Informacion
156
-
Upload
carlos-guerrero -
Category
Documents
-
view
64 -
download
2
Transcript of Informacion


Massivumgeformte
Komponenten
Forged
Components

Dieses Buch wurde von derHirschvogel Automotive Group erarbeitet.
This book was produced by theHirschvogel Automotive Group.
BeitragendeContributorsMichael DahmeDr. Manfred Hirschvogel†
Peter KettnerDr. Dirk LandgrebeWalter PischelDr. Hans-Willi RaedtChristoph RuileMichael SchleichJürgen Wondrak
ÜbersetzungTranslationSarah Cory-Raedt
Stand: 17. Januar 2011 Last update: 17 January 2011
Druck: Egger, Landsberg am LechPrinting: Egger, Landsberg am Lech
Herausgegeben und bearbeitet von© Hirschvogel Holding GmbH Issued and edited by
© Hirschvogel Holding GmbH
ii
WidmungDedicationDieses Buch ist Dr. Manfred Hirschvogel gewidmet,der im Juli 2010 plötzlich und unerwartet verstarb.
This book is dedicated to Dr. Manfred Hirschvogel,who passed away suddenly and unexpectedly in July2010.
VorwortPreface
Massivumgeformte Komponenten sind in vielen An-wendungsbereichen Schlüsselbauteile für die Über-tragung von Kräften und Momenten. Aufgrund ih-rer herausragenden Werkstoffeigenschaften erlaubensie es, höchste Leistungsdichten zu erreichen. Da-mit ermöglichen sie erst durchgreifenden Leichtbau.Andere umgeformte Komponenten sind der Schlüs-sel für bestimmte Funktionen im Zielsystem (z. B.Wälzlagerungen zur Reibminimierung im Motor).
Forged parts are key components for transmittingforces and torques in many application areas. Dueto their outstanding material properties they canachieve the highest possible power densities, en-abling the design of truly lightweight solutions.Other forged components are crucial for certainfunctions in the target system (e.g. anti-friction bear-ings for minimizing friction in the engine).
In diesem Buch sollen die Prozesse zum Herstellenmassivumgeformter Komponenten dargestellt wer-den. Die Eigenschaften der verwendeten Werkstof-fe und die Entwicklungs- und QM-Methoden run-den die Darstellung ab. An geeigneter Stelle illustrie-ren zahlreiche Beispiele die Potenziale massivumge-formter Komponenten.
This book will present the processes for producingforged components. Subsequently, the properties ofthe materials used as well as development and QMmethods will be outlined. Several examples willserve to demonstrate the potential that forged com-ponents hold.
iii

Durch die konsequent zweisprachige Präsentationwird ein neuer Weg beschritten. Schließlich wirddurch die Darbietung sowohl in klassischer Buch-form als auch in elektronischer Form auf denInternetseiten der Hirschvogel Automotive Group(www.hirschvogel.com) eine ganz neue Qualität derZugänglichkeit zu Grundlagen der Massivumfor-mung und Verfahren der Weiter- und Fertigbearbei-tung geboten.
The bilingual text throughout the book providesa convenient way of presenting the material to awide audience. In addition, the text is availableboth as a book and in electronic form at the In-ternet site of the Hirschvogel Automotive Group(www.hirschvogel.com), allowing greater ease of ac-cess to the fundamentals of forging, processing andfinishing technologies.
Während die Buchform für das lineare Durchlesenund Aneignen des Stoffs sicherlich am besten ge-eignet ist, ermöglicht die elektronische Version dasschnelle Auffinden interessierender Stellen sowie dieinteraktive Arbeit mit dem Text.
The book is certainly the best starting point for read-ing the text from beginning to end and for becom-ing familiar with the material; the electronic ver-sion provides convenience when carrying out quicksearches within the text and for interactive work.
Wir wünschen dem Leser einen guten Einstieg in dieVerfahren der Massivumformung und der Weiterbe-arbeitung!
We hope to provide readers with a good introductionto forging and machining processes!
iv
InhaltsverzeichnisTable of Contents
1 EinleitungIntroduction 11.1 Massivumformung
Forging . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11.2 Europäische und weltweite Massivumformung
Forging Production in Europe and Worldwide . . . . . . . . . . . . . . . . . . . . . . . . 3
2 Grundlagen der UmformtechnikFundamentals of Metal Forming 62.1 Metallphysikalische Grundlagen
Physical Metallurgy Basics . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62.2 Plastizitätstheoretische Grundlagen
Basics of Plasticity Theory . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
3 Verfahren der MassivumformungForging Processes 243.1 Ordnung der umformtechnischen Verfahren
Categories of Forging Processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 243.2 Freiformschmieden
Open-Die Forging . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 253.3 Umformung mit Formwerkzeugen
Forging Processes with Contoured Punches and Dies . . . . . . . . . . . . . . . . . . . . 283.4 Sonderverfahren
Special Processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 353.5 Kriterien der richtigen Verfahrensauswahl
Criteria for Selecting the Optimum Process . . . . . . . . . . . . . . . . . . . . . . . . . 36
4 WarmumformungHot Forging 384.1 Grundlagen
Fundamentals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 384.2 Maschinen und Umfeld
Machines and Peripheral Equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41
v
Inhaltsverzeichnis Table of Contents
4.3 Formgebung und ToleranzenShaping and Tolerances . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46
4.4 TeilespektrumSpectrum of Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 48
5 Warmumformung von AluminiumHot Forging of Aluminum 535.1 Grundlagen
Fundamentals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 535.2 Maschinen und Umfeld
Machines and Peripheral Equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 535.3 Formgebung und Toleranzen
Shaping and Tolerances . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 555.4 Teilespektrum
Spectrum of Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
6 HalbwarmumformungWarm Forging 596.1 Grundlagen
Fundamentals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 596.2 Maschinen und Umfeld
Machines and Peripheral Equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 636.3 Formgebung und Toleranzen
Shaping and Tolerances . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 646.4 Teilespektrum
Spectrum of Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
7 KaltumformungCold Forging 687.1 Grundlagen
Fundamentals . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 687.2 Maschinen und Umfeld
Machines and Peripheral Equipment . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 717.3 Formgebung und Toleranzen
Shaping and Tolerances . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 767.4 Teilespektrum
Spectrum of Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77
vi
Inhaltsverzeichnis Table of Contents
8 Verfahren der Weiter- und FertigbearbeitungMachining and Finishing 838.1 Einteilung der zerspanenden Verfahren
Classification of Cutting Processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 838.2 Fräsen
Milling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 848.3 Drehen
Turning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 858.4 Bohren
Drilling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 878.5 Schleifen
Grinding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 878.6 Herstellen von Verzahnungen
Gear Manufacturing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 908.7 Reibschweißen
Friction Welding . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 948.8 Elektrochemisches Abtragen (ECM)
Electrochemical Machining (ECM) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95
9 VerfahrenskombinationenProcess Combinations 979.1 Kombinationen von Umformverfahren
Combining Metal Forging Processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 979.2 Kombination Umformung Zerspanung
Combining Forging and Machining . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 102
10 Werkstoffe und WärmebehandlungMaterials and Heat Treatment 10710.1 Umformbare Werkstoffe
Metals Suitable for Forging Operations . . . . . . . . . . . . . . . . . . . . . . . . . . . 10710.2 Wärmebehandlung von Umformteilen aus Stahl
Heat Treatment of Forged Steel Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11010.3 Wärmebehandlung von Aluminium
Heat Treatment of Aluminum . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 120
11 QualitätsmanagementQuality Management 122
vii

Inhaltsverzeichnis Table of Contents
11.1 ManagementsystemManagement System . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 122
11.2 Gewährleistung der ProduktqualitätProduct Quality Assurance . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123
12 Moderne EntwicklungsmethodenModern Development Methods 12512.1 Simultaneous Engineering . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12612.2 Einsatz von FEM-Systemen
Use of FEM Systems . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12912.3 Rapid Prototyping . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13412.4 Rasterelektronenmikroskop (REM)
Scanning Electron Microscope (SEM) . . . . . . . . . . . . . . . . . . . . . . . . . . . . 135
13 Schlussfolgerungen und AusblickConclusions and Outlook 138
14 Weiterführende LiteraturFurther Reading 141
Indices 143Index (Deutsch) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 143Index (English) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 145
viii
1 EinleitungIntroduction
1.1 MassivumformungForging
Unter Massivumformung versteht man die Umfor-mung eines Abschnitts aus gewalztem Stabstahl(runder Querschnitt), Knüppel (rechteckiger Quer-schnitt) oder stranggepresstem Profil (Aluminium),beim Freiformschmieden auch direkt aus dem gegos-senen Block. Damit unterscheidet sich die Massiv-umformung von der Blechumformung, deren Aus-gangswerkstoff in flach gewalztem Zustand vorliegt.
Metal forging is a method of forming billets with acylindrical cross section (rolled bar steel), with arectangular cross section or from extruded profile(aluminum). In the case of open-die forging, themetal is shaped directly from the cast ingot. Forg-ing therefore differs from sheet-metal forming, whichuses flat-rolled material as input stock.
Zur Massivumformung zählen eine Vielzahl vonVerfahren, die warm, halbwarm oder kalt durchge-führt werden. Durch Massivumformung lassen sichnahezu alle metallischen Werkstoffe verarbeiten, undin Kombination mit den Wärmebehandlungsverfah-ren kann der Werkstoff sehr gut an den späteren Ver-wendungszweck angepasst werden.
The term »forging« encompasses a variety of pro-cesses that are carried out hot, warm or cold. Forg-ing is a suitable process for almost all metallic ma-terials. In combination with the numerous heat-treatment processes, the material may be adapted tooptimally meet the demands of the particular appli-cation area.
Allerdings müssen Werkstoff, Bauteilgestalt undUmformtemperaturen gut aufeinander abgestimmtwerden, um die optimalen Bauteileigenschaften zuerzielen und eine wirtschaftliche Fertigung zu ge-währleisten.
To achieve this, the material, component design andforging temperatures need to be coordinated well.Only then can ideal component properties and cost-efficient production be guaranteed.
Die Festigkeit von Bauteilen, insbesondere bei ho-hen Dauerwechselbeanspruchungen, setzt einen ge-eigneten Faserverlauf voraus. Der Walzstahl besitztbereits einen Vorzugsfaserverlauf, der beim Umfor-men in die spätere Bauteilgestalt ausgerichtet wird.
The strength of engineering components, particu-larly in high fatigue applications, is dependent onsuitable fiber flow. Rolled steel already has an ad-vantageous fiber flow pattern that is directionallyaligned during forging to produce the desired com-ponent.
1

1 Einleitung Introduction
Bei Teilen, die aus der Stange zerspant werden, wirddagegen die Faser angeschnitten. Im ungünstigstenFall treten die Fasern senkrecht aus der Oberflä-che aus. Dies kann zu geringer Belastbarkeit beiDauerwechsel- oder Pittingbeanspruchungen führen.Des Weiteren führt ein hohes Spanvolumen zu einerschlechten Ausnutzung des eingesetzen Materials.
By contrast, this fiber orientation is cut in the caseof parts machined from bars. In the worst case, thefibers then protrude perpendicularly from the sur-face, which may render the material more liable tofatigue and pitting. Furthermore, machined partsare produced with poor material utilization due tothe high chip volume involved.
Insgesamt ist die Dauerwechselfestigkeit von mas-sivumgeformten Werkstücken im Vergleich zu zer-spanten, aber auch besonders zu gegossenen undgesinterten Werkstücken höher. MassivumgeformteWerkstücke werden daher bevorzugt dort eingesetzt,wo eine hohe Bauteilbeanspruchung und ein einge-schränkter Bauraum eine hohe Festigkeit des Werk-stoffs erfordern. Darüber hinaus sind Schmiedeteileuneingeschränkt recyclingfähig.
Forged workpieces have an overall higher fatiguestrength compared to machined and especially com-pared to cast or sintered parts. Forgings are there-fore the components of choice in applications withhigh loads and limited space that demand highmaterial strength. Furthermore, forged parts arecompletely recyclable.
© Hirschvogel Umformtechnik GmbH
1Stand:
Durch Massivumformung hergestellte TeileExamples of parts made by forging
Abb./Fig. 1.1: Durch Massivumformung hergestellte Teile (Quelle: IMU)Examples of parts produced by forging (Source: IMU)
2

1 Einleitung Introduction
Die Formenvielfalt reicht von einfachen rotations-symmetrischen Wellen oder Zahnradrohlingen bishin zu komplexen Geometrien wie Achsschenkeln,Schwenklagern und Kurbelwellen. Abb. 1.1 zeigt dieVielfalt der durch Massivumformung herstellbarenWerkstücke.
The variety of parts which can be produced rangesfrom simple rotationally symmetric shafts and gearblanks to complex geometric shapes such as stubaxles, steering knuckles, and crankshafts. Figure 1.1shows some of the vast variety of components whichcan be manufactured by metal forging processes.
Bei den Werkstoffen liegt die größte wirtschaftli-che Bedeutung auf der Umformung von Stahl. DieNichteisenmetalle (NE-Metalle) machen nur einenAnteil von ca. 4 % (Gewicht) der umgeformtenStahlbauteile aus. Die NE-Metalle und ihre umform-technische Behandlung werden im Rahmen diesesBuchs nicht erwähnt. Eine Ausnahme bildet das Alu-minium als wichtiger Leichtbauwerkstoff, welchesim Kapitel 5 beschrieben wird.
Out of all the materials, the forging of steel hasthe greatest economic significance. The non-ferrousmetals account for only about 4 % of the weight ofall forged components. The non-ferrous metals andthe forging thereof will not be mentioned within theframework of this book. One exception to this willbe aluminum, an important material in lightweightdesign. This is the focus of Chapter 5.
Auch wird es sich in dieser Ausarbeitung ausschließ-lich um Verfahren zur Fertigung von einzelnen Bau-teilen handeln; das bedeutet, dass die Verfahrender Halbzeugherstellung, wie z. B. das Längswalzenoder das Strangpressen, nicht behandelt werden.
Furthermore, this book will focus on forging pro-cesses for discrete components, and will not coveroperations for producing semi-finished parts, suchas longitudinal rolling or hot extrusion.
1.2 Europäische und weltweite MassivumformungForging Production in Europe and Worldwide
1.2.1 Internationale Massivumformung nach ErzeugnisbereichenInternational Forging Production by Category
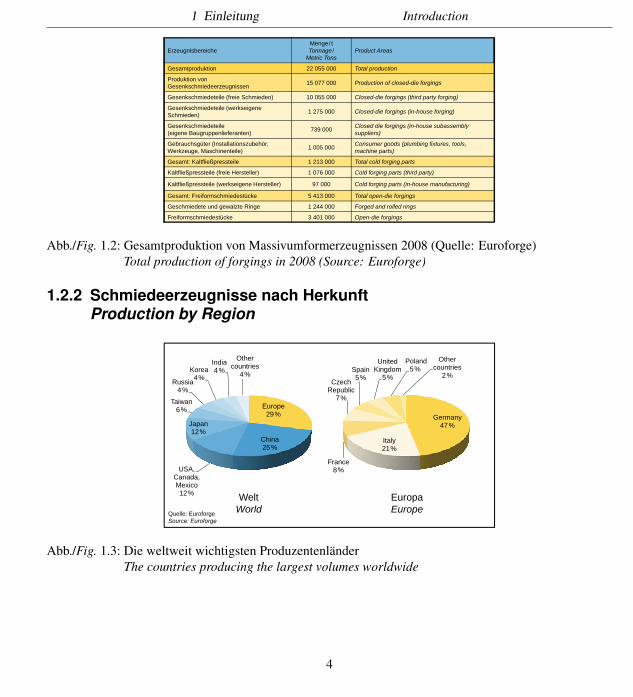
Die weltweite Gesamtproduktion von massivumge-formten Erzeugnissen wird in Abb. 1.2 dargestellt.Den größten Anteil daran haben Gesenkschmiede-teile.
The total production of forgings worldwide is pre-sented in Fig. 1.2, with parts produced by closed-dieforging making up the largest share.
In den Daten der Warmumformung sind auch die derHalbwarmumformung beinhaltet. Des Weiteren wer-den Kombinationen der verschiedenen Verfahren an-gewandt, die nicht mehr exakt aufgegliedert werdenkönnen.
The hot forging data also includes warm forging.Furthermore, combinations of various processes areused, rendering precise categorization difficult.
3
1 Einleitung Introduction
© Hirschvogel Umformtechnik GmbH
1Stand:
Gesamtproduktion von Massivumformerzeugnissen 2008 (Quelle: Euroforge)Total production of forgings in 2008 (Source: Euroforge)
ErzeugnisbereicheMenge/ tTonnage /
Metric TonsProduct Areas
Gesamtproduktion 22 055 000 Total production
Produktion von Gesenkschmiedeerzeugnissen 15 077 000 Production of closed-die forgings
Gesenkschmiedeteile (freie Schmieden) 10 055 000 Closed-die forgings (third party forging)
Gesenkschmiedeteile (werkseigene Schmieden) 1 275 000 Closed-die forgings (in-house forging)
Gesenkschmiedeteile(eigene Baugruppenlieferanten) 739 000 Closed die forgings (in-house subassembly
suppliers)
Gebrauchsgüter (Installationszubehör, Werkzeuge, Maschinenteile) 1 005 000 Consumer goods (plumbing fixtures, tools,
machine parts)
Gesamt: Kaltfließpressteile 1 213 000 Total cold forging parts
Kaltfließpressteile (freie Hersteller) 1 076 000 Cold forging parts (third party)
Kaltfließpressteile (werkseigene Hersteller) 97 000 Cold forging parts (in-house manufacturing)
Gesamt: Freiformschmiedestücke 5 413 000 Total open-die forgings
Geschmiedete und gewalzte Ringe 1 244 000 Forged and rolled rings
Freiformschmiedestücke 3 401 000 Open-die forgings
Abb./Fig. 1.2: Gesamtproduktion von Massivumformerzeugnissen 2008 (Quelle: Euroforge)Total production of forgings in 2008 (Source: Euroforge)
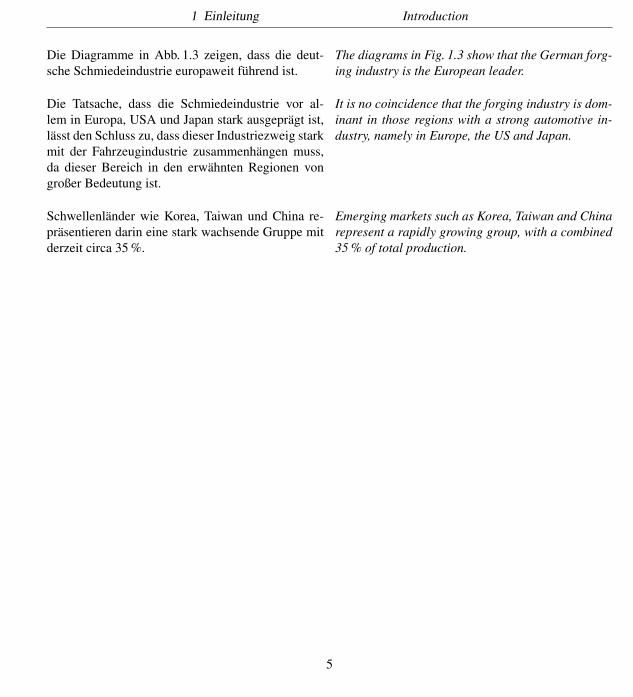
1.2.2 Schmiedeerzeugnisse nach HerkunftProduction by Region
© Hirschvogel Umformtechnik GmbH
1Stand:
Die weltweit wichtigsten ProduzentenländerThe countries supplying the largest volume
Quelle: EuroforgeSource: Euroforge
Germany47%
Italy21%
France8%
Czech Republic
7%
Spain5%
United Kingdom
5%
Poland5%
Other countries
2%
Europe29%
China25%
USA, Canada, Mexico12%
Japan12%
Taiwan6%
Russia4%
Korea4%
India4%
Other countries
4%
WeltWorld
EuropaEurope
Abb./Fig. 1.3: Die weltweit wichtigsten ProduzentenländerThe countries producing the largest volumes worldwide
4
1 Einleitung Introduction
Die Diagramme in Abb. 1.3 zeigen, dass die deut-sche Schmiedeindustrie europaweit führend ist.
The diagrams in Fig. 1.3 show that the German forg-ing industry is the European leader.
Die Tatsache, dass die Schmiedeindustrie vor al-lem in Europa, USA und Japan stark ausgeprägt ist,lässt den Schluss zu, dass dieser Industriezweig starkmit der Fahrzeugindustrie zusammenhängen muss,da dieser Bereich in den erwähnten Regionen vongroßer Bedeutung ist.
It is no coincidence that the forging industry is dom-inant in those regions with a strong automotive in-dustry, namely in Europe, the US and Japan.
Schwellenländer wie Korea, Taiwan und China re-präsentieren darin eine stark wachsende Gruppe mitderzeit circa 35 %.
Emerging markets such as Korea, Taiwan and Chinarepresent a rapidly growing group, with a combined35 % of total production.
5

2 Grundlagen der UmformtechnikFundamentals of Metal Forming
2.1 Metallphysikalische GrundlagenPhysical Metallurgy Basics
2.1.1 KristallaufbauCrystal Structure
Die Werkstoffe für die Umformtechnik sind Metalleund deren Legierungen. Es ist daher unumgänglich,die Metallstruktur genauer zu betrachten, um zu ei-nem Grundverständnis der Umformtechnik zu gelan-gen.
To understand the fundamental physical behaviorswhich govern metal forming processes, one must firstunderstand the structure of metals and their alloys.
Metalle haben einen kristallinen Aufbau. Es gibt ver-schiedene Kristallstrukturen, die alle gewissen Sym-metrieprinzipien unterworfen sind.
Metals have a crystalline structure. There are vari-ous crystal structures that are all subject to certainsymmetrical principals.
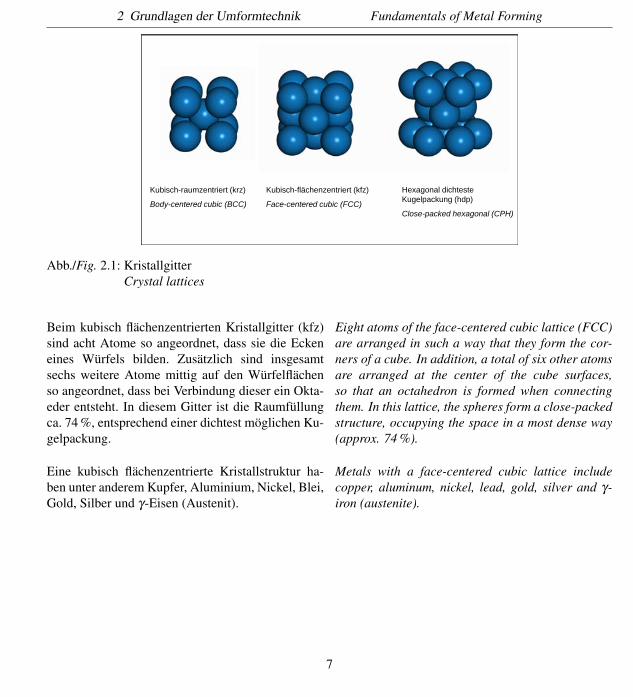
Dies sind die Strukturen kubisch-raumzentriert,kubisch-flächenzentriert sowie hexagonal (sieheAbb. 2.1).
These are body-centered cubic, face-centered cubicand hexagonal (see Fig. 2.1).
Das kubisch-raumzentrierte Gitter (krz) besteht auseiner Anordnung von Atomen auf den Ecken einesWürfels. In der Mitte dieser acht Atome sitzt einWeiteres. Die Raumfüllung dieser Kristallstrukturbeträgt 68 %. Eine kubisch raumzentrierte Kristall-struktur haben unter anderem α-Eisen (Ferrit), Wolf-ram, Molybdän und γ-Messing.
The body-centered cubic lattice (BCC) consists ofatoms arranged on the corners of a cube. An ad-ditional atom is at the center of these eight otheratoms. The spheres of this crystal structure occupy68 % of the space. Metals with a body-centered cu-bic lattice include α-iron (ferrite), tungsten, molyb-denum and γ-brass.
6
2 Grundlagen der Umformtechnik Fundamentals of Metal Forming
© Hirschvogel Umformtechnik GmbH
1Stand:
KristallgitterCrystal lattices
Kubisch-raumzentriert (krz)
Body-centered cubic (BCC)
Kubisch-flächenzentriert (kfz)
Face-centered cubic (FCC)
Hexagonal dichtesteKugelpackung (hdp)
Close-packed hexagonal (CPH)
Abb./Fig. 2.1: KristallgitterCrystal lattices
Beim kubisch flächenzentrierten Kristallgitter (kfz)sind acht Atome so angeordnet, dass sie die Eckeneines Würfels bilden. Zusätzlich sind insgesamtsechs weitere Atome mittig auf den Würfelflächenso angeordnet, dass bei Verbindung dieser ein Okta-eder entsteht. In diesem Gitter ist die Raumfüllungca. 74 %, entsprechend einer dichtest möglichen Ku-gelpackung.
Eight atoms of the face-centered cubic lattice (FCC)are arranged in such a way that they form the cor-ners of a cube. In addition, a total of six other atomsare arranged at the center of the cube surfaces,so that an octahedron is formed when connectingthem. In this lattice, the spheres form a close-packedstructure, occupying the space in a most dense way(approx. 74 %).
Eine kubisch flächenzentrierte Kristallstruktur ha-ben unter anderem Kupfer, Aluminium, Nickel, Blei,Gold, Silber und γ-Eisen (Austenit).
Metals with a face-centered cubic lattice includecopper, aluminum, nickel, lead, gold, silver and γ-iron (austenite).
7

2 Grundlagen der Umformtechnik Fundamentals of Metal Forming
Das hexagonale Gitter besitzt ein regelmäßigesSechseck als Grundfläche. Zwischen Grund- undDeckfläche haben zusätzlich drei weitere Gitter-punkte Platz. Mit gleich großen Kugeln an den Git-terpunkten entspricht dies ebenso einer dichtestenKugelpackung (hdp) wie beim kfz-Gitter, aber dieSchichtungsreihenfolge der Gitterebenen ist unter-schiedlich.
A regular hexagon forms the basic surface of the hex-agonal lattice. Three additional lattice points areaccommodated between the basic and the upper sur-face. With spheres of the same size at all the latticepoints, this also represents a close-packed structuresimilar to the face-centered cubic lattice, althoughthe sequence of layers at the lattice levels is differ-ent.
Eine hexagonale Kristallstruktur haben unter ande-rem Cadmium, Zink, Magnesium, Titan und Berylli-um.
Metals with a hexagonal crystal strucure includecadmium, zinc, magnesium, titanium and beryllium.
Die Kristallstruktur hat einen großen Einfluss auf dieFließspannung und Duktilität des Metalls.
The crystal structure has a great influence on theyield stress and ductility of the metal.
Metallatome geben jeweils ihre Leitungselektronenbeim Einbau in das Gitter ab, womit sie sich fast wiepositiv geladene Teilchen (Ionen) im Gitter befin-den. Die losgelösten, negativ geladenen Elektronenbilden eine Art Wolke, die den Metallionenverbandumgibt und ihn zusammenhält.
In the metallic structure, each metallic atom releasesits valence electrons, thereby acting almost like pos-itively charged particles (ions) in the lattice. Thereleased, negatively charged electrons form a kindof cloud that surrounds the metal ion structure andholds it in place.
Erwärmt man Reineisen, so stellt man bei 910 °Ceinen Haltepunkt fest. Untersuchungen zeigen, dassbei dieser Temperatur eine Phasenumwandlung statt-findet.
If pure iron is heated, a temperature stagnation pointis reached at 910 °C. Studies show that a phasechange occurs at this temperature.
Aus dem α-Eisen (dem »Ferrit«) entsteht das γ-Eisen (der »Austenit«). Dieser Vorgang zeichnet sichdadurch aus, dass bei Wärmezufuhr die Temperatursteigt und sich das Gitter unter Kristallneubildung ineine neue, thermodynamisch stabile Struktur verän-dert. Kristallographisch betrachtet findet eine Um-wandlung von »kubisch-raumzentriert« in »kubisch-flächenzentriert« statt.
α-iron (»ferrite«) becomes γ-iron (»austenite«). Therise in temperature due to the supply of heat leads tothe lattice recrystallizing and changing into a new,thermodynamically stable structure. From a crystal-lographic perspective, a switch from »body-centeredcubic« to »face-centered cubic« takes place.
8

