
Intensive Cyanuration
4
Intensive Cyanidation And Its Implications For The Definition Of Gravity Recoverable Gold A H (Sandy) Gray Technical Director Gekko Systems Pty Ltd. 321 Learmonth Road, Ballarat, Victoria, 3350, Australia. Phone: +61 3 5339 5859; Fax +61 3 5339 5803 Website: www.gekkos.com Email: [email protected] ABSTRACT The commercialisation of intensive cyanidation through the development of the InLine Leach Reactor has changed the way we define Gravity Recoverable Gold (GRG). The increased use of batch centrifugal concentrators (a trend commenced in the early 1990’s) in grinding circuits re- established the role of gravity concentration in the recovery of free gold. The use of gravity provided benefits which included lower costs and improved recovery. The general acceptance of BCC units in the recovery of free gold has lead to the definition of GRG as the proportion of gold that can be recovered in a BCC. The high upgrade features and low mass flow to concentrate of a batch unit result in the recovery of largely free gold to the exclusion of auriferous sulphides. Previously this feature of batch units has been an advantage given that secondary treatment generally beset by poor recoveries…. However the high recovery rates achieved in intensive cyanidation have made the recovery of both free and sulphide related gold significantly more beneficial. Increasing gravity concentrate yield and treating. Importantly the split of heavies to the gravity circuit has the potential to significantly increase recoveries through preferential treatment of specific streams. Often the sulphide stream proves to leach improved performance in intensive leach conditions rather than in low intensity CIP/CIL condition providing potential to significantly improve overall recovery. Accordingly it is becoming more generally accepted that testwork to establish GRG should be broadened from purely centrifugal based devices to include a broader spectrum of auriferous related minerals. Limitations on the performance of these circuits however have been significant with concentrates being upgraded to smeltable grade with the use of secondary often low "g" gravity devices such as shaking tables. Research has indicated very poor recoveries with often less than 50% of auriferous material recovered from the concentrate feed (Gray, 1999). This problem is compounded where auriferous sulphides are present. The bulk of the concentrates produced are cleaned on shaking tables. Concentrate yields are very low and table recoveries are low both combining in less than optimum performance of the gravity circuit. Where auriferous sulphides are present this is compounded. Traditionally sulphide gold concentrates were difficult to treat with low recoveries and poor quality concentrates for smelting being produced. The tails from the cleaning process were invariably returned to the milling circuit at relatively high grades. This material is possibly the most difficult to treat in the downstream CIL / CIP leach train. The InLine Leach Reactor can treat these concentrates at high mass flows and achieve extremely high recoveries. This has the potential to significantly increase recoveries in some ore types. INTRODUCTION The use of gravity separation in CIP / CIL plants is widespread with the benefits of recovering coarse free gold up front well defined. The use of batch centrifugal concentrators allows a very small mass recovery to concentrate at very high gold grade. These devices are however limited to the recovery of free gold due to mass pull limitations. More complex ores such as pyrite / arsenopyrite / pyrrhotite and stibnite ores can benefit from gravity recovery. The batch centrifugal concentrator only partially achieves this benefit. It is necessary to achieve higher mass pulls (yields) to concentrate in order to recover the sulphide-associated gold. Sulphide associated gold is gold which is attached to, or within the grain boundaries of the sulphide particles. This material is recoverable with conventional gravity devices such as jigs, InLine Pressure Jigs (IPJ), spirals and less conventional units such as flotation, Kelsey Jigs and Falcon continuous machines. Previously continuous sulphide concentrates have been successfully produced but have been difficult to upgrade. The traditional tabling process can recover a proportion of the free gold into a high-grade concentrate and can also concentrate the sulphide component. However the gold value in the sulphide itself is generally too low to make it practical to direct smelt (30-1000 ppm). Smelting of sulphide material is generally difficult and has associated health risks. Low quality gold bars are produced which tend to break easily. These sulphide / free gold concentrates can represent a large proportion of the overall mill feed gold but cannot be concentrated into a small, high-grade concentrate. Mill steel is also present in these concentrates and has never in the past been dealt with in a satisfactory manner (Hinde et al, 1983) 1 . When metallics are recovered from the concentrate, _______________________________________ _______________________________________ Randol Gold & Silver Forum, Vancouver, Canada - May 2000. _______________________________________ Page 1 A.H. (Sandy) Gray. Intensive Cyanidation And Its Implications For The Definition Of Gravity Recoverable Gold
description
cianuracion intensiva
Transcript of Intensive Cyanuration

Intensive Cyanidation And Its Implications For The Definition Of Gravity Recoverable Gold
A H (Sandy) Gray Technical Director
Gekko Systems Pty Ltd. 321 Learmonth Road, Ballarat, Victoria, 3350, Australia.
