Jeffrey liker - Conference on Lean Leadership
61
Liker, Lean & Leadership Processes Conference on Lean Leadership 2013 – Process Improvement
-
Upload
implement-consulting-group -
Category
Business
-
view
2.300 -
download
1
description
Dr. Jeffrey K. Liker is Professor of Industrial and Operations Engineering at the University of Michigan and a professional speaker and advisor. On Friday 31 May 2013 Jeffrey Liker was speaking about Lean Leadership in front of more than 150 Scandinavian Lean enthusiasts. 15 years ago ”Lean Thinking” was published and started a wave of Japanese inspired process change. Through the years we have all – in the best Lean manner – made our mistakes, learned from them and, thereby, come closer to perfection. Probably, we have also realised that the tools do not make all that much difference without the people to employ them. Thereby, Lean Leadership has finally taken the position as the key to succeeding in a Lean transformation.
Transcript of Jeffrey liker - Conference on Lean Leadership

Liker, Lean & Leadership
Processes
Conference on Lean Leadership
2013 – Process Improvement

2
Liker, Lean & Leadership Program
10:15 – 10:30 Short Coffee Break
09:10 – 09:30 Viewpoint & Motivation Michael Leck, Implement Consulting Group
09:30 – 10:15 Novo Nordisk Lean Leadership Program Claus Hasselbalch, Novo Nordisk
11:30 – 11:55 Input from Audience & Reflections by Liker Jeffrey Liker, Liker Leadership Institute
10:30 – 11:15 Developing Lean Leaders the Toyota Way Jeffrey Liker, Liker Leadership Institute
11:15 – 11:30 Exercise – where are we today?
11:55 – 12:00 Wrap-up Michael Leck, Implement Consulting Group
12:00 – 12:30 Light Lunch & Networking
Welcome & Program 09:00 – 09:10

3
Viewpoint & Motivation Michael Leck

4
Novo Nordisk Lean Leadership Claus Hasselbalch

The A
pis
bull lo
go is
a re
gis
tere
d tra
dem
ark
of N
ovo N
ord
isk A
/S
Novo Nordisk’s cLEAN® journey
Claus Hasselbalch
Corporate Vice President
May 31st, 2013
Lean Leadership
at Novo Nordisk

1. Novo Nordisk
2. Our Lean Journey
3. PS@shopflor, focus on shopfloor leadership
4. Drivning a culture of continous improvements through leadership

• A world leader since 1923
• in diabetes care
• in insulin
• in injection devices
• Also leading positions in:
• Haemostasis Management
• Growth Hormone Therapy
• Hormone Replacement Therapy (HRT)
• Headquartered in Denmark, Novo Nordisk employs approximately 34,700 employees in 75 countries, and markets its products in 190 countries.
Slide no 7

The ‘Rule of Halves’
According to the rule of halves*, only around 6% of people with diabetes live a life free from diabetes-related complications.
* Hart J.T., Rule of Halves: implications of increasing diagnosis and reducing dropout for future workload and prescribing costs in primary care, Br J Gen Pract 1992, March; 42(356):116–119, and W.C.S. Smith, A.J. Lee, I.K. Coombie, H. Tunstall-Pedoe, Control of blood pressure in Scotland: The rule of halves, Br. Med. J, 300 (1990): 981–983. ** Actual rates of diagnosis, treatment, targets and outcomes vary in different countries.
Slide no 8

• Responsible for the supply chain of all products sold by Novo Nordisk
• Approximately 30% of all Novo Nordisk employees
• Denmark: ~6.5000employees
• Outside Denmark: ~3.000 employees
• Product Supply has facilities in 6 countries across the globe
Montes Claros
Clayton Chartres
Denmark
February 2012
*FTEs: Full Time Employees
** Full time employees & temps
Tianjin
6.320 FTEs*
810 FTEs*
520 FTEs*
680 FTEs*
• Device manufacturing • Packaging • Filling plant project
120 FTEs**
790 FTEs*
• Formulation & filling • Assembly • Packaging
• Formulation & filling • Assembly • Packaging
• Formulation & filling • Assembly • Packaging
• API production • Formulation & filling • Tabletting • Assembly • Packaging • Device & needle manufacturing
• Packaging
Koriyama

10 Product Supply - cLEAN® strategy 07 June 2013
Time
Perfo
rm
an
ce
2003 - 2004 2005 - 2006 2007 - 2008 2009 - 2010
cLEAN® House
cLEAN® Temple
COGS Plans
cLEAN® Leadership
Site Plans
cLEAN® Roll-out
Academy
Flow
Adrenalin Shots
Master 3star Flow
Pilots
2011 - 2012
Cont. impr. Wheel
PS@SF
Slide no 10

Slide no 11

Slide no 12

PS@ShopFloor - from fire fighting to continuous improvements culture
See
Identify problems early
Identify problems late
Solve
Remove the root cause of the problem
Fight symptoms
Share
Anchor learnings in the organisation
Memorize solutions Fire fighting culture
Continuous Improvement
s
Slide no 13

