IS 3978 (1967): Manufacture of burnt clay Mangalore ... · IS:3978.1967 Indian Standard CODE OF...
18
Disclosure to Promote the Right To Information Whereas the Parliament of India has set out to provide a practical regime of right to information for citizens to secure access to information under the control of public authorities, in order to promote transparency and accountability in the working of every public authority, and whereas the attached publication of the Bureau of Indian Standards is of particular interest to the public, particularly disadvantaged communities and those engaged in the pursuit of education and knowledge, the attached public safety standard is made available to promote the timely dissemination of this information in an accurate manner to the public. इंटरनेट मानक “!ान $ एक न’ भारत का +नम-ण” Satyanarayan Gangaram Pitroda “Invent a New India Using Knowledge” “प0रा1 को छोड न’ 5 तरफ” Jawaharlal Nehru “Step Out From the Old to the New” “जान1 का अ+धकार, जी1 का अ+धकार” Mazdoor Kisan Shakti Sangathan “The Right to Information, The Right to Live” “!ान एक ऐसा खजाना > जो कभी च0राया नहB जा सकता ह ै” Bhartṛhari—Nītiśatakam “Knowledge is such a treasure which cannot be stolen” IS 3978 (1967): Manufacture of burnt clay Mangalore pattern roofing tiles- Code of practice [CED 30: Clay and Stabilized Soil Products for Construction]
Transcript of IS 3978 (1967): Manufacture of burnt clay Mangalore ... · IS:3978.1967 Indian Standard CODE OF...

Disclosure to Promote the Right To Information
Whereas the Parliament of India has set out to provide a practical regime of right to information for citizens to secure access to information under the control of public authorities, in order to promote transparency and accountability in the working of every public authority, and whereas the attached publication of the Bureau of Indian Standards is of particular interest to the public, particularly disadvantaged communities and those engaged in the pursuit of education and knowledge, the attached public safety standard is made available to promote the timely dissemination of this information in an accurate manner to the public.
इंटरनेट मानक
“!ान $ एक न' भारत का +नम-ण”Satyanarayan Gangaram Pitroda
“Invent a New India Using Knowledge”
“प0रा1 को छोड न' 5 तरफ”Jawaharlal Nehru
“Step Out From the Old to the New”
“जान1 का अ+धकार, जी1 का अ+धकार”Mazdoor Kisan Shakti Sangathan
“The Right to Information, The Right to Live”
“!ान एक ऐसा खजाना > जो कभी च0राया नहB जा सकता है”Bhartṛhari—Nītiśatakam
“Knowledge is such a treasure which cannot be stolen”
“Invent a New India Using Knowledge”
है”ह”ह
IS 3978 (1967): Manufacture of burnt clay Mangalore patternroofing tiles- Code of practice [CED 30: Clay andStabilized Soil Products for Construction]



IS: 3978 - 1967
Indian Standard Reaffirmed 2007
CODE OF PRACTICE FORMANUFACTURE OF BURNT CLAY
MANGALORE PATTERN ROOFING TILES
UDC 666.74: 691.424
Copyright 1967 byINDIAN STANDARDS INSTITUTIONMANAK BHAVAN, 9 BAHADUR SHAH ZAFAR MARG
NEW DELHI 110002
May 1967

