LDA Steel Plant
45
ArcelorMittal Asturias J. Manuel Arias, CEO ArcelorMittal Asturias March 2009
Transcript of LDA Steel Plant

ArcelorMittal AsturiasJ. Manuel Arias, CEO ArcelorMittal Asturias
March 2009

1
Disclaimer
•Forward-Looking Statements
This document may contain forward-looking information and statements about ArcelorMittal and its subsidiaries. These statements include financial projections and estimates and their underlying assumptions, statements regarding plans, objectives and expectations with respect to future operations, products and services, and statements regarding future performance. Forward-looking statements may be identified by the words “believe,” “expect,” “anticipate,”“target” or similar expressions. Although ArcelorMittal’s management believes that the expectations reflected in such forward-looking statements are reasonable, investors and holders of ArcelorMittal’s securities are cautioned that forward-looking information and statements are subject to numerous risks and uncertainties, many of which are difficult to predict and generally beyond the control of ArcelorMittal, that could cause actual results and developments to differ materially and adversely from those expressed in, or implied or projected by, the forward-looking information and statements. These risks and uncertainties include those discussed or identified in the filings with the Luxembourg Stock Market Authority for the Financial Markets (Commission de Surveillance du Secteur Financier) and the United States Securities and Exchange Commission (the “SEC”) made or to be made by ArcelorMittal, including ArcelorMittal’s Annual Report on Form 20-F for the year ended December 31, 2008 filed with the SEC. ArcelorMittal undertakes no obligation to publicly update its forward-looking statements, whether as a result of new information, future events, or otherwise.

2
Summary
• ArcelorMittal España• ArcelorMittal Asturias
– Overview– Safety– Strengths– Situation in Spain– How is ArcelorMittal Asturias reacting to the crisis– Gijón Factory - production facilities– Avilés Factory - production facilities– Shipments– Environment / R&D– Investments– Conclusion
• Q&A

3
ArcelorMittal España

4
Creation of the world’s number onesteel company
1902 Creation of AHV
1848 - Creation ofSta. Ana de Bolueta
1848 - Creation ofNtra. Sra. del
Carmen
1850 - Creation ofFábrica de Merced
1882 – Creation ofAA.HH. Fábrica de
Hierro y Acero Bilbao
FábricaLa Vizcaya
FábricaLa Iberia
1850 - Creation ofFábrica de Mieres
1857 - Creation ofFábrica de La Felguera
(1880) - Creation ofFábrica de Moreda
1950 Creation of ENSIDESA
1966 Creation of UNINSA
ENSIDESAtakes over UNINSA
1973
Incorporation of CORPORACIÓN DE LA SIDERURGIA INTEGRAL1991
Incorporation of CSI Corporación Siderúrgica , through the valuation of the profitable assets of Corporación de la Siderurgia Integral . Business started in 1995
1994
Creation of ACERALIA CORPORACIÓN SIDERÚRGICA and strategic alliance withthe ARBED Group . Integration of ARISTRAIN in Spain. Majority shareholding in Belgo-Mineira and acquisition of UCIN
1997
Aceralia - Arbed – Usinor merger2001
Creation of the world’s number one steel group2006

5
Production data in ktons
SESTAO (ACB)- Hot rolled coils: 1,374
SAGUNTO - Cold rolled: 657- Electrogalvanised: 180
LESAKA- Hot rolled: 117- Cold rolled: 79- Galvanised: 115
ZARAGOZA-Merchant bars: 248-Rebars: 84
BERRIOPLANO- Panels: 8- Open sections: 10
OLABERRÍA- Sections: 737
ETXEBARRI- Tinplate: 305- Galvanised: 83
LEGASA- Painted strip: 85
GIJÓN- Wire rod: 409- Rail: 287- Heavy plate: 610
BERGARA
-Merchant bars: 15
MADRID- Sections: 449
ZUMÁRRAGA- Wire rod: 217- Special bars: 33- Rebars: 238
AVILÉS- Hot rolled coils: 1,966- Galvanised: 456- Tinplate: 288- Painted strip: 96
LANGREO (ASPERSA)- Sandwich panels: 5- Profiled sheet: 4
TOLEDO- Sandwich panels: 5
-Sections: 388- Galvanised: 512
Steel Solutions and ServicesLONG PRODUCTSFLAT PRODUCTS
Not included: 34 distribution centres
Facilities of ArcelorMittal España
Geographic location of main production sites & 2008 production for sale
� Sites of 3 sectors: FCE, LCE and Steel Solutions and Services
� Crude steel production: 8,158 kt(49,9% BOF/ 50,1% EAF)ArcelorMittal’s output accounts for 43,7% of the Spanish crude steel production
� Workforce: 12,413 employees