Slide no 15 Slide no 15
PS@ShopFloor is an intense coaching driven 14 weeks development and implementation project
Maturity Mapping & Data Analysis
Problem solving
Process confirmation
Performance Board
WS4: System for process confirmation defined
1 3 7 10
WS2: KPI structure is updated
WS3: Training in systematic problem solving
14
WS1: Daily Diary planned and 3C introduced
See
Solve Share
Level 1 Level 2 Level 3 Level 4
Ad hoc Systematic Consistent Empowerment
Employee
preparation
Relevant subjective experiences
selected
Objective facts identified through
data digging
Biggest problem identified using data
analysis
Possible actions written on board
before meeting
Leader role
at meeting
Leader give relevant but non-KPI
related information
Leader ask questions to improve
explanation of data
Leader ask questions to ensure
problems will be addressed
Leader ask questions to improve the
proposed solutions
Outcome of
meetingInformation exchange
Focus on data explanation. Actions
taken on some problems.
Actions taken consistently to address
problems
Actions taken to improve problem
solving
Concern Leader address Concern by coincidenceLeaders choose Concern at board
meeting
Leader prioritize concern based on
business criticality
Employees initiate 3C based on
frequent performance review
CauseCause analysis only based on
assumptions not made on shop floor
Go-look-see performed to understand
Point-of-Cause (PoC)
Potential Direct Causes investigated
with employees
Employees drive 3C to PoC and
leaders coach to find direct cause
Counter-
measure
Solution based on best guess
(e.g. adjust and hope)
Only Containment action taken,
meaning problem may reoccur
Countermeasures prevent the
particular problem from reoccurring
Countermeasures prevent similar
problems from (re-)occurring
Sharing Leader try to remember solution Solution shared verbally
(e.g. at board meeting next day)
Solution anchored in area across
shifts (e.g. 1PL, Poka-Yoke)
Solution anchored in other areas with
similar problem
PreparationLeader Process Confirm on an ad hoc
basis
Systematic trigger mechanism for
when to do PCPC based on explicit standard
Leaders identify opportunities to use
PC to develop employees
ExecutionPC is done away from shop floor and
based on asking questions only
PC is done by asking questions on
the shop floor
PC is based on observation on the
shop floor
PC is based on observing the person
doing different processes
Deviation
responseAction agreed verbally Written action to solve deviation
Explanation of reason why particular
standard is important
Deviation is treated as a 3C
(at level 3+)
Leader
roleLeader ask questions to get information Leader use interaction to set direction
Leader give feedback to create
reflection
Leader ask questions to inspire
continuous improvement
Daily
Dia
ry Leader
behavior
Leaders have individual criterias for
when to place meetings and activities
A synchronized daily diary exist and
each leader try to follow it
Leaders and support functions adhere
to the daily diary
Leaders train employees in freeing up
time to problem solve
cLEAN®
Leadership
Maturity Model
Perf
orm
ance B
oard
3C P
roble
m S
olv
ing
Pro
cess C
onfirm
ation
Sustainability

Slide no 16 Slide no 16
The purpose of the Daily Diary is to allow leaders to have dedicated time to see problems early, solve them to root cause level and share solutions systematically at the shop floor.
This will Strengthen our culture of continuous improvements.
Slide no 16
08:00 10:00 12:00
Performance Boards to see problems early in the process
Problem Solving to solve problems to the root cause
Process Confirm to share learnings systema-tically
- Leaders on shop floor 8:00-12:00

Roles & Responsibilities in a PS@Shopfloor
Coach: Supports and challenges the leader in his/her development. Helps leader to navigate to keep on track.
Leader’s leader: Sets direction and guides through process confirmation. Motivates to continuously improve.
Leader in scope: Works with Performance Boards, Problem solving and Process confirmation (See-Solve-Share) in the Daily Diary related to training plan
Employees: Are involved as KPI-champions, problem solvers and developed through process confirmations
LEADER
LEADER's LEADER
COACH
Slide no 17

A detailed Maturity Model guide the leaders and ensure focus on personal development
Slide no 18
Level 1 Level 2 Level 3 Level 4
Ad hoc Systematic Consistent Empowerment
Employee
preparation
Relevant subjective experiences
selected
Objective facts identified through
data digging
Biggest problem identified using data
analysis
Possible actions written on board
before meeting
Leader role
at meeting
Leader give relevant but non-KPI
related information
Leader ask questions to improve
explanation of data
Leader ask questions to ensure
problems will be addressed
Leader ask questions to improve the
proposed solutions
Outcome of
meetingInformation exchange
Focus on data explanation. Actions
taken on some problems.
Actions taken consistently to address
problems
Actions taken to improve problem
solving
Concern Leader address Concern by coincidenceLeaders choose Concern at board
meeting
Leader prioritize concern based on
business criticality
Employees initiate 3C based on
frequent performance review
CauseCause analysis only based on
assumptions not made on shop floor
Go-look-see performed to understand
Point-of-Cause (PoC)
Potential Direct Causes investigated
with employees
Employees drive 3C to PoC and
leaders coach to find direct cause
Counter-
measure
Solution based on best guess
(e.g. adjust and hope)
Only Containment action taken,
meaning problem may reoccur
Countermeasures prevent the
particular problem from reoccurring
Countermeasures prevent similar
problems from (re-)occurring
Sharing Leader try to remember solution Solution shared verbally
(e.g. at board meeting next day)
Solution anchored in area across
shifts (e.g. 1PL, Poka-Yoke)
Solution anchored in other areas with
similar problem
PreparationLeader Process Confirm on an ad hoc
basis
Systematic trigger mechanism for
when to do PCPC based on explicit standard
Leaders identify opportunities to use
PC to develop employees
ExecutionPC is done away from shop floor and
based on asking questions only
PC is done by asking questions on
the shop floor
PC is based on observation on the
shop floor
PC is based on observing the person
doing different processes
Deviation
responseAction agreed verbally Written action to solve deviation
Explanation of reason why particular
standard is important
Deviation is treated as a 3C
(at level 3+)
Leader
roleLeader ask questions to get information Leader use interaction to set direction
Leader give feedback to create
reflection
Leader ask questions to inspire
continuous improvement
Daily
Dia
ry Leader
behavior
Leaders have individual criterias for
when to place meetings and activities
A synchronized daily diary exist and
each leader try to follow it
Leaders and support functions adhere
to the daily diary
Leaders train employees in freeing up
time to problem solve
cLEAN®
Leadership
Maturity Model
Perf
orm
ance
Board
3C P
roble
m S
olv
ing
Pro
cess
Confirm
ation