18:3978.}967
Indian StandardCODE OF PRACTICE FOR
MANUFACTURE OF BURNT CLAYMANGALORE PATTERN ROOFING TILES
Clay Products for Building Sectional Committee, BDO 30
ChairmanSBBI RABlKDBB SINGH
Repflsent;ng
National Buildings Organization
Mmab"sDB A. V. R. RAO (AII,rnat, to
Shri Rabinder Singh)8uI ONIAK NATR DUAaGAVASKBISOBABJID.CONTRAOTOR
Bhargava Engineering Corporation, Rae DareliAll India Brkk & Tile Manufacturen Federation,
New Delhi• SURI AJrlAB NATH KAPAHI ( Alternate)
DB I. C. 008 M. PAIS CtJ1>DOU Central Water & Power CommissionPao.. R.. N. OOGRA The Institution of Engineers ( India), CalcuttaDIBEOTOB, MARABA8R'r1U. ENOl- Public Works Department, Maharashtra
NRhlNO RB8BAROH INlTITUTlCDEPUTY DIBBOTOB, MAR A-
RA8HTBA EIfOIMERRIN()RB8EAROH IN8TIT'O'1'R ( Alternate)
SUBI G. C. GUPTA Public Works Department, Uttar PradeahSBBI GUBBAKIR SINOH Delht Brick Kiln Owners' Auociation, New Delhi
SUBI DSABAM PAUL CUADHA (Alternate)SRBI 1.. C. JAIN Central Building Research Institute ( CSIR ),
Roorkee8H1\1 N. C. MAJUMDAR ( Alt"nat,)
JOIII'T DUtEOTOB ( B & F), Ministry of RailwaysbaRABOD, DB.IGNS ANDST.AlfDABD8 ORGANIZA'.rION
SBBJ A. KABUNAXABAN The Travaneore Tile Manufacturers' Association,.... Quilon
SBBI M. B. KRISHNA IYENGAR Public Works Department, Mysore8.al H. L. MABWAH Builder.' Association of India, Bombay
SOl OUR.DaB SI:MQB ( Aillmal, )SBBlIl. S. MBBAlO)'RV Engineer-in-Chief's Branch, Army HeadquartersSRBI R.. M. M.aaA. All India Pottery Manufacturen' Auociation,
CalcuttaSBBI V. S. N.6.TU-UAN Standard Brick Bt Tile Co (Yelahanka) Private Ltd,
YelahankaSBBI S. S. NAYAK BombayTile Merchant'. AlIOciation, Bombay
SUI L. X. RBGO ( A.lImuIU )
( Conli"",d on,._ 2 )
INDIAN STANDARDS INSTITUTIONMANAKt,8BAVAN.' BAIIADUR SHAH ZAJPAR MARG
NEW DELHI 1

IS .3978·1967
( Conti"rutlfrom /Jag, 2 )
Mmab"sSHRI N. R. PATBAWALA8SBI F. X. D. PINTO
R,pr.senting1talah Engineering Private Ltd, BombayWestern India Tile Manufacturers' Association,
MangaloreSHRI G. R. PANDIT ( Alt,rnal, )
SURl A. R. RAJAOOPALAN Sri Krishna Tiles & Potteries ( Madras) Private Ltd,Madras
SENIOB AROHITECT B (I)SHRt SESHUMADHAVA RAOSURI S. M. SHAHSHRI YOGENDRA NATH SINGHSHIU K. SUBRAKONIA lYE"
SURI M. A. NAIR ( Alternate)SUPJUBINTBNDING ENGINEER Public Works Department, Punjab
(D & R)SUPERINTENDING ENGINEER Public Works Department, Madras
( PLANNING & DESIGNS)EXBOUTIVE ENGINEER. BUILD-
ING CBNTRE ( Altemat« )S11BVBYOR OJ' WonKS II (ATTA- Central Public Works Department
OHED TO SUPERINTENDINGSURVEYOR 01' WORKS 11 )
SURI G. S. VENKATARAMAN The Malabar Tile Manufacturers' Association, FerokeSURI C. T. V ARKEY ( Alurnate )
SURI R. NAQARAJAN, Director General, lSI ( E'C-o/{icro Member)Director ( Civ Engg )
SIiRl B. RAMAMUR'l'HY ( Alternat«)SHRI E. K. RAMAOHANDRAN National Test House, CalcuttaSHRI K. C. Roy Public Works Department, W~st BengalDB S. SEN Central Glass & Ceramic Research Institute ( CSIR ),
Calc..uttc:lCentral Public Works DepartmentPublic \Vorks Department, Andhra PradeshGujarat Engineering Research Institute, BarodaBengal Brick-Field Owners' Association, CalcuttaThe Kerala Tile Manufacturers' Association, Alwaye
Secretari,s
SUitt J. VENKATARAMAN
Assistant Director ( Civ Engg), lSI
SHRI K. M. MATHUR
Assistant Director ( Civ Engg ), lSI
Panel for Manufacture of Burnt Clay Roofing Tiles, BDC 30: P2
Memb"sSBBI A. KABUNAKABAN
SHaI N. C. MAJUMDARSHBt G. S. VBNKATARAKAN
The Travancore Tiles Manufacturers' Association,Quilon
Central Building Research Institute (CSIR), RoorkeeThe Malabar Tile Manufacturers' Association, Feroke
2

