Interface Characteristic and Properties of Stainless … · Interface Characteristic and Properties...
4
Interface Characteristic and Properties of Stainless Steel/HSLA Steel Clad Plate by Vacuum Rolling Cladding Guangming Xie * , Zongan Luo, Guanglei Wang, Liang Li and Guodong Wang The State Key Laboratory of Rolling and Automation, Northeastern University, Shenyang 110819, P. R. China 304 austenite stainless steel plate and HSLA steel plate were subjected to vacuum rolling cladding (VRC). The microstructure characteristic and properties of the clad interface were investigated in detail. During the VRC process, the clad interface was held at a high vacuum all the time, resulting in significantly decreased oxidation at the interface. A small amount of very fine oxide particles (diameter < 0:5 mm) can be found at the clad interface, and no obvious defects were observed. The remarkable diffusion of Ni and Cr elements led to the formation of a transition zone with high hardness. The shear strength of the clad interface was as high as 487 MPa, and the fracture occurred at the HSLA steel near the transition zone. No cracks were found at the clad interface after the 180 bending tests with both outside and inside manners. [doi:10.2320/matertrans.M2011127] (Received April 25, 2011; Accepted May 30, 2011; Published July 13, 2011) Keywords: vacuum rolling cladding, clad plate, interface, microstructure, mechanical properties 1. Introduction Stainless steel clad plates are widely used in chemical and nuclear industries in order to take advantage of the corrosion- resistant and reduce the cost. The stainless steel clad plate was fabricated by cladding a stainless steel on the surface of the high strength low alloy (HSLA) steel. 1) Recently, explosive cladding, 2,3) rolling cladding 4,5) and weld overlay cladding 6–9) have been used to produce the clad plates. Explosive cladding is a widely applied technique to produce the clad plates, especially for the metals with dissimilar melting points. However, the explosive clad plate has bad flatness, and a hot rolling process is usually needed to improve the flatness quality. 2,3) The clad plate with good flatness can be fabricated by rolling cladding, but it is difficult to control the interface oxidation, resulting in the signifi- cantly reduced bonding strength. Vacuum rolling cladding (VRC) was invented at Japan’s Kawasaki Heavy Ind. Ltd. in 1981. 10) Figure 1 shows the concept of VRC. Two metal plates are surface-treated and made up into a built-up slab and the electron beam welding (EBW) was performed at the four sides (Figs. 1(a) and (b)). The built-up slab is hot-rolled to produce a clad plate (Fig. 1(c)). The surface treatment removes the scale and other foreign matter, and the EBW ensures the high vacuum in the built-up slab and avoids interface oxidation during heating and hot rolling. During the VRC, by severe rolling deformation at the high vacuum and high temperature, sound metallurgical bonding of the two metals was achieved at the clad interface. Recently, another rolling cladding method under a vacuum atmosphere was reported widely. 11,12) Compared to the VRC, both heating and rolling processes of two metal plates were conducted in a vacuum chamber with the high vacuum. However, the large clad plate is difficult to produce by this method and the rolling capability of rolling mill, i.e., the rolling reduction rate, is also limited due to the small chamber volume. The Ti/stainless steel clad plate and aluminum alloy/stainless steel clad plate were obtained by this method, 11,12) but no studies on the HSLA steel/stainless steel clad plate were reported. Currently, there are few investigations on the VRC. In 2004, JFE Steel Corporation reported the commercial production of the stainless steel clad plate by VRC, but no detailed microstructure characteristic of the clad interface was investigated. 13,14) In our previous work, clad plate of two same carbon steel plates was achieved by VRC and exhibited sound mechanical properties. 15) In this study, we investigated on the correlation between the interface microstructure and the mechanical properties of the clad plate of 304 stainless steel and HSLA steel by VRC. 2. Experimental Procedure 304 austenite stainless steel and HSLA steel plates with dimension of 200 mm 100 mm 10 mm and 200 mm 100 mm 50 mm, respectively, were clad by VRC. The chemical compositions of the 304 stainless steel and the HSLA steel are given in Table 1. The surfaces of stainless steel and HSLA steel were machined by the milling machine to reveal the fresh metal surface. EBW was performed at a welding current of 30 mA, a welding voltage of 80 kV and a welding speed of 200 mm/min with vacuum degree of 1 10 2 Pa. Hot rolling was carried out after soaking the built-up slab at 1200 C for 60 min. The thickness of the clad plate was reduced from 60 mm (10+50) down to 12 mm (2+10) after 4 passes hot rolling with a reduction ratio of 24% in each pass. Fig. 1 Schematic presentation of the VRC process for stainless steel/ HSLA steel clad plate: (a) Surface treatment and stacking, (b) EBW and heating, and (c) hot rolling. * Corresponding author, E-mail: [email protected] Materials Transactions, Vol. 52, No. 8 (2011) pp. 1709 to 1712 #2011 The Japan Institute of Metals RAPID PUBLICATION
Transcript of Interface Characteristic and Properties of Stainless … · Interface Characteristic and Properties...