Phone: +61 3 5339 5859; Fax +61 3 5339 5803 Website: www.gekkos.com Email: [email protected]
ABSTRACT
The commercialisation of intensive cyanidation through the development of the InLine Leach Reactor has changed the way we define Gravity Recoverable Gold (GRG). The increased use of batch centrifugal concentrators (a trend commenced in the early 1990’s) in grinding circuits re-established the role of gravity concentration in the recovery of free gold. The use of gravity provided benefits which included lower costs and improved recovery.
The general acceptance of BCC units in the recovery of free gold has lead to the definition of GRG as the proportion of gold that can be recovered in a BCC. The high upgrade features and low mass flow to concentrate of a batch unit result in the recovery of largely free gold to the exclusion of auriferous sulphides. Previously this feature of batch units has been an advantage given that secondary treatment generally beset by poor recoveries….
However the high recovery rates achieved in intensive cyanidation have made the recovery of both free and sulphide related gold significantly more beneficial. Increasing gravity concentrate yield and treating. Importantly the split of heavies to the gravity circuit has the potential to significantly increase recoveries through preferential treatment of specific streams. Often the sulphide stream proves to leach improved performance in intensive leach conditions rather than in low intensity CIP/CIL condition providing potential to significantly improve overall recovery.
Accordingly it is becoming more generally accepted that testwork to establish GRG should be broadened from purely centrifugal based devices to include a broader spectrum of auriferous related minerals.
Limitations on the performance of these circuits however have been significant with concentrates being upgraded to smeltable grade with the use of secondary often low "g" gravity devices such as shaking tables. Research has indicated very poor recoveries with often less than 50% of auriferous material recovered from the concentrate feed (Gray, 1999). This problem is compounded where auriferous sulphides are present. The bulk of the concentrates produced are cleaned on shaking tables. Concentrate yields are very low and table recoveries are low both combining in less than optimum performance of the gravity circuit. Where auriferous sulphides are present this is compounded. Traditionally sulphide gold
concentrates were difficult to treat with low recoveries and poor quality concentrates for smelting being produced. The tails from the cleaning process were invariably returned to the milling circuit at relatively high grades. This material is possibly the most difficult to treat in the downstream CIL / CIP leach train. The InLine Leach Reactor can treat these concentrates at high mass flows and achieve extremely high recoveries. This has the potential to significantly increase recoveries in some ore types. INTRODUCTION
The use of gravity separation in CIP / CIL plants is widespread with the benefits of recovering coarse free gold up front well defined. The use of batch centrifugal concentrators allows a very small mass recovery to concentrate at very high gold grade. These devices are however limited to the recovery of free gold due to mass pull limitations. More complex ores such as pyrite / arsenopyrite / pyrrhotite and stibnite ores can benefit from gravity recovery. The batch centrifugal concentrator only partially achieves this benefit. It is necessary to achieve higher mass pulls (yields) to concentrate in order to recover the sulphide-associated gold. Sulphide associated gold is gold which is attached to, or within the grain boundaries of the sulphide particles. This material is recoverable with conventional gravity devices such as jigs, InLine Pressure Jigs (IPJ), spirals and less conventional units such as flotation, Kelsey Jigs and Falcon continuous machines.
Previously continuous sulphide concentrates have been successfully produced but have been difficult to upgrade. The traditional tabling process can recover a proportion of the free gold into a high-grade concentrate and can also concentrate the sulphide component. However the gold value in the sulphide itself is generally too low to make it practical to direct smelt (30-1000 ppm). Smelting of sulphide material is generally difficult and has associated health risks. Low quality gold bars are produced which tend to break easily.
