Journal of Membrane Sciencekinampark.com/PL/files/Piacentini 2013, Polymeric microspheres... ·...
8
Polymeric microspheres preparation by membrane emulsification-phase separation induced process E. Piacentini, D. Shanthana Lakshmi, A. Figoli n , E. Drioli, L. Giorno Institute on Membrane Technology, National Research Council, ITM-CNR, Via P. Bucci 17/C at University of Calabria, 87036 Rende (CS), Italy article info Article history: Received 30 January 2013 Received in revised form 2 June 2013 Accepted 23 June 2013 Available online 28 June 2013 Keywords: Polymeric microspheres Membrane emulsification Non-solvent induced phase separation Polyethersulfone (PES) Oil-in-oil emulsions abstract Uniform Polyethersulfone (PES) microspheres of target size in the range of 30–60 mm were successfully prepared by combining membrane emulsification technology and phase separation induced process in one step. An emulsion is generated by injecting the polymeric solution through a microporous membrane into the continuous phase which allows also the phase separation induced process and precipitation of the polymer (coagulation bath). Therefore, the droplets formation and solidification occur in a single step. Furthermore, the preparation of non-aqueous (O/O) emulsions by membrane emulsification as well as the preparation of polymeric microspheres by non-solvent induced phase separation has never been reported previously. The effect of continuous phase-coagulation bath composition, hydrophobic emulsifier, dispersed phase flux and shear stress on size and uniformity of PES microspheres has been investigated. Key factors in microspheres production by membrane emulsification and phase separation induced process mechanism include the solvent/non-solvent system type, non-solvent composition and O/O interface composition. Polymeric microspheres with spherical morphology have been produced by tailoring such key factors. & 2013 Elsevier B.V. All rights reserved. 1. Introduction Polymeric microspheres are spherical microscopic particles in the range between 1 and 1000 μm manufactured from various natural and synthetic materials. They are used to deliver, protect, stabilize or control the release of the encapsulated compounds in medical, food, cosmetic and pharmaceutical field. Polymeric microspheres are produced by physical or chemical methods, however, three main common steps can be identify: (i) dispersion or emulsion preparation; (ii) deposition of the material that forms the particle wall and (iii) solidification to transform the droplets into solid microspheres. Usually microspheres are produced start- ing from oil-in-water (O/W), water-in-oil (W/O) or water-in-oil-in water (W/O/W) emulsions while the solidification is obtained by cross linking, polymerization, solvent evaporation/extraction. Non-aqueous emulsions (i.e., oil-in-oil (O/O)) can also serve as a versatile tool for the synthesis of new types of polymeric particles. They are obtained by mixing two different immiscible polar aprotic/organic nonpolar solvents. The introduction of the non- aqueous emulsions can be traced back to Molau (1965) [1] while Periard et al. (1970) [2] are amongst the first to talk about O/O emulsion. These systems have been successively used in the synthesis of particles based on water sensitive monomers or catalysts that cannot usually be achieved by classical approaches. Some examples include the use to perform polyadditions, [3] polycondensations, [4] or oxidative polymerization [4] for the preparation of polymer nanoparticles or even core/shell particles by a combination of different polymerization methods [5–8]. In recent years, hydrophilic and hydrophobic, smooth and rough, solid and hollow, porous and uniform particles with controlled size and uniform size distribution have been successfully produced by combining microengineering techniques and appropriate soli- dification process. Polymeric particles can be made from emul- sions containing the dissolved polymer or monomer in the dispersed phase and an emulsion stabilizer in the continuous phase. The method used for microspheres preparation depends on the attributes of the polymer (such as physic-chemical para- meters) in order to obtain microspheres with properties tailored for a specific application. However, the preparation of polymeric microspheres with controlled and uniform size distribution is still a challenge. For this reason, the key step in the production of polymeric microspheres is the manufacturing of emulsions dro- plets. Emulsions are usually generated by “droplet break-up” mechanism in conventional emulsification devices and highly polydisperse and uncontrolled size droplets are obtained. Over the past two decades novel microengineering techniques have been developed for the controlled production of uniform droplets such as membrane emulsification, microchannel emulsification Contents lists available at ScienceDirect journal homepage: www.elsevier.com/locate/memsci Journal of Membrane Science 0376-7388/$ - see front matter & 2013 Elsevier B.V. All rights reserved. http://dx.doi.org/10.1016/j.memsci.2013.06.038 n Corresponding author. Tel.: +39 0984 492027; fax: +39 0984 402103. E-mail address: a.fi[email protected] (A. Figoli). Journal of Membrane Science 448 (2013) 190–197
Transcript of Journal of Membrane Sciencekinampark.com/PL/files/Piacentini 2013, Polymeric microspheres... ·...

