
The effects of forging and rolling on microstructure in O ...

Investigation of microstructure and properties of surface
nanocrystallization layer by rolling technology
Song Mingfu a, Liu Guimin b , Cai Zhihaic , Zhao Junjund
(Academy of Armored Force Engineering, National Key Laboratory for Remanufacturing,
Beijing,100072)
a [email protected], b [email protected], c [email protected], d [email protected]
Key words: pre-forcing rolling technology; Surface Nanocrystallization; deposited layer
Abstract. This article will introduce a new type of surface nano technology, that is the Surface
Nanocrystallization technology by pre-forcing rolling. A nanocrystalline surface layer was
fabricated on deposited layer by using pre-forceing rolling technology (PFRT) .The microstructure
of treated specimens was characterized by using scanning electron microscopy and transmission
electron microscopy. Experimental evidence showed, The technology can form a smooth surface on
the parts, so it can be used as the last process of the machining. The equipment has a simple
structure, similar to ordinary lathe tool, so can be used in the ordinary lathe or the machining center.
Experimental analysis indicated the coars crystal in the surface layer could be refined into
nanocrystalline by using the pre-forceing rolling technology, attaining optimizing surface structure
of metal parts.
Introduction
According to the theories of surface engineering, in the service environment, the failure of the
mechanical parts often begins in the surface. The fatigue and wear of the Materials is sensitive to
the surface structure and property, so the over performance and serving behavior can be enhanced
by the optimization of the surface organization and structure[1,2]. The Surface Nanocrystallization
is a new surface dispose technology, which can nanocrystallize the crystal of the surface, so that it
changes the structure and the physical and chemical properties greatly. Due to the nanocrystalline
structure and the strong compressive stress, the microhardness and contact fatigue resistance of the
element surface promote greatly. So it can enhance the wear resistant of the element surface, and
reduce the possibility of the fatigued crack[3,4].
This article will introduce a new type of surface nano technology, that is the Surface
Nanocrystallization technology by pre-forcing rolling. The rolling head with a pre-pressure rolls on
the surface of the parts, so that the surface material is plastically deformed, refinement the surface
grain by dislocation motion, so that the surface structure is detailed and homogeneous, to form a
thick compression stress layer. The technology can form a smooth surface on the parts, so it can be
used as the last process of the machining. The equipment has a simple structure, similar to ordinary
lathe tool, so can be used in the ordinary lathe or the machining center. By changing the grip end, it
can deal with the shaft parts and plane parts, without any additional power source, so can be used in
many scopes.
Applied Mechanics and Materials Vols. 395-396 (2013) pp 746-750Online available since 2013/Sep/03 at www.scientific.net© (2013) Trans Tech Publications, Switzerlanddoi:10.4028/www.scientific.net/AMM.395-396.746
All rights reserved. No part of contents of this paper may be reproduced or transmitted in any form or by any means without the written permission of TTP,www.ttp.net. (ID: 134.148.10.13, University of Newcastle, Callaghan, Australia-15/09/13,04:08:03)

Chuck Rolling head
Work piece
Saddle
Lo
ng
itu
din
al f
eed
axial feed
Chuck Rolling head Work piece
Longit
udin
al f
eed
axial feed
Saddle
The Surface Nanocrystallization technology by pre-forcing rolling
1.1 The type tools pre pressures rolling equipment features
Type tools pre-pressure rolling equipment suitable for the outer circle and the end face of the
shaft parts. The rolling equipment is the main body by the head and knife two parts. The tip portion
comprises: supporting the rollers and the roller. The cutter body including: built-in spring, pressure
regulator, shank (fixture). Wherein the cutter head of the roller and the direct contact with the
workpiece to complete the rolling of the workpiece. Support roller small roller for fixed head. The
knife spring of the body for pre-pressure is applied to the roller.
Pre-pressure rolling equipment is different from the traditional rolling equipment, the main
difference is that: different structures, the use of different purposes, and different processing effect.
Figure 2 is a schematic diagram type tools pre-pressure rolling equipment with traditional process
of rolling head comparison. The main structural difference is that the pre-pressure rolling device
with ordinary rolling equipment: the ordinary rolling device rolling head and the rear of the blade
body is usually rigid connection, which can be simplified as a rigid body, as shown in Figure 1. The
pre-pressure rolling device provided inside the spring, the preset pressure on the workpiece, it can
be simplified into the elastomer, as shown in Figure 2.
The main purpose of the conventional rolling apparatus is used to improve the part surface finish.
The pre-pressure rolling equipment is mainly used to improve and optimize the structure of the
surface microstructure to improve the surface properties. Works and processing effects due to the
different structure of the two devices, there are also differences. Ordinary rolling equipment to
reduce the surface roughness by the rigidity of the rolling head and the surface of the extrusion
purposes, and does not make the surface structure refinement. The force between the roller head and
the workpiece completely through the contact surface between the plastically deformed. Therefore
difficult to process for high hardness materials processing parts more surface dimensions change.
The surface layer region and can not be formed due to the force between the rolling head and the
workpiece is fully achieved by the rigidity of the surface of the extrusion and, the a significantly
thicker microscopic strain region, therefore the ordinary rolling head can not be achieved grain
refinement, and improve organizational purposes.
Fig.1 Schematic illustration of
rolling device
Fig.2 Schematic illustration
of pre-forceing rolling device
Applied Mechanics and Materials Vols. 395-396 747