2 Grundlagen der Umformtechnik Fundamentals of Metal Forming
Im Austenit besitzt Kohlenstoff eine deutlich höhe-re Löslichkeit, so dass sich oberhalb der Umwand-lungstemperatur die Karbide auflösen. Dies hat einengroßen Einfluss auf das Umformverhalten.
The carbon in austenite has a considerably greatersolubility, causing the carbides to dissolve above thephase change temperature. This has a significant ef-fect on the deformation behavior.
Die unterschiedlichen Gitterstrukturen des Eisens(und seiner Legierungen, den verschiedenen Stäh-len) und die unterschiedlichen Löslichkeiten desKohlenstoffs in den jeweiligen Gitterstrukturen sinddes Weiteren die Grundlage für die verschiedenenWärmebehandlungsverfahren (siehe Kapitel 10).
The different lattice structures of iron (and its al-loys, the various steels) as well as the varying lev-els of solubility of the carbon in each of the latticestructures both form the basis for heat treatment pro-cesses (see Chapter 10).
2.1.2 Gitterfehler, Versetzungen und VersetzungsbewegungenLattice Vacancies, Dislocations and Dislocation Movements
Berechnet man die Bindungskräfte in Metallen mitatomphysikalischen Methoden, so findet sich eineDiskrepanz zwischen theoretischer Festigkeit undder durch Zugversuche ermittelten Festigkeit einesWerkstoffs von zwei bis drei Zehnerpotenzen.
When atomphysical methods are used to calculatethe bonding strengths in metals, a discrepency of twoto three decimal powers is determined between thetheoretical strength and the strength of a materialmeasured through tensile testing.
Nur haarförmige Einkristalle großer Reinheit (so ge-nannte »Whiskers«) zeigen diese theoretisch berech-neten extrem hohen Festigkeiten.
Only hair-like single crystals of high purity (knownas »whiskers«), however, exhibit these exceptionallyhigh strengths, approaching theoretical strengths.
Offensichtlich gibt es im technischen Kristallaufbaunicht die idealen Voraussetzungen, die für diese hoheFestigkeit notwendig sind.
It seems that crystal structures of industrial alloysdo not provide the ideal lattice structure necessaryto achieve this high strength value.
Im tatsächlichen Aufbau von Metallen befinden sichverschiedenartige Erscheinungen. Zunächst handeltes sich um einen vielkristallinen Aufbau, wobei dieeinzelnen Kristalle aneinander stoßen und nicht ge-ordnete Übergänge, die so genannten »Korngren-zen«, bilden.
A diverse combination of phenomena exists in theactual structure of metals. Firstly, there is a multi-crystalline structure in which individual crystals im-pinge on each other, forming loose, non-orderedtransitions, known as »grain boundaries«.
9

2 Grundlagen der Umformtechnik Fundamentals of Metal Forming
Im einzelnen Kristall (der in der Gefügelehre als»Korn« bezeichnet wird) selbst gibt es eine Reihevon Gitterfehlern: auf Gitterplätzen fehlende Ato-me, Einbau von Fremdatomen auf Gitterplätzen oderauf Zwischengitterplätzen und schließlich Verset-zungen.
Secondly, within a single crystal (known in metallog-raphy as a »grain«), there are a number of defectsin the crystal, such as missing atoms at lattice sites,incorporation of impurities at lattice positions or in-terstitial sites, and lastly dislocations.
Da die Versetzungen für den Fundamentalmechanis-mus der Umformung verantwortlich sind und dafür,dass die Festigkeit von technischen Metallen weitunter der der »Whisker« liegt, sollen sie im Folgen-den näher betrachtet werden.
As it is dislocations that govern many phenomenaimportant to metal forging technology and as theyare the cause of metal strengths being far belowthose observed in »whiskers«, it is necessary to studythem in more detail.
Abb. 2.2 zeigt die beiden typischen Vertreter, dieStufen- und die Schraubenversetzung.
Fig. 2.2 shows the two typical examples of disloca-tions, namely the edge dislocation and the screw dis-location.
© Hirschvogel Umformtechnik GmbH
1Stand:
Stufen und SchraubenversetzungEdge and screw dislocations
StufenversetzungEdge dislocation
SchraubenversetzungScrew dislocation
Abb./Fig. 2.2: VersetzungenDislocations
10
2 Grundlagen der Umformtechnik Fundamentals of Metal Forming
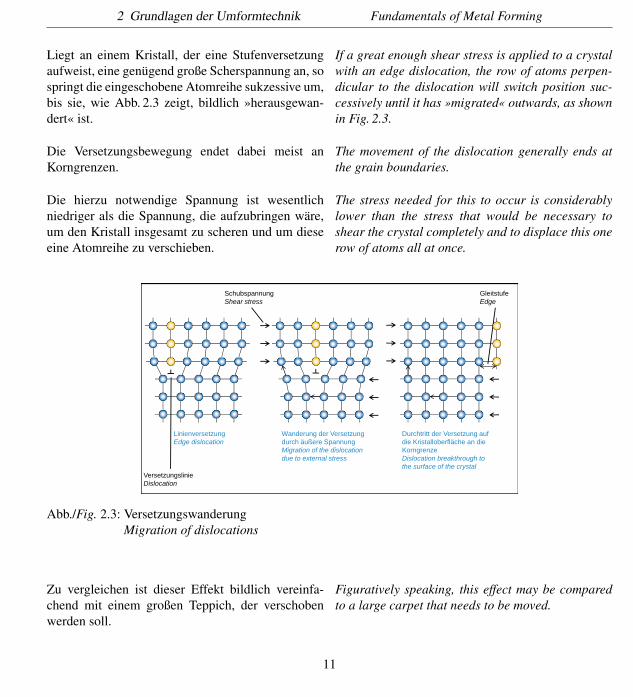
Liegt an einem Kristall, der eine Stufenversetzungaufweist, eine genügend große Scherspannung an, sospringt die eingeschobene Atomreihe sukzessive um,bis sie, wie Abb. 2.3 zeigt, bildlich »herausgewan-dert« ist.
If a great enough shear stress is applied to a crystalwith an edge dislocation, the row of atoms perpen-dicular to the dislocation will switch position suc-cessively until it has »migrated« outwards, as shownin Fig. 2.3.
Die Versetzungsbewegung endet dabei meist anKorngrenzen.
The movement of the dislocation generally ends atthe grain boundaries.
Die hierzu notwendige Spannung ist wesentlichniedriger als die Spannung, die aufzubringen wäre,um den Kristall insgesamt zu scheren und um dieseeine Atomreihe zu verschieben.
The stress needed for this to occur is considerablylower than the stress that would be necessary toshear the crystal completely and to displace this onerow of atoms all at once.
© Hirschvogel Umformtechnik GmbH
1Stand:
VersetzungswanderungMigration of dislocations
VersetzungslinieDislocation
LinienversetzungEdge dislocation
Wanderung der Versetzungdurch äußere SpannungMigration of the dislocation due to external stress
Durchtritt der Versetzung auf die Kristalloberfläche an die KorngrenzeDislocation breakthrough to the surface of the crystal
SchubspannungShear stress
GleitstufeEdge
Abb./Fig. 2.3: VersetzungswanderungMigration of dislocations
Zu vergleichen ist dieser Effekt bildlich vereinfa-chend mit einem großen Teppich, der verschobenwerden soll.
Figuratively speaking, this effect may be comparedto a large carpet that needs to be moved.
11
2 Grundlagen der Umformtechnik Fundamentals of Metal Forming
Soll der ganze Teppich auf einmal bewegt werden,wird ein erheblicher Kraftaufwand benötigt.
If the whole carpet is to be moved at once, aconsiderable amount of force is needed.
Wird hingegen der Teppich an einem Ende etwas zu-sammen geschoben, so dass sich eine Falte bildet,lässt sich diese Falte mit geringer Kraft durch denganzen Teppich durchschieben, mit dem Effekt, dassletztendlich der gesamte Teppich um die Länge derFalte verschoben wurde.
If, however, the carpet is pushed together a little bitat one end, forming a fold, this fold can be pushedalong the whole length of the carpet with consider-ably less effort, eventually causing the entire carpetto be moved by a distance the size of the fold.
Ein Realkristall ist voller Versetzungen, die bei derKristallbildung entstehen (d. h. bei Erstarrung, aberauch bei Rekristallisation und Gefügeumwandlun-gen).
A real crystal is, however, full of dislocations thatoccur during crystal formation (i. e. during solidi-fication and even during recrystallization and grainstructure transformations).
Scherspannungen ermöglichen ein Wandern vonStufen- und Schraubenversetzungen, bis diese je-weils durch ein Hindernis aufgehalten werden. Dieskann eine Ausscheidung sein, eine Korngrenze oderauch eine andere Versetzung.
Shear stresses cause edge and screw dislocations tomigrate until an obstacle prevents them from doingso. This obstacle may be a precipitation, a grainboundary or even another dislocation.
Findet eine solche Versetzungsblockade statt, lässtsich dieser Kristall nur bei erhöhter Spannung wei-ter verformen. Dabei tritt der Effekt der Kaltverfes-tigung ein.
If such a dislocation blockade occurs, the crystalcannot be deformed any further unless increasedforce is applied. This effect is known as strainhardening.
Wenn Versetzungen aufeinander treffen und sichblockieren, bilden sich bei weiterer Verformung (beierhöhter Spannung) an den blockierten VersetzungenVersetzungsquellen. Dadurch steigt die Anzahl derVersetzungen im Kristall an. Bei der Kaltumformungbleiben diese Versetzungen erhalten, bei Halbwarm-und Warmumformung verringert sich die Anzahl derVersetzungen durch Erholung und Rekristallisationwieder.
If dislocations impinge on and block each other, dis-location sources are formed at the site of the blockeddislocations upon further deformation (increasedstress). This causes the number of dislocations in thecrystal to increase. During cold forging, these dislo-cations are retained; during warm and hot forging,the number of dislocations is reduced again throughrecovery and recrystallization.
12
2 Grundlagen der Umformtechnik Fundamentals of Metal Forming
2.1.3 RekristallisationRecrystallization
Eine Wärmebehandlung, die prinzipiell bei jedemMetall anwendbar ist und die weder eine chemischenoch eine Phasenveränderung hervorruft, ist die Re-kristallisationsglühung.
Recrystallization annealing is one type of heat treat-ment that, in principle, can be used with any type ofmetal and which causes neither chemical nor phasechanges.
Die Rekristallisationstemperatur, die wie dieSchmelztemperatur bei jedem Metall verschiedenist, wurde früher als Grenze zwischen Warm- undKaltumformung betrachtet.
The recrystallization temperature, like the meltingtemperature, is unique to each metal and at one timewas referenced as the boundary between hot andcold forging.
Der Vorgang der Rekristallisation ist als Diffusions-prozess zeitabhängig; Voraussetzung ist eine voraus-gegangene Kaltverformung und damit eine erhöhteVersetzungsdichte.
As a diffusion process, recrystallization is time-dependent. The prerequisite for it to occur is priorcold deformation and thus increased dislocationdensity.
Bedingt durch die erhöhte Temperatur und die damitverbundene beschleunigte Diffusion bilden sich zu-nächst Versetzungsstrukturen um. Je nach Konstella-tion können sich Versetzungen auch gegenseitig aus-löschen (»Erholung«).
As a result of the elevated temperature and the accel-erated diffusion resulting from it, dislocation struc-tures begin to change. Depending on the constella-tion, dislocations may annihilate each other (»recov-ery«).
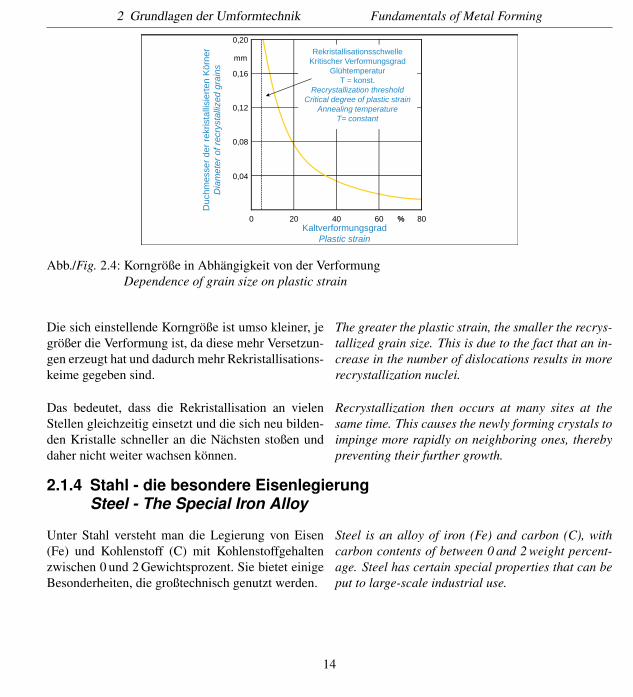
Bei noch höherer Temperatur beginnt die Rekris-tallisation, bei der im versetzungsreichen verform-ten Kristallgitter neue, versetzungsärmere Körnerkeimen und dann wachsen. Dabei stellt man eineAbhängigkeit der rekristallisierten Korngröße vomGrad der Verformung fest (siehe Abb. 2.4).
At an even higher temperature, recrystallization be-gins. During this process, new grains that havefewer dislocations begin to form along the oldboundaries of distorted grains. A dependency of theresulting recrystallized grain size on the degree ofplastic strain can be observed (see Fig. 2.4).
Zunächst muss eine gewisse Mindestverformung (jenach Werkstoff 5 % bis 20 %) gegeben sein, um über-haupt den Antrieb zur Rekristallisation hervorzuru-fen.
A certain minimum strain (5 % to 20 %, dependingon the material) must be initially present in order totrigger the recrystallization process at all.
13
2 Grundlagen der Umformtechnik Fundamentals of Metal Forming
© Hirschvogel Umformtechnik GmbH
1Stand:
Korngröße in Abhängigkeit von der VerformungDependence of recrystallized grain size on plastic strain
KaltverformungsgradPlastic strain
Duc
hmes
ser d
er re
kris
talli
sier
ten
Kör
ner
Dia
met
er o
f rec
ryst
alliz
ed g
rain
s
0,16
0,08
0,04
0,12
0,20
mm
0 20 40 60 80%
RekristallisationsschwelleKritischer Verformungsgrad
GlühtemperaturT = konst.
Recrystallization thresholdCritical degree of plastic strain
Annealing temperatureT= constant
Abb./Fig. 2.4: Korngröße in Abhängigkeit von der VerformungDependence of grain size on plastic strain
Die sich einstellende Korngröße ist umso kleiner, jegrößer die Verformung ist, da diese mehr Versetzun-gen erzeugt hat und dadurch mehr Rekristallisations-keime gegeben sind.
The greater the plastic strain, the smaller the recrys-tallized grain size. This is due to the fact that an in-crease in the number of dislocations results in morerecrystallization nuclei.
Das bedeutet, dass die Rekristallisation an vielenStellen gleichzeitig einsetzt und die sich neu bilden-den Kristalle schneller an die Nächsten stoßen unddaher nicht weiter wachsen können.
Recrystallization then occurs at many sites at thesame time. This causes the newly forming crystals toimpinge more rapidly on neighboring ones, therebypreventing their further growth.
2.1.4 Stahl - die besondere EisenlegierungSteel - The Special Iron Alloy
Unter Stahl versteht man die Legierung von Eisen(Fe) und Kohlenstoff (C) mit Kohlenstoffgehaltenzwischen 0 und 2 Gewichtsprozent. Sie bietet einigeBesonderheiten, die großtechnisch genutzt werden.
Steel is an alloy of iron (Fe) and carbon (C), withcarbon contents of between 0 and 2 weight percent-age. Steel has certain special properties that can beput to large-scale industrial use.
14

2 Grundlagen der Umformtechnik Fundamentals of Metal Forming
© Hirschvogel Umformtechnik GmbH
1Stand:
Fe/Fe3C DiagrammFe/Fe3C equilibrium phase diagram
Kohlenstoffgehalt in Gewichtsprozent | Carbon content by weight percentage
Zementitgehalt in Gewichtsprozent | Cementite content by weight percentage
7
100
0 1 2 3 4 5 6
I II
IV
V
700
1200
500
600
900
1000
1100
1300
1400
1500
1600
800
-Mischkristalle + Fe3C-solid solutions + Fe3C
γ
-Mischkristalle (Austenit)-solid solutions (Austenite)
γ
α-Mischkristalle + Fe3C-solid solutions + Fe3Cα
γ
γ
Schmelze +-Mischkristalleγ
Liquid +-solid solutionsγ
Schmelzeliquid
-Mischkristalle-solid solutions
δδ
Schmelze + -Mischkristalleliquid + -solid solutions
δδ
+ -Mischkristalle+ -solid solutions
γγ
αα
-Mischkristalle (Ferrit)-solid solutions (Ferrite)
αα
Schmelze + Fe3Cliquid + Fe3C
+ Mischkristalle+ solid solutions
δδ
γγ
Tem
pera
tur i
n °C
Tem
pera
ture
in °
C
30 4020 50100 60 70 80 90
III
Fe3C (Zementit)Fe3C (Cementite)
Abb./Fig. 2.5: Fe/Fe3C-DiagrammFe/Fe3C diagram
© Hirschvogel Umformtechnik GmbH
1
Feld IField I
• reiner Ferrit (Fe) mit einem maximalen Gehalt von 0,02%C(der Kohlenstoff ist dabei als Zwischengitteratom gelöst) bei ca. 723°C
• pure Ferrite (Fe) with a maximum carbon content of 0.02%(the carbon is dissolved as an interstitial atom) at approx. 723°C
Feld IIField II
• stabiles Feld aus Ferrit (Fe) und Eisenkarbid (Fe3C). Dies kann sich im Gefüge alsFerrit-lamellarer Perlit oder als globulares Fe3C (Eisenkarbid bzw. Zementit) in Fe-Matrix darstellen (GKZ-Gefüge).
• stable field of ferrite (Fe) and iron carbide (Fe3C). This can occur in the grain structureas ferrite-lamellar pearlite or as spheroidal Fe3C (iron carbide or cementite) in an ironmatrix (spheroidized grain structure).
Feld IIIField III
• Mischgebiet zwischen Austenit (γ-Eisen) und Ferrit (α-Eisen)• mixed area between austenite (γ-iron) and ferrite (α-iron)
Feld IVField IV
• reiner Austenit (γ-Eisen, das die C-Atome auf Zwischengitterplätze gelöst hat)• pure austenite (γ-iron which has dissolved the carbon atoms at interstitial sites)
Feld VField V
• Austenit (γ-Eisen) und ungelöstes Eisenkarbid (Zementit)• austenite (γ-iron) and undissolved iron carbide (cementite)
Stand:
FelderFields
Die besonderen Eigenschaften von Stahl lassensich im Eisen-Kohlenstoff-Diagramm ablesen. Da-rin werden die Phasen dargestellt, die sich in Abhän-gigkeit von Kohlenstoffgehalt und Temperatur in derEisen-Kohlenstoff-Legierung bilden.
The unique properties of steel may be seen in theiron-carbon diagram. It shows the phases that formin the iron-carbon alloy depending on the carboncontent and temperature.
15

2 Grundlagen der Umformtechnik Fundamentals of Metal Forming
Das Eisen-Kohlenstoff-Diagramm wird auf der rech-ten Seite schon bei 6,6 Gewichts-% Kohlenstoff ab-geschlossen, da sich dort die stöchiometrische Ver-bindung Fe3C bildet.
The iron-carbon diagram ends on the right-handside at only 6.6 weight percentage of carbon, as herethe stoichiometric compound Fe3C forms.
Betrachtet man nun die für die Massivumformungrelevanten Stahlsorten und die entsprechenden Tem-peraturen, so gilt zunächst bei der Erwärmung fürz. B. einen Stahl mit ca. 0,45 % Kohlenstoff Folgen-des:
By focusing on steel grades used in forging and thecorresponding temperatures, the following may beobserved during the heating of steel with a carboncontent of approx. 0.45 % (taken as an example):
Bei 723 °C beginnt die Bildung von γ-Eisen bzw.Austenit, während α-Eisen mit zunehmender Tem-peratur immer weniger erhalten bleibt.
At 723 °C γ-iron or austenite begins to form, whilethe α-iron content decreases with increasing tem-perature.
Erhöht man die Temperatur weiter, so trifft man beica. 775 °C auf die Grenze zum reinen Austenit. Hierhat sich die gesamte Eisen-Kohlenstoff-Legierung ineine feste Lösung umgewandelt. In dem kubisch-flächenzentrierten Gitter sitzen die Kohlenstoffato-me auf Zwischengitterplätzen.
As the temperature continues to rise, the structure isfully transformed to pure austenite at 775 °C. Here,the entire iron-carbon alloy has changed into a solidsolution. The carbon atoms are located at interstitialsites within the face-centered cubic lattice.
Die Phasenumwandlung durch Kornneubildungberuht auf Diffusionsvorgängen und ist deshalbvon Zeit und Temperatur abhängig. Dies wirddurch die ZTA-Schaubilder (»Zeit-Temperatur-Austenitisierungs-Schaubild«) beschrieben.
The phase change due to the new grain formationoccurs by diffusion and is dependent on time andtemperature. This is shown in what are known as»time-temperature-austenitization diagrams«.
Bei der Abkühlung können sich je nach Abkühlungs-geschwindigkeit aus dem Austenit unterschiedlicheGefüge einstellen. Diese Vorgänge werden späterausführlich beschrieben.
During cooling, different grain structures can beachieved from the austenite depending on the cool-ing rate. These processes will be discussed in moredetail at a later point in the book.
16

2 Grundlagen der Umformtechnik Fundamentals of Metal Forming
2.1.5 Legierte StähleAlloy Steels
Werden den Kohlenstoffstählen weitere Legierungs-elemente zugesetzt, so werden diese teilweise unterMischkristallbildung im Eisen gelöst und teilweisezur Karbidbildung verbraucht.
If other alloying elements are added to carbon steels,they become partially dissolved in iron as a solid so-lution and are partially used up in forming carbides.
Legierungselement
Alloying element
Tendenz zur Bildung von Mischkristallen oder Karbiden
Tendency towards formation of solid solution or carbides
Feste Lösung
Solid solution
Karbid
Carbide
Phosphor
Phosphorus
Silicium
Silicon
Aluminium
Aluminum
Nickel
Kobalt
Cobalt
Karbid und Mischkristallbilder
Elements that form carbides and solid solutions
© Hirschvogel Umformtechnik GmbH
1
Mangan
Manganese
Chrom
Chromium
Molybdän
Molybdenum
Wolfgram
Tungsten
Vanadium
Niob
Niobium
Tantal
Tantalum
Stand:
Abb./Fig. 2.6: Karbid- und MischkristallbilderElements that form carbides and solid solutions
Die sich durch die Zulegierung verschiedener Ele-mente ergebenden Effekte sind sehr komplex, dochlassen sich hinsichtlich Karbid- und Mischkristall-bildung bei den einzelnen Elementen Tendenzen auf-zeigen, die wiederum Rückschlüsse auf die zu er-wartenden Eigenschaften des Stahls zulassen (sieheAbb. 2.6).
Although the effects resulting from the addition ofvarious alloys are very complex, certain trends aredisplayed within the individual elements with respectto carbide and solid solution formation. These, inturn, enable conclusions to be drawn about the ex-pected properties of the steel (see Fig. 2.6).
17

2 Grundlagen der Umformtechnik Fundamentals of Metal Forming
So verbessern harte Karbide die Verschleißfestigkeitder Stähle bei gleichzeitig erschwerter Bearbeitbar-keit. Dies wird vor allem bei Werkzeugstählen aus-genutzt. Des Weiteren haben Karbide (sowie Carbo-nitride und Nitride) Einfluss auf die Halbwarm- undWarmumformung.
Hard carbides, for example, improve the wear re-sistance of the steel, while at the same time making itmore difficult to machine. This property is advanta-geous in tool steels. Furthermore, carbides (as wellas carbon nitrides and nitrides) have an effect onwarm and hot forging.
Löst sich dagegen ein Element im Ferrit, statt mitKohlenstoff oder Stickstoff Verbindungen einzuge-hen, so können andere Eigenschaften sehr wirkungs-voll beeinflusst werden. Sowohl Härte und Zugfes-tigkeit können wesentlich erhöht werden, vor allemaber die Härtbarkeit.
By contrast, if an element dissolves in ferrite in-stead of making compounds with carbon or nitrogen,other properties can be influenced in a very signifi-cant way. Hardness, tensile strength and, above all,hardenability can all be increased considerably.
Daneben kann es Einfluss auf Korrosionsbeständig-keit, auf elektrische Eigenschaften und auch auf dieVerformbarkeit geben.
Alloying elements can also influence aspects such ascorrosion resistance, electrical properties and duc-tility.
Für die Wärmebehandlung von Stahl sind diese Le-gierungsbestandteile von essenzieller Bedeutung. Soerhöhen einige Legierungselemente (Cr, Mo, ...) dieHärtbarkeit. Durch die Erhöhung der Härtbarkeitwird die Durchhärtung bis in den Kern bei größerenWerkstückquerschnitten verbessert oder erst ermög-licht.
These alloying components play a crucial role inthe heat treatment of steel. Some alloying ele-ments (Cr, Mo, ...), for example, increase hardenabil-ity. This leads to an improvement in or even enablesthe through hardening of large workpiece cross sec-tions.
Wichtig ist, dass die Legierungslage des Stahls, Bau-teilgestalt und das verwendete Umform- und Bear-beitungsverfahren frühzeitig während der Produkt-entwicklung aufeinander abgestimmt werden. Hierlassen sich oft wesentliche Kostensenkungen erzie-len.
It is important that the alloy level of the steel, thecomponent design and the forging and machiningprocesses used are all coordinated as early as pos-sible during product development, as this can oftenlead to considerable cost savings.
2.2 Plastizitätstheoretische GrundlagenBasics of Plasticity Theory
In Abb. 2.7 ist ein typisches Spannungs-Dehnungs-Diagramm, wie es sich aus dem Zugversuch ergibt,aufgetragen.
Fig. 2.7 shows a typical stress-strain curve resultingfrom tensile testing.
18

2 Grundlagen der Umformtechnik Fundamentals of Metal Forming
© Hirschvogel Umformtechnik GmbH
1Stand:
Spannungs-Dehnungs-DiagrammStress-strain curve
Rp0,2
Rm
0
Dehnung εStrain ε
Spa
nnun
g σ
Stre
ss σ
εgl
0,2%
εr
Rm ZugfestigkeitTensile strength
Rp0,2 0,2%-Dehngrenze0.2% yield strength
εgl GleichmaßdehnungStrain at maximum stress
εr Bruchdehnung(von Probenform abhängig)Elongation at fracture(dependent on the typeof test specimen)
Abb./Fig. 2.7: Spannungs-Dehnungs-DiagrammStress-strain curve
Die Probe wird mit einer stetig wachsenden Zug-kraft belastet. Die Streckgrenze (z. B. Rp0,2) zeigt dieSpannung, bei der die Zugprobe nach Entlastung na-hezu (d. h. bis auf 0,2 %) wieder in ihre ursprüngli-che Form geht.
The test specimen is loaded with a continually in-creasing tensile force. The yield point (e. g. Rp0.2)shows the stress at which the tensile test specimenwill return almost to its initial shape (i. e. up to0.2 %) after loading is removed.
Nach Erreichen der Streckgrenze findet bei weitererSteigerung der Zugspannung ein plastisches Fließenstatt, das schließlich zu einem Bruch der Probe führt.
After the yield point is reached, plastic deformationoccurs upon further increasing the tensile stress,eventually leading to fracture of the test specimen.
Die Beobachtung, dass die Mikrobruchflächen einerZugprobe oft unter 45 ° verlaufen, veranlasste Tresca1864, eine erste Fließbedingung zu formulieren, in-dem er die maximale Schubspannung τmax für dasEintreten plastischer Formänderung verantwortlichmachte (Schubspannungshypothese):
It was after having observed that micro fractures fre-quently occur at an angle of 45 ° that Tresca for-mulated an initial yield condition in 1864, statingthat the maximum shear stress, τmax, was responsi-ble for the occurrence of plastic strain (MaximumShear Stress Criterion):
τmax =12(σ1−σ3) = k (2.1)
19

2 Grundlagen der Umformtechnik Fundamentals of Metal Forming
Dabei ist k die Schubfließgrenze (und somit einWerkstoffkennwert) mit σ1 als größter und σ3 alskleinster Hauptspannung.
k represents the shear yield point (and thus amaterial-specific value) with σ1 as the maximum andσ3 as the minimum principal stress.
Im Jahr 1913 erweitert von Mises diese Fließbedin-gung auf mehrdimensionale Spannungszustände, in-dem er (im Hauptachsensystem) für den plastifizier-ten Werkstoff definiert:
In 1913 von Mises extended this yield criterion toinclude multi-dimensional states of stress by definingthe following (in the principal axes system) for theplasticized material:
k f =
√32
((σ1− s0)2 +(σ2− s0)2 +(σ3− s0)2
)(2.2)
mit k f als Formänderungsfestigkeit und s0 als demhydrostatischen Spannungsanteil, der sich folgen-dermaßen aus den Hauptspannungen berechnet:
k f represents the yield strength and s0 the hydro-static stress which can be calculated as follows fromthe principal stresses:
s0 =13(σ1 +σ2 +σ3) (2.3)
Die Bedeutung der Gleichung 2.2 wird klar, wennman zu einer geometrischen Darstellung im Haupt-spannungsraum übergeht (Abb. 2.8): Dieses Krite-rium entspricht einem Kreiszylinder parallel zurRaumdiagonalen (dem hydrostatischen Spannungs-zustand).
The significance of equation 2.2 becomes clear froma geometric representation of the principal stressspace (Fig. 2.8). This criterion corresponds to a cir-cular cylinder parallel to the line which runs at anangle of 45 ° to the three axes (the hydrostatic stateof stress).
Das bedeutet, dass eine reine hydrostatische Span-nung (d. h. σ1 = σ2 = σ3), egal ob im Zug- oderDruckbereich, kein plastisches Fließen hervorrufenkann. Dies deckt sich auch mit der praktischen Er-fahrung.
This implies that pure hydrostatic stress (i. e. σ1 =σ2 = σ3) cannot cause plastic yielding, neither in thetensile or compressive area. This has been verifiedin practice.
20