AMENDMENT NO. 1 SEPTEMBER 196'TO
IS : 3878-1967 SPECIFICATION FOR PLASTERSHEARS, DENTAL
A1teradou
( Firs' eorwr /JtI",.p.g's 1 lind 2. Till,) - Substitute the following forthe existing title:
elM;'" SlandllTtl
SPECIFICATION FOR SHEARS, PLASTER, DENTAL I
( PilI' 3. ,ltllU'6.1 ) - Substitute the following for the existing clause:• 6.1 PenOnDaDCe Test - The plaster shears shall cut a sJab20 mm thick of set stone-plaster. The test shall be repeated tentimes. Thete shall be no damage to the shears or cutting edges afterthe completion of the test. The stone-plaster slab shall be preparedas detailed jD 6.1.1. '
( PilI' 4, Fit. J )a) Add the following dimension to the existing figure:
•R.dius or curvature or the cutting jaws - 4S mOl '
b) Substitute the following for the existing caption of the figure:c FlO. 1 SHEARS, PLASTER, DBNTAL'
( PilI_ 5, ,las, 6.1.1 ) - Delete.
(PIIg, 5. '""'" 6.1.2) - Substitute the following for the existingclause:
c 6.1.1 SItm6-Pltu", Sid - Mix 100 g of stone-plaster powder( CaSO,·IRIO bOWD as at calcium sulphate hemihydrate) with 20 to28 ml of water at room temperature, The mixture shall bespatulated with the help of a plaster spatula for a period of 2 minutesso that it attains a smooth creamy mix and then vibrated to eliminatethe air bubbles. The mixture shall be poured into the cast and 1
again vibrated to further eliminate the air bubbles and then .llowedto set for a period of 15 to 20 minutes. The cast shall then be takenout and dried till jt attains a compressive strength of 600 kgf]cm l • '
(CPDC 21)
"proar.ph1 Unit, lIS, Nev Delhi. Indi.

IS: 3978. 1967
Indian StandardCODE OF PRACTICE FOR
MANUFACTURE OF BURNT CLA YMANGALORE PATTERN ROOFING TILES
o. FOR E W 0 R D0.1 This Indian Standard was adopted by the Indian Standards Institutionon 31 January 1967, after the draft finalized by the Clay Products forBuilding Sectional Committee had been approved by the Civil Engineering Division Council.
0.2 Clay roofing tiles of the inter-locking type, a particular pattern ofwhich is known as Mangalore pattern, were originally manufactured inMangalore but later came to be adopted for use on a large scale in otherparts of the country also. Different practices for the manufacture of tilesare being adopted in the country and with a view to improve the manufacturing operations and utilizing the existing knowledge and experiencegained in the manufacture of better quality of tiles, this standard has beenprepared to unify the practice followed and to guide the producer ofburnt clay roofing tiles.
0.2.1 Tile-maker in the country usually utilizes whatever soil is locallyavailable and makes only the minimum modifications, which are absolutely essential for moulding in its composition. However, investigationsmade at the Concrete and Soil Research I..aboratory, Madras have indicated certain broad limits within which the mechanical grading of thesoil should lie in order to obtain the required strength, low water absorption and other requirements for burnt clay tiles. Composition of the soilsuitable for the tile manufacture has therefore been specified, based onthe test results conducted by the Concrete and Soil Research Laboratory,Madra•.
0.3 In the formulation of this standard due weightage has been given tointernational co-ordination among the standards and practices prevailingin different countries in addition to relating it to the practices in the fieldin this country.
0.4 For the purpose of deciding whether a particular requirement of thisstandard is complied with, the final value, observed or calculated, expressing the result of a test or analysis, shall be rounded off in accordancewith IS: 2·1960·. The number of significant places retained in therounded off value should be the same as that of the specified value in thisstandard.
*1\u1- tor I'OUDdlnl ofFnumerical valuea ( mi,. ).

