

Jan Snoeij - MESA · Jan Snoeij Principal Consultant. ... XFP 4P MES Broner MES PSImetals QMOS...
50
2008 North American Plant-to-Enterprise Conference September 21-23, Orlando, FL Plant Floor Visibility and MES Product Selection Jan Snoeij Principal Consultant
Transcript of Jan Snoeij - MESA · Jan Snoeij Principal Consultant. ... XFP 4P MES Broner MES PSImetals QMOS...
www.mesa.org2008 North American Plant-to-Enterprise ConferenceSeptember 21-23, Orlando, FL
Plant Floor Visibilityand MES Product Selection
Jan SnoeijPrincipal Consultant

MESA Strategic Initiatives
The following Strategic Initiatives of MESA International are associated with this
presentation:Lean Manufacturing
Quality & Regulatory ComplianceProduct Lifecycle Management (PLM)
Real-Time EnterpriseAsset Performance Management (APM)

Agenda
• Introduction• Plant Floor Visibility
– Trends and Observations– Improve
• MES Products• Product Selection - best
practices• Conclusions

110101011 INFORMATION FLOW 01101010
MATERIAL FLOW
Raw material producer
Supplier
Factory
Factory
Distributor
Distributor
Retail
Retail
Consumer
Transport
Supply Chain
Objective:Maximalisation customer satisfaction
and profit for all partners
Objective:Maximalisation customer satisfaction
and profit for all partners

Rapid changes,complex environment
• Lowering consumer brand loyalty• Increased price pressure
– Consolidated retail power– Private label producers
• Regulatory requirements– General Food Law– Sarbanes-Oxley
• Shorter product life cycles
– Product innovation required• Globalization
– Branding– Make or buy?– Where to produce?

Supply Chain Challenges
• Reduce product stock-outs• Remove supply chain inefficiencies• Lower inventory to reduce holding
costs• Reduce transportation and order
management costs• Reduce order fulfillment lifecycle• Management of inventory
replenishment process• Retail & regulatory mandates• Track-and-trace applications force
supply chain optimization
110101011 INFORMATION FLOW 001101010
110101011 INFORMATION FLOW 001101010
MATERIAL FLOW
MATERIAL FLOW
Raw MaterialSupplier
Supplier
Plant
Plant
Distributor
Distributor
Retail
Retail
Consumer
Transport

Plant Performance is Key
Source: AMR ResearchSource: AMR Research
Produce to scheduleProduce to scheduleDelivery to scheduleDelivery to scheduleIncreased "agility" (product availability)Increased "agility"
(product availability)

Plant is no longer "black box"
• Need for full vertical integration!– Production processes must be aligned with
the external supply chain in order to enable higher speed, better quality and more agility
• Need for full horizontal integration!– Logistics and manufacturing information– Financial and product(ion) informationERPERP
MESMES
• Transparency and visibility– Streamlined business processes and workflows– Implies highly integrated information systems,
with rapid flows of accurate data

Agenda
• Introduction• Plant Floor Visibility
– Trends and Observations– Improve
• MES Products• Product Selection - best
practices• Conclusions

Improve
Businessprocesses
OrganizationPeople
Toolsincl. IT
Enterpriseobjectives
• Focus, make choices• Consistent strategy and execution
– business processes– organisation & people– tools
• Strategic assets:– production and supply chain(s)– logistics and procurement programmes– inventory cycles– maintenance– personnel and organisation– …

SMART Objectives
Specific– What exactly are we going to do?
Measurable– How much are we going to do?
Acceptable– Is there support for what we want to do?
Realistic– Is it feasible what we want?
Timing– When will we be ready?
'This is the last strategy of our management !'
It is not a perfect strategy, but we apply it until we know something better !'