2 Grundlagen der Umformtechnik Fundamentals of Metal Forming
© Hirschvogel Umformtechnik GmbH
1Stand:
Fließbedingung im HauptspannungsraumYield condition in the principal stress space
δ1
σ3
σ2
σ1
σ1,σ2,σ3 HauptspannungenPrincipal stresses
Φ(σij)=J2' FließfunktionYield surface
S0 Richtung deshydrostatischenSpannungsanteilsDirection of thehydrostatic stress
σA SpannungsvektorStress vector
σA‘ DeviatorischerSpannungsanteilDeviatoric stress
S0
σA
σA‘
Abb./Fig. 2.8: Fließbedingung im HauptspannungsraumYield condition in the principal stress space
Alle Spannungszustände innerhalb dieses Zylindersentsprechen rein elastischen Zuständen. Erst, wennein Spannungsvektor die Fließfläche erreicht, setztplastisches Fließen ein. Zerlegt man nun diesen Vek-tor in einen hydrostatischen Anteil und einen da-zu senkrechten Anteil, so erkennt man, dass nurder Letztere, der so genannte Deviatoranteil, für dasplastische Fließen verantwortlich ist.
All states of stress within this cylinder correspond topurely elastic states. It is only when a stress vectorreaches the yield surface that plastic yielding occurs.By breaking this vector down into a hydrostatic partand a part perpendicular to it, it is possible to seethat only the latter, known as the deviatoric stress, isresponsible for plastic yielding.
Da plastisches Fließen, wie die Erfahrung zeigt, im-mer in Richtung des Spannungsdeviators erfolgt,sind Spannungsdeviator und der Tensor der Defor-mationsgeschwindigkeiten koaxial. Aus dieser Aus-sage folgt als einfachster Zusammenhang zwischenSpannung und Deformation:
Experience has shown that plastic yielding alwaysoccurs in the direction of the deviatoric stress tensor.Therefore, the stress deviator and the tensor of thedeformation rates are coaxial. It is from this expe-rience that the most basic connection between stressand deformation can be drawn:
dεi j = dλ (σi j − s0) (2.4)
21

2 Grundlagen der Umformtechnik Fundamentals of Metal Forming
Dabei ist dεi j der inkrementelle Dehnungstensor, dλ
ein Proportionalitätsfaktor, σi j ist der Spannungsten-sor und s0 die hydrostatische Spannung.
dεi j represents the incremental strain tensor, dλ aproportionality factor, σi j the stress tensor and s0 thehydrostatic stress.
Zusammen mit den Gleichgewichtsbedingungen undder Inkompressibilitätsbedingung stellen die Glei-chungen 2.2 und 2.4 ein System dar, das für allestarr-plastischen Werkstoffe anwendbar ist.
Together with the equilibrium and incompressibilityconditions, equations 2.2 and 2.4 represent a systemthat can be applied to all rigid-plastic materials.
Da dieses Gleichungssystem aber sehr komplex ist,darüber hinaus die Abhängigkeit der Werkstoff-kennwerte vom Umformgrad, der Formänderungs-geschwindigkeit und der Temperatur nur näherungs-weise zur Verfügung stehen und die Randbedingun-gen oft nur unzureichend bekannt sind, wurde sehrfrüh (Siebel in den 1920er-Jahren) schon begonnen,mit der so genannten elementaren Plastizitätstheoriezu arbeiten:
This set of equations is very complex, however. Ontop of this, the dependency of the material propertieson different strains, strain rates and temperature isonly roughly known, as are the boundary conditions.It is for all of these reasons that the elementary plas-ticity theory was employed instead from very earlyon (Siebel in the 1920s).
Durch Anwendung geometrischer Idealkörper wur-de versucht, gewisse Umformvorgänge zu beschrei-ben.
By using geometric ideal objects, attempts weremade to describe certain metal forming processes.
In der Zwischenzeit ist die Bedeutung dieser elemen-taren Plastizitätstheorie durch die Entwicklung vonFEM-Simulationen (Finite-Elemente-Methode), dieaufgrund hoher Rechnerleistungen möglich wurden,stark zurückgedrängt worden.
Today, the significance of this elementary plastic-ity theory has been reduced considerably by thedevelopment of FEM simulations (Finite ElementMethod), which have been made possible by greatercomputational efficiency.
Mithilfe der FEM lassen sich heute die Spannungs-und Dehnungszustände während der Umformung imganzen umgeformten Volumen berechnen.
FEM can be used to calculate states of stress andstrain during forging for the entire forged volume.
Dadurch kann der Stofffluss, die Belastung derWerkzeuge und der Kraft- und Arbeitsbedarf, der fürdie Umformung eingesetzten Maschinen recht zu-verlässig abgeschätzt werden.
This enables material flow, tool load as well as theforce and work requirements for relevant forging ma-chines to be estimated quite reliably.
22

2 Grundlagen der Umformtechnik Fundamentals of Metal Forming
Auf den Einsatz von FEM-Systemen wird im Kapi-tel 12 eingegangen.
The use of FEM systems will be described in moredetail in Chapter 12.
Eine ausführliche Darstellung der Plastizitätstheoriewürde den Umfang dieses Buchs bei Weitem spren-gen. Der interessierte Leser findet zu diesem Zweckim hinteren Teil des Buchs auf der Seite 141 eineAuflistung weiterführender Literatur.
A detailed description of plasticity theory would farexceed the scope of this book. Those interested infinding out more may draw useful information fromthe literature listed in the Further Reading sectiontowards the end of this book on page 141.
23

3 Verfahren der MassivumformungForging Processes
3.1 Ordnung der umformtechnischen VerfahrenCategories of Forging Processes
Unter der Umformtechnik versteht man eine Grup-pe von Verfahren der Fertigungstechnik, welche diegegebene Form eines festen Körpers in eine andereForm unter Beibehaltung der Masse und des Stoff-zusammenhangs überführen.
Metal forging refers to a group of production pro-cesses which convert the given form of a solid bodyinto another form while retaining its mass and mate-rial cohesion.
Innerhalb der Umformtechnik werden je nachBeanspruchung des Werkstücks während des Fer-tigungsvorgangs fünf Verfahrensgruppen definiert:Druckumformung (DIN 8583), Zugdruckumfor-mung (DIN 8584), Zugumformung (DIN 8585),Biegeumformung (DIN 8586) und Schubumfor-mung (DIN 8587).
The German Institute for Standardization (DIN)defines five process groups within metal forgingtechnology, depending on the stress state of theworkpiece during the production process: Forg-ing under compressive conditions (DIN 8583), forg-ing under combined tensile and compressive condi-tions (DIN 8584), forging under tensile conditions(DIN 8585), forging by bending (DIN 8586) andforging under shear conditions (DIN 8587).
Innerhalb dieser Obergruppe erfolgt eine weitereEinteilung der Verfahren nach verschiedenen Ge-sichtspunkten, wie z. B. der Kinematik oder derWerkzeuggeometrie.
Within each of these main groups, the processesare sub-divided again according to different criteria,such as kinematics or tool geometry.
Ein weiteres Unterscheidungsmerkmal ist die Tem-peratur. Während früher die Rekristallisationstem-peratur als Grenze zwischen Warm- und Kaltumfor-mung gegolten hat, unterscheidet man heute in Kalt-,Halbwarm- und Warmumformung.
Temperature is another distinguishing characteris-tic. Whereas previously the recrystallization tem-perature was referenced as the boundary betweenhot and cold forging, processes are classified todayas cold, warm or hot forging.
Neben den oben erwähnten fünf Verfahrensgruppenunterteilt man in der Praxis aufgrund Werkzeug- undmachinentechnischen Gesichtspunkten die Verfah-ren in Blech- und Massivumformung.
Besides the five process groups mentioned above, adistinction is made in industry between metal sheetforming and forging based on the tools and machin-ery employed.
24

3 Verfahren der Massivumformung Forging Processes
Im Folgenden sollen nun die Verfahren der Massiv-umformung, die zur Herstellung von einzelnenWerkstücken herangezogen werden, kurz betrachtetund definiert werden.
In the following, forging processes used for produc-ing discrete workpieces will be briefly outlined anddefined.
Walz- und Strangpressverfahren, die vorwiegend zurHalbzeugherstellung dienen, werden im weiterenVerlauf aber nicht behandelt.
Rolling and hot extrusion processes, both of whichare used primarily for the production of semi-finished goods, will not be dealt with here.
3.2 FreiformschmiedenOpen-Die Forging
Unter Freiformschmieden versteht man eine Um-formung, die mit einfachen Werkzeugen ein Werk-stück durch geschickte Manipulation von Werkstückund Maschine in eine neue Form bringt. Aufgrundder einfachen Werkzeuge und des geringen Rüstauf-wands sind die Fixkosten pro Auftrag niedrig.
Open-die forging is a process in which the workpieceis shaped by skillful manipulation between simpletools. The simplicity of the tools and the ease of ma-chine set-up result in low fixed costs per order.
Demhingegen ist die Prozesszeit bedingt durch dieinkrementelle Umformung im Vergleich zu Pressver-fahren mit Formwerkzeugen recht lang. Deshalb eig-net sich dieses Verfahren vorzugsweise zur Herstel-lung von Einzelstücken oder Kleinserien.
The drawback is that the incremental nature of thisforging process renders it very long in comparisonto forging in dies. This process thus lends itself par-ticularly well to producing discrete parts or smallproduction runs.
Die angewandten umformtechnischen Einzelverfah-ren sind Stauchen, Recken, Eindornen und Lochen.Die Bearbeitungsaufmaße der Werkstücke sind grö-ßenabhängig und liegen im Allgemeinen über 5 mmpro Seite bei Werkstückabmessungen im Bereichmehrerer 100 mm bis weit über 1.000 mm.
Examples of open-die forging processes are upset-ting, stretch forging, punching and hollow forging.The machining allowances of the workpieces dependon size and are generally about 5 mm per side forworkpieces in the size range of several 100 mm towell over 1,000 mm.
25

3 Verfahren der Massivumformung Forging Processes
© Hirschvogel Umformtechnik GmbH
1Stand:
RundknetenSwaging
sich drehendes WerkstückRotating workpiece
oszillierendes Werkzeug (Hämmer)Oscillating tool (hammers)
RundknetmaschineSwaging machine
Abb./Fig. 3.1: Rundkneten als ein Beispiel für ein FreiformschmiedeverfahrenSwaging as an example of an open-die forging process
3.2.1 RundknetenSwaging
Ein Verfahren, das streng genommen ebenfallszum Freiformschmieden gehört, ist das Rundkne-ten. Durch die automatische Manipulation der Werk-stücke und durch die exakte Steuerung der Hämmerlassen sich vorzugsweise wellenförmige Werkstückemit großer Wiederholgenauigkeit herstellen.
Rotary swaging is a process which, strictly speaking,falls under the category of open-die forging. Due tothe automatic manipulation of the workpieces andthe exact control of the forging tools, it is possible toproduce shaft-like workpieces with a high degree ofrepeatability.
Die typischen Werkstückgrößen beim Rundknetensowie die automatisierte Fertigung (im Vergleichzum Freiformschmieden großer Werkstücke) erlaubtdabei auch die Herstellung größerer Serien.
The typical workpiece size in swaging and the auto-mated nature of this production process (in compar-ison to open-die forging of larger workpieces) alsoenable larger production runs.
Das Verfahren steht damit im Wettbewerb zum Ge-senkschmieden, kann aber verfahrensbedingt Geo-metrien herstellen, die sich mehrstufigen Pressver-fahren nicht erschließen.
Although in this respect, swaging is in competitionwith closed-die forging, the nature of the process en-ables the manufacture of shapes that cannot be pro-duced by closed-die forging.
26

3 Verfahren der Massivumformung Forging Processes
Die Wirtschaftlichkeit im Vergleich zu anderen Ver-fahren hängt jeweils ab von den Entwicklungs- undEinrichtekosten, den benötigten Prozessketten, denMaschinenkosten und schließlich von den mögli-chen Losgrößen.
The cost-efficiency of swaging compared to otherprocesses depends in each case on the developmentand set-up costs, the necessary process chains, themachine costs and finally the batch sizes possible.
Generell kann festgestellt werden, dass für höhe-re Stückzahlen mehrstufige Umformprozesse aufPressen den inkrementellen Prozessen wirtschaftlichüberlegen sind.
Generally it can be stated that, for higher volumes,multi-stage forging processes on presses are eco-nomically advantageous compared to incrementalforging processes.
Beim Kaltrundkneten werden Präzisionsteile mitvorzugsweise fertiger Innenkontur geformt, indemdie Hämmer ein Hohlteil über einen Dorn ausfor-men. Hier sind sogar nicht-rotationssymmetrischeInnenkonturen denkbar wie Verzahnungen oder Po-lygonformen.
Cold rotary swaging involves producing precisionparts that often have finished internal profiles. Theprocess uses hammers to form a hollow part over amandrel. Even non-rotational inner contours suchas splines and polygon geometries are possible.
Das Stauchen ist eines der Verfahren des Freiform-schmiedens. Es findet aber auch oft Anwendung ineiner Stufe einer stärker werkzeuggebundenen Sta-dienfolge (Kapitel 3.3).
Upsetting is one of the processes in open-die forging.It is, however, often also applied as one of the stagesof a closed-die forging process (Chapter 3.3).
3.2.2 Warm- und KaltstauchenHot and Cold Upsetting
Beim Stauchen (siehe Abb. 3.2) wird die Dicke desWerkstücks vermindert und der Werkstoff vorwie-gend in Querrichtung verdrängt. Beim Stauchen inFormwerkzeugen steigt dabei der Werkstoff in dieKavitäten.
During upsetting (see Fig. 3.2), the thickness of theworkpiece is reduced and the material is forced pri-marily into a lateral direction. When upsetting inshaped tools, the material rises into the tool cavities.
27

3 Verfahren der Massivumformung Forging Processes
3.3 Massivumformung mit FormwerkzeugenForging Processes with Contoured Punches and Dies
Während beim Freiformschmieden die einfachenWerkzeuge inkrementell das Werkstück formen,werden viel mehr Bauteile mit Formwerkzeugen her-gestellt, z. B. beim Gesenkschmieden.
Whereas open-die forging shapes the workpiece in-crementally using simple tools, a greater numberof parts are produced using contoured punches anddies, e. g. in closed-die forging.
© Hirschvogel Umformtechnik GmbH
1Stand:
Stauchen und GesenkschmiedenUpsetting and Closed-die forging
WerkstückWorkpiece
ObergesenkUpper die
WerkstückWorkpiece
UntergesenkLower die
StauchenUpsetting
GesenkschmiedenClosed-die forging
GratFlash
Abb./Fig. 3.2: Stauchen und GesenkschmiedenUpsetting and closed-die forging
3.3.1 GesenkschmiedenClosed-Die Forging
Das Gesenkschmieden (siehe Abb. 3.2) ist das gän-gigste Verfahren der Massivumformung und vomMengenaufkommen auch das absolut bedeutendste.
Closed-die forging (see Fig. 3.2) is the most com-monly used process in forging and is also the leaderin terms of volume.
Gesenkschmieden ermöglicht die Massenprodukti-on von komplizierten Werkstücken mit besten Werk-stückeigenschaften.
Closed-die forging allows the mass-production ofcomplicated workpieces that display optimum me-chanical properties.
28

3 Verfahren der Massivumformung Forging Processes
Bei Schmiedetemperatur (ca. 1.200 °C für Stahl)wird das Werkstück zwischen zwei formgeben-den Werkzeughälften ausgepresst; der Materialüber-schuss fließt dabei zwischen Ober- und Unterwerk-zeug als Grat zwischen den Gratbahnen in den Grat-raum und wird in einer abschließenden Operationabgegratet.
At forging temperature (approx. 1,200 °C for steel),the workpiece is pressed between the two halves of atool which have the shape of the finished part. Sur-plus material flows out from between the upper andlower dies, forcing flash outside of the die cavity.This is sheared away during a trimming operation.
Die Bearbeitungsaufmaße von Schmiedestücken lie-gen im Allgemeinen zwischen 1 mm und 3 mm;durch Sondermaßnahmen und weitergehende Ope-rationen können aber auch einbaufertige Flächen er-zeugt werden (siehe Kapitel 3.3.6).
The machining allowances of forgings generally liebetween 1 mm and 3 mm. Special measures andsubsequent operations make it possible to produceassembly-ready surfaces (see Chapter 3.3.6).
Da bei diesem Verfahren formgebende Werkzeuge(Gesenke) für mehrere zu erarbeitende Schmiedestu-fen verwendet werden, deren Konstruktion und Her-stellung relativ aufwändig und teuer ist, rechnen sichdie Werkzeugentwicklungskosten erst ab einer ge-wissen Stückzahl.
This process involves several forging stages. Thesehave to be developed and the tools produced. Thus,a return on investment with respect to initial costs isonly possible above a certain minimum productionvolume.
Dies gilt vor allem für komplexe Teile, die meist eineaufwändige Materialvorverteilung benötigen, um einqualitativ einwandfreies Schmiedestück zu ermögli-chen.
This is especially true of complex parts, which nor-mally require considerable predistribution of the ma-terial to ensure production of a high-quality forging.
3.3.2 FließpressverfahrenExtrusion Processes
Unter Fließpressen versteht man Verfahren, beidenen ein Werkstück durch eine Werkzeugöff-nung durchgedrückt wird und dadurch die Form-gebung erfährt. Man unterscheidet hier zwischenVollvorwärts-, Hohlvorwärts- und Napfrückwärts-fließpressen (siehe Abb. 3.3).
Extrusion refers to a variety of processes in whicha workpiece is forced through a smaller diameterand thus forged. Extrusion can be sub-divided intoforward rod extrusion, forward tube extrusion, or asbackward cup extrusion (see Fig. 3.3).
29

3 Verfahren der Massivumformung Forging Processes
Beim Vollvorwärtsfließpressen wird ein Stabab-schnitt durch eine Düse gedrückt, wodurch ein ab-gesetzter Vollkörper entsteht.
Forward rod extrusion involves forcing a billet sec-tion through a die to produce a solid body with twoor more diameters.
Beim Hohlvorwärtsfließpressen wird ein massiveroder hohler Zylinder über einen Dorn durch eineDüse gedrückt, wodurch ein abgesetzter Hohlkörperentsteht.
During forward tube extrusion, a solid billet or hol-low tube is forced over a mandrel through a die,thereby producing a hollow part with two or morediameters.
Das Napfrückwärtsfließpressen ist dadurch gekenn-zeichnet, dass in einen Vollkörper, der sich in einerMatrize befindet, ein Stempel eingedrückt wird. Die-ser bewirkt das Hochsteigen des Materials zwischenStempel und Matrize.
In backward cup extrusion, a punch is pushed into asolid part which is situated in a die cavity, causingthe material to rise between the punch and the diecavity.
Daneben gibt es weitere Varianten dieser Verfahren,die zusammen mit den unterschiedlichen Stauchver-fahren eine Vielzahl rotationssymmetrischer Form-gebungen ermöglichen.
In addition to these three processes, there are nu-merous other variations which, together with differ-ent upsetting processes, can provide a multitude ofrotationally symmetric shapes.
Neben diesen Vorwärts- und Rückwärtsfließpress-vorgängen werden viele weitere Verfahren, wie bei-spielsweise Reduzieren, Abstreckgleitziehen oderdas häufig eingesetzte Querfließpressen, angewandt.
Besides these forward and backward extrusion pro-cesses, many other operations, such as reducing,ironing or commonly used lateral extrusion opera-tions are employed.
Fließpressverfahren eignen sich zur Massenherstel-lung von vorwiegend rotationssymmetrischen Werk-stücken, die pro Teil wenige Gramm bis etwa 30 kgwiegen können.
Cold extrusion processes are particularly suitablefor the mass production of rotationally symmetricparts, weighing from a few grams to around 30 kgper part.
Wendet man diese Verfahren bei Warmform-gebungstemperatur an, so spricht man vom Warm-fließpressen. Analog gilt dies für die Halbwarmum-formung.
If this process is employed at hot forging tempera-ture, it is referred to as hot extrusion. If it is carriedout at elevated temperatures below hot forging tem-perature, it is known as warm extrusion.
30

3 Verfahren der Massivumformung Forging Processes
© Hirschvogel Umformtechnik GmbH
1Stand:
FließpressverfahrenExtrusion
HohlvorwärtsfließpressenForward tube extrusion
NapfrückwärtsfließpressenBackward cup extrusion
VollvorwärtsfließpressenForward rod extrusion
Abb./Fig. 3.3: FließpressverfahrenExtrusion processes
Bei Raumtemperatur angewandte Fließpress- undStauchverfahren bilden die grundlegenden Formge-bungsmöglichkeiten der Kaltumformtechnik. Aller-dings müssen für Stahl in Bezug auf Warm- undOberflächenbehandlung zunächst gewisse Voraus-setzungen geschaffen werden, die später ausführlichbeschrieben werden.
Extrusion and upsetting processes employed at roomtemperature are the basis of the range of forging pos-sibilities available in cold metal forging. With res-pect to the heat treatment and surface preparation ofsteel, however, certain prerequisites need to be ob-served. These will be dealt with in more detail later.
Stauchoperationen im Formwerkzeug sind oft Be-standteil eines mehrstufigen Stadiengangs in derWarm-, Halbwarm- oder Kaltumformung.
Upsetting operations using dies are often part of amulti-stage process in hot, warm or cold forging.
Vor allem im Zusammenhang mit der Schraubenher-stellung spricht man oft vom Kaltstauchen. Ausge-hend vom Draht, der bis zu 35 mm dick sein kann,werden auf Kaltmehrstufenpressen durch mehrstu-fige Fließpress- und Stauchoperationen Schrauben-köpfe hergestellt.
Cold upsetting, or heading, is most often associatedwith fastener production. Starting with wire that canbe up to 35 mm in diameter, fastener heads are pro-duced on multi-stage presses by means of variousextrusion and upsetting operations.
31
3 Verfahren der Massivumformung Forging Processes
Das Verfahren Warmstauchen ist eng verbundenmit den Waagerechtstauchmaschinen. Die früherenPkw-Generationen mit Hinterradantrieb und Starr-achsen verlangten Steckachsen, d. h. lange Wellenmit Flansch. Auf Waagerechtstauchmaschinen, dieneben der Stauchbewegung des Schlittens noch einezusätzliche Klemmbewegung von oberem und unte-rem Werkzeug ermöglichten, konnten durch diesesÖffnen und Schließen der Werkzeughälften derartigeFlanschwellen mit langen Schäften hergestellt wer-den.
Hot upset forging is a process widely used on hori-zontal upset forging machines. Early generations ofpassenger car with rear-wheel drive and fixed axlesrequired fixed wheel spindles, i. e. long shafts witha flange. Horizontal upset forging machines which,along with the upsetting motion of the ram, also pro-vided a clamping movement of the upper and lowertool, were able to produce such long flanged shaftsdue to the opening and closing movement of the toolhalves.
Die Bedeutung dieser Stauchmaschinen ging mitdem zunehmenden Einsatz von Gleichlaufgelenk-wellen im Automobilbau zurück. Es gibt aber immernoch Anwendungen, wobei vor allem die Möglich-keit des mehrstufigen Stauchens große Einstauchlän-gen und damit große Kopfvolumina ermöglicht.
The importance of these upsetting machines declinedwith the increasing use of constant-velocity driveshafts in automotive construction. There are still ap-plications, however, for which multi-stage upsettingcan facilitate great upsetting lengths and thus largeheads.
3.3.3 Gratlosschmieden auf WarmmehrstufenpressenFlashless Hot Forging on Multi-Stage Presses
Ein besonderes Verfahren der Warmumformung istdas Gratlosschmieden in einer speziellen Ausprä-gung auf liegenden automatisierten Mehrstufenpres-sen.
Flashless hot forging is often carried out onspecialized horizontal automated multi-stagepresses.
Einfache Bauteile wie z. B. Zahnradrohlinge, Wälz-lagerringe oder auch Radnaben werden heute vor-zugsweise auf Warmmehrstufenpressen gratlos ge-fertigt. Der große Bedarf derartiger Teile im Auto-mobilbau rechtfertigt den Einsatz entsprechend spe-zialisierter automatisierter Mehrstufenpressen.
Simple components, such as gear blanks, bearingraces or even wheel hubs, are today produced pri-marily in a flashless process on multi-stage presses.The huge demand for such parts in the field of au-tomotive manufacture justifies the implementation ofspecialized automated machines.
32

3 Verfahren der Massivumformung Forging Processes
Mit Ausbringungen von 60 bis 180 Teilen pro Mi-nute (größenabhängig) können derartige Maschinenvorwiegend rotationssymmetrische Bauteile äußerstrationell produzieren. Bearbeitungsaufmaße und To-leranzen entsprechen denen der Gesenkschmiedetei-le.
With an output of between 60 and 180 parts perminute (dependent on size), such machines are well-equipped to produce high volumes of rotationallysymmetric components in an extremely cost-efficientway. Machining allowances and tolerances corres-pond to those of die-forged parts.
3.3.4 QuerkeilwalzenCross Wedge Rolling
Ein weiteres Verfahren, das sich für bestimmte Teile-familien heute etabliert hat, ist das Querkeilwalzen.
Cross wedge rolling is another process which has es-tablished itself in the production of a particular fam-ily of parts.
Ursprünglich nur zur Vorformung und Massenver-teilung gedacht, wurde das Verfahren in den letz-ten Jahren durch Weiterentwicklung mehr und mehrauch zur Fertigformung von Getriebewellen einge-setzt.
Originally intended to carry out preforming and ma-terial distribution tasks, this process has undergonefurther development and has been used increasinglyover the past few years in the production of trans-mission shafts.
Das Verfahrensprinzip stellt sich wie folgt dar: Aus-gehend von dem größten Materialquerschnitt wirdin einen Stabstahlabschnitt durch ein keilförmigesWerkzeug Material in Längsrichtung nach außen ge-walzt. Die eigentliche Formgebung erfolgt durch dieForm des Keilauslaufs auf der Walze.
The principle behind this process is as follows: start-ing with the largest material cross section, materialin a segment of a steel bar is rolled outwards in alongitudinal direction by means of a wedge-shapedtool. The final shape depends on that formed by theoutlet shape of the wedge on the roller.
Vorzugsweise Vorgelegewellen mit zwei oder mehrFesträdern lassen sich mit diesem Verfahren sehrwirtschaftlich fertigen, da derartige Wellen in einemeinzigen Arbeitsgang mit Hinterschnitt in Achsrich-tung hergestellt werden können.
Countershafts with two or more fixed gears repre-sent a particular product group that can be producedvery economically using this process. This is due tothe fact that such shafts can be manufactured in asingle operation with forged undercuts in the axialdirection.
33

3 Verfahren der Massivumformung Forging Processes
Die Aufmaße entsprechen einem Gesenkschmiede-teil. Der Materialabfall ist geringer als beim Ge-senkschmieden. Die Kaltumformung erzeugt hieraber Bauteile mit geringem Aufmaß und bessererWerkstoffausnutzung. Gewichtsvermindernde Hin-terschnitte zwischen Festrädern sind hier aber nur et-was eingeschränkter möglich.
The allowances are comparable to those of a die-forged component, while material waste is lower.Although cold forging produces parts with low al-lowances and better material utilization, weight-reducing undercuts between the fixed gears are onlypossible to a certain degree.
3.3.5 ReckwalzenReducer Rolling
Das Reckwalzen ist ein Verfahren des Profillängs-walzens.
Reducer rolling is a profiled longitudinal stretchingprocess.
Das Werkstück wird zwischen zwei sich bewegen-den Werkzeugen, den Walzen, geformt. Der austre-tende Querschnitt bleibt dabei nicht konstant. DemWerkstück wird durch die profilierten Walzsegmen-te in Walzrichtung die geforderte Form aufgezwun-gen. Häufig wird es als Zwischenform zur besserenMassenverteilung für Gesenkschmiedeteile verwen-det. Dies führt zu einer Reduzierung der Gratverlustebeim Gesenkschmieden.
The workpiece is shaped between two moving roll-ers. The cross section that is generated does not re-main constant. The workpiece is forced into the re-quired shape by the profiled roll segments in the roll-ing direction. The process is often used to producean intermediate geometry for achieving enhancedmass distribution for die-forged parts, leading to areduction in flash losses during closed-die forging.
3.3.6 KaltprägenCold Coining
Dieses Verfahren wird in Maßprägen und Formprä-gen unterteilt.
This process can be sub-divided into processes thatcalibrate a workpiece or produce certain shapesfrom it.
Das Maßprägen wird sehr oft zusammen mit ande-ren Massivumformverfahren eingesetzt. So werdenz. B. beim Gesenkschmieden Funktionsflächen erha-ben geschmiedet und danach durch Maßprägen (Ka-librieren) in eine engere Toleranz gebracht. Damitlässt sich spanende Nacharbeit vermeiden.
Calibration is very often used in conjunction withother forging processes. During closed-die forging,for example, surfaces that are necessary for the tech-nical function of the part (functional surfaces) areforged so that they are raised and are then giventighter tolerances by means of calibration. In thisway, subsequent machining is avoided.
34