IS: 3978 .1967
1. SCOPE
1.1 This standard coven the selection of raw material," moulding andburning of burnt clay roofing tiles with specific reference to machinepressed inter-locking clay roofing tiles of the Mangalore pattern.
2. TERMINOLOGY
2.0 For the purpose of this standard, the definitions given in IS: 1498-1959* and the following shall apply.
2.1 Dryiag ShriDkage - The percentage reduction in length or volumeof tiles on drying, due to the removal of the film of water which surroundsthe individual grains in the plastic form.
Drying shrinkage (SIarI), percent =-Y_; Yd X 100
whereV = the plastic ( wet and green) volume of tile, and
Yd == dry volume of the tile.
2.2 Fired Sbrlakale - The percentage reduction in length or volume ofdry tiles when subjected to heating to a temperature at which they areultimately fired.
Fired shrinkage (S,,,), percent =0 Ydy~ YI x 100
where
Vd = dry ( unburnt) volume of the tile, andVj = dry ( fired) volume of the tile.
3. SELECTION OF SITE FOR MANUFACTURE OF THE BURNTCLAY ROOnNG TILES
3.1 The site shall be selected after giving due consideration to the 8uitability of soil and the location of water-table.
NOTB - It is a good practice to select a site luch that the water-table durin, burn-ing IeUOD i. at least about one metre below the kiln floor.
3.2 The site should be located in conformity with the prevailing townplanning regulations, or other bye-laws of similar nature, particularly u thesmoke from the kiln may prove a nuisance otherwise.
33 The availability of suitable clay conforming to the requirements laiddown in f, within an economical distance shall be an important factor
·Clalliftcation and identi&catioD of IOU- for leneral enpneeriac purpolel.
4

IS : 3978 • 1967
influencing the location of the factory; greater consideration shall, however, be given to the distance of the distribution centre of the finishedtiles rather than only to be guided by the lead of the source of rawmaterials, as it may prove more costly to arrange the distribution and despatch of finished tiles rather than procurement of raw materials atfactory rate
3.4 Though the availability of suitable clay, the nearness to a rail head ortransport facilities through road or water shall be important considerationsin the selection of a factory for the manufacture of burnt clay roofing tiles,the most important factor for selection of a suitable place shall be congenial and suitable weather and atmospheric conditions. Raw materials forthe manufacture of tiles being very susceptible and vulnerable to therigours of the changing climatic and weather conditions in the process ofdrying, the economic opt-ration of the factory, may get crippled irrevocably, if proper consideration is not given to such conditions.
f. SOIL
4.1 The soil used for making burnt clay Mangalore pattern roofing tilesshould be processed so as to be free from gravel, coarse sand, lime andKANKAR particles, roots, vegetable matter, etc.
4.2 Regarding the mechanical composition, the soil or mixture of soilsshould preferably conform to the following requirements:
a) The total fines shall not be less than 75 percent and the minimumclay content shall be 40 percent rsee IS: 1498-1959* andIS: 2720 ( Part IV )-1965t].
b) The total lime (CaO) and magnesia (MgO) [see IS: 1727-1960t]shall be not more than 1·5 percent by weight and the lime shallbe in finely divided form. The total water soluble material shall benot more than one percent by weight [see IS : 2720 (Part XXI )19651 ].
c) Iron content in the clay shall be not more than 5 percent byweight [see 18:2720 (Part XXV)-1966111.
4.2.1 The chemical analysis of the soil shall be made in accordance withIS: 1727.1960:, IS: 2720 (Part XXI )-1965§ and IS: 2720 (Part XXV)196611.
NOTB 1- Simple test (or fire shrinkage may also be made on rectangular clay tileslabs or20 x 10 em keeping the thickness same as that of the tile made under the samecondition 81 the actual manufacture of the tile. Shrinkage shall be measured alongboth longitudinal and lateral axes and expressed as an average.
----_.._---*Classification and identification for soils Corgeneral engineering purposes.tMethods of teat for soil: Part IV Grain size analysis.~Method8 of telt for pozzolanic materials.IMethods of telt for soils: Part XXI Determination of total soluble solids."Methods of teat for soils: Part XXV Determination of silica sesquioxide ratio (und~r
print ).
5

