KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU

of 153
Transcript of KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
1/153
OF
STUDIE"S IN THE OPTIMAL DESIGN
FLEXIBLE CHEMICAL PLANTS
A Thesis Presentedby
Keshava Prasad Halemaneto
The Department of Chemical Engineeringin Partial Fulfilment of the Requirements
for the Degree ofDoctor of Philosophy
Carnegie-Mellon UniversityPittsburgh, Pennsylvania - 15213
February 24, 1982
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
2/153
C A R N E GI E - ME L L ON U N I V E R S I T Yt P I T T S B U RGHs P E N NS Y L V A N I A
-[9.-.I l I u uF I N A L P U B L I C OR A L E X A H I N A T I ON
F o r T h e De g r e e O fDOC T OR OF P HI L OS OP HY
C A N DI DA T E . K_e _ sha_ v _ e _ P _ r _ a _ s a _ d_ Ra_l _ e_ ma_ n_ e _T i t l e o f D i s s e r t a t i o n - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -St udi es i n t he Opt i mal Des i gn of
F l e x i b l e Chem c al pl a nt s
De p a r t me n t Chem c al Engi neer i ngt i me Febr uar y 24, 1982, at 12: 30
P l a c e DR 1102E x a mi n e r s
,I gnac i o Gr os smann, Chai r man ( Chemcal Eng , )Ar t hur Wes t e r ber g , Chem cal Engi neer i ng.~ ~~X Laurence Bi egl er , Chern. Eng.St ephen Di r e c t or , El e c t r i c a l Engi n eer i ngKennet h Kor t a nek , Mat hemat i c sSar osh Tal ukdar , El ect r i cal Engi neer i ng.
P L E A S E P OS T
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
3/153
Carnegie -Mellon Univers ityCARNEGIE INSTITUTE OF TECHNOLOGY
THESISSUBMITTED IN PARTIAL FULFILLMENT OF THE REQUIREMENTS
FOR THE DEGREE OF_--=D:..::o:..::c:.....:t:..:o:..::r~o:..::f:.--...::P;...;.h:..:i:..:l:..:o:..::s:..::o'-l:p:..::h:...!yc--
TITLE S~tu==d~~e~s_=~n~th~e~O~p;t~m~a~_D~e~s~ag~n~o=~F~~e~x=~b~~e_=C~h~e=m~~c=a~~p~=a~n~t~s
PRESENTED BY ~K~e~s~h~a~v~a~p~r~a~s~a~d~H~a~~e~m~a~n~e~ ~ _
ACCEPTED BY THE DEPARTMENT of C>
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
4/153
CORRI GENDUM
Page L i ne Pr i nt ed As Read As90 2 Tabl e S. 5a Tabl e S. 5b
90 3 A=9. 2 2 A=9. 66 m2m90 3 Co s t : 10110 $/ yr Cos t : 10902 $/ y r
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
5/153
ABSTRACT
The need to introduce flexibility in the optimal design of a chemicalplant arises because of the fact that very often chemical plants have tooperate under various different conditions. If these conditions are given as adiscrete sequence of operating regimes, then the optimal design problemcorresponds to a deterministic multi period problem. Also, there are situationswhen the values of some process parameters are known only approximately,or they actually vary or fluctuate during the operation of the plant. In suchcases, the design strategy should be' able to account for the uncertainties inthe values of these process parameters. In both types of problems the mainobjective is to design a chemical plant that has the required flexibility to meetthe specifications for the various conditions, while being optimal with respectto a selected economic index. This thesis addresses both these types ofproblems, giving the appropriate mathematical formulations and developingefficient solution procedures that can rigorously guarantee feasible steadystate operation of the plant under the various conditions that may beencountered.
The deterministic multi period design problem is formulated as a nonlinearprogram which has a block-diagonal structure in the constraints. One of themain computational difficulties faced in the numerical solution of suchproblems is the large number of decision variables involved in theoptimization. It is shown that the existing decomposition techniques cannot beapplied effectively to circumvent this problem. A new decomposition schemebased on a projection-restriction strategy is developed, which exploits the
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
6/153
mathematical structure of the problem and the fact that many inequalityconstraints become active at the optimum solution. Successful implementationof this strategy requires an efficient method to find an initial feasible point,and the extension of current equation ordering algorithms for addingsystematically inequality constraints that become active. Systematicprocedures are proposed to handle both these aspects. The performance ofthis projection-restriction strategy is analyzed to show that significant gains incomputational effort can be achieved with this technique. The results of thenume ical example show a linear increase of computational time with thenumber of periods. Thus, the above strategy provides a real possibility forsolving the large-scale nonlinear programs that arise in the design of flexiblechemical plants.
In order to account for the uncertainties in the parameter values, asuitable strategy is to design a plant flexible enough, so that it can beguaranteed to satisfy the design specifications for a given range of parametervalues, by suitable control in the operation of the plant. It is shown that arigorous mathematical formulation of this design strategy corresponds to atwo-stage nonlinear infinite program, wherein an optimization is to beperformed on the set of design and control variables, such that the constraintsare satisfied for every parameter value that belongs to a given boundedpolyhedral region, while minimizing the expected value of the annual costfunction. To guarantee feasibility of the design for every possible realizationof the parameters, a logical constraint is incorporated in the problem. Thisfeasi bi Iity constraint ensures that for every aIIowab Ie val ue of the parameters(within the given range) that may be encountered during the operation,appropriate values of control variables can be chosen so as to satisfy thedesign specifications. In order to circumvent the problem of infinitedimensionality in the constraints, this feasibility constraint is shown to beequivalent to a max-min-max constraint, which also provides a deeper
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
7/153
understanding of the feasibility aspect of the design problem. It is shownthat if the inequality constraint functions are convex. only the vertices of thepolyhedral region in the parameter space need to be considered for design.Based on this feature. an algorithm is proposed which uses only a smallsubset of the vertices, and transforms the problem into an iterativemultiperiod design problem. The proposed algorithm leads to an efficientsolution procedure as shown by two example problems.
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
8/153
ACKNOWLEDGEMENTS
wish to express my sincere appreciation to my research advisorProf. Ignacio E. Grossmann, for his valuable guidance throughout the course ofthis research work and in the preparation of this thesis. Working with him hasbeen a unique experience for me.I thank Prof. Kenneth O. Kortanek for devoting his time to the discussions wehad on the infinite programming formulation. appreciate the constructivecriticism and useful suggestions of Prof. Arthur W. Westerberg. I also thankProf. Lorenz T. Biegler and Prof. Stephen W. Director for their patience inreading through this thesis and for their comments.
The support, services and facilities provided by the Department ofChemical Engineering, Carnegie-Mellon University were essential means for mysuccess in graduate studies and research. I also acknowledge the DesignResearch Center and the CIT Dean's office for the facilities provided. Thefinancial support from the National Science Foundation under GrantCPE 79-26398 is greatly appreciated.
I cannot forget to mention my heart-felt gratitude towards my wifeVijayalakshmi for her love and understanding. am grateful to my parentsThirumaleshwari and Shama, and my grandparents, for providing an atmosphereof Sncouragement in shaping me; and to my brothers and sisters for theiraffection.
I appreciate the help I received from my friends on various occasions.thank Mr. Ross Swaney for reading this thesis and providing me with his
comments.
