JIT -based Manufacturing in India - Forecast by Min-max...
8
Journal of Scientifi c & Ind ustrial Research Vol. 62, May 2003 , pp 420-427 JIT -based Manufacturing in India - Forecast by Min-max Fuzzy Delphi S S Mahapatra Mechanical Engineering Department, National In stitute of Technology, Ro urk ela 769 008 Received: 29 Jul y 2002; accepted : II Febru ary 2003 The mnllurac turing organisa ti on s in In d ia have been ado pt in g innovative ma nagement prac ti ces to im prove pe rl o rmance, pa rt icu lnrly in the emergi ng competiti ve market enviro nment. However, th e pop ul ar Japanese Just- in-Time (l IT) approa ch has Ilot yet been considered and i mp lemented in its full operati onal form by Indi an organisations ow in g to severa l reason s. The prod uct ion re lated f ac tors assume sign ifi cance in imp lementing JIT and cuilliral fac to rs playa less domi nant rol e. Co nsidering it s potential in enh anc in g pe rto rmance of organisations. inves ti gation on thc impo rt an t iss ues or JIT- based approaches and th e ir app li cab ili ty in Indi an co nt ext is a prime necessity . The global statu s of J IT imp leme nt ati on has been revie we d 1'01' Indian managers to ga in an in sight and formul ate po li cies. An attempt has been made to forecast the ye ar wh en .f IT wi ll be implemented as a whole and it s va rio us consti tutin g sub-appro ac hes in India n man ufact urin g orga ni sat ions. As it is a lo ng-ra nge forecast in g, improved Delph i technique of Max- Min Fuzzy Delphi Method (MMFDM) is used that re quires only o lle time survey. I3as ed on a survey by th e MM FD M invo lving 11 0 managers with abo ut 65 per cent res ponse data , it is rorecasted that Indian manufacturin g organ isa tio ns will start rea li sing be ne fit s o r JI T around 20 15 AD. In troduction T he su ccess of J ust-in-Time (JIT) manufac turing sys tem at Toyo ta Moto r Co mpa ny, Japa n, d ur ing the pe ri od of globa l recess ion, attr acted attention of th e pr a ctitioner s and rese archers throughout the world for shap in g the manuf act ur in g to either rega in or resto re the compet itive edge in th e market plac e. In d eve loping co unt ri es, manu facturing organi sa tions exhib it se veral probl ems , such as: (i) Under-uti lisation of both worke rs and equipmen t, ( ii ) Inferior quality, (i ii ) Unre liable and long l ead time, (iv) H ig h rate of scrap and def ec ts, (v) Po or and inadequate mainte n ance , short age of raw mat e rial s and ski ll ed wo rkers, (v i) Lack of ap propriat e supervision, (vi i) Infor ma l and cas ual quality control, and (v i i i) Low prod u ct ivity. JIT is particula rl y suited under such circums tances I as the appli ca ti on of JIT- based a pp roac hes becau se of their c ap ability to impact on reshaping the manufacturing. A few se ni or manage rs of India n manufacturing organi sa ti ons were co ntacte d to assess the perfo rm ance of their organ iza ti ons and m ost opined that the industrial and labo ur prod uc ti vity was a matter of co n ce rn as the e- Illa il : ssm Ci ,l rcc. ori.n ic.in p erform ance meas ures were below pa r in world sta ndard s. On the a dopti on of lIT , 90 per c ent replied that there we re no such plans and th ey were co nce ntr ating on quality on priorit y fo r a co mpetiti ve edge, particula rl y aft er liberal isa ti on. Co n se quently the past few years saw imp l emen tation of Total Quality Co ntr ol (TQc), Qu ality Circl es CQCs) and ISO 90 00 (or IS 12 00 0) se ri es of standa rd s in th e indust ri al s ce na ri o. H oweve r, a few Indian orga ni sat ions, particula rl y large repetiti ve ma nufac turing organi sa tions, have initiated th e impleme nt a ti on of JIT-b ase d appr oaches and tec hniqu es in their production systems, but th e adoption rate is slow 2 . A visit to these organi sations revea led that most of them ha ve initiated JIT from ve ndor s' end only neg lecting the holistic view of JIT -th e in ve ntor y burd en has bee n tra ns fe rred to the ve ndor s in e ffect. It may be a good starting point for JIT implementa ti on, but an orga ni sat ion should not be co ntent with the immediate benefits t ha t ari se in the short run rather th ey mu st qu es t for the longterm e ffectiveness. And JIT is not a piece -meal a pproach of imple ment ation so that a particular ap proach of JIT can lead to s ubstanti al improveme nt in th e perfo rmance of manufa cturin g '. It is of utm ost import ance to know the rea sons of slow adoption rate
Transcript of JIT -based Manufacturing in India - Forecast by Min-max...

