
Laser Welding of Aluminum and Aluminum Alloys a..
4
.. ) L aser We l di ng of Aluminum a nd Alu mi num All oys Welds made with sharp beve l-groove weld preparation are larger and mor e uniform than welds made with either bead-on-plate or square-groove preparation ABSTRACT. The effects of surface prepa- ration and joint geometry on laser power absorption by pure aluminum and by aluminum all oy 5456 have been studied. The resul ts indicate that initial absorption vari es from a few percent to more t han 25% depending upon the surface prepa- ration. The fraction of absorbed power incr eases dr amati cally upon formation of a keyhole. As a r esult, welds made with sharp bevel-groove preparation are l arger and more uniform than th ose made with either bead-on-pl ate or square-groove weld preparations. Introduction High energy density laser and electron beam welding characteristically produce a deep, nar row weld bead. This bead is formed by a keyhole mode of operation in w hich the keyhole cavity is produced by metal vaporization at power densities of 10 5 watts/cm 2 or greater. There are, however, significant differences between the t wo pro cesses: l asers heat wi th pho- tons of approximately 0.1 eV energy while electron beams use par ticles of 100,000 eV energy. This r esults in a beam of laser l ight w hich readily interacts with the fr ee electrons found in the plasma. The plasma is formed by vaporization of the surface of the metal, and this interac- tion defocusses part of the incident beam producing a characteristic "nail-head" type of weld (Ref. 1). The electrons of an electron beam, on the other hand, are too energet ic to be deflected significantly by the plasma. As a resul t, it is possible to couple the energy Paper presented during the 63rd A WS Annual Convention held in Kansas City, Missouri, dur- ing April 25-30, 7982. C. A. HUNTINGTON is with Phil/ips -E/met Corp., L ewi ston. Maine, and T. W. EAGAR is Associate Professor- Materi als Engineering, Massachusett s Institute of Technology, Cam- bridge, Massac husetts. BY C. A. HUNTINGTON AND T. W. EAGAR much more efficiently using electron beam welding compared to laser weld- ing. One of the most dramatic illustrations of the differences in beam characteri stics occurs when welding aluminum. Alumi- num is one of the easiest metals to penetrate with an electron beam. On the other hand, it is one of the mos t difficult to melt wi th a l aser. The poor coupling of the laser energy is due in part to the high density of free el ectrons in the soli d, making aluminum one of the best refl ec- tors of li ght. In addition, many aluminum all oys contain magnesium or zinc, which are easily vaporized and thereby form a plasma that blocks the incident beam. Previous investigations have shown low power absorption (Ref. 2), alloy com- positional differences (Ref. 3) and the importance of surface preparation (Ref. 3) when laser welding aluminum. The power absorption changes dramatically at times, producing an unstable process with poor penetration control and a rough bead surface. It is commonly believed that the difference in the frac- tion of absorbed power is caused by melting of the metal (Ref. 1,4). It is well known that all oy composition and surface preparation of aluminum inf luence the absorption of l aser li ght. Accordingl y, the purpose of this study was to quantify these differences in order to determine the degree of control that can be achieved by modifications of either the material or of the process. Experimenlal Both pure aluminum (99.999%) and 5456 alloy (5.1 % Mg with minor additions of Mn and Cr) were used for t he absorp- tion experiments. Actual welds were made on 1.h in. (6.4 mm) thick 11 00 (99.0% AI) and 5456 alloy plate. Four differen t surface preparations were studied. The as-received surface of 5456 was mill-finished, while the pure aluminum was machined on a lathe. Oth- er sampl es were sandblasted with - 300 mesh glass beads, anodized to one micron thickness, or electropolished in an alcohol-water-perchloric acid solution. The absorption studies employed a 0.375 i n. (9.5 mm) diameter sample machined as a cone on one end with the flat t est surf ace on the opposite end. The cone was pressed into a holder