Interface Characteristic and Properties of Stainless Steel/HSLA Steel
Clad Plate by Vacuum Rolling Cladding
Guangming Xie*, Zongan Luo, Guanglei Wang, Liang Li and Guodong Wang
The State Key Laboratory of Rolling and Automation, Northeastern University, Shenyang 110819, P. R. China
304 austenite stainless steel plate and HSLA steel plate were subjected to vacuum rolling cladding (VRC). The microstructurecharacteristic and properties of the clad interface were investigated in detail. During the VRC process, the clad interface was held at a highvacuum all the time, resulting in significantly decreased oxidation at the interface. A small amount of very fine oxide particles (diameter <0:5mm) can be found at the clad interface, and no obvious defects were observed. The remarkable diffusion of Ni and Cr elements led to theformation of a transition zone with high hardness. The shear strength of the clad interface was as high as 487 MPa, and the fracture occurred atthe HSLA steel near the transition zone. No cracks were found at the clad interface after the 180� bending tests with both outside and insidemanners. [doi:10.2320/matertrans.M2011127]
(Received April 25, 2011; Accepted May 30, 2011; Published July 13, 2011)
Keywords: vacuum rolling cladding, clad plate, interface, microstructure, mechanical properties
1. Introduction
Stainless steel clad plates are widely used in chemical andnuclear industries in order to take advantage of the corrosion-resistant and reduce the cost. The stainless steel clad platewas fabricated by cladding a stainless steel on the surfaceof the high strength low alloy (HSLA) steel.1) Recently,explosive cladding,2,3) rolling cladding4,5) and weld overlaycladding6–9) have been used to produce the clad plates.Explosive cladding is a widely applied technique to producethe clad plates, especially for the metals with dissimilarmelting points. However, the explosive clad plate has badflatness, and a hot rolling process is usually needed toimprove the flatness quality.2,3) The clad plate with goodflatness can be fabricated by rolling cladding, but it is difficultto control the interface oxidation, resulting in the signifi-cantly reduced bonding strength.
Vacuum rolling cladding (VRC) was invented at Japan’sKawasaki Heavy Ind. Ltd. in 1981.10) Figure 1 shows theconcept of VRC. Two metal plates are surface-treated andmade up into a built-up slab and the electron beam welding(EBW) was performed at the four sides (Figs. 1(a) and (b)).The built-up slab is hot-rolled to produce a clad plate(Fig. 1(c)). The surface treatment removes the scale andother foreign matter, and the EBW ensures the high vacuumin the built-up slab and avoids interface oxidation duringheating and hot rolling. During the VRC, by severe rollingdeformation at the high vacuum and high temperature,sound metallurgical bonding of the two metals was achievedat the clad interface. Recently, another rolling claddingmethod under a vacuum atmosphere was reportedwidely.11,12) Compared to the VRC, both heating and rollingprocesses of two metal plates were conducted in a vacuumchamber with the high vacuum. However, the large cladplate is difficult to produce by this method and the rollingcapability of rolling mill, i.e., the rolling reduction rate,is also limited due to the small chamber volume. TheTi/stainless steel clad plate and aluminum alloy/stainless
steel clad plate were obtained by this method,11,12) but nostudies on the HSLA steel/stainless steel clad plate werereported.
