Investment materials
88
GOOD MORNING 1
-
Upload
payal-singh -
Category
Education
-
view
152 -
download
46
Transcript of Investment materials

GOOD MORNING 1

Investment Materials

INTRODUCTIONCasting procedure :- It is a principal laboratory method used to form metal inlays, onlays, crowns and bridges by casting molten alloys, under pressure, or under vacuum with the help of centrifugal force.
It involves:- (1) a wax pattern of the object to be reproduced(2) a suitable mold material, known as investment, which is placed around the pattern and permitted to harden(3) suitable furnaces for burning out the wax patterns and heating the investment mold(4) proper facilities to melt and cast the alloy.
3

DEFINITION
An investment can be described as a ceramic material that is
suitable for forming a mold into which a metal or alloy is cast. The operation of forming the mold is described as investing.
(CRAIG’S)
Dental casting investment: A material consisting primarily of an allotrope of silica and a bonding agent. The bonding substance may be gypsum (for use in lower casting temperatures) or phosphates and silica (for use in higher casting temperatures). (GPT 8)
4

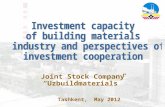
Metal Casting
• Lost wax technique (Taggart, 1907)
5
A crucible formerB sprueC wax patternD investment materialE ring linerG thickness of investment at the top

Ideal Properties Required for an Investment
1. Easy to manipulate: it should be easy to mix & manipulate and to paint the wax pattern. It should also harden within a relatively short time.
2. Sufficient strength : The investment should provide enough strength at higher temperatures to withstand the impact force of the molten metal and the inner surface of the mold should not break down at a high temperature.
3. Stability at higher temperatures: Investment must not decompose to give off gases that could damage the surface of the alloy.
4. Sufficient expansion: It must expand enough to compensate for shrinkage of the wax pattern and metal during the casting procedure. 6

5. Beneficial casting temperatures: it should have a good thermal expansion over a wide range of casting temperatures.
6. Porosity: It should be porous enough to permit the air or other gases in the mold cavity to escape easily during the casting procedure.
7. Smooth surface: Fine detail and margins on casting should be preserved.
8. Ease of divestment: The investment should break away readily from the surface of the metal and should not react chemically with it.
9. Inexpensive.7

Composition in general
An investment is a mixture of three distinct types of materials:
Refractory material
silica based materials
regulates thermal expansion
Binder material –
Gypsum(α-calcium sulfate hemihydrate), Phosphate, Ethyl-Silicate
To hold or bind the refractory material particles
Other chemical / Modifiers
NaCl, boric acid, potassium sulfate, graphite, copper powder,..etc. accelerates or retard the setting reaction , increase expansion 8

Types of Investment
According to refractory material used :
• Quartz investment
• Cristobalite investment
• Tridymite investment
• Mixture of quartz, cristobalite and tridymite
• Mixture of alumina, magnesia, zirconia.
9

According to the binder- materials used :-
•Calcium sulfate-bonded or Gypsum-bonded – used for casting of gold alloy inlays, onlays, crowns and fixed partial dentures(FPDs).
•Phosphate-bonded – for some base metal alloys and framework of metal - ceramic prosthesis.
•Ethyl- silicate bonded – for removable partial dentures with base metal alloy (Co- Ni based alloy)
10

Gypsum bonded investment
Employed for casting of gold alloys.
Because of their tendency to decompose at high temperatures, these investments are not suitable for casting high-melting alloys.

ADA Specification No. 2
Types of gypsum-bonded casting investments (based on whether the appliance is fixed or removable & on the method of expansion.
Type I: For casting inlays and crowns.
Thermal expansion
Type II: For casting inlays, onlays and crowns
Hygroscopic expansion
Type III: For casting partial dentures with gold alloys.
12
PHILLIP’S

• Binder: - calcium sulfate hemihydrate (25%-35%)• Refractory: Silica (SiO2) Quartz, Cristobalite (65%-75%)• Modifiers: coloring agent, reduction agents e.g. carbon,
Cu (2%-3%)
13
Composition of gypsum bonded investment

14
• Gypsum bonded investment (GBI) shows shrinkage when heated above 700oC and is most likely due to decomposition and release of sulfur gases.
• This decomposition not only causes shrinkage but also contaminates the castings with the sulfides of the non-noble alloying elements.
• Hence gypsum investments should not be heated above 700oC.
CaSO4 SO2 + SO3 (above 700oC )