These sulphide / free gold concentrates can represent a large proportion of the overall mill feed gold but cannot be concentrated into a small, high-grade concentrate. Mill steel is also present in these concentrates and has never in the past been dealt with in a satisfactory manner (Hinde et al, 1983)1. When metallics are recovered from the concentrate,
______________________________________________________________________________Randol Gold & Silver Forum, Vancouver, Canada - May 2000.
_______________________________________
Page 1A.H. (Sandy) Gray.
Intensive Cyanidation And Its Implications For The Definition Of Gravity Recoverable Gold
entrainment and smearing of gold ensures the product is returned to the milling circuit. G.G.Stanley (1987)2
This concentrate / sulphide material is also problematic in the normal down-stream leach circuit as it can be highly oxygen consuming and is known to have passivating characteristics in a relatively low strength cyanide leach typical of CIP / CIL Richard Addison (1980)3
The removal of this material from the main leach circuit can be shown to have great benefit on overall CIP / CIL recovery.
The problem in the past has been the recovery of gold from this lower grade, concentrate.
A combination of materials handling and chemistry has been responsible for the move away from bulk concentrate treatment.
The development of intensive cyanidation into a high capacity, commercially available package is changing the way we define Gravity Recoverable Gold
GOLD OCCURRENCE
The free gold distribution in ores varies widely (5%-95%). The free gold distribution in the ore can be evenly distributed throughout the ore but may also be varied within the ore type and within any heading or working face. Test work and characterisation on some ore types is extremely difficult and it is these ore types which tend to give the most difficulty in the process plant. Ores, which vary widely in gold distribution (mineralogy), give the most trouble in the process plant.
The distribution of gold within any ore type can be split into three major categories.
1. Free Gold
Gold which occurs as metallic / native gold / electrum. This gold is defined by its relatively density. The density of this material is usually greater than specific gravity. 15.
FIGURE 1 Free Gold in Quartz Vein1
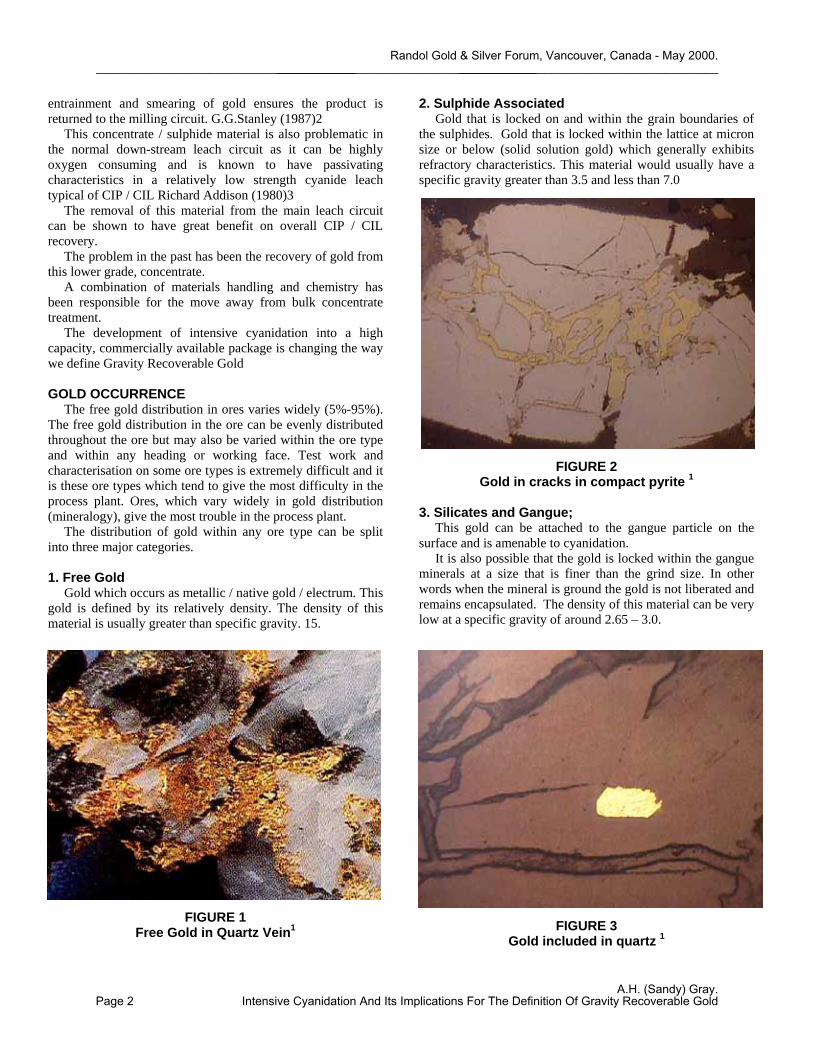
2. Sulphide Associated Gold that is locked on and within the grain boundaries of
the sulphides. Gold that is locked within the lattice at micron size or below (solid solution gold) which generally exhibits refractory characteristics. This material would usually have a specific gravity greater than 3.5 and less than 7.0
FIGURE 2 Gold in cracks in compact pyrite 1
3. Silicates and Gangue;
This gold can be attached to the gangue particle on the surface and is amenable to cyanidation.
