ITI Code ITI Name ITI Category Address State District Phone ...
Upload
sneha-rachel-philipCategory
view
94download
0
Report of Industrial Training at ITI Bangalore 2012
About the Company:
India’s first Public Sector Unit (PSU) - ITI Ltd was established in 1948. Ever since, as a
pioneering venture in the field of telecommunications, it has contributed to 50% of the present
national telecom network. With state-of-the-art manufacturing facilities spread across six
locations and a countrywide network of marketing/service outlets, the company offers a
complete range of telecom products and total solutions covering the whole spectrum of
Switching, Transmission, Access and Subscriber Premises equipment. ITI joined the league of
world class vendors of Global System for Mobile (GSM) technology with the inauguration of
mobile equipment manufacturing facilities at its Mankapur and Rae Bareli Plants in 2005-06.
This ushered in a new era of indigenous mobile equipment production in the country. These two
facilities supply more than nine million lines per annum to both domestic as well as export
markets.
The company is consolidating its diversification into Information and Communication
Technology (ICT) to hone its competitive edge in the convergence market by deploying its rich
telecom expertise and vast infrastructure. Network Management Systems, Encryption and
Networking Solutions for Internet Connectivity are some of the major initiatives taken by the
company.
Secure communications is the company's forte with a proven record of engineering strategic
communication networks for India's Defence forces. Extensive in-house R&D work is devoted
towards specialized areas of Encryption, NMS, IT and Access products to provide complete
customized solutions to various customers.
ECE Dept, GEC, Thrissur Page 1

Report of Industrial Training at ITI Bangalore 2012
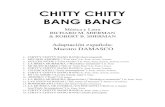
Share of ITI to National Telecom Network 1948-2008
Fig 1: Share of ITI to National Telecom
Highlights
Telecom pioneers in India
Contributed 50% to the existing
national telecom network.
High impact turnkey specialist
Dependable Integrated Logistics
Support (ILS)
Strong in-house R&D
Multi-locational state-of-the-art
electronic assembly & component
manufacturing facilities accredited
with ISO 9001:2000
Multi-locational ISO 14001:2004
Environmental Management System
certified plants.
First Indian company to manufacture
BTS & other infra products for GSM
/ WiMAX
ECE Dept, GEC, Thrissur Page 2

Report of Industrial Training at ITI Bangalore 2012
Infrastructure & Facility
Infrastructure
Inhouse Research & Development
Network System Unit capable of undertaking turnkey jobs
Self contained component evaluation centre
Fully automated assembly lines
In circuit tester (ICT)
Modern Chemical, Metallurgical Labs
Mechanical fabrication/Machine shops with modern CNC machines
Moulding & Die casting
Full fledged state of the art tool rooms
SMT (Surface mount technology)
Environmental testing
Component approval center approved by BSNL
Facilities
PCB manufacturing facilities
Mechanical Fabrication / Machine Shop with modern CNC machines and Finishing shop
Card assembly and Testing including Incircuit tester
SMT Line
Plastic Injection Technology
Through-Hole Component Assembly
Manufacturing facilities for Mechanical items
Fabrication of Towers and Shelters for GSM
ECE Dept, GEC, Thrissur Page 3

Report of Industrial Training at ITI Bangalore 2012
Other features
Countrywide marketing and customer care centers
In-house R&D for absorption of technology, indigenous development of products for in-house
manufacturing
RESOURCES : Dedicated Network Systems Unit (Bangalore, New Delhi, Kolkata, Bhopal,
Ambala) . State-of-the-art Manufacturing Plants (Bangalore, Mankapur, Rae Bareli, Naini,
Palakkad, Srinagar) . R&D Centre
SMPS : Fabrication of 100 A - 150A Power Plants with 25A base Module for GSM . Fabrication
of 200A-3000A' Power Plants with 100A base Modules for telecom installation
PRODUCTS: Cellular Mobile Infrastructure-GSM, WLL-CDMA
Switching-OCB-283, ISDN EPABX, IP-TAX, SSTP . Transmission- Satellite, Optical,
Microwave, VHF /UHF. Broadband Equipment-ADSL, Wi-MAX, G-PON, EDW AS . Customer
Premises Equipment-IFWT, ADSL Modem, CLI Phones. GSM-FCT (Fixed Cellular
Telephone),; Wi-MAX CPE
SERVICES : Systems Integration - Telecom, IT . Shared Hub V -SAT Services . Customer Care
Service . Installation & Commissioning of Telecom Equipment like GSM, CDMA, MLLN,
Microwave, Optical Fiber, etc. . Pre-warranty & Post-warranty maintenance services for all
Products/Projects . Services for all products/projects : . Enterprise businesses like Data Centers
etc
ECE Dept, GEC, Thrissur Page 4

Report of Industrial Training at ITI Bangalore 2012
In ITI we were allowed to have inplant training in four major sections. They are:
TDP (Telephone Defense Products)
SAP (Switching and Access Products)
R&D (Research & Development)
IT (Information Technology)
1. TDP (Telephone Defence Products)
The TDP section in ITI mainly deals with the manufacturing of telephone and related equipments
for communication and defence purposes. A demonstration of various telephones and
multiplexing equipments in defence area was given to us.
PCM MUX
PCM MUX multiplexes signals and controls different voice channels or data channels
using different cards. Mainly there are three types of cards embedded in the PCM MUX. These
are:
1. Voice/Data cards
2. Signaling cards
3. Power cards
Each voice card can handle 6 channels. Totals 30 channels are handled. So there are 5 voice
cards in total. This was the earlier configuration. Each signaling card can handle 3 channels.
Power cards handle the distribution of -48V to inputs. Outputs are taken through Motherboard. In
addition to these cards, we have an MDX card (MUX and DMUX) which is optional, CTRL card
which is the heart of MUX for generating alarms and controlling signaling. There are some
extension cards also for taking outputs. Outputs are taken through a tag block.
ECE Dept, GEC, Thrissur Page 5

