


INTRODUCTION TO WELDING PROCESSES FOR REFRIGERANT …
39
INTRODUCTION TO WELDING PROCESSES FOR REFRIGERANT PIPING AND VESSELS Douglas Reindl, Ph.D., P.E. Professor & Director University of Wisconsin-Madison Industrial Refrigeration Consortium
Transcript of INTRODUCTION TO WELDING PROCESSES FOR REFRIGERANT …

INTRODUCTION TO WELDING
PROCESSES FOR REFRIGERANT
PIPING AND VESSELS
Douglas Reindl, Ph.D., P.E.
Professor & Director
University of Wisconsin-Madison
Industrial Refrigeration Consortium

Welding basics
• Joining of two or more materials by
coalescence
• Most processes involve significant heat addition
• Shielding – protection of the weld puddle
• Essential to prevent unwanted reactions (oxidation) between
weld puddle and ambient
• Provided by vaporizing a flux or externally supplied gas
• Must remain present until puddle solidifies
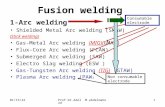
Welding Processes - SMAW
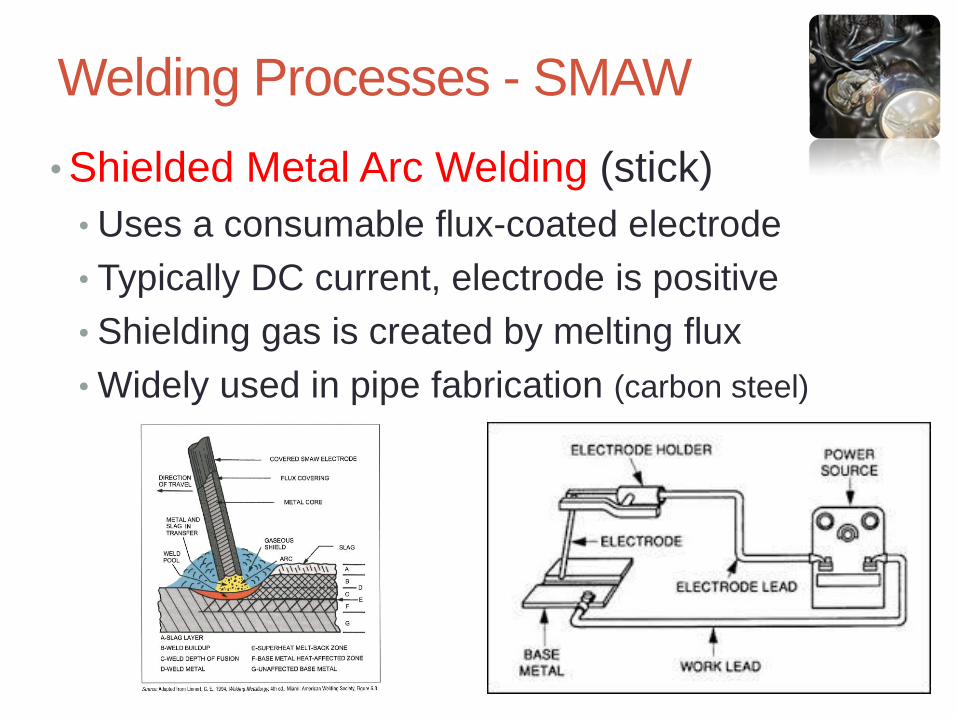
• Shielded Metal Arc Welding (stick)
• Uses a consumable flux-coated electrode
• Typically DC current, electrode is positive
• Shielding gas is created by melting flux
• Widely used in pipe fabrication (carbon steel)

Excerpted from Welding tips and tricks

Excerpted from Welding tips and tricks

SMAW
• Advantages
• Versatile welding process
• No external shielding gas
required
• Moderate production rates
• Low equipment cost
• Allows welding in any
position
• Disadvantages
• Dirty process
• Susceptible to slag
inclusion in weld
• Relatively slow production
process
• Frequent starts and stops
• High filler material waste (electrode stubs)