Slide no 19 Slide no 19 Slide no 19
Preconditions for a level 4 Performance board
Shopfloor management
KPI Ch: TPU blockage caused 6 x 30 min stop TL: Let’s go-look-see to prevent re-occurrence
Fire fighting
E: Mark was ill and the machine kept stopping TL: Lets put full focus on getting back on track
Visual management
KPI Ch: TPU blockage caused 6 x 30 min stop TL: Fortunately we don’t see the problem now
Create army of problem solvers
OC: Untrained empl. caused 30 min. stop (1PL) TL: Could we make mistake-proof solution?
Lean culture
OC: 2 min stop: Poka-Yoke made to prevent block TL: Would this Poka-Yoke be useful elsewhere?
2 1 3 4 5
E: Employee, KPI Ch: KPI Champion, OC: Operating Coordinator, TL: Team leader, TPU: Tray-pallet unit
• Performance is reviewed frequently beyond the board meeting
• Problems are solved autonomously at the lowest possible level
• Countermeasures are implemented to prevent reoccurrence
• PB meeting challenges priorities and improves quality of countermeasures

PS@ShopFloor project in site Montes Claros
In a department with production lines not meeting performance targets, packaging lines performing 35% below target, and a new department manager—a different way of doing business was needed in order to succeed
What did we do? The ambition was to lower the variation in OEE on the FlexPen® lines to match the best in class in DFP.
New standards were the foundation to execute the first PS@ShopFloor project in MoC.
The project was executed by a PM from the cLO and dedicated resources from the site—who were trained to manage future PS@ShopFloor projects.
What was the impact
Ken Gray (KEG) SVP cLEAN® Partner
DFP
FlexPen® Packaging line Variation in OEE1 reduced by 2/3 OEE 1: 44% -> 89 %
“This PS@ShopFloor project unleashed the power of standardization, moving their performance from ‘worst to first’. Through coaching, leaders learned how to change the way they see and solve problems, with confirmation of the standard as the key to it all.”

Slide no 21
• ”We have leading KPI’s on our most important processes”
• ”We have the possibility each day to give our attention to our
biggest problem(s)”
• ”We have a systematic approach to problem solving”
• ”We learn from our problems”
• ‘I have closer contact with my employees”
• “My Role changed from ”problem solver” to coaching and sparring”
• ”When I drive home from work, I feel much more satisfied!”
• Defining a business driver is key for the individual project success
• But ensuring we stay at obtained maturity levels or further develop after project has ended is not institutionalized
• We need more focus on the “why”, the principles behind, so that the tools do not become an end in themselves
• Understading the role of the different leadership levels in Lean Leadership is part of the solution

• A culture may be built from below but is modelled from above:
• Leadership principles and behaviour at the top drive systems that drive use tools that drive behaviour on shopfloor
• SO how leaders from the top behave drives the culture of continous improvements, respect, compliance etc.
• and the leadership role is different at senior level vs. TL level
• The senior leader should stay away from shopfloor problem solving!!
Slide no 23

QVP Seminar 2013 - Chartres
Slide No 24

Slide no 25 Slide no 25
To succeed two questions become critical as leaders to address:
How am I role modelling principal behaviour? How am I through my leadership supporting continous improvements on shopfloor
Slide no 25

Culture
Principles
Systems
Tools
• “We set ambitious goals and strive for excellence”
• “We optimise the way we work and strive for simplicity”
• “We never compromise on quality”
• We treat everyone with respect”
• Ensuring quality and progression in our A3s across teams
• Ensuring that we have ressources and competencies present to solve our problems
• Ensuring that we see and prioritise the right problems daily across teams
• Using performance boards to take actions on problems within the team
• Using SPS to solve problems within the team
• Using process confirmation to ensure standards are followed and improved within the team
Slide no 26
TL
VP/ Director
CVP/ SVP
Results

Slide no 27

Slide no 28
Operations Operations
Degre
e o
f auth
enticity
Degree of Lean
Slide no 28
’The incompetent manager’
’The micromanager’ ’The corner office manager’

Q and A

30
Coffee break
BE BACK: 10:25
31
Developing Lean Leaders the Toyota way
Jeffrey Liker

Liker Lean Advisors, LLC
Developing Lean Leaders the Toyota Way
Jeffrey K. Liker Professor, Industrial and Operations Engineering The University of Michigan
President, Liker Lean Advisors CEO, Liker Leadership Institute
ICG OPEX Conference May 31, 2013

