La Influencia de las Proteínas Animales y Grasas en el ... · PDF file20.0 30.0 40.0...
66
La Influencia de las Proteínas Animales y Grasas en el Proceso de Extrusión Por: Osvaldo Muñoz Latuz Director de Ventas Latinoamérica EXTRU-TECH INC. Móvil: +56-9-9818 4493 [email protected] Santiago - Chile
Transcript of La Influencia de las Proteínas Animales y Grasas en el ... · PDF file20.0 30.0 40.0...

La Influencia de las Proteínas Animales y Grasas en el Proceso de Extrusión
Por: Osvaldo Muñoz LatuzDirector de Ventas Latinoamérica
EXTRU-TECH INC.Móvil: +56-9-9818 4493
[email protected] - Chile


5.4 5.4
7.0
4.7
3.6
4.8
0.0
1.0
2.0
3.0
4.0
5.0
6.0
7.0
8.0
0.0
10.0
20.0
30.0
40.0
50.0
60.0
70.0
2006 2007 2008 2009 2010 2011
Valo
r del
Indi
cede
Cre
cim
ient
oY-
on-Y
Vent
asen
Val
orU
S$ B
illio
nValor Global Pet Care en Retail (US$ billion)
2006-2011
Sale Value US$ Billion Growth Rate
Mercado Global de Mascotas

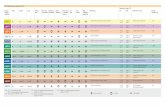
Categoría 2010 2011 Variación Variación%
Alim. Gato 22,482 23,237 755 3.36%Alim. Perro 36,866 38,519 1,652 4.48%Otros Alim. de Mascotas
3,932 4,083 152 3.86%
Total 63,280 65,839 2,559 4.04%
Ventas Mercado Global Alimentos de Mascotas
(US$ millions)

31
9
6
12
52
02468101214
0.05.0
10.015.020.025.030.035.0
Tasa
de C
reci
mie
nto
2011
Valo
r de
Vent
asU
S$ b
illio
n
Valor en Ventas por Región (US$ billion)2011
Sale Value Growth rate
Mercados Emergentes Lideran el Crecimiento

Región 2010 2011 Variación Variación%
Mundial 59,348 61,756 2,408 4.06%Asia Pacífico 6,006 6,237 231 3.85%Australia 1,990 2,082 92 4.63%Europa del Este 3,324 3,724 400 12.04%Latino América 8,875 9,661 786 8.85%Medio Oriente y África 752 770 18 2.33%Norte América 19,490 20,170 680 3.49%Europa Occidental 18,911 19,112 201 1.06%
Distribución de Valor Global de Ventas Alim. Perros y Gatos x Región (US $ millions)

TIPOS DE ALIMENTOS DE MASCOTAS EXTRUIDOS
1.- Seco Expandido

Alimento Seco Expandido
- A través de tecnología de
co-extrusión (dos extrusores)- Con un solo extrusor y Cabezal Multi Color Multi Forma
Bi-Coloreados

2. Treats Expandidos

3. Treats No-Expandidos con Un Solo Extrusor


4. Expandido Tipo Snack

5. Productos Moldeados por Inyección

6. Extruídos Rellenos (Nuggets)

Proceso de Extrusión
Rol del Proceso de Extrusión
Cocción y Pasteurización

Diferencia entre Durabilidad y Estabilidaden Pellets
l Durabilidad: Es la resistencia del pellet a quebrarse o a generar finos durante el proceso, manejo, transporte, almacenaje o alimentación (en el caso de los peces).
l Estabilidad en el Agua: La habilidad de un alimento acuícola para mantener su forma e integridad en el agua, incluso después de su completa hidratación (puede incluir la medición de lixiviación de nutrientes).

Correlación entre Durabilidad y Estabilidad de un Pellet
l A pesar que estos dos atributos a menudo se correlacionan entre ellos, existen muchas ocasiones en las cuales ellos no lo hacen.
l Los resultados pueden ser desastrosos si uno mide uno solo de éstos atributos y asume que el otro lo seguirá.
l Es recomendable medir cada atributo separadamente y bajo sus propios méritos

Factores que Influyen en la Durabilidaddel Pellet
l En la Receta:• Nivel de Almidón• Nivel de proteína funcional• Otros ligantes o binders• Niveles de grasa y depende
de dónde la grasa es agregada
• Tamaño de partícula despuésde la molienda

Grasa Interna vs. Durabilidad del Pellet
R2 = 0.9974
30
35
40
45
50
55
60
65
70
75
6 8 10 12 14 16 18 20 22 24 26 28 30
Grasa Interna (%)
Máx
imo
Stre
ss d
e C
ompr
esió
n (g
/ m
m2 )

