Joint designs with aluminium extrusions - · PDF fileJoint designs with aluminium extrusions...
14
Joint designs with aluminium extrusions Göran Olsson, Sapa Profiler Rapport nr 1337 Utveckling av Fogningsmetoder för kombination av Olika material till Hybridlösningar – Ett LIGHTer initiativ [UFoH] Publik
Transcript of Joint designs with aluminium extrusions - · PDF fileJoint designs with aluminium extrusions...
Joint designs with aluminium extrusions
Göran Olsson, Sapa Profiler
Rapport nr 1337 Utveckling av Fogningsmetoder för kombination av Olika material till Hybridlösningar – Ett LIGHTer initiativ [UFoH]
Publik

Utveckling av fogningsmetoder för kombination av olika material till hybridlösningar – Ett LIGHTer initiativ
2 Rapport nr 1337 Publik
Summary The purpose of this document is to show some examples of how aluminium extrusions can be joined to each other and to other materials.
The material shown here is by no means a complete survey of all existing joint types, but the intention is rather to be an “appetizer” to show the possibilities and limitations when joining parts with aluminium extrusions.
To keep the document reasonably short no detailed design solutions are shown. To get more information and design assistance, please contact Sapa Profiler.

Utveckling av fogningsmetoder för kombination av olika material till hybridlösningar – Ett LIGHTer initiativ
Publik Rapport nr 1337 3
Contents
1 BACKGROUND ...................................................................................................................... 3
2 JOINT DESIGNS ..................................................................................................................... 4
2.1 PROFILE TO PROFILE ......................................................................................................... 4
2.2 ALUMINIUM TO ALUMINIUM ................................................................................................ 5
2.3 PROFILE TO WOOD ............................................................................................................... 7
2.4 PROFILE TO PLASTIC ............................................................................................................ 7
3 CORROSION ......................................................................................................................... 10
3.1 GENERAL .......................................................................................................................... 10
3.1.1 Corrosion types ....................................................................................................... 12
4 EXTRUSION ALLOYS ...................................................................................................... 14
5 AKNOWLEDGEMENTS ............................... FEL! BOKMÄRKET ÄR INTE DEFINIERAT.
1 Background
Aluminium is the most common metal on this planet, meaning that we are not likely to have material shortage in foreseeable time. The low density, relatively good strength and very good corrosion resistance for most of its alloys means that aluminium is a main factor for reducing weight in vehicles etc.
Aluminium (and its alloys) are produced mainly as rolled sheet, castings and as extruded profiles. This document will focus on the use of extruded profiles.
Although aluminium extrusions are widely used in many different applications, the knowledge of the possibilities in profile design is not widely spread. Some design tips can be found in the literature, but most of the design solutions are customer specific and therefore difficult to find and reuse.
The examples shown in this document comes from a large variety of applications with completely different technical and aesthetical requirements. The intent is to not only show the design, but also explain the background for choosing this design solution.
As the aluminum alloys have a very good corrosion resistance, most of the material used in a design can be recycled when its technical life is over.
Utveckling av fogningsmetoder för kombination av olika material till hybridlösningar – Ett LIGHTer initiativ
4 Rapport nr 1337 Publik
2 Joint designs
2.1 Profile to profile Profiles can be joined using mechanical fasteners (screws, rivets etc.) but also directly, using features that are integrated in the profile (snap-fits, hinges etc.)