Toyota Way True North
“The Toyota Way
2001 is an ideal,
a standard and a
guiding beacon
for the people of
the global Toyota
organization.”
Liker Lean Advisors, LLC
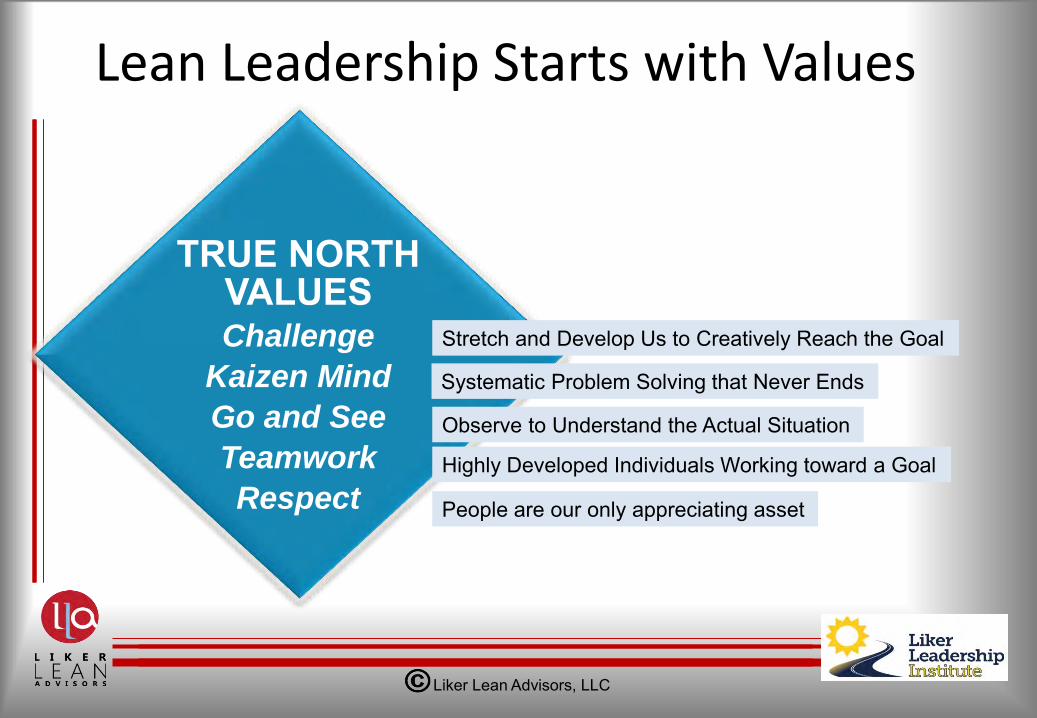
Lean Leadership Starts with Values
TRUE NORTH VALUES Challenge
Kaizen Mind
Go and See
Teamwork
Respect
Stretch and Develop Us to Creatively Reach the Goal
Systematic Problem Solving that Never Ends
Observe to Understand the Actual Situation
Highly Developed Individuals Working toward a Goal
People are our only appreciating asset
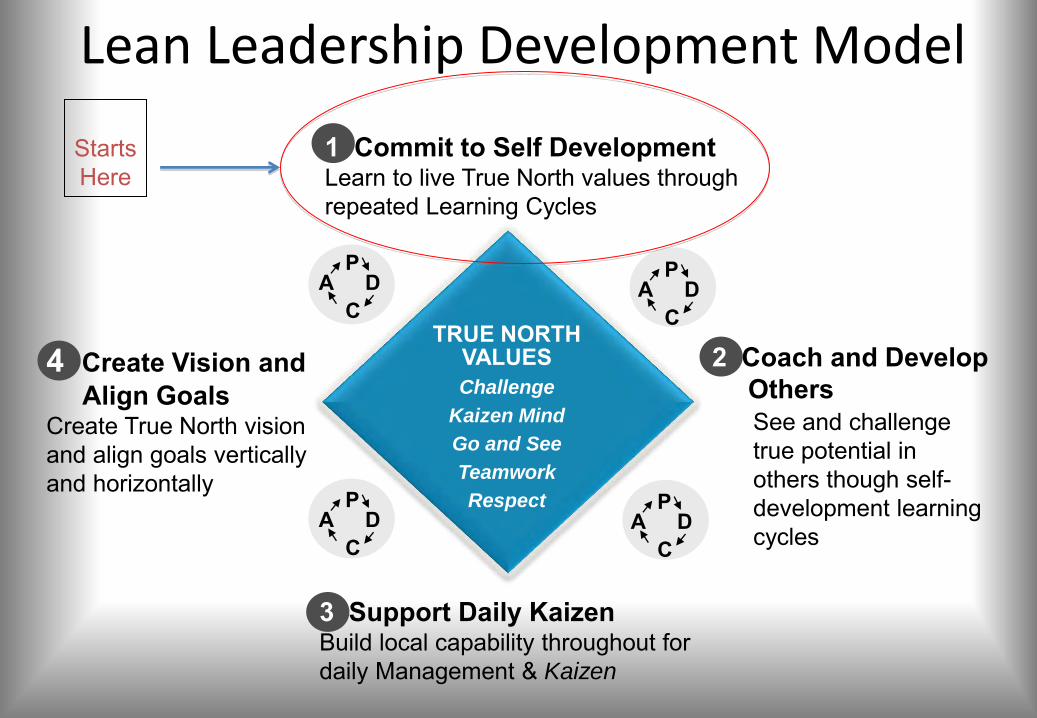
Lean Leadership Development Model
3 Support Daily Kaizen Build local capability throughout for daily Management & Kaizen
2 Coach and Develop Others
4 Create Vision and Align Goals
Create True North vision and align goals vertically and horizontally
1 Commit to Self Development Learn to live True North values through repeated Learning Cycles
TRUE NORTH VALUES Challenge
Kaizen Mind
Go and See
Teamwork
Respect
P D
C A
P D
C A
P D
C A
P D
C A
See and challenge true potential in others though self-development learning cycles
Starts Here

Liker Lean Advisors, LLC
PDCA Problem Solving is the Core of What Leaders should Learn and Coach
From Toyota Way to Continuous Improvement