Factores que Influyen en la Durabilidaddel Pellet
l En los Parámetros de Proceso:• Nivel de humedad en la extrusión• SME (specific mechanical energy) • STE (specific thermal energy) • Tiempo de retención

Efecto de la SME en la Textura del Producto
8000
9000
10000
11000
12000
13000
14000
15000
16000
0.60 0.70 0.80 0.90 1.00 1.10SME Index
Youn
g's
Mod
ulus
(g /
mm
)

Impact of SME on Water Stability at Various Extrusion Moistures
10152025303540455055
1 2 3 4 5
Water Stability Index
SM
E (k
W-h
r/t) Linear (30% Extrusion
Moisture)Linear (25%ExtrusionMoisture)Linear (20% ExtrusionMoisture)Linear (15% ExtrusionMoisture)

Para Maximizar los Niveles de Inclusión de Grasa
l Calentar la grasa a 40 - 600C previo a la inclusión
l Agregarla tarde en el procesol Mantener niveles de almidón / proteína
funcional (ojo con el reproceso)l Incrementar la energía térmica y/o mecánica l Incrementar los niveles de humedad durante
la extrusión

Ingredientes Cárnicos para Proceso de Extrusión
INGREDIENTE COMENTARIOSHarina de Sangre
- Mejor si se usa por secado-spray, debido a que de esta forma aún tiene funcionalidad y mejora el binding y expansión (pero la proteína tiene una baja digestibilidad)
- Otro proceso de secado aportará color negro al producto.
- Pero en general la harina de sangre aportarácolor rojo oscuro y negro al producto
Harina de Hueso
- Usualmente agregado como fuente de minerales- Aumenta el desgaste del extrusor- Reduce la expansion, aporta pequeñas
estructuras de celdas
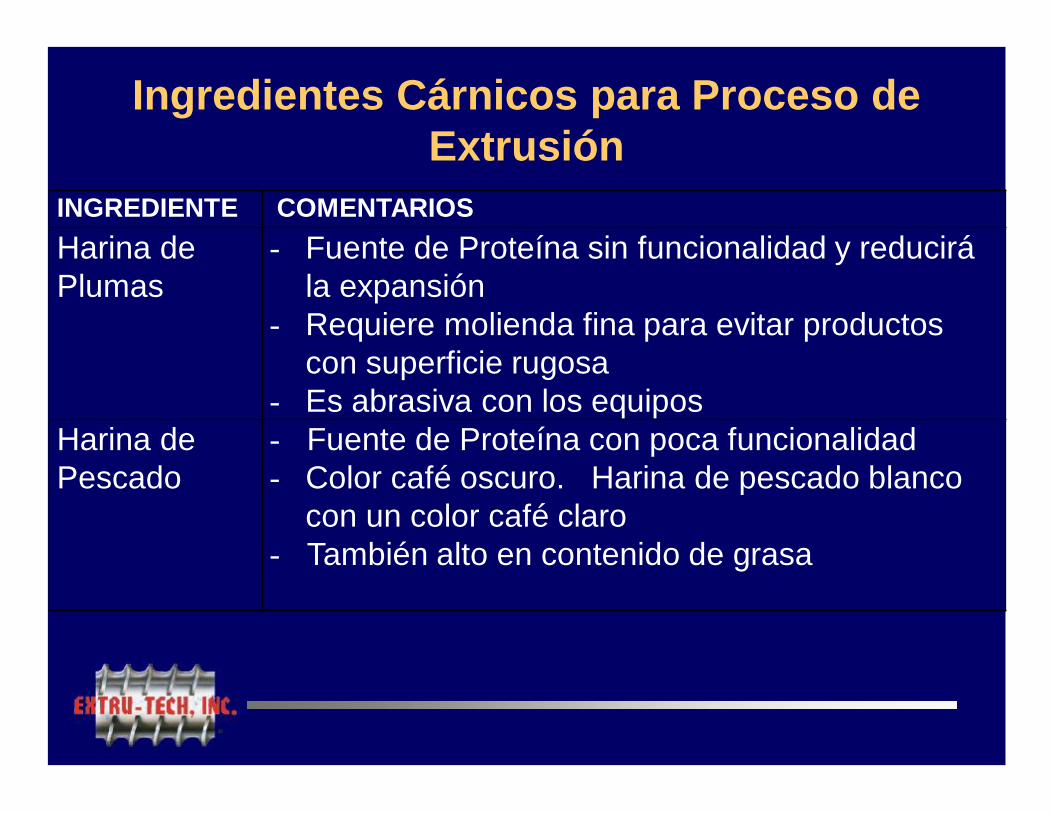
Ingredientes Cárnicos para Proceso de Extrusión
INGREDIENTE COMENTARIOSHarina de Plumas
- Fuente de Proteína sin funcionalidad y reducirá la expansión
- Requiere molienda fina para evitar productos con superficie rugosa
- Es abrasiva con los equiposHarina de Pescado
- Fuente de Proteína con poca funcionalidad- Color café oscuro. Harina de pescado blanco
con un color café claro- También alto en contenido de grasa