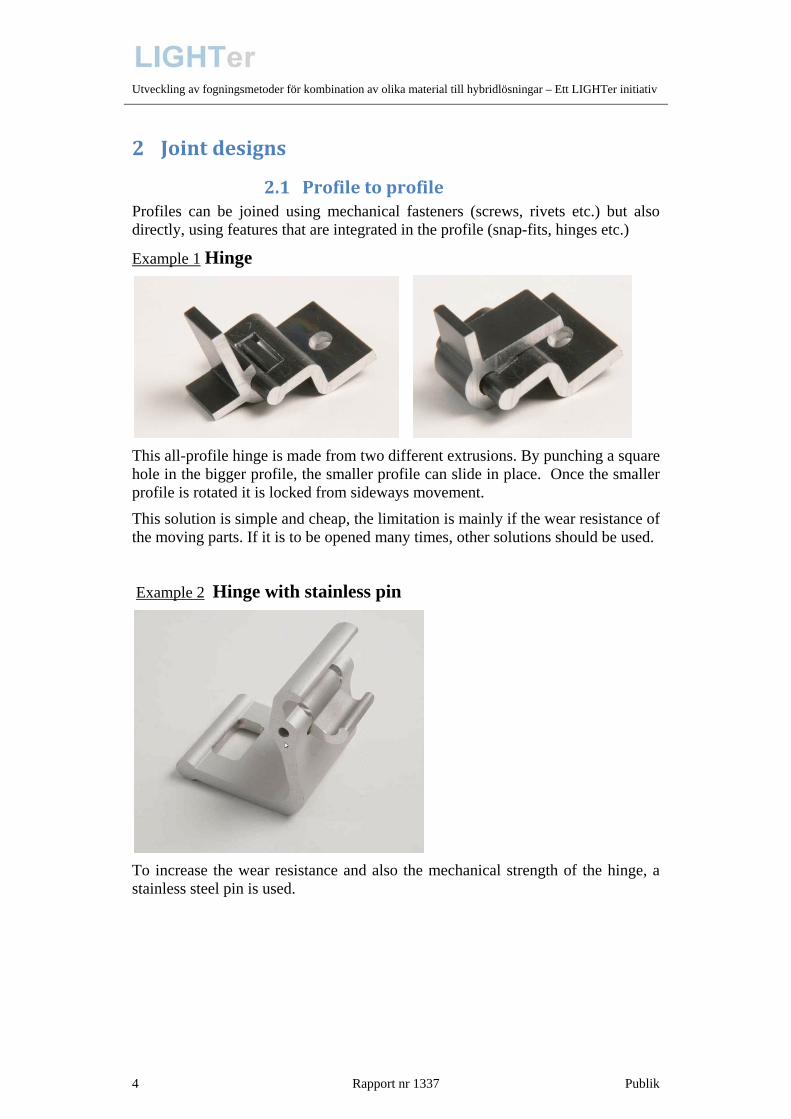
Example 1 Hinge
This all-profile hinge is made from two different extrusions. By punching a square hole in the bigger profile, the smaller profile can slide in place. Once the smaller profile is rotated it is locked from sideways movement.
This solution is simple and cheap, the limitation is mainly if the wear resistance of the moving parts. If it is to be opened many times, other solutions should be used.
Example 2 Hinge with stainless pin
To increase the wear resistance and also the mechanical strength of the hinge, a stainless steel pin is used.
Utveckling av fogningsmetoder för kombination av olika material till hybridlösningar – Ett LIGHTer initiativ
Publik Rapport nr 1337 5
2.2 Aluminium to aluminium
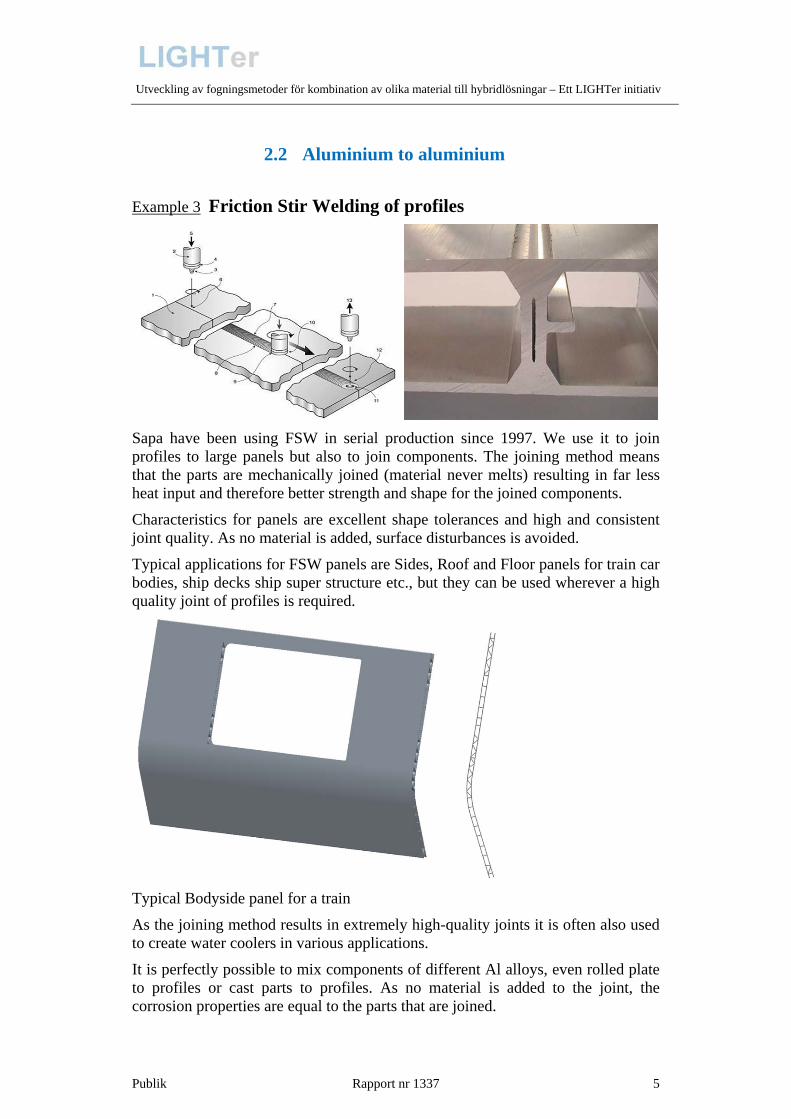
Example 3 Friction Stir Welding of profiles
Sapa have been using FSW in serial production since 1997. We use it to join profiles to large panels but also to join components. The joining method means that the parts are mechanically joined (material never melts) resulting in far less heat input and therefore better strength and shape for the joined components.
Characteristics for panels are excellent shape tolerances and high and consistent joint quality. As no material is added, surface disturbances is avoided.
Typical applications for FSW panels are Sides, Roof and Floor panels for train car bodies, ship decks ship super structure etc., but they can be used wherever a high quality joint of profiles is required.
Typical Bodyside panel for a train
As the joining method results in extremely high-quality joints it is often also used to create water coolers in various applications.
It is perfectly possible to mix components of different Al alloys, even rolled plate to profiles or cast parts to profiles. As no material is added to the joint, the corrosion properties are equal to the parts that are joined.

Utveckling av fogningsmetoder för kombination av olika material till hybridlösningar – Ett LIGHTer initiativ
6 Rapport nr 1337 Publik
Example 4 Window/Door corner
A V-shaped joiner part is pushed into a corresponding square hole in the two frame profiles. The parts are locked by adhesive, screw, rivet or by punching the parts together.