Journ al of Scientifi c & Industrial Research
Vol. 62, May 2003 , pp 420-427
JIT -based Manufacturing in India - Forecast by Min-max Fuzzy Delphi
S S Mahapatra
Mechani cal Engineering Department, National Institute of Techno logy, Rourk ela 769 008
Received: 29 Jul y 2002; accepted : II February 2003
The mnllurac turing organisa ti ons in India have been adopting innovative management practi ces to improve perlo rmance, part icu lnrly in the emergi ng competiti ve market environment. However, the popul ar Japanese Just- in-Time (l IT) approach has Ilot yet been considered and imp lemented in its full operationa l form by Indi an organ isations owing to severa l reason s. The prod uct ion re lated fac tors assume sign ifi cance in implementing JIT and cuillira l facto rs playa less domi nant rol e. Co nsidering its potential in enh ancing pertormance of organ isations. investi gat ion on thc importan t issues or J IT- based approaches and their appli cabili ty in Indi an context is a prime necessity. The global statu s of JIT imp lementati on has been reviewed 1'01' Ind ian managers to gain an insight and formul ate po li cies. An attempt has been made to forecast the year when .f IT wi ll be implemented as a whole and its various consti tuting sub-approaches in Indian man ufacturing organi sat ions. As it is a long-range forecasting, improved Delph i technique of Max- Min Fuzzy Delphi Method (MMFDM) is used that requires only olle time survey. I3ased on a survey by the MM FDM invo lving 11 0 managers with abo ut 65 per cent res ponse data , it is rorecasted that Ind ian manufacturing organ isatio ns will start reali sing benefit s or JIT around 20 15 AD.
Introduction
T he success of J ust-in-Time (JIT) manufac turing system at Toyota Motor Company, Japan, during the peri od of g lobal recess ion, attrac ted at tention of the practitioners and researchers throu ghout the world for shap ing the manufactur ing to e ithe r regain or restore the competitive edge in the market place . In deve loping coun tri es , manu fact uring organi sations exhib it severa l problems , such as : ( i) Under-uti lisation of both workers and equip ment, (ii ) Inferio r q ua lity, ( iii) Unre liab le and long lead time, ( iv) H igh rate of scrap and defects, (v) Poor and inadequate maintenance, shortage of raw material s and ski ll ed workers , (v i) Lack of appropriate su perv ision, (v ii) Info rmal and casual qua lity control , and (v i i i) Low product ivity. JIT is particularl y suited under such ci rcumstances I as the applicati on of JITbased approaches because of their capability to impact on res hapi ng the manufac turing. A fe w seni or managers of Indian manufacturing organi sati ons were contacted to assess the perfo rmance of their organ izati ons and most opined that the industri a l and labour producti vity was a matte r of concern as the
e- Illa il : ssm Ci,l rcc.ori.n ic.in
performance measures were be low par in world standards. O n the adoption of lIT, 90 per cent replied that there were no such plans and they were concentrating on qua lity on priority fo r a competiti ve edge, parti cul arl y after liberal isati on. Consequentl y the pas t few yea rs saw imp lemen tat ion of T otal Qu ality Contro l (TQc), Qu ality C ircl es CQCs) and ISO 9000 (o r IS 12000) seri es of standard s in the indust ri a l scenari o . However, a few Ind ian organi sat ions, parti cul a rl y large repetiti ve manufacturing organi sations, have initi ated the implementati on of JIT-based approaches and techniques in the ir production sys tems, but the adoption rate is s low2
. A vis it to these organi sati ons revealed that most of them have initi ated JIT from vendors' end only neglec ting the ho listic view of JIT -the inventory burde n has been transferred to the vendors in effect. It may be a good sta rting point fo r JIT implementati on, but an organi sat ion should not be content with the immedi ate benef its that ari se in the short run rather they must quest for the longterm effectiveness . And JIT is not a pi ece-meal approach of implementation so that a particul ar approach of JIT can lead to substanti a l improvement in the performance of manufacturing'. It is of utmost importance to know the reasons of s low adopti on rate

MAHAPATRA: JIT-BASED MANUFACTURING IN INDIA 421
of JIT so that necessary strategies could be evolved. It is also essential to forecast the period of applicability of JIT -based approaches in Indian manufacturing organisations if present level of adoption rate continues so that the organisations can follow strategies to prepare themselves for JIT adoption. To forecast the approaximate period of implementation of several JIT-based approaches and techniques MaxMin Fuzzy Delphi Method (MMFDM) is utili sed in this study due to its several advantages and results reported.