Harina de Carne & Hueso
- Fuente de proteína no-funcional. Alto en grasa y minerales
- Disponible como harina de carne con hueso la cuál es baja en cenizas
Harina de Pollo
- Similar a la harina de pescado en propiedades
Harina de Camarones
- Fuente de Proteína con poca funcionalidad
Ingredientes Cárnicos para Proceso de Extrusión

Efectos de Niveles de Grasa en la Calidad del Producto
0 - 12%12 - 17%
17 - 22%
Sobre 22%
l Pequeña o no efectol Por cada 1% de grasa sobre el 12%, la
densidad final se incrementará en 16 g/ll El producto tendrá una pequeña o
ninguma expansión pero permanecerá firme
l La durabilidad del producto final será pobre
Niveles de Grasa en la Mezcla a
ExtruirEfecto en la Calidad del Producto

Efecto de Inclusión de Carne Fresca en un Producto Extruido
015305075
Inclusión de CarneFresca (% sobre
harina seca)
Densidad (g / lt) (húmedo)
325 - 360400 - 425415 - 500550 - 625590 - 650
Humedad(% en proceso)
24 – 2828 – 3530 – 3836 – 4238 - 45

Importancia de Controlar la Densidaddel Producto
Por que impacta en:l Características de Flotación/Hundimientol Apariencia del Productol Absorción de aceite en la cobertural Durabilidad del Pelletl Llenado del sacol Densidad de los nutrientesl Textura y palatabilidad

Correlación de Densidad Final del Productocon Propiedades de Flotación/Hundimiento
Caractarísticas del Pellet
En agua salada a 20°C (3% salinidad)
En agua fresca a 20°C
Rápidohundimiento
> 640 g/l > 600 g/l
Lento Hundimiento
580-600 g/l 540-560 g/l
Flotaciónneutra
520-540 g/l 480-520 g/l
Flotante < 480 g/l < 440 g/l
Densidad del Pellet antes de la cobertura (g/l) = densidad del pellet después de la cobertura / (1+% cobertura adicionada/100)
l Incrementar el nivel de grasa (interno o externo)
l Incrementar la alimentación de producto (capacidad)
l Disminuir la energía mecánica y térmica en el barril– Velocidad del tornillo– Entrada de vapor– Cambiar la configuración del extrusor y matriz
l Ajustar el nivel de humedad durante la extrusión
Variables de Proceso para Controlarla Densidad

Efecto del Nivel de Grasa Interna en la Expansión de un Alimento Acuícola
05
1015
% Aceite de Pescado
AdicionadoDensidad
253308408528
g / l

0
0.2
0.4
0.6
0.8
1
1.2
1.4
0 1000 2000 3000 4000 5000 6000Capacidad de Alimento Seco (kg / hr)
Den
sida
d Fi
nal,
Rec
ubie
rto
(g /
ml)
Nota: Área Abierta de Matriz Constante
Capacidad de Producción v/s Densidaddel Producto

Alimento de Tilapia (Baja Densidad)

Alimento de Camarón (Alta Densidad)

Evolución en la Tecnología de Extrusión en Alimentos de Mascotas

Sistema de Mezclado en Tolvas

Inyección de Color por Pulso

Multiples Extrusores

Cabezal Multi-Color/Multi-Forma

Sistema Multi-Color/Multi-Forma

Sistema Multi-Color/Multi-FormaDiseño

Sistema Multi-Color/Multi-Forma
Tanques de MezclaTanques de Proceso
Bombas de Alta Presión
1.8 mt

Cabezal Multi Color / Multi Forma

Cabezal Bi-Color
Extrusor Trabajando con Bi-Color

Productos Bi-Coloreados (50/50)