as shown schematicall y in Fi g. 1. The holder sur- rounded the conical end and absorbed all li ght beamed into t his cavity. A thermistor was mount ed on the holder w hi ch recorded the temperature ri se of the sample and holder after each l aser pulse. By beaming into the cavity, the total beam power was measured. By turning the entire assembly around, the absorbed power of the laser pulse on the flat s urface could be measured. The ratio of the temperature ri se on the flat surface to that produced by beaming into the ---- -- ---- -- - 16-- ---------- .... ---'1 13 -- 1 10 6 Fig. 1- Schematic of cone and holder assem- bly used for absorption stud ies. Dimensions are in millimeters (1 in. = 25.4 mm) W ELDI NG RESEARCH SUPPLEMENT 1 10 5-s 1- z UJ :E a.. 0 -1 L&J Gj 0 ....... I (.) a:: <C UJ If) L&J a:: ....... 1- z UJ :E a.. 0 -1 UJ > UJ 0 ....... I (.) a:: <C UJ If) UJ a:: ....... 1- z L&J :E a.. 0 -1 L&J > UJ 0 ...... I (.) a:: <C UJ If) UJ a:: ...... 1- z L&J 2 a.. 0 -1 UJ > UJ 0 ...... I (.) a:: <C UJ If) UJ a:: ....... 1- z L&J :E a.. 0 -1 UJ > UJ 0 ....... I (.) a:: <C UJ If) L&J a::
Transcript of Laser Welding of Aluminum and Aluminum Alloys a..
.. )
Laser Welding of Aluminum and Aluminum Alloys
Welds made with sharp bevel-groove weld preparation are larger and more uniform than welds made
with either bead-on-plate or square-groove preparation
ABSTRACT. The effects of surface preparation and joint geometry on laser power absorption by pure aluminum and by aluminum alloy 5456 have been studied. The results indicate that initial absorption varies from a few percent to more than 25% depending upon the surface preparation. The fraction of absorbed power increases dramatically upon formation o f a keyhole. As a result, welds made with sharp bevel-groove preparation are larger and more uniform than those made with either bead-on-plate or square-groove weld preparations.
Introduction
High energy density laser and electron beam welding characteristically produce a deep, narrow weld bead. This bead is formed by a keyhole mode of operation in which the keyhole cavity is produced by metal vaporization at power densities of 105 watts/cm2 or greater. There are, however, significant differences between the two processes: lasers heat with photons of approximately 0.1 eV energy while electron beams use particles of 100,000 eV energy. This results in a beam of laser light which readily interacts with the free electrons found in the plasma. The plasma is formed by vaporization of the surface of the metal, and this interaction defocusses part of the incident beam producing a characteristic "nail-head" type of weld (Ref. 1).
The electrons of an electron beam, on the other hand, are too energetic to be deflected significantly by the plasma. As a result, it is possible to couple the energy
Paper presented during the 63rd A WS Annual Convention held in Kansas City, Missouri, during April 25-30, 7982.
C. A. HUNTINGTON is with Phil/ips-E/met Corp., Lewiston. Maine, and T. W. EAGAR is Associate Professor- Materials Engineering, Massachusetts Institute of Technology, Cambridge, Massachusetts.
BY C. A. HUNTINGTON AND T. W. EAGAR
much more efficiently using electron beam welding compared to laser welding.
One of the most dramatic illustrations of the differences in beam characteristics occurs when welding aluminum. Aluminum is one of the easiest metals to penetrate with an electron beam. On the other hand, it is one of the most difficult to melt with a laser. The poor coupling of the laser energy is due in part to the high density of free electrons in the solid, making aluminum one of the best reflectors of light. In addition, many aluminum alloys contain magnesium or zinc, which are easily vaporized and thereby form a plasma that blocks the incident beam.
Previous investigations have shown low power absorption (Ref. 2), alloy compositional differences (Ref. 3) and the importance of surface preparation (Ref. 3) when laser welding aluminum. The power absorption changes dramatically at times, producing an unstable process with poor penetration control and a rough bead surface. It is commonly believed that the difference in the fraction of absorbed power is caused by melting of the metal (Ref. 1,4).