3 Verfahren der Massivumformung Forging Processes
Beim Formprägen werden bei überwiegend flachenWerkstücken zwischen Stempel und Matrize ent-sprechende Formelemente ausgeprägt. Ein Beispielhierfür ist das Münzprägen, das bei hohen Mengen-leistungen auf vollautomatisierten Prägepressen ab-läuft. Aber auch das Ausprägen von vorgeschmiede-ten Formelementen, wie z. B. Verzahnungen, ist hierzu nennen. Beispiele sind in Kapitel 9 dargestellt.
Coining of shapes chiefly involves flat workpieceswhich are formed between a punch and a die cav-ity. An example of this is the minting of coins,which takes place on high-volume fully-automatedmint presses. Another example is the calibration ofrough-forged parts, such as gears. Examples will beshown in Chapter 9.
3.4 SonderverfahrenSpecial Processes
Für bestimmte Bauteile werden immer wieder Spe-zialverfahren im Bereich der Massivumformung ent-wickelt, die die Herstellung dieser Werkstücke inGrößtserie rationell gestalten sollen. Dazu gehörengewisse Präzisionsschmiedeverfahren wie z. B. dasPressen von Ausgleichskegelrädern mit einbauferti-ger Verzahnung oder das Pressen von Kupplungsver-zahnungen mit Hinterschnitt.
Special forging processes for certain components arecontinually being developed with the aim of produc-ing large volumes of parts in a cost-effective man-ner. Among them are certain precision forging pro-cesses, such as the cold forging of differential bevelgears with ready-for-assembly gears, or the pressingof clutch teeth with undercuts.
Auch das Gratlospressen von Zahnstangen mit ver-änderlichem Modul (Bishop-Verfahren), das Twisten(Verdrehen) von Kurbelwellen zur Herstellung vonHinterschneidungen bei den Gegengewichten, dasBruchtrennen von Pleueln, das Präzisionsschmie-den von Turbinenschaufeln und das Radial-Axial-Ringwalzen zählen zu den Spezialverfahren derMassivumformung, die eng auf das jeweils zu fer-tigende Teil abgestimmt sind.
Other special forging processes which are tailor-made to the parts being produced include the flash-less pressing of steering racks with variable module(Bishop process), the twisting of crankshafts for theproduction of undercuts at the counterweights, thecrack method used in the manufacture of connect-ing rods, the precision forging of turbine blades, andradial-axial ring rolling.
Wenn die Stückzahl groß genug ist, so dass sich dieEntwicklung von Spezialverfahren und -maschinenwirtschaftlich lohnt, lassen sich mit den verschiede-nen umformtechnischen Methoden im Prinzip nahe-zu alle Bauteile rationell herstellen.
As long as the production volume is large enough tojustify the costs involved in developing special pro-cesses and machines, almost all components can, inprinciple, be produced in a cost-efficient way usingthe various metal forging processes described.
35
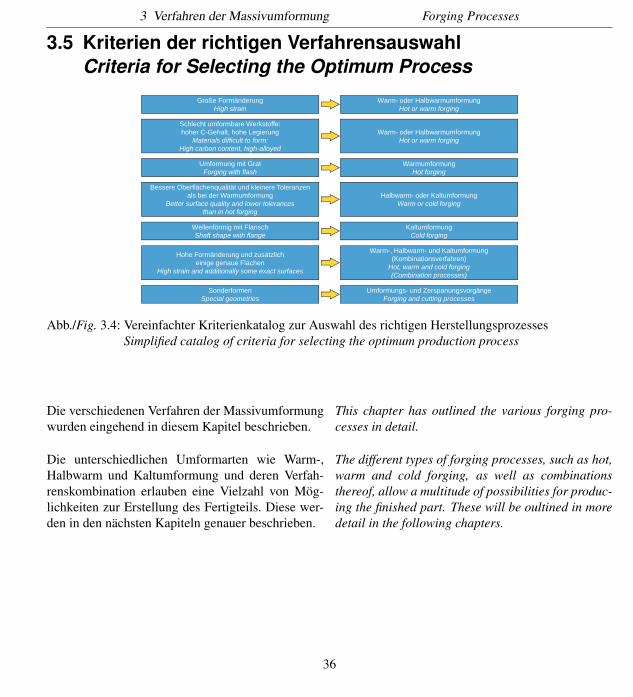
3 Verfahren der Massivumformung Forging Processes
3.5 Kriterien der richtigen VerfahrensauswahlCriteria for Selecting the Optimum Process
© Hirschvogel Umformtechnik GmbH
1Stand:
Vereinfachter Kriterienkatalog zur Auswahl des richtigen HerstellungsprozessesSimplified catalog of criteria for the selection of the most suitable manufacturing process
Warm- oder HalbwarmumformungHot or warm forging
WarmumformungHot forging
Große FormänderungHigh strain
Halbwarm- oder KaltumformungWarm or cold forging
Schlecht umformbare Werkstoffe:hoher C-Gehalt, hohe Legierung
Materials difficult to form:High carbon content, high-alloyed
Warm- oder HalbwarmumformungHot or warm forging
Umformung mit GratForging with flash
Bessere Oberflächenqualität und kleinere Toleranzenals bei der Warmumformung
Better surface quality and lower tolerancesthan in hot forging
Wellenförmig mit FlanschShaft shape with flange
KaltumformungCold forging
Hohe Formänderung und zusätzlicheinige genaue Flächen
High strain and additionally some exact surfaces
Warm-, Halbwarm- und Kaltumformung(Kombinationsverfahren)
Hot, warm and cold forging(Combination processes)
Umformungs- und ZerspanungsvorgängeForging and cutting processes
SonderformenSpecial geometries
Abb./Fig. 3.4: Vereinfachter Kriterienkatalog zur Auswahl des richtigen HerstellungsprozessesSimplified catalog of criteria for selecting the optimum production process
Die verschiedenen Verfahren der Massivumformungwurden eingehend in diesem Kapitel beschrieben.
This chapter has outlined the various forging pro-cesses in detail.
Die unterschiedlichen Umformarten wie Warm-,Halbwarm und Kaltumformung und deren Verfah-renskombination erlauben eine Vielzahl von Mög-lichkeiten zur Erstellung des Fertigteils. Diese wer-den in den nächsten Kapiteln genauer beschrieben.
The different types of forging processes, such as hot,warm and cold forging, as well as combinationsthereof, allow a multitude of possibilities for produc-ing the finished part. These will be oultined in moredetail in the following chapters.
36

3 Verfahren der Massivumformung Forging Processes
Die Tabelle in Abb. 3.4 soll einen kleinen Überblickgeben, inwieweit welche Umformart am geeignets-ten erscheint. Eine optimale Kombination der pas-senden Einzelverfahren kann jedoch nur in Abstim-mung mit einem erfahrenen Umformunternehmenerfolgen. Nur so kann auch - unter Berücksichti-gung der Qualitätsanforderungen - die kostengüns-tigste Prozesskombination bestimmt werden.
The table in Fig. 3.4 should provide a brief overviewof which forging process seems the most suitable ineach individual case. An optimum combination ofthe individual processes can only be determined reli-ably, however, in collaboration with an experiencedforging company. Only this enables a cost-efficientprocess combination to be found that also takes qual-ity requirements into account.
37
4 WarmumformungHot Forging
Ein wesentliches Unterscheidungsmerkmal inner-halb der verschiedenen Massivumformverfahren istdie Temperatur der Abschnitte zu Beginn des Um-formprozesses.
A major differentiating factor between the variousforging processes is the temperature of the billets atthe start of the forging process.
In diesen und den folgenden Kapiteln sollen dieMassivumformverfahren aus Sicht der Umformtem-peratur und den dadurch gegebenen Besonderheitenvorgestellt werden.
In this chapter and the ones that follow, forging pro-cesses will be presented based on the forging tem-perature and the characteristics that this gives riseto.
4.1 GrundlagenFundamentals
Bei der Warmumformung werden die Abschnitte aufeine Temperatur erwärmt, bei der Erholungs- undRekristallisationsvorgänge während und direkt nachder Umformung ablaufen. Dadurch werden Kraftbe-darf und Spannungen herabgesetzt und das Umform-vermögen des Werkstoffs vergrößert.
In the case of hot forging, the billets are heated to atemperature at which recovery and recrystallizationprocesses occur during and directly after forging. Atthese temperatures, flow stress, and consequentiallythe force required for forging, is reduced, while theformability of the material is improved.
Bei Stahlwerkstoffen liegt die Ausgangstemperaturüblicherweise bei ca. 1.200 °C. Traditionell wird dieWarmumformung von Stahl auch als Schmieden be-zeichnet. Das Schmieden umfasst gemäß Definitiondas Fertigen durch Umformen, Trennen und Fügenmit Anwärmen der Abschnitte (siehe Kapitel 3). DieSchmiedeverfahren selber teilen sich auf in das Frei-formschmieden und in das Gesenkschmieden.
Materials made of steel are usually heated up to astarting temperature of approx. 1,200 °C. By defini-tion, hot forging encompasses metal forming, sepa-ration and joining processes that involve heating thebillets (see Chapter 3). The forging processes them-selves are subdivided into open-die and closed-dieforging.
Kennzeichnend für das Gesenkschmieden sind dieformgebenden Werkzeughälften (die Gesenke), zwi-schen denen das Werkstück ausgepresst wird.
The distinguishing feature of closed-die forging arethe tools (dies) between which the workpiece ispressed.
38

4 Warmumformung Hot Forging
Auch das Gesenkschmieden ohne Grat wird zuneh-mend eingesetzt, vorzugsweise auf automatisiertenMehrstufenpressen. Dieses spezielle Verfahren eig-net sich insbesondere für Werkstücke, die in sehr ho-hen Stückzahlen produziert werden.
Closed-die forging without flash is being used in-creasingly, particularly on automated multi-stagepresses. This specialized process lends itself partic-ularly well to parts produced in large quantities.
Die Werkzeughälften müssen beim Gesenkschmie-den bereits die Negativform des fertigen Werkstücksaufweisen und sind deshalb in der Herstellung teuer.Da sie nur zur Herstellung einer einzigen Werkstück-form dienen, ist für einen wirtschaftlichen Einsatzdieses Verfahrens eine bestimmte Mindeststückmen-ge erforderlich.
Because the dies have the negative shape of the fin-ished part, they are expensive to produce. As eachtool set can only produce one particular part shape,their use can only be justified in economic termswhen a minimum number of pieces is guaranteed.
Häufig lässt sich die Endform nicht durch eineneinzigen Umformvorgang erreichen. Muss ein Ab-schnitt, um die Endkontur zu erreichen, mehrfachumgeformt werden, so spricht man von Mehrstufen-prozessen. Die Umformstufen werden in Massenvor-verteilung und Hauptumformung unterteilt.
Frequently, the final shape cannot be achieved with asingle metal forging operation. If a workpiece needsto be formed multiple times to achieve the desiredfinal contour, this is referred to as a multi-stage pro-cess. The metal forging stages are divided into masspredistribution and main forging.
Zur Massenvorverteilung werden die VerfahrenStauchen und Fließpressen eingesetzt. Je nach Werk-stück kann auch in einem vorgelagerten Prozessreck- oder quergewalzt werden.
Upsetting and extrusion are processes used for masspredistribution. Depending on the workpiece, re-ducer rolling or cross rolling may also be employedduring an upstream process.
Zum Trennen des Werkstoffs bei Schmiedetempera-tur werden zumeist die Verfahren Abschneiden, Ab-graten und Lochen in den Prozess integriert.
Separation processes on the material at forging tem-perature are usually carried out by the integration ofcutting, trimming and piercing operations.
Die Wirtschaftlichkeit von Losgrößen hängt jeweilssehr stark vom angewandten Schmiedeverfahren undder Größe des Bauteils ab:
The cost-efficiency of production runs greatly de-pends on the forging process employed and the sizeof the component:
39

4 Warmumformung Hot Forging
Durch Freiformschmieden lassen sich auch einzel-ne Werkstücke mit einem Stückgewicht von mehre-ren Tonnen wirtschaftlich herstellen, während sichauf horizontalen automatisierten Warmformpressenje nach Gewicht 70 - 180 Teile pro Minute herstellenlassen.
With open-die forging, it is even possible to econom-ically produce individual workpieces with a weightof several tons per piece; on automated horizontalhot forging presses, 70 - 180 parts per minute maybe produced depending on weight.
Generell sind die Herstellkosten für Schmiedeteile inAbhängigkeit von verschiedenen Einflussgrößen zubetrachten und zu bewerten.
In general, the production costs for forged parts needto be viewed and evaluated by considering their de-pendence on the various influencing variables.
© Hirschvogel Umformtechnik GmbH
1Stand:
Kostenblöcke bei der WarmumformungCosts incurred by hot forging
KostenblockCosts
MaterialkostenMaterial costs ~ 30% - 50%
WerkzeugverschleißkostenCosts associated with tool wear ~ 10%
Rüst- bzw. EinbaukostenSet-up and installation costs ~ 5%
FertigungskostenProduction costs
~ 30% - 50%
Ausschuss und NacharbeitRejects and subsequent repair
~ 2% - 5%
Verwaltungs- und VertriebskostenAdministrative and sales costs
~ 5% - 10%
Abb./Fig. 4.1: Kostenblöcke bei der WarmumformungCosts incurred by hot forging
Abb. 4.1 zeigt die prozentualen Anteile der bei derWarmumformung auftretenden Kostenblöcke.
Fig. 4.1 shows a breakdown by percentage of thecosts associated with hot forging processes.
Durch die automatisierte Fertigung eines Bauteilsoder einer Teilefamilie lassen sich die anteiligen Per-sonalkosten bei den reinen Fertigungskosten redu-zieren. Die Investitionskosten sind je nach Automa-tisierungsgrad entsprechend größer.
By automating the production of a part, or a fam-ily of parts, the labor costs, which make up a shareof the pure production costs, can be reduced. Nat-urally, however, the higher the level of automation,the higher the investment costs are.
40

4 Warmumformung Hot Forging
Der Kostenvorteil einer Automatisierung ergibt sichdeshalb durch eine höhere Ausbringung. Je nach Ma-schinentyp, Bauteil und Automatisierungsgrad sindTaktzeiten von unter einer bis zu zehn Sekunden zuerreichen.
Cost benefits through automation can only bedrawn therefore when the output is sufficiently high.Depending on machine type, component and the de-gree of automation, cycle times of between one andten seconds can be achieved.
4.2 Maschinen und UmfeldMachines and Peripheral Equipment
Der Gesenkschmiedeprozess ist gekennzeichnetdurch die Herstellung des Abschnitts, dessen Erwär-mung, der Vorverteilung des Materials, dem eigent-lichen Hauptumformvorgang und dem abschließen-den Abgraten. Je nach Bauteil, Abschnitt und Pro-zessführung kann die Materialvorverteilung oder dasAbgraten entfallen.
Closed-die forging processes encompass the produc-tion of a billet, then heating it, predistributing thematerial, carrying out the actual principal metalforging operation, as well as trimming during thefinishing stage. Depending on the component, thebillet and the procedure used, material predistribu-tion or trimming may not be necessary.
Die Auswahl der Maschinen für Vor- und Nachbear-beitung sowie für den eigentlichen Umformprozessrichtet sich immer nach dem Ablauf des Umform-vorgangs, den Merkmalen des Werkstücks und derzu fertigenden Stückmenge.
The choice of machine for pre- and post-operations,as well as for the actual metal forging process, isalways dependent on the type of metal forging oper-ation, the properties of the workpiece material, andthe number of pieces to be produced.
Weiterhin bestimmen der Umfang der Automatisie-rungsmöglichkeiten, die Qualifikation der Arbeits-kräfte und der zur Verfügung stehende Maschinen-park und dessen Auslastung den Wirtschaftlichkeits-grad einer Teilefertigung.
Furthermore, the cost-efficiency of manufacturing isdetermined by how far the process can be automated,by labor skills, as well as by the machinery availableand its capacity.
Nur bei Größtserien, bei denen auf den Umformag-gregaten ein einziges Bauteil oder eine sehr eng be-grenzte Teilefamilie gefertigt wird, lohnt es sich, inspezielle Anlagen zu investieren. Die Herstellung istdann aber besonders wirtschaftlich.
It is only worth investing in specialized machineryin the case of high volume production runs duringwhich only one type of component, or a limited fam-ily of parts, is produced on the metal forging units.In such a situation, production is then particularlycost-efficient.
41
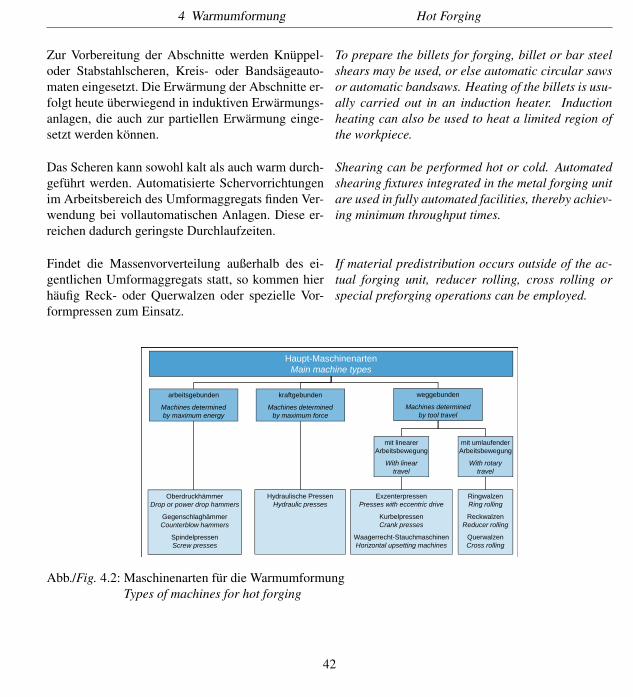
4 Warmumformung Hot Forging
Zur Vorbereitung der Abschnitte werden Knüppel-oder Stabstahlscheren, Kreis- oder Bandsägeauto-maten eingesetzt. Die Erwärmung der Abschnitte er-folgt heute überwiegend in induktiven Erwärmungs-anlagen, die auch zur partiellen Erwärmung einge-setzt werden können.
To prepare the billets for forging, billet or bar steelshears may be used, or else automatic circular sawsor automatic bandsaws. Heating of the billets is usu-ally carried out in an induction heater. Inductionheating can also be used to heat a limited region ofthe workpiece.
Das Scheren kann sowohl kalt als auch warm durch-geführt werden. Automatisierte Schervorrichtungenim Arbeitsbereich des Umformaggregats finden Ver-wendung bei vollautomatischen Anlagen. Diese er-reichen dadurch geringste Durchlaufzeiten.
Shearing can be performed hot or cold. Automatedshearing fixtures integrated in the metal forging unitare used in fully automated facilities, thereby achiev-ing minimum throughput times.
Findet die Massenvorverteilung außerhalb des ei-gentlichen Umformaggregats statt, so kommen hierhäufig Reck- oder Querwalzen oder spezielle Vor-formpressen zum Einsatz.
If material predistribution occurs outside of the ac-tual forging unit, reducer rolling, cross rolling orspecial preforging operations can be employed.
© Hirschvogel Umformtechnik GmbH
1Stand:
Maschinenarten für die WarmmassivumformungTypes of machines for hot forging
Haupt-MaschinenartenMain machine types
arbeitsgebunden
Machines determinedby maximum energy
kraftgebunden
Machines determinedby maximum force
weggebunden
Machines determinedby tool travel
OberdruckhämmerDrop or power drop hammers
GegenschlaghämmerCounterblow hammers
SpindelpressenScrew presses
Hydraulische PressenHydraulic presses
mit linearerArbeitsbewegung
With lineartravel
mit umlaufenderArbeitsbewegung
With rotarytravel
ExzenterpressenPresses with eccentric drive
KurbelpressenCrank presses
Waagerrecht-StauchmaschinenHorizontal upsetting machines
RingwalzenRing rolling
ReckwalzenReducer rolling
QuerwalzenCross rolling
Abb./Fig. 4.2: Maschinenarten für die WarmumformungTypes of machines for hot forging
42

4 Warmumformung Hot Forging
Bei den eigentlichen Umformmaschinen unterschei-det man in Bezug auf das Antriebssystem in diearbeitsgebundenen, die kraftgebundenen und in dieweggebundenen Maschinen.
Based on the drive system used by the forging unit,machines can be subdivided into three types: energylimited, force limited, and tool travel limited.
Bei den arbeitsgebundenen Umformmaschinen wirddas gesamte zur Verfügung stehende Arbeitsvermö-gen bei jedem Arbeitsspiel umgesetzt. Der auf ei-ner arbeitsgebundenen Maschine durchgeführte Vor-gang kommt dann zum Stillstand, wenn das zur Ver-fügung stehende Arbeitsvermögen erschöpft ist. Ty-pische arbeitsgebundene Maschinen sind Hämmeroder Spindelpressen.
In the case of machines limited by the maximum pos-sible energy, the total available working energy isutilized with every blow. A process carried out onsuch a machine thus comes to a standstill when theavailable ram energy is exhausted. Typical examplesof these machines are hammers or screw presses.
Demgegenüber steht bei den kraftgebundenen Ma-schinen, hydraulischen Pressen, unabhängig von derjeweiligen Stößelstellung jederzeit die größtmögli-che Presskraft zur Verfügung.
By contrast, hydraulic presses, which are limited bythe maximum force, are capable of exerting maxi-mum force at any point along the press stroke.
Durchläuft der Stößel einen von der Maschinenkine-matik des Hauptantriebs festgelegten Weg, wie z. B.bei Kurbelpressen, so spricht man von weggebunde-nen Pressen. Diese Maschinengruppe lässt sich ge-mäß Abb. 4.2 noch in Maschinen mit linearer oderumlaufender Arbeitsbewegung unterteilen.
If the ram travels a path defined by the machine kine-matics of the main drive, as is the case with crankpresses, the machine is limited by tool travel. Asshown in Fig. 4.2, machines limited by tool travelcan be further subdivided into machines with linearor orbital paths.
Alle Maschinenarten haben bestimmte technologi-sche Besonderheiten, die zur Herstellung eines be-stimmten Teilespektrums ausgenutzt werden. In denAbb. 4.3 und 4.4 sind typische Anwendungsfälle denverschiedenen Maschinenarten zugeordnet.
All machine types have certain technological proper-ties which can be utilized in the production of a par-ticular range of components. Fig. 4.3 and 4.4 showthe typical areas of application for the various ma-chine types.
Je nach Prozess werden hierfür besondere Um-formmaschinen bereitgestellt. Nach der Hauptum-formung können sich auch weitere Umformvorgän-ge wie z. B. das Twisten von Kurbelwellen oder dasWarmkalibrieren anschließen. Diese Fertigungsstu-fen finden auf gesonderten Aggregaten statt.
Depending on the process, special metal forging ma-chines are used for this purpose. Following the prin-cipal forging operation, other metal forging steps,such as the twisting of crankshafts or hot calibra-tion, can be carried out on separate equipment.
43
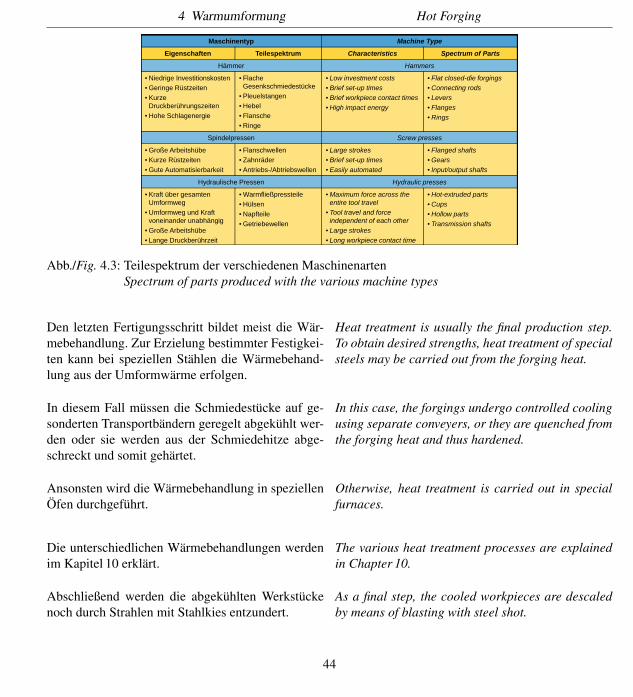
4 Warmumformung Hot Forging
© Hirschvogel Umformtechnik GmbH
1Stand:
Teilespektrum der verschiedenen Maschinenarten (1)Spectrum of parts produced with the various machine types (1)
Maschinentyp Machine Type
Eigenschaften Teilespektrum Characteristics Spectrum of Parts
Hämmer Hammers
• Niedrige Investitionskosten• Geringe Rüstzeiten• Kurze
Druckberührungszeiten• Hohe Schlagenergie
• Flache Gesenkschmiedestücke
• Pleuelstangen• Hebel• Flansche• Ringe
• Low investment costs• Brief set-up times• Brief workpiece contact times• High impact energy
• Flat closed-die forgings• Connecting rods• Levers• Flanges• Rings
Spindelpressen Screw presses
• Große Arbeitshübe• Kurze Rüstzeiten• Gute Automatisierbarkeit
• Flanschwellen• Zahnräder• Antriebs-/Abtriebswellen
• Large strokes• Brief set-up times• Easily automated
• Flanged shafts• Gears• Input/output shafts
Hydraulische Pressen Hydraulic presses
• Kraft über gesamten Umformweg
• Umformweg und Kraft voneinander unabhängig
• Große Arbeitshübe• Lange Druckberührzeit
• Warmfließpressteile• Hülsen• Napfteile• Getriebewellen
• Maximum force across theentire tool travel
• Tool travel and forceindependent of each other
• Large strokes• Long workpiece contact time
• Hot-extruded parts• Cups• Hollow parts• Transmission shafts
Abb./Fig. 4.3: Teilespektrum der verschiedenen MaschinenartenSpectrum of parts produced with the various machine types
Den letzten Fertigungsschritt bildet meist die Wär-mebehandlung. Zur Erzielung bestimmter Festigkei-ten kann bei speziellen Stählen die Wärmebehand-lung aus der Umformwärme erfolgen.
Heat treatment is usually the final production step.To obtain desired strengths, heat treatment of specialsteels may be carried out from the forging heat.
In diesem Fall müssen die Schmiedestücke auf ge-sonderten Transportbändern geregelt abgekühlt wer-den oder sie werden aus der Schmiedehitze abge-schreckt und somit gehärtet.
In this case, the forgings undergo controlled coolingusing separate conveyers, or they are quenched fromthe forging heat and thus hardened.
Ansonsten wird die Wärmebehandlung in speziellenÖfen durchgeführt.
Otherwise, heat treatment is carried out in specialfurnaces.
Die unterschiedlichen Wärmebehandlungen werdenim Kapitel 10 erklärt.
The various heat treatment processes are explainedin Chapter 10.
Abschließend werden die abgekühlten Werkstückenoch durch Strahlen mit Stahlkies entzundert.
As a final step, the cooled workpieces are descaledby means of blasting with steel shot.
44