Journal of Membrane Science 448 (2013) 190–197
Contents lists available at ScienceDirect
Journal of Membrane Science
0376-73http://d
n CorrE-m
journal homepage: www.elsevier.com/locate/memsci
Polymeric microspheres preparation by membraneemulsification-phase separation induced process
E. Piacentini, D. Shanthana Lakshmi, A. Figoli n, E. Drioli, L. GiornoInstitute on Membrane Technology, National Research Council, ITM-CNR, Via P. Bucci 17/C at University of Calabria, 87036 Rende (CS), Italy
a r t i c l e i n f o
Article history:Received 30 January 2013Received in revised form2 June 2013Accepted 23 June 2013Available online 28 June 2013
Keywords:Polymeric microspheresMembrane emulsificationNon-solvent induced phase separationPolyethersulfone (PES)Oil-in-oil emulsions
88/$ - see front matter & 2013 Elsevier B.V. Ax.doi.org/10.1016/j.memsci.2013.06.038
esponding author. Tel.: +39 0984 492027; faxail address: [email protected] (A. Figoli).
a b s t r a c t
Uniform Polyethersulfone (PES) microspheres of target size in the range of 30–60 mm were successfullyprepared by combining membrane emulsification technology and phase separation induced process inone step. An emulsion is generated by injecting the polymeric solution through a microporousmembrane into the continuous phase which allows also the phase separation induced process andprecipitation of the polymer (coagulation bath). Therefore, the droplets formation and solidificationoccur in a single step. Furthermore, the preparation of non-aqueous (O/O) emulsions by membraneemulsification as well as the preparation of polymeric microspheres by non-solvent induced phaseseparation has never been reported previously. The effect of continuous phase-coagulation bathcomposition, hydrophobic emulsifier, dispersed phase flux and shear stress on size and uniformity ofPES microspheres has been investigated. Key factors in microspheres production by membraneemulsification and phase separation induced process mechanism include the solvent/non-solvent systemtype, non-solvent composition and O/O interface composition. Polymeric microspheres with sphericalmorphology have been produced by tailoring such key factors.
& 2013 Elsevier B.V. All rights reserved.
1. Introduction
Polymeric microspheres are spherical microscopic particles inthe range between 1 and 1000 μm manufactured from variousnatural and synthetic materials. They are used to deliver, protect,stabilize or control the release of the encapsulated compounds inmedical, food, cosmetic and pharmaceutical field. Polymericmicrospheres are produced by physical or chemical methods,however, three main common steps can be identify: (i) dispersionor emulsion preparation; (ii) deposition of the material that formsthe particle wall and (iii) solidification to transform the dropletsinto solid microspheres. Usually microspheres are produced start-ing from oil-in-water (O/W), water-in-oil (W/O) or water-in-oil-inwater (W/O/W) emulsions while the solidification is obtainedby cross linking, polymerization, solvent evaporation/extraction.Non-aqueous emulsions (i.e., oil-in-oil (O/O)) can also serve as aversatile tool for the synthesis of new types of polymeric particles.They are obtained by mixing two different immiscible polaraprotic/organic nonpolar solvents. The introduction of the non-aqueous emulsions can be traced back to Molau (1965) [1] whilePeriard et al. (1970) [2] are amongst the first to talk aboutO/O emulsion. These systems have been successively used in the
ll rights reserved.
: +39 0984 402103.
synthesis of particles based on water sensitive monomers orcatalysts that cannot usually be achieved by classical approaches.Some examples include the use to perform polyadditions, [3]polycondensations, [4] or oxidative polymerization [4] for thepreparation of polymer nanoparticles or even core/shell particlesby a combination of different polymerization methods [5–8].In recent years, hydrophilic and hydrophobic, smooth and rough,solid and hollow, porous and uniform particles with controlledsize and uniform size distribution have been successfully producedby combining microengineering techniques and appropriate soli-dification process. Polymeric particles can be made from emul-sions containing the dissolved polymer or monomer in thedispersed phase and an emulsion stabilizer in the continuousphase. The method used for microspheres preparation depends onthe attributes of the polymer (such as physic-chemical para-meters) in order to obtain microspheres with properties tailoredfor a specific application. However, the preparation of polymericmicrospheres with controlled and uniform size distribution is stilla challenge. For this reason, the key step in the production ofpolymeric microspheres is the manufacturing of emulsions dro-plets. Emulsions are usually generated by “droplet break-up”mechanism in conventional emulsification devices and highlypolydisperse and uncontrolled size droplets are obtained. Overthe past two decades novel microengineering techniques havebeen developed for the controlled production of uniform dropletssuch as membrane emulsification, microchannel emulsification

E. Piacentini et al. / Journal of Membrane Science 448 (2013) 190–197 191
and microfluidic emulsification [9–11]. The dispersed phase isinjected through microchannels or membrane pores into anotherimmiscible liquid that is the continuous phase. To form theparticles, the solvent for the polymer is removed by evaporation[12] or alternatively by means of cross-linking agent [13] orinitiator [14] which are added in the continuous phase to promotethe suspension polymerization. However, few papers reported thecombination of phase separation induced technique with mem-brane process concept but in two separate steps [15–17]. In ourprevious work, a “model membrane” consisting of a monoporepolyethylene film, was used to prove the concept idea of makingthe formation of the polymeric drop in an organic media (emul-sion formation) and, as second step, its solidification (particleformation) in the coagulation phase. Modified polyetherether-ketone (PEEKWC), polyvinilydene fluoride (PVDF) and polyether-sulfone (PES) particles in the range between 800 and 1500 mmhave been prepared [15–17]. The polymer is dissolved in a polaraprotic solvents such as dimethyl formamide (DMF) while anorganic nonpolar solvent such as dodecane was used as oil phase.Non-aqueous (O/O) emulsions have been produced and the phaseseparation was induced by the non-solvent phase (isopropanol–water mixture), used as coagulation bath, for solidifying thepolymer drop solution in a second step.