It is well known that alloy composition and surface preparation of aluminum influence the absorption of laser light. Accordingly, the purpose of this study was to quantify these differences in order to determine the degree of control that can be achieved by modifications of either the material or of the process.
Expe rimenlal
Both pure aluminum (99.999%) and 5456 alloy (5.1 % Mg with minor additions of Mn and Cr) were used for the absorption experiments. Actual welds were made on 1.h in. (6.4 mm) thick 1100 (99.0% AI) and 5456 alloy plate.
Four different surface preparations were studied. The as-received surface of 5456 was mill-finished, while the pure aluminum was machined on a lathe. O ther samples were sandblasted with - 300
mesh glass beads, anodized to one micron thickness, or electropolished in an alcohol-water-perchloric acid solution.
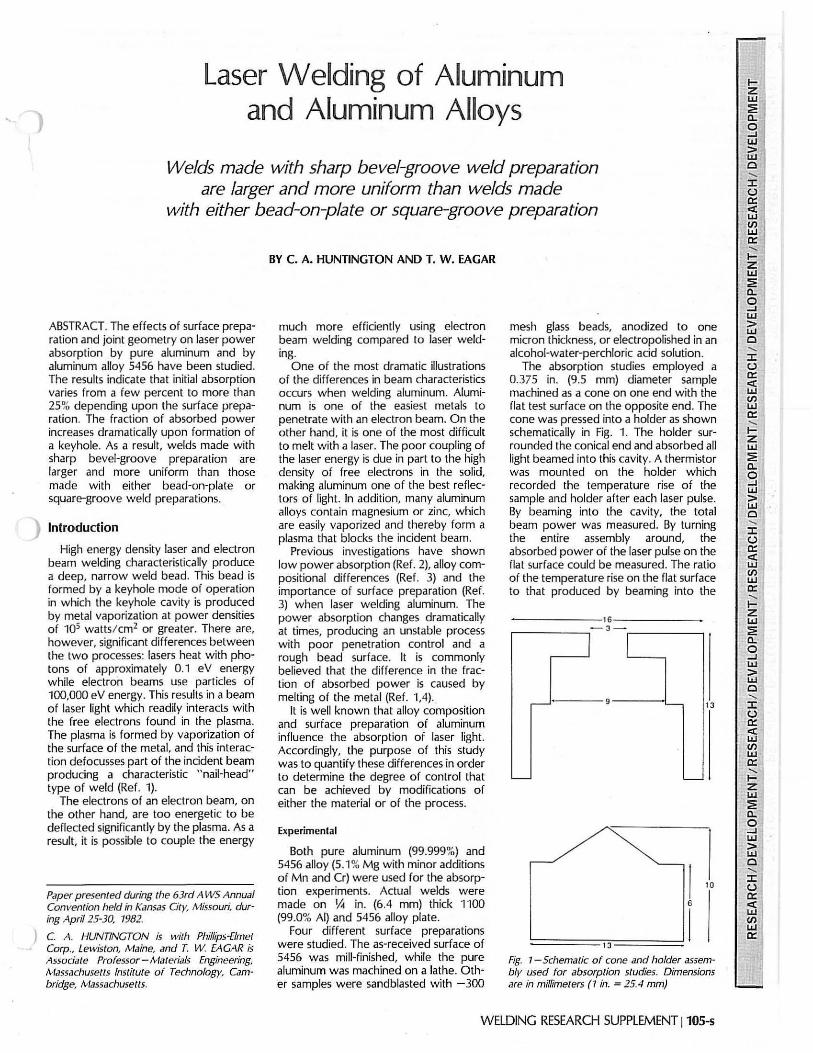
The absorption studies employed a 0.375 in. (9.5 mm) diameter sample machined as a cone on one end with the flat test surface on the opposite end. The cone was pressed into a holder as shown schematically in Fig. 1. The holder surrounded the conical end and absorbed all light beamed into this cavity. A thermistor was mounted on the holder w hich recorded the temperature rise of the sample and holder after each laser pulse. By beaming into the cavity, the total beam power was measured. By turning the entire assembly around, the absorbed power of the laser pulse on the flat surface could be measured. The ratio of the temperature rise on the flat surface to that produced by beaming into the
------------- 16------------.---------~--3--r---------~
....---'1 l~
---~------- 9------~---- 13
--
~ 1 10
6
========~13=3 ~ I Fig. 1- Schematic of cone and holder assembly used for absorption studies. Dimensions are in millimeters (1 in. = 25.4 mm)
WELDING RESEARCH SUPPLEMENT 1105-s
1-z UJ :E a.. 0 -1 L&J
Gj 0 ....... I (.) a:: <C UJ If) L&J a:: ....... 1-z UJ :E a.. 0 -1 UJ > UJ 0 ....... I (.)