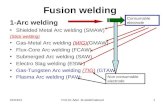
Welding Processes – GTAW
• Gas Tungsten Arc Welding (TIG)
• Non-consumable tungsten electrode to sustain arc (DCEN)
• Welds with and without filler (filler fed by hand)
• Separately supplied shielding gas (Ar, He, and mixes)
• Produces a clean weld
• In refrigerant piping, it can be used for root pass

Excerpted from Welding tips and tricks

GTAW – example of electrode selection

GTAW
• Advantages
• Welds more metals and
metal alloys than any
other process
• High quality and
precision
• Minimal HAZ
• Aesthetic welds
• No sparks or spatter
• No flux or slag
• Disadvantages
• Cannot weld
uncontrolled ambient
conditions
• Requires backing gas if
internal cleanliness is
required
• Low production rates
due to slow process
• Generally requires
higher operator skill
Welding Processes – GMAW & FCAW
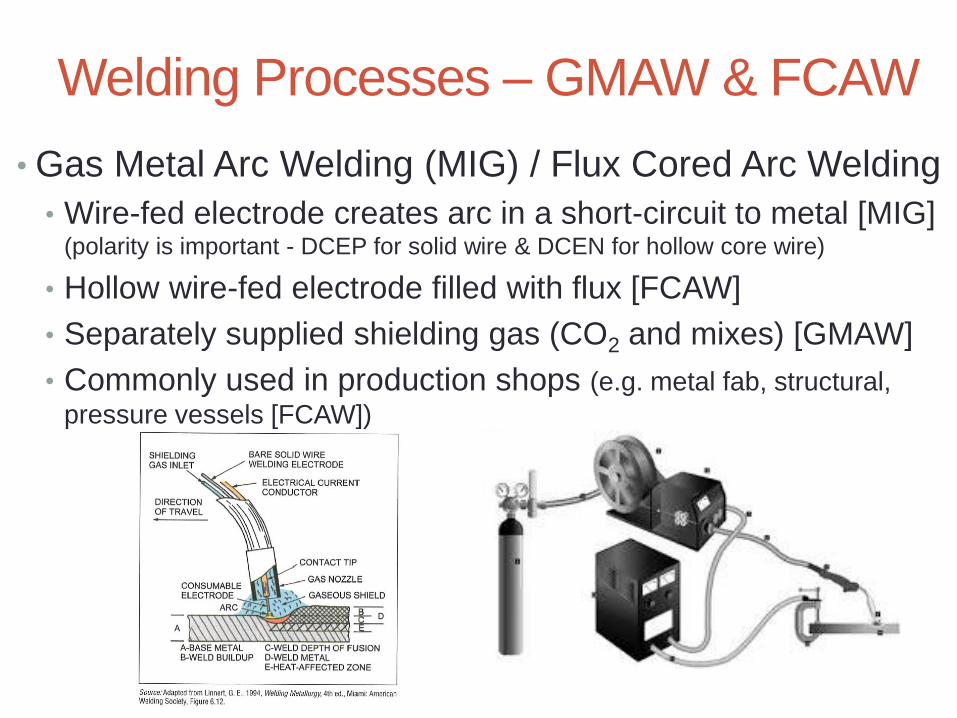
• Gas Metal Arc Welding (MIG) / Flux Cored Arc Welding
• Wire-fed electrode creates arc in a short-circuit to metal [MIG] (polarity is important - DCEP for solid wire & DCEN for hollow core wire)
• Hollow wire-fed electrode filled with flux [FCAW]
• Separately supplied shielding gas (CO2 and mixes) [GMAW]
• Commonly used in production shops (e.g. metal fab, structural,
pressure vessels [FCAW])

GMAW
• Advantages
• Hi production rate
• Less spatter than SMAW
• No flux or slag (FCAW will
have slag)
• One of the easiest
processes to learn
• Can be used in all
positions
• Disadvantages
• Cannot weld
uncontrolled ambient
conditions
• More difficult in using for
out of position welding