Report of Industrial Training at ITI Bangalore 2012
The different alarms are used for:
1. LOS (Loss of Signals)
2. A1S (All 1’s)
3. SYS (Synchronization)
4. FEF (Fore End Failure)
5. Errors (Some error indication)
6. CEN (Correction Enable)
7. BSY or Normal (Indicates busy)
Now these cards are used as data cards for ATM data transfer. It is the cheapest way of data
transfer. Each data card can handle 6 channels or 6 ATM’s. Data transfer is bi-directional. In
ATM data transfer, in every 250ms, data from ATM’s are transferred to local exchanges and
from there to Bombay exchange. From there data is updated and sent back. If MDX is not used, a
cost difference of 23,000 will occur.
Data cards have discrete components which are mounted manually. The required components are
distributed from main store to sub stores. From there assembling is done. Then it goes to
soldering section. During these procedures the card will undergo number of inspections
manually. Then the card is subjected to testing The card is checked to see whether it can with
stand high temperatures. For this the card is kept at 50oC for 72 hours. Similarly the card is
checked under extreme temperature conditions from -20 oC to 75 oC. If the card fails to work
under these conditions then it will fail these testing, and only those cards which can withstand
these worse conditions will pass the test and was further proceeded to final fabrication steps. The
cards are also checked for some parameters like gain, QD tone, impedance, cross talk etc. For
data cards only gain and QD tone needs to be checked. These parameters are checked for each
transmit and receive channels and after checking, the number is increased in the display. If
failure is detected, the checking stops at that channels number. There is a reverse protection
circuitry which protects the system in case the power supply connection is reversed.
ECE Dept, GEC, Thrissur Page 6

Report of Industrial Training at ITI Bangalore 2012
Assembling section: Here the components are assembled and soldering of some components is
done. A form is given to each person engaged in assembling who enters the card number of all
the cards which they are assembling. The card is then sent for soldering, then to the inspection
section. During inspection if any mistake is identified, the card is again sent back to the same
person who assembled that card.
Soldering: Soldering is done in a big chamber. First assembled cards are mounted on racks and
then passed through the chamber via a belt. In the chamber solid flux and lead are melted . As
the cards move, initially the melted flux touches the components leads. Then the melted lead
touches the component lead and soldering takes place. Pipes are present to take away the exhaust
gases. After soldering, the cards are sent for testing for shorts, shorts are rectified and then sent
for inspection.
Telephones Section: The two basic needs in telephone or voice communication is, first to alert
the person about a call, and secondly, a provision to speak.
In 1876, Graham Bell invented the first telephone. The first telephone was a magneto telephone
which supported only one to one communication. It had a 3-wired hand generator which is
rotated to give a ring to indicate that a call is coming from a specified person. As soon as the
hand set is picked, communication is established. It can establish communication over 40 Kms.
Such telephones are seen in railway stations. This telephone could be modified as one to many
and also distance over which the communication can be established could be improved.
Next came the central battery system. Battery means number of telephones centrally connected.
This was a manually operated exchange. So if a person wants to dial to another person, the
connection is established by an operator. So the main drawback was that there is no secrecy in
communication. Also it takes a lot of time and chances or error is more since accuracy depends
on the operators. This telephone was a luxury item.
Next came automatic telephones and automatic exchange without man operator. These are
electromechanical telephones with rotary dials. In mechanical type, we have pulse mode of dial.
In this we have a pulse spring and shunt spring. If we dial a number, for example if we dial 5,
pulse spring will vibrate for 5 times. Shunt spring is to avoid continuous transmission of pulses
ECE Dept, GEC, Thrissur Page 7

Report of Industrial Training at ITI Bangalore 2012
for the adjacent two numbers; i.e. to differentiate between the pulses for two numbers dialed one
after the other.
Fig 2: Rotary dial rear view
For this pulse mode of dialing, we have some parameters
These are:
1. Dial speed (10 pulse per second ±0.5% tolerance)
2. Make/Break ratio (1.6 to 2.3)
3. IDP (Inter Digit Pass, i.e. time gap-800ms ± 10% tolerance
4. Blocking resistance (more than 100 Kῼ)
This is implemented using the Strowger system. Strowger exchange is an electromechanical
exchange. It has a group selector and a final selector as shown in the figure. When we dial a
number say 256, 2 is selected by the group selector and 5 and 6 by the final selector. There are
some drawbacks for this system also. After so many calls, the spring gets very weak. This may
lead to wrong calls. Also during winter season, cable gets wet and cross talks comes. Also it
requires more space, maintenance is difficult and also mechanical faults in exchanges will be
there. The block diagram of strowger exchange has been shown in figure.
ECE Dept, GEC, Thrissur Page 8

Report of Industrial Training at ITI Bangalore 2012
N Called Party
1
Lamp Bank (If any fault occur, corresponding lamp will glow)
Calling Party
Fig 3: Block Diagram of Strowger exchange
ECE Dept, GEC, Thrissur Page 9
Group Selector
Group Selector
Group Selector
Final Selector
Group Selector
Uniselector

Report of Industrial Training at ITI Bangalore 2012
Later these electromechanical telephones and exchanges are replaced by electronic telephones
and exchanges. Here push button key pad comes, but system of dial is pulse only, but instead of
make and break of pulses, we have on and off. Parameters are same, but pulse mode is replaced
by DTMF (Dual Tone Multi Frequency). In DTMF, each number has two frequencies as shown
in the table. All rows are low signal/sound level. All columns are higher signal/sound levels.
Telephone analysis: Here the telephone is checked for the correctness of all its parameters
mentioned earlier. First it checks for pulse mode. All the parameter values will be shown. If
these values are correct, 00 is pressed which indicates O.K. We can convert to tone mode by
pressing “*”. Ringing is checked by a software program. It checks for input (75V, 25Hz) and
output (85 dB).
Products: The factory started in 1948 in tie up with BSNL. Till few years back ITI and BSNL
had good manufacture and service provider relationship. But in late 90s the situation changed.
Since high quality ITI telephones are a bit costlier, BSNL refused to afford such high price, and
ITI cannot reduce price since the manufacturing include high quality production and testing
procedures, which will automatically give way to high product price. So now the work is done
only for defense. Defense looks only for quality. Even now, ITI is bearing a loss of 2 corers per
day. Defense telephones are thoroughly checked for its capability to withstand all adverse
conditions like temperature (-20oC to +70oC), water proof (3 hours in water, no problem), dust
proof and vibration proof.
In short, at present ITI is producing only 5B telephone or field telephone, which is wireless,
radio frequency telephone and defense landline telephone or field landline telephone. R&D
developed a new telephone with all these features in one single telephone. It works as one to one,
wireless, landline etc. with a mode selector, and working on push button. This was developed by
Mr. Vijay from R&D. This was a very useful telephone, but this plan was hacked and sold to
some other private companies who later on started manufacturing such telephones. So ITI had to
stop its production even before starting.
ECE Dept, GEC, Thrissur Page 10