a:: <C UJ If) UJ a:: ....... 1-z L&J :E a.. 0 -1 L&J > UJ 0 ...... I (.) a:: <C UJ If) UJ a:: ...... 1-z L&J 2 a.. 0 -1 UJ > UJ 0 ...... I (.) a:: <C UJ If) UJ a:: ....... 1-z L&J :E a.. 0 -1 UJ > UJ 0 ....... I (.) a:: <C UJ If) L&J a::
..... 1: .) 1:: :( u n u t:
';:>
ij > i:
' .J LJ > LJ :l :... 1: ) t:: :( LJ I) LJ t::
~ u iE L.
' .I LJ > LJ :l ... !: > i:: c u I) ~ t:
,. j
Table 1-Percenl Power Absorbed from a 200 Joule, Two Second Pulse
5456 99.999~~ Surface aluminum pure
preparation alloy aluminum
Anodized 27 22 Sandblasted 22 20 As-received s-n<•l 7 Electropolished 4 5
c"'M1ll fli··uslu~d wmpJcs. ~xhiblled consuJerJbly more SCJUcr tl\.ln !JborJtory prcparPd surfac~.
cavity gives a direct measurement of the absorbed power.
The entire holder and sample weighed 6.5 grams (0.014 lb). This allowed accurate measurements of absorbed power as small as two joules (J). For lower power absorption a smaller holder and sample was employed which weighed 0.8 g (0.0018 lb) total.
The power absorption studies were performed with both a 200 watt (W) and a 1300 W Coherent radiation C02 laser. The higher power laser was operated in the gaussian mode. Welds were produced on a Spectra Physics 5 kW laser operating in the unstable resonator mode.
Results and Discussion
Table 1 illustrates the effect of surface preparation on power absorption for a 200 ) 2 second(s) pulse. It will be noted that ~andblasting and anodizing significantly increase the absorbed power, while electropolishing decreases the
•o • • 1 u 1 ;;' 00 .. . u,/
0 c JO' <ll I <J n ;;; n [1 0..
c • <ll
~ 2 0 ......
Q; ...... __
0 ----(.)