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
9/153
- i -
TABLE OF CONTENTS
1. INTRODUCTION1.1 Review of Previous Research Work1.2 Objectives of this Research Work
- -. THE' DE TE RMINIS TIC MULTI-P ERIOD DE SIGN P ROBLE M2.1 Mathematical Formulation2.2 Computational Aspects2.3 Decomposition Strategies2 . 4 The Projection-Restriction Strategy2.5 Finding a Feasible Point2.6 Variable Elimination in the Restriction Step
31012131416192 326
3. NUMERICAL PERFORMANCE OF THE PROJ ECTION-RESTRICTION STRATEGY 313.1 Analysis of the Expected Numerical Performance 323.2 Numerical Example 353.3 Discussion 393 . 4 Nomenclature for the numerical example problem 50
4. OPTIMAL PROCESS DESIGN UNDER UNCERTAINTY 514.1 Mathematical Formulation 53
56576069
5. SOLUTION ALGORITHMS FOR DESIGN UNDER UNCERTAINTY 715.1 Algorithm 1, 725.2 Algorithm 2. 735.3 Numerical Examples 765 . 4 Discussion on locating the critical parameter points 92
4 . 2 Simplification of the two-stage NLiP4 . 3 Reformulation of. the Feasibility Constraint4 . 4 Interpretat ion and Properties of the Max-Min-Max Constraint4 . 5 Discussion
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
10/153
- i i -
5.5 Nomenclature for the numerical example problems 1016. CONCLUSIONS AND RECOMMENDATION FOR FURTHER RESEARCH 102
6.1 Deterministic Multiperiod Problem 1036.2 Design Under Uncertainty 1046.3 Recommendations for Further Research 1066.4 Conclusions 110
APPENDIX: SELECTION OF DECISION AND TORN VARIABLES IN PROCESS 111DESIGN COMPUTATIONS
A 1 Introduct ionA2 Consistency and Singularity. '3 Identifying Redundancy and Selecting Decision VariablesA4 ExampleAS Discussion
112114116119121126EFERENCES
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
11/153
- iii -
LIST OF FIGURES
Figure 2.1: Block-diagonal structure in the constraints of Problem (2.1) 15Figure 2.2: Contours of the objective function in Problem (2.11) 24Figure~3: Structure resulting from equation ordering 28Figure 3.1: Minimum fraction l of control variables that must be eliminated 34
as given in (3.8)Figure 3.2: Reactor - Heat Exchanger System of the Example Problem 41Figure 3.3: Computational time for solving the design problem versus the size 49of the problemFigure 4.1: Feasible region and y,(d ,8 ) for constraints (4.14) with d=0.5 62Figure 4.2: Feasible region and I"(d,8) for constraints (4.14) with d=1.0 63Figure 4.3: Feasible region and l"(d,8) for constraints (4.16) with d=1.0 65Figure 5.1: Heat Exchanger Network for Example 1. 79Figure 5.2: Reactor - Heat Exchanger System for Example 2. 86Figure 5.3: Feasible region for constraints (5.6) with d=3.0 93Figure 5.4: Feasible region for constraints (5.6) with d=4.0 94Figure 5.5: Feasible region and l"(d,8) for constraints (4.16) with d=0.5 100Figure A.1: Bordered lower-triangular structure of the System (A.2) 113Figure A.2: Constrained jacobian matrix for the System (A.2) 117
,Figure A.3: Binary isothermal flash system 122
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
12/153
- iv -
LIST OF TABLES
Table 2.1: Active constraints at the solution, in the design problems solved 22by Grossmann and Sargent (1978, 1979)
Table 3.1: Data for the Example Problem. -Table 3'.2: Equation Ordering in the Projection Step
Table 3.3: Equation Ordering in the Restriction StepTable 3.4: Solution of the Example Problem
42434445
Table 3.5: Computational results for finding an initial feasible point, CPU- 46Time (DEC-20):
Table 3.6: Computational results for the Projection-Restriction Algorithm, 47CPU-Time (DEC-20):
Table 3.7: Computational results for solving the design problem, CPU-Time 48(DEC-20):
Table 5.1: Data for Example 1.Table 5.2: Parameter values considered for design in Example 1.Table 5.3: Results for Example 1.Table 5.4: Data for Example 2Table 5.5: Parameter values considered for design in Example 2.Table 5.6: Results for Example 2, First iteration with Algorithm 2.
808182878889
Table 5.7: Results for E?Cample2, Second iteration with Algorithm 2. 90Table 5.8: Results of Example 2, for different choices of weighting factors 91Table A.1: Structure of the binary isothermal flash system as obtained by 123
equation orderingTable A.2: Constrained J acobian J c(r,u) for the structure given in Table A.1 124Table A.3: Possible choices of decision variables for the ordering given in 125
Table A.1.
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
13/153
- 1 -
CHAPTER 1
INTRODUCTION
Chemical Plants are commonly designed for fixed nominal specificationssuch as capacity of the plant, type and quality of raw materials and products.Also, they are designed with a fixed set of predicted values for theparameters that specify the performance of the system, such as transfercoefficients or efficiencies and physical properties of the materials in theprocessing. However, chemical plants often operate under conditions quitedifferent from those considered in the design. If a plant has to operate andmeet the specifications at various levels of capacity, process different feeds,or produce several products, or alternatively when there is significantuncertainty in the parameter values, it is essential to take all these facts intoaccount in the design. That is, a plant has to be designed flexible enough soas to meet the specifications even when subjected to various operatingconditions.
In practice, empirical overdesign factors are widely used to sizeequipment, with the hope that these factors will compensate for all the effectsof uncertainty in the design (Rudd and Watson, 1968). However, this is clearlynot a very rational approach to the problem, since there is no quantitative
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
14/153
- 2 -
justification for the use of such factors. For instance, with empiricaloverdesign it is not clear what range of specifications the overdesigned plantcan tolerate. Also, it is not likely that the economic performance of theoverdesigned plant will be optimum, especially if the design of the plant hasbeen optimized only for the nominal conditions.
In the context of the theory of chemical process design, the need for arational method of designing flexible chemical plants stems from the fact thatthere are still substantial gaps between the designs that are obtained with
currently available computer-aids and the designs that are actually implementedin practice. One of these gaps is precisely the question of introducingflexibility in the design of a plant. It must be realized that this is a veryimportant stage in the design procedure, since its main concern is to ensurethat the plant will be able to meet economically the specifications for a givenrange of operating conditions. Clearly, it would be desirable to consider thedynamic performance characteristics of the chemical processing system in sucha design procedure so as to ensure smooth operation of the plant. However,in order to provide a valid framework for such considerations, it is first of allnecessary to guarantee feasible steady state operation of the plant under thevarious conditions that may be encountered. The term flexibility here indicatesprecisely this characteristic, namely that the existence of feasible steady stateoperation is ensured for every allowable situation that is specified, and it isthis aspect that is studied in this thesis.
There are two classes of problems that can be considered in the designof flexible chemical plants. The first one is the deterministic multi periodproblem wherein the plant is designed to operate under various specifiedconditions in a sequence of time periods. Typical examples are refineries thathandle various types of crudes, or pharmaceutical plants that produce severalproducts. The second type of problem deals with the design of chemicalplants where significant uncertainty is involved in the values of some of the
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
15/153
- 3 -
process parameters. Examples of this case arise when values of feedspecifications: transfer coefficients, physical properties or cost data are notwell established. It must be noted that in general a design problem can alsobe a combination of these two distinct types of problems.
1.1 REVIEW OF PREVIOUS RESEARCH WORK
Very little has been discussed in the literature about deterministicmultiperiod problems. Loonkar and Robinson (1970), Sparrow et al. (1975), Oi
et al. (1979), Suhami (1980) and Knopf et al, (1980) discuss design proceduresthat are applicable only to batch/semicontinuous processes. Grossmann andSargent (1979) give a general formulation for designing multipurpose chemicalplants which can also be applied to problems described by the deterministicmultiperiod model. This involves the solution of a large nonlinear program(NLP), wherein the main computational difficulty is due to the large number ofdecision variables involved. Therefore, there is a clear need to developefficient solution procedures for this problem. Chapters 2 and 3 present adecomposition scheme based on a projection-restriction strategy which isshown to be very efficient in solving this type of design problems.
There have been several approaches reported in the I iterature on theproblem of design under uncertainty. They differ from each other in terms ofproblem formulation ,!S well as solution strategies, since in principle theproblem of design under uncertainty is not well-defined. Some authorsconsider the probability distribution of the parameters as either known orpredictable and minimize the expected value of cost. Another approachconsists in transforming the problem to a deterministic one and assuming thatthe parameters vary within bounded ranges of values that are specified by thedesigner. A brief overview of the main features of the different approachesis given below.
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
16/153
- 4 -
Kittrel and Watson (1966) assume that probability distribution functions ofthe parameters are available, and propose to select the decision variables inthe design so as to minimize the expected value of cost. Wen and Chang(1968) define the 'relative sensitivity' of the cost as the fractional change inthe cost function from its nominal value. In selecting the optimal design theyminimize either the expected value or the maximal probable value of thisrelative sensitivity. Weisman and Holzman (1972) incorporate a penalty in thecost function involving the probability of violation for individual constraints,and p;erform an unconstrained minimization of the expected value of the cost.Although they made an attempt to minimize the probable violation of theconstraints, their formulation does not ensure even a lower limit on theprobability of failure of any given constraint, which can in fact be achieved byusing the formulation suggested by Charnes and Cooper (1959) for chanceconstrained optimization. Lashmet and Szczepanski (1974) apply Monte Carlosimulation for determining overdesign factors for distillation columns. Theyperform a series of statistical experiments by choosing random values of theparameters (within the specified range). and in each case determine the numberof stages in the column needed to meet the specifications. From these datathe overdesign factor is determined as the additional number of stagescorresponding to 90% cumulative distribution over that for nominal design.Freeman and Gaddy (1975) define 'dependability' as the fraction of 'time' thatthe process can meet the specifications, and use it as criterion for selectingthe optimum design. They perform a stochastic simulation and determine theoptimum values of the decision variables for different values of theparameters chosen randomly. The expected value of the cost corresponding toany given dependability is obtained from the results of such simulation, andthe dependability level that minimizes the expected cost is chosen for theoptimum design. The approach taken by J ohns et al. (1976) is to select theoptimum design by considering the effect of parameter uncertainties or time-varying demands on the expected value of cost computed over the whole life
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
17/153
- 5 -
of the plant. This procedure enables one to plan future expansions of existingplants and to analyze the economics of a new plant.