6
ArcelorMittal Asturias

7
AvilesAviles
Avilés Gijón
ASTURIAS
ArcelorMittal Asturias: location

8
– Quality responsibles:Ángel Fco. SUÁREZ-VALDÉS (Primary) Luis F. ESCODA (Long Products) Javier Alfredo SÁNCHEZ (Finishing)
– Client service responsible: Francisco J. ÁLVAREZ-LINERA
– R & D responsible : Nicolás DE ABAJO
ArcelorMittal Asturias management
J. Manuel AriasCEO
Vicente SuárezCFO Controlling
Juan Carlos MenéndezCOO – Primary
Emmanuel HatonCOO – Downstream
José Luis SantosCOO – Long Products
Jesús SuárezHuman Resources
Aurelio GutiérrezCentral Technical Serv.
Management Board

9
Gijón Factory• Main facilities:
� Coking Plant: 957,000 t� Sinter Plants: 6,000,000 t� Blast Furnaces: 4.7 Mt� LDG Steel Plant: 1.1 Mt� Plate Mill: 600,000 t� Rail Mill: 380,000 t� Wire Rod Mill: 600,000 t
• Products: heavy plate, rail and wire rod
Avilés Factory• Main facilities:
� Coking Plant: 1.4 Mt� LDA Steel Plant: 4.2 Mt� Hot Strip Mill: 3.6 Mt� Galvanising Lines: 770,000 t� Tinplate Lines: 400,000 t� Organic Coating Line: 250,000 t
• Facilities for flat carbon steel (hot rolled coils) and coated products (galvanised sheet, tinplate, organic coated sheet)
Aspersa (Langreo)• Sandwich panels: 1,000,000 m2/year
• Profiled sheet: 5.500 tpy
ArcelorMittal in Asturias
Avilés Gijón
Langreo

10
ArcelorMittal Asturias: production flow
Torpedo ladle
Desulphurisation
Hot Strip Mill
HOT ROLLED COILS
Blast Furnaces
Continuouscasting
Converter
SLABS
Coke ovens
Sintering
Hot metal
Scrap
Scrap
HEAVY PLATEPlate Mill
SLABS
Tandem Mill Continuousannealing
Batch annealing
PICKLED COILS
GALVANISEDGalvanising lines
Pickling
Tinplatelines
TemperMills
ORGANIC COATEDOrganic coating line
BILLETSWIRE ROD
Wire Rod Mill
Rail Mill
RAILBLOOMSConverter
Tandem Mill
Iron ore(storage)
Coal(storage)
Flat products
Long products
Continuouscasting
TINPLATE

11
Safety performance evolution
2.91
1.38
1.53
2008
6.19
4.51
1.68
2006
3.837.7913.2425.2225.60Total
1.936.2010.8821.719.80Subcontractors
1.901.592.363.525.80Own workforce
20072005200420032002Frequency rate
0
5
10
15
20
25
2002 2003 2004 2005 2006 2007 2008
Own workforce Subcontractors
No. of Lost time accidents x 106
Total hours workedFrequency rate =
In ArcelorMittal there cannot be two levels in safety.