Report of Industrial Training at ITI Bangalore 2012
2. SAP (Switching Access Products)
GSM equipment manufacturing infrastructure
SMT Lines
With 50-60K cph capacity, Pick & Place facility, screen printer, retlow oven
and CAD software
Wave Soldering Machines
Press Fit Connector Fixing Machine
Testing Equipment
Complete range of Testers with dedicated Test Benches for
Cards/Modules/System Testing, In circuit Tester
SMT (Surface Mounting Technology): Surface mount technology (SMT) is a method for
constructing electronic circuits in which the components (surface-mounted components/SMCs)
are mounted directly onto the surface of printed circuit boards (PCBs). An electronic device so
made is called a surface mount device (SMD). In the industry it has largely replaced the through
hole technology construction method of fitting components with wire leads into holes in the
circuit board.
An SMT component is usually smaller than its through-hole counterpart because it has either
smaller leads or no leads at all. It may have short pins or leads of various styles, flat contacts, a
matrix of solder balls (BGAs), or terminations on the body of the component.
This section uses automation for the assembling of PCBs. Some big components are mounted on
PCB using this automation technique. A number of machines are used in this process. One such
complete process is called an SMT line. Soldering is done on the surface in this process. Wave
soldering is done finally.
ECE Dept, GEC, Thrissur Page 11

Report of Industrial Training at ITI Bangalore 2012
Most of the machines are from FUJI, Japan. The software used is Unicap. The inputs to the SMT
section are CAD data and BOM (Bill of Material). Throughout the line there are sensors so that
until one process is completed new one will not come. The entire process is described below:
A loader loads the PCB to the SMT line. First machine puts a solder paste on the PCB. A stencil
(EKRA stencil printerA German company) is used for this. For each PCB assembling,
separate stencil is required. This machine has an integrated PC with it. Second machine is a glue
dispenser (FUJI make glue dispenser). This is done to avoid remelting of solder. Third machine
(FUJI make chip shooter) feeds different components to the PCB using a feeder through a nozzle
by rotation. Fourth machine (IC placer FIP3) places higher size components. Fifth machine has
integrated system, using which it just inspects the assembled machine. Sixth machine has oven.
Until here, the card will be wet. From this machine, melting and soldering is done. Produced
gases are exhausted. An unloader unloads the PCB from the SMT line.
After the SMT process, manual inspection is done. Rework is very difficult in case of any fault.
Rework is done in rework machine. There are many methods for feeding the components in an
SMT line. IC’s are placed in anti-static stick. There are electro mechanic feeders, vibrator
feeders, mechanical feeders etc.
There is a pre-baking oven for baking the PCBs before feeding them to the line to remove the
moisture.
Manufacturing defects of PCBs from SMT are rectified using software. Using this software, the
PCB is tested. A board with same slots as that of PCB is matched with PCB and cross checked.
Actual value and expected value is got as the output. For some cards we use CRO for testing.
Kitting: This section provides the different components required for SMT section. For proper
mounting of the components, they have to be properly cut, the pins have to be appropriately bent
etc. There are two types of forming for the components, kink and straight. Kink formation is
done to place the component at a particular height. There is a vibration machine to cut transistor.
Also there are different machines for kink formation of IC, for cutting capacitors etc.
ECE Dept, GEC, Thrissur Page 12

Report of Industrial Training at ITI Bangalore 2012
Telecommunication Networks are Constantly Changing. The rapid growth of the digital
network, Mobile Network and Intelligent Network and the proliferation of new services being constantly
offered to subscriber mean that equipment must be continuously adapted to new requirements. All the
new switching systems are based on stored program control concept. The call processing programmes are
distributed over different control organs of the system and are stored in ROM/RAM of the units processor
in the control units by using the programme and data stored in unit ROM/RAM process and handle calls.
Handling or processing a call means to ultimately establish a connection in between incoming and
outgoing ends. Depending on the system the name and architecture of control units and switch may
change but basic criterion for switching more or less remains same. The ALCATEL 1000e10 exchange
also known by its other name OCB283 is designed to cater for evolving networks and the need to
rationalize equipment operation. Its modular architecture means that new services can be added and
processing capacity can be increased without interrupting operation of the exchange. OCB 283 is a digital
switching system which supports a variety of communication needs like basic telephony, ISDN, interface
to mobile communication, data communication etc. This system has been developed by ALCATEL of
France and therefore has many similarities to its predecessor e-10. The first OCB283 exchange of R11
version came to India in 1993. at present R23 and R24 are also being supplied. The basic architecture
remaining same, more facilities to subscriber and administration are supported by later versions.
The telephone exchange section in SAP department has two portions: OCB and
CSN (Numerical Satellite Concentrater) which works as base station and MSC (Mobile
Switching Centre). These handles three functions: call handling, alarm management and billing.
CSN has control cards, alarms etc. In CSN, if load increases, logic changes. At backside of CSN
some capacitors are given, so that if some lightning comes, these capacitors burns and protect the
card.
Surface-mount technology (SMT) is a method for constructing electronic circuits in which the
components are mounted directly onto the surface of printed circuit boards (PCBs). An electronic
ECE Dept, GEC, Thrissur Page 13