The aim of this work was to investigate PES microspheresgeneration combining membrane emulsification process withphase separation induced method. In particular, the use of anon-aqueous (continuous) phase allowed both the formation ofthe emulsion and, at the same time, the starting of the polymerprecipitation (slower demixing than water) thanks to the weakerphase inducer employed. An emulsion is generated by injectingthe polymeric solution through a microporous membrane into thenon-aqueous continuous phase that works at the same time asphase separation inducer and allow the particle formation. In thiscase, droplets formation and solidification occur in a single step.To our knowledge, the preparation of non-aqueous (O/O) emul-sions by membrane emulsification as well as the preparation ofpolymeric microspheres by non-solvent induced phase separationhas not been previously reported. A summary of the mainadvances, introduced in this paper, is reported:
Emulsion Tank
Open pores
Ringed Membrane
Poresclosed off
DOPA
a)
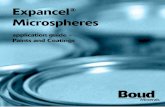
Fig. 1. Illustration of the dispersion cell and the ringed membrane used in microspherewith phase separation induced process.
1.
DERA
s pr
microspheres are produced at much higher throughputsbecause the number of drop generation units (pores) comparedto just one drop generation unit (monopore);
2.
the continuous phase is homogeneous solutions obtainedmixing the non-solvent (organic non-polar solvent) and thesurfactant solution (hydrophobic surfactant) and particles pro-duction and solidification occurred in a single step;3.
microspheres size is reduced more than 30 times the sizeobtained with the monopore.Therefore, the main emphasis of this work was to investigatethe effect of hydrophobic emulsifier, shear stress, dispersed phaseflux, dispersed phase concentration on the size and uniformity ofPES generated droplets. Different non-solvents were used in thepreparation of the continuous phase-coagulation bath in order toevaluate the effect on the induced phase separation process.
2. Experimental section
2.1. Materials
Polyethersulfone (ICI VICTREX) was dried in an oven at 50 1Cfor 48 h and dissolved in N, N-Dimethylformamide (DMF, SigmaAldrich, Italy) and used as polymeric dispersed phase. Paraffin oil(Carlo Erba Reagenti, Italy) containing polyglycerol fatty acid ester(SY-Glyster PO-55, Sumitomo Corporation, Japan) as surfactantand dodecane or isooctane or butanol or isopropanol (all pur-chased from Carlo Erba reagent, Italy) is used as continuous phase-coagulation bath.
Brookfield DV-II viscometer (Brookfield Engineering Labora-tories, Inc. Stoughton, MA) was used to evaluate the viscosities ofthe polymer solutions and the solutions used as continuous phase-coagulation bath.
2.2. Membrane and membrane module
The emulsions were obtained using a stirred cell with a nickelflat disc membrane under the paddle blade stirred. A ringed
Peristaltic Pump Dispersed PhaseStorage Tank
DMF
CANE
PES MPs
PES
FFIN
eparation. (a) Microspheres generation by membrane emulsification combined

E. Piacentini et al. / Journal of Membrane Science 448 (2013) 190–197192
hydrophobic membrane with pore size of 5 μm and effective cross-sectional area of 3.8 cm2 was used. The stirred cell and themembrane are illustrated in Fig. 1. They are both supplied byMicropore Technologies Ltd. (Hatton, Derbyshire, UK). In theprevious studies [19,20], it was found that a stirred cell with avarying radial shear field at the surface of the flat disc membranecould produce uniformly sized drops. In this device, the shearstress is generated by a paddle blade stirrer on the top of themembrane surface. There is a transitional point on the membranesurface between the forced and free vortex around the paddle-blade stirrer. The region in which dispersed phase droplets aregenerated is limited to that close to the position where the shear isgreatest as a consequence of a greatest pressure difference acrossthe membrane. Hence, the drop-size distribution of product isnarrow because droplets are generated from a narrow radialannular region on the disc membrane. The agitator was drivenby a 24 V DC motor (INSTEK Model PR 3060) and paddle rotationspeed in the range from 554 to 775 rpm was controlled by theapplied voltage. The dispersed phase is injected using a peristalticmicropump (Ismatec, model C.P. 78016-30) with the flow rate inthe range from 0.08 to 0.3 ml min−1.
2.3. Experimental set-up and procedure
A homogeneous polymer solution was prepared by dissolvingPES (10 wt%) in DMF under stirring (dispersed phase). A homo-geneous solution was prepared by mixing paraffin oil withdodecane or isooctane (continuous phase). The ratio betweenparaffin and the other organic solvent was selected in order tohave the same solution viscosity for all the mixture used ascontinuous phase-coagulation bath. SY-GlysterPO-55 was used asemulsifier and dissolved in paraffin oil/organic solvent in order toobtain a final concentration of 2 wt%. In some experiments,isopropanol or butanol were introduced in the continuousphase-coagulation bath in order to obtain a final concentrationof 2 wt%. The emulsion composition and viscosity of the phases arelisted in Table 1.
Metallic hydrophobic membrane was washed and sonicatedseveral times with soap, alkaline solution and distilled water toclean the surface and membrane pores before each experiment.The cleaned membrane was, then, further sonicated with few mlof paraffin solution for wetting the membrane surface. Themembrane was fixed in the dispersion cell and 10 wt% PES/DMFwas injected through the membrane while the continuous phase(Paraffin/organic solvent/emulsifier) was also transferred to thecell and stirring unit was fixed. The effect of shear stress anddispersed phase flux was evaluated in the range between 6.7 and11.2 Pa and 13 and 38 L m−2 h−1, respectively. The volume ofdispersed phase, permeated through the membrane during emul-sification experiments, was measured by a graduated cylinder. Theinitial volume of the continuous phase in the cell was 60 cm3 andthe experiments were run until the dispersed phase concentrationreached the desired amount. The droplets were collected, filteredthrough a porous support, washed several times with n-hexane to
Table 1Emulsion phases composition and viscosity.