•Colouring matter
•Reducing agents - carbon and powdered copper.
USE - To provide a non-oxidizing atmosphere in the mold when the gold alloy is cast.
•Boric acid and NaCl - regulate setting expansion, setting time and prevents shrinkage of gypsum.
15
Modifiers

Refractory materialSilica based materials which exist in following forms:- •Silicon dioxide (SiO2)• Quartz• Tridymite • Cristobalite• Mixture of these
16

REFRACTORY MATERIAL FUNCTION
During the heating, the investment is expected to expand thermally to compensate partially or totally for the casting shrinkage of the gold alloy.
Gypsum shrinks considerably when it is heated, whether it is set plaster or stone.
If the proper forms of silica ,is employed in the investment, this contraction during heating can he eliminated and changed to an expansion. 17
DIMENSIONAL CHANGE OF GYPSUM WHEN HEATED

When quartz, tridymite, or cristobalite is heated, a change in crystalline form occurs at a particular transition temperature.QUARTZ low form High form
CRISTOBALITE
As form changes to form when heated DENSITY , resulting in VOLUME leading to increase in the linear expansion. 18
SiO2
1.6%
1.4%
MECHANISM OF EXPANSION
573∘C
200-270∘C

Effect of Temperature on Silicon Dioxide Refractories
19
Each of the polymorphic forms of silica—quartz, tridymite, and cristobalite—expands when heated, but the percentage of expansion varies from one type to another.
Pure Cristobalite expands to 1.6% at 200°C- 270° C Quartz expands about 1.4% at 573°CTridymite expands to less than 1% at 600°C.
The amount of expansion is highest for cristobalite and lowest for tridymite.

• The quartz form of silica is found abundantly in nature, and it can be converted to cristobalite and tridymite on heating through which bonds are broken and a new crystal structure is formed.
• These transitions are shown in the following equation.
20

Effect of Temperature on Calcium Sulfate Binders
During the investing process, some of the water mixed with the investment reacts with the hemihydrate and is converted to calcium sulfate dihydrate, whereas the remainder of the water is uniformly distributed in the mix. as excess water. During the early stage of heating, the excess water evaporates.
On further heating investment expands initially when it is first heated from room temperature to about 105° C, then contracts slightly or remains unchanged up to about 200° C, and registers varying degrees of expansion, between 200° and 700° C.
21

It is explained as :-
Up to about 105° C, ordinary thermal expansion occurs.
Above 105° C, the calcium sulfate dihydrate is converted to anhydrous calcium sulfate by loosing water . Dehydration of the dihydrate and a phase change of the calcium sulfate anhydrite cause a contraction.
However at elevated temperatures, α-forms of silica present in the investment are converted to the β-forms, which causes some expansion and compensates for the contraction of calcium sulfate.
22

Setting timeAccording to ANSI/ADA Specification No. 2-
For dental inlay casting investment, the setting time should be 5 min-25 min.
Usually, the modern inlay investments sets in 9 to 18 min.
Sufficient time should be allowed for mixing and investing the pattern before the investment sets.
23

Advantages:
• Adequate strength
• Adequate porosity
• Controlled large setting and thermal expansion
• Simple methods of manipulation and casting procedure
• Not very expensive.
24

Disadvantages:• Sulphur dioxide gas produced at the walls of the mold by
decomposition of gypsum during heating causes tarnishing or discoloration of gold alloys. Disintegration causes large contraction.
• Hence this is not suitable for casting of high fusing Noble and High Noble alloys. Thus phosphate-bonded investment material is preferred.
25

• Too high casting forces and careless wax burnout methods fractures and produces cracks in the investment (result: fins)
• The GBI is hygroscopic. Hence large quantity should not be purchased and it should be stored carefully in air tight containers.
• Cannot be used for titanium alloys.
26

Expansion
All the calcium sulfate–bonded investments have both setting and thermal expansion.
•Setting Expansion Normal setting expansion Hygroscopic setting expansion
•Thermal Expansion
27

Normal setting expansion- If the investment is setting surrounded by air, the expansion is referred to as normal setting expansion.
Hygroscopic setting expansion- If the mixed investment is
setting in contact with water, the expansion is substantially
greater and is called hygroscopic setting expansion.
28

Setting Expansion(normal vs. hygroscopic)
• Stage I: initial mix represented by three round particles of hemihydrate surrounded by water
Stage II: crystals of dihydrate are formed• Lt: water around the particles is reduced
and the particles are drawn more closely together by the surface tension action of the water.
• Rt: hydrated water is replaced Stage III: crystals grow
• Lt: water is decreased, particles are drawn together
• Rt: water is replenished from outside, crystals grow freely
Stage IV and V: Lt: intermeshed and entangled crystals Rt: crystals grow much freely 29