Best in Class Strategic Actions
Source: Aberdeen GroupSource: Aberdeen Group
32%
43%
43%
61%
64%
0% 10% 20% 30% 40% 50% 60% 70%
Improve Sales & Operationsplanning process
Optimize performance at individual plants and factories
Drive standards and consistency acrossglobal manufacturing networks
Lean initiatieves
Improve processes that managethe material and information flows
32%
43%
43%
61%
64%
0% 10% 20% 30% 40% 50% 60% 70%
Improve Sales & Operationsplanning process
Optimize performance at individual plants and factories
Drive standards and consistency acrossglobal manufacturing networks
Lean initiatieves
Improve processes that managethe material and information flows
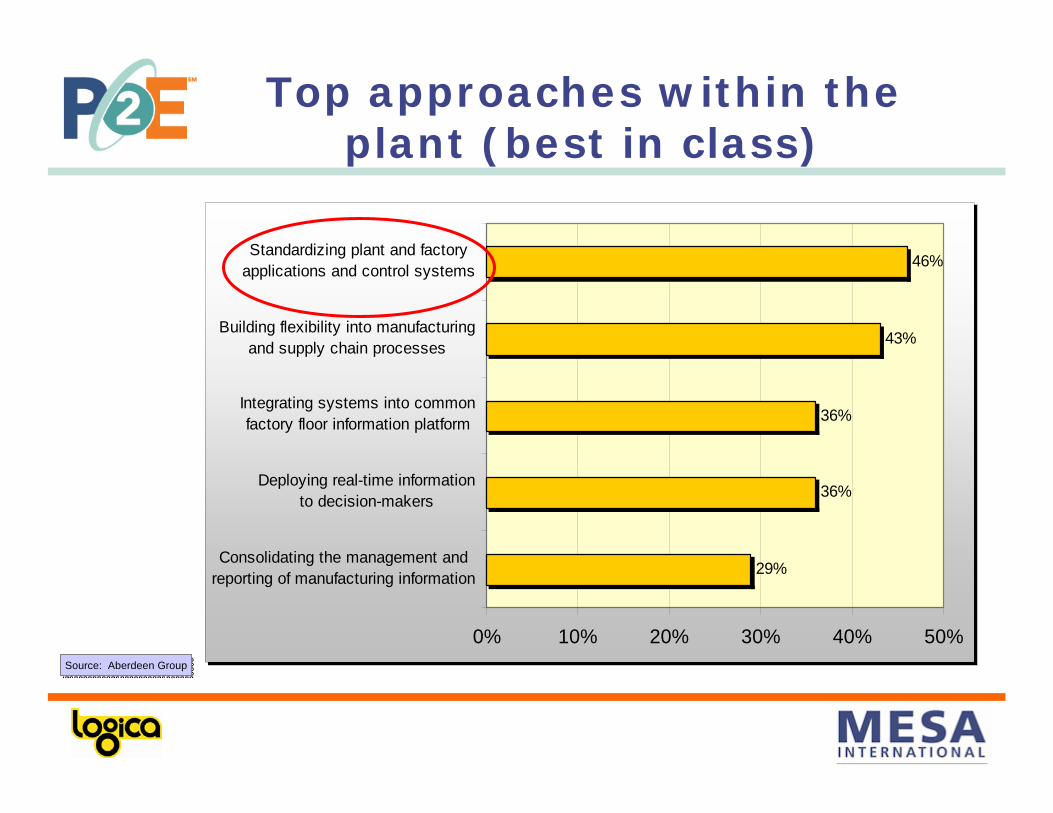
Top approaches within the plant (best in class)
Source: Aberdeen GroupSource: Aberdeen Group
29%
36%
36%
43%
46%
0% 10% 20% 30% 40% 50%
Consolidating the management andreporting of manufacturing information
Deploying real-time informationto decision-makers
Integrating systems into commonfactory floor information platform
Building flexibility into manufacturingand supply chain processes
Standardizing plant and factoryapplications and control systems
29%
36%
36%
43%
46%
0% 10% 20% 30% 40% 50%
Consolidating the management andreporting of manufacturing information
Deploying real-time informationto decision-makers
Integrating systems into commonfactory floor information platform
Building flexibility into manufacturingand supply chain processes
Standardizing plant and factoryapplications and control systems

27%
33%
37%
41%
52%
0% 10% 20% 30% 40% 50% 60%
Lack of funds and/or lackof perceived value
Lack of strategy to unifyinformation across
manufacturing
Lack of timelyinformation to makeinformed decisions
Incompatible andinconsistent systems
Gap between ERP andfactory floor
27%
33%
37%
41%
52%
0% 10% 20% 30% 40% 50% 60%
Lack of funds and/or lackof perceived value
Lack of strategy to unifyinformation across
manufacturing
Lack of timelyinformation to makeinformed decisions
Incompatible andinconsistent systems
Gap between ERP andfactory floor
Source: MESA InternationalSource: MESA International
Internal IT Challenges