IS : 3978 • 1967
NOTE 2 - Generally the drying and fired shrinkage of the tile can be taken on theaverage as 9 percent for the purpose of designing the dimensions of the mould.
5. PREPARATIf;N OF CLAY
5.1 WeatheriDg - The soil shall be left in heaps and exposed to weatheras long as possible and for at least three months, This is done to developa homogeneity in the mass of clay, particularly if they are from differentsources, and also to eliminate the impurities in the clay which get oxidized,rendering the clay harmless to effect a uniform and burnt clay colour atthe time of burning. Also if there be any insoluble salts in the clay thiswould be washed off by rain to a great extent which otherwise will causescumming at the time of burning the tiles in the kiln.
5.2 Tempering - Addition of water to the clay at the dumps shall benecessary for the easy mixing and workability, but the addition of watershall be controlled in such a way, that it may not create problems in theprocess of drying as, it shall ultimately be driven out in the process ofdrying. Excessive moisture content may effect the size and shape of thefinished> product. The tempering of the clay shall be carried out bystoring the clay in a cool place in layers of about 20 em thick for not lessthan 36 hours. This will produce homogeneity in the mass of clay forsubsequent satisfactory processing,
5.3 MixiDI- Two or more soils may have to be mixed so as to conformto the requirements of clay as laid down in 4. The mixing may be donein a vat or the clay may be passed through a proportioning box clayfeeder and double shaft mixer after assessing the composition of themixture.
5.4 Grindiol - The clay mixed in the proper proportion shall then bepassed through high speed grinding rollers and then extruded through apugmilJ.
NOTE - It may sometimes be necessary (especially in case of harder clay) to grindthe weathered clay before tempering and this is generally done in pan roller millsbefore being fed into the high speed rollers.
5.5 PUlliDg
5.5.1 Consolidation of the clay shall be done by extrusion through asuitable mouth piece attached to the discharge end of the pugmill anddifferent sizes and shapes of slabs shall be obtained by suitable design ofthe die.
5.5.2 The design of the die for the extrusion of the flat slabs for roofing.tiles shall be carefully made out to avoid the slab cracking, occurrence ofdog ears, variation in the size of the slabs, variation in the density of theslab, etc. The condition and the design of the screw or the auger mayinfluence the efficiency of operation, power consumption and the elimination of lamination of the slabs and it shall be suitably controlled.
6

IS : 3978 -1967
5.5.3 To achieve better quality production and better finish with regardto appearance, the extrusion of the slab shall be carried through a deairing pugmill,
6. MOULDING OR PRESSING
6.1 Deslgo and Con.traction 01 a Tile Press
6.1.1 The tile press may be manually operated or power operated, thelatter may be of the rotary or revolver press type. The construction of thepress shall be such that five bottom moulds can be assembled on the fivefaces of the revolving pentagon drum in a horizontal plane and operatedupon by a common top mould having reciprocating motion vertically.
NOTE - Such a press with good workmanship is capable of producing up to 7 000tiles per day of 8 hours. The hp required to operate this press will be 7·S.
6.1.2 For lesser output capacity, to the extent of 4 500 tiles per day of8 hours, crank power press may be used. Here two mould.s on either sideof a solid frame shall slide backward and forward on a horizontal bar andreceive the top mould moving up and down through the. medju~ of acrank shaft in such a way that one bottom mould shall be discharging thetile already pressed, while the second bottom mould shall be subjected tothe process of pressing. When this one is withdrawn, the first bottommould shall come into the position to receive the top mould.
NOTE 1 - The hp t.hat will be required to operate this press will be 3-5.
NOTE 2 - The crank press may also be operated manually and the- output in such acase IS about 3 000 tiles per day of 8 hours.
6.2 De.lga aad Coa.tractioD of the Tile Mould - The mould shallbe constructed of cast iron. The size of the mould shall be decided bytaking into consideration the shrinkage factor of the clay used. Theshrinkage factor of the clay proposed to be pressed can be assessed bypreliminary tests of drying and burning. The working surface of themoulds shaH be well polished and smooth and when the top and bottommoulds are kept in the closed position, the gap in between shall be such asto produce a uniform section tile with predetermined configuration.
The mould shall be maintained in a perfect condition to avoid anypossible variation in the finished size of a tile due to wear and tear of themetal and the dimensions of the mould shall be checked at frequent intervals to ensure that the wear of the metal is within the permissible limits.
6.3 Mouldial or Pre••iDI Procedure
6.3.1 A flat slab of clay, depending upon the size of the mould, as extruded from the pugmill explained in 5.5.2, shall be placed on the workingsurface of the bottom mould. The mould face shall be smeared with
7