Excerpted from Welding tips and tricks

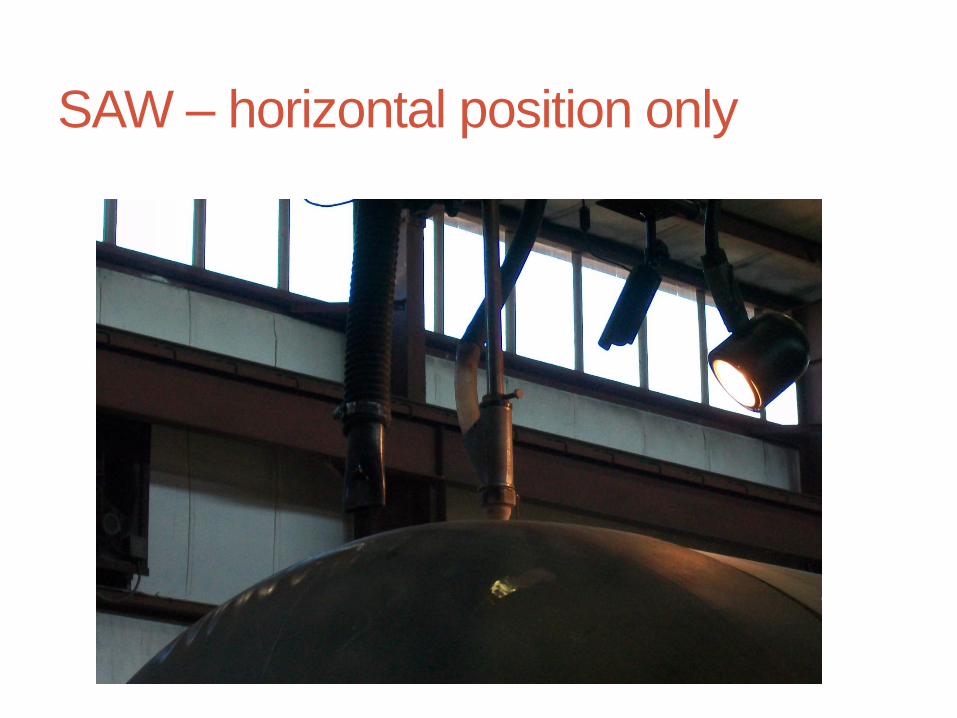
Welding Processes – SAW
• Submerged Arc Welding
• Wire-fed electrode creates arc in a short-circuit to metal
• Granular flux applied over arc creates shielding gas
• Typically limited to flat position fillet and groove welds
• Commonly used in production shops (e.g. pressure vessels)
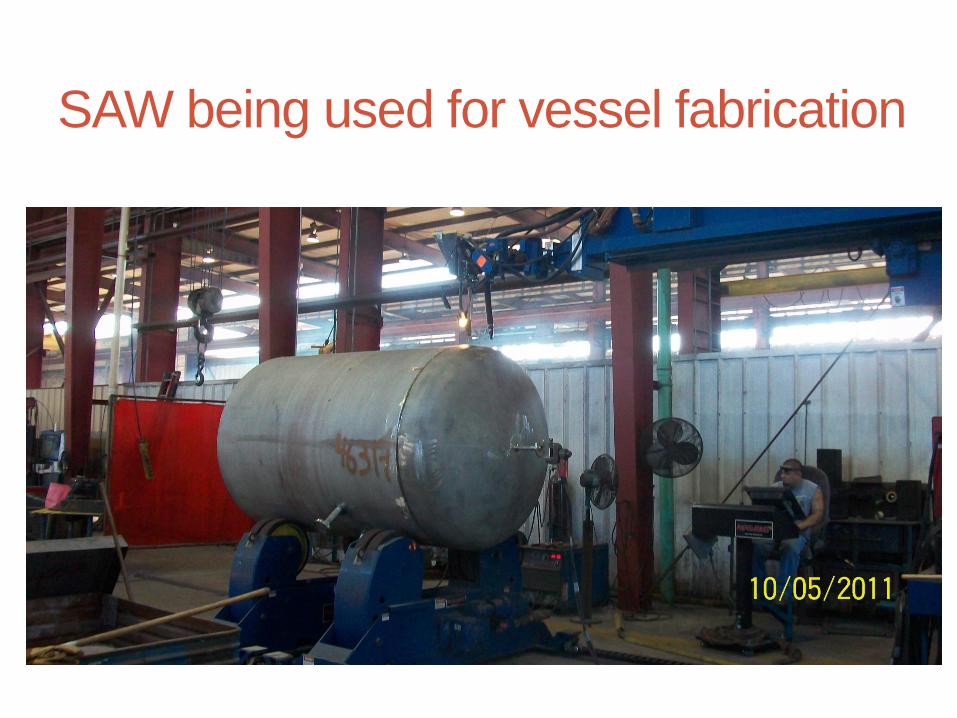
SAW being used for vessel fabrication