Liker Lean Advisors, LLC
Lean Processes reveal gaps between Current and Target Conditions
Ideal “North Star”
Targets for Improvement
Leader’s Challenge
Creative Tension Problem solving
Current conditions
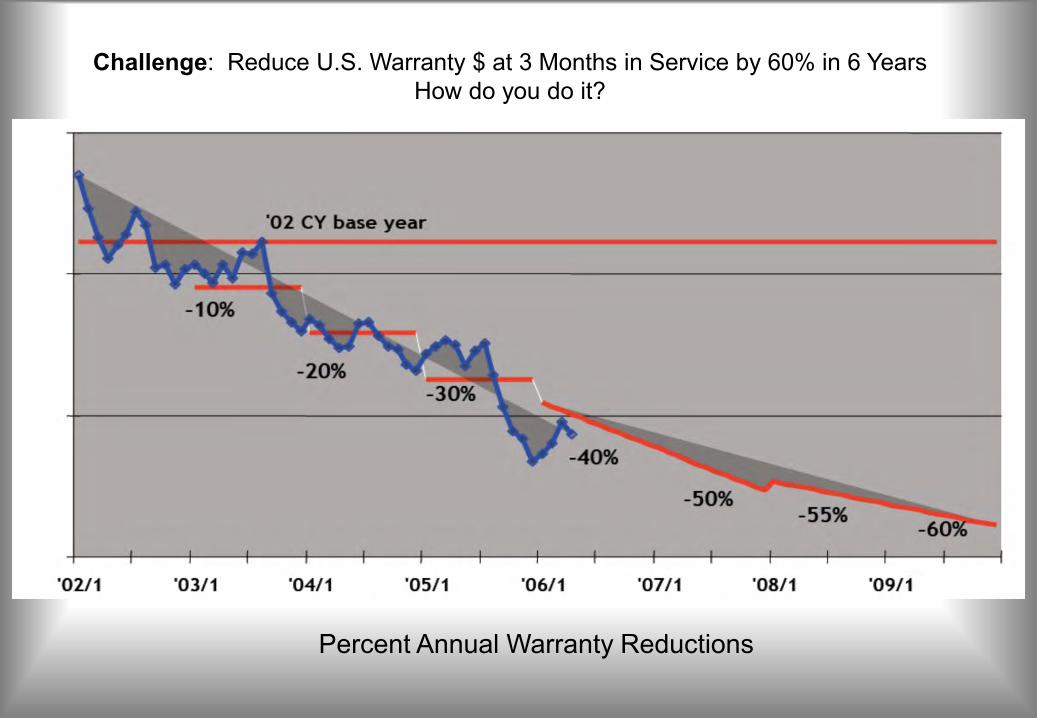
Challenge: Reduce U.S. Warranty $ at 3 Months in Service by 60% in 6 Years How do you do it?
Percent Annual Warranty Reductions
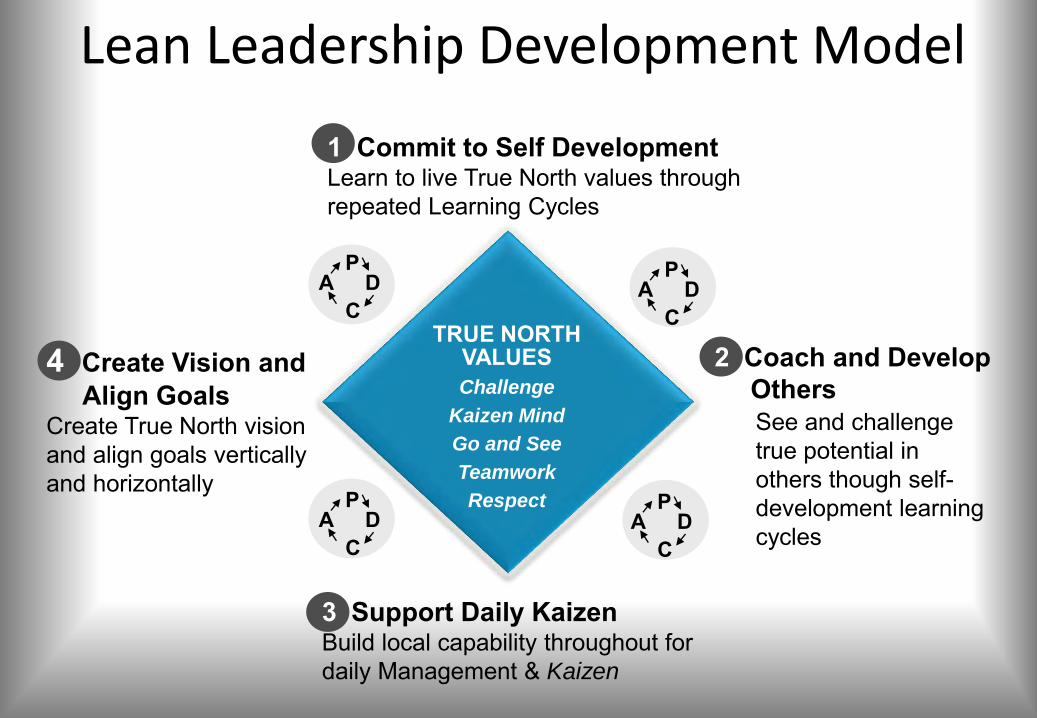
Lean Leadership Development Model
3 Support Daily Kaizen Build local capability throughout for daily Management & Kaizen
2 Coach and Develop Others
4 Create Vision and Align Goals
Create True North vision and align goals vertically and horizontally
1 Commit to Self Development Learn to live True North values through repeated Learning Cycles
TRUE NORTH VALUES Challenge
Kaizen Mind
Go and See
Teamwork
Respect
P D
C A
P D
C A
P D
C A
P D
C A