(a) (b)
Rolling spot (c)
Rolling trace
(d)
Rolling trace
1.2 Pre-pressure rolling surface of the nano-technology principle
Pre-pressure rolling surface of grain refinement principle similar to the principle of surface
mechanical grinding surface nanocrystallization. Applied load by rolling head acts at the surface of
the material, each role will be near the surface of the material produces a stress field, a small
volume element will be along a different direction of any stress Exchange plastically deformed
(Figure 3 a, b), when the follow-up loads in different positions of the surface of the material, a small
volume element of the newly generated stress Exchange will produce plastic deformation along the
other direction (see Figure 3b). Figures 3c and 3d is a schematic diagram of the stress field of the
surface layer when the shaft parts rolling, the rolling process, the surface formed by the adjacent
tracks stress field is formed superimposed. Thus, despite the macroscopic deformation amount of
the material is small, but the sum of any one small volume element along different directions
microscopic deformation amount is very large, through this special plastic deformation of the
material near the surface of grain refinement to the nano-volume level [5].
Fig 3 Stress field in the surface of working during pre-forceing rolling
Pre-forceing rolling technology in the application of the surface of the welding repair parts
2.1 Cross-sectional SEM micrographs
Figure 4 is a rough the surfacing layer cross-section morphology seen surfacing layer of coarse
dendrite. Figure 5 is a cross-sectional scanning electron micrograph of the surfacing the repair layer
by rolling treatment. Seen from Figure 5, a significant plastic deformation layer is formed in the
rolling surface, the severe plastic deformation layer thickness of approximately 15 μm. The
microscopic structure of the deformation zone was significantly different from the original
surfacing layer. Severe plastic deformation layer, layer of the original surfacing repair dendritic
structure no longer exists, the surface tissue was significantly refine [8-9]. The outermost surface
structure refinement is the most serious, decreased the extent of plastic deformation of the outside to
the inside, showing the stepped change trend.
748 Advanced Materials and Processes III
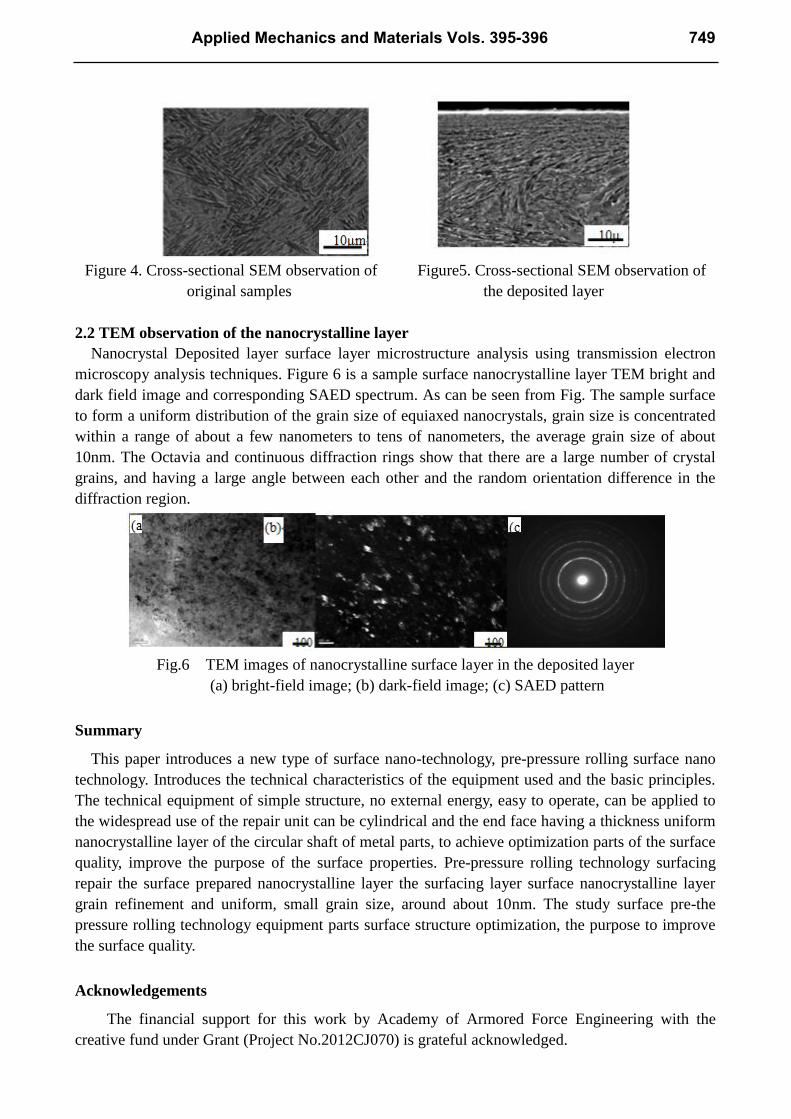
Figure 4. Cross-sectional SEM observation of Figure5. Cross-sectional SEM observation of
original samples the deposited layer
2.2 TEM observation of the nanocrystalline layer
Nanocrystal Deposited layer surface layer microstructure analysis using transmission electron
microscopy analysis techniques. Figure 6 is a sample surface nanocrystalline layer TEM bright and
dark field image and corresponding SAED spectrum. As can be seen from Fig. The sample surface
to form a uniform distribution of the grain size of equiaxed nanocrystals, grain size is concentrated
within a range of about a few nanometers to tens of nanometers, the average grain size of about
10nm. The Octavia and continuous diffraction rings show that there are a large number of crystal
grains, and having a large angle between each other and the random orientation difference in the
diffraction region.
Fig.6 TEM images of nanocrystalline surface layer in the deposited layer
(a) bright-field image; (b) dark-field image; (c) SAED pattern
Summary
This paper introduces a new type of surface nano-technology, pre-pressure rolling surface nano
technology. Introduces the technical characteristics of the equipment used and the basic principles.
The technical equipment of simple structure, no external energy, easy to operate, can be applied to
the widespread use of the repair unit can be cylindrical and the end face having a thickness uniform
nanocrystalline layer of the circular shaft of metal parts, to achieve optimization parts of the surface
quality, improve the purpose of the surface properties. Pre-pressure rolling technology surfacing
repair the surface prepared nanocrystalline layer the surfacing layer surface nanocrystalline layer
grain refinement and uniform, small grain size, around about 10nm. The study surface pre-the
pressure rolling technology equipment parts surface structure optimization, the purpose to improve
the surface quality.
Acknowledgements
The financial support for this work by Academy of Armored Force Engineering with the
creative fund under Grant (Project No.2012CJ070) is grateful acknowledged.
Applied Mechanics and Materials Vols. 395-396 749