It is to be noted here that in the above approaches no distinction ismade between the two types of decision variables in the problem of optimalprocess design. The design variables, representing for example the sizes ofequipment, get their values assigned in the design stage, and remain unalteredduring the operation of the plant. The control variables represent the variablesof the plant that can be adjusted in the operation. For any given design, theoptimal plant operation itself is to be considered as a means for meeting thespecifications while minimizing the operating cost. It requires an appropriatechoice for the values of control variables depending on the values of theparameters being realized. In a realistic strategy for optimal process designunder uncertainty, the mathematical formulation of the design problem mustincorporate this basic difference between design and control variables.
The following researchers have made such a distinction between designand control variables. Watanabe et al. (1973) apply the concept of statisticaldecision theory, by considering the problem of optimal process design as atwo-person statistical game between Nature and the designer. They minimize autility function which is a convex combination of the expected value and themaximum probable value of cost. That is, they follow a strategy which isintermediate between minimax strategy (maximal probable value of cost isminimized) and Bayes' strategy (expected value of cost is minimized). Avrieland Wi Ide (1969) discuss the different design strategies such as two-stage(here-and-now), wait-and-see and permanently-feasible programs. In a two-stage stochastic program, the designer selects values for the design variables(first stage), then observes the actual real ization of the uncertain parameters,and accordingly chooses the appropriate values for the control variables(second stage). While selecting the values for design variables in the firststage, it is essential to ensure feasibility of the second stage sub-program,
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
18/153
- 6 -
namely that values of control variables can be chosen to satisfy theconstraints. The objective is to minimize the expected value of cost whileselecting a feasible and optimal design. Therefore, the two-stage programmingformulation is certainly the most suitable representation for the problem ofchemical process design under uncertainty. In the wait-and-see strategy, thedesigner waits for an observation of the uncertain parameters and thenchooses the optimal values for both design and control variables. Here. eachnew value of the parameters results in a corresponding optimal design; or inotherswords. all decision variables are treated as control variables. In thepermanently-feasible program, the designer selects (a single set of) values forboth design and control variables which will be feasible for every possiblerealization of the uncertain parameters. Unlike the wait-and-see strategy, herethe values of neither design nor control variables change with the variations inthe values of the uncertain parameters. That is, in permanently-feasibleprogram, all decision variables are treated as design variables. Avriel andWilde (1969) suggest a procedure for obtaining the optimal design, whichconsists in bounding the objective function value that would be obtained at thesolution of the two-stage program, by solving the wait-and-see program andpermanently feasible program. However, they restrict their approach only togeometric programming formulations. Malik and Hughes (1980) apply a verysimilar approach for general process design problems, although there is noguarantee on the feasibility of the design. Also, the stochastic programmingmethod they propose, based on Monte Carlo simulation, requires enormouscomputational effort.
Takamatsu et al. (1973) assume that the parameters vary within specifiedbounds, and minimize the deviation of the objective function from its value atthe nominal solution, while satisfying the constraints linearized around theirnominal values. They evaluate each constraint with a separate parameter valuethat would result in the worst violation of that constraint. This formulation
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
19/153
- 7 -
has a major limitation apart from the fact that the constraints areapproximated by linearizations. Their approach is to seek a design that wouldmeet the specifications with a single and common operating condition for allparameter values. This will (if at all it does) give a very conservative design,probably resulting in unnecessarily expensive investment. In other words, thisapproach does not recognize and take advantage of the fact that depending onthe values of the parameters being realized, the operation of the plant can andneed be manipulated in order to satisfy the specifications in the mosteconomical way. Dittmar and Hartmann (1976) use a similar approach as~Takamatsu et al. (1973), but suggest instead to use the same extreme value ofthe parameter for all the constraints. They determine the design margin foreach of these extreme values and select the largest design margin so obtained.Nishida et al. (1974) propose a minimax strategy wherein the maximum valueof the cost function, as obtained at the worst parameter value in a specifiedrange, is minimized by selecting the appropriate design. They view the designstrategy as a game, wherein the uncertainty in parameter values is consideredto be resulting in the maximization of cost, whereas the objective of thedesigner is to minimize it. It is important to note here that the design theycome up with, actually corresponds to the optimum solution for a particular(namely, the economically worst) value of the parameters, and therefore thedesign cannot be claimed to be optimal in an overall sense when theparameters do take on different values. Also, the feasibility of this designfor other values of the parameters cannot be guaranteed, since this aspect hasnot been explicitly considered in the problem formulation. Friedman andReklaitis (1975a,b) deal with linear programming formulations havinguncertainties in the coefficients. They show that this formulation can beapplied to problems like planning future operation policies for large interactingsystems, production schedul ing, resource allocation and determining optimumblending schemes. They incorporate required flexibility in their system byallowing for possible future additive 'corrections' on the current decisions, and
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
20/153
- 8 -
optimize the system by applying an appropriate cost-for-correction in theobjective function. It is interesting to see that they were able to identify theneed for different corrections for different outcomes of the uncertaincoefficients, in order to make the problem feasible, and devise a procedure toachieve this in their computations. One obvious drawback with their approachis that it is applicable only to linear systems. A second limitation with theirapproach is that it is not suited for the problem of optimal design of flexiblechemical plants, because in this case no additive corrections can be applied onthe design variables. Instead, it is only the control variables that can bemanipulated, so as to meet the specifications in spite of the variations in thevalues of the uncertain parameters. Kilikas and Hutchison (1980) use a linearprocess model wherein the coefficients are considered to be varying withinspecified bounds. However, their approach is not applicable for designpurposes, because they tend to select the optimum value of their decisionvariables so as to satisfy their constraints for at least one set of parametervalues. This objective is quite different from what is expected of a designstrategy. In fact, they solve a steady state linearized simulation problem, withno mention about design variables, and therefore the optimization that theyrefer to seems to be only a suitable criterion for solution of the particularsystem of equations they present.
With any of the above approaches, one is always faced with the questionas to whether the designed plant can in fact be guaranteed to operate andsatisfy the specifications for the entire range of parameter values involved.This question, along with the fact that the problem of optimal process designunder uncertainty is not well-defined, requires a systematic procedure informulating as well as solving such design problems. First of all, it is to benoted here that while minimizing the cost, the main concern of a designengineer must be to ensure feasible steady state operation of the plant for everyvalue of the parameters within specified bounds. Grossmann and Sargent (1978)
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
21/153
- 9 -
propose a formulation that tries to incorporate this objective. Theyapproximate the expected value of the cost by a weighted average of a finitenumber of terms, assuming discrete probabilities for a finite set of parametervalues. They select the optimum design by minimizing this expected costsubject to maximizing each of the individual inequality constraints with respectto the parameters. In their solution procedure a small set of extreme valuesof parameters is selected by analyzing the signs of the gradients of each ofthe individual inequality constraints, and the optimization is performed for thisset f parameter values, in the form of a multiperiod design problem.However, as it is shown in Chapter 5, their approach cannot always guaranteethe feasibility requirements mentioned above.
Among the literature on optimal design under uncertainty in otherengineering fields, Kwak and Haug (1976) formulate the problem of 'parametricoptimal design' wherein the current decision is chosen so as to maintain futurefeasibility even in the presence of uncertainties (with no possible correctionson the decision that has already been taken). This leads to a nonlinearprogram wherein the constraints correspond to individual maximization (in thespace of the uncertain parameters) of each of the constraint functions. Theyshow the application of this approach in designing structural (civil engineering)elements. However, the major difference here is that once the design isselected, no further adjustments are possible - unlike the case of chemicalprocess systems. In J act, it is interesting to see that although the freedom infuture decisions enables a given design to remain feasible by incorporating theappropriate adjustments, it requires more complex mathematical representation,resulting in computational difficulties. In structural design it is usually theexternal load that may be uncertain, and there seems to be no adjustable
variables available, the values of which can be chosen along with changes inload. The problem of design centering, tolerancing and tuning ofelectrical/electronic circuits has been studied extensively, in electrical
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
22/153
- 10 -
engineering literature. One objective there is to maximize the yield byselecting the appropriate design center and assigning the right tolerance, sothat the effect of any uncertainties in the 'design parameters' caused duringmanufacture can be compensated by applying the required tuning. See forexample, Bandler (1974), Bandler et al. (1975), Director and Hachtel (1977), Polakand Sangiovanni-Vincentelli (1979). However, there the uncertainty occurs inthe manufacturing, and is associated with the 'design parameters' that definethe circuits, with a difference that these can be tuned by a later finishingproce s which will try to compensate directly, for the effect of theuncertainties. It is to be noted here that the problem of optimal design ofchemical plants with uncertain 'process parameters' is different in its naturefrom the above two types of design problems. This is because theuncertainties for this case correspond to the process parameters once a givendesign has been chosen, unlike the design of structural elements or integratedcircuits. Hence, the methods proposed for the above types of designproblems cannot be applied readily to the design of chemical plants.