It is also possible that the gold is locked within the gangue minerals at a size that is finer than the grind size. In other words when the mineral is ground the gold is not liberated and remains encapsulated. The density of this material can be very low at a specific gravity of around 2.65 – 3.0.
FIGURE 3 Gold included in quartz 1
______________________________________________________________________________Randol Gold & Silver Forum, Vancouver, Canada - May 2000.
_______________________________________
Page 2A.H. (Sandy) Gray.
Intensive Cyanidation And Its Implications For The Definition Of Gravity Recoverable Gold

Of these main categories the first two are a definite target for recovery by gravity means. The third is too close to gangue density to be effectively separated.
SIZE DISTRIBUTION
The size distribution of the auriferous particles within each of the categories has a large bearing on the ability to recover the gold to a final gravity concentrate.
In the comminution process the particles liberate at various size ranges. This is widely variable with ore type. A particular ore may have a large free gold component but the free gold may not liberate until the particles are very fine. Conversely the ore may have coarse free gold which liberates readily at a coarse grind.
Sulphide associated gold is more variable still, with the liberation size of the sulphide the critical issue.
The aspect ratio of liberated free gold plays a large role in the recovery process. Gold tends to roll out into flakes very readily which reduces the recovery potential of the particle.
GRAVITY RECOVERY Primary Concentrate
The recovery of the gold by gravity is dependant on all of the above conditions. The free gold can by its very nature be recovered into a low mass, high-grade concentrate. High upgrade ratios with batch centrifugal concentrators can be achieved. These units are limited by their high upgrade ratios to recovery of free gold and minute percentages of the sulphide associated gold. However depending on the ore type the free gold component may not be dominant whereas the sulphide component may carry the largest proportion of the gold.
Mines such as Penjom - Malaysia, Big Bell – Western Australia, KCGM – Western Australia and many others have high components of sulphide associated gold. Some of these ores such as KCGM are semi – refractory and others are not such as Penjom.
Many primary ores have a combination of both free and sulphide associated gold. If only the free gold is targeted as at present with centrifugal devices the potential for overall recovery is reduced.
The use of continuous recovery devices, which allow far greater mass of concentrate to be produced, ensures far higher recoveries to be achieved. The recovery at this stage is to a primary concentrate.
It must be remembered that in virtually every case both jigs, spirals and centrifugal concentrators require massive upgrade to produce saleable grade bars, ranging from 10:1 to 50:1. This is especially difficult at the high density of these concentrates. The higher the density of the concentrate the more difficult it is to upgrade and retain recovery.
The grade recovery curve of every ore type is different. However there is generally a similarity in the front end of the curve (massive sulphide mines excepted). In other words the greater the mass recovered at the front end the greater the chance of higher overall recovery.
When working in the steepest part of the curve, which is always at the beginning, it is possible to recover a greater proportion of the gold for less effort and at relatively low yield. If one assumes that the gravity recoverable component is that which a low yield device can recover then it is almost impossible to picture the continuation of the curve that this implies. It in fact implies that the grade recovery curve is not a curve at all but a segmented set of steps. What in fact is shown is the recovery limit of a low yield device.
0%
20%
40%
60%
80%
100%
0% 20% 40% 60% 80% 100%Yield
Rec
over
y
GRG
GRG
GkRG
GkRG
FIGURE 4 Recovery yield curve for two different ores
Secondary Concentrate
The production of a concentrate is of no value unless the product can be treated satisfactorily to achieve a worthwhile outcome. The upgrading of concentrates to smeltable grade has always presented problems. The recovery of free gold on shaking tables has dominated the upgrade process.