Report of Industrial Training at ITI Bangalore 2012
device so made is called a surface-mount device (SMD). In the industry it has largely replaced
the through-hole technology construction method of fitting components with wire leads into
holes in the circuit board. Both technologies can be used on the same board for components not
suited to surface mounting such as transformers and heat-sinked power semiconductors.
An SMT component is usually smaller than its through-hole counterpart because it has either
smaller leads or no leads at all. It may have short pins or leads of various styles, flat contacts, a
matrix of solder balls (BGAs), or terminations on the body of the component.
Assembly techniques
Where components are to be placed, the printed circuit board normally has flat, usually tin-lead,
silver, or gold plated copper pads without holes, called solder pads. Solder paste, a sticky
mixture of flux and tiny solder particles, is first applied to all the solder pads with a stainless
steel or nickel stencil using a screen printing process. It can also be applied by a jet-printing
mechanism, similar to an inkjet printer. After pasting, the boards then proceed to the pick-and-
place machines, where they are placed on a conveyor belt. The components to be placed on the
boards are usually delivered to the production line in either paper/plastic tapes wound on reels or
plastic tubes. Some large integrated circuits are delivered in static-free trays. Numerical control
pick-and-place machines remove the parts from the tapes, tubes or trays and place them on the
PCB.
The boards are then conveyed into the reflow soldering oven. They first enter a pre-heat zone,
where the temperature of the board and all the components is gradually, uniformly raised. The
boards then enter a zone where the temperature is high enough to melt the solder particles in the
solder paste, bonding the component leads to the pads on the circuit board. The surface tension
of the molten solder helps keep the components in place, and if the solder pad geometries are
correctly designed, surface tension automatically aligns the components on their pads. There are
a number of techniques for reflowing solder. One is to use infrared lamps; this is called infrared
reflow. Another is to use a hot gas convection. If the circuit board is double-sided then this
printing, placement, reflow process may be repeated using either solder paste or glue to hold the
ECE Dept, GEC, Thrissur Page 14

Report of Industrial Training at ITI Bangalore 2012
components in place. If glue is used then the parts must be soldered later using a wave soldering
process.
After soldering, the boards may be washed to remove flux residues and any stray solder balls that
could short out closely spaced component leads. Rosin flux is removed with fluorocarbon
solvents, high flash point hydrocarbon solvents, or low flash solvents e.g. limonene (derived
from orange peels) which require extra rinsing or drying cycles. Water soluble fluxes are
removed with deionised water and detergent, followed by an air blast to quickly remove residual
water
Finally, the boards are visually inspected for missing or misaligned components and solder
bridging. If needed, they are sent to a rework station where a human operator repairs any errors.
They are then usually sent to the testing stations to verify that they operate correctly
ECE Dept, GEC, Thrissur Page 15

Report of Industrial Training at ITI Bangalore 2012
OCB ARCHITECTURE
CSNL
CSNP
CSED
ckts TMP
TMN
AL
ECE Dept, GEC, Thrissur Page 16
SMA
smx
MCX
SMC
MIS
SMM
MAS
SMT
SST

Report of Industrial Training at ITI Bangalore 2012
OMC
Fig 4 : OCB Architecture
Fig5: OCB Network
Testing: This section tests the different cards for detecting and rectifying the faults. Testing is
done for VCC and ground. In-circuit test is done. Punch through holes has to be tested. Using
programs subscriber cards, logical cards and power supply cards are tested.
Burning Chamber: Tested cards are put here. Cards should work up to 50oC. So burning
chamber is kept at 55oC. Cards are kept here for 72 hours continuously. Testing is also done for
ECE Dept, GEC, Thrissur Page 17

Report of Industrial Training at ITI Bangalore 2012
checking whether solder melts and card fails at high temperature. Cards from burning section are
assembled in the rack integration section.
One year warranty is given for cards. Faulty card will be cross checked with card data like call
details, circuit diagram, positioning, values etc; for all these charts will be provided. Circuit level
and component level details are there. 15 days repairing time will be given for each card.
3. R&D (Research and Development)
Research and Development division is located at Bangalore.
In-house R & D Core Strengths
NMS
o Elemental as well as Umbrella
Optical
o STM Interfaces
o O/E & E/O Converters
o 2/34 Mbps Optimux
Encryption equipment
o Encryption equipment for Voice / Data for Bit Rates of 16 kbps/ 64 kbps
o E1, E3, STM-I, STM-4 & STM-16 for various media -wired & wireless
o Voice/Data/Fax Encryptor
o IP Encryptor
Satellite
o IDR (Intermediate Data Range) Systems
o Ku Band Satellite Systems
Wireless
ECE Dept, GEC, Thrissur Page 18

Report of Industrial Training at ITI Bangalore 2012
o WISS SVBF (Wireless Siren System with Simultaneous Voice Broadcast)
o Microwave Equipment 8 GHz E1/STM-1 Radio
Digital Access Products
o 30 Ch1 PCM, MIL PCM MUX
o Programmable MUX
o Protocol Converters
Consumer Premises Equipment
o CLIP (Calling Line Identification Presentation) telephone for Navy
o 5B & 5C telephone sets for Defence forces
o Sound Powered telephone
System Engineering
o Network Planning and Design
o Mobile Communication Vehicles
o Ruggedisation
RELIABILITY ENGINEERING
Reliability engineering is an engineering field that deals with the study, evaluation, and life-cycle
management of reliability: the ability of a system or component to perform its required functions
under stated conditions for a specified period of time. Reliability engineering is a sub-discipline
within systems engineering. Reliability is often measured as probability of failure, frequency of
failures, or in terms of availability, a probability derived from reliability and maintainability.
Maintainability and maintenance are often important parts of reliability engineering.
Reliability engineering is closely related to safety engineering, in that they use common methods
for their analysis and may require input from each other. Reliability engineering focuses on costs
of failure caused by system downtime, cost of spares, repair equipment, personnel and cost of
warranty claims.
ECE Dept, GEC, Thrissur Page 19