Global Scenario of JIT Implementation
JIT adoption in an organisational perspective is through its development, implementation and operation-i. Although JIT is a holi stic approach the implementation of JIT in the organisational context is mostly dependent on endogenous and exogenous factors unde r which the organization operates leading to a wide variation in factors, JIT-based approaches, and complementation sequence. Therefore, it is essential to review the global JIT implementation practices to obtain an in sight into the implementation practi ces. The global status of JIT implementation can be studied through survey reports and case studies. Fortunately the JIT literature is rich with survey papers and case studies.
Basically the survey studies are directed to seek information on the type and size of organi sation s adopting JIT, specific JIT-based approaches included and their sequence of implementation, major benefits derived from JIT, important problems of implementation and spec ific measures necessary for smooth implementati on. Hence the recommendations of some important survey papers vis-a-vi s implementation aspects of JIT with specific relevance to sequence of implementation of appropriate JITbased approaches are outlined here.
The JIT-based approaches into three distinct group' : (i) Planning related practices meaning small lot sizes, mixed model production, level production , and kanban, (ii) Process related practices meaning plant configuration, U-shaped layout, cellular manufacturing, and dedicated lines, and (iii) Quality related practices meaning preventive maintenance, quality control, autonomation, fl ex ible workforce, and JIT purchasing for conducting of the survey easier. After surveyed 33 organizations in the US, it is concluded that no general pattern for implementation
sequence exists; e g, computer manufacturers usually try to implement pl anning re lated practices with kanban at an early stage, followed by process related practices and finally the quality related practices, while car and automotive parts manufacturers follow a reverse sequence altogether. However the e lectron ic goods manufacturers exactly follow the sequence as the computer manufac turers follow but they try to implement kanban at later stages. Crawford et o{f>
have conducted a survey among the members of APICS Repetitive Manufacturing Special Interest Group RMGIGS in summer 1986 those who have a lready implemented the JIT with the basic obj ec ti ve to highli ght the difficulties faced during the implementation stage. Based on a sample of 33 organizations, mainly, automotive and e lectronic industries, they have recommended that the organizations must commit sufficientl y large resources on education and training so as to overcome the cultural resi stance to change. In the early stage of implementation , there should be a focus on TQM and TPM followed by cross training of workers, stabili zing the MPS, and creation of multidi sc iplinary implementati on teams in vo lvi ng production planning, manufacturing, accounting, marketing and purchas ing department to guide and monitor the JIT implementation. However, they have not recommended any step-by-step procedure fo r implementing JIT in specific type of organizations . Gilbere made ava ilable to the 31 respondents a much more detai led I ist of important JIT -based approaches to assess the ex tent to which the ir JIT sys tem had incorporated these . Moreover, the survey was based on a more broad based sampl e inc luding medium, large and very large enterpri ses representing more accurate overall status of JIT across the US industri es as whole . The study suggests th at the large compani es put kanban practice hi gh on the priority li st whereas the industry as a whole is lukewarm to such a practice. The industry as a whole as we ll as large companies in particular put high priority for the practices such as JIT purchasing, lot s ize reduction (purchased and production lots), flexible (c rosstrained) workforce, dedicated production I ines, and preventive maintenance. Based on a ex tensive ly study of literature on JIT implementati on in small business, Brown and Inmans have suggested that the optimal way to start JIT implementation in small business may be from the internal production factors, especially, the layout revision and schedule stability

422 J SCI IND RES VOL 62 MAY 2003
c lo:.;e ly fo ll owed by development of re lat ionship with vendors becau se few favourabl e conditi ons in te rms of general purpose machines, multifunct ion workers, prox imity of top management to producti on workers, persona l contact with customers, and ease of communi ca ti on a lready ex ist before JIT implementati on.
Bill ebach et at .') have opined that managerial practices and perceptual diffe rences between organi zati o ns in the UK and the US have led to entire ly di ffe rent approach fo r the consideration of JIT based approaches during the impl ementation stage, e g, de legati on of line stop authority to operators, dedi cated resources, f inancial incentives for empl oyees, tra ining and education , and consultati on with experts for guidance during imple mentati on stage are more prevalent in the US industri es than the UK. The survey results of Voss et a/. ID suggests that some of the core prac tices of JIT, vi -;., group technol ogy (GT), stati sti cal process contro l (SPS), U-sh aped lines, producti on smoothing, and kanban have still got little atte nti on whereas practi ces such as, fl exi b le workforce, WIP reducti on, product s implifi ca ti on, set-up time reducti on, JIT purchasing, and standard containers have a lready been imple mented in the UK companies. If these results are compared with the US companies, it is observed that the US companies ad opt a much hi gher leve l of JIT practices than the i r UK counterparts but ideal JIT or Toyota Producti on System are not be ing adopted e ither in the US or in the UK.
