INNOVATION AND PRODUCTIVITY - TAPPI and productivity applying cutting edge technology in the...
53
INNOVATION AND PRODUCTIVITY APPLYING CUTTING EDGE TECHNOLOGY IN THE DECORATIVE LAMINATES INDUSTRY Dr Joseph Giansiracusa Depco-PPG Pty Ltd MVD - MELAMINE VAPOUR DEPOSITION NIR - NEAR INFRA RED TECHNOLOGY
Transcript of INNOVATION AND PRODUCTIVITY - TAPPI and productivity applying cutting edge technology in the...

INNOVATION AND PRODUCTIVITY
APPLYING CUTTING EDGE TECHNOLOGY IN THE DECORATIVE LAMINATES
INDUSTRY
Dr Joseph GiansiracusaDepco-PPG Pty Ltd
MVD - MELAMINE VAPOUR DEPOSITION
NIR - NEAR INFRA RED TECHNOLOGY

MELAMINE VAPOUR DEPOSITION
BACKGROUND
• In the late 1990s Dr Shahab Jahromi and colleagues at DSM developed a process and applied for patents to cover basic technology of MVD onto a substrate to achieve a barrier coating
• In 2005 Depco-PPG applied for a patent to cover the use MVD in the manufacture of decorative laminates

MELAMINE VAPOUR DEPOSITION
• Patents granted to DSM and patent applications by DSM and Depco are used to protect the IP of the owners. Depco has signed an MOU with DSM’s licensing co. (Stamicarbon) for commercial exploitation of the IP.

MELAMINE VAPOUR DEPOSITION
• SUBLIMATION – is the process of a solid changing into a gas without going through the liquid stage
• Under the appropriate conditions melamine sublimes
• MVD – has been achieved by using well known paper metallizing equipment modified to allow sublimation of melamine powder, for example, under vacuum at pressure of 10 -2 to 10 -3 mbar at temperature of 300C
MELAMINE VAPOUR DEPOSITION
CONCEPT – 1
• Dense and smooth decor paper for an improved print base paper (PBP)
• Décor printers may appreciate a dense and smooth decor paper surface, however dense décor papers have proven unsuitable for use due to poor saturation and laminate properties
• MVD opens up new opportunities

MELAMINE VAPOUR DEPOSITION
• From a standard PBP – 70gsm , Gurley 20sec, Bekk 200 sec
• To a high density PBP – 70gsm, Gurley 30sec, Bekk 300 sec
• The paper we used for an MVD trial was actually 65gsm, 40% Ash, Gurley 35sec, Bekk 320 sec., and was coated with @4.5gsm of melamine applied to the print side of the paper. The Bekk value was reduced to 276 sec
• Measured across the 130cm web the MVD values were 4.7g - 4.5g - 4.6g - 4.7g - 4.7gsm

MELAMINE VAPOUR DEPOSITION

MELAMINE VAPOUR DEPOSITION

MELAMINE VAPOUR DEPOSITION

MELAMINE VAPOUR DEPOSITION

MELAMINE VAPOUR DEPOSITION
CONCEPT – 2
• Full core impregnation using MVD to avoid first bath impregnation … a work in progress
• MVD applied to both sides of the decorative paper, followed by separate high speed coating of MF resin
• Paper avoids the limitations of saturation speed but still faces in-line cutting and sheeting limitations

Melamine Vapour DepositionSEM of paper with 2.5g melamine both sides

Melamine Vapour DepositionSEM of paper with 5.0g melamine both sides

Melamine Vapour DepositionSEM of paper with 10.0g melamine both sides

MVD – SEM‘s 500µm

MVD - SEM‘s : 2 x 2,5g – 2 x 5g – 2 x 10g

MELAMINE VAPOUR DEPOSITION
CONCEPT – 3
• Improved postforming laminate using MVD and standard MF resins
• Replace or reduce the use of resin modifiers to improve postforming with MVD applied to either or both the overlay and the décor paper.

MELAMINE VAPOUR DEPOSITION
Décor paper
• For example, a décor paper of 100gsm saturated to 120% with 1.6 mole ratio (F/M) MF resin, with a remaining volatile level of 6% contains @77gsm of melamine
• If 10gsm of melamine per MVD is applied to the paper before impregnation, the F/M ratio would be @1.42
• If 15gsm of melamine per MVD is applied to the paper before impregnation, the F/M ratio would be @1.34

MELAMINE VAPOUR DEPOSITION
Overlay paper
• For example, an overlay paper of 22gsm saturated to 400% with 1.6 mole ratio (F/M) MF resin, with a remaining volatile level of 6% contains @59gsm of melamine
• If 10gsm of melamine per MVD is applied to the paper before impregnation, the F/M ratio would be @1.37
• If 15gsm of melamine per MVD is applied to the paper before impregnation, the F/M ratio would be @1.27
Part 2
NIR TechnologyNear Infra Red