Report of Industrial Training at ITI Bangalore 2012
Important Aspects of Reliability Engineering
1. Current knowledge of predictive, analytical, and compliance technologies, and the ability to
apply these techniques to add value to the firm.
2. The adaptation and application of concepts such as TPM and RCM.
3. The development and implementation of a proactive M&R plan(s) to eliminate maintenance
requirements, minimize the use and costs of reactive maintenance
4. The ability to lead or technically support multidisciplinary teams.
5. During design, advises other engineers on reliability (prediction) for their systems and tactics
to improve reliability such as redundancy, parts derating, failure mode etc
Wireless Lab: In wired connection usually, connectivity in a single exchange is two-wired.
Exchange to exchange connectivity is through Optical Fiber Cable (OFC) or copper. One OFC
can accommodate many trunk lines. Different standards like, E1, E3 etc are used. The R&D
section has a wireless lab where some of the wireless projects are developed. Here they develop
wireless connectivity for both voice and data network.
In wireless connectivity each station has a transmitter and receiver, modulator and demodulator.
Digital modulation takes place. At base station, omni-directional antennas are used. From base
station to mobile switching centre, point to point communication is established. So here
microwave antennas are used. The immediate interface in wireless communication is a MUX.
MUX is connected to digital modem and digital modem to an outdoor unit. Everything is
ECE Dept, GEC, Thrissur Page 20

Report of Industrial Training at ITI Bangalore 2012
programmed. The connection from digital modem to outdoor unit is through coaxial cable. This
cable is multiplexed for voltage, power, data etc.
Terminal equipment development: This section develops wired terminal equipment. A
terminal equipment (telephone) has 3 IC’s; Ringer IC, Speech IC and a Dialer IC.
Without connection a phone is a dummy. During connection, a sinusoidal waveform is fed from
the exchange (75V rms and 25 Hz). This is given to the ringer IC. This turns on the buzzer and
ringing starts. A telephone has two states: on hook (hand set on phone) and off hook (hand set
lifted). When lifted, speech IC turns on. Transducers are present at mic and loudspeaker. These
use DSP algorithm.A dialer IC is to dial outgoing calls. For this there are two methods: Decadic
pulsing and DTMF. In decadic pulsing, two pulses are present with an ON time of 66ms and
OFF time of 33ms. 10 such pulses represent a 0. To represent 1, one such pulse is transmitted,
for 2, two such pulses are transmitted. In DTMF, low and high frequencies are combined. When
a number say 5 is pressed, dialer IC takes the two frequencies corresponding to that number, and
transmit its output.This is the basic telephone working.
Fig 6: Pulse Tone
ECE Dept, GEC, Thrissur Page 21

Report of Industrial Training at ITI Bangalore 2012
Fig 7: DTMF Tones
Some additional circuits incorporated to the telephone are LCD to display the numbers, E2PROM
as memory, microcontroller which provides phonebook for incoming calls.
Access Products: These are designed for railways. Both voice and data cards are used here.
There is one central card which supplies input to all other cards. For transmission four E1
streams of data are used. A bidirectional internal clock is used. The mother board jacks all the
cards. The power supply unit converts -48V to 5V. Each card has 64 Kbps baud rate. If baud rate
is low, we have data low speed cards. Two standards are used, E and T standard. We follow E1
standard which provides 2MB data transmission. E1 itself has two series: PCM 30 and PCM 31.
We follow PCM 31. It has 30 time slots, 16th time slot is for signaling, remaining for voice or
data transmission. 5V for IC loading and -48V for voice cards is required. Only at -48V we get
clear speech. For hotline communication, the ringer is kept inside the card itself. The
programming is done in embedded C. FPGA is used. FPGA loading requires 2.5V and 3.2V.
Regulator converts 5V to 2.5V and 3.2V. Voice sub cards have signaling and communication in
the same direction. Voice E and M cards have these in different directions. Control cards
controls the signaling and communication. All control cards have LEDs for indicating proper
connection between transmit and receive cards.
ECE Dept, GEC, Thrissur Page 22

Report of Industrial Training at ITI Bangalore 2012
The connectivity used is serial (RS-232). They use master and slave communication. Master
controls all slaves. So all control and monitoring can be done from the master station. Master can
be identified from an 8-pin dip switch. The selection is in binary form. If the first two switches
are up, then the system is the 3rd system. We can have conference communication through this
system. We can have conference communication through hot line communication (one to one)
also.
The Programmable Multiplexer equipment (DE102174/A2) is a primary rate multiplexer with
Drop / Insert facility. This equipment multiplexes 30 analog (Voice) and / or data channels to
2048 kbps ITU-T compatible G. 704 digital stream on send side and on receive side. It de-
multiplexes ITU-T compatible 2048 kbps ports (P1, P2, P3 and P4) each for send and receive
directions. It is possible to drop / insert between any channel from 2Mb ports. This equipment
has the facility of ¾ party conferencing between any combination of ports P1 or P2. The
equipment can be used either as a terminal Multiplexer or as a drop / insert Multiplexer in
tandem on a 2MB stream on digital transmission media.
Mechanical Details:
The equipment is housed in Standard 19” subrack & the Terminations with RJ-45 connectors are
provided in the front panel of Interface cards and standard 5 meter cable is provided for
termination on to MDF.
The mechanical dimension of the subrack is approximately L 480mm x D 340mm.
This product meets the specification of RDSO Railways IRS: TC 68 / 2004, Ammendment 1
POWER SUPPLY:
The equipment operates on -48V DC (-36V to -72V). Redundant power supply units are
equipped. Power Consumption of system is less than 60W with all 30 channels loaded & Max.
Power Supply capacity is 96 Watts.
ECE Dept, GEC, Thrissur Page 23

Report of Industrial Training at ITI Bangalore 2012
SWITCHED MODE POWER SUPPLY
A switched-mode power supply (switching-mode power supply, SMPS, or switcher) is an
electronic power supply that incorporates a switching regulator to convert electrical power
efficiently. Like other power supplies, an SMPS transfers power from a source, like mains
power, to a load, such as a personal computer, while converting voltage and current
characteristics. An SMPS is usually employed to efficiently provide a regulated output voltage,
typically at a level different from the input voltage.
Unlike a linear power supply, the pass transistor of a switching-mode supply continually
switches between low-dissipation, full-on and full-off states, and spends very little time in the
high dissipation transitions (which minimizes wasted energy). Ideally, a switched-mode power
supply dissipates no power. Voltage regulation is achieved by varying the ratio of on-to-off time.
In contrast, a linear power supply regulates the output voltage by continually dissipating power
in the pass transistor. This higher power conversion efficiency is an important advantage of a
switched-mode power supply.
Theory of operation
Block diagram of a mains operated AC/DC SMPS with output voltage regulation
ECE Dept, GEC, Thrissur Page 24