Wildermann ll provides an outline o f the JIT practi ces in the then W est Germany based on a sa mpl e of 82 pil ot applicati ons in whi ch three bas ic approac hes suc h as , grouping the logisti c c ha in accordin g to products (T ype A), segregating the log isti c ch ain by production and di spos iti on le ve ls (T ype B), and combining centra l bottl enec k control with consumpti on co ntrol (Type C) are essenti a ll y utili zed despite the vari ety of approaches of indi vidual soluti ons. Type C is gene rally found in mec hani cal e ngineering and hou seho ld appliances, and e lec tri cal eng ineering industri es whe reas Type A and T ype B are impl emented to a s imil a r ex tent in a lmost all branc hes of industri a l production. Ge ne rall y, two c rite ria suc h as the consumpti o n value and the predi c ti o n ra te of demand are adopted to determine th e products suitabl e fo r kanban contro l.
Very fe w papers a re ava il abl e on JJT prac ti ces . A I' 12 I , I I 14 d i d I . 111 ustra ILl " , ta y , an t le eve oping
. I 15-1 R 1'1 I I' d countnes . . . le ta Ian stu y sugge.;; ts th at the process of impl ementati on is carried out in two phases in which both the ph ases cons ider entire ly di ffe rent JIT-based approaches . During the first phase of implementation , product and process re lated JITbased approaches are addressed , whe reas in the second phase more attention is paid to j ob organi zati on, production planning and contro l, and supplie r re lat ionship . O n the other hand the Austra lian studi es emph a!.i ize incorporation of those aspects of JIT phil osophy most appropriate to the ir own business strategy rather than cons iderati on of JIT philosophy in its entire ty. The survey results in deve loping countries focus mainl y on the strategies to overcome the barriers for JJT adopti on, potential benefit s derived out of it , and reasons for its sparse adopti on rate .
From these reports, it is c lear that the commitment and support of top management and educati on and tra ining for the entire workfo rce are generi c to any JIT impl ementation , but the consideration of JIT-based approac hes during the implementation stage is dete rmin ed based on the internal and ex ternal operating fac tors in a parti cular situati on. Usually , the Western firms focus more on easy to implement JIT-based approac hes such as fl ex ible workforce, WIP reduction , product simplification than the strategic aspec ts of JIT, like set-up reducti on, plant layout , multiple small machines etc. whic h are heavil y emphas ized in Japanese firms8
.13
.19
The survey results have indi cated a di sturbing trend that the organi zations fa ll back to suppl ie r JIT at an early stage o f implementati on in contrary to the JIT philosophy, which emphas izes in-hou se .TIT must precede.
M oreover the fac t that diffe re nt surveys cons ider JIT-based approaches and assess benefit s diffe rently makes it clear tha t seri ous ambiguiti es exi st regarding the issue like wh at constitutes JIT. Surpri singly, many .TIT prac tic ing firms are not us ing quality c irc les , which is considered as an integral part of JIT20. However, quality c irc les, if present , can be used as a foundati on for implementing lIT.
M ost survey studi es cover the US compan ies, whereas the survey studies in developing countries,

MAHAPATRA: JlT-BASED MANUFACTURING IN INDIA 423
particularly, in Indian context are extremely lacking. Therefore, it may be useful to carry out a study on the status of the JlT implementati on practices in India.
Further the mechanism of choos ing a set of right kind of nT-based approaches suitabl e for a particular situati on is not add ressed properly in the literature. T herefore, a common and universally applicab le framework need to be evolved to elucidate JIT sys tem so that its implementation and further deve lopment could proceed In a orderly , systematic, and unambiguous manne r.
Forecasting Technique
Forecasting the time of application of .TIT in Indi an manufacturing industries is a long-te rm prediction termed as Technological Forecasting where De lphi technique is used as a vehicle. T he traditional De lphi method"' or the fu zzy variantn can be used for obtaining rational conclusions assimilating the opinions of the ex perts. The traditional De lphi method enables forecasting by converging to a poss ibility value through the feedback mechani sm of the result s of the ques tionnaires based on the experts' judgements . Some important features of the method are as foll ows :
( i) By pinpointing the intuition of the first response on the part of experts, feasible inference values need to be extracted so that quality-oriented and semantic structure of the responses may be analyzed.