12
• Multi-Product Plant producing Hot Rolled Coils, Tinplate, Galvanised sheet, Organic Coated sheet, Heavy Plate, Rail and Wire Rod.
• Fully integrated plant.
• Coke self-sufficient plant.
• Strategic location with port services close to the factories. Raw materials are unloaded at the port of Gijón, which can receive vessels of up to 250kt. Iron making facilities are linked to the port by belt conveyors.
• Its industrial configuration allows capacity to be increased across the complete product range.
• Site experienced in shared services and with capacity to extend scope to other activities and companies.
• Implementation of Arco Plan, a top management program, resulted in substantial savings. Basis for further improvements.
ArcelorMittal Asturias: Strengths

13
Situation in Spain• Spain experiences a deep downturn with:
– Residential real estate activity plummets – Lack of confidence leading to low household consumption – A strong impact on automotive market
• In this economical environment, steel industry is more impacted in Spain than in other countries in WE.
Spain - Steel using sector activity - growth year on year
-14,3%
-8,7%
-15%
-10%
-5%
0%
5%
10%
15%
1971
1975
1979
1983
1987
1991
1995
1999
2003
2007

14
Spain – Economic outlookConsumer confidence at its lowest level since 1990and lower EU27 level…
Spain - Consumer confidence (balance of opinion)
-50
-40
-30
-20
-10
0
10
1990 1991 1992 1993 1994 1995 1996 1997 1998 1999 2000 2001 2002 2003 2004 2005 2006 2007 2008 2009
Spain EU27
Latest value: Dec-2008

15
How is ArcelorMittal Asturias reacting to the crisis?
• ArcelorMIttal Asturias, being a multi-product site, is being less affected than other sites of the Group by the fall in demand of the automotive and construction sectors.
• The Asturian sites are currently being operated at 76% of their capacity thanks to the strength of some of its products: rail, heavy plate and tinplate (in 2008 rail and tinplate mills reached their annual production records)
• ArcelorMittal Asturias needs to respond to the current circumstances in a dynamic a nd flexible way .
• Adaptability is key in order to pull out of this difficult period in a strong position.
• Short term measures :
– Reduce working capital. Minimize inventories (raw materials, slabs, working progress and final products)
– Zero increase in CAPEX and OPEX. Investments are limited to safety, legal compliance and environmental issues.
– Adaptation of facility running to the load: in December, one of the two blast furnaces in Asturias was stopped. If the situation remains unchanged, the furnace will have to be stopped again for a few months in Q3. In Finishing facilities, one Hot Dip Galvanizing Line and one Organic Coating Line (both in Avilés) are currently stopped. Blast furnaces are being operated in an “all-coke” mode and small diameter tuyeres are being used. Metallic charge is adapted as a function of the scrap or hot metal requirements.
– Client service improvement.
– Maintenance of fixed costs in terms of €/t and reduction of SG&A expenditure.
– Adaptation of internal and external headcount to workload. Flexibility on working time / advanced holidays / time counters. Reassignment of own employees to other functions. No salary increase in 2009. Align variable pay KPI’s and targets to current priorities and workload.

16
How is ArcelorMittal Asturias reacting to the crisis?
• Mid term measures :
– We enter into a cyclic period which requires a flexible production system . We should be able to increase or decrease production if needed .
– Local Continuous improvement plans must be accelerated .– That means:
• Adapting the permanent workforce not to 100% of capacity but to an 80% capacity baseline.
• Building flexible solutions to meet cyclic demand (e.g., hot-stoppage of four of the eight coke-oven batteries in Avilés).
• Pursuing and rapidly capturing permanent productivity improvements.
• Twinning project:– Galati site (Romania): Blast Furnaces and Heavy Plate Mill.

17
Heavy Plate MillRail Mill
Wire Rod Mill
Steel PlantMain entrance
Blast Furnaces
Gijón Factory: main facilities
Coking Plant