1.2 OBJECTIVES OF THIS RESEARCH WORK
This thesis addresses both the determnistic multi period problem and theproblem of design under uncertainty. In Chapter 2 an efficient decompositionscheme based on a projection-restriction strategy is presented for solving thelarge nonlinear programming (NLP) problem that arises in formulating thedeterministic multiperiod model. This decomposition strategy effectivelyexploits the block-diagonal structure in the constraints of this NLP, and alsothe fact that many inequality constraints become active at the solution of adesign problem. Efficient methods have also been proposed for finding aninitial feasible point for the design problem, and for detection of redundancyand selection of decision variables for the system of equations in theresulting optimization problem. Computational results obtained by theapplication of the proposed decomposition strategy are discussed in Chapter 3.
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
23/153
- 11 -
A rigorous mathematical formulation for the problem of design underuncertainty and its properties are presented in Chapter 4. It is shown that thisdesign problem is represented by a two-stage nonlinear infinite program,wherein optimization is to be performed on the set of design and controlvariables so as to satisfy the constraints for all possible values of theparameters (within a specified bounded polyhedral region), while minimizing theexpected value of the annual cost function. The feasibility of the design isexpressed by a logical constraint, which ensures that for every allowable valueof t e uncertain parameters that may be encountered during operation,appropriate values for control variables can be chosen to manipulate theoperation so as to satisfy the constraints, while minimizing the operating cost.The main computational difficulty with this formulation arises because of theinfinite number of constraints and infinite number of variables involved. Byselecting a finite number of parameter values within the given bounds, andapproximating the expected value of cost function by a weighted average, thenumber of variables can be reduced to be finite. To overcome the problem ofan infinite number of constraints, an equivalence is established for thefeasibility constraint which leads to a max-min-max constraint. This max-min-max constraint provides information regarding the extent of (in)feasibility of a
given design. For the case of a convex feasible region, it is shown that thesolution to the max-min-max problem lies at a vertex (corner point) of thepolyhedron in the parameter space. Based on these features, a solution
,algorithm is presented in Chapter 5, which incorporates the projection-restriction strategy (as in the multiperiod design problem) in an efficientiterative scheme. The application of the proposed solution algorithm and thecomputational results are also discussed in Chapter 5.
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
24/153
- 12 -
CHAPTER 2
THE DETERMINISTIC MULTI-PERIODDESIGN PROBLEM
There are many situations when a chemical plant has to operate undermore than a single set of operating conditions. For example a plant may haveto operate at various levels of capacities, process different types of feeds, orproduce several products. This can be achieved only if the plant is designedwith the required flexibility, so as to meet the specifications even whenoperating under various different conditions. When these conditions are eitherknown or predictable, the design problem can be formulated as a deterministicmultiperiod problem. Since in such a formulation the specifications for eachof the various operating conditions are explicitly incorporated, the resultingdesign will naturally satisfy the feasibility requirements. The design problemis in fact formulated as a nonlinear programming (NLP) problem wherein theannual cost is minimized, subject to the constraints that represent the designspecifications. This has been the general approach proposed by Grossmannand Sargent (1979), and is presented below.
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
25/153
- 13 -
2.1 MATHEMATICAL FORMULATION
In the deterministic multiperiod model it is assumed that the plant issubjected to piecewise constant operating conditions in N successive time
periods. Dynamics are neglected. as it is considered that the length of thetransients is much smaller than the time periods for the successive steadystates. The variables in this problem are partitioned into three categories.The vector d of design variables is associated with the sizing of the units.These variables remain fixed once the design is implemented. and do not varywith the changes in the operation of the plant. The vector zi denotes thecontrol variables. the values of which .cart be suitably chosen in each period iso as to meet the specifications and also minimize the operating cost. Itshould be noted that the vector zi corresponds to the existing degrees offreedom in the operation of the plant. Finally, the vector xi corresponds tothe state variables in the operating period i (j=1,2,....N). Thus, the designproblem leads to the nonlinear program.
minimize C =1 2 Nd, z .z ,...z
NCOld) +L Ci(d,zi))
i=1
s.t. hi(d))) = 0gi(d))) ::; 0
(2.1)i=1,2,....N
,. f(d) s 0
variableszi, i=1,2...N, are the decision variables in this problem. as the stateix, i=1,2,....N, can be determined from the equality constraints which
where d,
represent the steady state performance of the process system. Note that inthis formulation the order in which the periods are considered can be arbitrary,since the operation in each period is assumed to be independent of its relativeposition in the sequence. However, any specifications involving all the periodscan in general be represented by the last constraint, in which case f would bea function of d. zi, xi. i=1.2...N.
- KPH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
26/153
- 14 -
2.2 COMPUTATIONAL ASPECTS
For large industrial problems the computational requirements for solvingthe NLP in (2.1) can become rather expensive. The reason for this is that thenumber ~f control variables zi increases with the number of periods N, so thatthe number of decision variables in the NLP may become too large for theproblem to be solved efficiently by the current algorithms. Since the NLPapproach for designing flexible plants has proved to be very effective in smallproblems (Grossmann and Sargent, 1979), and it also provides a rational basis
f j o .
for over des iqn, there is a very high incentive for deriving an efficient methodfor solving problem (2.1). This requires that its mathematical structure be fullyexploited.
In order to take advantage of the sparsity of the constraints, the statevariables xi can be eliminated from the system of equations so as to reducethe size of the problem. This can be achieved, for instance, if the system ofequations is ordered so as to provide a sequence of calculation where thenumber of torn variables is minimized (see e.g. Christensen, 1970). In thisscheme, at each iteration of the optimization the ordered system of equationsis solved. It must be pointed out, however, that by eliminating the equationsand state variables the nonlinear program in (2.1) still has to handle the largenumber of decision variables given by d. z'. i=1,2,....N. Therefore, it isnecessary to exploit additionally another property of (2.1) for deriving anefficient method of solution.
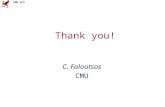
Problem (2.1) has the interesting feature that it is an NLP with block-diagonal structure in the constraints, as shown in Figure 2.1. Since the costfunction is separable in the N periods this implies that if the vector d isfixed, then the problem decomposes in N uncoupled subproblems, each havingas decision variables the vectors zi, for i=1,2,....N. This would suggest that itshould be possible to derive a suitable decomposition scheme which need not
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
27/153
7"0I
d z 1 x 1 z 2 x 2 z 3 x 3 z 4 x 4--,h 1g1
h2g2
h 3g 3
h 44g
f
Figure 2.1: Block-diagonal Structure in the Constraints of Problem (2.1)
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
28/153
- 16 -
handle simultaneously all the decision variables. Ideally, such a decompositionscheme should lessen the storage requirements, and more importantly it shouldreduce substantially the computational time and also enhance the reliability ofthe method for obtaining the solution.
2.3 DECOMPOSITION STRATEGIES
The two basic decomposition strategies that could be used for solvingprobjern (2.1) are the feasible and the infeasible decomposition schemes.
The feasible decomposition tech,nique (Rosen and Ornea, 1963; Umeda,Shindo and Tazaki, 1972) consists of the following steps:
Step 1 - Find a feasible point d. zi, i=1,2,....N, for problem (2.1).
Step 2 - By keeping the vector d fixed, solve the N subproblems(that is, for i=1,2,....N):
minimize Ci(d,zi,xi)zi
s.t. hi(d,zi)) = 0gi(d,zi)) s 0
( 2 . 2 )
Step 3 - Keeping the vectors zi, i=1,2,N fixed, solve the problem:
minimize C =d
NCO(d) + 2: Ci(d)))
i=1s.t. hi(d,zi,xi)
gi(d,zi,xi) =~00 ) i=1,2,....N
(2.3)
f(d) s 0
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
29/153
- 17 -
Step 4 - If convergence is not achieved, return to step 2.
The advantage with this technique is that the original problem is replacedby a sequence of subproblems with a smaller number of decision variables.However, convergence to the solution can become extremely slow, particularlyin the neighborhood of the solution (see Grigoriadis, 1971), since in fact thisdecomposition technique is equivalent to an alternating search in orthogonal
1 2 Ndirections in the space (d. (z .z ,...z ))
In the infeasible decomposition technique (Brosilow and Lasdon, 1965;Lasdon, 1970; Stephanopoulos and We"sterberg, 1975b) it is first necessary toreformulate problem (2.1) as:
minimize~ 1 2 Nd.o .d ,....d1 2 Nz ,z ,.... z
NC = COld) + 2:Ci(di),xi)
i=1
s.t. hi(di))) = 0gi(di))) s 0
= 1,2, ....Nfi(di) s 0d = di
f(a) s 0
( 2 . 4 )
Since the lagrangian of this problem is given by:N
L = COla) + 2: Ci(di,zi))i=1N
+ 2: [(),i)T hi + (pi)T gi + (vi)T fi + (/Ti)T (a - di)]i=1+ P T f (2.5)
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
30/153
- 18 -
where Ai, ifI ' i iv , . " I p are the Kuhn-Tucker multipliers, problem (2.4) can bedecomposed into the following N+1 subproblems:
minimize Ci(di,zi,xi) - (1 T i )T didi)
s.t. hi(di))) = 0gi(di,zi,xi) s 0fi(di) s 0
for i= :,2,....N, and (2.6)
minimized
s.t. Ha) s 0
The infeasible decomposition strategy then consists of the following steps:
Step - Guess the multipliers 1 T i , i=1,2, ....N.