(ii) By removing the effec t caused by feedback in the De lphi method , natural and non-converged result s need to be acquired . M oreover, two and more repetitive surveys are likely to cause a dec line in the response rate, which may induce negative effects on the ensuing analyses .
(iii) In general , as it is repeated the survey becomes costlier and more time consuming.
(iv) On the other hand the fuzzy Delhi method applies a kind of 3-point estimation method to forecas t values . Based on values obtained by the method, triangular membership functions can be constructed. Then, all of the distances between the expected values of the forecast values and those provided by each forecaster are computed . If a distance that satisfies a given convergence criterion is found, this
process has been completed and the corresponding value becomes a forecast va lue. Unfortunately, this method al so requires a multip le number of surveys. Ishikawa et ({1 23 have proposed the Max-Min Fuzzy Delphi Meth od (MMFDM) which overcomes the weaknesses of the above methods. Some of the features of the method are outlined below:
(v) In this method, only one survey is required.
(vi) T he trad itional De lphi method attempts to e liminate ambigui ty in a stati st ical and procedural method whereas MMFDM pursues the accuracy of the forecas t f rom both poss ibi lity and imposs ibility standpoint. Furthermore, the gap between these two ex tremit ies can be preserved and utilized. S ince, human judgements, in general, are considered var iabl e and movab le within a certain range, rather than converging into a sing le point, it is worth ex pl oring the period where neither impossible nor possible judgements a re made. In other word s, a real c lue might be hidden in such a fu zzy domain .
(v ii ) The traditional Delphi method adopts the approach where fuzziness is graduall y el imi nated to enhance the accuracy and precision of the forecast; MMFDM adopts the approac h where fuzziness is preserved by discardi ng the c larified zones.
(vi ii ) While the traditional Delphi method places more emphas is on the median va lue (the period for which one-half of the respondents acknowledge) the MMFDM emphasi ses on the point where the synthesized membership functions of possibility and impossibility cross each other, i. e., the correspond ing va lues are equal to Max-Min forecast va lue .
Data Collection and Analysis
The Instrument, Design, (lnd Criteria
A questionnaire is prepared for six items (five JIT-based approaches + one JIT as a whole). The five JIT-based approaches considered in this study are the most commonly used JIT-based approaches such as, (I) Total Quality Control, (2) JIT Purchasing, (3) Cellular Manufacturing, (4) Multifuncti on Workers , and (5) Autonomation, Automation, and Andon 1
, 12.14. The experts are asked to provide two

424 J SCII ND RES VOL 62 MAY 2003
fo recas t values under each item, which are va lid for at least 10 per cent of large Indian manufac turing companies. The large companies are defined as those companies having annual turnover of Rs 1000 milli on empl oying 250 persons . The two forecast values under each item are:
Q. I. The peri od when realizati on is abso lutely imposs ible
Q.2. The peri od when reali zati on is certa inly possible
In a ll , I 10 respondents from among the prac tl c lJ1 g managers of Indi an manufac turing organi zations were contacted and the instrument was sent to them. The response was obtained through personal contac t and postal mode only.
Data Analysis
The responses rece ived were processed as fo ll ows:
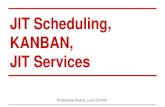
Construct a table of cumul ative frequency di stributi on, with f l(x): a functi on that denotes the period of reali sation with ex tremely high degree of poss ibility, andj2(x) : a function that denotes the period of non-reali sati on with extreme ly hi gh degree of poss ibility. Both f l (x) and j2(x) denote cumul ative frequency di stributi ons (Tabl e I and F igure I).
2 Both upper and lower qU aI·til es are obtained as shown at (el , d l) and (c2 , d2) respective ly. The membership functi ons denoting realisable period and unrealisabLe period are pl (x) that links c l , 111 1, d l , and p2(x) that combines c2 , m2, d2, respecti ve ly. In this arrangement , the regIOn where rea li sati on is achi eved becomes the defined domain [a I , b l] of pl (x) and the fo recast peri od for rea li sati on x l (E [a I , b l]) denotes the peri od when reali sati on is most poss ibl e. In a like manner, the domain of non-realisati on is defined as [a2, b2] within p2(x) and the forecast
peri od for non-realisati on x2 (E [a2, b2 ]) deno tes the period when non-reali sation is most poss ible.