18
Gijón Factory: layout

19
Total volume of raw materials unloaded for ArcelorMittal Asturias (2008):
10,49 Mt (112 vessels)• Directly linked by conveyor belts to
ArcelorMittal Asturias’ ore and coal yards.
• Main technical data:
– Three 50 t unloaders (maximum daily unloading capacity: 100,000 t)
– Water depth: 21 m
– Capable of accepting vessels up to 250,000 t
– Total bulk throughput in 2008:
14,31 Mt(154 vessels)
Raw materials (I)
EBHISA(European Bulk Handling Installation - Gijón)
Coking coal: 3,20 MtPCI coal: 0,94 MtTotal coal: 4.14 Mt
Iron ore fines: 4,16 MtIron ore lumps: 0,63 MtPellets: 1,56 MtTotal ore: 6,35 Mt
Iron orefines (40%)
Iron ore lumps (6%)
Pellets (15%)
Coking coal (30%)
PCI coal (9%)

20
• Aboño coal yard– Supplies coking coal to the Gijón and Avilés
Coking Plants and PCI coal to the Blast Furnaces– Linked by belt conveyors to the Gijón Factory and
by rail to the Avilés Coking Plant– Unblended coal storage yard: 600,000 t– Blending yard: 200,000 t– Annual processing capacity: 7.6 Mt
• Ore yard– Storage capacity: 700,000 t– Area: 63.000 m2
– Four homogenisation beds: 80,000 t (beds 1 and 2) and 90,000 t (beds 3 and 4)
– Yard incoming flow rate: 2,500 t/h– 35 km belt conveyor network
Gijón: Raw material yards

21
• Sinter Plants– Two plants where iron ore fines
are heated and agglomerated for subsequent use in the Blast Furnaces
– Sinter Plant “A”: 2.65 Mtpy– Sinter Plant “B”: 3.35 Mtpy
• Coking Plant - Gijón– 90 ovens divided into two
batteries, with an annual production capacity of 957,000 tof blast furnace coke
– Production per oven: 22.5 t of dry coke
– Coking time: 17 hours
Gijón: Sinter and Coking Plants

22
• Blast Furnaces– These are the only two blast furnaces
in operation in Spain
– The process consists in reducing and smelting the iron ore blend to transform it into hot metal (liquid iron)
– Combined production capacity: 4.7 Mtpy of hot metal
– Height: 90 m – Hearth diameter: 11.3 and 11.7 m– Torpedo ladle capacity: 259 t
Gijón: Blast Furnaces

23
Gijón: LDG Steel Plant• LDG Steel Plant :
– Annual production capacity: 1.1 million tonnes (liquid steel)
– Two BOF converters (LD process), 117 t/heat• Tap-to-tap time: 48 minutes (approx.)
– Three secondary metallurgy units (2 Ladle Furnaces & Dehydrogenation-RH)
– Bloom Continuous Casting:
• Annual production capacity: 850,000 t (280x400 mm); 690,000 t (280x330 mm)
• Curved mould with 3 strands.
• Bloom cross-sections: 280x330, 280x400 mm• Length: 4.5 – 8.0 m
– Billet Continuous Casting:
• Annual production capacity: 1.1 million tonnes
• Curved mould with 6 strands• Billet formats: 150x150 mm
• Length: 9 - 15 m

24
• Plate Mill :– Annual production capacity: 600,000 t– ArcelorMittal is the only heavy plate producer in
Spain– Size range: plates in thicknesses from 5 to 150 mm;
widths from 1,500 to 3,300 mm and lengths from 4 to 15 m
Gijón: Plate Mill
84%
16%
Spain
International(mainly EUcountries)
31%
5%
22%
42%
Windmills
Shipbuilding
Distributors
End users
Sales by geographical markets (2008) Sales by sector s in the Spanish market (2008)

25
15%
85%
• Rail Mill:– Annual production capacity: 380,000 t– Maximum rail length: 90 m– Only Spanish producer of high-speed rail, a product subject to
the most stringent quality and reliability requirements– Product range:
• From 40 to 73 kg/m• Unit rails ranging from 12 to 90 m• Long welded rails up to 288 m• Any new type of rail can be produced to order for a minimum
volume of 6,000 t
Gijón: Rail Mill
26%
29%
45%
Spain
Other EU countries
RoW
Sales by geographical markets (2008)Breakdown of sales bytype of product (2008)
Microalloyedrail
High-speed rail