See and challenge true potential in others though self-development learning cycles
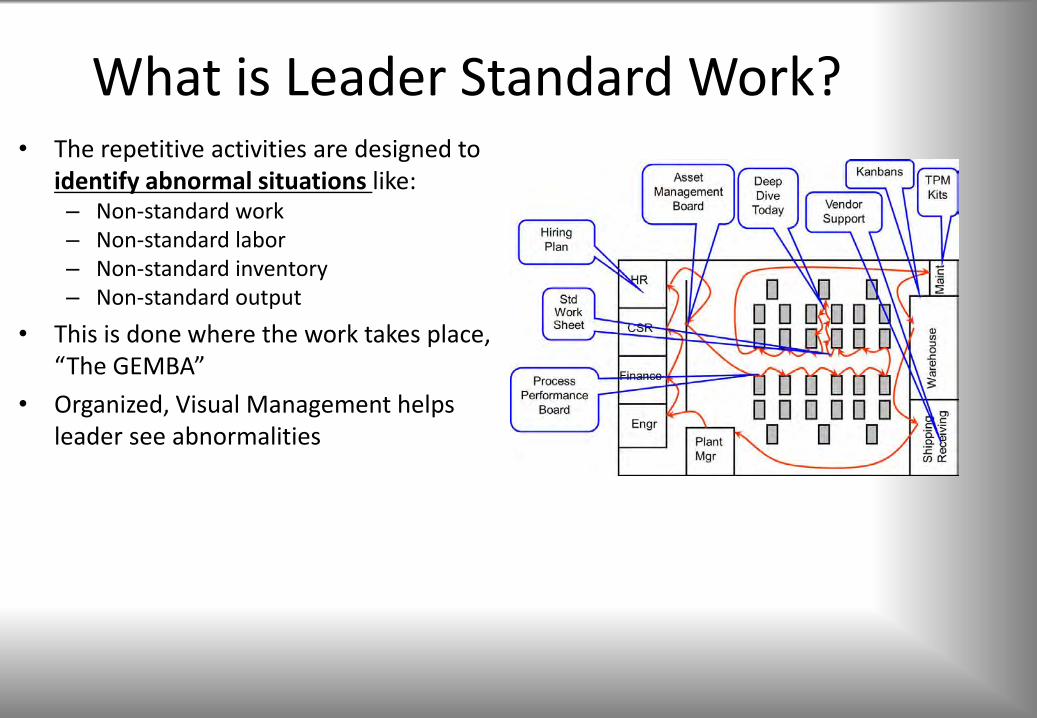
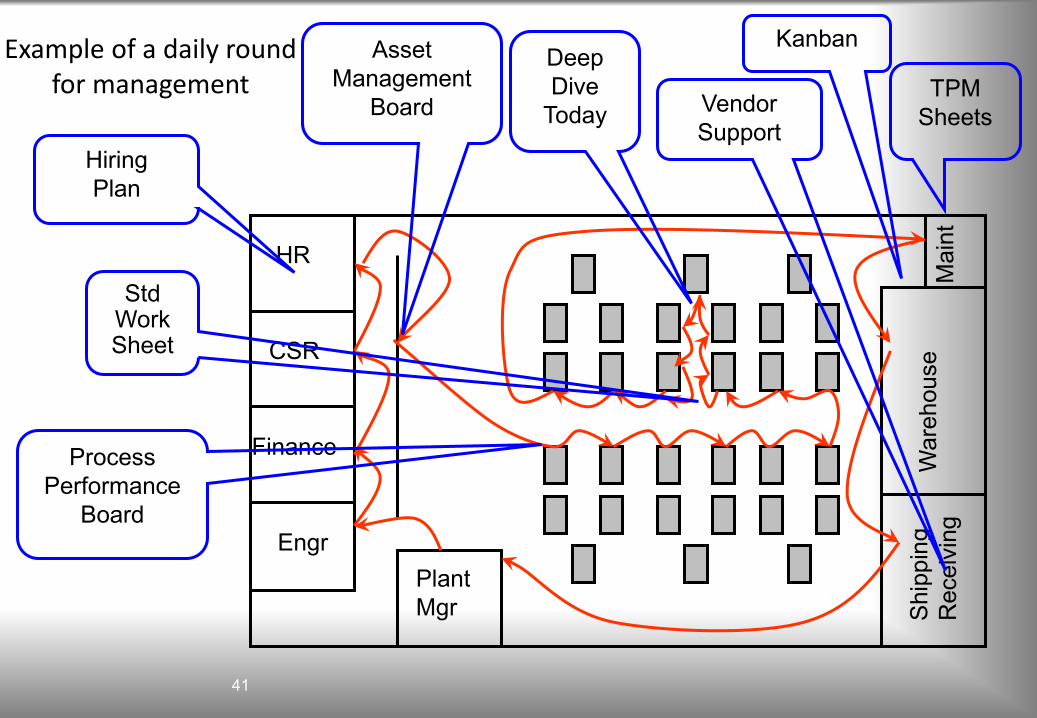
What is Leader Standard Work? • The repetitive activities are designed to
identify abnormal situations like: – Non-standard work – Non-standard labor – Non-standard inventory – Non-standard output
• This is done where the work takes place, “The GEMBA”
• Organized, Visual Management helps leader see abnormalities
Mai
nt
Shi
ppin
g R
ecei
ving
HR
CSR
Finance
Plant Mgr
Engr
War
ehou
se
Deep Dive
Today
Asset Management
Board
Hiring Plan
TPM Sheets
Kanban
Vendor Support
Std Work Sheet
Process Performance
Board
Example of a daily round for management
41
Liker Lean Advisors, LLC
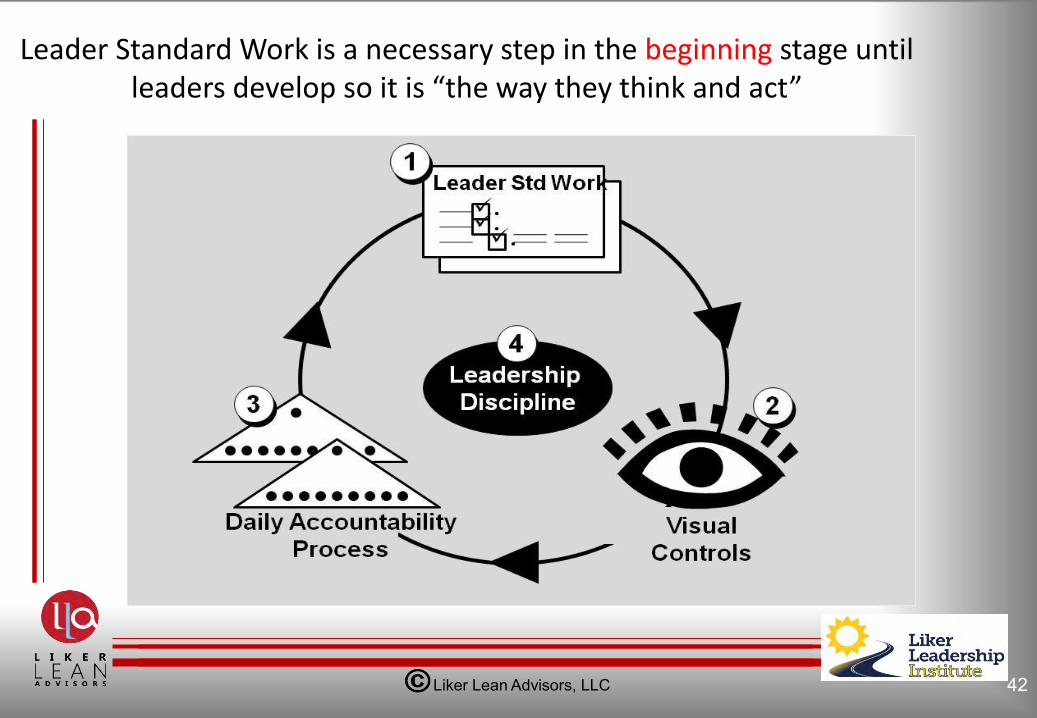
Leader Standard Work is a necessary step in the beginning stage until leaders develop so it is “the way they think and act”
42