3 The Max-Min forecast value x* is to be obtained by computing,
Max Min (P l (x), p2(x)) .. . ( 1)
4 T hi s is the value of the forecas t period on the bas is of two contras tive periods. The line con-
Table 1- Response d istribu tion fo r item I
Year Impossible peri od (N=73) Possible (N=71)
1996
1997
1998
1999
2000
2001
2002
2003
2004
2005
2006
2007
2008
2009
20 10
20 1 I
20 12
20 13
20 14
201 5
201 6
20 17
20 18
20 19
2020
202 1
2022
2023
2024
2025
2026
2027
2028
2029
2030
Total
Nu mber RR CP Number RR CP
2
5
7
3
8
2
3
2
2
4
3
4
2
3
5
9
3
2
2
73
% %
2.74 100.00
97.26
6.84 97.26
90.42
90.42
90.42
9.59 90.42
80.83
4. 11 80.83
10.96 76.72
2.74 65.76
4. 11 63.02
2.74 58.9 1
2.74 56. 17
1.37 53.43
1.37 52.06
5.48 50.69
4. 11 45.2 1
5.48 4 1.1
2.74 35.62
4. 11 32.88
6.85 18.77
12.33 21.92
4. 11
2.74
2.74
100.00
9.59
5.48
5.48
5.48
5.48
5.48
2.74
2.74
2.74
2.74
2.74
2
5
3
3
2
2
2
4
4
3
8
6
3
II
7
7 1
%
1.4 1
1.4 1
%
1.4 1
1.4 1
1.4 1
2.82
2.82
2.82
2.82
2.82 5.64
5.64
7.04 12.68
4.23 16.9 1
4.23 21. 14
2.82 23 .96
I A I 25.37
2.82 28 . 19
2.82 3 1.0 I
1.4 1 32A2
5.63 38.05
1.4 1 39.46
5.63 45.09
4.23 49.32
11.27 60.59
8A4 69.03
I A I 70A4
4.23 74.67
74.67
74.67
74.67
74.67
15A8 90. 15
9.85
100.00
90. 15
90. 15
90. 15
90.15
100.00
RR - Response rate,
per cent
CP-Cumul ati ve response rate,
per cent

MAH APATRA: J1T-BASED MANUFACTURI NG IN INDIA 425
100 r<>c--------- - -------,;>
90
8 0
70
GO
SO ~---+_-~~~~---~
40
)0
20
10
20062009 20192021 13/'1 11/41 11/'1 13/'1
Figure 1- Max-Min forecast value fo r item no. I
necting c / , 111 , with d2 becomes the membership function which synthesizes both p/(x) and p2(x). The point In is called cross-point and the defined zone of the membership function a Gray Zone. Thus, the Max-Min forecas t value be longs to the gray zone in which both the realizable and unrealizable periods show the same value of the membership fun ction. The Max-Min forecast value is obtained by
Max Min (jl (x), .t2(x)) .. . (2) x *
The data and Max-Min forecast va lue for JIT as a whole are shown in Table I and Figure I , respective ly. The forecast periods for JIT as a whole and five JIT-based approaches are shown in Table 2.
Table 2 - The forecast periods
SI No Parameter Forecasted year, A D
J1T as a whole 2015
2 Total Quality Control 2005
3 l IT Purchasi ng 2006
4 Cellul ar Manu facturing 2009
5 Mul tifunction Workers 2010
6 Autonomation, Automati on and Andon 20 12
..
Results and Discussion
The ques tionnaire was sent to 110 experts out of which 73 and 71 responses were rece ived against Question-l and Question-2, respective ly. It represents an overall response rate of 65 per cent.
Discussions wi th the managers reveal that they are aware of JIT and understand few facets of it but the holi stic approach of JIT is mi ssing. Still then implementation level of JIT is not in commensurate with their level of understanding because of implementation difficu lties . In thi s connection the managers need extensive training and education on JIT. The forecasting peri od for JIT impl ementati on is 20 15. Thi s is comparab le with the conventi ona l De lphi method of Vrat et al1 6
. E leven compani es have already started the process of JIT imp lementation. T hey are TVS Suzuki , Crompton Greaves, Maruti Udyog, Eicher Goodearth Ltd. , Godrej and Boyce Manufac turing Co., Hero Honda, Mukund Ltd., Siemens Ltd ., Sundaram Clayton, TISCO, and Uni on Carbide.
The high pi le-up of in ventories result from unforeseen uncertainties of demand, machinery breakdown, raw mater ials, and purchased materi a ls delivery. The philosophy of utili zation of resources without due regards to the requirement results in enormous inventory at all levels. The standardizati on of the products/processes and proper balanc ing of the lines are hardly practised.