Normal Setting Expansion (0.4-0.6%)
• A mixture of silica and calcinated gypsum (CaSO4 hemihydrate) results in setting expansion greater than that of the gypsum product used alone.
• Because silica particles probably interfere with the intermeshing and interlocking of the crystals as they form. Thus the thrust of the crystals is outward during growth, and they increase expansion.
• It can be regulated by accelerators and retarders .
30

Variables other than the exothermic heat of reaction which can influence the effective setting expansion are:-
• After setting and gaining sufficient strength investment produces dimensional change in the wax pattern and mold cavity.
• And if the pattern has a thin wall, the effective setting expansion is somewhat greater than for a pattern with thicker walls, because the investment can move the thinner wall more readily.
• Also, the softer the wax, the greater the effective setting expansion, because the softer wax is more readily moved by the expanding investment. 32

Hygroscopic Setting Expansion (1.2- 2.2%)
• Occurs when the gypsum product is allowed to set under or in contact with water.
• Greater in magnitude than the normal setting expansion (> 6 times).
• Can be obtained by Immersing the invested ring in
water bath.Adding water before the loss of gloss
or completion of the setting reaction.Placing wet ring liner in the casting
ring. 33
Normal setting expansion
Hygroscopic setting expansion

34
TRADITIONALLY
Asbestos ring liners were used.
Disadvantage• High carcinogenic potential
• Asbestos fiber bundles were found to cause lung diseases.
NEW ALTERNATIVE RING LINERS
- Aluminosilicate ceramic liner
- cellulose liner
VARIOUS TYPES OF RING LINERSVARIOUS TYPES OF RING LINERS

Factors to Control Normal and Hygroscopic Setting Expansion
Composition• Proportional to the SiO2 content• The finer the particle size of the SiO2, the greater the hygroscopic
expansion.
•Silica/Binder Ratio silica/CaSO4 ratio is increased, the hygroscopic expansion increases, but strength decreases.
•SpatulationMixing time reduced decrease expansion
•Shelf life of the investment Older investment lower expansion 35

Time of Immersion• Delayed immersion (after initial set) decrease expansion
Confinement•Both the N & HSE are confined by opposing forces, such as the walls of the container in which the investment is poured or the walls of a wax pattern.•However, the softened wax provides less resistance to the expansion of the investment, thus making the setting expansion more effective.
Water bath temperature•Softens and expands wax pattern, requiring less expansion of the investment to compensate for the total casting shrinkage.
36

Water : Powder Ratio• Higher W:P (thinner mix) less normal and hygroscopic
expansion
Amount of Added Water• The magnitude of the expansion is in directly proportional
to the amount of water added during the initial setting period.
37

Linear hygroscopic setting expansion vs. Amount of water added
38

Thermal Expansion (1.0-1.6%)
• Directly related to the amount of SiO2 present and to the type of SiO2 employed (quartz vs. crystobalite).
• Cristobalite shows more thermal expansion as compared to quartz.
• The effect of SiO2 will balance the contraction of the gypsum during heating.
39
SiO2

• The maximum thermal expansion for inlay investment must be attained at a temperature not higher than 700oC. As noted earlier gold alloys can become contaminated at a mold temperature higher than this.
• Type I investments, which rely principally on thermal
expansion for compensation, the thermal expansion must be not less than 1% nor greater than 1.6%
40

Factors to Control Thermal Expansion
Effect of the Water/Powder RatioThermal expansion is directly proportional to the amount of solid (silica) present. Hence more water used in mixing less thermal expansion.
41

• Effect of Chemical Modifiers
Silicas do not prevent gypsum shrinkage but counterbalance it, whereas chlorides actually reduce gypsum shrinkage below temperatures of approximately 700∘C. A large amount of silica can weaken the investment also.
Hence chemical modifiers, e.g., sodium, potassium and lithium chlorides, are added to eliminates the contraction and increases the expansion without the presence of an excessive amount of SiO2.
42

Cooling of the Investment On cooling to room temperature, the investment contracts to less than its original dimension.
On reheating, it does not expand thermally to the previous level.
Moreover, the second time heating of investment causes internal cracks that can affect the quality of the casting. 43
Curve 1 is first heating, curve 2 is cooling, Curve 3 is reheating.
Thermal expansion and contractioncurves for CaSO4 bonded investment