Currently, there are few investigations on the VRC. In2004, JFE Steel Corporation reported the commercialproduction of the stainless steel clad plate by VRC, but nodetailed microstructure characteristic of the clad interfacewas investigated.13,14) In our previous work, clad plate of twosame carbon steel plates was achieved by VRC and exhibitedsound mechanical properties.15) In this study, we investigatedon the correlation between the interface microstructure andthe mechanical properties of the clad plate of 304 stainlesssteel and HSLA steel by VRC.
2. Experimental Procedure
304 austenite stainless steel and HSLA steel plates withdimension of 200 mm� 100 mm� 10 mm and 200 mm�100 mm� 50 mm, respectively, were clad by VRC. Thechemical compositions of the 304 stainless steel and theHSLA steel are given in Table 1. The surfaces of stainlesssteel and HSLA steel were machined by the milling machineto reveal the fresh metal surface. EBW was performed at awelding current of 30 mA, a welding voltage of 80 kV anda welding speed of 200 mm/min with vacuum degree of1� 10�2 Pa. Hot rolling was carried out after soaking thebuilt-up slab at 1200�C for 60 min. The thickness of the cladplate was reduced from 60 mm (10+50) down to 12 mm(2+10) after 4 passes hot rolling with a reduction ratio of24% in each pass.
Fig. 1 Schematic presentation of the VRC process for stainless steel/
HSLA steel clad plate: (a) Surface treatment and stacking, (b) EBW and
heating, and (c) hot rolling.
*Corresponding author, E-mail: [email protected]
Materials Transactions, Vol. 52, No. 8 (2011) pp. 1709 to 1712#2011 The Japan Institute of Metals RAPID PUBLICATION
The clad interface sample was etched with a solution of5 mL nitric acid and 95 mL ethanol. Microstructural featureswere characterized by scanning electron microscopy (SEM)and transmission electron microscopy (TEM), equipped withenergy dispersive spectroscopy (EDS). Element distributionanalysis was carried out on a JEOL-8530 electron probemicroscopic analyzer (EPMA). The Vickers hardness testswere performed on a Future Tech-type Vickers hardnessmachine with a 100 g load for 13 s. The bend and shearspecimens were machined perpendicular to the rollingdirection with a gauge length of 150 mm, gauge width of10 mm and gauge thickness of 8 mm (2+6). The shear testswere accorded with the ASTM standard.16) The bend andshear tests were carried out using an Instron-type universaltesting machine at a strain rate of 1� 10�3 s�1.
3. Results and Discussion
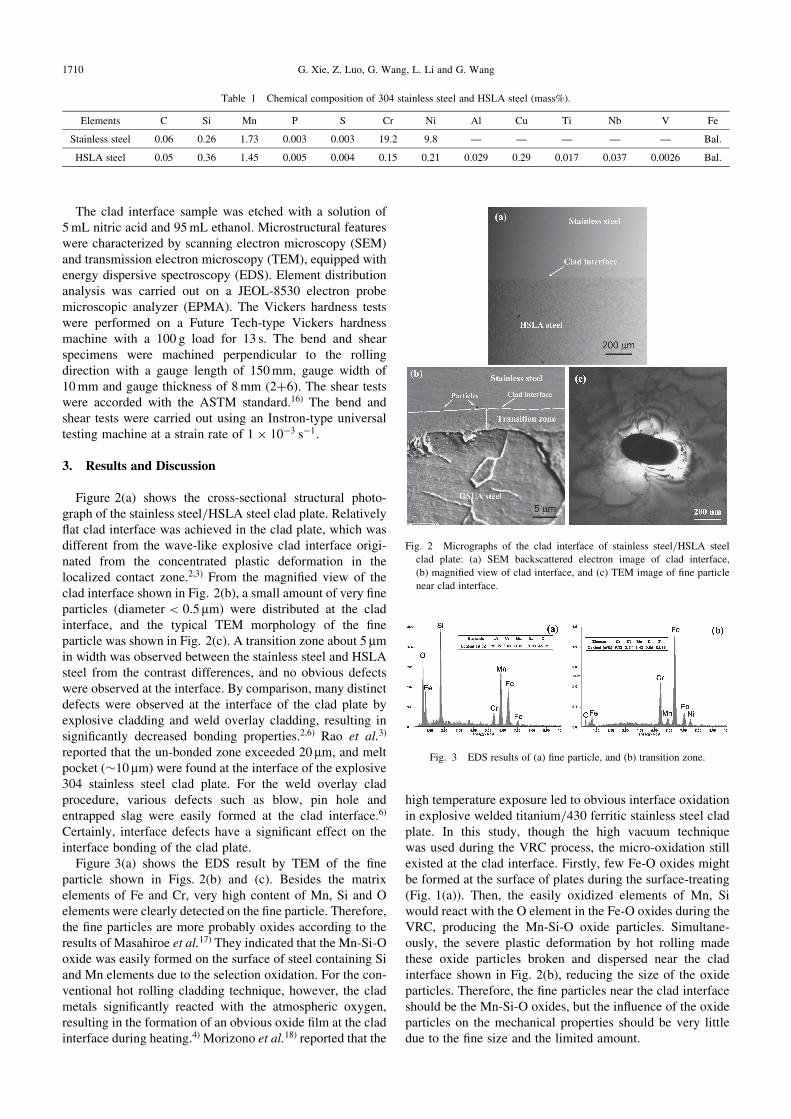