IS: 3978.1967
smearing oil, which may be a mixture of kerosine oil and vegetable oil tofacilitate easy release of pressed tile from the metal mould. The settingand adjustment of the top mould on to the bottom mould shall be donecarefully to avoid any variation in the section of finished tile, which otherwise may effect the flexural strength of the finished product. After the slabhas been pressed and when the rotating drum in the revolver press comesto the next halting position. the pressed tile shall be received on a woodenframe called pallet. No force shan be applied by the receiver to extricate the pressed tile from the mould, if there be any sticking, which maycause drying damages.
6.3.2 The surplus clay adhering to the sides of the pressed tile after pressing shan be scrapped off or trimmed with a sharp knife. This surplusclay usually called spew shall be collected and returned to the pugmill.
7. DRYING
7.1 The tile pressed and trimmed as described in 6.3.1 shall then be passedon to the drying racks, where they shall be allowed to dry at a slow andsteady rate so that warping of the tile is avoided to a great extent. Thiswill be greatly influenced by the weather and climate conditions apartfrom the ambient temperature in the building where these drying rackswould be situated. Rapid drying of the green tile shall not be permittedas it may show distress by checking, cracking, and crazing. The pressedtiles after being dried shall present a light grey appearance before theseare fed into the kiln. A tile with a residual moisture content not exceeding 4·0 percent by weight shall be considered sufficiently dry to go into thekiln. Artificial fire may be raised to heat and dry the tiles particularly inthe monsoon times to advance the drying cycle. Indiscriminate artificialfire may, however, cause heavy breakage.
NOTE - Humidity dryers may also be employed for quicker and efficient drying oftiles, but the schedule of drying should be carefully selected to suit the type or clayused tor manufacture.
8. KILN
8.1 Though there are many types of kilns, such as bulls, kilns, I clamps,intermittent kilns, zig-zag kilns, continuous kilns, etc, the most commonlyadopted for substantial output, with comparatively economic operation andfuel efficiency, is a transverse or barrel arch or top fised straight Hoffmankiln. These kilns shall be connected to a masonry chimney stack or maybe operated by induced draft fans. With the lattert control and performance of the kiln operation would be better as this is independent ofthe influence of the atmospheric conditions.
9. SETTING OR LOADING OF THE TILES IN THE KILN
9.1 Before setting the tiles, the floor of the kiln shall be completely pavedwith burnt bricks. Construction of sole flues for the pasage of the hot
8