STRENGTHThe strength of the investment must be adequate to
prevent fracture or chipping of the mold during heating and casting of the gold alloy.
Compressive strength : 2-4Mpa
44

Factors affecting strength
• The strength of the investment is affected by the W/P ratio in the same manner as any other gypsum products; the more water that is employed in mixing the lower the compressive strength.
• Heating the investment to 700∘C may increase or decrease strength depending on composition.
• After investment has cooled to room temp. its strength decreases---------fine cracks
45

Other gypsum investment considerations:
Fineness: a fine particle size is preferable to a coarse one, because the finer the investment, the smaller the surface irregularities on the casting.
Porosity: The more gypsum crystals that are present in the set investment, the less its porosity.
• It follows that the lower the hemihydrate content and the greater the amount of water used to mix the investment, the more porous it becomes.
• The particle size of the investment is also a factor. The more uniform the particle size, the greater its porosity.
46

Storage
• The investment must be stored in airtight and moisture-proof containers.
• During use, the containers should be opened for as short time as possible.
47

Phosphate-bonded investment

• These are high temperature investments.
• The main use of high-temperature investments is for casting dental alloys which usually need to be heated to casting temperatures of about 1200°C to 1300°C.
• Alloys that fit this description include many high-gold and palladium-based alloys used for fabrication of porcelain-veneered FPD and those dental alloys based on Ni, Co-Cr, or Ti.
49

50
• Casting of alloys
• Soldering and porcelain veneering.
Applications:

51
• PBI have been used to make molds into which high-melting temperature dental alloys are cast.
According to ADA Specification No.126 phosphate bonded investment are 2 types :
• Type I: employed for casting of inlays, crowns and other restorations
For alloys: gold, palladium, platinum, Co-Cr, to which porcelain is fused in the construction of esthetic fixed restorations.
• Type II: is used for casting of removable partial dentures.
Casting of alloy

52
• Another traditional use of PBI is to make “soldering” fixtures that hold prosthetic components in alignment while they are being joined with solders, brazing alloys, or welding alloys.
Soldering and porcelain veneering

53
1 Compressive strength
• Type 1- 2.5 Mpa
• Type 2- 3 Mpa
2 Thermal expansion
• 0.8% when 50:50 mixture of liquid and water
Properties

Composition
54
Refractory materials – 80% Silica
(quartz , cristobalite or a mixture of two)
Purpose
• To provide high temperature thermal shock resistance
• To provide high thermal expansion.
Binder (<20%)
• Magnesium oxide, phosphoric acid (liquid) Or monoammonium phosphate (can be incorporated into powder).

55
Modifiers :
• Carbon is often added - to produce clean casting and facilitate divesting.
• When silver palladium or base metal alloys are invested with the investment containing carbon, it embrittles the alloys even though the investment is heated to the temperature that burn out the carbon.
• Palladium reacts with carbon even at temp 1500°C, so carbon free phosphate bonded investment began to be used for higher temp.
• These PBI can be used with water or Colloidal silica solution ( greater expansion) both.

56
It is available as two component systems • 1- It is a Powder which contains refractory materials and binders and modifiers• 2- Aqueous solution stabilized with colloidal silica
Colloidal silica suspension facilitate greater expansion of the investment which can compensate the greater casting shrinkage of alloys used in MC & newer gold alloys.
It is available as two component systems
1- It is a Powder - Refractory materials
Binders
Modifiers
2- Liquid- Aqueous solution of colloidal silica.
or Water
.
Colloidal silica suspension facilitate greater expansion of the investment which can compensate the greater casting shrinkage of alloys.

57
The chemical reaction for the binder system that causes the investment to set and harden is generally as follows:
NH 4H 2PO 4 + MgO + 5H 2O NH 4MgPO 4.6H 2O Magnesium ammonium
phosphate
SETTING REACTION
Monoammonium phosphate
Magnesium oxide

On heating, the binder of the set investment undergoes thermal reactions as follow:
MgO + NH 4H 2PO 4 + H 2O
(NH 4MgPO 4.6H 2O )n
MgO
NH 4H 2PO 4
H 2O
(NH 4MgPO 4.6H 2O )n
(NH 4MgPO 4.H 2O )n
(Mg 2P 2O 7 )n
Mg 2P 2O 7
Mg 3 (P 2O 4)2
58
Room temperature
Collloidal type particles
Prolonged setting at 25 0C or dehydration at 50 0C
Dehydrated at 160 0 C
Heated from 350- 650 0 C
Noncrystalline polymeric phase
Heated above 1040 0 C

59
Final products are-
•Crystalline Mg 2P 2O 7 and some excess MgO
•Unchanged quartz, cristobalite or both
•Overheating or when molten metal contacts the mold cavity surfaces - Mg 3 (P 2O 4)2

60
Setting and Thermal Expansion
When PBI are mixed with water- initial shrinkage is seen same that of GBI within the temperature range of (200˚C to 400°C).
The early thermal shrinkage of phosphate investments is associated with the decomposition of the binder, magnesium ammonium phosphate, and is accompanied by evolution of ammonia, which is readily apparent by its odour.