Integration and standardisation
• Prerequisites (ROI)– Efficient and effective– Compliant to law and regulations– Flexible, agile
• Full integration of plant and enterprise– Processes– Organization– Applications– Data– Technical infrastructure
• Production
• Maintenance
• Quality
• Inventory
• Production
• Maintenance
• Quality
• Inventory

Latency
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Business Movers Others
AnnuallyQuarterlyMonthlyWeekly< 24 hours
between business metrics and operations that caused them
Source: MESA InternationalSource: MESA International

Example: Quality

Example: Quality (2)
10 8 8 6 10
ACTION

Agenda
• Introduction• Plant Floor Visibility
– Trends and Observations– Improve
• MES Products• Product Selection - best
practices• Conclusions

Participants 2008
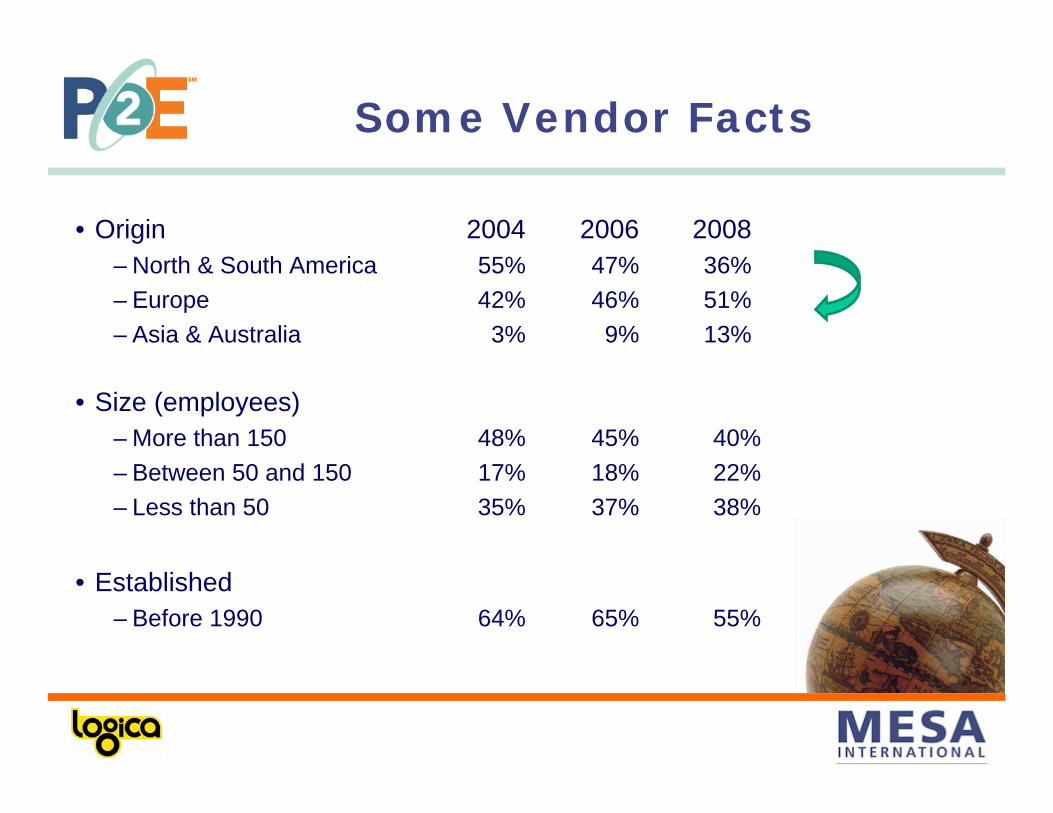
Some Vendor Facts
• Origin 2004 2006 2008– North & South America 55% 47% 36%– Europe 42% 46% 51%– Asia & Australia 3% 9% 13%
• Size (employees)– More than 150 48% 45% 40%– Between 50 and 150 17% 18% 22%– Less than 50 35% 37% 38%
• Established– Before 1990 64% 65% 55%

Questionnaire
• Vendor information
• General
• Improvements
• Interfaces
• Implementation and Deployment
• MESA compliance
• ANSI/ISA-95 compliance
• Technical aspects
• Mobile solutions