As all parts are anodized, from the same alloy and with no crevices, the corrosion resistance is extremely good. The life expectancy of a window or door frame more than equals the life expectancy of the building.
Example 5 Traffic sign
In this case the entire installation is designed using Al profiles.

Utveckling av fogningsmetoder för kombination av olika material till hybridlösningar – Ett LIGHTer initiativ
Publik Rapport nr 1337 7
2.3 Profile to wood
This solution can be used for most wood materials, but also for plastics and other relatively soft materials. The “X-mas tree” shape of the profile grips into the wood and secure it firmly, also sideways. As the profile can be anodized in different colours or even covered with veneer, it can be designed to blend in very well. This design has been used for end caps for benches and tables but also for covering vertical end sides.
The groove on the underside of the profile is designed to fit the head of a hexagon screw head, allowing a simple screw attachment to surrounding parts.
2.4 Profile to plastic Example 1 End cap to profile
When combining aluminium profiles with plastic parts, it is tempting to use snap fit solutions. The above example shows one way of using guiding tabs in the upper part of the end cap + snap fits in the lower part that grips into corresponding grooves in the profile. Depending on the detail design of the snap fits the end cap can be possible to remove or permanently fixed.

Utveckling av fogningsmetoder för kombination av olika material till hybridlösningar – Ett LIGHTer initiativ
8 Rapport nr 1337 Publik
This type of solution is mainly done for indoor applications due to the durability of the plastic material.
Example 2 Lengthwise connection of lamp cover
The shown solution combines two different profiles and an extruded plastic cover that all are snap fit together. This product is for indoor application, but the snap fit solution can also be used for outdoor applications. A consideration when using snap fit between profiles is that the profiles should be anodized, otherwise the friction at assembly might be too high.