Figure 2(a) shows the cross-sectional structural photo-graph of the stainless steel/HSLA steel clad plate. Relativelyflat clad interface was achieved in the clad plate, which wasdifferent from the wave-like explosive clad interface origi-nated from the concentrated plastic deformation in thelocalized contact zone.2,3) From the magnified view of theclad interface shown in Fig. 2(b), a small amount of very fineparticles (diameter < 0:5 mm) were distributed at the cladinterface, and the typical TEM morphology of the fineparticle was shown in Fig. 2(c). A transition zone about 5 mmin width was observed between the stainless steel and HSLAsteel from the contrast differences, and no obvious defectswere observed at the interface. By comparison, many distinctdefects were observed at the interface of the clad plate byexplosive cladding and weld overlay cladding, resulting insignificantly decreased bonding properties.2,6) Rao et al.3)
reported that the un-bonded zone exceeded 20 mm, and meltpocket (�10 mm) were found at the interface of the explosive304 stainless steel clad plate. For the weld overlay cladprocedure, various defects such as blow, pin hole andentrapped slag were easily formed at the clad interface.6)
Certainly, interface defects have a significant effect on theinterface bonding of the clad plate.
Figure 3(a) shows the EDS result by TEM of the fineparticle shown in Figs. 2(b) and (c). Besides the matrixelements of Fe and Cr, very high content of Mn, Si and Oelements were clearly detected on the fine particle. Therefore,the fine particles are more probably oxides according to theresults of Masahiroe et al.17) They indicated that the Mn-Si-Ooxide was easily formed on the surface of steel containing Siand Mn elements due to the selection oxidation. For the con-ventional hot rolling cladding technique, however, the cladmetals significantly reacted with the atmospheric oxygen,resulting in the formation of an obvious oxide film at the cladinterface during heating.4) Morizono et al.18) reported that the
high temperature exposure led to obvious interface oxidationin explosive welded titanium/430 ferritic stainless steel cladplate. In this study, though the high vacuum techniquewas used during the VRC process, the micro-oxidation stillexisted at the clad interface. Firstly, few Fe-O oxides mightbe formed at the surface of plates during the surface-treating(Fig. 1(a)). Then, the easily oxidized elements of Mn, Siwould react with the O element in the Fe-O oxides during theVRC, producing the Mn-Si-O oxide particles. Simultane-ously, the severe plastic deformation by hot rolling madethese oxide particles broken and dispersed near the cladinterface shown in Fig. 2(b), reducing the size of the oxideparticles. Therefore, the fine particles near the clad interfaceshould be the Mn-Si-O oxides, but the influence of the oxideparticles on the mechanical properties should be very littledue to the fine size and the limited amount.