NIR-Technology NEAR INFRA RED
BACKGROUND
• We were asked to consider what options existed in drying technologies
• An introduction was made to Adphos and after an appropriate confidentiality agreement was put in place, the concept of using NIR to evaporate water from an impregnated paper was discussed in detail

NIR-Technology NEAR INFRA RED

NIR TechnologyNear Infra Red
• The business relationship was secured with an agreement that Depco-Europe would take exclusive responsibility for the exploitation of AdPhos NIR equipment to the laminate and woodpanels industry
• AdPhos has numerous patents and patent applications for NIR Technology and NIR equipment. Separately, Depco has applied for several patents to protect the IP developed for using NIR in the laminate and woodpanelsindustry

NIR TechnologyNear Infra Red
Electromagnetic Spectrum

NIR TechnologyNear Infra Red
• Approximately 52% of the energy radiating from the sun is NIR wavelength
• NIR frequencies are typically in the range of 700 – 2500nm
• Water, the preferred solvent in impregnation resins is very sensitive to NIR radiation

NIR TechnologyNear Infra Red
specific frequencies
Spectral Radiation Output for Tungsten Filament Lamps (Including Halogen Lamps & Technical Lamps)
Spectral Radiation Output

NIR-TechnologyNear Infra Red
some advantagesInstant on-off, less than 2 sec. to full power
NIR bridge built in segments allowing active NIR emitters to match width of impregnated paper
A range of emitters, eg., from 800W to 4400W, with a rated life of > 5000hrs
NIR emitters are only 25cm long (web direction) therefore at 60 m/min the web is only seeing each NIR bridge for ca. 0.25 sec
Siemens system control unit for NIR can be integrated into existing treaterPLC
Narrow band of specific energy applied instantly results in fast removal of water rather than conventional method of increasing and decreasing temperature of web over the length of a typical drying tunnel

NIR TechnologyNear Infra Red

NIR TechnologyNear Infra Red
There are some limitations for NIR
• High contrast prints do not so far seem suitable for intense NIR radiation due to different absorption characteristics of the pigments
Energy consumption
• Differences in energy prices, for example between electricity and gas have to be considered, and the energy efficiency of NIR versus gas fired ovens has to be considered (from the lab work we only have theoreticalcalculations until a fully enclosed NIR optimized with reflectors has been installed and operated for a reasonable period of time). Our expectation is that we will not have a significant impact on the energy bill - individual companies have site specific arrangements for energy supply, however…
A Major Commercial Advantage is Productivity
• Increased line speed without increasing the number (length) of drying ovens

NIR TechnologyNear Infra Red
CONCEPT
• Water removal from the impregnated paper at high speed without causing resin / surface degradation = no dusting
• A simple view of the process of impregnation and producing a b-stage film of a white décor paper for carcass application on a modern split oven treater can be expressed as the following
pre-wetting and core saturationreduction of water content and start resin curingcoating drying and curing to required b-stagecutting to sheets

NIR TechnologyNear Infra Red
• Application of NIR radiation after the core impregnation enables a smooth and flexible impregnated paper with a lower volatile content to be presented to the coating section. This lower volatile content after the first stage means that less water has to be removed from the core in the second set of ovens, and from our experience means a lower volatile content in the b-staged impregnated paper is acceptable
• One result achieved on the lab treater at Dynea Krems was
75g white décor paper (35% ash)Core impregnation 46,4g UF resin (starting 50% solids)NIR : one bridge with 1200 Watt emitters at 80% powerCoating 37,3g MF (starting 54% solids)6 metres gas fired dryingEnd weight 168,3g inclusive 5.11% volatile contentLine speed 9.3 metres / minute

NIR TechnologyNear Infra Red
Using NIR Technology has shown us we can achieve –
Higher line speedLittle to no dustingLower volatilesHigh flowNo porosity