c ~ c 0 "' .fi 10
')
Power (wa Its)
G 51, 56 OJ nodt: u d c 99 9 99 DnOdiZCd £_ 5~ 56 otoctro ooh:.hod r~ 99 9 9 9 OIOC irOPOh Sh OC
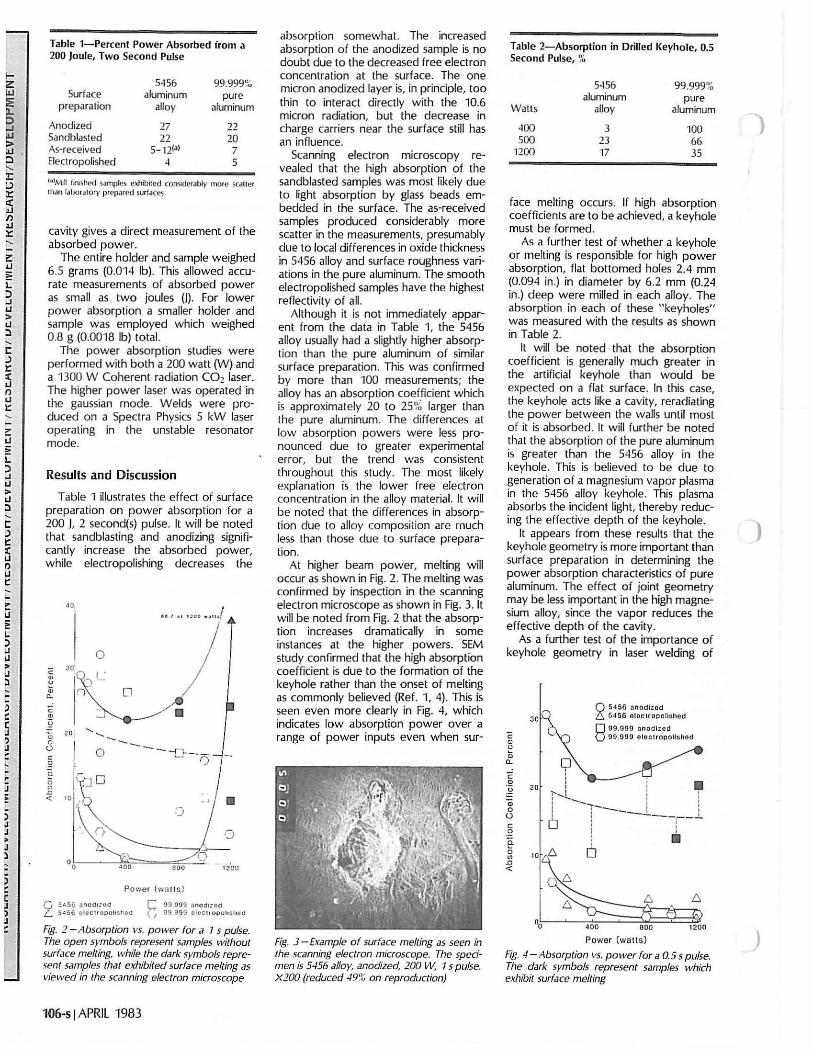
Fig. 2 - Absorption vs. power for a 1 s pulse. The open symbols represent samples without sud ace melting, while the dark symbols represent samples that exhibited surface melting as viewed in the scanning electron microscope
106-s I APRIL 1983
absorption somewhat. The incre_ased absorption of the anodized sample JS no doubt due to the decreased free electron concentration at the surface. The one micron anodized layer is, in principle, too thin to interact directly with the 10.6 micron radiation, but the decrease in charge carriers near the surface still has an influence.
Scanning electron microscopy revealed that the high absorption of the sandblasted samples was most likely due to light absorption by glass beads _embedded in the surface. The as-receJved samples produced considerably more scatter in the measurements, presumably due to local differences in oxide thickness in 5456 alloy and surface roughness variations in the pure aluminum. The smooth electropolished samples have the highest reflectivity of all.
Although it is not immediately apparent from the data in Table 1, the 5456 alloy usually had a slightly higher ab~o~ption than the pure aluminum of Similar surface preparation. This was confirmed by more than 100 measun~~ents; ~he alloy has an absorption coef_f1c1ent wh1ch is approximately 20 to 25% larger than the pure aluminum. The differences at low absorption powers were less pronounced due to greater experimental error, but the trend was consi~tent throughout this study. The most hkely explanation is the lower free _electro~ concentration in the alloy matenal. It will be noted that the differences in absorption due to alloy composition are much Jess than those due to surface preparation.