The scrap/rework generati on in industries is attributed to casual and informal qu ality control and inappropriate technology. Recent ly there is an increas ing trend of awareness on Tota l Quality Control , ISO Certificati on and Qua lity C ircles . T hi s is a favourable sign to ease the JIT imp lementati on. Ninety per cent of the experts be long to ISO 9000 companies and there is a formal TQC department in their companies . However the ISO certificati on is sought only because of export restric ti ons rather than as a drive to continuous and ingeni ous effort to improve inherent quality probl ems. The forecast period for TQC implementati on In Indi an manufac turing organisations is 2005.
Improvement of equipment avai lab il ity is not considered as critical ly important even though there is inadequacy in maintenance functions, i e, break down maintenance is preferred in a fire-fi ghting manner to good preventi ve-maintenance po li cy . The work pl ace

426 J SCI INO RES VOL 62 MAY 2003
is comparative ly untidy and di sorganized far from the Japanese philosoph y of Sei ri, Seitsu, and Seiten (Orderliness, Cleanliness, and Arrangement), i e, the drawing room factories. The quality control and maintenance actIvItIes are considered as staff functions rather than the workers are tra ined to do these activities at the source. Nearly 20 per ce nt experts have pointed out that the service of Original Equipment Manufacturers (OEMs) is poor resulting in hi gh frequency of breakdown whereas 30 per cent experts have po inted out techno logy obso lescence results in difficulties in getting the original spares/subst itutes or service pe rsonne l. Moreover the expe rts have pointed out that the practice of casual and informa l quality control and maintenance effort s is one of the maj or difficulties in implementing JIT. The leve l of automati on and use of CAD, CAM, and Robotics is sparse and the use of Auotonomation and Visual Control is completely absent in Indian companies. The forecast period for Automation, Autonomation , and Visual Control is 20 12.
Labour producti vity is low in India compared to othe r industriall y developed countries although labor cost is low. The labour productivity is directly corre lated to higher motivati on for workers but policies for improving the latter are lacking. This indi cates that the managers are concerned for low labour producti vity but there is hardl y any attempt to improve it. Other reasons for low labour productivity may be the lack of trust between management and workers, good incentive and reward schemes, and high supervisory activities. Further, most of the Indian companies are over-manned because reducti on of labour needs socio-economic and legal cons iderati ons rather than production strategy alone. The major difficuity cited by the experts is the resistance to chan.ge to a complete change of work cu lture. The unions vehemently oppose the idea of multifunction workers because of the fear of firing of e mployees. The Indian workforce needs extensive training and educati on on JIT so that the resi stance can be red uced . The Indian workers need more training th an their counterparts of any industrially deve loped country because the I ite racy rate among Indian workers is low. The forecast period for multifuncti on workers is the year 20 I O.
Another important factor for JIT adoption is the reducti on of inventories of the purchased items. The increase of stock of purchased items may be attributed
to lack of supplier base/deve lopment, supplier inflexibility, unreliable supply, and unrel iable transport mode. The supplier inflexibility means suppliers are not willing to supply small quantities frequently, as they are interested in huge orders. If the supplier company is a large company, it has high bargaining power and dictate terms to the customers.
Nearly 40 per cent of the experts have pointed out that the location of the company poses difficulty in deve loping vendors because the locati on of the company is so metimes based on political and social considerati ons. Therefore the companies situated in industrially developed zones of Indi a face least problem in developing vendors. Quality must be c ritically examined for purchased items . Currently acceptable leve l of per cent defec tives in supply has become a norm due to technological constraints , skill le ve l, and in adequate effort for quali ty improvement of the supplie rs. Nearly 20 per cent of the experts have pointed out that it is difficult to get the components to the des ired specifications . It may be due to lack of standardization of the products/components, lack of involvement of suppliers in product/process des ign and tec hnological constraints of the suppliers. The legal framework and unreasonable delay in processing the orders by the purchase departments result in low quality purchased items mainl y in public sector undertakings because the concept of s ing le sourcing and long-te rm purchase contracts are not valid in these companies. Therefore the experts have pointed out two d ifficulti es such as unre liable vendors and lack of infrastructure (tr,Hlsport and communication) facilities for JIT adoption. However, 70 per cent of the experts noted that they have initiated the concept of vendor development, long term contract, vendor rating (quality certification for vendors) and single sourcing a fe w years back . T his is a favorable condition for adopting JIT. The forecast period for JIT purchasing is the year 2006.