Cabezal Marmoleado
Extrusor Trabajando con Marmoleado

Productos Marmoleados o Veteados de 2, 3 y 4 Colores

TREATS BI-COLOREADOS
Y CO-EXTRUIDOS
SECOS Y SEMI-HÚMEDOS

7. Treats Co-Extruidos

Co-Extrusión


Co-Extrusión

Nuevo!!
Treats Secos y Semi-HúmedosCon Un Solo Extrusor de Un Tornillo

Con Dos Extrusores Con Cabezal Multi ColorCo-Extrusión

Con Cabezal Multi Color
Co-Extrusión

Co-Extrusión

Sistema Multi-Color/Multi-Forma
l Reducción de Costos y Mermas en:
l Partidas y paradas por cambio de color y forma
l Tolvas de mezcla por diferencias en llenado
l Elevadores y transportes en general
l Tolvas de mezcla por pérdida de humedad
l Tiempos muertos en limpieza y cambio de matriz
l Mientras se hacen cambios de color toda la planta sigue funcionando sin producción
Ventajas

Sistema Multi-Color/Multi-FormaVentajas
l Aumento de Producción
l Por menos paradas por cambio de colores
l Proceso continuo
l Mayor Variedad de Productos
l Bi-Coloreados (secos y semi-húmedos)l Marmoleados o Veteados (secos y semi-húmedos)
l Treats Secos y Semi-Húmedos

Sistema Multi-Color/Multi-FormaVentajas
l Protección de Marca
l El uso de un elemento “diferenciador” en sus productos, evita que sus productos sean copiados
l Esto genera barreras de entrada a otros competidores

ProductosArquitectura
Treats Bi-Coloreados / Semi-Húmedos

ProductosArquitectura
Treats Un-Color / Semi-Húmedos
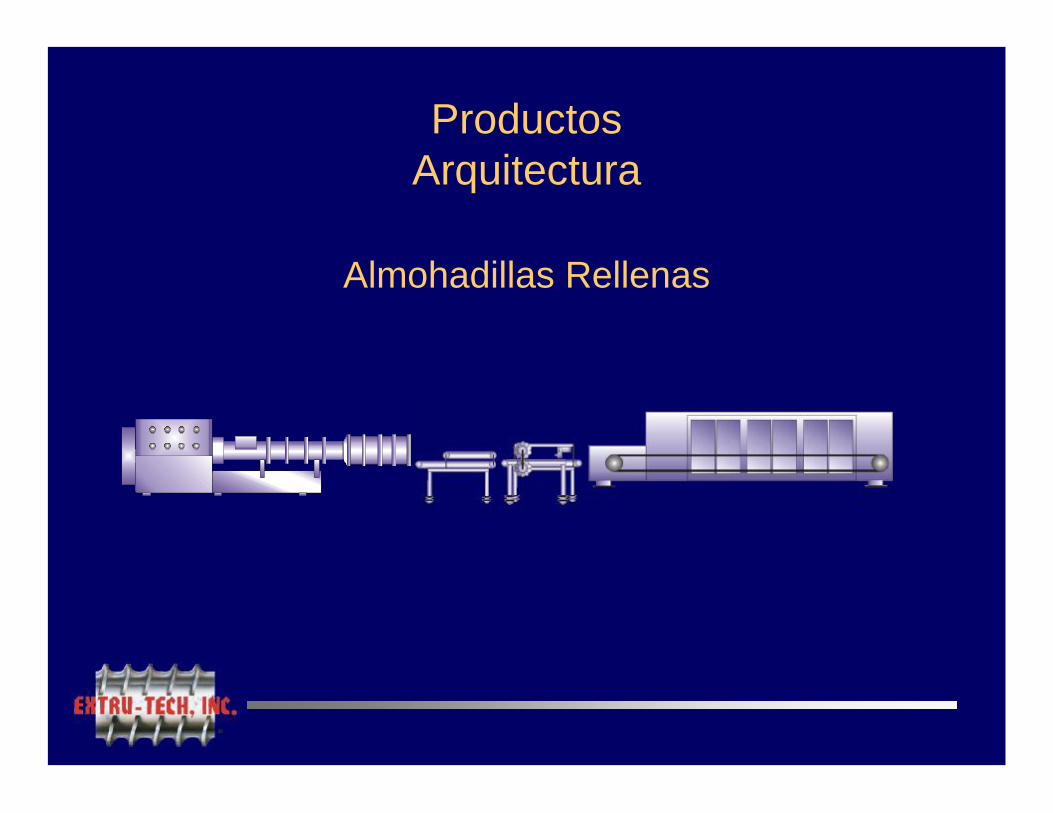
ProductosArquitectura
Almohadillas Rellenas

Extrusor + Sistema Multi-Color/Multi-Forma


Preguntas?