At higher beam power, melting will occur as shown in Fig. 2. The melting was confirmed by inspection in the scanning electron microscope as shown in Fig. 3. It will be noted from Fig. 2 that the absorption increases dramatically in some instances at the higher powers. SEM study confirmed that the high a_bsorption coefficient is due to the format1on of the keyhole rather than the onset of mel~in_g as commonly believed (Ref. 1, 4). Th1s Js seen even more clearly in Fig. 4, which indicates low absorption power over a range of power inputs even when sur-
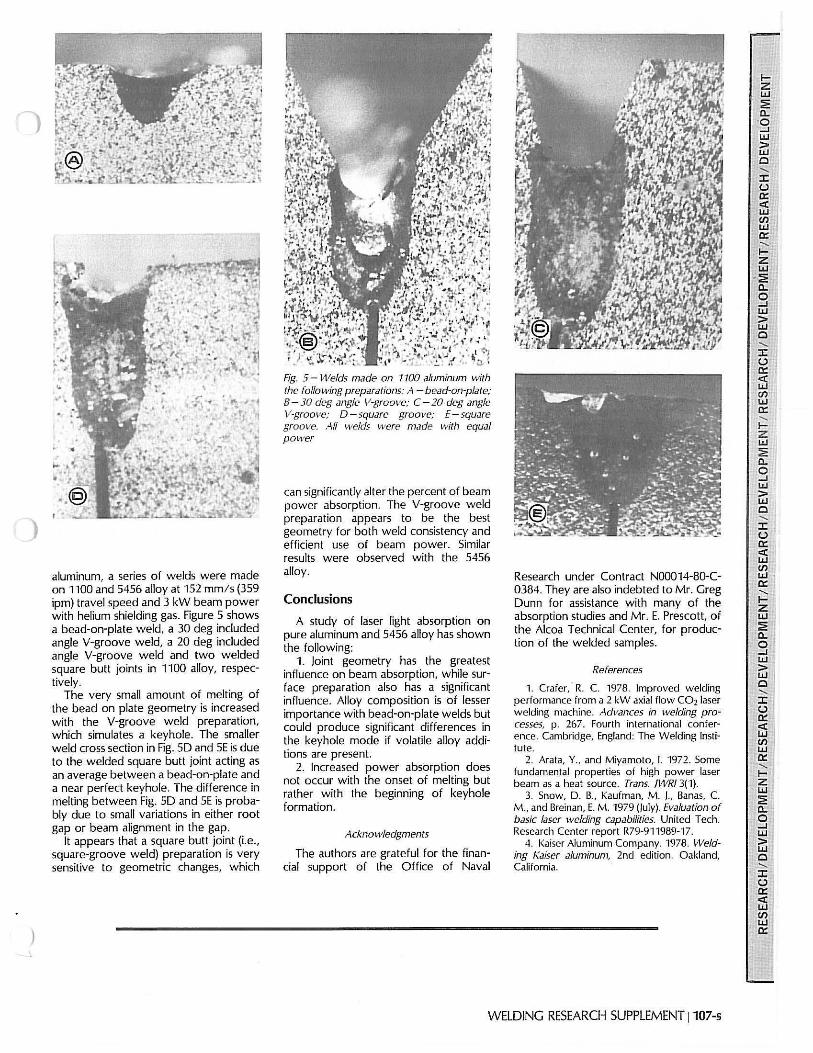
Fig. 3-Example of surfa~e melting as seen ~~ the scanning electron m1croscope. The speCImen is 5456 alloy, anodized, 200 W, 1 s pulse. X200 (reduced -19':; on reproduction)
Table 2-Absorption in Drilled Keyhole, 0.5 Second Pulse, %
Watts
400 500
1200
5456 aluminum
alloy
3 23 17
99.999':~ pure
aluminum
100 66 35
face melting occurs. If high absorption coefficients are to be achieved, a keyhole must be formed.
As a further test of whether a keyhole or melting is responsible for high power absorption, flat bottomed holes 2.4 mm (0.094 in.) in diameter by 6.2 mm (0.24 in.) deep were milled in each alloy. The absorption in each of these "keyholes" was measured with the results as shown in Table 2.