Example 3 Snapfit plastic to Al + Cu tube inserts
This is an interesting design of a radiator from several perspectives. A copper tube is inserted into the Al profile and is locked by deforming the pro-file. The snap fit function of the plastic part is used to assemble the two Al profiles.

Utveckling av fogningsmetoder för kombination av olika material till hybridlösningar – Ett LIGHTer initiativ
Publik Rapport nr 1337 9
Example 4 Bonding to profile
In this case a plastic part is attached to the Al profile with double sided adhesive tape. The tape gives a strong bond and (if a foamed carrier is used) will also com-pensate for surface or shape defects. It will also act as a seal for the joint. The plastic part in this picture can of course also be any other material (Al plate, composite panel, glass etc.). A limitation with all kinds of bonded joints is if the joint is subjected to a constant load, as this will in time cause the bond to slip. It is however ideal for taking large peak loads. For this reason, a bonded joint is often combined with mechanical fasteners. In order to secure the adhesion to the Al profile over time, especially in corrosive environments, the profile should be anodized. Please also note the channels in the profile for attaching screws and bolts, this gives a very flexible way of attaching other components. Example 5 Bolted end caps

Utveckling av fogningsmetoder för kombination av olika material till hybridlösningar – Ett LIGHTer initiativ
10 Rapport nr 1337 Publik
Here, end caps made from injection moulded plastic are bolted to the aluminium profile using self-threading screws into screw channels in the profile. In designs where you have vibration it may be useful to use self locking screws like Taptite®.
3 Corrosion
3.1 General Corrosion is “a natural but undesired breakdown of materials”. All metals corrode, though at different speed, and we can only influence the speed of the breakdown.
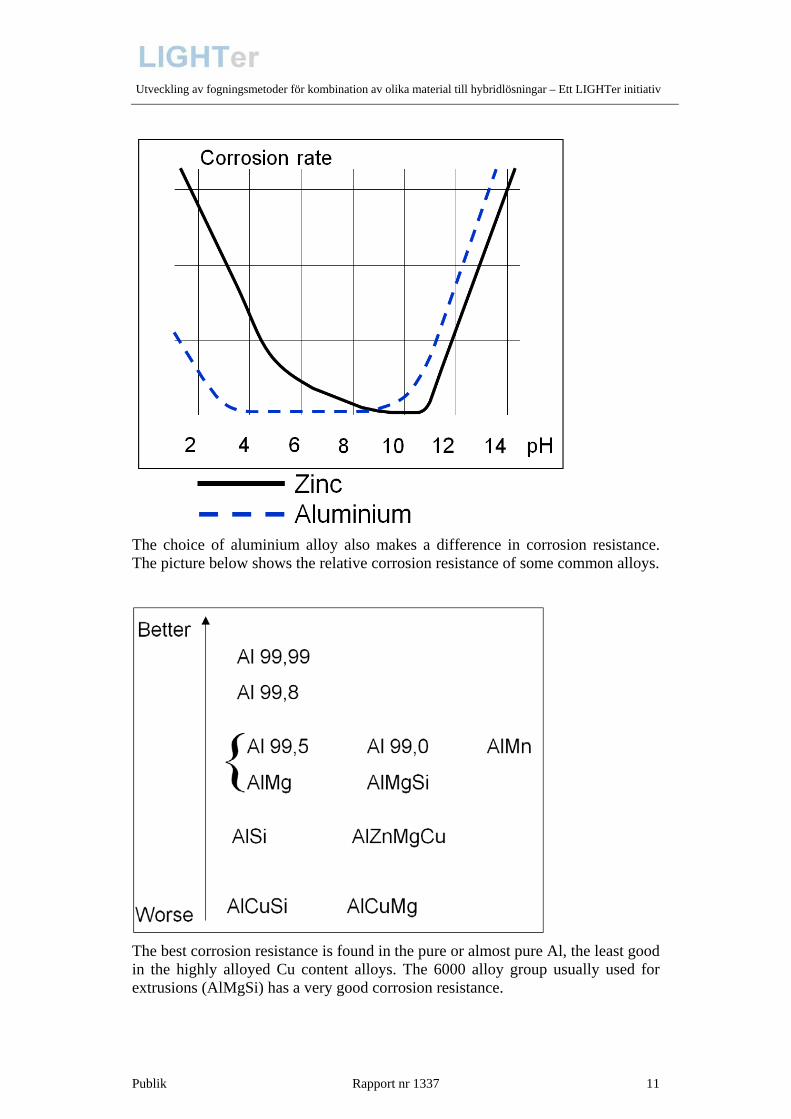
If we compare the corrosion rate of a few common metals (below) we can see that aluminium is corroding relatively slowly.