Report of Industrial Training at ITI Bangalore 2012
Rectifier Stage
If the SMPS has an AC input, then the first stage is to convert the input to DC. This is called
rectification. The rectifier circuit can be configured as a voltage doubler by the addition of a
switch operated either manually or automatically.The rectifier produces an unregulated DC
voltage which is then sent to a large filter capacitor. The current drawn from the mains supply by
this rectifier circuit occurs in short pulses around the AC voltage peaks. An SMPS designed for
AC input can often be run from a DC supply (for 230 V AC this would be 330 V DC), as the DC
passes through the rectifier stage unchanged. If an input range switch is used, the rectifier stage
is usually configured to operate as a voltage doubler when operating on the low voltage (~120 V
AC) range and as a straight rectifier when operating on the high voltage (~240 V AC) range
Inverter stage
The inverter stage converts DC, directly from the input or from the rectifier stage, to AC by
running it through a power oscillator, whose output transformer is very small with few windings
at a frequency of tens or hundreds of kilohertz. The frequency is usually chosen to be above
20 kHz, to make it inaudible to humans. The switching is implemented as a multistage (to
achieve high gain) MOSFET amplifier
Voltage converter and output rectifier
If the output is required to be isolated from the input, as is usually the case in mains power
supplies, the inverted AC is used to drive the primary winding of a high-frequency transformer.
This converts the voltage up or down to the required output level on its secondary winding. The
output transformer serves this purpose.
If a DC output is required, the AC output from the transformer is rectified. The rectified output is
then smoothed by a filter consisting of inductors and capacitors. For higher switching
frequencies, components with lower capacitance and inductance are needed.
Regulation
ECE Dept, GEC, Thrissur Page 25

Report of Industrial Training at ITI Bangalore 2012
A feedback circuit monitors the output voltage and compares it with a reference voltage, which
shown in the block diagram serves this purpose. Depending on design/safety requirements, the
controller may contain an isolation mechanism (such as opto-couplers) to isolate it from the DC
output. Open-loop regulators do not have a feedback circuit. Instead, they rely on feeding a
constant voltage to the input of the transformer or inductor, and assume that the output will be
correct.
DSP: This section concentrates on terminal end secrecy device (TESD) project. I.e. in defence, if
encoding is not provided, then communication can be tapped. So security is provided at the
terminal ends. For this TESD boxes are kept at both the terminals. All the calls, first go to the
TESD box, from there encryption or decryption takes place and then goes to the terminal. VHDL
is used for this. There, ICs for loading data from PC for encryption and decryption. Call first
comes to transmit IC, then to encryption IC.
CAD/PCB Design: This section designs the PCB where different components are mounted. The
PCB is designed with the help of CAD star software using the schematic diagram and a bill of
material (BOM) given by other sections. First the circuit is created using this software and then it
is transferred to the PCB. For this there are mainly three libraries: symbol library (gives symbol
detail of each component), component library (gives the physical details of the component) and
path library (mapping file between symbol and component library i.e. which pin to which
number).
A draft is given to PCB section which shows the placement of different components and front
panel positions. After placement of the components, using route editor actual routing is done. If
some “short” comes in the routing due to the circuit complexity, then another layer is designed
and connections between the first and second layers are made by putting some holes. Like this
any number of layers can be designed. Some colors are also given to indicate different layers. In
a two layer card blue color is the first layer or top layer and red color is the second layer or
bottom layer. Some thermal paddings are also given for giving VCC through openings. There are
some other types of components called SM or surface mount components. These are those
components for which positioning and placement of the components are done on the same side.
In the designing of PCB such components are also considered. The writings and markings on the
ECE Dept, GEC, Thrissur Page 26

Report of Industrial Training at ITI Bangalore 2012
schematic diagram is also made on the PCB by screen printing or legend printing on the card.
This design is then film plotted on a film. This film is given to the chemical lab where
fabrication is done.
Chemical Lab: From PCB section films are supplied to this section as inputs. There are three
types of PCB’s: single side PCB, double side PCB and multi layer PCB. The type of PCB to be
fabricated is to be decided. Then the base material (insulation material) is to be selected. Three
types of base materials are there: paper epoxy, glass epoxy and teflon epoxy. On this insulation
material, they clad the copper foil on both sides. This is then called as copper clad laminate. For
telecommunication, glass epoxy copper clad terminate is used. For radar and satellite Teflon is
used. The different steps in the fabrication of double sided PCB’s are given below:
1. Copper clad cut to size (with 1 inch extra for handling purpose)
2. CNC (Computerized Numerically Controlled) drilling: The holes are drilled by the CNC
drilling machine. This is controlled by coordinate axes.
3. Cleaning
4. Plated Through Hole (PTH) process: In this step conductivity in the holes are given, i.e. fill
the holes and coat the whole thing with metal. This is done by using some chemicals without
electricity (electro less process)
5. Lamination: The entire film is covered to protect the outer layers without any air gaps using
some photosensitive film (vacuum less process).
6. Align and expose circuit: The film from PCB section is exposed on the PCB using UV light.
The film has two colors; black and transparent. UV light passes only through the transparent
area. So the transparent material gets polymerized on the photosensitive material.
7. Developing: Now the negative of the film from PCB section will be developed on the PCB.
8. Electro copper plating: This is done to increase the thickness of the copper. In electro less
plating only 2-3 microns thickness comes. Electro copper plating is done using cathode, anode
ECE Dept, GEC, Thrissur Page 27