Fig. 2 Micrographs of the clad interface of stainless steel/HSLA steel
clad plate: (a) SEM backscattered electron image of clad interface,
(b) magnified view of clad interface, and (c) TEM image of fine particle
near clad interface.
Fig. 3 EDS results of (a) fine particle, and (b) transition zone.
Table 1 Chemical composition of 304 stainless steel and HSLA steel (mass%).
Elements C Si Mn P S Cr Ni Al Cu Ti Nb V Fe
Stainless steel 0.06 0.26 1.73 0.003 0.003 19.2 9.8 — — — — — Bal.
HSLA steel 0.05 0.36 1.45 0.005 0.004 0.15 0.21 0.029 0.29 0.017 0.037 0.0026 Bal.
1710 G. Xie, Z. Luo, G. Wang, L. Li and G. Wang
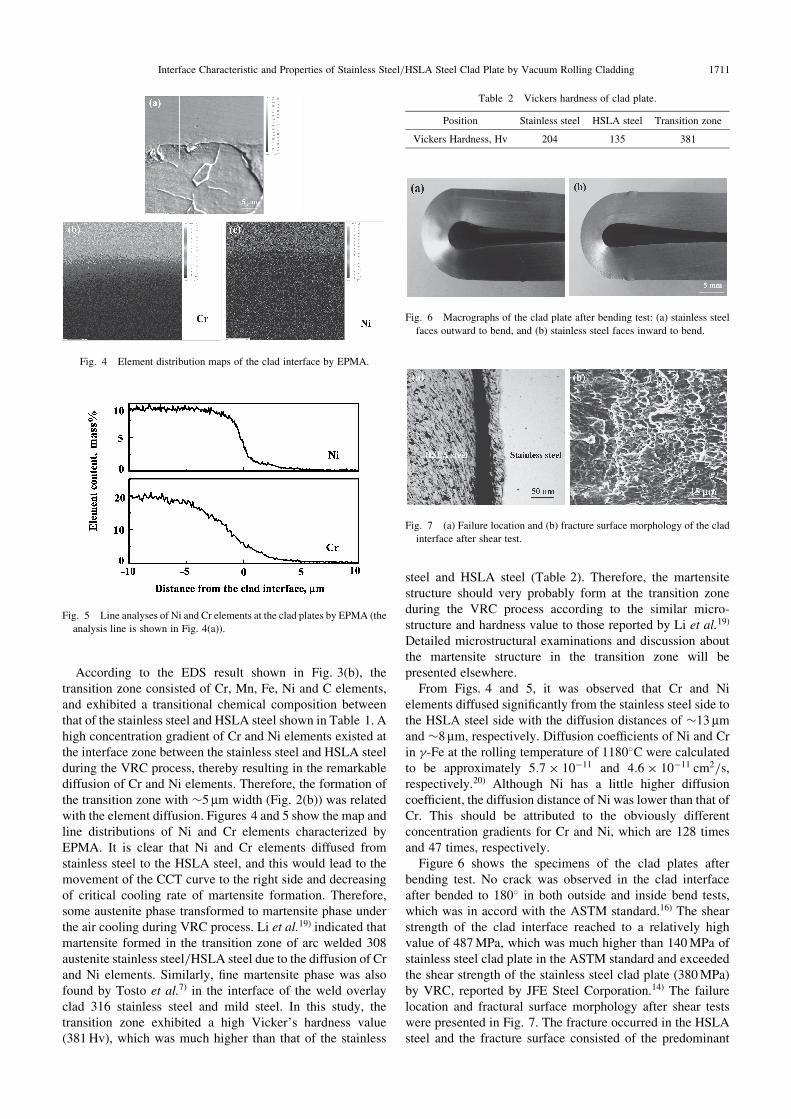
According to the EDS result shown in Fig. 3(b), thetransition zone consisted of Cr, Mn, Fe, Ni and C elements,and exhibited a transitional chemical composition betweenthat of the stainless steel and HSLA steel shown in Table 1. Ahigh concentration gradient of Cr and Ni elements existed atthe interface zone between the stainless steel and HSLA steelduring the VRC process, thereby resulting in the remarkablediffusion of Cr and Ni elements. Therefore, the formation ofthe transition zone with �5 mm width (Fig. 2(b)) was relatedwith the element diffusion. Figures 4 and 5 show the map andline distributions of Ni and Cr elements characterized byEPMA. It is clear that Ni and Cr elements diffused fromstainless steel to the HSLA steel, and this would lead to themovement of the CCT curve to the right side and decreasingof critical cooling rate of martensite formation. Therefore,some austenite phase transformed to martensite phase underthe air cooling during VRC process. Li et al.19) indicated thatmartensite formed in the transition zone of arc welded 308austenite stainless steel/HSLA steel due to the diffusion of Crand Ni elements. Similarly, fine martensite phase was alsofound by Tosto et al.7) in the interface of the weld overlayclad 316 stainless steel and mild steel. In this study, thetransition zone exhibited a high Vicker’s hardness value(381 Hv), which was much higher than that of the stainless