Products per Industry Sector
0%
10%
20%
30%
40%
50%
60%
70%
Ele
ctro
nics
Aut
omot
ive
Food
& B
ev.
Pha
rmac
eutic
al
Mac
hine
ry &
Too
l
Sem
icon
duct
ors
Pla
stic
s &
Rub
ber
Aer
ospa
ce &
D
efen
se
Hea
vy M
etal
s
Fine
Che
mic
als
Con
s.P
acke
d G
oods
Pap
er &
Pul
p
Life
Sci
ence
s
Med
ical
Dev
ices
Bul
k C
hem
ical
s
Hom
e &
Per
s.C
are
Pre
ss &
Prin
ting
Pet
roch
emic
al
Oil
& G
as
Util
ities
and
Pub
lic
Sec
tor
Bui
ldin
g &
Infr
a
Min
ing
0%
10%
20%
30%
40%
50%
60%
70%
Ele
ctro
nics
Aut
omot
ive
Food
& B
ev.
Pha
rmac
eutic
al
Mac
hine
ry &
Too
l
Sem
icon
duct
ors
Pla
stic
s &
Rub
ber
Aer
ospa
ce &
D
efen
se
Hea
vy M
etal
s
Fine
Che
mic
als
Con
s.P
acke
d G
oods
Pap
er &
Pul
p
Life
Sci
ence
s
Med
ical
Dev
ices
Bul
k C
hem
ical
s
Hom
e &
Per
s.C
are
Pre
ss &
Prin
ting
Pet
roch
emic
al
Oil
& G
as
Util
ities
and
Pub
lic
Sec
tor
Bui
ldin
g &
Infr
a
Min
ing

0
5
10
15
20
Pro
ficy
Plan
t App
s.W
onde
rwar
e M
ES&E
MI
aspe
nON
EP
I Sys
tem
Shop
floor
-Onl
ine
Qub
esB
usin
ess
FLEX
SIM
ATIC
ITFl
exN
et®
Qua
rtis
MW
are
Yok
ogaw
a M
IPP
ADIC
OM
Sui
teD
abom
-iVis
ualiz
erFa
ctor
yTal
kEa
sy95
Glo
balS
CR
EEN
Hyd
ra M
ESiT
AC M
ES S
uite
MES
plus
PM
PM
SPR
OD
ACO
bjec
tive
XS S
uite
Emer
son
CS/
AMS
Prod
ucim
/Pha
rmac
imIn
Qu
MES
Mes
tec
MES
R2E
-ME
SU
niso
ft C
ELL
SC
amst
ar M
nfg.
nano
Trac
kSA
P-V
isipr
ise
Mnf
g.A
egis
Fus
ion
Ampl
aD
2000
Ent
isPA
S-X
PVS
SH
AI*Q
PM
MES
cont
rol.n
etnM
etric
Sui
teP
ertin
ence
Sui
tePl
ant i
TP
rofic
y Tr
acke
rS
olum
ina
SYP
RO
SA
ctiv
e A
ccur
ate
Eye
lit M
ES/Q
MS
intra
FAC
TOR
YW
IPtra
cXF
P4P
MES
Bron
er M
ESP
SIm
etal
sQ
MO
SO
pera
tor
0
5
10
15
20
Pro
ficy
Plan
t App
s.W
onde
rwar
e M
ES&E
MI
aspe
nON
EP
I Sys
tem
Shop
floor
-Onl
ine
Qub
esB
usin
ess
FLEX
SIM
ATIC
ITFl
exN
et®
Qua
rtis
MW
are
Yok
ogaw
a M
IPP
ADIC
OM
Sui
teD
abom
-iVis
ualiz
erFa
ctor
yTal
kEa
sy95
Glo
balS
CR
EEN
Hyd
ra M
ESiT
AC M
ES S
uite
MES
plus
PM
PM
SPR
OD
ACO
bjec
tive
XS S
uite
Emer
son
CS/
AMS
Prod
ucim
/Pha
rmac
imIn
Qu
MES
Mes
tec
MES
R2E
-ME
SU
niso
ft C
ELL
SC
amst
ar M
nfg.
nano
Trac
kSA
P-V
isipr
ise
Mnf
g.A
egis
Fus
ion
Ampl
aD
2000
Ent
isPA
S-X
PVS
SH
AI*Q
PM
MES
cont
rol.n
etnM
etric
Sui
teP
ertin
ence
Sui
tePl
ant i
TP
rofic
y Tr
acke
rS
olum
ina
SYP
RO
SA
ctiv
e A
ccur
ate
Eye
lit M
ES/Q
MS
intra
FAC
TOR
YW
IPtra
cXF
P4P
MES
Bron
er M
ESP
SIm
etal
sQ
MO
SO
pera
tor
Focused Industry Sectorsper Vendor
Little Focus High Focus