The recovery range of a table is between 45 and 2000 um. Below and above this range the recovery drops off rapidly. In many cases this has been sufficient to give substantial benefit to the producer. If one wishes to increase this benefit it is necessary to firstly recover more gold into the primary concentrate and then recover more gold from that concentrate.
FIGURE 5 Wilfley table with free gold and sulphide streams.
______________________________________________________________________________Randol Gold & Silver Forum, Vancouver, Canada - May 2000.
_______________________________________
Page 3A.H. (Sandy) Gray.
Intensive Cyanidation And Its Implications For The Definition Of Gravity Recoverable Gold

INTENSIVE CYANIDATION
In order to increase the recovery of gold from the concentrate it is necessary to make a quantum leap. Past adventures into pre-screening and re-cycling have proven complicated and give only incremental benefit.
Intensive cyanidation has been used for many years Mather and McLean, (1977)4 but has never been successfully implemented in a commercial package. The typical intensive cyanidation unit was always a limited batch device. This usually consisted of an agitated vat of some description. Problems of materials handling, poor recovery and long residence time combined to limit the use of this technology.
Gekko Systems Pty Ltd. has developed the first commercially successful intensive cyanidation unit - the InLine Leach Reactor. The unit is a continuous high throughput device, which is designed to handle concentrates, which range from high tonnage, low-grade at about 50ppm up to low tonnage high-grade concentrates. The unit can also be operated in batch mode if required. The ILR and its development has been reported by Gray and Katsikaros5 and its commercial application reported by Lewis6, and Hillman7.
FIGURE 6 InLine Leach Reactor, Model ILR2000.
The largest unit to date is capable of treating up to 5 tonnes
per hour of coarse concentrates. The smallest unit treats as little as a few hundred kilograms per day.
Concentrates are leached under intense conditions with high cyanide levels from 3000 ppm up to 50,000 ppm and oxygen levels maintained above 15 ppm D.O. Typical leach times range from 6 hours up to 24 hours. Overall average recoveries are generally above 95% with some running at greater than 99%.
The units are designed to be hands free fully automated devices. High security and low maintenance are other major benefits of the unit.
OVERALL BENEFITS The use of intensive cyanidation and its extremely high
recoveries allows far greater primary concentrate yields to be utilised.
Greater concentrate yield means higher overall
recoveries. Existing circuits using batch concentrators which
incorporate shaking tables to upgrade their concentrates will gain immediate benefit by recovery of gold losses from the table tails and hands free fully automated operation.
1 Hinde, A. L., Potgieter, M. L., Frankenhauser, R and Lamos, A. W., (1983). “Performance of Johnson Drums at President Steyn.” Research Report No. 23/83. Chamber of Mines of South Africa, Johannesburg. 2 “The Extractive Metallurgy of Gold in South Africa”, Edited by GG Stanley, Volume 2, SAIMM. 3 Richard Addison, (1980) “Gold and Silver Extraction from Sulfide Ores”, Mining Congress Journal. 4 W.C Mather and J. McLean (1977). “Cyanidation of Gravity Concentrates at Welkom Gold Mine”. Assoc. of Mine Managers of S.A. 1976-1977, pp409-423. 5 Gray A.H., and Katsikaros N. (1999). “The InLine Leach Reactor – The New Art in Intensive Cyanidation of High Grade Centrifugal Gold Concentrates.” Randol Gold and Silver Forum, Denver, May 1999 6 Lewis, G (1999) “The InLine Leach Reactor – Increased Recovery From Preg Robbing Gold Ore at Penjom Gold Mine.” Randol Gold and Silver Forum, Denver ’99, May 1999. 7 Hillman C (1999), “Kundana InLine Leach Reactor”, Gravity Gold Workshop, Darwin, October 1999.
______________________________________________________________________________Randol Gold & Silver Forum, Vancouver, Canada - May 2000.
_______________________________________
Page 4A.H. (Sandy) Gray.
Intensive Cyanidation And Its Implications For The Definition Of Gravity Recoverable Gold


