IS, 3978.IN1
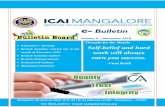
gases from chamber to chamber is an important factor to be looked intobefore setting the tiles and this shall be maintained in good atate ofrepair.The arrangt;ment of the sole flue shall be such that there shall be about10 to 12 openings. covering the entire width of the chamber. The greentiles ahall be stacked over the sole flue platform with their IODI axisparallel to the ground floor. Depending upon the dc'ifD' the tiles shall beset face to back, face to face or back to back ($" Fig. )
NOH - The Hoffman continuoUi kilns haviul the firewood feeding holes at the topof the Ibln, depending upon tbe internal measurements or the chamber, may contain1 500 til~. between two fire lInet.
10. STARTING KILN PIRE
10.1 Tiles that are fully dry shall be set in the kiln for the initial firing.Once the fire advances depending upon the firing cycle, the tiles in theforward chambers get the benefit of smoking, pre-heating and then gradually subjected to the advancing heat.
10.2 The fire place for starting the fire shall preferably be separate fromthe space kept for the tiles set in the kiln and there shall be temporaryarrangements ...to ensure that the hot gases and fire issuing from the fireplace travels through the set tiles and sole flue with an even spread.
10.3 It shall be ensured by a suitable operation of dampeia that thenecessary draft is obtam~d for supplying air for burning the fuel and maintaining the flow of hot gases through all the first set of chall\bers beforeexit into the chimney Or drawn by the fan draught.
\ ~
10.4 As the heat prog~essesmore chambers with tiles set in th~m shall bebrought into cperatloe by suitable operation of the dampers. It shall beensured that paper hamer is also destroyed before a fresh tchambttr i.brought into the firing circuit. The process of firing and thJ control ofthe fire travel shall be carefully regulated.
11. CONTROL OF BURNING
11.1 FatlYeeel
11.1.1 Fuel used for burning of tiles may be either firewood. coal or furnace oil. The I}lel shall conform to the specification of the design of thekiln. ,
11.1.2 The fuel shall be fed directly to the chamben through the ftedhole. at the top, only when the tiles have been slowly and progreaivelyheated to about 450°0. Th~ fuel shall be fed in .mall quantities at repJar interval... The feed holes shall be covered tightly after every feed.
11.2 Coatttol.'T..,..t......eIaate .,Fir. Tn.el
, 1_~1 The temperature at which the tile. are to be fired may ranlleIrbIQ,aooo to 900°0 dependinl upon the quality of elay. The temperature,
9

~
.. o
GR
EEN
TL
ES
LOAD
EDOV
ERTH
ESO
lEFL
UE
PlA
TFO
RMW
ItHTH
EtR
lON
GA
XIS
PARA
LLEL
TOTH
EGR
OOND
flO
OR
EN
lAR
GE
DDE
TAIL
AT~
FIG
.1
TYPI
CAL
CR
OS
S-S
EC
TIO
NO
FC
oN
TIN
UO
US
KIL
NS
HO
WIN
GS
ET
TIN
GO
PT
ILE
S
FJ .. CII
eat all • ... !

IS : 5978 -1967
shall preferably be observed frequently by means of suitable high temperature measuring devices and the fuel-feed and draft adjusted forcontrol.
11.2.2 The rate of fire travel shall not be less than 40 em/h. Operationof the dampers, setting of the tiles and emptying of the tiles shall keeppace with the advancing fire cycle.
11.3 Draft Control
11.S.1 The draft of the kiln shall be observed by suitable draft gaugesat various points (ff the kiln and shall be adjusted by operating the dampers as specified by the designer of the kiln.
11.3.2 There are five distinct and separate stages in the firing cycle,such as smoking, pre-heating, firing, soaking and cooling, to \\ hich thetiles in the kiln shall be subjected to. The proper and efficient control ofthese stages will greatly depend upon the technique and experience ofthe burner.
NOTB -If the temperature gradient covering all the above distinct stages are studiedand a graph drawn, it \till approximately follow the familiar pattern 01 a paraboliccurve.
11.3.3 The temperature of the gases at the pre-heating area shall becontrolled by proper opening of the dampers to avoid the tiles~\leingsub.jected to thermal shock and the consequent high breakage. t
.11.3.t During the snloking and pre-heating periods, any res~uaJ moisture left in the tiles shflll be slowly and steadily driven out through thefirst damper. The practice of keepin~ two or three dampers w~h varyingdegrees of opening shall be adopted depending upon the d~lgn of thekiln, the efficiency of the fan or the chimney, the method ofA.-aettin, thetiles in the chambers, the type of fuel used, the quantity of Creoair admitted at the back lines behind the firing zone, the number of feeet holes keptopen behind the fire lines and the number of chambers under tlre.
11.3.5 'aper baffles, covering the entire width of the chamber in frontof the chamber connected to the first damper opening, to arrest thecounter flow of air rushing into the area under smoking, which otherwisemay affect the fire travel and the draft shall be provided with care. It ispreferable to Uifll two paper bames to ensure against any possible leakageof cold air. should one paper batBe get torn or damaged. When the fireadvances, this paper will get automatically burnt and connect the nextchamber to the main flue.
11.9.6 The wicket openings to the chambers shall becarefully regulated,The tilea reaching a temperature ofabout 850°0 shall not be the onl>, factor,the d~ration of the soaking period .hall also be considered. The tUes shallbe subjected to longer hours of operation with slower heat rather than ,t~"
II