steel and HSLA steel (Table 2). Therefore, the martensitestructure should very probably form at the transition zoneduring the VRC process according to the similar micro-structure and hardness value to those reported by Li et al.19)
Detailed microstructural examinations and discussion aboutthe martensite structure in the transition zone will bepresented elsewhere.
From Figs. 4 and 5, it was observed that Cr and Nielements diffused significantly from the stainless steel side tothe HSLA steel side with the diffusion distances of �13 mmand �8 mm, respectively. Diffusion coefficients of Ni and Crin �-Fe at the rolling temperature of 1180�C were calculatedto be approximately 5:7� 10�11 and 4:6� 10�11 cm2/s,respectively.20) Although Ni has a little higher diffusioncoefficient, the diffusion distance of Ni was lower than that ofCr. This should be attributed to the obviously differentconcentration gradients for Cr and Ni, which are 128 timesand 47 times, respectively.
Figure 6 shows the specimens of the clad plates afterbending test. No crack was observed in the clad interfaceafter bended to 180� in both outside and inside bend tests,which was in accord with the ASTM standard.16) The shearstrength of the clad interface reached to a relatively highvalue of 487 MPa, which was much higher than 140 MPa ofstainless steel clad plate in the ASTM standard and exceededthe shear strength of the stainless steel clad plate (380 MPa)by VRC, reported by JFE Steel Corporation.14) The failurelocation and fractural surface morphology after shear testswere presented in Fig. 7. The fracture occurred in the HSLAsteel and the fracture surface consisted of the predominant
Fig. 4 Element distribution maps of the clad interface by EPMA.
Fig. 5 Line analyses of Ni and Cr elements at the clad plates by EPMA (the
analysis line is shown in Fig. 4(a)).
Table 2 Vickers hardness of clad plate.
Position Stainless steel HSLA steel Transition zone
Vickers Hardness, Hv 204 135 381
Fig. 6 Macrographs of the clad plate after bending test: (a) stainless steel
faces outward to bend, and (b) stainless steel faces inward to bend.
Fig. 7 (a) Failure location and (b) fracture surface morphology of the clad
interface after shear test.
