another
• Retrieving or storing files
• Carrying documents to and from
• Taking files to another person
• Going to get signatures

Waste 6: M
otio
n• Any movement of people or machines
that does not add value to the product or service
Example:
• Searching for items, tools, supplies, file,
information, etc.
Waste 6: information, etc.
• Sorting through materials
• Lifting boxes of items

Waste 7: D
efect
• Unwanted result. Defects result in rework, adaptations, and scrap
Example:
• Data entry error
• Pricing error
Waste 7: • Pricing error
• Missing information
• Missed specification
• Lost records

Underutilized skill • People are hired for specific jobs and
functions, but beyond these, their know-how, experience and creativity are underutilised and generally misunderstood.
• People’s motivation and problem-solving skills are not or not sufficiently encouraged.
Waste 8: U
nderutilized skill
encouraged.
• The value of transparency, communication and training is mostly underestimated.
• People’s involvement is key to any kind of improvement.

Sent those Sent those waste to ‘dustbin’

• The customer must be willing to pay for the activity.
• The activity must transform must transform the product or service in some way.
• The activity must be done correctly the first time.

Defining LeanDefining Lean
“A systematic approach to identifying and
Lean is:
“A systematic approach to identifying and
eliminating waste (non-value added activities)
through continuous improvement by flowing the
product at the pull of the customer in pursuit of
perfection.”

Things that you should know about about Lean business concept

Customer is king
customer is the center ofour universe — the customer’s wants, needs, and idea of value.
Feel the customer’s force like the Feel the customer’s force like the force of gravity. It is constant, undeniable, and unrelenting, but it is also our grounding and our base.

Hear, See, Speak by Fact &DataHear, See, Speak by Fact &Data
Understanding the reason for changes, unpredictability, defects, and cost based on facts and data
NotArguments, Issue, Intuitions

Follow the Value Stream• Value “flows” downstream, toward the customer. We
are intended to align our effort to the center of the value. We do not want spending energy but going nowherenowhere
• Streamline operations by targeting time, waste, responsiveness across the “supply chain” in order to
boost efficiencies and satisfaction

People first !
• People come first. They always come first. No matter where we are on our journey, you’ll only sustain Lean if our people are onboard and supportive.
• Our people are motivated and rewarded by success, not the tools. Tools don’t “win”; people do. People change their thinking and behaviors do. People change their thinking and behaviors and use tools accordingly. You need them both, but the people are what make or break you.

Genchi Genbutsu
(Go and See)
• get up off your butt, and see for yourself! E-mails, reports, conference calls, hearsay, even video —they can’t tell the whole story.
• firsthand observations and experience enable faster and more effective processes and faster and more effective processes and procedures.

Step by Step, Inch by Inch
Lean is a journey, not a destination. You live Lean every
day, through successesand setbacks alike. Lean is the force of a million little things, all
the
Step by Step, Inch by Inch
Lean is a journey, not a destination. You live Lean every
day, through successesand setbacks alike. Lean is the force of a million little things, all
thethetime. Lean is trying, doing, learning, and trying again —
and again..
thetime. Lean is trying, doing, learning, and trying again —
and again..

The art of simplicity• It’s a famous cliché: “Keep it simple” — but this is one
of the best practices of Lean. • When in doubt, simplify and eliminate. When
confronted with a decision, ask yourself “Which option is simpler?”


Project Model : DISC
Describe the process, opportunity, and goal
Examine the process & available data
Identify solutions, implement, and verify results
Establish monitoring to maintain the gain
DDefine
IInvestigate
SStreamline
CControl

We already have six sigma, why we should why we should have lean???

Because,Lean + 6 Sigma
= = powerful
combination

• A Lean views waste as anything that does not produce value; Six Sigma views waste as process variation.
• Lean focuses on process flow, and Six Sigma focuses on process variation which causes defects.
• Lean on speed ; six sigma working on • Lean on speed ; six sigma working on defect reduction
• Lean on efficiency; six sigma on effectiveness
• Both are creating a system that more faster and more responsive to customer

History of Development of Lean Six Sigma Methodology
Shewhart –Statistical method
F. Taylor –Time/motion study
Craft production
Eli Whitney –Product standard
Ford –Work Analysis
Sloan –Modern management Mass production
SPC
Assembly line manufacturing
Scientific management
Industrial production
Organized labor –
1900
1850
Deming –Statistical method
Juran –Process analysis
Smith/Welch –Statistical rigor/Org. infrastructure
Toyoda,Ohno,Shingo –
JIT, World class Mnf
Womack & Jones
Lean Six Sigma
Six SigmaLean Enterprise
TQM
Toyota Prod. System
Mass production
Quality controlOrganized labor –
Worker’s right
George, Lockhead,Martin, others 2000
1950
Source: “Lean Six Sigma: A Fusion of Pan-Pacific Process Improvement”, Malcolm T. Upton (Master Black Belt, George Group)

Lean tools…Lean tools…Lean tools…Lean tools…
• 5S• Poka Yoke• C3 (Compressing cash cycle)• Visual control• TPM (Total productive Maintenance)• Takt time• TOC (Theory of Constraint)• Multi process• Line Balancing• Line Balancing• Level Demand• One piece flow• standard work• Mistake Proofing• Level demand• Pull system• many mores…

5S (Work Area Management)
A structured system to manage working area with a standard in order to productivity
Japan EnglishBahasa
MeaningJapan EnglishBahasa
IndonesiaMeaning
Seiri Sorting Out Ringkas Pemilahan
Seiton Storage Rapi Penataan
Seiso Shining Resik Pembersihan
Seiketsu Standardize Rawat Pembiasaan
Shitsuke Self Discipline Rajin Disiplin

Seiri – Sorting Out
When it doubt, move it out!
Before After

Seiton – StorageA place for everything and everything in its place !
Before After

Seiso – ShiningCleaning and inspect !

Seiketsu – Standardization
Make up the rules and follow them!
• Establish standards for 3S (Sort –Set in Order – Shine)
• Attain the 3S standard conditions• Attain the 3S standard conditions
• Make the standards visual
• Assign responsibilities, determine– Who, What, Where, When,
and How

Shitsuke – Self discipline
Make it part of daily work and it becomes a habit!
• Ensure that 5S activities become a habit that everyone performs continually
• Build a commitment to adhere to 5S • Build a commitment to adhere to 5S standards

Poka-Yoke (Mistake proofing)
Poke-Yoke is an approach that eliminates a mistake from being made or makes the mistake obvious at a glance

Visual Control System
making the factory’s abnormalities and forms of waste so clear that even a beginner will recognize them!


![[Lean 101] Introduction to Lean - Preparing a Lean Canvas](https://static.fdocuments.us/doc/165x107/58f160751a28abf1658b4621/lean-101-introduction-to-lean-preparing-a-lean-canvas.jpg)