References
[1] R.Z.Valiev,A.V.Korznikov and R.R.Mulyukov, Structure and properties of ultrafine-grained
materials produced by severe plastic deformation[J], Scripta Metall Mater, 1993,168(2): 141-152
[2] R.Z.Valiev, R.K.Islamgaliev and I.V.Alexanderov. Bulk nanostructured materials from severe
plastic deformation [J]. Prog.Mater.Sci, 2000, l 45:103-113
[3] LU K., LU JIAN. Surface nanorystallization(SNC)of metallic materials- presentation of the
concept behind a new approach [J] J Mater Sci Technol, 1999,15(3): 193-197
[4] LU K, LU J. Nanostructured surface layer on metallic materials induced by surface mechanical
attrition treatment [J] Materials Science and Engineering A, 2004, 375–377: 38-45
[5] X. Wu, N. Tao, Y. Hong et al. Microstructure and evolution of mechanically-inducedultrafine
grain in surface layer of AL-alloy subjected toUSSP[J]. Acta Materialia. 2002,50:2075–2084.
750 Advanced Materials and Processes III

Advanced Materials and Processes III 10.4028/www.scientific.net/AMM.395-396 Investigation of Microstructure and Properties of Surface Nanocrystallization Layer by Rolling
Technology 10.4028/www.scientific.net/AMM.395-396.746
![Modelling microstructural alterations under rolling ......[7] T. Ochi, Y. Kusano, Change in microstructure and properties in the rolling contact fatigue of bearing steel, Nippon Steel](https://static.fdocuments.us/doc/165x107/5e7841c6f620486ba559a0cd/modelling-microstructural-alterations-under-rolling-7-t-ochi-y-kusano.jpg)

