It will be noted that the absorption coefficient is generally much greater in the artificial keyhole than would be expected on a flat surface. In this case, the keyhole acts like a cavity, reradiating the power between the walls until most of it is absorbed. It will further be noted that the absorption of the pure aluminum is greater than the 5456 alloy in the keyhole. This is believed to be due to generation of a magnesium vapor plasma in the 5456 alloy keyhole. This p lasma absorbs the incident light, thereby reducing the effective depth of the keyhole.
It appears from these results that the keyhole geometry is more important than surface preparation in determining the power absorption characteristics of pure aluminum. The effect of joint geometry may be less important in the high magnesium alloy, since the vapor reduces the effective depth of the cavity.
As a further test of the importance of keyhole geometry in laser welding of
c: Ql
~ Ql a.
c m
~ "' 0 ()
c: . e -e 0 ., .0 <(
0 5456 anodiz ed l::. 5456 ol ocl rooollohod
8 99.999 anodized 99.999 olocl ropoU&hed
~. 20 •
~-~ I : ........ __ I I I ., ___ I I
..L. l ------ i--...!. u 0 I
! • 0
% 800
Power (watts)
Fig. 4 - Absorption vs. power for a 0.5 s pulse. The dark symbols represent samples which exhibit surface melting
)
)
)
)
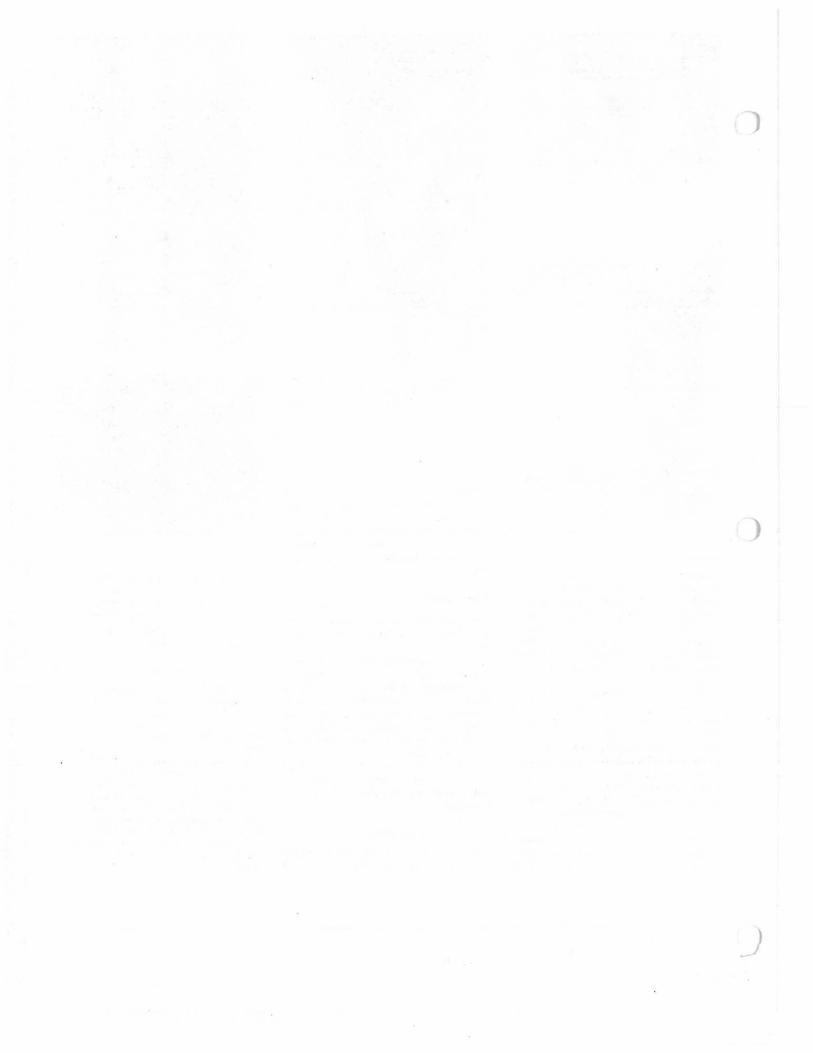
aluminum, a series of welds were made on 1100 and 5456 alloy at 152 mm/s (359 ipm) travel speed and 3 kW beam power with helium shielding gas. Figure 5 shows a bead-on-plate weld, a 30 deg included angle V-groove weld, a 20 deg included angle V-groove weld and two welded square butt joints in 1100 alloy, respectively.