26
• Wire Rod Mill:– Annual production capacity: 600,000 t– 32 rolling stands– High quality wire rod for the most
demanding applications (steelcord, cold heading applications, springs for shock absorbers, etc.)
– Size range: wire rod in diameters from 5.5 to 24 mm
27%
45%
20%
5% 2% 1%Steelcord (tyres)
Prestressed products
High Carbon
Low Carbon
CHQ
Welding rods
Main markets (2008)
Gijón: Wire Rod Mill

27Steel Plant
Hot Strip Mill
Cold Rolling Facilities
Galvanising and Tinplate Lines
Organic Coating Line
Coking Plant
Avilés Factory: main facilities

28
Avilés Factory: layout

29
Avilés: Coking Plant
• Coking plant – Avilés:– 240 ovens with a production of 1.4 Mtpy of coke
– Coking time ranges from 15 to 16 hours at temperatures reaching over 1,200 ºC
– The plant has a coal yard with a storage capacity of up to 25,000 t
– 2003-2009 environmental investment plan (over EUR 53 million):• Replacement of coke oven doors and frames• Fume collection system on coke discharge side• Replacement of coal charge cars
• Dust collection system in railcar loading area• New filters in quenching towers
• Optimisation of biological water treatment plant operation
• Closure of main drain nº 7• New soda tank

30
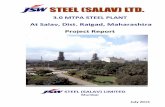
Avilés: LDA Steel Plant• LDA Steel Plant :
– Annual production capacity: 4.2 million tonnes
– Two 270 m3 BOF converters (LD process), operated alternately
– Tap-to-tap time: 30 minutes (approx.)– Three secondary metallurgy units (RH/OB, Injection & CAS)
– Two double-strand continuous casters producing slabs to feed the Hot Strip Mill (Avilés) and the Plate Mill (Gijón)
– Slab size range:– Max. slab weight: 30 t– Max. dimensions: 1,600 mm (width) x 11,700 mm (length)– Thicknesses: 235 / 280 mm
81%
19%
HSM Plate Mill
LDA - Slab consumption breakdown (2008)
Steel plant Hot Strip Mill Pickling TandemGalvanising
Annealing
Org. coating
Temper Tinning

31
• Hot Strip Mill (HSM):– Maximum annual capacity: 3.6 Mt
– Main equipment:• Three reheating furnaces• One single-stand 4-high reversing roughing mill • Seven 4-high stands finishing mill• Two coilers
– Max. coil weight: 32 t
– Strip thickness ranges from 1.5 to 20 mm
26%
22%
21%
11%
20%Avilés Tandem 1
Avilés Tandem 2 (Tinplate)
Sagunto
ArcelorMittal Bass-Indre
Other customers
Avilés: HSM
Breakdown of HR coil shipments by destinations (200 8)
Asturias 47%
Interworks 33 %
Other customers 20 %
Steel plant Hot Strip Mill Pickling TandemGalvanising
Annealing
Org. coating
Temper Tinning

32
• Pickling Line:– Annual production capacity: 1.2 Mt– Process speed: 250 m/min
• Tandem Cold Rolling Mill 1:– Annual production capacity: 1.4 Mt– Five 4-high stands– Minimum strip thickness: 0.30 mm– Maximum process speed: 1,200 m/min
• Auxiliary lines:– Temper mill
– Inspection and repair line with laser welder
Avilés: Cold RollingPickled coil shipments (2008)
Fullhard coil shipments (2008)
Steel plant Hot Strip Mill Pickling TandemGalvanising
Annealing
Org. coating
Temper Tinning
27%
51%
2%
20% Automotive 27%
Steel Distributors 51%
Processing Industry 2%(metal transformation,stamping, welding, etc.)
Interworks 20% (processinginside ArcelorMittal group)
49%
47%
4% Processing Industry 49%(metal transformation,stamping, welding, etc.)
Interworks 47%(processing insideArcelorMittal group)
Steel Distributors