Step 2 - Solve the N+1 subproblems (2.6)
Step 3 - If the constraints ~ .d = d. 1=1.2,....N, are not satisfied, adjust themultipliers 1Tiby solving the dual problem:
minlmiz e1 2 N11 ,11 , 11
NCo(a) +2: [Ci(di.zi)) + (77 i)T (a - di)]
i=1(2.7)
and then return to step 2.
Note that in this decomposition technique it is not necessary to startwith a feasible point for problem (2.1) as with the previous strategy.However, there are basically two difficulties when using this technique. The
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
31/153
- 19 -
first one is that the method may not converge to the solution due to thenonconvexities that are present in design problems which gives rise to dualgaps. This difficulty can be overcome with the method proposed byStephanopoulos and Westerberg (1975a), but with the disadvantage that itrequires a significant amount of computational effort. A further disadvantagewith the infeasible decomposition scheme is that a feasible solution isobtained only at the exact solution of the dual problem. Considering that oneis dealing with nonlinear problems, this can become a significant drawback inpractjce,
With the two decomposition schemes that have been presented above, itis unclear whether problem (2.1) can be solved more efficiently than when theproblem is tackled with all decision variables simultaneously. It is for thisreason that an alternative decomposition strategy must be considered.
2.4 THE PROJECTION-RESTRICTION STRATEGY
Grigoriadis (1971) and Ritter (1973) have suggested a decompositiontechnique for mathematical programming problems with block-diagonal structurein the constraints, for the case when the objective function is convex and theconstraints are / inear. As per the classification given by Geoffrion (1970) thisstrategy belongs to the class of Projection-Restriction Strategies. The basicideas of this strategy, are described in the following steps:
Step 1 - Find a feasible point d, zi, xi, i=1,2,....N, for the problem (2.1)
Step 2 - (Projection)Fixing the values of the design variables d,
solve the N subproblems in (2.2)Step 3 - (Restriction)
(a) For each subproblem i convert the inequa Iity constraintsg~ that are active in step 2 into equalities, and define
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
32/153
- 20 -
= g~ = g~ i=1,2,..N (2.8)
where h~ g~ are the redefined sets of equality and inequalityconstraints and g~ are the sets of inequality constraintsthat are not active in step 2.
('b) Eliminate control variables from the vector zi = [ : t ] .so as to define
= = = ',2, ....N (2.9)
where is the redefined vector of control variables whichresult from eliminating the vector z~ of n~ elements,and x~ is the expanded vector of state variables.
Step 4 - Solve the restricted problem:
minimize Cd,Z~Z~''.z~
i ( i i) 0 (2.10).t. hR d,zR'xR =i ( i i) i=1,2,....NgR d,zR'xR :5 0
f(d) :5 0
Step 5 - Return to step 2 and iterate until(a) no further changes occur in the values of the variables d. or
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
33/153
- 21 -
(b) the 'same set of inequality constraints become active again,in step 2.
Note that in step 4 the projection-restriction strategy really consists insolving problem (2.1) simultaneously for all variables, but in general with asmaller number of decision variables, since many of these get eliminated bythe active constraints determined in step 2. Clearly, the effectiveness of thisstrategy relies heavily on the number of inequality constraints that actuallybecome active at the solution.
Grigoriadis (1971) and Ritter (1973) found that in their problems relativelyfew inequality constraints in the subproblems would become active. Therefore,they proposed to eliminate all the variables zi, i=1,2,....N, in step 3,Grigoriadis (1971) with the use of the pseudo-inverse of the correspondingmatrix of zi, and Ritter (1973) with a square matrix which was generated whensolving the subproblems. Unfortunately these techniques cannot be extendedreadily to the case when constraints are nonlinear, since they rely heavily onthe assumption of linearity of the constraints. However, the basic idea of theprojection-restriction strategy can indeed be extended to the problem ofdesigning flexible chemical plants.
An examination of the results for flexible plants obtained by Grossmannand Sargent (1978, 1979) shows that a surprisingly large number of inequalityconstraints are actually active at the solution, as can be seen in Table 2.1.The main reason for this appears to be the monotonicity of the cost function(in the constraint space) which seems to be characteristic of design problems.Since in general one can expect to have a large number of active constraintsat the solution, it clearly suggests that the projection-restriction strategy cangreatly simplify solving problems of the type as formulated in (2.1). However,for successful application of the projection-restriction strategy there are two
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
34/153
- 22 -
Table 2.1: Active constraints at the solution, in the design problemssolved by Grossmann and Sargent (1978, 1979)
Problem
Pipeline
Multiproduct Batch Plant(a) problem 1a.(b) problem 2.
Reactor-SeparatorSystem
Heat ExchangeNetwork
Number ofdecisionvariables
8
1014
7
15
Number ofinequalityconstraints
number ofactive constraintsat the solution
20 5
2339
11 *14
24 4
65 15
* One of the constraints was redundant at the solution
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
35/153
- 23 -
problems that have to be considered. The first one is finding an initialfeasible point in step 1. The second is a procedure for the elimination ofvariables in step 3, which avoids singularities in the system of equations.These are discussed in the following sections.
2.5 FINDING A FEASIBLE POINT
The problem of finding a feasible point for a design problem is ingene~1 a nontrivial task, because of the nonlinearities involved. Inproblem (2.1) the main difficulty when using the projection-restriction strategyconsists in finding a value of d such' that feasible solutions exist for thesubproblems in (2.2). One approach to find a feasible point is to replace thecost function in (2.1) by the sum of squares of deviations of the violatedconstraints, thus leading to the nonl inear program:
minimize1 2 Nd.z ,Z , Zs.t. hi(d),xi) = 0 I (2.11)gi(d))) i=1,2, ....Ns0
f(d) ~ 0
This problem can be handled by an NLP algorithm based on an activeset strategy for the constraints as the one developed by Sargent and Murtagh(1973). Since the objective function in (2.11) has discontinuous second orderderivatives the optimization should be performed with the steepest descentdirection in the constraint space. As this procedure does not require anestimation of the inverse of the Hessian matrix, storage requirements can bereduced.
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
36/153
1 2 NZ t Z t Z
. " . - - - . . . . . . . . .
",,///IIIIIII,,
I,II
'- '- '-"""",,,,
"""",,
","",
IIII,,,,-,
' ". .x
\\\""""
IIIIIIIIIIII,
1
IIIIIIIIIIII
\\""" - _ . .
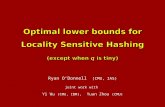
Figure 2.2: Contours of the objective function in problem (2.11)
- KpH -
d
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
37/153
- 25 -
Although solving (2.11) simultaneously for all variables works very wellfor relatively small problems, it may be desirable to use a decompositionscheme for large problems. One alternative is to use the steps similar tothose in the feasible decomposition strategy, with the Objective function asgiven in (2.11) above. Hence it consists of the following steps:
Step 1 - Guess a starting point d. zi), i = 1,2,....N.
Step 2 - By keeping the vector d fixed, solve the N subproblemsi >o ' (that is, for i = 1,2,....N):
minimize zi
=
s.t. hi(d))} = 0gi{d),xi} ::; 0
(2.12)
Step 3 - By keeping the vectors zi, i=1,2,....N fixed, solve the problem:
minimized
N M
L L [i=1 j=1 { . " } J 2ax 0, 9j(d,zl,xl)s.t. hi(d,zi)} = a Ii(d,zi)} i=1,2,....Ns 0
f(d} s 0
(2.13)
Step 4 - If convergence is not achieved ( > O ) return to step 2 .
It is observed that unlike in the case of finding the optimal solution
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
38/153
- 26 -
of (2.1), the convergence of this method to find a feasible point is quite good.The reason {or this is that the NLP defined by (2.11) could have an infinitenumber of minima when the feasible region is non-empty. In this case theobjective function defines a plateau of zero-value for the feasible region asshown in Figure 2.2, and hence there is usually no problem of slowconvergence in the neighborhood of a feasible solution. Also, note inFigure 2.2 that outside the feasible region the contours of 4> in (2.11) arequadratic in the constraint functions so that the objective function will tend tobe w J I behaved.