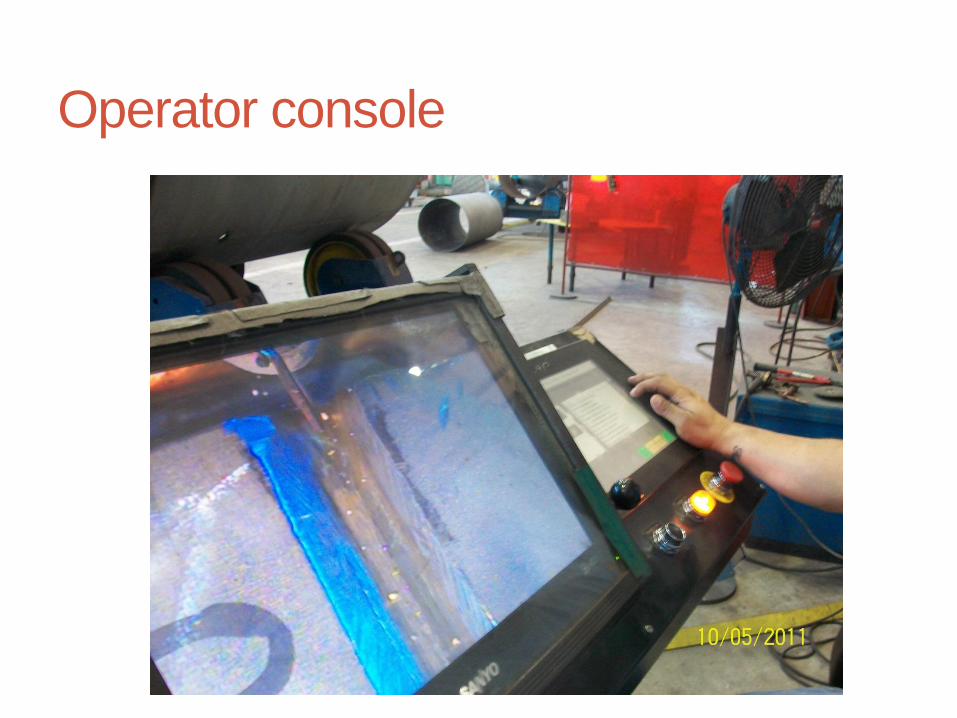
Display showing depositing of granular
flux ahead of the continuous fed electrode