33
• Galvanising Lines 1 and 2– Annual capacity: 770,000 t (250,000 t (L1) + 520,000 t (L2))– Continuous hot-dip galvanising process
– Products for general industry (L1) and automotive (L2), including “exposed part” grade
– Maximum coil weight: 24 t (L1) and 35 t (L2)
– Thicknesses ranging from 0.35 to 3 mm; widths from 600 to 1,600 mm; lengths from 700 to 6,000 m (subject to coil diameter)
– Main steel grades: steel for cold forming, structural elements, high yield-strength steel, rephosphorised steel, steel for drawing applications, Dual-phase and Bake-Hardening steels
Avilés: Galvanising Lines
Galvanised coils shipments (2008)
Steel plant Hot Strip Mill Pickling TandemGalvanising
Annealing
Org. coating
Temper Tinning
44%
19%
11%
23%
3% Automotive (car makers) 44%
Automotive (suppliers)19%
Construction Industry11% (paneling, roofing,etc.)Metal Distributors 23%
Processing Industry 3%(metal transformation,stamping, welding, etc.)

34
• Organic Coating Line– Annual production capacity: 250,000 tonnes
– Double-side organic coating in thicknesses ranging from 5 to 200 microns
– Substrate: cold-rolled or galvanised steel strip in widths ranging from 600 to 1,600 mm and thicknesses from 0.2 to 1.25 mm
– Max. process speed: 130 m/min
– Organic coated strip for household appliances, construction (indoor and outdoor applications) and general industry
Avilés: Organic Coating Line
Organic coated coils shipments (2008)
Steel plant Hot Strip Mill Pickling TandemGalvanising
Annealing
Org. coating
Temper Tinning
85%
13%2%
Construction Industry85% (paneling, roofing,etc.)
Metal Distributors 13%
Processing Industry 2%(metal transformation,stamping, welding, etc.)

35
The Avilés factory includes a number of facilitiesspecialised in the production of steel for packaging(tinplate):
• Tandem Mill 2:– Annual capacity: 600,000 t – Minimum thickness: 0.17 mm
• Batch annealing furnaces/Continuous annealing:– Batch annealing furnaces capacity: 320,000 tpy– Continuous annealing line capacity 300,000 tpy
• Temper Mills 2 and 3:– Maximum annual production capacity (both mills) 388,000 t– Skin-pass mills with two 4-high stands (discontinuous process)– Minimum thickness: 0.14 mm
• Tinning lines 1 and 2– Annual production capacity: 400.000 t (150,000 t + 250,000 t)– Electrolytic tinning process– Single reduction (SR), double reduction (DR) and DWI tinplate (for
beverage cans)– Thickness range: 0.14 to 0.49 mm
Avilés: Packaging facilities
27%
73%
DWI
Non DWI
Tinplate shipments (2008)
Steel plant Hot Strip Mill Pickling TandemGalvanising
Annealing
Org. coating
Temper Tinning

36
Shipments by products
58514%
62015%
2717%
2.63664%
2.02562%
2447%
48115%
54316%
Flat Tinplate Plate Long
2008 2007
Figures in Mt
Total: 4069 t Total: 4112 t

37
Integrated Environmental Authorisation• On May 2, 2008, the Environmental Management Service of the Regional Ministry of the Environment
and Rural Development, notified its Decision granting ArcelorMittal Asturias the Integrated Environmental Authorisation, Dossier no. AAI-022/05. This Decision was published in the Official Gazette of the Principality of Asturias (B.O.P.A.) on June 17, 2008.
Environmental Management Systems (EMSs)• In its Asturian facilities, ArcelorMittal has implemented four ISO14000-compliant
Environmental Management Systems, with their corresponding Monitoring Committees.
CO2• Compliance with the Kyoto Commitment• Throughout the period, CO2 emissions have been below the levels of the CO2 emission allowances
granted under the National Allocation Plan
Environment
Recycling and waste-to-value solutions• The efficiency rate attained in waste reutilisation is currently > 90%• Waste treatments are selected according to the following order of preference:
– Direct internal recycling– Internal waste-to-value processing– Internal recycling with prior external waste-to-value treatment– External recycling, with or without intermediate waste-to-value treatment
• Ongoing research aimed at developing new recycling and waste-to-value solutions