Concentration (%wt)
Dispersed phase 10 %wt PES–90 %wt DMFContinuous phase 83 %wt Paraffin oil–15 %wt Dodecane
85 %wt Paraffin oil–13 %wt Isooctane81 %wt Paraffin oil–15 %wt Dodecane–2 %wt Isop81 %wt Paraffin oil–15 %wt Dodecane–2% wt Buta83 %wt Paraffin oil–15 %wt Dodecane
remove traces of continuous phase and finally dried at vacuumoven (70 1C) and stored for further analysis.
Several parallel experiments were performed to select suitablecontinuous phase and dispersed phase concentration, surfactantand operating parameters (such as shear stress, dispersed phaseflux) used to control droplets size and droplets size distributionduring the production of the microspheres by membrane emulsi-fication. Each experiment was run at least in triplicates andaverage values were reported. Error bars reported on the graphsindicate the standard deviation case by case.
2.4. Microspheres characterization
Particles size and particles size distribution were measured byoptical microscopy (Zeiss, model Axiovert 25) equipped with acamera (JVC, model TK-C1481BEG) to capture the images of theemulsions. Particles size was measured using scion image soft-ware. Approximately, 500 microspheres were analyzed to obtainthe mean particles diameter and size distribution. The meanparticle size was expressed as the surface weighted mean dia-meter (or Sauter diameter), D [3,2] as follows:
D 3;2½ � ¼ ∑D3i ni
∑D2i ni
ð1Þ
where Di¼particle diameter of class i and ni¼number of particlein class i. Particles size distribution was expressed as a Spannumber, calculated by the following expression:
Span¼ D½90�−D½10�D½50� ð2Þ
where, D[X0] is the diameter corresponding to X0 vol% on a relativecumulative droplet size curve.
Morphological features were examined by Scanning ElectronMicroscopy (SEM), using a Cambridge Steroscan 360 instrument,operating at 15 kV, including the observation of freeze fracturedmicrospheres. Furthermore, samples were embedded in Araldite(Fluka, Buchs, Switzerland) and trimmed with a Leica Ultracut UCTultramicrotome by using a diamond knife. Thin sections (2 μm)were then collected on coverslips and gold sputtered using aEMITCHs K550 deposited at 10 mA/min for 90 s to achieve a5–7 nm gold layer. The sections of the micro-spheres were finallymounted on aluminum stubs and then analyzed by SEM, using aEVO MA 10, Zeiss, Assing.
3. Results and discussion
3.1. Effect of continuous phase-coagulation bath composition
The choice of solvent/non-solvent system in phase separationinduced process has a dramatic influence on polymer morphology,mechanical properties, interfacial characteristics, and separationperformance. The polymer must be soluble in the selected solvent,and the solvent and non-solvent must be partially miscible eachother. DMF is a suitable solvent for PES polymer and it has been
Emulsifier Viscosity (cP)
– 282 %wt SY-Glyster PO-55 392 %wt SY-Glyster PO-55 37
ropanol 2 %wt SY-Glyster PO-55 29nol 2 %wt SY-Glyster PO-55 31
2 %wt Span80 39

Fig. 2. Effect of continuous phase-coagulation bath composition on microspheresproduction. Microscope images of particles produced using different continuousphases: (a) 81 wt% Paraffin oil–15 wt% Dodecane–2 wt% Butanol (b) 85 wt% Paraffinoil–13 wt% Isooctane; (c) 83 wt% Paraffin oil–15 wt% Dodecane. Dispersed phase flowrate¼0.08 ml min−1; shear stress¼8.9 Pa; Emulsifier¼2 wt% SY-Glyster PO-55.
E. Piacentini et al. / Journal of Membrane Science 448 (2013) 190–197 193
already used for microcapsules synthesis [18]. Paraffin was chosenas continuous phase due its immiscibility with DMF for makingO/O emulsion. Then, different hydrocarbons (i.e. isooctane anddodecane) and alcohols (i.e. isopropanol and butanol) have beenadded to paraffin to prepare the most suitable coagulation bathwhich should allows also the production of PES microspheres byphase separation induced process.
Dodecane and isooctane was used in combination with paraffinoil in order to have paraffin oil/organic solvent ratio of 83/15 and85/13, respectively. Alternatively, isopropanol or butanol wasadded to paraffin oil/dodecane (83/15) solution in order to obtain2 wt% of alcohol concentration. Preliminary tests have beencarried out to determine the appropriate solvent concentrationrange. A mixed solution of 83 wt% Paraffin and 15 wt% dodecaneresulted in a homogeneous solution while when the concentrationof dodecane increased two distinct phases was observed. Thesolvent concentration range of the other solutions was selected inorder to obtain almost the same viscosity of paraffin oil/dodecane(83/15) mixture (Table 1) and the same shear-stress.