NIR TechnologyNear Infra Red
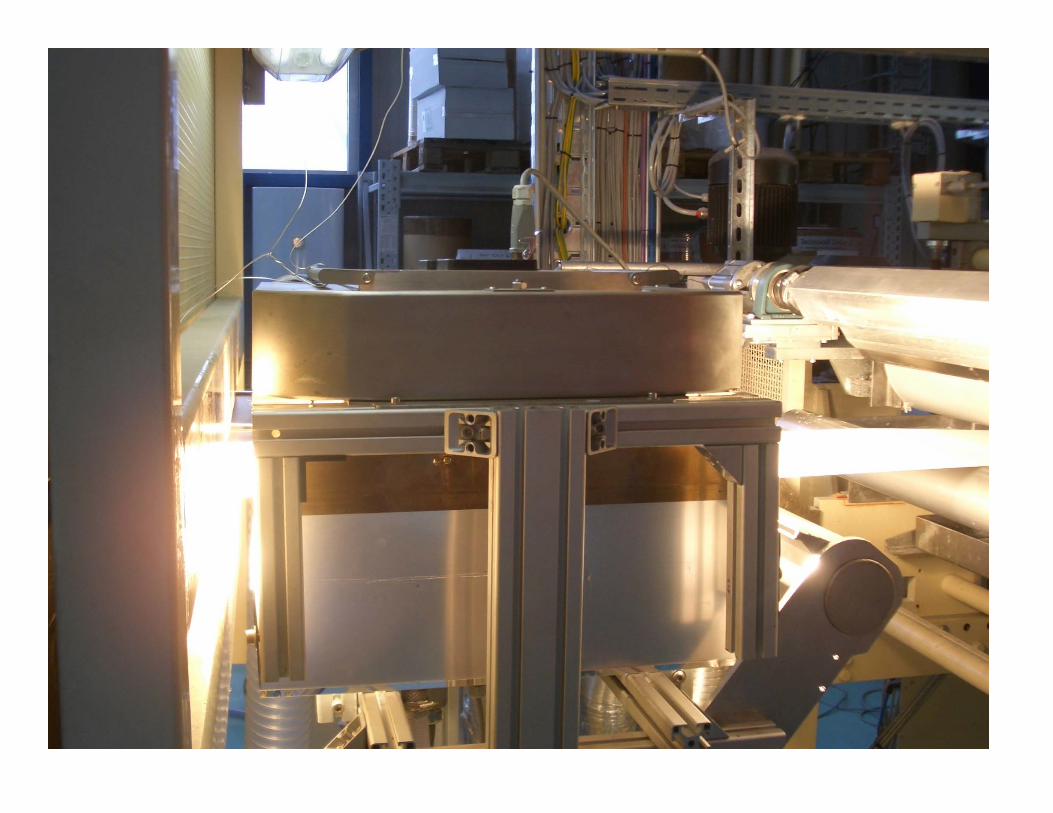
• The following are some pictures from the trials in Krems on the Dynea laboratory treater
• We are extremely grateful to Dynea and AdPhos for theirassistance and patience with us

Dynea Krems Laboratory Treater

NIR Technology

NIR Technology

NIR Technology

NIR Technology
NIR Technology

NIR Technology

NIR Technology

NIR TechnologyNear Infra Red
• In the next slides you will see thatsometimes we had to really improvise, in this case there was really not enoughspace after the gravure section and beforethe second dryers. But the Dynea peoplesaid „let‘s try to hang it to the frame withwire and protect the paintwork with alu-foil“... looks terrible, but it worked!

NIR Technology

NIR Technology
NIR TechnologyNear Infra Red
• Pre-assembly and functional check of all componentsbefore delivery
• Plug and Produce after delivery
• Safety-first ... Special dark glasses are needed to lookinto an operating NIR

NIR Technology
NIR TechnologyNear Infra Red
• Today a modern impregnation line will have between 10 - 12 drying ovens (perhaps a total drying length of 40 metres) including the use fans for hot air circulation to promote dryingand cure
• For NIR Technology the space required between the wet end and the coating station can be reduced, for example to approximately 3 metres (one NIR bridge) or approximately 5 metres for 2 NIR bridges with interim cooling
• Extensive trials conducted at the AdPhos laboratory and on the “lab treater” at Dynea Krems have shown that NIR is an effective method to remove water after the first bath impregnation
• The initial tests at AdPhos demonstrated significant water removal at 60 metres / minute

NIR Technology

NIR Technology

NIR Technology

NIR TechnologyNear Infra Red
• On the Dynea lab treater using a single NIR bridge we have successfully removed 35gsm of water from the first stage impregnation (UF resin at 50% solids). The paper was further coated with MF resin by a set of gravure rollers and dried to b-stage using 6 metres of conventional ovens
• Samples are available if any one is interested to see the results
• With faster line speed being reached through new crosscutter technologies, treaters operating at >100 metres / minute may well become the norm
• NIR Technology is an ideal addition to an existing treater or integrated into a new treater working in combination with conventional drying ovens to produce b-staged films to your specification

Tappi Symposium, Cologne 2007
MVD and NIR … adding value
Application of MVD and NIR Technology in the manufacture of decorative laminates
… a work in progress ... for more information please visit us on the
Munksjö booth in Hall 6 at the Interzumfair.

MELAMINE VAPOUR DEPOSITIONand
NIR TECHNOLOGY
Acknowledgements
In particular we would like to thank the people of AdPhos, DKB, DSM, Dynea and Munksjö. Without their support the results from our endeavours would have been much more
difficult to achieve.