38
Environment
• A significant effort in terms of investment has been made over the last years in all the facilities and focussed on all environmental vectors (air, water, waste, soil, etc.)
• Environmental investments over the 2005-2007 period amounted to 90 M€
68%
24%
6% 2%
Air Water
Waste/By-prod. Others
Avilés Factory Gijón Factory
72%
11%
15% 2%
Air Water
Waste/Byprod. Others
Both Factories
70%
18%
10% 2%
Air Water
Waste/Byprod. Others
Investments

39
Gesma: environmental monitoring software tool
• ArcelorMittal’s Continuous Improvement approach, coupled with the growing concern of all stakeholders regarding the preservation of the environment, led to the development of the GESMA Project.
• The Environmental Management software GESMA, currently being developed, is primarily aimed at:
– Ensuring permanent awareness of the environmental conditions of the facilities
– Improving statistical treatment of the information received/generated
– Providing warning mechanisms relating to the environmental conditions based on continuously monitored parameters (sms or email warnings)
– Automatic generation of reports meeting the monitoring requirements defined by the Public Authorities.
– Follow-up of the most significant environmental management KPIs for subsequent analysis by ArcelorMittal Asturias’ EMS Committees
– Improved operational control of the environmental variables of existing water treatment plants and future connections to the Industrial Main Sewer
• GESMA is a dynamic software tool, i.e. it not only provides the means to efficiently manage the environmental data but can also be continuously enhanced and expanded in line with the evolution ofinvestments, new requirements or new needs identified (CO2, dispersion models, etc...)
Enviroment

40
Research OrganizationAsturias (Avilés)
• Main missions
– To support ArcelorMittal plants in delivering fast, high value process solutions for their deployment worldwide.
– To contribute with referential solutions for improving environmental footprint
– To help ArcelorMittal to make more efficient Business decisions
• Activities
– Total Process Control: Intelligent Manufacturing, Maintenance, Safety,…
– Energy, Environmental and Recycling solutions
– Supply Chain and Technoeconomic decision support tools
• Key R&D facilities
– Mechatronics and Monitoring labs (on-going)
– Combustion and Water pilot plants (on-going)
– Management Science and Data Mining modelling labs
– Open innovation (using partners labs and direct implementation in-site)

41
Industrial EnhancementINDEX
Business & Supply ChainInnovation
KiN
Production, Energy, Environment,Recycling and Safety
PEERS
Research OrganizationAsturias (Avilés)
Resp: Nicolas de ABAJO# 50 Engineers + Technicians
Mechatronics, Sensors and Monitoring
Pipe-end Technologies (Water, Air,…) and By-products
Energy and Combustion
Vertical Integration Commercial, Planning, Logistics, Global allocation models,,…
Artificial Intelligence and Knowledge Management
CETICA (Construction)

42
Investments in 2008 & B2009
• CAPEX : 94 M€• Main items of environmental and maintenance capex :
– Environmental investments in Avilés Coke Plant: 11 M€.– New row of staves in Gijón Blast Furnaces: 2 M€.– Heavy Plate Mill revamping: 2 M€.– Legal requirements: 5 M€.– Avilés Coke Plant: 15 M€.– Heavy Plate Mill revamping: 5 M€.– Rail Mill: 5 M€.– Gas holders: 3 M€.– Rolls: 9 M€.
• Budget 2009:
– Zero increase in environmental projects as compared to 2008 (legal requirements, environmental issues, upgrading of Gijón Coke Plant) and maintenance capex of 35 M€ (long+flat+rolls).

43
Conclusion
• ArcelorMittal Asturias: Integrated, multi-product site (flat and long products) with maximum capacity of 5 Mt of liquid steel peryear.
• To react to the current crisis, ArcelorMittal Asturias is adjusting its production to market demand, maintaining its fixed costs andwith zero increase in environmental capex, while adjusting internal and external personnel to production requirements.
• ArcelorMittal Asturias’ strength is based on the variety of products that are manufactured in its facilities, as some of these products are not being affected by a shrinking demand (rail, tinplate and heavy plate).

44
Q&A