Interface Characteristic and Properties of Stainless Steel/HSLA Steel Clad Plate by Vacuum Rolling Cladding 1711

fine dimple rupture. Though martensite phase is a brittlephase, we think that only few fine martensite phases formedat the transition zone according to the study of Tosto et al.7)
In this case, the transition zone may be strengthened by thefew fine martensite phase. Therefore, the ductile fractureshowing fine dimples occurred at the HSLA steel side withthe lowest hardness near the transition zone. Kacar et al.2)
reported that during explosive clad of 316L stainless steel/HSLA steel, the shear strength of 380 MPa was obtained dueto the occurrence of the melt zone. Rao et al.3) indicated thatthe shear strength of the stainless steel/HSLA steel clad plateby explosive cladding and hot rolling was 384 MPa and somerubbed fracture features with a bamboo-like appearancewere observed. The low shear strength was attributed to theinterface oxidation during hot rolling. Therefore, the inter-face microstructure characteristic plays an important role inthe mechanical properties of the clad plate. In this study,under the combination of high vacuum, high temperature andhigh rolling deformation, significantly reduced interfaceoxidation was achieved and no obvious defects were found atthe clad interface, resulting in the sound metallurgicalbonding. Anyhow, obtaining a defect-free clad interface isthe key for obtaining the high-property clad plate in anycladding processes.
4. Conclusions
The sound 304 austenite stainless steel/HSLA steel cladplate was successfully fabricated by vacuum rolling cladding.A small amount of fine oxide particles were found at the cladinterface. The transition zone was formed by the diffusion ofNi and Cr. Excellent mechanical properties were achieved inthe stainless steel clad plate. No crack was observed at theclad interface after bended to 180� with both inside andoutside manners. Shear strength of the clad plate reached to487 MPa, and the obvious ductile fracture occurred in theHSLA steel with lowest hardness near the transition zone.
Acknowledgements
This work was supported by the Fundamental ResearchFunds for the Chinese Central Universities N090307003.
REFERENCES
1) I. F. Lancester: Metallurgy of Welding, (Chapman&Hall, 1984)
pp. 286–289.
2) R. Kacar and M. Acarer: Mater. Sci. Eng. A 363 (2003) 290–296.
3) N. V. Rao, D. S. Sarma, S. Nagarjuna and G. M. Reddy: Mater. Sci.
Techol. 25 (2009) 1387–1396.
4) H. Y. Wu, S. Lee and J. Y. Wang: J. Mater. Process. Technol. 75 (1998)
173–179.
5) X. K. Peng, G. Heness and W. Y. Yeung: J. Mater. Sci. 34 (1999) 277–
281.
6) N. V. Rao, G. M. Reddy and S. Nagarjuna: Mater. Design 32 (2011)
2496–2506.
7) S. Tosto, F. Nenci and H. Jiandong: J. Mater. Sci. 29 (1994) 5852–
5858.
8) P. K. Ghosh, P. C. Gupta, M. Breazu and P. K. Gupta: Trans. Japan Inst.
Metals 28 (1987) 579–584.
9) T. Ishda: J. Mater. Sci. 26 (1991) 6431–6435.
10) Y. Toshio: Patent Abstracts of Japan, Publication Number: 56-011189.
11) K. Takayuki, M. Masakazu, N. Kazumasa, K. Mitsuaki and H.
Masahiro: J. JWS. 22 (2004) 300–308 (in Japanese).
12) J. C. Yan, D. S. Zhao, C. W. Wang, L. Y. Wang, Y. Wang and S. Q.
Yang: Mater. Sci. Technol. 25 (2009) 914–918.
13) S. Nishida, T. Matsuoka and T. Wada: JFE Technical Report 5 (2005)
1–9.
14) http://www.jfe-steel.co.jp/en/products/plate/05-koucyo.html.
15) G. M. Xie, Z. A. Luo, H. G. Wang, G. D. Wang and L. J. Wang: Adv.
Mater. Res. 324 (2010) 97–101.
16) ASTM, Designation A 263-09.
17) N. Masahiro, H. Ikuro, K. Shinji, K. Manabu and O. Yoshinobu: Tetsu
To Hagane 92 (2006) 378–384.
18) Y. Morizono, M. Nishida, A. Chiba and K. Imamura: J. Iron Steel Inst.
Jpn. 85 (1999) 340–345.
19) G. F. Li, E. A. Charles and J. Congleton: Corros. Sci. 43 (2001) 1963–
1983.
20) K. E. Rhelning: Steel and Its Heat Treatment, 2nd ed, (London
Butterworths, 1984) pp. 25–26.
1712 G. Xie, Z. Luo, G. Wang, L. Li and G. Wang