PES microspheres formation can be well correlated with theconventional phase separation induced process in membranepreparation technique (Fig. 1a). Physical parameters of the solventsand non-solvents used in microspheres preparation were shown inTable 2. In membrane preparation, the phase separation usuallyoccurs immersing the cast polymer solution into the coagulationbath, made by water or water/alcohol mixture. The Hildebrandsolubility parameters of isopropanol and butanol (non-solvent) arevery close to the value reported for the DMF (solvent) andtherefore, DMF is exchanged quite rapidly with the alcohols. Theformation of a very high number of aggregates in the cell wasobserved immediately after that emulsification process startedboth when butanol and isopropanol was used in combination withparaffin and dodecane. The fast demixing rate influenced theproduction of microspheres which were produced without main-taining the spherical shape of emulsion droplets (Fig. 2a). Fig. 3illustrates the effect of dodecane and isooctane in the continuousphase on mean particle diameter, span and dispersed phaseemulsified. Particle size and particle size distribution were notsignificantly affected by the composition of the continuous phase.This result was expected as the consequence of the value of theviscosity that was very close for the two mixtures that determinedthe same shear stress and emulsifier mobility. However, isooctaneand dodecane allowed the formation of spherical and not aggre-gated microspheres until a certain amount of dispersed phasepassed through the membranes. When isooctane was used, micro-spheres formation was observed until that 1.3 wt% of a dispersedphase was passed through the membrane (Fig. 2b). When higherdispersed phase concentration was reached, the production ofmicrospheres did not continue probably due to insufficient quan-tity of non-solvent in the continuous phase (which promote thephase separation) and only non-solidified particles were further
Table 2Physical parameters of the solvents and non-solvents used in microspherespreparation [21].
Solvents Hilderbrandparametertotal
Hydrogenbonding dH
Surface tension(mN m−1)
PES 24.2 9.2 –
N,N-Dimethylformamide(DMF)
24.9 11.3 34.4
Isopropanol 24.6 17.4 20.9Butanol 23.2 14.5 25Dodecane 16.0 – 25.35Isooctane 7.4 – –
obtained. With dodecane, 7.5 wt% of dispersed phase was reachedduring microspheres preparation (Fig. 2c) before to observe theproduction of non-solidified particles. These results could beexplained considering the solvent-induced phase separationmechanism. DMF can be exchanged with the non-solvent, dode-cane or isooctane, until the non-solvent is not saturated. There is aclose relationship between DMF and dodecane as indicated byHildebrand solubility parameter that makes it more viable for thesolvent/non-solvent exchange phenomena inside the stirring cellunit. The low Hildebrand solubility for the isooctane influencedthe maximum amount of solvent that can be exchanged. In orderto prove that the presence of solvent in the continuous-phasecoagulation bath influences the microspheres production, severalexperiments were performed by adding DMF in the continuousphase solution using paraffin and dodecane as continuous phase.The further addition of solvent in the coagulation bath as a

05
10152025303540
Paraffin : Dodecane = 83 : 15
Paraffin : Isooctane = 85 : 13
Mea
n Pa
rtic
le
Dia
met
er (μμ
m)
Continuous Phase
D[3,2]
0
2
4
6
8
Paraffin : Dodecane = 83 : 15
Paraffin : Isooctane = 85 : 13
Span
( / )
; D
isper
sed
Phas
eC
once
ntra
tion
( % w
t)
Continuous Phase
Span
Dispersed Phase Concentration
Fig. 3. Effect of continuous phase composition on (a) mean particle diameter,(b) span of distribution and dispersed phase emulsified concentration. Dispersedphase flow rate¼0.08 ml min−1; shear stress¼8.9 Pa; Emulsifier¼4 wt% SY-Glyster PO-55.
Fig. 4. Effect of DMF in the continuous phase-coagulation bath on microspheresproduction. Microscope images of particles produced using: (a) 0.7 wt% DMF and(b) 1.3 wt% DMF in the continuous phase. Dispersed phase flow rate-¼0.08 ml min−1; shear stress¼8.9 Pa; Emulsifier¼2 wt% SY-Glyster PO-55, contin-uous phase¼83 wt% Paraffin oil–15 wt% Dodecane and Dispersed¼10 wt% PES.
E. Piacentini et al. / Journal of Membrane Science 448 (2013) 190–197194
consequence of dispersed phase permeation through the mem-brane is expected to stop the instantaneous demixing and loweredthe non-solvent activity and diffusion rate into the polymer film.This phenomenon is a function of the total amount of DMF presentin the continuous phase and the effect of two different concentra-tions was evaluated: 0.7 and 1.3 wt%. DMF concentration of 0.7 wt% determined particles aggregation when 0.6 wt% of the dispersedphase was passed through the membrane (Total DMF Concentra-tion¼1.3 wt%) while the aggregates size increased when dispersedphase concentration increased. When high concentration of DMFwas added in the continuous phase (1.3 wt%), the formation of gelcapsules aggregation occurred instantly as the polymeric solutionpermeated through the membrane (Fig. 4a and b). Results indi-cated that the solvent/non-solvent demixing affected the micro-spheres production process.