2.6 VARIABLE ELIMINATION IN THE RESTRICTION STEP
The elimination of variables in step 3 of the projection-restrictionstrategy is performed for each period i by including the active inequalityconstraints in the set of equations. This implies that from the state andcontrol variables i zi set of control variables zi must be a new Rdetermined, and that the sequence of calculation for the new set ofequations hi has to be derived, for each period i = 1,2,....N.R
Since a number of algorithms are available for selecting decisionvariables and determining sequences of calculation for rectangular systems(see e.g. Lee et aI., 1966; Christensen and Rudd, 1969; Edie and Westerberg,1971; Leigh, 1973; Stadtherr et al., 1974; Book and Ramirez, 1976; Hernandezand Sargent, 1979), it would seem that they could be appl ied without difficultyin the problem of designing flexible chemical plants. It must be pointed out,however, that difficulties may arise when deriving the solution procedure forthe restricted problem (2.10), since the added inequality constraints can lead toredundant or inconsistent equations, and hence, produce a singular system ofequations. Therefore, these algorithms must be extended according to thefollowing procedure for eliminating the variables in each in the restrictedproblem:
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
39/153
- 27 -
i ( i i)Step 1 - Add all the active constraints gA d.z .x = 0, to the system ofi( i i)equations h d.z .x = 0, thus giving rise to a new system ofi ( i i)equations hR d.z .x = 0.
Step 2 - Perform the optimal reordering of the new system ofequationsby minimizing the number of torn variables in zi, xi.
Step 3 - Select control variables z~ as decision variables, and deleteequations if necessary so as to obtain a non-singular square systemof equations.
It should be noted that due to the reordering of variables in step 2, thevector can in fact contain some of the state variables from xi. Also, itis essential to keep the design variables d as decision variables throughout,and not to force them to become either state or torn variables during thereordering. Again, in step 2 above, since it is possible that the resultingsystem has more equations than variables, a suitable equation orderingalgorithm must be used, as for instance the one by Leigh (1973). The optimalsequence determined with such an algorithm is one where the
i ( i i)system hR d.z .x = 0,equations:
is reordered as shown in Figure 2.3 in two sets of
stu.v) = (2.14)
r(u,v) = 0.
Here the subsystems sand r form a partition of the vector ofequations h~ whereas the vectors of variables u and v are a partition ofthe vector [(zi)T, (xi)T] T. As shown in Figure 2.3, s is the set of non-recycle equations with lower-triangular structure, which can be solved
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
40/153
v
s
- - - + . ~ : ~~- - - - - - - - - - - - - - - - -x~
Figure 2.3: Structure resulting from equation ordering
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
41/153
- 29 -
sequentially for the vector v given a value of u, and r corresponds to theset of recycle equations. Since v can be treated as an implicit functionof u, the system of equations in (2.14) can be reduced to the form:
rtu,v(u)) = 0 (2.15)
The vector u represents the set of decision variables z~ and torn variablestT, that is, uT = [(z~)T, tT] and for the optimal sequence its dimensionality isat a minimum.
110
In order to delete the appropriate equations in step 3, it is sufficient tochoose the largest nonsingular subset of equations at the current point. Notethat for a fixed u, the subsystem s in (2.14) can be assumed to benonsingular due to its lower-triangular structure, and the singularity of thesystem (2.14) can be analyzed through the jacobian J c(r,u) of (2.15) which isgiven by
= (2.16)
This jacobian matrix can be evaluated numerically at the current point byperforming perturbations in the vector u. To determine the equations to bedeleted the following procedure can be followed. The square submatrix J~ ofhighest rank is obtained by performing a Gaussian elimination on the jacobianmatrix J c in (2.16). The variables in u that correspond to the columns of thesubmatrix J ~ will be chosen as torn variables t. The remaining variables in
iu will correspond to the decision variables zR' Those equationsrR in r that are not included in the rows of the submatrix J~ will bedeleted and treated as inequality constraints. In this way, the jacobian matrixof the resulting system of equations can be ensured to be of full rank andhence non-singular. Also, note that the jacobian matrix J c to be analyzed isusually of much smaller size than the jacobian of the system in (2.14).
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
42/153
- 30 -
A detailed discussion on the procedure for the selection of controlvariables in the restriction step is given in the Appendix, where it is presentedin a more general context of selection of decision and torn variables inprocess design calculations. It is useful to note that this procedure can alsobe applied in the initial stage of formulating the design problem (2.1), in orderto identify the proper choice for the decision variables in the design problemand also to detect any redundancy or inconsistency in the system. This is animportant aspect in formulation of problems for the design of flexiblechemcal plants since one has to be careful to maintain a positive number ofdegrees of freedom, and also have a consistent system.
The procedure indicated above for finding an initial feasible point and forthe variable elimination in the restriction step, complete the algorithm requiredfor the projection-restriction strategy. The next chapter presents a discussionon the expected performance of the proposed decomposition strategy forsolving deterministic multiperiod problems, and an example problem whichillustrates the application and confirms the expected performance of the,projection-restri ction strategy.
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
43/153
- 31 -
CHAPTER 3
NUMERICAL PERFORMANCE OFTHE PROJECTION-RESTRICTION STRATEGY
The projection-restriction strategy presented in the previous chapter isexpected to be very efficient. provided that a large fraction of the originalinequality constraints actually become active at the solution of the designproblem. This is in fact true in most of the design problems. as shown inTable 2.1. thus making the above strategy an effective decomposition schemein solving large multiperiod problems that arise in the design of flexiblechemical plants. This chapter presents an analysis of the relative gain incomputational effort :>btained by using the proposed decomposition strategy.and the effect of the size of the design problem as well as the number ofactive constraints on the expected numerical performance. An exampleproblem has also been solved to illustrate the application of the projection-restriction strategy. and to. observe the actual performance.
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
44/153
- 32 -
3.1 ANALYSIS OF THE EXPECTED NUMERICAL PERFORMANCE
The relative advantage in using a decomposition technique may in generaldepend on the size of the problem being solved, and hence it is appropriate toanalyze the characteristics of the proposed decomposition strategy from thisviewpoint.
Based on some simple assumptions, a relationship can be derivedbetween the CPU-time and the size of the design problem in terms of numberof periods.
Let nd be the number of design variables, nz the number of controlvariables in each period and N the number of periods considered in thedesign problem. Assume that the CPU-time tp for the projection step isgiven by
= (3.1)
If a, 0 ~ a ~ 1, is the average fraction of the control variables remaining inthe restriction problem, then the CPU-time tR for the restriction step can beexpressed as
= (3.2)
Also, let the CPU-time to for solving the problem without decomposition be
= (3.3)
If K is the number of iterations (passes) through the projection (andrestriction) steps that is required for convergence, then the total CPU-timeneeded to solve the design problem using the decomposition strategy is
= ( 3 . 4 )
- KPH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
45/153
- 33 -
In general the exact values of o. q. rand ap' aO' aR , K depend on theparticular problem at hand. However, for a given problem the valuesof ap' aO' aR can be expected to be of the same order of magnitude, and
for a gradient based non-linear programming algorithm one can expect to havethe values of p, q and r to lie between 2 and 3. Also, the value of K islikely to be small.
If all the control variables are eliminated in the restriction step, a = 0and from (3.4) it is clear that the CPU-time tpR is linear in N the numberof periods, as given in (3.5) below:
a = 0 : = (3.5)
For a > 0 the relative savings in computational time in using thedecomposition strategy can be determined from (3.3) and (3.4),
=K N ap (nz) p + K aR (nd + N a nz) r
"o (nd + Nnz)q (3.6)
Since ap' aR, "o are of the same order of magnitude; 0 ~ a < 1,and p. q, r > 1, it is clear from (3.6) that the relative advantage in using thedecomposition strategy is enhanced by larger values of N and smaller valuesof a. In fact, tor a given value of N there is a thresholdvalue ta , below which savings in CPU-time can be ensured by using thedecomposition strategy. This threshold value determines a useful rangeo ~ a ~ t which can be determined from (3.6) with tpR s to' thus,obtaining t as
(3.7)
Assuming ap = aR = "o and p = r = q, (3.7) can be simplified as
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
46/153
1.0
q\K I 2 32 A t:J 03 6 0 0
.,
---"----v---_ ~ ~ ~ ~3 4 5 6 7 e 9 10
Number of Periods t N
Figure 3.1: Minimum fraction lof control variables that must beeliminated as given in (3.8)
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
47/153
- 35 -
ta :: [ 1 { nd }q-- + 1K Nnz 1- ---Nq-1 :: 1 - ,at (3.8)where /1 t indicates the minimum fraction of control variables to be eliminatedin the restriction problem. Figure 3.1 shows some plots of ,at versus N asgiven by the expression in (3.8) above for the case when nd :: nz' There aretwo sets of three plots, for q :: 2, 3 and K :: 1, 2, 3. As can be seen fromthis Figure 3.1, ,at is smaller for larger values of q and for smaller values ofK. Alt0, for a given q and K,,at decreases rapidly with N even forrelatively small values of N, and approaches zero asymptotically for large N.