SAW
• Advantages
• Hi production rate
• Capable of very high
amperage
• Can accommodate
welding thick sections
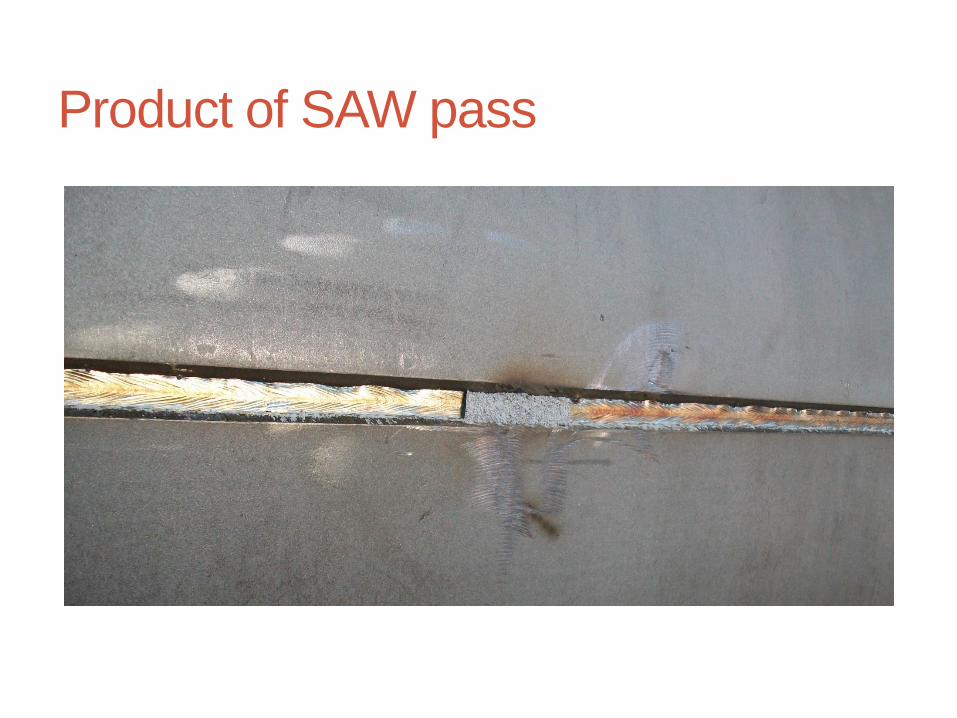
• High quality welds with
minimum operator skill
• Disadvantages
• Can only be used in flat or
horizontal positions only
• Practical only in a shop
environment
• Weld pool itself is under
pool of granular flux

Filler materials
• General care and handling
• Moisture is a big enemy
• Keep them clean and dry!
• Avoid contact with grease, oil, and debris
• E7018 must be kept in a rod oven or hot box to
avoid weld porosity
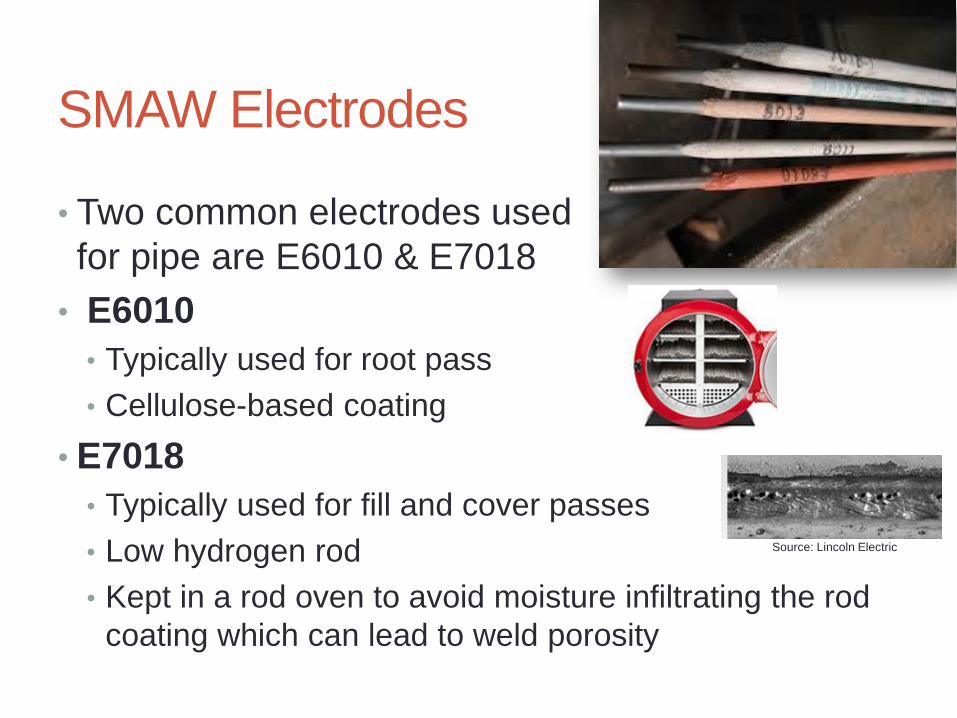
SMAW Electrodes
• Two common electrodes used
for pipe are E6010 & E7018
• E6010
• Typically used for root pass
• Cellulose-based coating
• E7018
• Typically used for fill and cover passes
• Low hydrogen rod
• Kept in a rod oven to avoid moisture infiltrating the rod
coating which can lead to weld porosity
Source: Lincoln Electric