Lean Leadership Development Model
3 Support Daily Kaizen Build local capability throughout for daily Management & Kaizen
2 Coach and Develop Others
4 Create Vision and Align Goals
Create True North vision and align goals vertically and horizontally
1 Commit to Self Development Learn to live True North values through repeated Learning Cycles
TRUE NORTH VALUES Challenge
Kaizen Mind
Go and See
Teamwork
Respect
P D
C A
P D
C A
P D
C A
P D
C A
See and challenge true potential in others though self-development learning cycles
Liker Lean Advisors, LLC
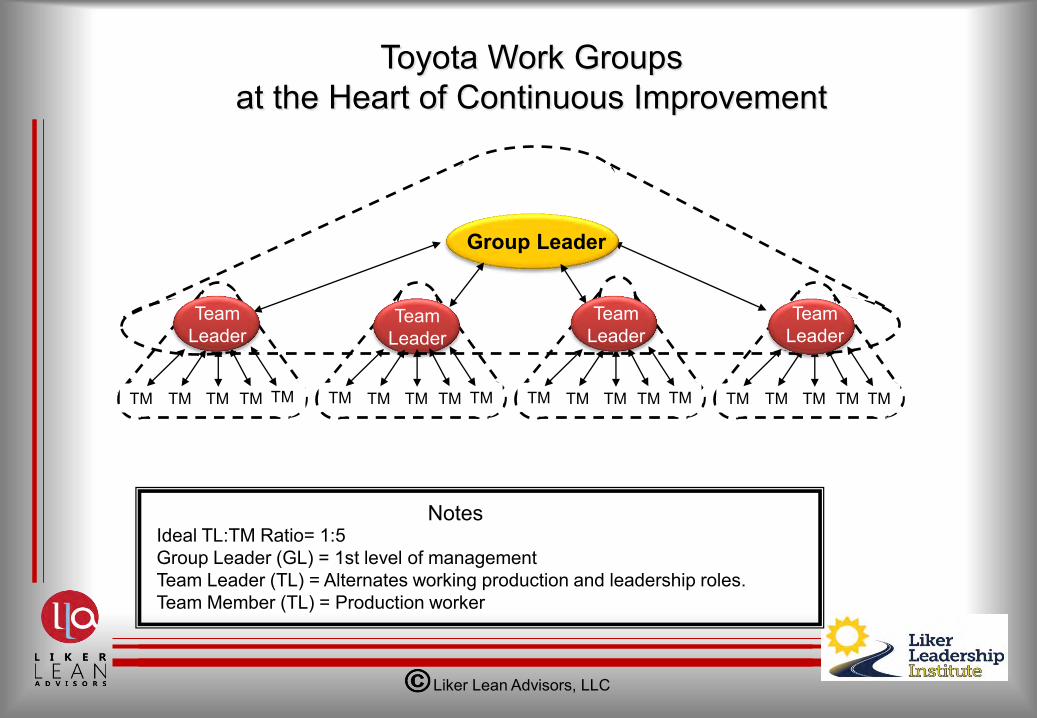
Ideal TL:TM Ratio= 1:5 Group Leader (GL) = 1st level of management Team Leader (TL) = Alternates working production and leadership roles. Team Member (TL) = Production worker
TM TM TM TM TM
Team Leader
TM TM TM TM TM TM TM TM TM TM TM TM TM TM TM
Notes
Toyota Work Groups at the Heart of Continuous Improvement
Team Leader
Team Leader
Team Leader
Group Leader