4 Warmumformung Hot Forging
© Hirschvogel Umformtechnik GmbH
1Stand:
Teilespektrum der verschiedenen Maschinenarten (2)Spectrum of parts produced with the various machine types (2)
Maschinentyp Machine Type
Eigenschaften Teilespektrum Characteristics Spectrum of Parts
Exzenter- und Kurbelpressen Presses with eccentric drive and crank presses
• Großer Arbeitsraum• Geringe Taktzeiten• Gute Automatisierbarkeit• Hohe Rüstzeiten
• Flansche, Naben, Räder• Liegende Wellen und
Verteilerrohre• Kurbelwellen• Schwenklager• Achsschenkel• Pleuel
• Large working space• Brief cycle times• Easily automated• Lengthy set-up times
• Flanges, hubs, wheels• Horizontal shafts and
common rails• Crankshafts• Steering knuckles• Stub axles• Connecting rods
Ringwalzen Ring rolling mills
• Längere Taktzeiten• Große Flexibilität• Geringer
Werkzeugaufwand
• Ringe• Tellerräder
• Longer cycle times• High degree of flexibility• Low tool efforts
• Rings• Ring gears
Quer- oder Reckwalzen Cross rolling or reducer rolling mils
• Hoher Werkzeugaufwand• Mittlere Taktzeiten
• Einfache Wellen• Wellen mit Hinterschnitt• Massenvorverteilung
• High tool efforts• Medium-length cycle times
• Simple shafts• Shafts with undercut• Mass predistribution
Abb./Fig. 4.4: Teilespektrum der verschiedenen MaschinenartenSpectrum of parts produced with the various machine types
Bei einer ausreichend hohen Stückzahl des zu fer-tigenden Bauteils werden die einzelnen an der Her-stellung beteiligten Aggregate durch entsprechendeautomatische Transfereinrichtungen verkettet.
With a sufficiently large production run of a partic-ular component, automatic transfer systems can beused to link the individual production units with eachother.
Innerhalb der Presse werden dazu meist Hubbalken-oder Greifersysteme, bei größeren Teilen auch Ro-boter eingesetzt.
Within the press, walking beam or gripper systemsare mostly used, while robots are implemented forlarger parts.
Wichtig bei der Verwendung von automatischenTransportsystemen ist immer eine Abstimmung mitden Auswerfersystemen der Umformmaschinen. Istdie Stückzahl zu gering oder ist ein sicheres Grei-fen der Schmiedestücke nicht gewährleistet, mussder Transfer manuell erfolgen.
When using automatic transfer systems, it is impor-tant to coordinate their movement with the ejectorsystems of the metal forging machines. If the num-ber of pieces is too small, or if secure gripping of theforgings cannot be guaranteed, the transfer must becarried out manually.
Im Allgemeinen wird die Maßhaltigkeit der Um-formteile mit statistischen Methoden überwacht,idealerweise direkt während der Produktion.
The dimensional accuracy of the forged parts is gen-erally monitored using statistical methods, as far aspossible directly during production.
45
4 Warmumformung Hot Forging
Je nach Kundenforderung und späterem Einsatzge-biet werden die Teile in der Endfertigung auf Ris-se, Werkstoffverwechslung, Festigkeit und Maßhal-tigkeit geprüft.
Depending on the wishes of the customer and on theintended area of application, the parts can also betested in a final production stage for correct mate-rial, cracks, strength and dimensional accuracy.
4.3 Formgebung und ToleranzenShaping and Tolerances
Als Grundlage für die Gestaltung von Gesenk-schmiedeteilen dienen die DIN 10243 undDIN 10254. Die Form muss einerseits die Artder Beanspruchung des fertigen Bauteils be-rücksichtigen, andererseits umformgerecht seinund zuletzt eine gute spanende Bearbeitung desMassivumformteils ermöglichen.
DIN 10243 and DIN 10254 provide the basis for thedesign of closed-die parts. The design of forgingsmust not only take into account the loads the finishedpart will experience in service, but must also be suit-able for the forging process to be used and ensurethat the forged part has good machining properties.
Eine beanspruchungsgerechte Gestaltung beziehtsich neben der Funktionsgeometrie insbesondere aufdie Festigkeit des Bauteils, die sich durch Wahldes Werkstoffs und des Umformverfahrens einstel-len lässt.
In order to create a design that takes the operatingconditions into account, it is necessary to considerthe functional geometry and, above all, the strengthof the component. The latter can be determined bythe choice of material and metal forging process.
Bei schwingend beanspruchten Bauteilen kann dieFestigkeit durch einen optimierten Faserverlauf ge-steigert werden, indem der Abschnitt, die Zwischen-stufen und das Schmiedeteil gezielt aufeinander ab-gestimmt werden.
For components that are subjected to fatigue stress,optimization of the fiber flow can increase thestrength. This can be achieved by targeted consid-eration of the billet, the intermediate stages and theforged part.
Um Schmiedefehler zu vermeiden und den Umform-widerstand zu senken, müssen scharfe Kanten undschroffe Querschnittswechsel vermieden werden.
In order to avoid faults during forging and to lowerforging forces, sharp edges and abrupt changes incross section need to be avoided.
Um ein zu schnelles Abkühlen des Bauteils zu ver-hindern, sollten Böden und Wände nicht zu dünn ge-staltet werden.
Preventing the component from cooling too rapidlycan be achieved by ensuring that the cross section inall directions is not too thin.
46

4 Warmumformung Hot Forging
Das Lösen der Schmiedestücke aus dem Gesenkwird durch Seitenschrägen erleichtert. Die Maß-haltigkeit der Schmiedestücke wird durch Schwin-den und Gesenkmaßänderungen beeinflusst und lässtsich durch entsprechende Toleranzen einhalten.
Die drafts are used to assist in releasing the forg-ing from the die. The dimensional accuracy of theforgings is affected by thermally induced workpieceshrinkage and dimensional changes in the dies. Withappropriate precorrection tolerances, however, di-mensional accuracy can be achieved.
Die erreichbaren Toleranzen von Schmiedestückenhängen von der Gesenkbelastung und damit eng ver-bunden mit dem Verschleiß der Gesenke, vom Ge-senkversatz zwischen Ober- und Unterwerkzeug undvon der insbesondere bei hohen Temperaturen star-ken Zunderbildung und Schwindung beim Abkühlenab.
Forging tolerances depend on the die load and as-sociated die wear, die alignment between the upperand lower tools, the pronounced scale formation thatoccurs particularly at high temperatures, as well asthe shrinkage during the cooling period.
Die Grundlage für Toleranzen und zulässige Abwei-chungen für Gesenkschmiedestücke sind in der DIN-EN 10243 standardisiert. Bei den Toleranzklassenwerden zwei Schmiedegüten unterschieden: Schmie-degüte F mit Toleranzen von ausreichender Genauig-keit für die meisten Anwendungen und Schmiedegü-te E mit engeren Toleranzen, deren Einhaltung einengrößeren Werkzeug- und Fertigungsaufwand erfor-dert.
The basis for tolerances and permissible deviationsfor die-forged parts are standardized in DIN-EN10243. Two tolerance classes are in place: forginggrade F with sufficient tolerance accuracy for mostapplications, and forging grade E with tighter tol-erances, demanding greater precision in tools andproduction.
Dabei entsprechen die Schmiedegüten E und F denToleranzklassen IT 14 bis IT 16. Die hohen Anfor-derungen, die heute an die Verarbeitung und Funkti-on der Bauteile gestellt werden, erfordern aber häu-fig die Vereinbarung von Sondertoleranzen. Hierbeisind bereits bei der Toleranzfestlegung die Spann-und Anlageflächen zu berücksichtigen.
Forging grades E and F correspond to the toler-ance classes IT 14 to IT 16. The great demands nowplaced on the processing and functionality of compo-nents, however, frequently means that special toler-ances must be agreed upon. The clamping and con-tact surfaces must be considered when establishingtolerances.
In Ausnahmefällen können Genauigkeiten bis zurToleranzklasse IT 8 erreicht werden (z. B. durch an-schließendes Maßprägen).
It is possible in some cases to achieve accuracies ofup to tolerance class IT 8 (e. g. using subsequentcalibration processes).
47
4 Warmumformung Hot Forging
Die Bearbeitungszugaben für Flächen lassen sichnicht pauschal angeben. Sie sind sehr stark vomSchmiedeverfahren abhängig. So beträgt das Auf-maß bei großen Freiformschmiedestücken bis zu20 mm, bei Near-Net-Shape-Flächen an präzisi-onsgeschmiedeten Bauteilen teilweise weniger als1 mm. Üblicherweise sind bei Gesenkschmiede-stücken Aufmaße von 1,5 mm bis 2 mm pro Flächevorzusehen.
The machining allowances for surfaces cannot begiven as a general figure, as they depend to a largeextent on the forging process. Thus the allowance forlarge open-die forgings can be up to 20 mm, whereasin the case of near-net-shape surfaces on precision-forged components, it can sometimes be less than1 mm. With die-forged parts, allowances of between1.5 mm and 2 mm per surface are usually designated.
Je früher aber im Entwicklungsprozess eines Bau-teils Funktionsflächen und mögliche Toleranzenzwischen Endkunde, Zerspaner und Massivumfor-mer abgestimmt werden, desto größer sind die mög-lichen Kosteneinsparungen in der gesamten Prozess-kette.
However, the earlier functional surfaces and permis-sible tolerances are agreed upon by the end customerand the machining and forging company, the greaterthe potential cost savings across the entire processchain.
4.4 TeilespektrumSpectrum of Parts
Schmiedeteile sind wegen ihrer guten Werkstoffei-genschaften, der hohen Prozesssicherheit bei ihrerFertigung und den guten Prüfungsmöglichkeiten si-chere und zuverlässige Bauteile. Sie kommen überalldort zum Einsatz, wo insbesondere Zuverlässigkeitund Lebensdauer bei hoher Leistungsdichte eine we-sentliche Rolle spielen.
Forgings are failure-safe and reliable componentsdue to their favorable material properties, the highrepeatability of the process during their production,as well as the good testing possibilities. They areimplemented anywhere where reliability and servicelife at high power density or high stresses play animportant role.
4.4.1 Teile für Motor und KraftstoffeinspritzungParts for Engine and Fuel Injection
Als Beispiele für längsachsenorientierte Bautei-le sind in Abb. 4.5 (links) zwei verschieden ge-schmiedete Massivumformteile für ein Common-Rail-Einspritzsystem dargestellt.
Two different forgings for a common rail injectionsystem are shown in Fig. 4.5 (left) as examples ofcomponents with a longitudinal axis.
48

4 Warmumformung Hot Forging
An diesen Bauteilen lässt sich sehr schön erkennen,wie sich durch die Formgebungsmöglichkeiten derSchmiedetechnik auch Leichtbaupotenziale erschlie-ßen: Die geringer belasteten Bauteilbereiche könnenmit bedeutend geringerem Durchmesser geschmie-det werden.
These parts are a good example of how shaping pos-sibilities in forging technology also hold potentialfor lightweight design. The regions of the part with alower load can be forged with a considerably smallerdiameter.
© Hirschvogel Umformtechnik GmbH
1Stand:
Teile aus Motor und KraftstoffeinspritzungParts of engine and fuel injection
Abb./Fig. 4.5: Teile aus Motor und KraftstoffeinspritzungParts from the engine and fuel injection system
Die belastungsorientierte Geometrie mit zahlreichengewichtssparenden Durchmesserverringerungen wä-re als gebautes Rail auf Basis eines Rohrs nicht her-stellbar.
A load-oriented geometry with several weight-savingdiameter reductions cannot be manufactured as anassembled rail from tube material.
49

4 Warmumformung Hot Forging
Langschmiedeteile, zu denen auch Nockenwellengehören (siehe Abb. 4.5, rechts unten), werden übli-cherweise in einem mehrstufigen Schmiedevorganghergestellt und abschließend abgegratet. Diese Bau-teile müssen bei kleinster Baugröße enorme Wech-selbelastungen aufnehmen und werden daher vorteil-haft durch Schmieden hergestellt. Geringer belasteteNockenwellen werden aber inzwischen aus Rohrengebaut.
Longitudinal parts, to which camshafts also belong(see Fig. 4.5, lower right), are usually producedin a multi-stage forging process and subsequentlytrimmed. These parts need to be able to absorb enor-mous alternating stresses with the smallest possiblestructural size. It is therefore advantageous to pro-duce them by forging. Camshafts with lower loadrequirements, however, are increasingly being man-ufactured as assembled designs from tube.
Leistungssteigerung einerseits sowie Verbrauchsre-duzierung und höherer Komfortanspruch anderer-seits führen dazu, dass moderne Motoren neben denklassischen Schmiedeteilen Pleuel und Kurbelwellezusätzliche umgeformte Komponenten verlangen.
Increases in performance on the one hand as wellas a reduction in consumption and greater levelsof comfort on the other, mean that modern enginesdemand other forged components besides the classicconnecting rod and crankshaft.
Zwei Beispiele dafür sind die in Massenaus-gleichsgetrieben eingebauten Ausgleichswellen (sie-he Abb. 4.5, Mitte oben und unten) zur Steigerungder Laufruhe.
An example of other forged components are bal-ancer shafts assembled in mass balancing systems(see Fig. 4.5, upper and lower center) for increasingrunning smoothness.
Diese Bauteile wurden von einer Gleit- auf eineWälzlagerung umgestellt, wobei die Welle als Innen-ring fungiert. Ein geschmiedeter Stahl gewährleistethier die Wälzfestigkeit dieser reibungsminimieren-den Lagerung.
The hydrodynamic bearings on these parts were re-placed by anti-friction bearings, with the shaft act-ing as the inner race. Forged steel ensures thestrength of this friction-reducing bearing.
Exzenterwellen (siehe Abb. 4.5, rechts oben) zurvollvariablen Ventilsteuerung erfüllen höchste An-forderungen an Genauigkeit. Die Monoblock-Gestaltung zusammen mit dem für geringsten Ver-zug ausgewählten Werkstoff ermöglicht es, ein hoch-präzises Bauteil wirtschaftlich in Großserie herzu-stellen.
Eccentric shafts (see Fig. 4.5, upper right) for fullyvariable valve control fulfill the highest precision re-quirements. The monoblock design together with thematerial selected for minimizing distortion allows ahigh-precision part to be produced economically inlarge-series production.
50
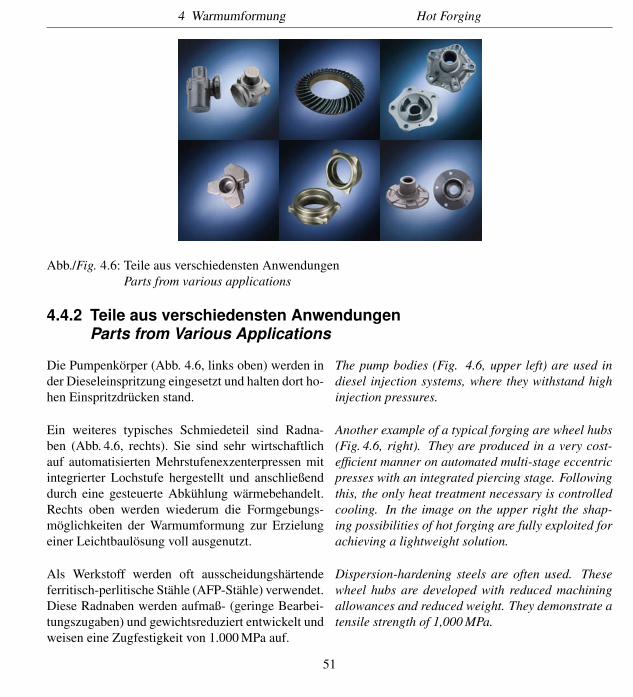
4 Warmumformung Hot Forging
© Hirschvogel Umformtechnik GmbH
1Stand:
Teile aus verschiedensten AnwendungenParts for various applications
Abb./Fig. 4.6: Teile aus verschiedensten AnwendungenParts from various applications
4.4.2 Teile aus verschiedensten AnwendungenParts from Various Applications
Die Pumpenkörper (Abb. 4.6, links oben) werden inder Dieseleinspritzung eingesetzt und halten dort ho-hen Einspritzdrücken stand.
The pump bodies (Fig. 4.6, upper left) are used indiesel injection systems, where they withstand highinjection pressures.
Ein weiteres typisches Schmiedeteil sind Radna-ben (Abb. 4.6, rechts). Sie sind sehr wirtschaftlichauf automatisierten Mehrstufenexzenterpressen mitintegrierter Lochstufe hergestellt und anschließenddurch eine gesteuerte Abkühlung wärmebehandelt.Rechts oben werden wiederum die Formgebungs-möglichkeiten der Warmumformung zur Erzielungeiner Leichtbaulösung voll ausgenutzt.
Another example of a typical forging are wheel hubs(Fig. 4.6, right). They are produced in a very cost-efficient manner on automated multi-stage eccentricpresses with an integrated piercing stage. Followingthis, the only heat treatment necessary is controlledcooling. In the image on the upper right the shap-ing possibilities of hot forging are fully exploited forachieving a lightweight solution.
Als Werkstoff werden oft ausscheidungshärtendeferritisch-perlitische Stähle (AFP-Stähle) verwendet.Diese Radnaben werden aufmaß- (geringe Bearbei-tungszugaben) und gewichtsreduziert entwickelt undweisen eine Zugfestigkeit von 1.000 MPa auf.
Dispersion-hardening steels are often used. Thesewheel hubs are developed with reduced machiningallowances and reduced weight. They demonstrate atensile strength of 1,000 MPa.
51

4 Warmumformung Hot Forging
Bei dem Pumpengehäuse (siehe Abb. 4.6, links un-ten) wurde auf eine ideale Werkstoffverteilung undeinen optimalen Faserverlauf geachtet. Das Gefügewird speziell für die weitere Zerspanung eingestellt.
In the case of the pump housing (Fig. 4.6, lower left),attention was paid to achieving optimum materialdistribution and fiber flow. The structure is optimizedfor the subsequent machining operation.
Weitere Beispiele komplexer Formgebung sind dasTellerrad mit vorgeschmiedeter Verzahnung und derLager-Außenring (siehe Abb. 4.6, Mitte).
Other examples of complex geometries include ringgears with preforged splines and outer races of abearing (see Fig. 4.6, center).
52

5 Warmumformung von AluminiumHot Forging of Aluminum
5.1 GrundlagenFundamentals
Nach Stahl ist Aluminium das am häufigsten ver-wendete Metall für Massivumformbauteile. DasLeichtmetall vereint optimal die Eigenschaften Fes-tigkeit, geringe Dichte und fertigungstechnische Ver-arbeitbarkeit. Des Weiteren sind Aluminiumwerk-stoffe auch hervorragend recyclebar.
After steel, aluminum is the most frequently usedmetal for forged parts. This lightweight metal op-timally combines the properties of strength, low den-sity and processability. Furthermore, aluminum al-loys are highly recyclable.
Trotz des höheren (auf die Masse bezogenen) Prei-ses setzt sich geschmiedetes Aluminium für Struk-turbauteile immer öfter gegenüber Stahl oder Guss-bauteilen durch. Geschmiedetes Aluminium erreichthöchste Festigkeiten bei sehr guten Zähigkeiten.Bei etwa einem Drittel der Dichte von Eisen-Gusswerkstoffen erreicht es gleiche Festigkeiten beihöherer Duktilität. Weitere positive Eigenschaftensind die gute Korrosionsbeständigkeit.
In spite of the higher price per mass, forged alu-minum is increasingly replacing steel or cast partswhen producing structural components. Forged alu-minum achieves high strengths and very good tough-ness values. At around a third of the density ofcast iron, aluminum demonstrates the same strengthproperties but with higher ductility. Other positivecharacteristics include good corrosion resistance.
Titan weist ein noch größeres Leichtbaupotenzial alsAluminium auf, ist aber in Beschaffung und Verar-beitung deutlich teurer. Geschmiedetes Titan ist des-halb nur im Flugzeugbau in der Anwendung.
Titanium demonstrates even greater potential whenit comes to lightweight design. However, it is con-siderably more expensive to procure and process.Forged titanium is therefore only used in aircraftconstruction.
5.2 Maschinen und UmfeldMachines and Peripheral Equipment
In dieser Ausarbeitung wird nur die Warmumfor-mung von Aluminium behandelt. Diese findet beiTemperaturen um 500 °C statt.
This book will focus only on the hot forging of alu-minum, which takes place at temperatures of around500 °C.
53

5 Warmumformung von Aluminium Hot Forging of Aluminum
Die Abschnitte werden meist gesägt. Ein Scher-schneiden wie beim Stahlschmieden wird aufgrundder hohen Duktilität des Aluminiumwerkstoffs nichteingesetzt, da sich Schergrate bilden würden, die imweiteren Prozessverlauf in die Bauteiloberfläche ein-geschmiedet werden könnten.
The billets are usually sawn. Shearing cutters usedin steel forging are not employed with aluminum dueto its high ductility. This would cause shearing flashto form that could then be forged into the componentsurface during the subsequent process operations.
Nach einer eventuellen Vorformung zur Materialver-teilung erfolgt eine Umformung der Teile in Vor- undFertiggravur. Der Materialüberschuss wird anschlie-ßend abgegratet.
Following possible initial forming to achieve mate-rial distribution, the parts are forged in a pre- andfinish-die. Any excess material is then trimmed.
Bei der Umformung muss die jeweils kritische Tem-peratur der Aluminiumlegierung beachtet werden.Diese beträgt zum Beispiel bei AlCuMg (2000er Le-gierung) 500 °C. Beim Überschreiten können Ge-fügeschädigungen auftreten. Da sich die Fließspan-nung k f im Bereich üblicher Umformtemperaturenetwa um den Faktor 1,3 je Verzehnfachung der Um-formgeschwindigkeit erhöht, werden die Umform-geschwindigkeit und die Umformkräfte dieser Tem-peratur angepasst.
During forging, the relevant critical temperature ofthe aluminum alloy needs to be observed. In thecase of AlCuMg (2000 alloy), for example, this tem-perature is 500 °C. If this is exceeded, damage tothe grain structure may occur. As the flow stressk f rises within the range of usual forging tempera-tures by around a factor of 1.3 per tenfold increasein the forging speed, the forging speed and the forg-ing forces are adapted to this temperature.
Große und verwinkelte Schmiedestücke und sol-che aus schwierig umformbaren und zugleich über-hitzungsempfindlichen Aluminiumlegierungen wer-den deswegen praktisch ausschließlich mit hydrauli-schen Schmiedepressen (siehe Abb. 4.3) umgeformt.Diese haben den Vorteil, dass die Umformgeschwin-digkeit gut eingestellt werden kann.
For this reason, only hydraulic forging presses (seeFig. 4.3) are used for large and complex forgings aswell as those that are difficult to shape, or for alu-minum alloys that are sensitive to overheating. Theadvantage of these presses is that they allow the forg-ing speed to be set easily.
Schmiedestücke aus gut umformbaren, hinsichtlichdes Überschreitens der Umformtemperatur wenigerkritschen Legierungen, wie zum Beispiel AlMgSi(6000er Legierung), werden auch mit Schmiedehäm-mern oder mechanischen Pressen gesenkgeschmie-det (Abb. 4.3 und Abb. 4.4).
Forgings made of alloys that are easy to shape andthat are less critical with respect to exceeding theforging temperature, such as AlMgSi (6000 alloy),are also die-forged using forging hammers or me-chanical presses (Fig. 4.3 and Fig. 4.4).
54
5 Warmumformung von Aluminium Hot Forging of Aluminum
Die Schmierung der Werkzeuge ist wegen der ho-hen Reibung zwischen Aluminium und Werkzeug-stahl von großer Bedeutung. Schmierung mit in Ölsuspendiertem Graphit senkt hier die Reibung aufverträgliche auftretende Werte.
Tool lubrication is highly important due to theconsiderable friction between aluminum and toolsteel. Lubrication using graphite suspended in oilreduces the friction to acceptable values.
5.3 Formgebung und ToleranzenShaping and Tolerances
Die erreichbaren Toleranzen von Aluminiumschmie-destücken liegen zwischen denen der Warm-und Kaltumformung von Stahl und nach ISO-Toleranzklasse im Allgemeinen zwischen IT 12 -15. Die genauen Grenzabmaße und Formtole-ranzen können der EN586-3 2001 Aluminiumund Aluminiumlegierungen-Schmiedestücke ent-nommen werden.
The tolerances that may be achieved with aluminumforgings lie between those attained during the hotand cold forging of steel and in general between IT12 - 15 according to the ISO tolerance classes. Theexact limit deviations and geometrical tolerancesmay be found in EN586-3 2001 with respect to alu-minum and aluminum alloy forgings.
Auch bei Aluminium-Schmiedeteilen gewährleistetein gutes Simultaneous Engineering eine hohe Wirt-schaftlichkeit der Fertigungsprozesse.
Good simultaneous engineering processes result inhigh levels of cost-efficiency in the production of alu-minum forgings, too.
Dank den Eigenschaften des Aluminiums könnenweitaus komplexere Geometrien (im Vergleich zuStahl) bei weniger Fertigungsstufen erzeugt werden.Dadurch kann unter bestimmten Umständen eine be-reits endkonturnahe Vorform (Near-Net-Shape) er-reicht werden.
The properties of aluminum mean that far more com-plex geometries (compared to steel) may be pro-duced in fewer production steps. Under certain con-ditions, this allows parts in near-net-shape to be pro-duced.
Der beim Schmieden realisierbare, nicht unter-brochene Gefügeverlauf trägt wesentlich zu denguten Festigkeitseigenschaften bei. Aluminium-Schmiedeteile zeichnen sich zudem durch ein homo-genes, poren- und lunkerfreies Gefüge und hohe Zä-higkeit aus.
The uninterrupted fiber flow that forging achievescontributes significantly to the good strength prop-erties. Aluminum forgings are also characterized bya homogenous grain structure that is free of poresand contraction cavities, and that demonstrates highlevels of toughness.
55

5 Warmumformung von Aluminium Hot Forging of Aluminum
Die Wahl geeigneter werkstofflicher Ausgangszu-stände sowie die Kontrolle und gezielte Verände-rung des Gefüges in der Verarbeitungsprozesskettesind hier maßgeblich entscheidend eine Vorausset-zung für berechenbares Verhalten im Einsatz.
The initial material state as well as the monitoringand targeted alteration of the grain structure duringthe process chain are decisive in achieving predict-able behavior in the final application.
5.4 TeilespektrumSpectrum of Parts
Aluminium gilt mittlerweile als Premium-Werkstofffür beste Leichtbaumöglichkeiten und wird in ge-schmiedeter Form zunehmend in der Automobil-branche verwendet.
Aluminum is now seen as a premium material forachieving the best lightweight solutions and is beingused increasingly in the automotive industry.
Aufgrund der Korrosionsgefahr bei Benzin als Kraft-stoff werden neben den Pumpengehäusen aus rost-freiem Stahl auch Aluminium-Knetlegierungen ver-wendet. Die Alkoholatkorrosion muss hierbei natür-lich beachtet werden. Ein solches aus Aluminiumhergestelltes Pumpengehäuse ist in Abb. 5.1 (Mitteoben) dargestellt. Dieses Bauteil ist als Schmiedeteilabsolut lunker- und porenfrei und damit prozesssi-cher druckdicht - eine aufwendige Dichtheitsprüfungist nicht notwendig.
Due to the risk of corrosion in gasoline engines,pump housings are either made of stainless steel orof wrought aluminum alloys. Alcohol corrosion hasto be considered, though. An example of an alu-minum pump housing is shown in Fig. 5.1 (uppercenter). This component, when forged, is absolutelyfree of contraction cavities and pores and thus reli-ably pressure-tight, thereby rendering an elaboratetightness test unnecessary.
Darunter befindet sich eine Zentralschraube, eineeinschraubige Radbefestigung für einen Sportwa-gen. Dieses Bauteil hat in der Aluminiumschmiede-technik seinen Weg vom Rennsport in die Straßen-serie gefunden. Die in diesem System notwendigespezielle Radnabe ist ein Stahlwarmschmiedeteil.
Beneath this is an image of a center screw that en-ables single-screw wheel mounting for a sports car.In aluminum forging technology, this part has foundits way from racing sports to series production forroad vehicles. The special wheel hub needed for thissystem is a hot forged steel part.
56

5 Warmumformung von Aluminium Hot Forging of AluminumWarmumgeformte Aluminiumteile
Hot forged aluminum parts
© Hirschvogel Umformtechnik GmbH
1
Stand:
Abb./Fig. 5.1: Warmumgeformte AluminiumteileHot forged aluminum parts
Bei der Umstellung eines Radträgers (Abb. 5.1, linksunten), der zuvor in Eisenguss ausgeführt war, konn-te mit Hilfe des geschmiedeten Aluminiums undweiteren konstruktiven Änderungen im System dasGewicht pro Rad von 4,4 kg auf 2,6 kg reduziert wer-den. Dies entspricht einer prozentualen Gewichtser-sparniss von 41 %.
By using forged aluminum and other design changesto a wheel carrier (Fig. 5.1, lower left) that was pre-viously produced as an iron casting, the weight perwheel was reduced from 4.4 kg to 2.6 kg. This cor-responds to a weight saving of 41 %.
In Abb. 5.1, rechts oben, ist ein Schwenklager dar-gestellt. Dieses Bauteil erfährt eine Vorformoperati-on durch Reckwalzen und wird dann in einem mehr-stufigen automatisierten Schmiedeprozess inklusiveAbgraten auf einer Exzenterpresse gefertigt.
A steering knuckle is shown at the upper right ofFig. 5.1. This part is preformed by a reducer roll-ing operation before being produced on an eccentricpress during a multi-stage automated forging pro-cess that includes trimming.
57