3.2. Effect of emulsifier
To form stable oil-in-oil emulsions, suitable surfactants have to beselected. Low-molecular-weight compounds in mixtures of organicsolvents do not possess the appropriate amphiphilic property tostabilize O/O droplets while amphipolar polymers should be able toovercome this problem [1,22]. In the present work, a low-molecular-weight non-ionic emulsifier (SY-Glyster PO-55) is used in combina-tion with PES in order to have a synergic effect. SY-Glyster PO-55 hasa low HLB value (HLB¼4.9) and it should be able to stabilize the non-polar phase (paraffin/dodecane) while PES has a Hildebrand solubi-lity parameter similar to DMF (Table 2) and it should be a goodcandidate to stabilize the polar phase. It can be assumed that the SY-Glyster PO-55, which is soluble in the paraffin/dodecane continuousphase acts as the stabilizing moiety and PES as the anchor moiety forthe dispersed polar organic droplets (DMF). Fig. 5 illustrates the effectof Glyster PO-55 concentration on mean particles diameter, span anddispersed phase emulsified. Microspheres size was about six timesthe membrane pore while span value was 0.6 for both concentrations
used. The effect of emulsifier concentration is mainly related todroplets stability and productivity. The dispersed phase concentra-tion that was stably emulsified in the presence of 2 and 4 wt% ofSY-Glyster PO-55 was 3.8 and 7.5 wt%, respectively. This can beexplained considering that the low concentration of SY-Glyster PO-55was not enough to create a protective barrier around PES particles.This is in agreement with literature as reported by Wu (2008) [23].The measurements of the interfacial tension demonstrated that highconcentration of SY-Glyster PO-55 (4 wt%) is able to minimize thethermodynamically unfavorable contact at the interface paraffin/petroleum ether and water better than low concentration (1.0 wt%).It was evident that emulsifier concentration influenced the phaseseparation induced process. This is because, emulsifier moleculesforms a protective coating around the droplets that prevents themfrom instability phenomena and allow, at the same time, theexchange between solvent and non-solvent.
3.3. Effect of dispersed phase flux
The dispersed phase flux was varied from 13 to 38 L h−1 m−2. Fig. 6illustrated the effect of dispersed phase flux on particle size, particlesize distribution and dispersed phase %. Particle size increased whendispersed phase flux increased. This can be explained considering thatthe increase of dispersed phase flux results in an increase in theamount of oil flowed into a drop during the detachment process, andthe formation of larger droplets [24]. Droplets grow faster at themembrane pore wall and the interface cannot be stabilized fastenough by adsorbed emulsifier molecules, as described in previouspaper [25,26]. Fig. 6 shows that uniformly sized droplets with the spanvalues of 0.6 were obtained also when the dispersed phase flux was

0
1
2
3
4
0
20
40
60
80
0 10 20 30 40 50 60 Span
( / )
; D
isper
sed
Phas
eC
once
ntra
tion
( % w
t)
Mea
n Pa
rtic
le D
iam
eter
( μm
)
Dispersed Phase Flux (L h-1m-2)
D[3,2] Span Dispersed phase Concentration
Fig. 6. Effect of dispersed phase flux on (a) mean particles diameter, (b) span ofdistribution and dispersed phase emulsified concentration (DF %). shearstress¼8.9 Pa; Emulsifier¼2 wt% SY-Glyster PO-55, continuous phase¼83 wt%Paraffin oil–15 wt% Dodecane.
0.0
0.2
0.4
0.6
0.8
1.0
0
10
20
30
40
50
60
70
80
0 3 6 9 12 15
Mea
n Pa
rtic
le D
iam
eter
(μμm
)
Shear Stress (Pa)
D[3,2]Span
Fig. 7. Effect of shear stress on mean particles diameter and span of distribution.Dispersed phase flow rate¼0.08 ml min−1, shear stress¼8.9 Pa; Emulsifier¼2 wt%SY-Glyster PO-55, continuous phase¼83 wt% Paraffin oil–15 wt% Dodecane.
05
10152025303540
2 % wt 4 % wt
Mea
n Pa
rtic
les
Dia
met
er (μμ
m)
SY-Glyster PO-55
D[3,2]
0
2
4
6
8
2 % wt 4 % wt
Span
( / )
; D
isper
sed
Phas
eC
once
ntra
tion
(% w
t)
SY-Glyster PO-55
Span
Dispersed Phase Concentration
Fig. 5. Effect of emulsifier (SY-Glyster PO-55) concentration on (a) mean particlesdiameter, (b) span of distribution and dispersed phase emulsified. Dispersed phaseflow rate¼0.08 ml min−1; shear stress¼8.9 Pa; continuous phase¼83 wt% Paraffinoil=15 wt% Dodecane.
E. Piacentini et al. / Journal of Membrane Science 448 (2013) 190–197 195
increased. This aspect is of crucial importance for large-scale applica-tion where high productivity is required without affecting the controlon particle size and particle size distribution. Themaximum amount ofsolvent (in the dispersed phase), which can be exchanged with thenon-solvent, was the limiting step of the process. Emulsificationsexperiments were stopped, when a dispersed phase concentration ofaround 3 wt% was obtained in the emulsion, before the formation ofpartially solidified particles was observed. The dispersed phase con-centration of 3.8 wt% corresponds to a weight ratio between DMF anddodecane equal to 22.5% that seems to be the maximum amount ofDMF that can be exchanged with dodecane in order to promote themicrospheres generation by phase separation induced process. How-ever, emulsifier concentration also had a certain influence on phaseseparation induced process. When 4 wt% of SY-Glyster PO-500 wasused, higher dispersed phase concentration was obtained (7.5%)corresponding to a weight ratio between DMF and dodecane of 45%.The increase of emulsifier concentration could affect the interfacialproperties between the coagulant and the polymer solution enhancingthe affinity between solvent and coagulant that resulted in a shift fromdelayed demixing to instantaneous demixing.