Liker Lean Advisors, LLC
Continuous Improvement means a little better every day:
Visual Management Boards for Each Work Group (Toyota, Kentucky)

Liker Lean Advisors, LLC
Case Example: Menlo Innovations Building a “lean” culture the right way

Liker Lean Advisors, LLC
Technical Anthropologists: Customer Requirements
• Observe People – In their native environment
• Find the pain points • Be the empath! • Understand what they
may take for granted • Initial Mock up user screens

Storycards • Write it down (uh oh! Not paperless) • Description of work to be completed for one feature • Writing a card does not “authorize” it. • Collection of cards is potential project scope

Estimation

Customers rule, but must actively collaborate
What are they willing to pay for? Participate in weekly reviews

Work Authorization Board The daily work schedule
Simplicity & clarity!
The joy of getting things done!
• As work time actual completion of each card
• Red, green, yellow

Coding in Pairs, Working in Teams
• Code only in pairs: collaboration, peer accountability, and cross-pollination of knowledge.
• Pairs rotate every week: no “towers of knowledge”
• No owned space: find a computer

Liker Lean Advisors, LLC
Lean Leadership Development Model
3 Support Daily Kaizen Build local capability throughout for daily Management & Kaizen
2 Coach and Develop Others
4 Create Vision and Align Goals
Create True North vision and align goals vertically and horizontally
1 Commit to Self Development Learn to live True North values through repeated Learning Cycles
TRUE NORTH VALUES Challenge
Kaizen Mind
Go and See
Teamwork
Respect
P D
C A
P D
C A
P D
C A
P D
C A
See and challenge true potential in others though self-development learning cycles
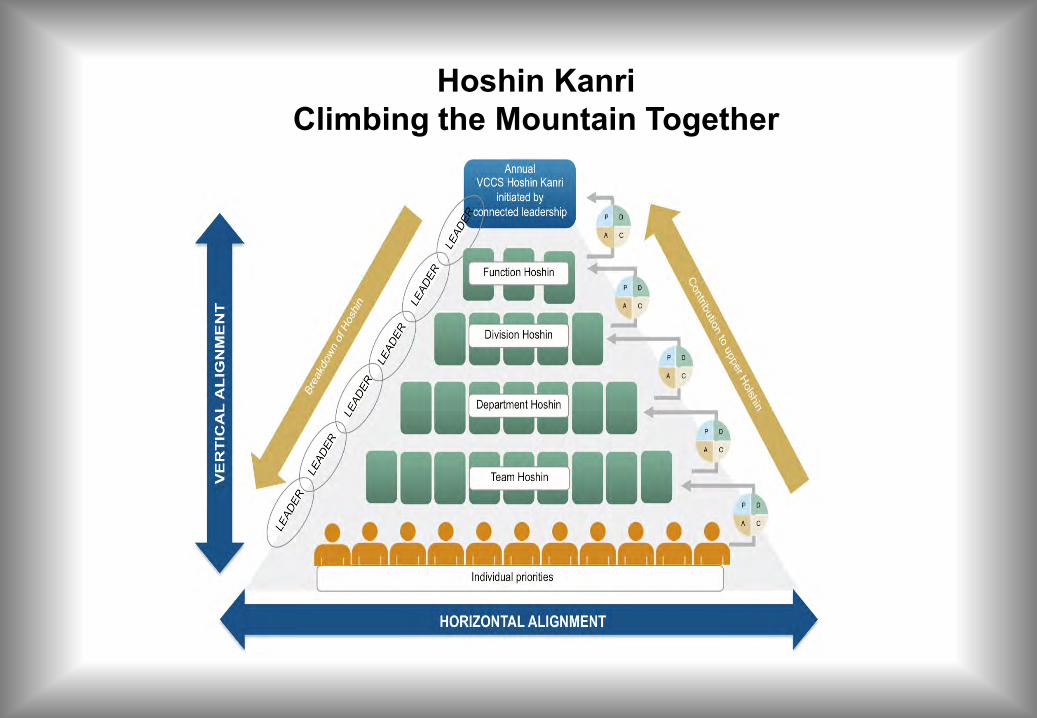
Hoshin Kanri Climbing the Mountain Together

MBO Seeing the Surface
Hoshin Kanri Climbing the Mountain Together

Liker Lean Advisors, LLC
What is a Lean Leader?
• Manages from the gemba
• Coaches and teaches – Technical skills to do job
– PDCA mindset
• Understands each person: strengths and weaknesses
• Breaks down tasks to give people appropriate assignments: achievable and challenging
• Teaches by questioning, not telling
• Builds trust
• Lives the Values!
We Care! We
want you to be
your best!
57
Exercise: Where are we today?

58
Where are we today?
Please gather in smaller groups of 3-4 persons from around you. Spend 15 minutes discussing the presentation on “Developing Lean Leaders the Toyota Way”: 1. What key insights did you hear? 2. What are the gaps between your current
situation and what you just heard? 3. Right now, what would be an obvious
best special focus for you and your organization during the coming year?
Prepare one key issue or question that you would like to address and discuss with Mr Liker. We will choose 3-4 topics or as many as time allows.
Lean Leadership Development Model
3 Support Daily KaizenBuild local capability throughout for daily Management & Kaizen
2 Coach and Develop Others
4 Create Vision and Align Goals
Create True North visionand align goals verticallyand horizontally
1 Commit to Self DevelopmentLearn to live True North values through repeated Learning Cycles
TRUE NORTHVALUESChallenge
Kaizen Mind
Go and See
Teamwork
Respect
PD
CA
PD
CA
PD
CA
PD
CA
See and challenge true potential in others though self-development learning cycles

59
Input from Audience & Reflections from Jeffrey Liker
Jeffrey Liker

60
Wrap-up Michael Leck

61
Join this year’s Lean Architecture Tour – an exclusive learning experience in Japan from 28 September to 5 October 2013
The core concept is to gather 15-20 senior managers from various companies and industries who are all driving ambitious operational transformations. Together, we will visit several hand-picked Lean benchmark companies in Japan, share our experiences and discuss how we take our Lean implementations to the next level. The program will allow you to: • Make real-life observations of the interplay of technical and cultural aspects
of Lean implementations • Understand very different operating models – why have they been
successful in building a sustainable competitive edge? • Engage in discussions with Japanese senior management
to understand their leadership role • See world-class examples of continuous improvement
infrastructures and understand what makes them thrive
DEEPEN YOUR LEAN EXPERTISE IN JAPAN THIS AUTUMN
Toyota RICOH TSK Yazaki Mirai

62
Thank You & Goodbye …
Contacting Implement Consulting Group
Learn more about how we work with Lean
Go to Implement Consulting Group's main website