Report of Industrial Training at ITI Bangalore 2012
and electrolyte. Here if accidentally more current is passed, the coating done in the 3 rd step will
take care of it.
9. Tin plating: Tin is plated on the copper. Tin acts as a protective layer during etching.
10. Film stripping: The film is removed in this step.
11. Etching
12. Tin stripping: Copper has more conductivity than tin. So tin also has to be removed after
etching.
13. Solder masking: If copper is maintained like that, corrosion takes place. To avoid this solder
masking is done. A green ink is used to mask. This ink can withstand upto 400oC.
14. Expose and developing: We need some places for holes for soldering. These places need to
be opened. This is done with the help of a solder masking film from the PCB section.
15. Solder coating: To avoid corrosion of exposed portion, a tin-lead coating is done.
16. Cut to final size. Earlier the PCB was cut by keeping some extra size.
17. Bare board testing: In this step, PCB is checked for any disconnectivity or shorts or to see
whether proper thickness of copper has come.
18. Legend marking: This is done by using another section. In this step markings on the PCB are
done. For this some white ink is used.
For single sided PCBs steps from 2 to 8 are eliminated.
Multilayered PCB: ITI, Bangalore can fabricate upto 4 layers. BEL can make upto 40 layers (for
defence). In foreign countries, they can make upto 200 layers in 2mm thickness PCBs. Palakkad
ITI can fabricate upto 12 layers.
ECE Dept, GEC, Thrissur Page 28

Report of Industrial Training at ITI Bangalore 2012
Fig 8: Multi layered PCB
From PCB section films with layers marked are provided. Take 2mm copper foil and expose the
solder masking film. After preparing the inner layer, it is oxidized with back oxide. This is done
to improve the bonding with the other layers. Then put glass epoxy on both sides, then again put
another copper foil. Like this 4 layers are got. Extra insulation is melted and removed by keeping
under temperature and pressure. This also bonds layers 2 and 3. So for 4 layered PCB, 1 inner
copper foil is required. Similarly for 6 layered, 2 inner foils are required. We can have
connections between any two layers. While testing if any fault comes, entire PCB will be wasted.
So all these should be done with extreme care.
Benefits of multilayered PCBs:
1. Simplify the circuit design so that space is minimized
2. By using minimum components, we get maximum applications
3. Material saving
4. Cost reduction
From here the PCB is given to the development section, then to production.
ECE Dept, GEC, Thrissur Page 29

Report of Industrial Training at ITI Bangalore 2012
SCADA: SCADA is supervisory control and data acquisition. This is for monitoring and
controlling Indian railways remotely by an operator. This has two parts: RCC (Remote Control
Centre) and RTU (Remote Terminal Unit).
RCC: It is the master station. This project is for monitoring the traction power supply. There is a
manmade machine interface (MMI). Another server stores the data base. From MMI, an operator
can monitor and control by sending commands to RTU.
RTU: It will be kept at sites. The front end processor (FEP) at RCC has some sport (special
protocol for railway tracksion) protocols as laid by Indian government. There are many sub racks
in the RTU. The different functions of each sub rack are:
First sub rack: Here 3 types of data are monitored. Power supply is also provided from this sub
rack. Power supply will be 230V. DC converter converts to 120V. Two types of power supply
are there; AC-DC and DC-DC. When power supply goes, they have provision for external power
supply of 110V. When power supply comes, 120V comes, so automatically external power
supply is cut (since 120V is more; always more will be taken).
Second sub rack: This is the motherboard or CPU sub rack. Here there are many cards like CPU
cards, digital input cards, digital output cards, analog input cards etc. All data are connected to
CPU cards which sent data to FEP.
Third sub rack: Here they have relays for circuit breakers. If circuit breaker has to be ON, 1 st
relay works. This will be shown in the LEDs of 2nd sub rack. Same thing will be shown in RCC.
Fourth sub rack: Here transducers are present. These are to bring back the inputs and outputs to
normal limits.
Capacity of the signals monitored in the RTU is more. So it is big. If RCC server goes wrong,
there are other redundant servers.
Power supply: In any project any equipment requires power supply. Power supply is different
for different units. Also we have to convert AC to DC. ±5V,± 12V, ± 48V are the standard power
supplies. In some special cases, we may need 3.3V also.
ECE Dept, GEC, Thrissur Page 30

Report of Industrial Training at ITI Bangalore 2012
Conversion of AC to DC: For converting AC to DC, we require rectifier, step down transformer,
regulator etc. All these makes power supply heavy, more space will be required, leads to less
efficiency, more cost etc. So we go for advanced power supply called SMPS (Switched Mode
Power Supply). In SMPS, we first convert to DC, then to AC. Then use step down transformer.
So size of transformer can be reduced. Also there is production circuit, alarm circuit etc in power
supply. This circuit can achieve 12V, 5V and 3.3V. In case of power failure, it automatically
switches to battery (whenever voltage goes below 7.5V). Whenever voltage goes above 12V, it is
controlled using a comparator. Also there are indications for AC failure, low power supply etc.
This circuit can convert 230V to 12V (AC to DC). To get 5V, we have a child card. This child
card takes 12V and converts to 5V (DC to DC). A small IC converts 5V to 3.3V. For 3.3V,
overvoltage, under voltage etc has to be checked. There is a heat sink in the circuit to absorb the
heat produced during its operation.
LAN: This section controls and establishes the local area connections. There is a LAN switch to
which cables from individual PCs are connected. A green light indicates all are working
properly, red light indicates a problem with that particular computer. LAN is required not only
for sharing data, but also for sharing hardware like printers. But speed of the printer reduces with
the number of PCs connected to the printer.
The server used is Quick heal server (Quick healAntivirus). Operating system is Linux. Once
server is updated, all clients will be updated. The LAN server is connected to the BSNL card,
from there to LAN card which is connected to the LAN switch. To LAN switch all other
computers are connected. To make all these connections necessary configurations are done.
Sharing is also made possible through handshake by calling through name or IP address. There
are two distribution switches (LAN switches). Fiber optics is used for all connections.
4. IT (Information Technology)
Customer Interaction
ECE Dept, GEC, Thrissur Page 31