• This contraction is practically eliminated when a colloidal silica solution is used for mixing phosphate bonded investment instead of water.
61

Expansion and strength of these investment can be modified by:-
• altering the liquid:powder ratio or
• Increasing the concentration of the special liquid.
•But if more liquid is used it caused dense nonporous investment which can effect casting.
62
Influence of liquid concentration on the setting and thermal expansion

Working and Setting Time
• Markedly affected by temperature
The warmer the mix, the faster it sets.
• Increased mixing time and mixing efficiency result in a faster set and a greater rise in temperature.
• In general, the more efficient the mixing, the better the casting in terms of smoothness and accuracy.
• Mechanical mixing under vacuum is preferred.63

Other Properties• Detailed reproduction and surface smoothness of
phosphate-bonded investment is inferior than gypsum-bonded investment.
• Increasing the special liquid:water ratio used for the mix markedly enhances casting surface smoothness but can lead to oversized extracoronal castings.
64

65
• High green strength
• High fired strength – less mold cracking and few fins on casting
• Can withstand temperature up to 1000°C for short period of time (useful or performing metal-joining operations).
They can also provide setting and thermal expansions high enough to compensate for the thermal contraction of cast-metal prostheses or porcelain veneers during cooling.
Advantages

• When used with higher-melting alloys (casting temp. higher than 1375°C) - results in mold breakdown and roughen surface of castings.
• Difficult to divest (removal of casting from the investment)
• When higher expansion is required, more of the silica liquid is used with the result that a more dense and less porous mold is produced. This can result in incomplete castings if a release for trapped gases is not provided.
66
Disadvantages

67
Silica bonded investment:
It comprises the second type of investment used in dentistry.
Used since the early 1930’s in the construction of the high-fusing base metal partial denture alloys.

68
Refractory material – Silica
Binder –Silica gel or ethyl silicate
Modifier – Magnesium oxide (strengthen the gel) Ammonium chloride - accelerator
Composition

69
Binder silica gel reverts to silica (cristobalite) on heating. Methods to obtain silica or silicic acid gel binders:-1)By adding an acid or an acid salt to sodium silicate.
2)By the adding an accelerator, such as ammonium chloride to an aqueous suspension of colloidal silica.
3)By hydrolyzing ethyl silicate in the presence of HCl, ethyl alcohol, and water.
Binder

70
The reaction can be expressed as follows:
Ethyl Silicate Colloidal Sol Of Polysilicic Acids
When sol is mixed with powder (quartz or cristobalite and magnesium oxide) a coherent gel of polysilicic acid is formed.
During drying at temp below 168°C , soft gel loses alcohol and water to form a concentrated, hard gel which lead to volumetric contraction (GREEN SHRINKAGE) which ultimately reduces the size of the mold. This shrinkage occurs in addition to setting shrinkage.
SOFT GEL HARD GEL

71
It is supplied as a powder and liquid or two liquids
If supplied as a powder and liquid
Powder consists of refractory particles of silicas and glasses along with magnesium oxide and some other refractory oxides in minor amounts.
Liquid contains stabilized alcohol solution of silica gel

72
If supplied as 2 liquids
1 bottle contains diluted water-soluble silicate solution.2 bottle contains a properly diluted solution of hydrochloric acid.
Before use, mix an equal volume from each bottle and wait for a prescribed time acc. to manufacturer’s instructions, so that hydrolysis can take place and freshly prepared silicic acid forms.

73
The powder is added to hydrolyzed ethyl silicate liquid, mixed quickly and vibrated into a mold , that has an extra collar to increase the height. The mold is placed on a vibrator that has a tamping action this allows the heavier particles to settle while the excess liquid and some of the finer particles rise to the top .
In about 30 mins, the accelerator in the powder hardens the settled part, and the excess at the top is poured off. Thus the L/P ratio in the settled part is greatly reduced, and the setting shrinkage is reduced to 0.1 %.
Its low setting expansion minimise distortion.
Manipulation

74
Can be heated to temp ( 1090˚C-1180˚C) and hence compactible with higher fusing alloys.
Care should be taken while handling and burnout as inflammable alcohol is given off.