3.4. Effect of shear stress
The shear stress was varied from 4.5 to 11.2 Pa. Fig. 7 illustratesthe effect of shear stress on the mean particle diameter and span.The droplet size is function of shear stress up 8.9 Pa, but less so athigher shear stress. Particles size was 10 times the membrane poresize when 4.5 Pa was the shear stress generated at the membranesurface while, at the shear stress of 10 Pa particles size was 6 timesthe pore diameter. At higher shear stress value (11.2 Pa), the size ofmicrospheres increased and particles size was 14 times themembrane pore. In addition, the formation of clusters withirregular shape was observed. In this case, particles size increasecan be explained considering droplets aggregation before solidifi-cation by phase separation induced process. At higher shear stress,there is an increased chance of droplets that are not solidified tomove toward each other and come into close proximity before thatthe phase separation was completed. The span value decreasedfrom 0.8 to 0.6 when the shear stress was increased from 4.5 to10 Pa while it increased at higher shear stress as a consequence ofthe dynamic conditions on which the solidification and the fastphase inversion at the pores occur.
3.5. PES microsphere morphology – SEM analysis
PES microspheres (free flowing powder form) were mountedon sample stub and analyzed by various magnifications. Fig. 8shows typical SEM micrographs of the external and magnifiedviews of the fabricated PES microspheres. SEM images (Fig. 8b andc) confirm the formation of spherical spheres with dense outersurface. Fig. 8c shows the PES microspheres skin structure iscompletely denser and pores are not present in the current form.However, some small protuberances are visible on the surfaces ofthe micro-spheres (Fig. 8c and d). This could be explained by thepresence of the surfactant at the interface of the polymeric dropletformed during the membrane emulsification process. In fact,during the coagulation process of the polymer droplets, in thecontinuous phase, the surfactant remains embedded in the shellside of polymer matrix creating such protuberances. Buonomennaet al. [17] reported a similar behavior and the increase in rough-ness at the shell side of the produced capsules was related both tothe presence and type of surfactant used. Furthermore, from thecross-section analysis (Fig. 8e and 8f) some bigger voids within thepolymer structure are also visible.
4. Conclusions
PES microspheres have been produced by combining mem-brane emulsification process and solvent-induced phase separa-tion in a single step. Non-aqueous emulsions have been generatedusing PES dissolved in DMF as dispersed phase and a mixture of

Fig. 8. SEM micrographs of PES microspheres prepared by membrane emulsification-phase separation induced process technique at different magnification:(a) microspheres at 600� , (b) single microsphere at 4919� , (c) microsphere surface at 12000� and (d) microsphere surface at 50000� .
E. Piacentini et al. / Journal of Membrane Science 448 (2013) 190–197196
paraffin and organic solvent as continuous phase in the presenceof a monomeric hydrophobic emulsifier (SY-Glyster PO-55).Furthermore, the continuous phase was also the coagulation bath,in which the exchange between solvent and non-solvent occurred.Membrane emulsification process allowed the production ofparticles with controlled size in the range between 10 and 6 timesthe membrane pore diameter. Uniform particle distribution wasalso obtained (span 0.6) at high dispersed phase flux. The phaseseparation induced process was controlled by the demixing ratethat it is influenced by the miscibility of solvent and non-solventand by the affinity between polymer and non-solvent. Dodecaneresulted to be a good non-solvent allowing the suitable dimixingrate. Also the presence of emulsifier influenced the phase separa-tion induced process. The emulsifier can affect the interfacialproperties between the coagulant and the polymer solutionenhancing the affinity between solvent and coagulant. Higheremulsifier concentration (4 wt%) resulted in a shift from delayeddemixing to instantaneous demixing that permitted the produc-tion of spherical and homogeneous microspheres with a higherdispersed phase concentration than in the presence of low amountof emulsifier (2 wt%).
These results are expected to promote the use of membraneemulsification process and phase separation induced process forthe synthesis of new types of polymeric particles for application indifferent fields such as medicine, biotechnology and chemistry.
Acknowledgments
This work has been funded from the European Community'sProgramme (FP7-PEOPLE-IIF- 2008), Grant agreement no. 237855,Project ILMC and the “POR Calabria FSE 2007/2013 – Asse IV –
Obiettivo operativo M2” (postdoctoral fellowship). The authors
gratefully thank Prof. Enrico Perrotta (Laboratory of ElectronMicroscopy “A. Saita”, Department of Biology, Ecology and EarthSciences (Di.B.E.S.T.), University of Calabria, Rende, Italy), for thecutting of the micro-spheres in slices using the ultramicrotome.
References
[1] G.E. Molau, Heterogeneous polymer systems. I. Polymeric oil-in-oil emulsions,Polym. Sci. A Gen. Pap. 3 (1965) 1267–1278.
[2] J. Periard, A. Banderet, G. Riess, Emulsifying effect of block and graftcopolymers – oil in oil emulsions, Polym. Lett. 8 (1970) 109–114.
[3] K. Müller, M. Klapper, K. Müllen, Preparation of high molecular weightpolyurethane particles by nonaqueous emulsion polyaddition, Colloid Polym.Sci. 285 (2007) 1157–1161.