As an example, take the case when q > 2 and when a single pass(K :: 1) in the decomposition strategy can lead to the optimal solution. If thedesign problem involves five periods, only 8% of the control variables mustbe eliminated to achieve a relative gain in CPU-time with the decompositionstrategy. These percentages increase to 18% for K :: 2 and 28% for K :: 3.For a ten period problem the percentages reduce respectively to 4%, 10% and15% for K :: 1,2 and 3. Thus, in general one can expect to obtain significantgains in computational time when solving multiperiod design problems with the
projection-restriction strategy, even when the number of active constraints isnot very large.
3.2 NUM ER ICA L EXAM PL E
To confirm the expected performance of the proposed projection-restriction strategy, an example problem is solved. The flowsheet consists ofa reactor and a heat exchanger as shown in Figure 3.2. The reaction isassumed to be first order exothermic, of the type A ~ B. The flowratethrough the heat exchanger loop is adjusted to maintain the reactor temperature
ibelow T 1max as given in Table 3.1 and to get a minimumof 90% conversion.
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
48/153
- 36 -
This plant is to be designed so as to produce different productsin N successive periods within each year. The performance equations ofsuch a system, for any period i, i = 1, 2, ... N, are as follows:
Reactor, material balance:
{3.9}
Reactor, heat balance:
(-AH}~xn F~ = Fi c' {Ti - T }o P 1 0 + {3.10}
Heat exchanger, heat balances:
= {3. 11}
= {3.12}
Heat exchanger, design equations:
{3.13}
{AT}~ = {3.14}
The data for the problem are given in the Table 3.1. The design problemcorresponds to an optimization problem with the equality constraints given bythe performance equations above, and the following inequality constraints foreach period i = 1, 2, ... N.
AV ~ 0 {3.15}{3.16}~ 0
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
49/153
- 37 -
Vi ~ 0 (3.17)
V - Vi ~ 0 (3.18)Fi ~ 0 (3.19)wFi ~ 0 (3.20)10.9 s (C~o - C~1)/C~O :s : 1.0 (3.21)
Ti s i (3.22)'o 1 T1maxTi - Ti ~ 0 (3.23)2
TW1 s T~2 s 356 (3.24)Ti i ~ 11., (3.25)1 - Tw2Ti - Tw1 ~ '1.1 (3.26)2
The objective function being minimized is the total annual cost ($Iyr),N
C = 691.2 v a 7 + 873.6 A0.6 +2:) (1.76 F~ + 7.056 Fi,)i=1
(3.27)
where ti corresponds to the number of hours of operation for each periodi=1,2,....N, in one year: The objective function includes the investment cost ofthe reactor and heat exchanger, and the operating cost of the cooling waterand recycle.
A i i i i i i vi, (aT)~here are 2 + 9N variables V, A, CAl'Tl'T2, Tw2' Fl'Fw'i i=1,2,....N; 6N equations and 2 10N inequality constra ints andQHE' +bounds, for a problem with N different periods. This gives rise
to 2 + 3N degrees of freedom for the design problem. Selecting as decisioni i ivariables the design variables V, A. and the control variables Tl'T2' Tw2'
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
50/153
- 38 -
i=1,2,....N, the sequence of calculation for the equations in each period isgiven in Table 3.2. The corresponding nonlinear program consists of 2 + 3Ndecision variables, 6N nonlinear inequality constraints and N linear inequalityconstraints. Note that (3.15), (3.16), (3.22), (3.24) and (3.26) are simple boundson the decision variables, that (3.23) is a linear inequality and the remainingconstraints are nonlinear.
The problem has been solved for five cases correspondingto N=1,2,3,4,5. In each case, the plant is designed to produce N different
products that have different feed rates, concentrations, reaction rate constants,etc. as indicated in Table 3.1. In all the five cases, when solving thesubproblems in the projection step it is found that constraint (3.21) is active atits lower bound, and constraints (3.22) and (3.24) are active at their upperbounds, for all peri ods.Table 3.2, the variables
Adding these active constraints to the equations ini i iT1, T2, Tw2' i=1,2,...N were eliminated by ordering
the new system of equations. This gives rise to only two decision variablesV and A for the restricted problem, as shown in Table 3.3.
The starting point given in Table 3.1, which is infeasible, is used for allfive cases. The initial feasible points used in the projection-restrictionstrategy were obtained by minimizing alternately with respectto d and zi, i=1,2,....N, the sum of squares of deviations of violatedconstraints. The optimizations were performed using the variable metricprojection method (Sargent and Murtagh, 1973), and the solutions were obtainedwith a tolerance of 10-2 for the norm of the gradient of the objective functionprojected in the constraint space.
The optimal sizes of the reactor and the heat exchanger are presented inTable 3.4 for the five cases. The formulation of the problem itself ensuresthat these optimal designs are flexible, as they meet the specifications for thevarious products involved at a minimum annual cost.
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
51/153
- 39 -
The computing requirements for finding the initial feasible points areshown in Table 3.5. Here, it was found that optimizing alternatelyfor d and zi is more efficient than considering all these variablessimultaneously, particularly when the number of periods is large. However, themore significant gains in computational requirements are achieved when theprojection-restriction strategy is applied, once the problem becomes feasible.Table 3.6 gives the CPU-time requirements for the projection and restrictionsteps. Table 3.7 and Figure 3.3 give a comparison of the computationalrequirements in solving the design problem with and without the use of thedecomposition scheme. A striking feature in the performance of the proposeddecomposition strategy is that the CPU-time increases only linearly with thesize of the design problem. It is interesting to note that the design problemfor the five-period case was solved by using the proposed decompositionstrategy in only 31.4 sec which is about the same time required for the one-period problem without using any decomposition.
3.3 DISCUSSION
The results of the above example show that the performance of theproposed decomposition strategy for the design of flexible chemical plants isvery encouraging. In fact, the decomposition strategy has been appl ied tosolve the design problems in Chapter 5 as well, requiring only moderateamount of computational time. It is to be noted in Table 3.7, that thecomputational effort required to solve the design problem of this chapter hasbeen reduced by an order of magnitude with the application of the projection-restriction strategy. An important trend in the results is that the computationaltime required is approximately linear with the size of the design problem(number of periods). This suggests that the reduction in computational effortwith the proposed method is even more dramatic in larger problems. This isto be expected, since experience with different nonlinear programming
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
52/153
- 40 -
algorithms indicate that they are much more likely to be successful inconverging to the optimal solution when the number of decision variables isrelatively small. Also, it will lead to a more reliable method in obtaining thedesired optimum design solutions, since the large nonlinear programmingproblem is reduced to a sequence of smaller subproblems.
Note that the proposed decomposition strategy is conceptually quitegeneral, and does not presuppose the use of any particular optimizationalgorithm for solving the resulting nonl inear programming (NLP) problems .
Although no numerical experimentation has been performed with different NLPalgorithms, it is clear from the derivations given at the beginning of thischapter, that one can expect significant savings in computational effort withalmost any algorithm for solving the nonlinear program. The exponentialincrease in CPU-time with the increase in number of periods that is observedfor solving the example problem without decomposition is typical of anyoptimization algorithm. In fact, the above example problem has been solvedfor the case of 1, 2 and 3 periods (without the application of anydecomposition strategy) using the Han-Powell Algorithm (Powell, 1977) foroptimization; requiring 14.1sec, 126.5sec and 543.3sec respectively to attain thesolution (as against 32.2sec, 176.2sec and 479.6sec respectively when using thevariable metric projection algorithm). These computational results seem tocompare with those obtained by using the variable metric projection algorithmof Sargent and Murtagh (1973). although in general the latter was moreaccurate because of its stringent termination criteria - for any given errortolerance. From these results it can be seen that whatever be the optimizationalgorithm used, the application of the decomposition strategy will certainlyenhance the efficiency in solving the multiperiod design problems.
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
53/153
1 > 0 '
F . ..o v' T l, 1
C A oT "o
Figure 3.2: Flowsheet for the Example Problem
- KpH -
T,\.2
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
54/153
- 42 -
Table 3.1: Data for the Example Problem
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -Period i: 2 3 4 5- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
. .(Ei/R ) 555.6 583.3 611.1 527.8 500.0 Kh:lH)~xn 23260 25581 27907 20930 18604 kJ /kgmoleki 0.6242 0.6867 0.7491 0.5619 0.4994 -1hr0Ci 167.4 188.4 209.3 146.5 125.6 kJ /kgmole Kpi 32.04 40.05 48.06 24.03 32.04 kgmole/m3CAoFi 45.36 40.82 36.29 49.90 54.43 kgmole/hr0i 389.0 383.0 378.0 394.0 400.0 KT lmaxU 1635.34 1635.34 1635.34 1635.34 1635.34 kJ/m 2 hr K'0 333.3 333.3 333.3 333.3 333.3 KTWl 300.0 300.0 300.0 300.0 300.0 K- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Starting Point: V = 14.16 m3A = 11.15 m2Ti = 367 K1Ti = 328 K i=1,2,.....N2i 333 KTw2 =
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
55/153
14
13
10
9
11
12
v
- 43 -
Table 3.2: Equation Ordering in the Projection Step
A
x
VARIABLES
x x x x
x
x
x
x x
x
- KpH -
xx
x
x
xx x
x
x
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
56/153
- 44 -
Table 3.3: Equation Ordering in the Restriction Step
VARIABLES. , .