Production & Logistical Typologies
50%
75%
66%
79% 79%
38%
48%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Continuous Process
Batch / Semi Process
Discrete Make to Stock Make to Order Engineer to Order
Assemble to Order
2002
2005
2008
50%
75%
66%
79% 79%
38%
48%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Continuous Process
Batch / Semi Process
Discrete Make to Stock Make to Order Engineer to Order
Assemble to Order
2002
2005
2008
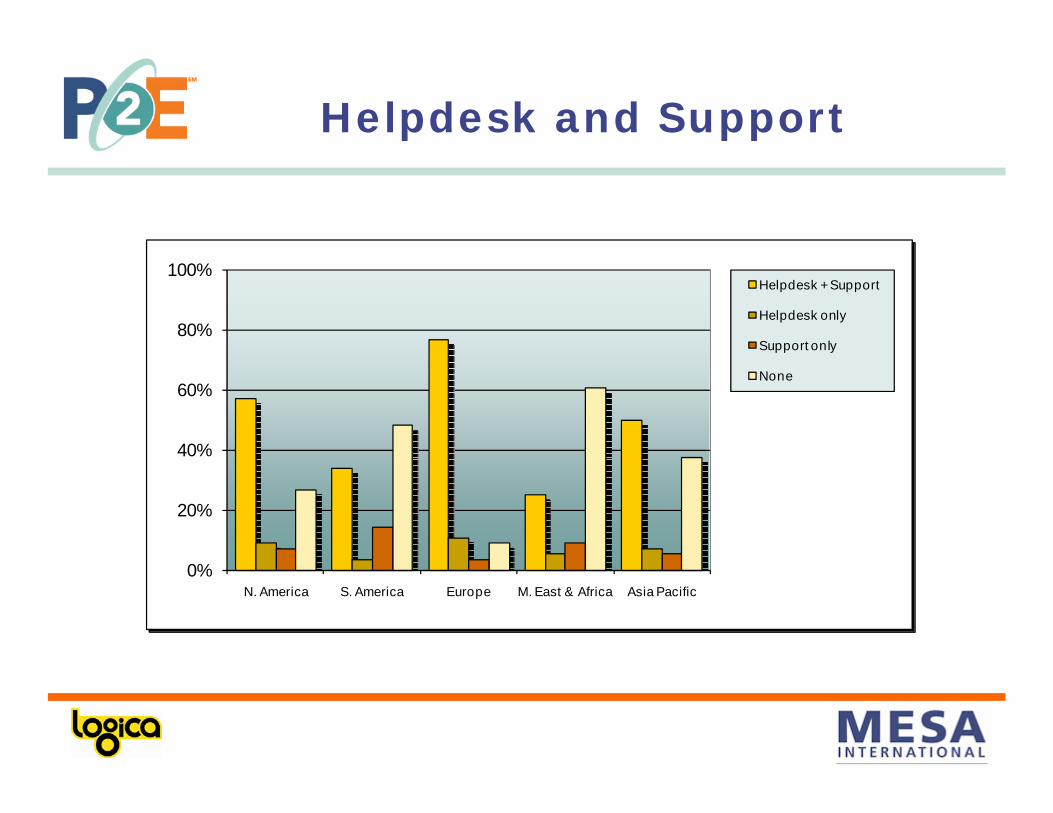
Helpdesk and Support
0%
20%
40%
60%
80%
100%
N. America S. America Europe M. East & Africa Asia Pacific
Helpdesk + Support
Helpdesk only
Support only
None
0%
20%
40%
60%
80%
100%
N. America S. America Europe M. East & Africa Asia Pacific
Helpdesk + Support
Helpdesk only
Support only
None