Report of Industrial Training at ITI Bangalore 2012
IT section manages customer interaction in various communication systems. This section has 50
to 60 applications for BSNL. Customer interaction is implemented using a technology called C-
Dot technology. The person behind this development was the technical assistant of Soniya
Gandhi. C-Dot technology uses mainly four types of cards for handling customer interaction.
The four cards are:
1. Power cards
2. Line cards
3. Advanced system cards(ASC card)
4. Compact terminal cards(CTC card)
Power cards are used for distribution of power to different units. It manages the distribution of -
48V to the cards. Line cards are used for ordinary purposes. This controls the interaction
between operator and customer. Advanced system cards acts as memory chips. They store the
announcements which have to be delivered to the customers. Flash form of storage is done and
the software used is gold wave. Storage is done in text format. A group of customers is called a
bank. Two such banks can be handled by one card. Compact terminal cards are for customer
interaction by dialing to the customers.
All the cards are connected to a mother card for coordination. It has a child card for automatic
corrections. The entire system is connected to a PC. There are 32 channels of which 30 channels
are for handling calls. So at a time 30 calls can be handled. C-Dot technology can have a waiting
load of 1000 calls.
Prior to C-Dot technology another technology called Coral was used. In this the advantage was
that calls can be made and recorded simultaneously. A waiting load of 5000 calls can be given
which was actually a drawback.
Data Base
ECE Dept, GEC, Thrissur Page 32

Report of Industrial Training at ITI Bangalore 2012
Data is stored in table format. Three types of data are stored; System data (data for system
activities, needs to be updated) and Application data (customer interaction data). Requirement of
the customer, history of application etc are also stored. All these are connected to the front end
through ODBC connectivity. Using data base manager, we can retrieve any report at any time.
This data base can be connected only to a single exchange. There is a modification for this
connectivity called Oracle which is a net server connectivity. In this the data base can be
connected to more than one exchange.
Application supporting data can be classified as incoming and outgoing. For this the channels are
configured as incoming or outgoing. Parameters for this configuration vary from one exchange to
another.
Examples for customer interaction with the system:
Incoming
Fault reporting system: Any customer connected to this exchange can use this facility. When a
complaint call is made, it is handled through a standard procedure. After this the customer
number is stored. Each number is collected and stored as a string. For each number a beep sound
is made. The number is checked to see whether it belongs to this exchange or not. Then the
number is stored in a JTO table and then a docket number is generated and stored in a docket
table. This number will also be given to the customer as his reference number. The system
checks for duplicate complaints also i.e. it makes sure that the same complaint was not booked
earlier. After clearing the complaint, it is erased from the JTO table.
Outgoing
Payment reminder system: Here first of all, all unpaid numbers are collected. The system can
collect up to 1-2 lakhs numbers. The parameters like amount, cutoff date etc is configured. Then
the system dials to the customers. There is provision for selection of language. Number of calls
to be made is configured and all the calls tried and attended is recorded. If the customer doesn’t
respond, then the duration after which the next call has to be made is configured and till success
the call is made. Each call duration varies between 4 to 40 seconds. The connectivity used is
ODBC. We can also use Oracle.
ECE Dept, GEC, Thrissur Page 33

Report of Industrial Training at ITI Bangalore 2012
Networking
IT section maintains the networking in railways. This railway project managed by IT includes 5
modules: PNR status, Train between stations, seat availability, fare enquiry, internet reservation.
The enquiries are done with help of a machine called KIOSKE (Japanese word, means
information box) kept at railway stations. The main server kept in ITI is connected to the railway
servers. The language used is Java. In total 5 servers are used. In between the ITI server and
railway servers MUX is kept. The main focus is on the Chennai region. Reply to queries is
developed using Visual Basics. From railway servers, at each and every second, 32 character
query index is send to ITI server. 30-35 queries can be handled at a time. If no link is established,
errors are reported. If a particular person goes idle for 30 seconds, then the control switches to
the next person. The MUX has total 8 ports. Two ports are connected to PRS (Passenger
Reservation System) and NTES (National Train Enquiry System). These two ports are necessary
to access the system. Here we use serial communication, using RS232 cable. The switching and
routing procedures follows the general 7- layered structure.
Information KIOSKE’s
KIOSKE is a Japanese word which means information box. It is the machine used for user
interaction in railway stations. It can be organized as a non touch screen or touch screen. The
touch screen is developed using a micro touch screen which has many small resistors. A film is
kept behind the micro touch screen. We can caliber back to non touch screen also. The entire
system consists of the touch screen, micro touch processor which is connected to the CPU
through a USB cable. Software used is VB. Touch screen is manufactured by PALLAS company
ECE Dept, GEC, Thrissur Page 34

Report of Industrial Training at ITI Bangalore 2012
Fig 9: Block diagram of KIOSK
We have KIOSKE’s developed for different applications. These are:
Tourism KIOSKE
This gives guidance to users about distance, timings, accommodation, visuals etc. This is
developed using FLASH.
Sericulture KIOSKE
This is developed for farmers. These are kept in cocoon market.
KIOSKE for paying bills
It provides receipts. It has printers.
Kerala police KIOSKE
It is kept at Trivandrum.
ECE Dept, GEC, Thrissur Page 35

Report of Industrial Training at ITI Bangalore 2012
Browsing KIOSKE
It is kept at airports. We have the facilities to check mail, can browse etc. For this we have to
insert a 5 Rupee coin. It also has the provision for taking print outs also.
ECE Dept, GEC, Thrissur Page 36

Report of Industrial Training at ITI Bangalore 2012
CONCLUSION
It was an esteemed privilege for us to undergo in-plant training in ITI Bangalore, the first public
sector organizations in India under telecom sector , which has contributed up to 50% of the
present national telecom network as a pioneering venture in the field of telecommunications.
Network Management Systems, Secure communication , Encryption and Networking Solutions
for Internet Connectivity are some of the major initiatives taken by the company. ITI mainly do
the manufacturing of telephone and related equipments for communication and for defence
purposes. A demonstration of various telephones and multiplexing equipments in defence area
was given to us. As the budding engineers, it was really a great experience for us, to feel and
experience the manufacturing, testing, fabrication of various telephones and related equipments
for communication including switching equipments.
ECE Dept, GEC, Thrissur Page 37