The vendors need to be trained and educated on the JIT principles, and their partic ipa tion in the design and development of product and longterm harmonious re lationship need to be es tabli shed.
Another significant difficulty for JIT adoption is the abnormal capital investment for restructuring production processes, i e, relaying out the production processes in cell s, installation of visual controls and autonomous machines, training and education for entire

MAHAPATRA: JIT-BASED MANUFACTURING IN INDIA 427
workforce etc. Therefore the forecast period for Automation, Autonomation, and Visual Control is 2012 whereas the same for Cellular Manufacturing is 2009.
Conclusions
It can be concluded that the Indian managers are not fully aware of all the facets of JIT. The managers as well as the work force lack the will for innovative changes in work practices to attain excellence in manufacturing. The mindset of the people is to maintain the status quo rather than a rapid and massive change. Therefore the major difficulty cited by the experts is the resistance to change. Extensive education for the total workforce, managers at all levels, as well as the vendors is extremely essential in the present scenario for changing their attitude towards JIT.
As planning and implementation of JIT requires considerable time, government support is essential , apart from the efforts at the organi zation level at least at the initi al phases of implementati on. The experts feel that there is an urgent need for change in the legal framework since the government control on infrastmcture is be ing reduced in a phased manner. The formation of an advisory body on JIT and introduction of award system is viewed as moderate strategy. At the organi sati on level, implementat ion of JIT on a pil ot basis to gather knowledge and experi ence is believed as a moderate strategy, whereas technol ogy up-gradation is not considered as a viable strategy at least in the present scenario .
The survey methodology proposed in this work can be used to obtain re levant informati on in the situation where quantitative data is scarce, using the Op ll11 0n of the experts. Moreover, MMFDM fo recasting method used in this work can be adopted for any long-range forecasting situati on in a reasonably less time compared to conventiona l Delphi and fuzzy Delphi methods. The fo recas t period for JIT implementation is the year 2015 AD.
References
Lee S M & Ebrahimpour M, 1111 .1 Operal Prod Manage, 4 ( 1984) 3.
2 Chandra 0 & Somaiya 0 K, Prod Ill venl Manage, 10 (1991 ) 2 1.
3 Goyal S K & Deshmukh S G , In l .I Operal Prod Manag e, 12 ( 1992) 18.
4 1m J H, Prod In venl Manage, 30 ( 1989) 25.
5 1m J H & Lee S M, Int.l Operal Prod Manage, 9 ( 1989) 5.
6 Crawford K M, Blackstone Jr J H & Cox J F, fnl .I Prod Res, 26 ( 1988) 156 1.
7 Gilbert J P, Inl .I Prod Res, 28 ( 1990) 1099.
8 Brown K L & Inman R A, fnt .I Operat Prod Manage, 13 (1993) 57 .
9 Billesbach T , Harri son A, & Croom-Morgan S, Inl .I Operal Prod Manage , 11 (199 1) 44.
10 Voss C A & Robinson S J , 1111 .I Operal Prod Manage, 7 ( 1987) 46.
II Wildermann H, Eng COSI Prod Econ, 9 ( 1985) 305.
12 Sohal A S, Ramsay L & Samson 0 , In t .I Operat Prod Manage, 13 ( 1993) 22.
13 Clarke B & Mia L, fnt.l Operat Prod Manage, 13 ( 1993 ) 69.
14 Bartezzagi E , Turco F & Spina G, Int .I Operat Prod Man age, 12 ( 1992) 5.
15 Ebrahimpour M & Schonberger R J, fli t .I Prod Res, 22 ( 1984) 421.
16 Vrat P, Mittal S & Tyagi K, Produclivit.l', 34 ( 1993) 25 1.
17 Lee Y C, fnt J Operal Prod Manage, 4 ( 1992) 66 .
18 Padukone H & Rao S S, Productivily, 34 ( 1993) 418.
19 Crawford K M & Cox J M , IlI t.l Prod Res, 28 (1990) 2025.
20 Inman R A & Boothe R S, J Quolitl' Rei Man age , 10 ( 1993) 7.
2 1 Helmer 0 H, The Delphi lI1ethodfor svstell1ilizing judgelllellt about the ji,aure (U ni versity o f California, Ins titute or Government and Public Arfairs) 1966,
22 Kaufman A and Gupta M M, Fuzzv I/lalflelllaticallllodeis ill engineering and ll1anagelllenl science, (Elsa vier Science Publication" Amsterdam) 1988,
23 Ishikawa A, Amagasa M, Shi ga T , Tomizawa G, Talsuta R & Mieno H, Fuzzy Sets Syst , 55 ( 1993) 141.