Most aluminium alloys generally have a good resistance to corrosion. Atmospheric circumstances that influence the corrosion life are mainly the PH value, the presence of corrosive substances and moisture that act as an electrolyte (especially in combination with dissimilar metals).
Aluminium is stable between PH 4 and 8 due to the natural oxide layer that protects the surface. This oxide layer can be strengthened by anodization, where the oxide layer is artificially made thicker.
Utveckling av fogningsmetoder för kombination av olika material till hybridlösningar – Ett LIGHTer initiativ
Publik Rapport nr 1337 11
The choice of aluminium alloy also makes a difference in corrosion resistance. The picture below shows the relative corrosion resistance of some common alloys.
The best corrosion resistance is found in the pure or almost pure Al, the least good in the highly alloyed Cu content alloys. The 6000 alloy group usually used for extrusions (AlMgSi) has a very good corrosion resistance.
Utveckling av fogningsmetoder för kombination av olika material till hybridlösningar – Ett LIGHTer initiativ
12 Rapport nr 1337 Publik
3.1.1 Corrosion types
There are several types of corrosion to consider for aluminium alloys:
General corrosion. This normally occurs at low pH (<4) or high pH (>8).
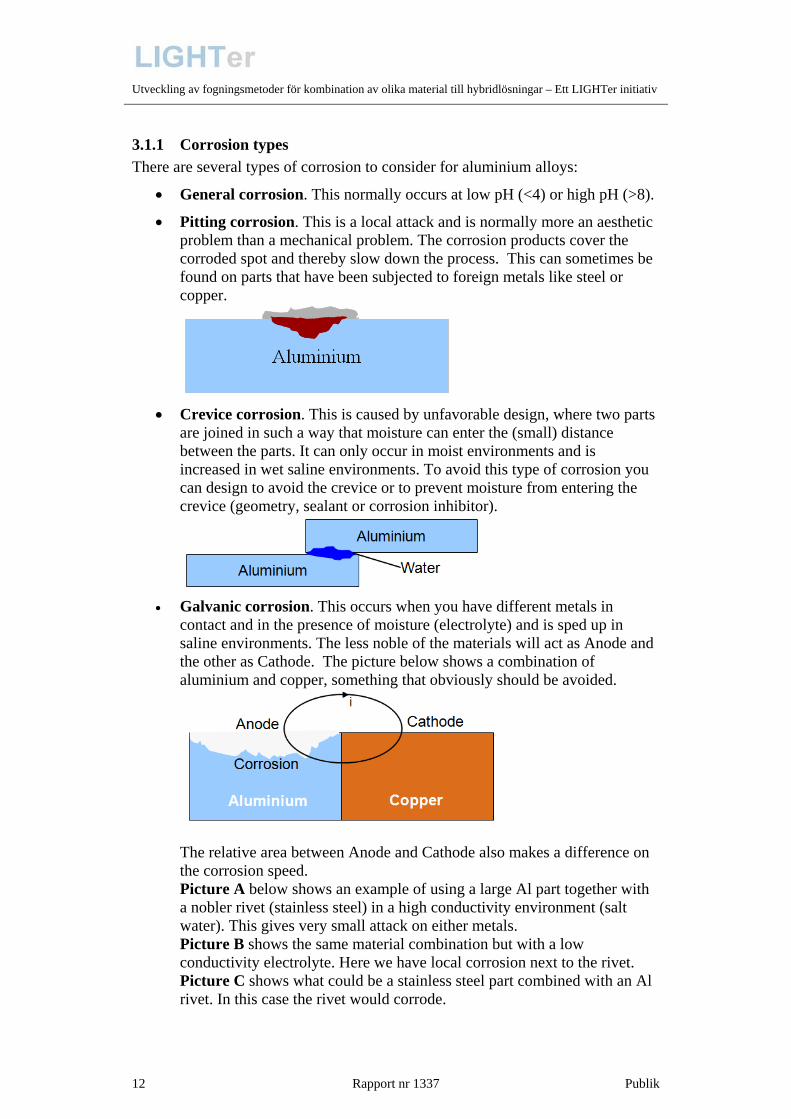
Pitting corrosion. This is a local attack and is normally more an aesthetic problem than a mechanical problem. The corrosion products cover the corroded spot and thereby slow down the process. This can sometimes be found on parts that have been subjected to foreign metals like steel or copper.