Support MESA-11 functions
1
2
3
4
5
6
Res
ourc
e A
lloca
tion
&
Sta
tus
Ope
ratio
ns /
Det
ail
Sch
edul
ing
Dis
patc
hing
P
rodu
ctio
n U
nits
Doc
umen
t C
ontro
l
Dat
a C
olle
ctio
n /
Acq
uisi
tion
Labo
r M
anag
emen
t
Qua
lity
Man
agem
ent
Pro
cess
M
anag
emen
t
Mai
nten
ance
M
anag
emen
t
Pro
duct
Tr
acki
ng &
G
enea
logy
Per
form
ance
A
naly
sis 2001
2008
80 - 100%
60 - 80%
40 - 60%
20 - 40%
0 - 20%
1
2
3
4
5
6
Res
ourc
e A
lloca
tion
&
Sta
tus
Ope
ratio
ns /
Det
ail
Sch
edul
ing
Dis
patc
hing
P
rodu
ctio
n U
nits
Doc
umen
t C
ontro
l
Dat
a C
olle
ctio
n /
Acq
uisi
tion
Labo
r M
anag
emen
t
Qua
lity
Man
agem
ent
Pro
cess
M
anag
emen
t
Mai
nten
ance
M
anag
emen
t
Pro
duct
Tr
acki
ng &
G
enea
logy
Per
form
ance
A
naly
sis 2001
2008
80 - 100%
60 - 80%
40 - 60%
20 - 40%
0 - 20%

ANSI/ISA-95 Functional Model
MAINTENANCEOPERATIONS
MANAGEMENT
MAINTENANCEOPERATIONS
MANAGEMENT
QUALITYOPERATIONS
MANAGEMENT
QUALITYOPERATIONS
MANAGEMENT
PRODUCTIONOPERATIONS
MANAGEMENT
PRODUCTIONOPERATIONS
MANAGEMENT
INVENTORYOPERATIONS
MANAGEMENT
INVENTORYOPERATIONS
MANAGEMENT
INVENTORY OPERATIONS
MANAGEMENT
INVENTORY OPERATIONS
MANAGEMENT
Procurement(5.0)
Procurement(5.0)
ProductionScheduling
(2.0)
ProductionScheduling
(2.0)
Material andEnergy Control
(4.0)
Material andEnergy Control
(4.0)
ProductInventory
Control(7.0)
ProductInventory
Control(7.0)
Product CostAccounting
(8.0)
Product CostAccounting
(8.0)
QualityAssurance
(6.0)
QualityAssurance
(6.0)
ProductShipping Admin
(9.0)
ProductShipping Admin
(9.0)
OrderProcessing
(1.0)
OrderProcessing
(1.0)
ProductionControl
(3.0)
ProductionControl
(3.0)
MaintenanceManagement
(10.0)
MaintenanceManagement
(10.0)
Source: ANSI/ISA-95
ResearchDevelopment& Engineering
ResearchDevelopment& Engineering
Marketing& Sales
Marketing& Sales
MAINTENANCEOPERATIONS
MANAGEMENT
MAINTENANCEOPERATIONS
MANAGEMENT
QUALITYOPERATIONS
MANAGEMENT
QUALITYOPERATIONS
MANAGEMENT
PRODUCTIONOPERATIONS
MANAGEMENT
PRODUCTIONOPERATIONS
MANAGEMENT
INVENTORYOPERATIONS
MANAGEMENT
INVENTORYOPERATIONS
MANAGEMENT
INVENTORY OPERATIONS
MANAGEMENT
INVENTORY OPERATIONS
MANAGEMENT
Procurement(5.0)
Procurement(5.0)
ProductionScheduling
(2.0)
ProductionScheduling
(2.0)
Material andEnergy Control
(4.0)
Material andEnergy Control
(4.0)
ProductInventory
Control(7.0)
ProductInventory
Control(7.0)
Product CostAccounting
(8.0)
Product CostAccounting
(8.0)
QualityAssurance
(6.0)
QualityAssurance
(6.0)
ProductShipping Admin
(9.0)
ProductShipping Admin
(9.0)
OrderProcessing
(1.0)
OrderProcessing
(1.0)
ProductionControl
(3.0)
ProductionControl
(3.0)
MaintenanceManagement
(10.0)
MaintenanceManagement
(10.0)
Source: ANSI/ISA-95
ResearchDevelopment& Engineering
ResearchDevelopment& Engineering
Marketing& Sales
Marketing& Sales