GTAW electrodes – AWS5.18
• Carbon steel to carbon steel
• ER70S-3
• Carbon steel to stainless steel
• ER309 or ER309L filler
• Generally pick filler yield strength
to match the higher strength mtl.
E R X X S - X
Electrode
Min tensile
strength ksi
Solid wire
Chemical
composition
LET’S TEST YOUR
KNOWLEDGE!
The following questions are intended to apply to the fabrication of
refrigerant piping for industrial ammonia refrigeration systems.
Test your welding IQ
1. It is permissible to commence pipe welding
with metal temperatures at or below 32F.
True or False?
Q #1 is False
527.3.1 General. No welding shall be done if the
weld area is wet or exposed to high wind or at a
metal temperature below 32°F (0°C).

Test your welding IQ
2. It is permissible for an apprentice to tack
sections of pipe together as long as a
certified welder performs the root pass.
True or False?

Q #2 is False
527.3.2 (b) Tack welds shall be made by a
qualified welder or shall be removed. Tack
welds that are not removed shall be made with a
filler metal that is the same or equivalent to the
electrode to be used for the first pass. Tack welds
that have cracked shall be removed. …

Test your welding IQ
3. The use of backing rings for pipe is not required but when used, the backing rings can be either ferrous (metallic) or nonferrous/nonmetallic.
True or False?

Q #3 is True
527.1.2 The use of backing rings is not mandatory
but; however, when used, they shall conform to the
following requirements
a. Ferrous rings shall be made from material of
good weldable quality, and the sulfur content
shall not exceed 0.05%. Preferable material is
same chemical composition as the parts being
joined.
b. Backing rings made of nonferrous or nonmetallic
materials may be used provided they have no
effect on the weld or the contained fluid.
Satisfactory use shall be demonstrated by
qualification of the weld procedure.

Test your welding IQ
4. The code requires that socket welds have
the pipe fully inserted to the base of the
receiving socket before welding.
True or False?

Test your welding IQ
5. The required examination for welds in
accordance with ASME B31.5 is visual.
True or False?

Q #5 is True
536.4.1 Visual Examination Prior to operation, visual examination is required in accordance with this paragraph for all refrigerant and secondary coolant piping.
Visual examination is the observation of whatever portions of components, joints, and other piping elements that are exposed to such observation either before, during, or after manufacture, fabrication, assembly, erection, inspection, or testing. This examination may include verification of the applicable requirements for materials, components, dimensions, joint preparation, alignment, welding or joining, mechanical joints, supports, assembly, and erection.

Test your welding IQ
6. Seal welding of threaded joints is
permitted as long as the external threads
are completely covered by the weld.
True or False?
Q #6 is True
527.3.1 Seal Welds. Where seal welding of
threaded joints is performed, external threads shall
be entirely covered by the seal weld. Seal welding
shall be done by qualified welders.