1813978·1967
have it at a shorter time with more intense heat, though the ultimatetemperature reached may be the same in both cases.
11.3.7 Where there are no facilities for scientific control of the kiln perform ance through instruments, it shall be achieved by careful examination of the colour of the fire and the tiles in the chamber under fire andalso by the intensity of the blowing out of hot gases through the teedholes, The flexural strength and porosity of the tiles will be influencedby the efficiency of burning of the tiles in the kiln.
12. UNLOADING AND SORTING
12.1 Cooling of the tiles in the kiln shall be gradual. -Depending upon thedesigning of the kiln, the number of chambers under fire', the fire travel, thequality of output required, the fuel used, etc, the loaded tiles, from thebeginning it starts absorbing the heat until it is sufficiently cooled for removal, shall be inside the kiln for about 74 hours.
12.2 The tiles shall be unloaded from the kiln carefully and conveyed tothe lorting shed with minimum breakage.
12.3 TiJellhall then be sorted out into different classes of quality as laiddown in IS: 654-1962·.
~.tIoD tbt ., roo8D. tIIeI, M....lore pattera ( __).
II

andO••lgn
Modular Co-ordlnatlonPackln,Plp.1Planning_ Regulation and ControlPlant and EquipmentPlaster, Paint and Allied FlnllhesPolesPozzolan••Refrigeration EquipmentReinforcementRoof FinishSampling and TesttnaSieves and Wire GauzesSoli Enllneerln,StonesTar and BitumenTile.TimberTimber O.llln and ConltrucclonTimber StoresWan and Colllni Flnl.hWaterprooflng and Damp-ProoflnlWater Supply. Dralnaee and SanltaClonWater Supply. Sanllatlon and
Dralna.e FlttlnllUnclaglfled
OTHER PUBLICATIONS
PUBLICATIONS OF INDIAN STANDARDS INSTITUTIONINDIAN STANDARDS
Over 3500 Indian Standards. broadl, cl.lslfled under the followlhlmain h••d., have been 1.lued 10 farJ
Alrlculture • Food ElectrotechnlcalChemical Mechanical Englne.rlnlClyll Enlln••rlnl Structural. MetallConlumer Product. TextileOf these, the standards belonging to the Civil Engineering Group fall
under the following categories:Adhe.lves for Wood ProducuAllfept••Air-Conditioning and RefrlleratlonAir-COnditioning EquipmentBoards and Sheet.Bricks and Block.Builder'. HardwareCementDoor and Window, and Furnltur. flttlnCJDoor. and WindowsDrawln•• Estimation and MeasurementFir. FI.htlnl Equipment and Accessorl ••Fire SafetyFlexlbl. CoverlnllFloor Finishflow MealuremenlFoundationFunctional O..llnFurnitureGeneral Structural
ConstructionGyplumLimeLoedlnl Standard.Manufacture or Proc...lnlMasonry
151 Bulletin ( 'ubn.hed Ever, Month )Sinll. Cop, •••Annua' Subscription
Annual Report. (from 1948-49 Onward. )Handbook of IS' Publication., 196'
Its
2-!!IS·~
'1'l~ '0 3~ each5~
A•••,..,. fro.
Telephone 35702713-1823
] 769587278.j
i;.lnted at YI~hal Pr.... New D~h•.s~I"dl.
Office.Manaklanttha
Bombay 7Calcuua 13KanpurMadras 1
INDIAN ITANDAROS INSTITUTION
"'eadqutJrter.Manak Shayan, 9 Bahadur Shah Zlta, Mar•• Naw Deihl'
T.'.p"on.. J7 36 II • :10 Telel,am. Manaklln.chaBranch
Tele,ram.534 Sarclar V.n.bhbh.1 'at.I Road5 Chowrln.he. Approach117/4.8 B SarYoda,. Nal.'54Gener.t 'etten Road