Support ISA-95 Activities
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Def
initi
on M
ngt
Res
ourc
e M
ngt
Det
aile
d S
ched
ulin
g
Dis
patc
hing
Exe
cutio
n
Dat
a C
olle
ctio
n
Trac
king
Ana
lysi
s
Standard + ConfigurableProduction
Maintenance
Quality
Inventory
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Def
initi
on M
ngt
Res
ourc
e M
ngt
Det
aile
d S
ched
ulin
g
Dis
patc
hing
Exe
cutio
n
Dat
a C
olle
ctio
n
Trac
king
Ana
lysi
s
Standard + ConfigurableProduction
Maintenance
Quality
Inventory

Support and No Support
• Best supported Production activities.
• Support for the other activities increased more!
82%
52%
64% 59%
0%
20%
40%
60%
80%
100%
Production Maintenance Quality Inventory
Standard + Configurable
2006
2007
2008
82%
52%
64% 59%
0%
20%
40%
60%
80%
100%
Production Maintenance Quality Inventory
Standard + Configurable
2006
2007
2008
10%
33%
24%
33%
0%
20%
40%
60%
80%
100%
Production Maintenance Quality Inventory
No support
2006
2007
2008
10%
33%
24%
33%
0%
20%
40%
60%
80%
100%
Production Maintenance Quality Inventory
No support
2006
2007
2008
Consider Best-of-Breed for Maintenance, Quality
and Inventory ?

Mobile Solutions per MESA-11
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Res
our
ce A
lloca
tion
& S
tatu
s
Op
erat
ions
/ D
etai
l S
ched
ulin
g
Dis
pat
chin
g P
rod
uctio
n U
nits
Do
cum
ent C
ontr
ol
Dat
a C
olle
ctio
n /
Acq
uisi
tion
Labo
r Man
agem
ent
Qua
lity
Man
agem
ent
Pro
cess
M
anag
emen
t
Mai
nte
nan
ce
Man
agem
ent
Pro
duc
t Tra
ckin
g &
G
enea
logy
Per
form
ance
A
nal
ysis
20042005200620072008Exp.2009
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
Res
our
ce A
lloca
tion
& S
tatu
s
Op
erat
ions
/ D
etai
l S
ched
ulin
g
Dis
pat
chin
g P
rod
uctio
n U
nits
Do
cum
ent C
ontr
ol
Dat
a C
olle
ctio
n /
Acq
uisi
tion
Labo
r Man
agem
ent
Qua
lity
Man
agem
ent
Pro
cess
M
anag
emen
t
Mai
nte
nan
ce
Man
agem
ent
Pro
duc
t Tra
ckin
g &
G
enea
logy
Per
form
ance
A
nal
ysis
20042005200620072008Exp.2009
46%
53%65%
73%
62% 68%
0%
20%
40%
60%
80%
100%
2004 2005 2006 2007 2008 Expected 2009
46%
53%65%
73%
62% 68%
0%
20%
40%
60%
80%
100%
2004 2005 2006 2007 2008 Expected 2009
46%
53%65%
73% 76% 78%
0%
20%
40%
60%
80%
100%
2004 2005 2006 2007 2008* Exp.2009*

0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
ISO or CMM Own Quality System ISO, CMM or Own Certified or Assessed
Valid Certificate
200320042005200620072008
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
ISO or CMM Own Quality System ISO, CMM or Own Certified or Assessed
Valid Certificate
200320042005200620072008
Internal Quality System

Regulatory
63%57%
70%
50%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
deployed FDA developed GAMP 21 CFR Part 11 Compliant
Validation Dossier
2002
2005
2008
63%57%
70%
50%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
deployed FDA developed GAMP 21 CFR Part 11 Compliant
Validation Dossier
2002
2005
2008

Architecture
80%
62%
84%
22%
85% 85%
67%
0%
20%
40%
60%
80%
100%C
lient
/Ser
ver
Load
B
alan
cing
Dis
tribu
ted
Arc
hite
ctur
e
DN
A
Thin
Clie
nt
Web
bas
ed
arch
itect
ure*
SO
A
2002200320042005200620072008
80%
62%
84%
22%
85% 85%
67%
0%
20%
40%
60%
80%
100%C
lient
/Ser
ver
Load
B
alan
cing
Dis
tribu
ted
Arc
hite
ctur
e
DN
A
Thin
Clie
nt
Web
bas
ed
arch
itect
ure*
SO
A
2002200320042005200620072008