5 Warmumformung von Aluminium Hot Forging of Aluminum
Folgende weitere Teile werden bereits in Alumini-umlegierungen geschmiedet: Gabeln für Kardange-lenke, Lenker, Zugstrebe (siehe Abb. 5.1, rechts un-ten), Lagerträger, Kopflager und Pumpendeckel (sie-he Abb. 5.1, links oben). Letztere Bauteile spielenin dieser Anwendung ihren Vorteil der absolutenDruckdichtigkeit aus.
Other parts already being produced from aluminumalloys include the following: cardan yokes, suspen-sion arms, tie rods (see Fig. 5.1, lower right), bear-ing carriers, head bearings and pump housing cov-ers (see Fig. 5.1, upper left). The latter componentshave the advantage of absolute pressure-tightness.
58

6 HalbwarmumformungWarm Forging
6.1 GrundlagenFundamentals
Unter der Bezeichnung Halbwarmumformung ver-stand die Wissenschaft lange einen Umformvorgang,bei dem das Werkstück vor Beginn der Umformungso weit angewärmt wird, dass bei den gegebenenUmformbedingungen eine bleibende Verfestigungeintritt. Diese Definition bedeutet, dass die Umfor-mung unterhalb der Rekristallisation und bei Stahlsomit unterhalb der Austenitumwandlungstempera-tur durchgeführt wird.
For a long time, warm forging referred to a metalforging process in which the workpiece is preheated,but not above the temperatures where strain harden-ing effects are eliminated. According to this defi-nition, the metal forging process is carried out be-low the recrystallization temperature and thus, in thecase of steel, beneath the austenitizing temperature.
Technisch findet heute aber die Halbwarmumfor-mung bei Stahl bei Temperaturen zwischen 700 °Cund 950 °C statt.
In industrial practice, however, the warm forgingof steel is carried out at temperatures of between700 °C and 950 °C.
Abb. 6.1 zeigt die Abhängigkeit der Fließspannung,des Formänderungsvermögens und der Zunderbil-dung von der Temperatur für Stahl C 45.
Fig. 6.1 shows how temperature determines the flowstress, formability and scale formation of C 45 steel.
Um 300 °C befindet sich der Bereich der Blau-bruchsprödigkeit, bei dem die Fließspannung leichtansteigt und die Duktilität absinkt (dynamischeReckalterung).
At 300 °C blue brittleness occurs. The yield stressrises and the ductility decreases (blocking of dislo-cations by carbon diffusion).
Man erkennt, dass ab 400 °C ein nennenswerter Ab-fall der Fließspannung sowie ab 500 °C ein Anstiegdes Formänderungsvermögens gegeben ist und dassdie Zunderbildung ab 900 °C wesentlich ansteigt.
As can be seen, there is a marked drop in the flowstress above 400 °C, an increase in formability above500 °C and a dramatic rise in scale formation above900 °C.
59
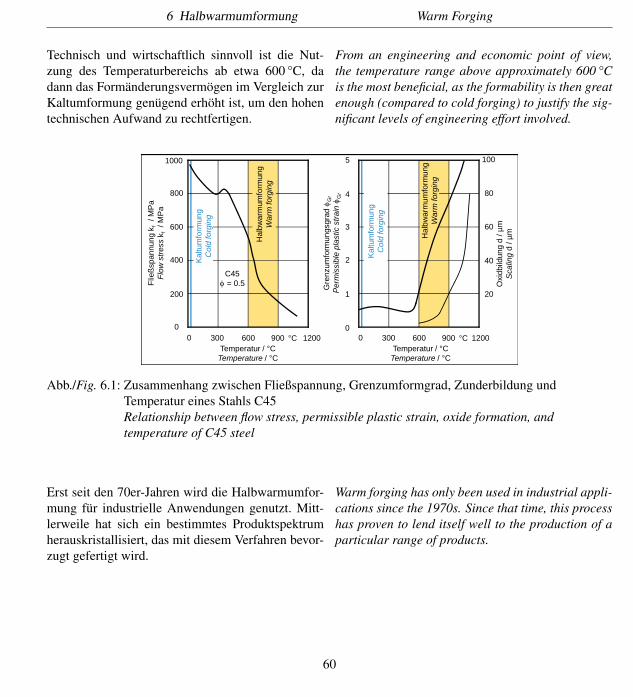
6 Halbwarmumformung Warm Forging
Technisch und wirtschaftlich sinnvoll ist die Nut-zung des Temperaturbereichs ab etwa 600 °C, dadann das Formänderungsvermögen im Vergleich zurKaltumformung genügend erhöht ist, um den hohentechnischen Aufwand zu rechtfertigen.
From an engineering and economic point of view,the temperature range above approximately 600 °Cis the most beneficial, as the formability is then greatenough (compared to cold forging) to justify the sig-nificant levels of engineering effort involved.
© Hirschvogel Umformtechnik GmbH
1Stand:
Zusammenhang zwischen Fließspannung, Grenzumformgrad, Zunderbildung und Temperatur eines Stahls C45Relationship between flow stress, permisible plastic strain, oxide formation, and temperature
Gre
nzum
form
ungs
grad
ϕG
rP
erm
issi
ble
plas
tic s
train
ϕG
r
Flie
ßspa
nnun
g k f
/ MPa
Flow
stre
ss k
f/ M
Pa
Kaltu
mfo
rmun
gC
old
forg
ing
Hal
bwar
mum
form
ung
War
m fo
rgin
g
5
4
3
2
1
00 300 600 900 1200°C
Kaltu
mfo
rmun
gC
old
forg
ing
Hal
bwar
mum
form
ung
War
m fo
rgin
g
1000
800
600
400
200
00 300 600 900 1200°C
C45ϕ = 0.5
100
80
60
40
20
Oxi
dbild
ung
d / µ
mS
calin
g d
/ µm
Temperatur / °CTemperature / °C
Temperatur / °CTemperature / °C
Abb./Fig. 6.1: Zusammenhang zwischen Fließspannung, Grenzumformgrad, Zunderbildung undTemperatur eines Stahls C45Relationship between flow stress, permissible plastic strain, oxide formation, andtemperature of C45 steel
Erst seit den 70er-Jahren wird die Halbwarmumfor-mung für industrielle Anwendungen genutzt. Mitt-lerweile hat sich ein bestimmtes Produktspektrumherauskristallisiert, das mit diesem Verfahren bevor-zugt gefertigt wird.
Warm forging has only been used in industrial appli-cations since the 1970s. Since that time, this processhas proven to lend itself well to the production of aparticular range of products.
60
6 Halbwarmumformung Warm Forging
Ziel der Halbwarmumformung ist es, die Vorteiledes Kaltfließpressens mit denen des Warmschmie-dens zu verbinden. Im Vergleich zur Kaltumformungerlaubt die Halbwarmumformung größere Formge-bungsmöglichkeiten, im Vergleich zur Warmumfor-mung höhere Genauigkeiten.
The aim of warm forging is to combine the benefitsof cold and hot forging. In contrast to cold forg-ing, warm forging offers a wider range of shapingoptions while, compared to hot forging, it providesgreater precision.
Daraus ergibt sich folgendes verfahrenstypischesTeilespektrum: Gefertigt werden vorwiegend ro-tationssymmetrische Bauteile, ähnlich den Kalt-fließpressteilen, aus höherlegierten Werkstoffen, dienicht oder nur eingeschränkt kaltumformbar sind.
With this process, it is thus possible to produce aspecific spectrum of parts which, similar to cold ex-truded parts, primarily includes rotationally sym-metric components made of high alloy materials thateither cannot be cold forged at all or only to a lim-ited extent.
Daneben können auch Bauteile, die bisher durchKaltfließpressen hergestellt wurden und die Zwi-schenglühoperationen benötigten, durch Halbwarm-umformung vergleichsweise rationeller hergestelltwerden. Bedingung ist aber eine Erweiterung desMaßtoleranzbereichs.
In addition, there are components which have tra-ditionally been cold extruded and which required in-termediate annealing that can be produced in a morecost-efficient manner by warm forging. To achievethis, however, the dimensional tolerance range needsto be extended.
Die eingesetzten Werkzeuge werden mechanischdeutlich höher beansprucht als bei der Warmumfor-mung. Abb. 6.1 zeigt, dass die Fließspannung bei derHalbwarmumformung immer noch etwa zwei- bisdreimal so hoch ist wie bei der Schmiedetempera-tur. Das bedeutet, dass die Werkzeugtechnik sich ander der Kaltumformung orientieren muss. So müssendie Werkzeuge vorgespannt sein und an Hohlkehlenund bruchgefährdeten Stellen geteilt werden.
The tools used are subjected to considerably greatermechanical stresses than those employed during hotforging. Fig. 6.1 shows that the yield point dur-ing warm forging is still about two to three timeshigher than at the usual hot forging temperature.That means that the tool designs need to be similarto those used for cold forging. They must be pre-stressed, for example, and split at fillets and sitessusceptible to fracture.
Um den Halbwarmumformprozess beherrschbar zumachen, sind im Bereich der Schmierung besondereVorkehrungen zu treffen. Dabei hat sich eine Kom-bination von Werkzeug- und Werkstückschmierungbewährt.
In order to be able to carry out warm forging pro-cesses, certain measures need to be adopted withrespect to lubrication. The most effective techniqueis to lubricate both the tool and the workpiece.
61

6 Halbwarmumformung Warm Forging
Die Werkzeuge werden, je nach Schwierigkeit desUmformprozesses, mit graphitfreien oder graphit-haltigen Öl- oder Wassersuspensionen besprüht. DasÖl oder die Wassersuspension dient dabei als Trenn-und Gleitschicht zwischen Werkstück und Werkzeugund reduziert dadurch den Werkzeugverschleiß. Zu-dem bewirkt das Schmiermittel eine Kühlung derWerkzeuge und muss deshalb in genügender Mengezugeführt werden. Das bedeutet, dass die Werkzeug-technik sowohl die Zufuhr als auch den Abfluss die-ser Schmiermittel berücksichtigen muss. Danebenwerden üblicherweise auch die Abschnitte graphi-tiert, um einen zusätzlichen Oxidationsschutz wäh-rend der Erwärmung zu gewährleisten.
Depending on the difficulty of the metal forging pro-cess, the tools are sprayed with oil or water suspen-sions that are either graphite-free or that containgraphite. The oil or water suspension serves as aseparating and sliding layer between the workpieceand tool, thereby reducing tool wear. In addition, thelubricant also has a cooling effect on the tools andmust thus be supplied in sufficient quantities. Whendesigning the tools, it is therefore necessary to in-corporate means of supplying and draining these lu-bricants. In addition to tool lubrication, the billetsare often also precoated in graphite in order to pro-vide an additional protection against oxidation dur-ing the heating process.
Eine Wärmebehandlung vor der Umformung, wiesie beim Kaltfließpressen üblich ist, benötigen halb-warmumgeformte Werkstoffe nicht.
Unlike in cold extrusion, heat treatment prior to theforging operation is not usually necessary with warmforged materials.
Ob eine Schlusswärmebehandlung stattfinden muss,ist von der Anwendung sowie vom Werkstoff desBauteils abhängig. Soll das Umformteil auch ohneSchlusswärmebehandlung eine definierte Endfestig-keit bzw. ein definiertes Gefüge erhalten, so müs-sen Werkstoff, Umformtemperatur und Abkühlge-schwindigkeit genau aufeinander abgestimmt sein.
Whether or not final heat treatment needs to be car-ried out depends on the material of the componentand on the area of application. If the forged partneeds to achieve a defined final strength or a specificgrain structure without a finishing heat treatment, itis crucial that the material, the forging temperatureand the cooling rate are all precisely coordinated.
62
6 Halbwarmumformung Warm Forging
6.2 Maschinen und UmfeldMachines and Peripheral Equipment
Zur Fertigung von Halbwarmpressteilen werdenüberwiegend mechanische Mehrstufenpressen ein-gesetzt. Da die Fließspannung im Prozesstempera-turbereich stark abfällt, sollte mit einer engen Tem-peraturtoleranz gearbeitet werden, um eine konstanteFormänderungsfestigkeit und damit enge Pressteilto-leranzen zu gewährleisten. Es empfiehlt sich daher,den Prozess der Halbwarmumformung zu automati-sieren.
Multi-stage presses are generally used for produc-ing warm forged parts. As the yield stress decreasesconsiderably within the process temperature range,it is common practice to work to a tight temperaturetolerance. This guarantees a constant flow stress andthus tight workpiece tolerances. For these reasons, itis worthwhile automating the warm forging process.
Die Automation im Pressenraum wird vorwiegenddurch Hubbalkensysteme verwirklicht. Zur Erwär-mung kommen heute nahezu ausschließlich induk-tive Systeme zum Einsatz. Diese sorgen für kur-ze Erwärmungszeiten, was die Zunderbildung mini-miert sowie für eine hohe Temperaturgleichmäßig-keit. Dabei werden die Abschnitte durch Induktionauf ca. 150 °C vorerwärmt, anschließend mit Graphitbeschichtet und dann auf die Umformtemperatur er-wärmt.
Automation is achieved within the tool space mainlyby means of walking beam systems. For heatingpurposes, inductive systems are almost always em-ployed. These provide short heating periods, therebyminimizing scale formation and guaranteeing uni-form temperature distribution. Often, the billets arepreheated to approx. 150 °C by induction, coated ingraphite and then heated to forging temperature.
Die Herstellung der Abschnitte selbst erfolgt durchScheren oder Sägen. Aufgrund der Tatsache, dasssehr oft im geschlossenen Werkzeug gearbeitet wird,müssen enge Gewichtstoleranzen bei den Abschnit-ten eingehalten werden.
The billets themselves are produced by shearing orsawing. Due to the fact that the warm forging pro-cess is very often carried out in closed tools, the bil-lets must be kept to tight weight tolerances.
Um ein gleichmäßiges Gefüge der Werkstücke zu er-reichen, ist eine Vereinzelung der Teile auf dem Ab-kühlband nach der Umformung empfehlenswert.
Workpieces with homogeneous grain structures canbe achieved by ensuring that the forged parts do notcome into contact with each other on the coolingbelt.
63
6 Halbwarmumformung Warm Forging
Des Weiteren gibt es auch Anwendungen mit Drahtals Ausgangsmaterial, bei denen auf kleinen liegen-den Mehrstufenpressen umgeformt wird. Schließlichwerden auch Taumelpressen zur Halbwarmumfor-mung von Radnaben und anderen Bauteilen einge-setzt.
At the other end of the spectrum, there are appli-cations using wire as the starting material. In thatcase, the forging operation is carried out on smallhorizontal multi-stage presses. Aside from thesevariants, there are also orbital presses used for thewarm forging of wheel hubs and other components.
6.3 Formgebung und ToleranzenShaping and Tolerances
Wie in der Kaltumformung werden mit dem Verfah-ren der Halbwarmumformung bevorzugt rotations-symmetrische Teile gefertigt. In Einzelfällen kön-nen auch, vorwiegend durch das Querfließpressver-fahren, Nebenformelemente mit erzeugt werden.
As in the case of cold forging, it is primarily rota-tionally symmetric parts that are produced by warmforging processes. In some cases, it is also possi-ble to produce secondary shape elements, usually bymeans of lateral extrusion processes.
Die Formenvielfalt des Gesenkschmiedens wird al-lerdings nicht erreicht. Die Größe der Halbwarm-pressteile wird nur durch die Größen der eingesetz-ten Pressen begrenzt. Bauteile haben typischerweiseein Gewicht von 0,1 kg bis 5 kg.
The diversity of shapes possible with closed-die hotforging cannot be achieved, however. The size ofwarm forged parts is limited only by the size of thepresses used. Components typically have a weight ofbetween 0.1 kg and 5 kg.
Die üblichen Bearbeitungszugaben bei Halbwarm-pressteilen liegen bei 0,5 mm bis 1 mm pro Seite.
The machining allowances for warm forged partsnormally lie between 0.5 mm to 1 mm per side.
Durch Kombination von Halbwarmumformung undKaltumformung können auch Funktionsflächen her-gestellt werden, die an bestimmten Flächen entwederkeine Bearbeitungszugabe (Net-Shape-Teile) odermaximal eine Schleifzugabe von 0,2 mm bis 0,3 mm(Near-Net-Shape-Teile) aufweisen. Dazu müssenaber wie beim Kaltumformen Ausgleichsbereichefür die Massentoleranz geschaffen werden.
By combining warm and cold forging, functionalsurfaces can also be produced which display eitherno machining allowance on certain surfaces (net-shape parts) or, at most, a grinding allowance ofbetween 0.2 mm and 0.3 mm (near-net-shape parts).Just as with cold forging, however, it is necessary tocreate an area to accommodate the volume variationof the incoming billets.
64
6 Halbwarmumformung Warm Forging
Der erreichbare Toleranzbereich liegt im Allgemei-nen bei IT 10 bis IT 12 und damit zwischen denüblichen Toleranzen der Kaltumformung und desGesenkschmiedens. Derartig enge Toleranzen sindaber, ähnlich wie in der Kaltumformung, nur fürwerkzeuggebundene Maße zu erreichen. Für Ge-samtlängen gelten größere Toleranzen, ebenso fürdie erwähnten Materialüberläufe.
The tolerance range that can be achieved gener-ally lies at between IT 10 to IT 12 and thus betweenthe tolerances typical of cold forging and those ofclosed-die hot forging. Similar to cold forging, itis only possible to achieve such tight tolerances onthose surfaces that come into contact with the tool.Larger tolerances are needed for overall lengths, aswell as for excess material.
Zu beachten sind weiterhin eventuelle Rundlaufab-weichungen aufgrund eines gewissen Versatzes vonOber- und Unterwerkzeug. Es ist daher unumgäng-lich, die Erstaufspannung auch bei Halbwarmpress-teilen exakt festzulegen. Sie ist entscheidend für dieEffizienz der spanenden Weiterverarbeitung.
Possible radial runout errors due to offset betweenthe upper and lower tools also needs to be taken intoaccount. It is therefore imperative, even with warmforged parts, to precisely establish the first clamp-ing operation of the subsequent machining process.The efficiency of the machining processes dependson this.
Die Oberflächengüte von Halbwarmpressteilen liegtebenfalls zwischen der von Kalt- und Warmpresstei-len. Rauheitswerte von Rz=18 µm bis Rz=60 µm sindnach der Umformung üblich.
The surface finish of warm forged parts likewise liesbetween that of cold and hot forged parts. Rough-ness values of between Rz=18 µm to Rz=60 µmfollowing forging are typical.
Nach der Umformung wird ein Strahlarbeitsgang zurEntfernung der Schmiermittelschicht und des Flug-zunders durchgeführt.
After forging, parts undergo shotblasting to removethe lubrication coating and the fine layers of scale.
6.4 TeilespektrumSpectrum of Parts
Die Bauteile in Abb. 6.2 zeigen typische Merkmalefür rotationssymmetrische Werkstücke, die traditio-nell dem Formspektrum des Kaltfließpressens zuzu-ordnen sind. Aufgrund der Werkstoffart oder auchaus wirtschaftlichen Erwägungen werden diese Teilejedoch inzwischen halbwarm umgeformt.
The components shown in Fig. 6.2 display the typi-cal properties of rotationally symmetric workpieceswhich, in the past, have always been categorized as aproduct of cold extrusion processes. Due to the typeof material and to economic considerations, theseparts are now produced by warm forging.
65

6 Halbwarmumformung Warm Forging
In allen Fällen sind die Querschnittunterschiede zwi-schen Schaft und Flansch bzw. Formelement sogroß, dass eine Mehrstufenfertigung durch Kalt-fließpressen ohne Zwischenrekristallisationsglühungnicht möglich wäre. Auch der üblicherweise fürdie Zapfen (siehe Abb. 6.2, Mitte unten) verwendeteWerkstoff, ein Vergütungsstahl, würde ein Kaltfließ-pressen erschweren. Durch Halbwarmumformungbei ca. 800 °C lassen sich diese Teile in einem mehr-stufigen Prozess in nur einem Pressendurchlauf fer-tigen. Dabei wird in dem gezeigten Beispiel die In-nenkontur einbaufertig gepresst.
The differences in cross section between shaft andflange is, however, so great that multi-stage produc-tion by cold extrusion would not be possible withoutintermediate recrystallization annealing. Even theheat-treatable steel normally used for the rear axlespindles (see Fig. 6.2, lower center) would render apossible cold extrusion operation difficult. By meansof warm forging at approx. 800 °C, these parts canbe produced in a multi-stage operation in just onepress run. During this process, the inner contour ofthe example shown is forged so that it is ready-for-assembly.Halbwarmumgeformte Bauteile
Parts produced by warm forging
© Hirschvogel Umformtechnik GmbH
1
Stand:
Abb./Fig. 6.2: Halbwarm umgeformte BauteileParts produced by warm forging
Abb. 6.2 (rechts unten) zeigt ein Schmiederohteil ei-nes Injektorkörpers, der in der Dieseleinspritzungeingesetzt wird. Dieser Injektor muss aufgrund despermanenten Druckauf- und -abbaus eine hohe Dau-erwechselfestigkeit besitzen.
Fig. 6.2 (lower right) shows a forging of an injectorbody used in diesel injection systems. This injectorneeds to have a high fatigue limit due to the perma-nent build-up and decrease of pressure.
66

6 Halbwarmumformung Warm Forging
Durch Querfließpressen konnte bei der geforder-ten Stahlqualität des C45 ein idealer Faserverlaufund dadurch beste mechanische Eigenschaften ein-gestellt werden.
Lateral extrusion allowed the required C45 steel toattain an ideal fiber flow and thus optimum mechan-ical properties.
Ein Kaltfließpressen dieses Werkstücks ist aufgrundder Stahlqualität mit recht hohem Kohlenstoffge-halt und aufgrund der ausspringenden Formelementenicht möglich.
Cold forging this workpiece is not possible becauseof the steel grade with its comparatively high carboncontent and the protuding shaped elements.
Gesenkschmieden wiederum würde wesentlich grö-ßere Bearbeitungsaufmaße ergeben sowie eine lie-gende Fertigung mit Grat und damit eine deutlichschlechtere Werkstoffausnutzung erzielen.
Hot forging, in turn, would give rise to greatermachining allowances and would involve horizontalproduction with flash and thus considerably worsematerial utilization.
Nach der Umformung, die bei circa 800 °C stattfin-det, wird der Körper gehärtet und anschließend ange-lassen. Nach dem Anlassen liegt ein martensitischesVergütungsgefüge vor.
Following the forging process, which takes place ataround 800 °C, the body is hardened and then tem-pered. Following tempering, a martensitic quenchand temper grain structure is present.
Abb. 6.2 (links unten) zeigt eine Antriebswelle, dieauf einer mechanischen Presse halbwarm umgeformtwird. Im Anschluss an die Umformung folgt einekontrollierte Abkühlung. Der legierte Stahl weist da-nach ein FP-Gefüge (ferritisch-perlitisches Gefüge)mit gewissen Anteilen Zwischenstufengefüge (Bai-nit) auf, ist aber in diesem Zustand gut zerspanbar.
Fig. 6.2 (lower left) shows an input shaft which iswarm forged on a mechanical press before under-going controlled cooling. Following this, the alloysteel demonstrates an FP grain structure (ferritic-pearlitic) with a certain proportion of bainite. Thisstructure is ready for machining without further an-nealing.
In der oberen Zeile der Abb. 6.2 befinden sich vonlinks nach rechts ein Antriebskegelrad, ein Mono-blockgelenkstück und ein Rohteil für einen Lamel-leninnenträger.
The upper row of Fig. 6.2 shows (from left to right)a pinion, a monoblock outer race and a disk carrierforging.
67
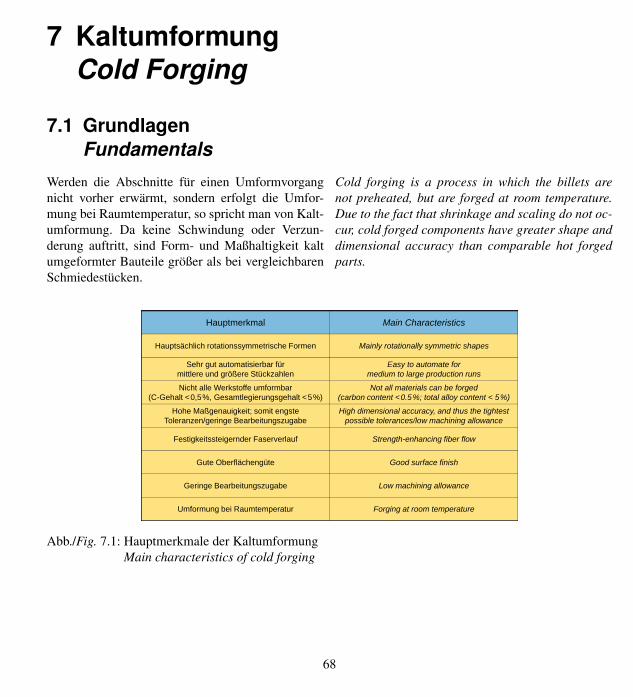
7 KaltumformungCold Forging
7.1 GrundlagenFundamentals
Werden die Abschnitte für einen Umformvorgangnicht vorher erwärmt, sondern erfolgt die Umfor-mung bei Raumtemperatur, so spricht man von Kalt-umformung. Da keine Schwindung oder Verzun-derung auftritt, sind Form- und Maßhaltigkeit kaltumgeformter Bauteile größer als bei vergleichbarenSchmiedestücken.
Cold forging is a process in which the billets arenot preheated, but are forged at room temperature.Due to the fact that shrinkage and scaling do not oc-cur, cold forged components have greater shape anddimensional accuracy than comparable hot forgedparts.
© Hirschvogel Umformtechnik GmbH
1
Hauptmerkmal Main Characteristics
Hauptsächlich rotationssymmetrische Formen Mainly rotationally symmetric shapes
Sehr gut automatisierbar fürmittlere und größere Stückzahlen
Easy to automate formedium to large production runs
Nicht alle Werkstoffe umformbar(C-Gehalt <0,5%, Gesamtlegierungsgehalt <5%)
Not all materials can be forged(carbon content <0.5%; total alloy content < 5%)
Hohe Maßgenauigkeit; somit engsteToleranzen/geringe Bearbeitungszugabe
High dimensional accuracy, and thus the tightestpossible tolerances/low machining allowance
Festigkeitssteigernder Faserverlauf Strength-enhancing fiber flow
Gute Oberflächengüte Good surface finish
Geringe Bearbeitungszugabe Low machining allowance
Umformung bei Raumtemperatur Forging at room temperature
Stand:
Hauptmerkmale der KaltumformungMain characteristics of cold forging
Abb./Fig. 7.1: Hauptmerkmale der KaltumformungMain characteristics of cold forging
68

7 Kaltumformung Cold Forging
Die Gestaltungsfreiheit der Pressteile beim Kaltum-formen ist im Vergleich zum Warmumformen durchdie begrenzte Formänderungsfähigkeit des Bauteil-werkstoffs und durch die hohe Fließspannung desBauteils, welche zu hohen Werkzeugbelastungenführt, eingeschränkt.
The drawback of cold forging stems from the lim-ited ductility of the workpiece material and from thehigh flow stresses that lead to significant tool loads,both of which restrict the design scope of cold forgedparts compared to hot forging.
Zwingende Voraussetzung für das Kaltumformenvon Stahl ist daher eine geeignete Werkstoffaus-wahl, eine spezielle Vorbehandlung der Bauteile, umdas Gefüge und die Oberfläche für die nachfolgen-de Umformung zu optimieren sowie eine spezielleWerkzeugtechnologie.
When cold forging steel, it is absolutely imperative,therefore, that a suitable material is selected, thatthe billets undergo a special pretreatment in orderto optimize the grain structure and surface for thesubsequent forging operation, as well as that specialtool technologies are used.
Zum Kaltumformen eignen sich neben verschiede-nen Nichteisenmetallen vornehmlich unlegierte undniedrig legierte Stähle, wobei der Kohlenstoffgehaltunter 0,5 % und der Gehalt der weiteren Legierungs-bestandteile unter 5 % liegen sollten. Weitere Be-gleitelemente wie Schwefel oder Phosphor solltennur in geringen Mengen im Werkstoff enthalten sein(max. 0,035 %). Die Formänderungsfähigkeit wirddann vor der Umformung durch Glühen auf kuge-ligen Zementit (so genanntes AC-Glühen) oder eineFP-Glühung eingestellt.
Aside from various non-ferrous metals, carbon andlow alloy steels are also particularly suitable forcold forging operations, as long as the carboncontent amounts to less than 0.5 % and the shareof other alloying elements does not exceed 5 %.The percentage of other impurities, such as sulfurand phosphorus should only be present in negligibleamounts (max. 0.035 %). The formability can be op-timized prior to the forging operation by spheroidiz-ing (AC) or by ferritic-pearlitic annealing (FP).
Ist bei der Umformung eines Werkstücks das Form-änderungsvermögen dennoch erschöpft, kann durcheine Zwischenwärmebehandlung das Gefüge rekris-tallisiert und das Werkstück weiter umgeformt wer-den.
If the formability of the workpiece is nevertheless ex-hausted during the forging process, the grain struc-ture can be recrystallized during an intermediateheat treatment operation, after which forging can beresumed.
Kann in der fertigen Komponente die Kaltverfes-tigung ausgenutzt werden, lassen sich höherwerti-ge Stahlqualitäten ersetzen. Da viele Werkstückenach einer abschließenden Zerspanung aber noch-mals wärmebehandelt werden, geht dieser Vorteilhäufig wieder verloren.
By taking advantage of strain hardening, high alloysteels are sometimes not needed to produce high-strength workpieces. However, the fact that mostworkpieces undergo a further heat treatment processafter final machining means that the benefit of strainhardening often cannot be exploited after all.
69