[4] K. Müller, M. Klapper, K. Müllen, Polyester nanoparticles by non-aqueousemulsion polycondensation, J. Polym. Sci. Part A: Polym. Chem. 45 (2007)1101–1108.
[5] K. Müller, M. Klapper, K. Müllen, Synthesis of conjugated polymer nanopar-ticles in non-aqueous emulsions, Macromol. Rapid Commun. 27 (2006)586–593.
[6] R. Haschick, K. Müller, M. Klapper, K. Müllen, Nonaqueous emulsions as a toolfor particles with unique core–shell topologies, Macromolecules 41 (2008)5077–5081.
[7] R. Haschick, M. Klapper, K.B. Wagener, K. Müllen, Nanoparticles by ROMP innonaqueous emulsions, Macromol. Chem. Phys. 211 (2010) 2547–2554.
[8] M. Klapper, S. Nenov, R. Haschick, K. Müller, K. Müllen, Oil-in-oil emulsions: aunique tool for the formation of polymer nanoparticles, Acc. Chem. Res. 41(2008) 1190–1201.
[9] L. Giorno, G. De Luca, A. Figoli, E. Piacentini, E. Drioli, Membrane Emulsifica-tion: Principles and Applications in Membrane Operations. Innovative Separa-tions and Transformations, Wiley-VCH Verlag GmbH & Co. KGaA, Weinheim,Germany463–494.
[10] W. Liu, X.-L. Yang, W.S. Ho, Preparation of uniform-sized multiple emulsionsand micro/nano particulates for drug delivery by membrane emulsification,J. Pharm. Sci. 100 (2011) 75–93.
[11] G.T. Vladisavljević, I. Kobayashi, M. Nakajima, Production of uniform dropletsusing membrane, microchannel and microfluidic emulsification devices,Microfluid. Nanofluid. 13 (2012) 151–178.

E. Piacentini et al. / Journal of Membrane Science 448 (2013) 190–197 197
[12] R. Liu, S.-S. Huang, Y.-H. Wan, G.-H. Ma, Z.-G. Su, Preparation of insulin-loadedPLA/PLGA microcapsules by a novel membrane emulsification method and itsrelease in vitro, Colloids Surf. B 51 (2006) 30–38.
[13] L.Y. Wang, G.H. Ma, Z.G. Su, Preparation of uniform sized chitosan micro-spheres by membrane emulsification technique and application as a carrier ofprotein drug, J. Controlled Release 106 (2005) 62–75.
[14] R. Wang, Y. Zhang, G.H. Ma, Z.G. Su, Preparation of uniform poly(glycidylmethacrylate) porous microspheres by membrane emulsification polymeriza-tion technology, J. Appl. Polym. Sci. 102 (2006) 5018–5027.
[15] A. Figoli, G. De Luca, E. Longavita, E. Drioli, PEEKWC spheres prepared by phaseinversion technique: a morphological and dimensional study, Sep. Sci.Technol. 42 (2007) 2809–2827.
[16] M.G. Buonomenna, A. Figoli, I. Spezzano, M. Davoli, E. Drioli, New PVDFmicrospheres for application in catalysis, Appl. Catal. B. 80 (2008) 185–194.
[17] M.G. Buonomenna, A. Figoli, I. Spezzano, R. Morelli, E. Drioli, Combinedemulsion and phase inversion techniques for the preparation of catalyticPVDF microspheres, J. Phys. Chem. B112 (2008) 11264–11269.
[18] D. Shanthana Lakshmi, A. Figoli, M.G. Buonomenna, G. Golemme, E. Drioli,Preparation and characterization of porous and nonporous polymeric micro-spheres by the phase inversion process, Adv. Polym. Technol. 31 (2012)231–241.
[19] S.R. Kosvintsev, G. Gasparini, R.G. Holdich, I.W. Cumming, M.T. Stillwell,Liquid–liquid membrane dispersion in a stirred cell with and withoutcontrolled shear, Ind. Eng. Chem. Res. 44 (2005) 9323–9330.
[20] M.T. Stillwell, R.G. Holdich, S.R. Kosvintsev, G. Gasparini, I.W. Cumming,Stirred cell membrane emulsification and factors influencing dispersion dropsize and uniformity, Ind. Eng. Chem. Res. 46 (2007) 965–972.
[21] C.M. Hansen, Hansen Solubility Parameters: a User's Handbook, CRC Press,Boca Raton, 2007.
[22] G. Riess, C. Labbe, Block copolymers in emulsion and dispersion polymeriza-tion, Macromol. Rapid Commun. 25 (2004) 401–435.
[23] J. Wu, W. Wei, L. Wang, Z. Su, G. Ma, Preparation of uniform-sized pH-sensitivequaternized chitosan microsphere by combining membrane emulsificationtechnique and thermal-gelation method, Colloids Surf. B 63 (2008) 164–175.
[24] J.H. Xu, G.S. Luo, G.G. Chen, J.D. Wang, Experimental and theoreticalapproaches on droplet formation from a micrometer screen hole, J. Membr.Sci. 266 (2005) 121–131.
[25] V. Schröder, O. Behrend, H. Schubert, Effect of dynamic interfacial tension onthe emulsification process using microporous, ceramic membranes, J. ColloidInterface Sci. 202 (1998) 334–340.
[26] M.J. Geerken, R.G.H. Lammertink, M. Wessling, Interfacial aspects of waterdrop formation at micro-engineered orifices, J. Colloid Interface Sci. 312(2007) 460–469.