V A
21 X22 X24 X9 X X X10 X X X
13 X X X14 X X X X11 X X X X12 X X X
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
57/153
- 45 -
Table 3.4: Solution of the Example Problem
*Number ofPeriods N
Optimum AnnualCost $/yr
5.318 7.562 0.980 X 104
2 5.318 8.417 1.010 X 104
3 5.318 9.513 1.042 X 104
4 7.915 9.262 1.096 X 104
5 7.915 9.095 1.080 X 104
* Number N indicates periods 1,2,....N taken together.
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
58/153
- 46 -
Table 3.5: Computational results for finding an initial feasible point,CPU-Time (OEC-20):
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -*Number of
Periods NOptimize all Variables
SimultaneouslyOptimize Alternatively
d and z
0.228 0.204
2 0.371 0.432
3 3.745 0.670
4 1.763 0.878
5 2.954 1.083
* Number N indicates periods 1,2,....N taken together.
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
59/153
- 47 -
Table 3.6: Computational results for the Projection-Restriction Algorithm,CPU-Time (DEC-20):
'"- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -*Number of
Periods N Projection RestrictionTotal CPU-Time
DEC-20 sec
4.531 1.304 5.835
2 12.129 2.221 14.3503 15.918 1.416 17.334
4 21.998 2.181 24.179
5 27.311 3.005 30.316
* Number N indicates periods 1,2,....N taken together.
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
60/153
- 48 -
Table 3.7: Computational results for solving the design problem,CPU-Time (DEC-20):
*Number ofPeriods N
Number ofDecisionVariables
Number ofInequal ityConstraints
Computational Timewithout with
Decomposition
5 7 32.2 6. 02 8 14 176.2 14.8
3 11 21 479.6 18.0
4 14 28 25.0
5 17 35 31.4
* Number N indicates periods 1,2,....N taken together.
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
61/153
,I 35,,A,I450 ,
If j o .III !::, 0
!1 - - 25 -)c: '-0 -n- < l >en ~0 20 I.. 300 ,E I c:0 0() I -1 > I ()0 I (l), . - - .0 0' 15 0'-Z l n,,~I
150 I 10III C D1 > ,E I Er- I r-5I , f::> / ::>o, , n,u30 "W U.. .. . . .2 3 4 5
Number of P eriods
Figure 3.3: Computational time for solving the design problemversus the size of the problem
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
62/153
- 50 -
3.4 NOMENCLATURE FOR THE NUMERICAL EXAMPLE PROBLEM
A
(Ei/R)FioFi1FW
(aH)~xnkoNiQHE
TOTi1Ti2TWlTw2(aT)~UVVii
(J)
Heat transfer area of the heat exchanger, m2Concentration of reactant in the feed stream,kgmole/m3
Concentration of reactant in the product stream,kgmole/m3Heat capacity of reaction mixture, kJ /kgmole K
Ratio of activation energy to gas constant, KFeed flowrate, kgmole/hr
Flowrate of the recycle, kgmole/hrFlowrate of the cooling water, kg/hrHeat of reaction, kJ /kgmoleArrhenius rate constant for reaction, hr-1Total number of periods considered for design, (integer)Heat exchanger load, kJ /hrTemperature of feed stream, KReaction temperature, KRecycle temperature, KInlet temperature of cooling water, KOutlet ternper atur e of cooling water, KMean temperature difference, KOverall heat transfer coefficient, kJ/m 2 hr KReactor volume (design capacity), m3Reaction volume in the operating period i, m3
weighting factor for the period i.Superscript i refers to the period of operation, i=1,2,....N
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
63/153
- 51 -
CHAPTER 4
OPTIMAL PROCESS DESIGN UNDER UNCERTAINTY
. 'In the optimal design of chemical processes it is very often the case
that considerable uncertainty exists in the value of some of the parameters.For instance, these parameters may correspond to internal process parameterssuch as transfer coefficients, reaction constants, efficiencies or physicalproperties. In addition, the uncertain parameters may also include thoseexternal to the process itself, such as specifications in the feed streams,utility streams, environmental conditions or cost data. The values of theseparameters are either known only approximately during the design stage, orthey may actually vary or fluctuate during the operation of the plant. Hence,in designing an optimal chemical process system, these parameters have to betreated as having uncertain values, and the effect of these uncertainties onboth the optimality and the feasibility of operation must be considered.
To account for the uncertainties in the values of these parameters,normally the procedure that is used in practice is to assume some nominalvalues for the parameters, and then apply empirical overdesign factors to theresulting design. Since this procedure lacks a firm rational basis, a number ofdifferent methods have been suggested to account for the uncertainties in a
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
64/153
- 52 -
more systematic manner. These methods differ mainly in the basic designstrategies that are postulated, since in principle the problem of design underuncertainty is not well-defined. A brief review of the different approachesand their shortcomings is given in Chapter 1.
As mentioned in Chapter 1, the main objective in the problem of optimalprocess design under uncertainty is to guarantee feasible steady state operation ofthe plant under the various different conditions that may be encountered, so as tomeet the specifications. In other words, while minimizing the cost to select the
optimal design, the main concern of a design engineer must be to ensure thateven when the parameters take on different values within a given boundedregion, suitable manipulation in the operation of the plant can be achieved inorder to satisfy the specifications. Grossmann and Sargent ('978) haveproposed a design strategy which tries to incorporate this objective bydesigning a plant flexible enough to accommodate the uncertainty in the valuesof the parameters. The basic idea in this strategy is to take advantage of thefact that control variables can be adjusted to satisfy the design specificationsduring the operation of the plant, as it is only the design of the plant itselfthat will remain fixed. Based on this strategy, a rigorous mathematicalformulation of the problem of optimal design of flexible chemical plants withuncertainty in parameter values is given in this chapter. As will be shown inChapter 5, this formulation is more general than the one presented byGrossmann and Sarqent (1978) which can fai I in some cases to guaranteefeasibility. The interpretations and properties of the proposed formulation forthe case of nonlinear convex functions are also presented here, whereas theproposed solution algorithms with numerical examples are given in Chapter 5.
- KpH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
65/153
- 53 -
4.1 MATHEMATICAL FORMULATION
The variables in the design problem of a chemical plant with uncertaintyin parameter values can be partitioned into four categories. The vector d ofdesign variables is associated with the sizing of the units. These remain fixedonce the design is implemented, and do not vary with the changes in theoperation of the plant. The vector z denotes the control variables, the valuesof which can be chosen during the operation so as to meet the specificationsand also to minimize the operating cost. The vector x corresponds to the
jIostate 'variables which are determ ined by solving the set of equationsrepresenting the process system. Finally, a is the vector of independentparameters in the design whose values are subject to uncertainty. Assumingthat bounded range of values are specified for these parameters, the region Tthat is defined to contain all possible values of these parameters is given by
T = { a I a L ~ a s a U } (4.1)
where aL and a U represent given lower and upper bounds on a . We assumethat the control variables z lie in a compact set.
In order to derive the mathematical formulation, it is convenient toconsider the design strategy as being composed of two stages: an operatingstage and a design stage.
(1) Operating stage: Assuming that a given design d has been selected, it isanticipated that the plant will be operated optimally while satisfying theconstraints of the process for all possible realizations of the parameters awithin the region T. Hence, the objective in this stage is to select for everyrealization a E T, a control z which is optimal and feasible.
Clearly, for the given d and for any value of a , the state variables canbe expressed as an implicit function of the control variables z, from thesystem of equations of the process,
- KPH -
-
7/28/2019 KpH PhD Studies in the Optimal Design of Flexible Chemical Plants 24feb1982 CMU
66/153
- 5 4 -
h(d,z,x,8} = 0 x = x(d,z,8) (4.2)
Since the control variable Z should be selected so as to satisfy thespecifications given by the vector of inequality constraints,
g(d,z,x,8) = g(d,z,x(d,z,8)'8) = f(d,z,8) 5 0 (4.3)
the optimal feasible operation of the plant that minimizes the cost will begiven' by the nonl inear program
minimize C(d,z,8)Z
s.t. f(d,z,8) 5 0 ( 4 . 4 )
Since the control variables z lie in a compact set, the minimum is attained.The solution of this problem defines a cost function C*(d,8) which correspondsto the optimal operation of the plant for fixe