7 Kaltumformung Cold Forging
Durch Kaltumformung hergestellte Pressteile weiseneine hohe Maß- und Formgenauigkeit auf. Dadurchkönnen die Bearbeitungsaufmaße sehr gering gehal-ten werden. In speziellen Fällen lassen sich komple-xe Funktionsflächen, wie z. B. Verzahnungen oderKugellaufbahnen bei Gleichlaufgelenken, einbaufer-tig herstellen.
Workpieces produced by cold forging demonstratea high degree of dimensional and shape accuracy.The machining allowances can therefore be kept verylow. In some cases, it is possible to produce com-plex, ready-for-assembly functional surfaces, suchas splines or ball tracks for constant velocity joints.
Wie auch bei den geschmiedeten Bauteilen istbei kaltumgeformten Pressteilen der Faserverlaufgünstiger als bei zerspanend hergestellten Teilen.Die Steigerung der Dauerwechselfestigkeit kann beigleichem Werkstoff durch einen optimierten Faser-verlauf bis zu einem Drittel betragen.
As with die-forged parts, the fiber flow of cold forgedcomponents is more favorable than that of machinedparts. With this optimized fiber flow, the fatiguestrength can be up to a third higher in the same ma-terial.
© Hirschvogel Umformtechnik GmbH
1
Stand:
Fertigungsfolge einer kaltfließgepressten GetriebewelleForging Sequence of a cold extruded transmission shaft
Abschnitt sägenSawing the billet
1. FließpressenExtrusion
2. ReduzierenReducing
3. Stauchen und ReduzierenUpsetting and reducing
29
6
26
0
33
5
32
4
Abb./Fig. 7.2: Fertigungsfolge einer kaltfließgepressten GetriebewelleForging sequence of a cold forged transmission shaft
Seltener werden Bauteile mit Nebenformelementendurch Kaltumformung hergestellt.
Parts with secondary shapes are not commonly pro-duced by means of cold forging.
70

7 Kaltumformung Cold Forging
Da die Endgeometrie meist nicht in einer einzigenUmformstufe erzielt werden kann, werden die Ver-fahren der Kaltmassivumformung mehrstufig aus-geführt. Abb. 7.2 zeigt beispielhaft die Fertigungs-folge einer kaltfließgepressten Getriebewelle, diedurch Vollvorwärtsfließpressen, freies Reduzierenund Stauchen hergestellt wird.
As the final geometry often cannot be achieved in asingle forging operation, cold forging processes arenormally carried out in successive forging stages.Fig. 7.2 shows, for example, the production sequenceof a cold forged transmission shaft, involving for-ward rod extrusion, free reduction and upsetting.
7.2 Maschinen und UmfeldMachines and Peripheral Equipment
Die hohen Fließspannungen und die mit dem Um-formgrad zunehmende Werkstoffverfestigung erfor-dern sehr hohe Presskräfte und stellen höchste An-forderungen an die eingesetzten Umformwerkzeugeund die verwendeten Umformanlagen.
The high flow stresses and the strain hardening thatincreases with the plastic strain render very highforces necessary and place great demands on theforging tools and equipment used.
© Hirschvogel Umformtechnik GmbH
1Stand:
Maschinen für KaltmassivumformungCold forging machines
Maschinentyp Machine Type
Eigenschaften Teilespektrum Characteristics Spectrum of Parts
Hydraulische Pressen Hydraulic presses
• Langsamere Umformgeschwindigkeit
• Geeignet für Klein-, Mittel-und Großserien
• Längere Taktzeit• Kraft über gesamten
Umformweg• Große Arbeitshübe
möglich• Leichtere
Automatisierbarkeit
• Lange Getriebewellen• Antriebskegelräder• Hohlteile• Bauteile mit
Verzahnungen
• Slower forging speed• Suitable for small, medium
and large production runs• Longer cycle times• Force across the entire
tool travel• Large strokes possible• Easier to automate
• Long transmission shafts• Pinions• Hollow parts• Components with splines
Mechanische Pressen(Kurbelpressen, Kniehebelpressen, Gelenkpressen)
Mechanical presses(crank presses, toggle presses, knuckle joint presses)
• Großserie• Kürzere Taktzeiten• Kurzhubige Teile
• Achszapfen• Getriebewellen• Antriebswellen• Hohlteile• Prägeteile• Antriebskegelräder
• Large production runs• Shorter cycle times• Short-stroke parts
• Stub axles• Transmission shafts• Drive shafts• Hollow parts• Coining (calibrated) parts• Pinions
Abb./Fig. 7.3: Maschinen für KaltmassivumformungCold forging machines
71

7 Kaltumformung Cold Forging
Als Ausgangsmaterial werden für die Kaltumfor-mung Stangenabschnitte oder Draht verwendet. Da-mit lassen sich Teile fertigen, deren Gewicht von we-nigen Gramm bis etwa 30 kg reicht. Die dazu einge-setzten Pressen sind in Abb. 7.3 aufgeführt. Sie kom-men in stehender oder liegender Form zum Einsatzund werden abhängig von den zu pressenden Stück-zahlen manuell oder voll automatisiert betrieben.
Bar billets or wire is used as the starting materialin cold forging. These allow parts to be producedwith a weight that can range from a few grams rightup to around 30 kg. The presses used in this processare outlined in Fig. 7.3. They are available in an up-right or in horizontal form and can be operated ei-ther manually or completely automatically, depend-ing on the production volume.
Abb. 7.4 zeigt eine vierstufige automatisierte Hy-draulikpresse mit einem Greifersystem für denTransport der Teile. Alternativ kann der Teiletrans-port aber auch durch ein Hubbalkensystem bzw.durch Roboter erfolgen, bei kleineren Stückzahlenauch manuell.
Fig. 7.4 shows a four-stage automated hydraulicpress with a gripper system for transferring the partsfrom stage to stage. This transport can also occur viaa walking beam system or via robots. In the case ofsmall production runs, the parts can just as well betransferred manually.
© Hirschvogel Umformtechnik GmbH
1Stand:
Automatisierte vierstufige Hydraulikpresse mit 1000mm HubAutomated four-stage hydraulic press with 1000mm stroke
Abb./Fig. 7.4: Automatisierte vierstufige Hydraulikpresse mit 1.000 mm HubAutomated four-stage hydraulic press with 1,000 mm stroke
72

7 Kaltumformung Cold Forging
Die beim Pressen entstehenden hohen Kontaktspan-nungen zwischen Werkzeug und Werkstück könnenzu einem frühzeitigen Verschleiß oder sogar zu ei-nem Bruch der Werkzeuge führen.
The contact stresses arising between the tool and theworkpiece during the forging operation can some-times lead to premature wear or even to tool failure.
Um den Verschleiß zu minimieren, werden sehr harteWerkstoffe bis hin zu Hartmetallen und Keramikenals Matrizeneinsätze verwendet.
In order to minimize wear, very hard tool steels oreven carbides and ceramics are used as die inserts.
Da diese spröden Werkstoffe aber unter Zugspan-nungen besonders bruchempfindlich sind, müssensie durch entsprechende Armierungen vorgespanntwerden, um die Zugspannungen zu minimieren.
As these brittle materials are particularly suscep-tible to fracture when subjected to tensile stresses,they need to be prestressed with appropriate shrink-age rings in order to minimize such effects.
© Hirschvogel Umformtechnik GmbH
1Stand:
Matrizenverband eines KaltumformwerkzeugsCold forming tool assembly with insert and shrink rings
MatrizenverbandDie assembly
MatrizenkernDie insert
Innere ArmierungInner shrinkage ring
Äußere ArmierungOuter shrinkage ring
Abb./Fig. 7.5: Matrizenverband eines KaltumformwerkzeugsDie assembly of a cold forging tool
73

7 Kaltumformung Cold Forging
Zum Vorspannen werden die Matrizeneinsätze ent-weder kalt in einen Armierungsring eingepresst oderthermisch eingeschrumpft. In Abb. 7.5 ist der Ar-mierungsverband eines Umformwerkzeugs zum For-men eines Getriebewellenbunds dargestellt. Er be-steht aus äußerer Armierung, innerer Armierung undMatrizenkern.
This prestressing is achieved either by pressing thedie inserts in the cold state into a shrinkage ring,or shrink-fitting them under application of heat.Fig. 7.5 shows the shrinkage ring set of a forging toolfor producing a flange on a transmission shaft. Itconsists of an outer and an inner shrinkage ring, aswell as the die insert.
Neben der Armierungstechnik kann einem Bruch derWerkzeuge durch Teilung der Matrizeneinsätze anHohlkehlen oder an bruchgefährdeten Stellen entge-gengewirkt werden.
Aside from the use of shrinkage rings, splitting thedie inserts at fillets or at sites that are particularlysensitive to fracture can also prevent tool failure.
Neben einer speziellen Werkzeugtechnologie erfor-dern die hohen Druckspannungen auch besondereMaßnahmen, um eine Kaltverschweißung zwischenWerkzeug und Werkstück zu verhindern. Dies er-folgt durch das Aufbringen einer Träger- und Tro-ckenschmierstoffschicht auf die Werkstücke, die füreine ausreichende Druckbeständigkeit sorgt.
The great forging pressure involved not onlydemands a special die technology, but also the imple-mentation of measures to prevent adhesion betweentool and workpiece. A base coating and a dry lubri-cant are thus applied to the workpieces in order toensure sufficient resistance to forging load.
Als Trenn- und Trägerschicht wird eine Zink-Phosphat-Schicht aufgebracht. Als druckbeständigefeste Gleitmittel werden Graphit, Molybdändisulfid,spezielle Seifen oder Wachse eingesetzt.
In order to improve lubricant adhesion, the billetsare usually covered with a zinc-phosphate coating.The most commonly used pressure-resistant solid lu-bricants are graphite, molybdenum disulfide, specialsoaps or wax.
Der Bereich zwischen Tischauflage und Stößelplatteeiner Presse wird als Werkzeugeinbauraum bezeich-net, in dem ein- oder mehrstufige Umformwerkzeu-ge in einen Werkzeughalter eingebaut werden. Mas-sive Auswerfersysteme und hohe Auswerferkräftesind zum Entformen der verschiedenen Umformstu-fen erforderlich. Bei ausreichender Stückzahl wirdder Vorgang automatisiert durchgeführt.
The area between the press bed and ram is the toolspace, and it is here that single- or multi-stage forg-ing tools are integrated into a tool block. Strongejector systems and great ejecting forces are neces-sary for removing the part from the various forgingstages. If the production run is sufficiently large, thisprocess can be fully automated.
74

7 Kaltumformung Cold Forging
© Hirschvogel Umformtechnik GmbH
1Stand:
Dreistufiges Umformwerkzeug zur Herstellung von GetriebewellenThree-stage cold forging tool assembly for the production of transmission shafts
Abb./Fig. 7.6: Dreistufiges Umformwerkzeug zur Herstellung von GetriebewellenThree-stage cold forging tool assembly for the production of transmission shafts
Abb. 7.6 zeigt den kompletten Einbau eines drei-stufigen Kaltumformwerkzeugs. Die verschiedenenWerkzeugeinzelteile sind farblich gekennzeichnet.
Fig. 7.6 shows the complete assembly of a three-stage cold forging tool. The various tool parts areindicated by different colors.
Aufgrund der notwendigen Vorbehandlung der Bau-teile durch Glühen und Beschichten ist der Prozessder Kaltumformung sehr aufwändig.
The necessary pretreatment of the billets by means ofannealing and coating involves considerable effortin the whole cold forging process sequence.
Zunächst wird das Rohmaterial geschert, geglühtund beschichtet, bevor es umgeformt wird. Erreichtdie Umformung werkstoff- und prozessspezifischeGrenzen, muss das Rekristallisationsglühen durch-geführt werden. Danach muss erneut vorbeschichtetwerden. Abschließend kann eine Schlusswärmebe-handlung erfolgen, bevor das Bauteil in der Endkon-trolle geprüft und zum Versand vorbereitet wird.
The raw material is first sheared, annealed andcoated before being forged. If material and process-specific limits are reached during the forging opera-tion, recrystallization annealing must be carried outand coating repeated. Finally, the part might un-dergo another heat treatment before being checkedin a final inspection process and prepared for ship-ping.
75

7 Kaltumformung Cold Forging
Im Gegensatz hierzu erfolgt die Herstellung vonSchrauben auf der Basis von geglühtem, teilweiseauch vergütetem, gebondertem und vorgezogenemDraht, der direkt im Hauptaggregat abgeschert undin mehreren Stufen umgeformt wird.
As a point of contrast, screws are produced using an-nealed, sometimes quenched and tempered, bonder-ized and drawn wire, which is sheared and forged inseveral stages directly in the cold forging machine.
7.3 Formgebung und ToleranzenShaping and Tolerances
Mit den Verfahren der Kaltumformung lassen sichüberwiegend rotationssymmetrische Bauteile her-stellen. Seltener werden Nebenformelemente durchQuerfließpressen gefertigt.
Cold forging processes are primarily used to pro-duce rotationally symmetric components. Less fre-quently, secondary shape elements are produced bylateral extrusion.
Zunehmend werden Bauteile hohlumgeformt, umdem Leichtbau und der daraus resultierenden Redu-zierung von Kohlendioxidemissionen Rechnung zutragen.
Increasingly, parts are being hollow forged in orderto meet demands for lightweight design and for theresulting reduction in carbon dioxide emissions.
In Kombination mit anderen Verfahren der Massiv-umformung können mit dem zur Kaltumformtechnikzählenden Kalibrierverfahren beispielsweise Ver-zahnungen oder Kugellaufbahnen mit sehr gerin-gem Schleifaufmaß oder sogar einbaufertig herge-stellt werden.
By combining other forging processes with thecalibration processes that belong to cold forgingtechnology, it is possible to produce splines or balltracks, for example, with a very low grinding allow-ance or even as ready-for-assembly parts.
Durch die verfahrensbedingt auftretenden hohenSpannungen ist die Formenvielfalt gegenüber demWarmumformen jedoch eingeschränkt.
On the downside, the high stresses that occur as aresult of this process lead to a much more limiteddiversity of forms than is the case with hot forging.
Dafür lassen sich aber sehr enge Toleranzen errei-chen. Bei kaltumgeformten Bauteilen ist in der Regelein Bearbeitungsaufmaß von 0,2 mm bis 0,75 mm jeSeite üblich. Es lassen sich aber auch Funktionsflä-chen ohne Aufmaß herstellen, wie dies bei den Tri-podengelenken der Fall ist, die in Abb. 9.3 dargestelltsind.
One advantage, however, is that very tight toler-ances can be achieved. A machining allowance ofbetween 0.2 mm and 0.75 mm per side is usual withcold forged components. It is also possible, though,to produce functional surfaces without allowance, asin the case of the tripot universal joints shown inFig. 9.3.
76

7 Kaltumformung Cold Forging
Werden dermaßen enge Toleranzen vereinbart, sindauch Bereiche am Bauteil vorzusehen, welche dieMassetoleranz aufnehmen können. Dabei kann essich um freie Materialüberläufe oder entsprechen-de Dickentoleranzen an weniger wichtigen Flächenhandeln. Dies gilt insbesondere, wenn mit geschlos-senen Werkzeugen gearbeitet wird.
If such tight tolerances are agreed upon, it is nec-essary to determine areas of the component whichcan absorb excess material volume. In practice, thismeans having non-specified shapes on the workpieceor appropriate thickness tolerances on less impor-tant surfaces. This is particularly the case when us-ing closed tools.
Die erreichbaren Toleranzklassen beim Kaltumfor-men liegen im Allgemeinen zwischen IT 7 und IT 11.Diese Maße sind aber immer werkzeuggebundeneMaße. Ein Versatz zwischen Ober- und Unterwerk-zeug kann ebenso zu Rundlaufabweichungen ober-halb der genannten Toleranzklassen führen, wie einMassenausgleich in der Länge die Toleranzklasse er-weitert.
The tolerance classes that can normally be achievedwith cold forging generally lie in the range of IT 7and IT 11. These dimensions always depend on toolaccuracy, however. An offset between the upper andlower dies can also lead to radial runouts above thegiven tolerance classes, just as mass compensationin length increases the tolerances.
Da beim Kaltumformen keine Verzunderung derWerkstücke eintritt, können Oberflächengüten vonRz=5 µm bis Rz=20 µm erreicht werden.
As no scaling occurs on the workpiece during coldforging, surface finishes of Rz=5 µm to Rz=20 µmcan be achieved.
7.4 TeilespektrumSpectrum of Parts
Aufgrund der Charakteristik des Kaltumformprozes-ses eignet er sich für verschiedenste Kategorien vonBauteilen.
The characteristics of the cold forging process ren-der it suitable for a highly diverse range of compo-nent categories.
7.4.1 Getriebewellen und AntriebskegelräderTransmission Shafts and Pinions
Ausgehend von einem gescherten bzw. gesägten Ab-schnitt werden Antriebskegelräder sowie Getriebe-wellen mehrstufig umgeformt.
Starting with a sheared or sawed billet, bevel drivegears and transmission shafts are usually forged inseveral stages.
77

7 Kaltumformung Cold Forging
Das Spektrum umfasst Wellen mit unterschiedlichenKopfformen, verschieden abgestuften Schäften undWellen mit Hinterschnitten, die durch zwei Press-bünde gebildet werden (siehe Abb. 7.7). Ein Anfor-men von Funktionsflächen oder gepressten Zentrenist ebenfalls möglich.
The spectrum of parts encompasses shafts with dif-ferent head forms, as well as shafts with different di-ameters and with undercuts that are formed by twoflanges (see Fig. 7.7). Functional surfaces or pressedcenters may also be incorporated.
© Hirschvogel Umformtechnik GmbH
1Stand:
Kaltfließgepresste GetriebewellenTransmission shafts forged by cold extrusion
Abb./Fig. 7.7: Kaltfließgepresste GetriebewellenCold forged transmission shafts
Der zweite Pressbund bei den Hinterschnittwellenwird in einem speziellen, radial schließenden Werk-zeug in der letzten Umformstufe gepresst.
The second flange in the shafts with undercut ispressed in a special tool that closes radially duringthe final forging stage.
Die stehende Prozessführung ermöglicht dabei einegratlose Fertigung mit engsten Rundlauftoleranzenund belastungsgerechtem Faserverlauf.
This vertical process enables flashless parts to beproduced with the tightest possible runout tolerancesand a fiber flow that can withstand stresses in an op-timum way.
78

7 Kaltumformung Cold Forging
Kostenreduzierend ist es, wenn verschiedenartigeZentren in die Wellenenden mit angepresst werden,da Abläng- und Zentrierbearbeitungsvorgänge ent-fallen können. Die Zentren können je nach Bauteil-charakteristik auch beidseitig eingebracht werden.
Cost savings can be achieved by pressing various in-sert centers into the shaft ends, as this renders cut-ting to length and centering operations superfluous.Depending on the component characteristics, thesecenters can be produced on both sides.
7.4.2 HohlteileHollow Components
Auch Hohlteile lassen sich vorteilhaft durch Kalt-massivumformung herstellen.
Even hollow components can be produced efficientlyin cold forging.
In Abb. 7.8 sind sechs unterschiedliche wellenförmi-ge Hohlteile dargestellt.
Fig. 7.8 shows six different shaft-like hollow parts.Durch Kaltumformung hergestellte Hohlteile
Hollow parts produced by cold forging
© Hirschvogel Umformtechnik GmbH
1
Stand:
Abb./Fig. 7.8: Durch Kaltumformung hergestellte HohlteileHollow parts produced by cold forging
79

7 Kaltumformung Cold Forging
Durch den sehr hohen Umformgrad ist innerhalbder Umformfolge evtl. ein Rekristallisationsglü-hen notwendig. Die zweiteilig-gefügte Welle (sie-he Abb. 7.8, Mitte unten) wird in zwei Hälftendurch Napfrückwärtsfließpressen und Reduzierenhergestellt. Anschließend werden die beiden Hälftendurch Reibschweißen (siehe Kapitel 8.7) zusammen-gefügt.
Due to the very high plastic strain, recrystallizationannealing may be necessary within the forging pro-cess. The shaft shown in Fig. 7.8 (lower center) isproduced in two halves by backward cup extrusionand reducing. As a final step, friction welding thenjoins the two halves (see Chapter 8.7).
Die abgebildete Hohlwelle (siehe Abb. 7.8, rechtsoben) wird ausgehend von einem Hohlstück durchmehrfaches Hohlvorwärtsfließpressen und Kopfstau-chen umgeformt.
The hollow shaft (see Fig. 7.8, upper right) is formedwhen a tube billet undergoes multiple forward tubeextrusion and heading operations.
Die hohle Bundwelle in Abb. 7.8 (links oben) fin-det Verwendung als Antriebswelle in einem Dop-pelkupplungsgetriebe. Das Hohlvolumen entspricht1,9 kg Stahl.
The hollow flange in Fig. 7.8 (upper left) is used asa drive shaft in a double-clutch transmission. Thehollow volume corresponds to 1.9 kg of steel.
Das durchgängig hohle Antriebskegelrad in Abb. 7.8(Mitte oben) hat eine gleichbleibende Wandstärkeim Schaft. Diese Innenkontur, insbesondere bei demhohlen Kegelkopf, wäre zerspanend nur bedingt her-stellbar. Zudem ist am Schaftende ein Innensechs-kant eingepresst.
The completely hollow pinion in Fig. 7.8 (upper cen-ter) has a constant wall thickness along the shaft.This inner contour, and particularly the hollow pin-ion head, would be highly difficult to produce bymachining. In addition, an internal hexagon ispressed in at the shaft end.
Bei der aufgeschnittenen Welle in Abb. 7.8 (links un-ten) handelt es sich um ein Antriebskegelrad, beidem das Hohlvolumen circa 1,4 kg Stahl entspricht.
The shaft shown in cross section in Fig. 7.8 (lowerleft) is a pinion with a hollow volume correspondingto approximately 1.4 kg of steel.
Die in Abb. 7.8 (rechts unten) gezeigte Hohlwellewird durch Napfen, Hohlvorwärtsfließpressen undanschließendes Fertigpressen kaltumgeformt.
The hollow shaft shown in Fig. 7.8 (lower right) isproduced by a cold forging process that involvesbackward extrusion, forward tube extrusion and sub-sequent finish extrusion.
80

7 Kaltumformung Cold Forging
© Hirschvogel Umformtechnik GmbH
1Stand:
Komponenten mit kaltumgeformter einbaufertiger VerzahnungComponents with assembly-ready gear teeth or splines produced by cold forging
Abb./Fig. 7.9: Komponenten mit kaltumgeformter einbaufertiger VerzahnungComponents with ready-for-assembly gear teeth or splines produced by cold forging
7.4.3 Gepresste VerzahnungenForged Gears and Splines
Abb. 7.9 zeigt mehrere Bauteile mit einbaufertig ge-pressten Außen- und Innenverzahnungen. SowohlSteck- als auch Lamellenverzahnungen sind um-formtechnisch herstellbar, je nach Toleranzanforde-rung. Die in Abb. 7.9 dargestellten Verzahnungenwerden durch Fließpressen hergestellt.
Fig. 7.9 shows several components with ready-for-assembly forged internal and external gears. Forg-ing can be used to produce both gears and splines,depending on the tolerance requirements. The gearsshown in Fig. 7.9 are produced by means of extru-sion.
Bei der Getriebewelle in Abb. 7.9 (rechts unten)wird das kaltumgeformte Schmiedeteil zerspant undanschließend die Verzahnung im Sackloch fließge-presst. Bei dem Antriebsflansch (links unten) wirddie größere Verzahnung genapft. Die Verzahnungmit dem kleineren Durchmesser wird geräumt.
In the case of the transmission shaft shown inFig. 7.9 (lower right), the cold forged part is ma-chined before the splines are forged in a blind hole.The larger splines in the drive flange (lower left) areproduced by backward extrusion. The splines withthe smaller diameter are broached.
81

7 Kaltumformung Cold Forging
Die Abtriebswelle in Abb. 7.9 (Mitte, oben und un-ten) wird nach der Umformung zerspant, und die La-mellenverzahnung wird eingepresst. Durch die Zer-spanung werden genaueste Toleranzen eingehalten.Bei der Schieberwelle (links oben) wird die Verzah-nung ebenfalls mit Hilfe eines Verzahnungsstempelseingepresst. Dabei fließt das Material entgegenge-setzt zur Richtung des Stempels.
The output shaft in Fig. 7.9 (upper and lower cen-ter) is machined after forging, and the gears are pro-duced by forging. The machining process ensuresthat the tightest of tolerances are observed. A splinepunch is likewise used to press the gears on the slideshaft (upper left). This causes the material to flow inthe opposite direction to the punch.
Bei dem Lamellenträger in Abb. 7.9 (rechts oben) istdie Verzahnung am Schaft fließgepresst. Die Verzah-nung am großen Durchmesser wurde wälzgefräst.Hier ist auch eine umformende Fertigung denkbar.
The splines on the shaft of the disk carrier in Fig. 7.9(upper right) are extruded. The splines on the largediameter were produced by milling. Production bymeans of forging is feasible here, too.
Ein weiteres Bauteil mit einbaufertiger Verzahnungist in Abb. 9.3 (rechts oben) dargestellt.
Another part with ready-for-assembly splines isshown in Fig. 9.3 (upper right).
82
8 Verfahren der Weiter- undFertigbearbeitungMachining and Finishing
Umgeformte Bauteile können je nach Anforderun-gen insgesamt (z. B. Schrauben) oder an Teilflächen(z. B. kaltumgeformte Steckverzahnungen) einbau-fertige Konturen besitzen. In vielen Fällen folgendeshalb der Umformung weitere, meist zerspanen-de Fertigungsverfahren. Oft werden auch die finalenWerkstoffeigenschaften noch durch eine Wärmebe-handlung eingestellt.
Depending on requirements, forged parts may beprovided with contours that are ready-for-assemblyacross the entire component (e. g. threaded fasten-ers) or on some surfaces (e. g. cold forged splines).In many cases, forging is followed by additional,mainly cutting, production processes. Subsequentheat treatment is often then used to provide the finalmaterial properties.
In diesem Kapitel sind auch einige umformendeVerfahren eingeordnet (z. B. Kaltwalzen von Ver-zahnungen), da diese einen vorhergehenden Zerspa-nungsprozess erfordern. Aus diesem Grund werdensie in die Verfahren der Weiterbearbeitung eingeord-net.
Some forging processes are included in this chapter(e. g. the cold rolling of gears), as these require aprior machining operation. For this reason, they willbe included under the machining operations.
8.1 Einteilung der zerspanenden VerfahrenClassification of Cutting Processes
Beim mechanischen Abtrennen von Spänen mit-tels einer Werkzeugschneide unterscheidet man zwi-schen geometrisch bestimmten und unbestimmtenVerfahren.
Processes involving chip removal using a tool cuttingedge are subdivided into operations using geomet-rically well-defined and geometrically non-definedtool edges.
Bei Abb. 8.1 (links) dringt der Schneidkeil in denWerkstoff ein, der dadurch elastisch und plastischverformt wird. Nach Überschreiten der maximal zu-lässigen werkstoffabhängigen Vergleichsspannungbeginnt der Werkstoff zu fließen. Bedingt durch ei-ne vorgegebene Schneidengeometrie bildet sich derverformte Werkstoff zu einem Span aus.
In Fig. 8.1 (left) the cutting wedge penetrates the ma-terial, causing it to undergo elastic and plastic de-formation. Once the permissible material-dependentequivalent stress has been exceeded, the material be-gins to flow. Due to a given cutting edge geometry,the deformed material develops into a chip.
83