75
• It offers the ability to cast high temp Co-Cr and Nickel –Cr alloys, and attain good surface finishes, low distortion, and high thermal expansion (good fit).
• High permeability(gel form), yields sharply defined castings
• Low fired strength – easy removal of casting.
Advantages

76
Disadvantages
•Ethyl silicate has the disadvantage of giving off flammable components during processing hence extra precaution is needed while using this investment.
•The low strength and high thermal expansion require a more precise burnout process and firing schedule to avoid cracking and destruction of a mold.

Soldering Investments

78
When soldering the parts of a restoration, such as clasps on a RPD, the parts must be surrounded with a suitable ceramic or investment material before the heating operation.
The assembled parts are temporarily held together with sticky wax until they are surrounded with the appropriate investment material, after which the wax is softened & removed.
The portion to be soldered is left exposed & free from investment to permit wax removal & effective heating before it is joined with solder.

79
2 types of brazing investments are:-
Type 1- Gypsum bonded dental brazing investments (low-melting point alloys)
Type 2- Phosphate bonded dental brazing investments. (high-melting-point alloys)
Soldering investments are designed to have lower setting and thermal expansions than casting investments, so that the assembled parts do not shift in position during the setting & heating of the investment.
Do not have as fine a particle size as the casting investment because the smoothness of the mass is less important.

80
It is a combination of Die stone and gypsum bonded investment material. The powder is mixed with colloidal silica.
•The die is made from this mix and the wax pattern is then constructed on it. The whole complex is then invested in a mixture of Divestment & water.
•This combination used to compensate distortion of wax pattern of long span bridges or RPD frameworks during removal from die.
•Special GBI or PBI investment materials are used.
Divestment (whip-mix, Louisville, KY)
Phillip’s

81
PROPERTIES
•Setting expansion - 0.9%
•Thermal expansion - 0.6% (at 977°c)
AdvantagesAdvantages •The wax pattern and die are invested simultaneously with out removal of pattern. Useful with gold alloys
DIVESTMENT PHOSPHATE(DVP)DIVESTMENT PHOSPHATE(DVP)
•Similar to divestment, but used for casting post and core, crowns of base metal alloys without any need of removal of wax pattern.

82
PROBLEM CAUSE SOLUTION
Rough surface Breakdown of investment
Don’t overheat mold or alloy
Weak surface of investment
Avoid use of high water/powder ratio of investment.
Avoid dilution of the investment material from application of too much wetting agent
Fins Cracking on investment
Avoid too rapid heating investment.
Casting defects because of investment material:

83
PROBLEM CAUSE METHOD OF AVOIDING FAULT
Casting too large Excessive mold expansion
• Use correct temperature
• Use correct type of investment material
Casting too small Too little mold expansion
Heat the mold sufficiently.

84
PROBLEM CAUSE METHOD OF AVOIDING FAULT
Irregular voids Inclusion of particles of investment material
Heat mold upside down so that particles fall out of the mold
Rounded margins;
Regular large voids
Back-pressure effect; air unable to escape from mould
1.Use sufficient casting force
2.Use investment of adequate permeability
3.Avoid presence of residue of wax in mould
4.Place pattern no more than 6-8mm away from end of casting ring.

85
• Newer investments have been aimed at the casting of titanium and titanium based alloys.
• This is because molten titanium is highly reactive with oxygen and is capable of reducing some of the oxides commonly found in investment.
• Titanium can react with residual oxygen, nitrogen and carbon from investment. These elements harden and embrittles titanium in the solid state.
Recent advances:

86
As a result, either modifications of existing refractory formulations and binder or new refractory formulations and binder system are required.
A variety of investment formulations for the casting of titanium have been developed over the past several years.
These investments might be classified as PBI,ESBI and Cemented (magnesia bonded by an aluminous cement, which contains a mass fraction of 5% zirconia) In these investments many kinds of refractories such as silica, alumina, magnesia and zirconia have been used.

87
Titavest, an aluminia-magnesia-system. Mixed with a special liquid the material becomes a spinel structure.

88
• Craig’s Restorative Dental Materials 13th edition by Ronald L. Sakaguchi and John M. Powers.
• Philip’s science of dental materials, 11th edition by Kenneth J. Anusavice.
References

THANK YOU