The very small amount of melting of the bead on plate geometry is increased with the V-groove weld preparation, which simulates a keyhole. The smaller weld cross section in Fig. 50 and 5E is due to the welded square butt joint acting as an average between a bead-on-plate and a near perfect keyhole. The difference in melting between Fig. 5D and 5E is probably due to small variations in either root gap or beam alignment in the gap.
It appears that a square butt joint (i.e., square-groove weld) preparation is very sensitive to geometric changes, which
; I ·, r. . " ... . . ll
.~.l; .. ~· .) '' ( r ~I . ·~~~· ·~ . ~ t . . •
• ., .. ' ! "
. .. ';; ;;,;:i {~ ..... · ~ ·~· ., $1...· ( ~ • :"'J .. / ;?;;1\_ .... , .. ·; "'· ( ._' &..
~ .. '\ \ .. -, . ... , . -~ _._ ... , · '·· · · .J • • •' ' l ,, ~ ·; .:.. .f' ·· "u •
Fig. 5- Welds made on 1100 aluminum with the following preparations: A - bead-on·plate; B- 30 deg angle V-groove; C - 20 deg angle \!-groove; D - square groove; E- square groove. All welds were made with equal power
can significantly alter the percent of beam power absorption. The V-groove weld preparation appears to be the best geometry for both weld consistency and efficient use of beam power. Similar results were observed with the 5456 alloy.
Conclusions
A study of laser light absorption on pure aluminum and 5456 alloy has shown the following:
1. Joint geometry has the greatest influence on beam absorption, while surface preparation also has a significant influence. Alloy composition is of Jesser importance with bead-on-plate welds but could produce significant differences in the keyhole mode if volatile alloy additions are present.
2. Increased power absorption does not occur with the onset of melting but rather with the beginning of keyhole formation.
Acknowledgments
The authors are grateful for the finan· cial support of the Office of Naval
Research under Contract N00014-80-C-0384. They are also indebted to Mr. Greg Dunn for assistance with many of the absorption studies and Mr. E. Prescott, of the Alcoa Technical Center, for production of the welded samples.
References
1. Crafer, R. C. 1978. Improved welding performance from a 2 kW axial flow C02 laser welding machine. Advances in welding processes. p. 267. Fourth international conference. Cambridge, England: The Welding Institute.
2. Arata, Y., and Miyamoto, I. 1972. Some fundamental properties of high power laser beam as a heat source. Trans. JWRI3(1).
3. Snow, D. B., Kaufman, M. 1 .• Banas, C. M., and Breinan, E. M. 1979 (July). Evaluation of basic laser welding capabilities. United Tech. Research Center report R79-911989-'17.
4. Kaiser Aluminum Company. 1978. Welding Kaiser aluminum, 2nd edition. Oakland, California.
WELDING RESEARCH SUPPLEMENT 1107-s
1-z L&J :a!: a..
·o -l L&J > L&J 0 ....... :I: u 0:: <( L&J tJ) L&J 0:: ....... 1-z L&J
· :a!: a.. 0 ...J L&J > l.rJ 0 ....... :I: u 0:: <( l.rJ en l.rJ 0:: ....... 1-z L&J :2: a.. 0 ...J LIJ > L&J 0 ....... :I: u 0:: <( LIJ en LIJ . 0:: ....... 1-z LLJ :2 a.. 0 -l LLJ > LIJ 0 ....... :I: u 0:: <( L&J en L&J 0:: ....... 1-z L&J :2 a.. g L&J
(;j 0 ....... :I: u 0:: <( L&J en L&J 0::
)
)
)


