Agenda
• Introduction• Plant Floor Visibility
– Trends and Observations– Improve
• MES Products• Product Selection - best
practices• Conclusions

Awareness FeasibilitySpecification
& Selection
RealizationMaintenance
&Support
Staged Approach
Change Management
Technology & Architecture
Training & Documentation
Project Management
Validation Processes & Systems
Time
Impac
t

Specification and selection
• User Requirement Specification• Technical infrastructure• Vendor information (RFI)• Product and tool selection
Awareness FeasibilitySpecification
& Selection

Selection process
• Objectives: acceptance and active participation of all involved
• Convinced of:– selection of "sufficiently good" MES
product– transparency and validity of the
selection process itself
• Phases1. Determine shortlist2. Find the champion!
Long List
Short List
Final Selection
Phase 1
Phase 2
Long List
Short List
Final Selection
Phase 1
Phase 2

Focus &
Scoping
Knock Out&
Other Criteria
Get Info&
EvaluateOrganization Short
ListShortList
Determine shortlist
• Involvement– Management– "Process owners", key users– ICT department– Technical department,
engineering
• Organization– Small steering group– (Bigger) selection
group

Focus &
Scoping
Knock Out&
Other Criteria
Get Info&
EvaluateOrganization Short
ListShortList
Determine shortlist (2)
• Focus and scope– Company operating policy– Consistent and focused requirements

Focus &
Scoping
Knock Out&
Other Criteria
Get Info&
EvaluateOrganization Short
ListShortList
Determine shortlist (3)
– Proven focus and experience of the vendor
• production typology• industrial sector
– Availability of support– Suitability of MES product
– Support by product of• relevant main functions• specific processes/activities
– Preconfigured solutions– Regulatory compliance– Quality system vendor
• Knock-out criteria (according to end users)

Focus &
Scoping
Knock Out&
Other Criteria
Get Info&
EvaluateOrganization Short
ListShortList
Determine shortlist (3)
• Information and evaluation– Conferences, seminars, fairs– Literature– Associations, market organizations, e.g. MESA– Colleagues– Internet– Report "MES Product Survey"

Vendor Meetings
FinalEvaluation:Selection
PrepareRequirements
Document
MESProductMES
Product
Find the champion!
• Requirements document– Objectives for MES implementation– Business processes within scope– Required functionality– Interfaces with other systems– Few relevant (open) questions– Specific test case (small)
How does the vendor commit to
your success!
How does the vendor commit to
your success!

"Open" Questions
• How does the vendor propose to support your business processes with his product in order to achieve the objectives?
• What methodology does the vendor use for executing the project successfully?
• What software modules does the vendor propose to use? What infrastructure and hardware will be needed? How will the interfaces with other systems be realized?
• What is a realistic plan and are there specific issues to take into account, e.g. availability of manufacturer’s employees?
• What are the cost estimates for the implementation with (at least) a breakdown of hardware, software licenses and services?
• What is the vendor’s vision and policy towards future developments, both functionally and technically?

Vendor Meetings
FinalEvaluation:Selection
PrepareRequirements
Document
MESProductMES
Product
Find the champion!
• Meeting with Vendor– Does the vendor understand your needs– Is the vendor (or integrator) capable to implement succesfully?– Viability of the partnership
• vision, cooperation, financial– Roles and responsibilities– Who is involved directly - organizations and individuals– Reference visits

Vendor Meetings
FinalEvaluation:Selection
PrepareRequirements
Document
MESProductMES
Product
Find the champion!
• Final choice (ranking)– Functional:
• does the MES product fit to demands?– Technical:
• sufficiently reliable• does it fit to company's strategy and policies
– Financial– Cultural

Agenda
• Introduction• Plant Floor Visibility
– Trends and Observations– Improve
• MES Products• Product Selection - best
practices• Conclusions

The difference ...
Black-box versus "glass" factory• High feedback speed• Clear link between corporate strategy and
manufacturing activities• Knowing the metrics• Focus at important aspects• Use of appropriate tools (MES, dashboards, ...)
Plant floor visibility• Delivers by far more improvement and profit / ROI• Separates the winners from the rest!

Closing remarks
• "No idea!" - deadly answer?
• Companies knowing their shortcomings best, improve most!
• Metrics matter!
• Technology is enabler• It is all about people !


