Crevice corrosion. This is caused by unfavorable design, where two parts are joined in such a way that moisture can enter the (small) distance between the parts. It can only occur in moist environments and is increased in wet saline environments. To avoid this type of corrosion you can design to avoid the crevice or to prevent moisture from entering the crevice (geometry, sealant or corrosion inhibitor).
Galvanic corrosion. This occurs when you have different metals in contact and in the presence of moisture (electrolyte) and is sped up in saline environments. The less noble of the materials will act as Anode and the other as Cathode. The picture below shows a combination of aluminium and copper, something that obviously should be avoided.
The relative area between Anode and Cathode also makes a difference on the corrosion speed. Picture A below shows an example of using a large Al part together with a nobler rivet (stainless steel) in a high conductivity environment (salt water). This gives very small attack on either metals. Picture B shows the same material combination but with a low conductivity electrolyte. Here we have local corrosion next to the rivet. Picture C shows what could be a stainless steel part combined with an Al rivet. In this case the rivet would corrode.

Utveckling av fogningsmetoder för kombination av olika material till hybridlösningar – Ett LIGHTer initiativ
Publik Rapport nr 1337 13
To avoid galvanic corrosion you can either prevent electrical contact between the parts, prevent moisture from entering the contact area between the parts or use a sacrificial anode. For Al ships or large structures an externally applied current source can also be used as protection. Comment: For mechanical connections in corrosive environments, a thin Zn layer only gives a very limited corrosion protection. Therefore, a stainless steel fastener should be used, in extreme cases insulated with corrosion inhibitant or sealant.
Stress corrosion. Some (Al) alloys, like the 7XXX series alloys, are sensitive to Stress Corrosion Cracking. For this to occur the parts must be subjected to mechanical stress at the same time as a corrosive environment is present. The stress can be an externally applied force, but often residual stresses from forming operations or welding is enough to start the process.
Filiform corrosion. This occurs between a paint layer and the painted part and normally starts at a paint defect or at a cut edge. It is mainly seen in humid saline environments. To prevent this from occurring, special care must be taken in the choice of painting system and pre-painting surface treatment. Otherwise the corrosion will creep under the layer of paint and gradually make the paint layer come loose. (This is the type of corrosion you often see around paint damages on cars).
Utveckling av fogningsmetoder för kombination av olika material till hybridlösningar – Ett LIGHTer initiativ
14 Rapport nr 1337 Publik
4 Extrusion alloys
The alloys used for extrusions are usually from the 6XXX-series (AlMgSi and AlMgSiMn) and these have a very good corrosion resistance. The most common 6XXX extrusion alloys in Europe are:
AA6063. It is usually used for general purposes (window and door frames etc.) where the strength requirements are moderate. It is well suited for decorative anodization.
AA6060F22.
AA6005A. This is typically used in train car bodies and in some marine applications. Better mechanical strength than AA6063 and also slightly better corrosion resistance. It is not suited for decorative anodization, but a technical anodization will improve the corrosion resistance.
AA6082. This is the alloy typically used for marine applications. It has the best corrosion resistance of the three alloys and also the best mechanical properties. It is not suited for decorative anodization, but a technical anodization will improve the corrosion resistance.
The 7XXX alloys contain Zn and are also well suited for extrusion. The advantage of the alloy is that the mechanical properties are very good, slightly higher than the AA6082 alloys. They are however sensitive to stress corrosion, why they should be used with caution. One other disadvantage with this alloy is that the fatigue life is substantially lower in the transverse direction than in the length direction, something that must be considered during the design. The alloy is often used in bumper beams for cars etc.
5 Acknowledgements
Information and presentation material about corrosion was provided by Sapa Technology, Finspong.
Product examples were mainly provided by Sapa Profiles, Vetlanda.