8 Verfahren der Weiter- und Fertigbearbeitung Machining and Finishing
© Hirschvogel Umformtechnik GmbH
1Stand:
Spanen mit geometrisch bestimmter und unbestimmter SchneideCutting with geometrically well-defined and non-defined tool edges
Spanen mit geometrischbestimmter Schneide
Cutting with geometricallywell-defined cutting edges
Spanen mit geometrischunbestimmter Schneide
Cutting with geometricallynon-defined cutting edges
Abb./Fig. 8.1: Spanen mit geometrisch bestimmter und unbestimmter SchneideCutting with geometrically well-defined and non-defined cutting edges
Beim Abtrennen mit geometrisch unbestimmterSchneide (siehe Abb. 8.1, rechts) greift eine großeAnzahl von Kornspitzen mit unterschiedlichenSchneiden in das Werkstück ein. Dabei werden vie-le einzelne Späne herausgetrennt. Die Spanbildungist in der Größenordnung von wenigen Mikrome-tern, deswegen wird dieses Verfahren überwiegendzur Feinbearbeitung verwendet.
During cutting operations using a geometricallynon-defined cutting edge (see Fig. 8.1, right), a largenumber of grain tips with different cutting edges acton the workpiece, separating many individual chips.Chips of a few micrometers are formed, which is whythis process is mainly used for fine machining.
8.2 FräsenMilling
Das Fräsen gehört zu den Zerspanverfahren mit geo-metrisch bestimmten Schneiden.
One example of a cutting operation using geometri-cally well-defined cutting edges is milling.
84

8 Verfahren der Weiter- und Fertigbearbeitung Machining and Finishing
Fräsen (siehe Abb. 8.2) ist ein spanabhebendes Ferti-gungsverfahren, bei dem das mehrschneidige Werk-zeug eine kreisförmige Schnittbewegung ausführt.Vorschub und Zustellbewegung erfolgt meist vomWerkstück, kann aber auch vom Werkzeug ausge-führt werden.
Milling (see Fig. 8.2) is a cutting process duringwhich a tool with multiple cutting edges executes acircular cutting motion. Feed and infeed movementsare usually carried out by the workpiece, but theymay also be executed by the tool.
Charakteristisch für das Fräsen ist der unterbrocheneSchnitt. Schnittkraft und Temperatur an den einzel-nen Schneiden schwanken dadurch erheblich.
One characteristic of milling is an interrupted cut.This causes the cutting force and temperature on theindividual cutting edges to fluctuate considerably.
Fräsen dient zur Herstellung von ebenen und ge-krümmten Flächen, Nuten, Verzahnungen und Ge-winden.
Milling is used to produce planar and curved sur-faces, grooves, gears and threads.
Das Fräsen wird nach der Lage der Werkzeugach-se zur bearbeiteten Fläche in Umfangs- und Stirnfrä-sen unterteilt; außerdem wird zwischen Gleich- undGegenlauf-Fräsen unterschieden.
Depending on the position of the tool axis in relationto the machined surface, milling may be divided intoperipheral milling and face milling. Besides this,a distinction is made between down-cut and up-cutmilling.
8.3 DrehenTurning
Das Drehen (siehe Abb. 8.2), ebenfalls ein spanab-hebendes Fertigungsverfahren mit geometrisch be-stimmter Schneide, ist gekennzeichnet durch eineununterbrochene Schnittbewegung.
Turning (see Fig. 8.2), likewise a cutting processusing a geometrically well-defined cutting edge, ischaracterized by an uninterrupted cutting move-ment.
Die Drehbewegung wird meist vom gespanntenWerkstück ausgeführt, an dem das einschneidigeWerkzeug entlanggeführt wird. In besonderen Fällenkann auch das Werkzeug die Drehbewegung ausfüh-ren.
The turning motion is usually carried out by theclamped workpiece, along which a tool with a singlecutting edge is guided. Under special circumstances,the tool may also execute the turning movement.
85

8 Verfahren der Weiter- und Fertigbearbeitung Machining and Finishing
© Hirschvogel Umformtechnik GmbH
1Stand:
FräsenMilling
DrehenTurning
VorschubFeed
BohrenDrilling
VorschubFeed
VorschubFeed
Trennverfahren
Abb./Fig. 8.2: Trennverfahren: Fräsen, Drehen und BohrenCutting processes: milling, turning and drilling
Die Hauptanwendung liegt im Herstellen vonPlan- und Mantelflächen an rotationssymmetrischenWerkstücken und im Abstechen von Stangenmate-rial. Typische Drehteile sind runde Werkstücke wieWellen oder Flanschteile.
Main applications for turning include the productionof planar or lateral surfaces on rotationally symmet-ric workpieces as well as the separation of bar stock.Typical turned parts include cylindrical workpieces,such as shafts or other flanged components.
Nach der Lage der Bearbeitungsstelle am Werkstückwerden die Drehverfahren in Außen- und Innendre-hen unterteilt, nach der Vorschubrichtung wird zwi-schen Längs- und Querdrehen unterschieden. Zudemkönnen die Drehverfahren nach der erzeugten Bear-beitungsfläche in Rund-, Plan-, Schraub-, Unrund-,Profil- und Formdrehen unterteilt werden.
Depending on the position of the machining siteon the workpiece, turning processes are subdividedinto internal and external turning; depending on thedirection of feed, a distinction is made between lon-gitudinal and lateral turning. Furthermore, turn-ing processes may be classified according to themachining surface as cylindrical turning, face turn-ing, thread turning, eccentric turning, profile turningand contour turning.
86

8 Verfahren der Weiter- und Fertigbearbeitung Machining and Finishing
8.4 BohrenDrilling
Mit Bohren (siehe Abb. 8.2) werden spanende Ver-fahren mit rotatorischer Hauptbewegung bezeichnet,bei denen das Werkzeug eine Schnittbewegung undgleichzeitig eine Vorschubbewegung in Richtung derDrehachse ausführt.
Drilling (see Fig. 8.2) refers to a cutting process witha rotatory principal motion, during which the toolsimultaneously executes a cutting movement and afeed movement in the direction of the rotational axis.
Es dient in erster Linie zur Herstellung von kreisrun-den Löchern.
Drilling primarily serves to produce circular holes.
Es wird insbesondere Bohren ins Volle, Aufbohrenund Profilbohren (z. B. Zentrierspitze) unterschie-den.
A distinction is made between drilling into solid ma-terial, boring, and profile drilling (e. g. producingcenters).
8.4.1 TieflochbohrenDeep-Hole Drilling
Zum Bohren tiefer Löcher mit einer Länge bis zum200-Fachen des Bohrerdurchmessers müssen Bohr-vorgänge speziell als Tiefbohrvorgänge ausgeführtwerden. Dabei werden verschiedene Tiefbohrverfah-ren angewandt. Der Kühlschmierstoff wird mit ho-hem Druck durch den Bohrerschaft gepresst, tritt ander Bohrerspitze aus und spült die Späne über eineNut im Schaft aus der Bohrung heraus.
In order to drill deep holes with a length of up to200 times the diameter of the drill, drilling processesmust be carried out as a special deep-hole drillingoperation, of which there are various types. The lu-bricoolant is pressed through the drill at high pres-sure. It exits at the drill bit and flushes the chips outof the hole via a groove in the drill.
Mit diesen Verfahren werden enge Bohrungstoleran-zen bei hoher Oberflächengüte erreicht.
This process achieves tight drilling tolerances at ahigh surface quality.
8.5 SchleifenGrinding
Schleifen (siehe Abb. 8.3) ist Spanen mit vielschnei-digen Werkzeugen (Schleifkörpern). Die geome-trisch unbestimmten Schneiden bestehen aus einerVielzahl gebundener Schleifkörner und eingeschlos-sener Poren, die als Spankammern dienen.
Grinding (see Fig. 8.3) is a cutting operation usingtools (abrasive wheels) with multiple cutting edges.The geometrically non-defined cutting edges consistof a number of abrasive grains bonded to the wheeland pore inclusions that serve as chip chambers.
87

8 Verfahren der Weiter- und Fertigbearbeitung Machining and Finishing
Das Schleifen wird angewandt, wenn eine gute Maß-und Formgenauigkeit sowie eine hohe Oberflächen-güte erforderlich ist. Besonders gut lassen sich harteund schwer zerspanbare Werkstoffe mit diesem Ver-fahren bearbeiten. Typische Teile sind Stifte, Wellenund Zahnräder.
Grinding is used whenever a high level of dimen-sional and shape accuracy as well as a high surfacequality is required. This process is particularly suit-able for processing hard materials that are difficultto machine. Typical parts include pins, shafts andgear wheels.
Nach Art der Werkstückaufnahme wird das Schlei-fen in Spitzenlos- und Zwischen-Spitzen-Schleifeneingeteilt. Des Weiteren wird zwischen Rund- undUnrund-Schleifen unterschieden.
Depending on the type of tool holder, grinding issubdivided into centerless and center grinding. Fur-thermore, a distinction is made between cylindricaland eccentric grinding.
© Hirschvogel Umformtechnik GmbH
1Stand:
SchleifenGrinding
SchleifscheibeGrinding wheel
WerkstückWorkpiece
WerkstückWorkpiece
RäumnadelBroach
RäumenBroaching
Verfahren der Weiter- und FertigbearbeitungProcessing and Finishing
Fließpressen von VerzahnungenForging of gears
WerkzeugTool
Abb./Fig. 8.3: Verfahren der Weiter- und FertigbearbeitungProcessing and finishing operations
8.5.1 PlanschleifenSurface Grinding
Das Plan- oder Flachschleifen dient der Erzeugungvon Flächen, die entweder vollständig eben sind oderin Hauptvorschubrichtung der Schleifscheibe gerad-linig verlaufen.
Surface grinding produces either completely planarsurfaces or ones that run in a straight line in theprincipal feed direction of the grinding wheel.
88

8 Verfahren der Weiter- und Fertigbearbeitung Machining and Finishing
Hier wird unterschieden in Längsschleifen mit gera-der oder kreisförmiger Vorschubbewegung, die pa-rallel zu der zu erzeugenden Oberfläche läuft; inQuerschleifen mit senkrechter Vorschubbewegungzu der zu erzeugenden Oberfläche und in Umfangs-schleifen, bei dem das rotierende Werkzeug über-wiegend am Umfang mit dem Werkstück in Kontaktist. Beim Seitenschleifen ist das rotierende Werk-zeug überwiegend an einer Seite mit dem Werkstückin Kontakt.
In longitudinal grinding a distinction is made be-tween a straight or a circular feed motion that runsparallel to the surface being produced. Lateralgrinding is subdivided into operations with a per-pendicular feed motion in relation to the surfacebeing produced and into peripheral grinding. Pe-ripheral grinding involves the rotating tool being incontact with the workpiece primarily on the circum-ferential area. In side grinding the rotating tool is incontact with the workpiece primarily on one side.
8.5.2 RundschleifenCylindrical Grinding
Beim Rundschleifen werden rotationssymmetri-sche Innen- (Innenrundschleifen) oder Außenflä-chen (Außenrund-Schleifen) erzeugt. Das Außen-rundschleifen unterteilt sich in Schleifen mit Werk-stückspannung und ohne Werkstückspannung (spit-zenloses Schleifen).
During cylindrical grinding, rotationally symmetricinternal (internal cylindrical grinding) and exter-nal (external cylindrical grinding) surfaces are pro-duced. External cylindrical grinding is subdividedinto grinding with workpiece clamping or without(centerless grinding).
Das spitzenlose Schleifen ohne Werkstückspannungist ein Schleifvorgang, bei dem das Werkstück freiauf einem Leitlineal (einer Werkstückauflage) auf-liegt. Die Drehbewegung des Werkstücks wird durchReibungskräfte von Schleifscheibe und Regelschei-be erzeugt. Das Werkstück liegt somit zwischenSchleif- und Regelscheibe.
Centerless grinding without workpiece clamping is aprocess during which the workpiece is not clampedbetween centers or in a chuck. Instead, the work-piece lies freely on a work rest. The rotational mo-tion of the workpiece is generated by the frictionalforces of the grinding wheel and regulating wheelbetween which the workpiece lies.
89
8 Verfahren der Weiter- und Fertigbearbeitung Machining and Finishing
8.5.3 FinishenFinishing
Mit dem Superfinish-Verfahren können rotations-symmetrische Bauteiloberflächen ohne Drall erzeugtsowie Oberflächen hinsichtlich des Rz-Werts ver-bessert werden. Beim Finishen werden mikrofei-ne Schleifkörner in einer festen, meist keramischenBindung verwendet; es ist somit ein Spanen mit geo-metrisch unbestimmter Schneide.
The superfinish process allows rotationally symmet-ric component surfaces to be produced without spi-ral surface characteristics. It also enhances surfaceswith respect to the Rz value. During finishing, micro-fine abrasive grains in a solid, mostly ceramic bondare used, thereby rendering it a cutting process withgeometrically non-defined cutting edges.
Das Werkzeug oszilliert mit einer Frequenz von2 bis 85 Hz und wird unter konstantem Druckauf die rotierende Werkstückoberfläche gepresst.Durch die Überlagerung von Werkstückrotation undWerkzeugoszillation bewegt sich jedes Korn entlangeiner Sinuslinie; so wird eine hohe Oberflächengüteund Formgenauigkeit erreicht.
The tool oscillates at a frequency of between 2 and85 Hz and is pressed under constant pressure ontothe rotating workpiece surface. The overlap of work-piece rotation and tool oscillation moves each grainalong a sinusoid. This achieves a good surface qual-ity and geometrical accuracy.
Man unterscheidet in Band- und Stein-Finishen. Da-bei kann nur Stein-Finishen maßgeblich auf dieFormgenauigkeit Einfluss nehmen. Ebenfalls wirddurch das Finishen der Traganteil erhöht, dies istzum Beispiel sehr wichtig für Lagersitzflächen.
A distinction is made between band and stone finish-ing. It is only stone finishing, however, that has adecisive effect on shape accuracy. Finishing also in-creases the effective bearing area, an aspect whichis highly important for bearing seats.
8.6 Herstellen von VerzahnungenGear Manufacturing
8.6.1 RäumenBroaching
Räumen (siehe Abb. 8.3) ist ein spanabhebendesFertigungsverfahren mit geometrisch bestimmtenSchneiden.
Broaching (see Fig. 8.3) is a cutting process usinggeometrically well-defined cutting edges.
Auf dem mehrzahnigen Werkzeug liegen dieSchneidzähne, jeweils um eine Spandicke gestaffelthintereinander.
Each of the cutting teeth on the tool are arranged ata distance of one chip thickness from each other.
90

8 Verfahren der Weiter- und Fertigbearbeitung Machining and Finishing
Im Gegensatz zum Fräsen oder Sägen kommt beimRäumen jede Schneide eines Werkzeugs nur ein-mal während der Bearbeitung eines Werkstücks zumEinsatz. Die Räumwerkzeuge geben meist in einemArbeitsgang Innen- oder Außenflächen von Werk-stücken eine profilierte Form. In der Regel führt dasWerkzeug eine geradlinige Schneidbewegung aus,während das Werkstück feststeht.
In contrast to milling or sawing, each cutting edge ofthe tool is used only once while machining one work-piece. The broaching tools usually need only onepass to provide the internal and external surfaces ofworkpieces with a contoured geometry. Usually, thetool carries out a straight cutting movement, whilethe workpiece is fixed.
Es gibt aber auch Sonderräumverfahren, bei denendas Werkstück gegenüber dem feststehenden Räum-werkzeug bewegt wird oder bei denen es eine zu-sätzliche Drehbewegung ausführt (Drall- oder Au-ßenrundräumen).
However, there are special broaching processes dur-ing which the workpiece moves and the broachingtool is fixed, or during which the workpiece executesan additional rotation (twist broaching or externalcylindrical broaching).
Das Räumen wird angewandt, wenn schwierig her-zustellende Profile mit hoher Oberflächengüte undgroßer Formgenauigkeit in Serie gefertigt werden.Typische Anwendungen sind Innenvielzahnprofile(siehe Radnabe Abb. 4.6, rechts oben).
Broaching is used if profiles that are complex needto be manufactured in series production with a highsurface quality and good shape accuracy. Typicalapplications include internal spline contours (see thewheel hub in Fig. 4.6, upper right).
8.6.2 KaltwalzenCold Rolling
Beim Kaltwalzen von Verzahnungen wird das Werk-stück zwischen zwei Spitzen gespannt. Der Werk-zeugsatz besteht aus zwei geraden Walzbacken, dieoberhalb und unterhalb des Werkstücks horizontalgeführt sind. Die sich gegenläufig und synchron be-wegenden Walzstangen versetzen das Werkstück inRotation. Die verzahnte Funktionsfläche der Walz-stangen besteht aus einem abgeschrägten Einlaufbe-reich, der Arbeitszone, einer Kalibrierzone mit kons-tanter Zahnhöhe und einem abgeschrägten Auslauf-bereich, der Entlastungszone.
During cold rolling to produce gears, the workpieceis clamped between two centers. The tool set con-sists of two straight rolling dies which are horizon-tally guided above and below the workpiece. Therolling racks move in the opposite direction andsynchronously cause the workpiece to rotate. Thetoothed functional surface of the rolling racks con-sists of a beveled infeed area, the working zone, acalibration zone with constant tooth height, and abeveled outlet area known as the relief zone.
Es können Steckverzahnungen mit Modulen zwi-schen 0,3 und 2 hergestellt werden.
Splines with modules between 0.3 and 2 may be pro-duced.
91

8 Verfahren der Weiter- und Fertigbearbeitung Machining and Finishing
8.6.3 Verzahnungsfräsen (Abwälzfräsen)Gear Milling
Das Wälzfräsen ist wegen seiner hohen Wirtschaft-lichkeit das dominierende Fertigungsverfahren zurHerstellung außenverzahnter, zylindrischer Zahnrä-der.
Due to its high cost-efficiency, gear milling isthe dominant production process for manufacturingcylindrical gears with external teeth.
© Hirschvogel Umformtechnik GmbH
1Stand:
VerzahnungsräsenGear milling
Abb./Fig. 8.4: VerzahnungsfräsenGear milling
Das Abwälzfräsen wird zur Herstellung von Lauf-und Steckverzahnungen angewandt. Der Abwälzfrä-ser wird mit einer Drehzahl beaufschlagt und fährtlangsam längs an der Verzahnung entlang. Gleich-zeitig rotiert auch das Bauteil. Die Drehzahl desWerkstücks wird durch das Abstandsmaß der Zähnebestimmt. Die entstehende Zahnform ist durch dasWerkzeug vorgegeben.
Gear milling is used to produce gears and splines.The gear milling cutter rotates and slowly travelsalong the gear. The part rotates at the same time.The rotational speed of the workpiece is determinedby the spacing of the teeth. The tooth geometry thatis produced is predetermined by the tool.
92
8 Verfahren der Weiter- und Fertigbearbeitung Machining and Finishing
Mit diesem Verfahren lassen sich sowohl gerade alsauch schräge Verzahnungen von sehr hoher Qualitätproduzieren. Ein Beispiel dafür ist auch die Schne-ckenverzahnung der Exzenterwelle (siehe Abb. 4.5,rechts oben).
This process may be used to produce both straightas well as inclined gears and splines of very highquality. Another example is the worm gear of theeccentric shaft (see Fig. 4.5, upper right).
8.6.4 Fließpressen von VerzahnungenCold Forging of Gears
Mit diesem Verfahren (siehe Abb. 8.3) lassen sichInnen- und Außenverzahnungen herstellen. Bei ei-ner Außenverzahnung wird eine verzahnte Matrizein axialer Richtung aufgepresst. Da das Fließpres-sen in der Entwicklung aufwändiger als die zerspa-nenden Verfahren ist, rechnet es sich erst ab großenStückzahlen.
This process (see Fig. 8.3) is used to produce internaland external gears and splines. In the case of exter-nal gears and splines, a toothed die acts in an axialdirection. As cold forging is more time- and cost-intensive during development than cutting processes,it is only feasible if large volumes are required.
Im Vergleich zur Zerspanung wird beim Fließpres-sen jedoch ein nicht unterbrochener Faserverlauf so-wie eine Kaltverfestigung erzielt. Dies erhöht dieDauerfestigkeit. Des Weiteren hat das FließpressenVorteile in der Qualität der Verzahnung bezüglichTeilungsfehler und Flankenform, weil diese durchdie Werkzeugform abgebildet werden.
Compared to machining, however, cold forgingachieves uninterrupted fiber flow and strain harden-ing. This increases the fatigue limit. Furthermore,cold forging is advantageous when it comes to thequality of the gears and splines with respect to pitcherrors and gear-tooth curve, as these are formed bythe shape of the tool.
Schließlich ist es beim Fließpressen von Innenver-zahnungen möglich, Verzahnungen auch in Sacklö-cher einzubringen. Dies ist durch das Räumen prin-zipbedingt nicht möglich, sodass das Fließpressenhier einen aufgrund der hohen Taktzeit teuren Stoß-vorgang ersetzen kann.
Finally, when cold forging internal gears andsplines, it is possible to forge these geometries intoblind holes. As broaching does not allow this, coldforging is able to replace a slotting process that iscostly due to the high cycle times.
93
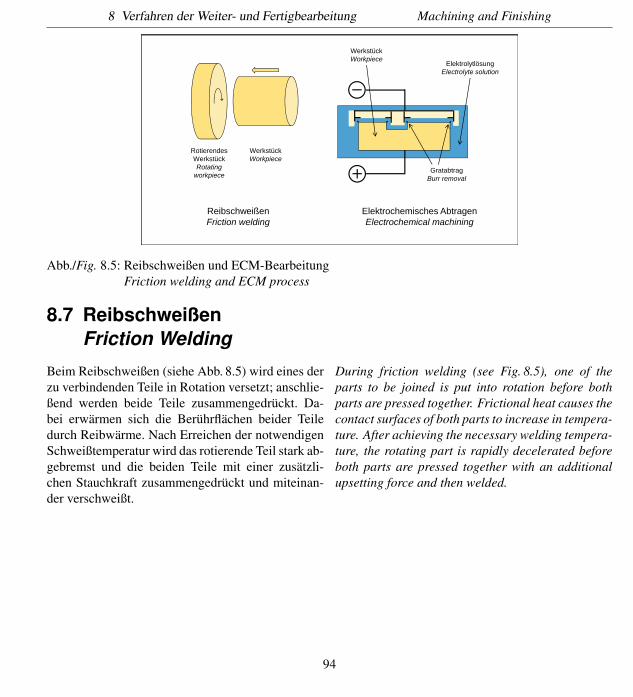
8 Verfahren der Weiter- und Fertigbearbeitung Machining and Finishing
© Hirschvogel Umformtechnik GmbH
1Stand:
WerkstückWorkpiece
RotierendesWerkstückRotating
workpiece
ReibschweißenFriction welding
Elektrochemisches AbtragenElectrochemical machining
WerkstückWorkpiece
ElektrolytlösungElectrolyte solution
GratabtragBurr removal
Reibschweißen und ECM-BearbeitungFriction Welding and ECM process
Abb./Fig. 8.5: Reibschweißen und ECM-BearbeitungFriction welding and ECM process
8.7 ReibschweißenFriction Welding
Beim Reibschweißen (siehe Abb. 8.5) wird eines derzu verbindenden Teile in Rotation versetzt; anschlie-ßend werden beide Teile zusammengedrückt. Da-bei erwärmen sich die Berührflächen beider Teiledurch Reibwärme. Nach Erreichen der notwendigenSchweißtemperatur wird das rotierende Teil stark ab-gebremst und die beiden Teile mit einer zusätzli-chen Stauchkraft zusammengedrückt und miteinan-der verschweißt.
During friction welding (see Fig. 8.5), one of theparts to be joined is put into rotation before bothparts are pressed together. Frictional heat causes thecontact surfaces of both parts to increase in tempera-ture. After achieving the necessary welding tempera-ture, the rotating part is rapidly decelerated beforeboth parts are pressed together with an additionalupsetting force and then welded.
94

8 Verfahren der Weiter- und Fertigbearbeitung Machining and Finishing
Neben gängigen Werkstoffverbindungen wieStahl/Stahl lassen sich auch Werkstoffe wieStähle mit sehr hohem Kohlenstoffgehalt oderaustenitischem Gefüge sowie Aluminium- oderMagnesiumlegierungen durch Reibschweißenhervorragend verbinden, was in anderen Schweiß-verfahren Probleme bereitet. Ebenso sind eineReihe unterschiedlicher Werkstoffkombinationenwie z. B. Stahl/Kupfer, Stahl/Aluminium oderAluminium/Magnesium problemlos möglich.
Besides common material combinations such assteel/steel, materials such as steels with a veryhigh carbon content or austenitic grain structure,or aluminum or magnesium alloys may be joinedsuccessfully by frictional welding. This is prob-lematic when using other welding processes. Awhole range of different material combinations maybe used, e.g. steel/copper, steel/aluminum or alu-minum/magnesium.
Somit ist Reibschweißen ein Fügeverfahren, mit demsich mehr Werkstoffe und Werkstoffkombinationenverbinden lassen als mit jedem anderen Schweißver-fahren.
Friction welding is thus a process that allows morematerials and material combinations to be joinedthan any other type of welding.
Das Reibschweißen hat zudem den Vorteil, dass diegesamte Reibkontaktfläche verschweißt wird. Es er-reicht somit (in Analogie zu anderen Schweißverfah-ren) eine sehr große Schweißtiefe.
Friction welding also has the advantage that theentire frictional contact surface is welded, therebyachieving a considerable depth of weld compared toother welding processes.
8.8 Elektrochemisches Abtragen (ECM)Electrochemical Machining (ECM)
Beim ECM-Verfahren kommt es zu einem elektro-chemischen Auflösungsvorgang an der Anode. DerPluspol einer Stromquelle (Anode) wird mit demWerkstück verbunden, der Minuspol (Kathode) wirdan das Werkzeug angeschlossen. Zwischen den bei-den Teilen bleibt ein schmaler Spalt, durch den ei-ne Elektrolytlösung strömen kann. Bei eingeschal-teter Stromquelle fließt der Strom durch das Elek-trolyt vom Werkzeug zum Werkstück. Über einechemisch-galvanische Reaktion wird ganz gezieltMaterial vom Werkstück abgetragen.
ECM operations involve the electrochemical re-moval of material at the anode. The plus poleof a current source (anode) is in contact with theworkpiece; the minus pole (cathode) is connectedto the tool. Between the two parts a narrow gapremains through which an electrolyte solution mayflow. When the current source is activated, the cur-rent flows through the electrolyte from the tool to theworkpiece. Via a chemical-galvanic reaction, mate-rial is removed from the workpiece in a targeted way.
ECM ist geeignet, um Oberflächen zu Konturierenoder, um Bohrungen, auch mit Form, einzubringen.
ECM is suitable for providing surfaces with contoursor for introducing (shaped) boreholes.
95

8 Verfahren der Weiter- und Fertigbearbeitung Machining and Finishing
© Hirschvogel Umformtechnik GmbH
1Stand:
Elektrochemisches AbtragenElectro chemical machining (ECM)
Abb./Fig. 8.6: Elektrochemisches AbtragenElectrochemical machining (ECM)
An hervorstehenden Formen wie z. B. Graten ist derAbtrag besonders hoch, sodass ECM oft auch fürEntgratvorgänge eingesetzt wird (Abb. 8.6).
With protruding geometries, e. g. burrs, material re-moval is particularly high. Thus ECM is often usedfor deburring processes (Fig. 8.6).
Sämtliche aus leitenden Werkstoffen hergestellteWerkstücke lassen sich mit diesem Verfahren berüh-rungsfrei, ohne jeden thermischen, chemischen odermechanischen Einfluss, präzise und rationell bear-beiten.
All workpieces produced from conductive materialscan be machined precisely and cost-efficiently usingthis process, during which there is no tool contactwith the workpiece, and no thermal, chemical or me-chanical influence whatsoever.
96
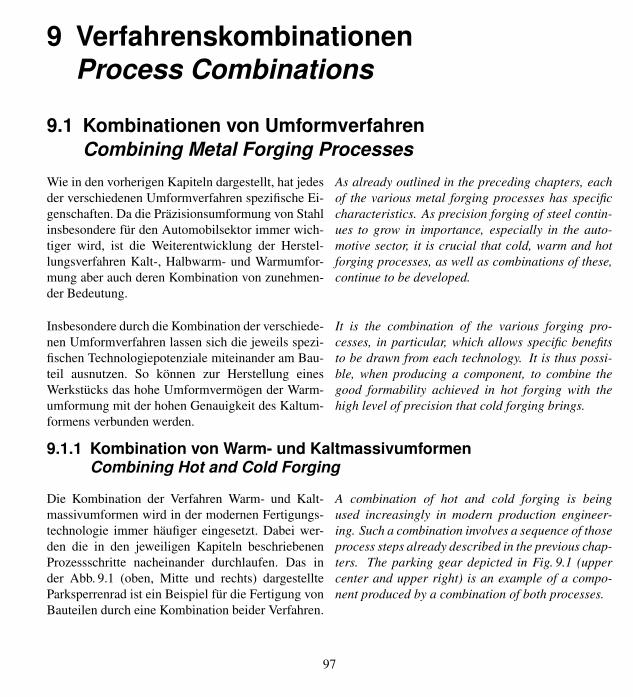
9 VerfahrenskombinationenProcess Combinations
9.1 Kombinationen von UmformverfahrenCombining Metal Forging Processes
Wie in den vorherigen Kapiteln dargestellt, hat jedesder verschiedenen Umformverfahren spezifische Ei-genschaften. Da die Präzisionsumformung von Stahlinsbesondere für den Automobilsektor immer wich-tiger wird, ist die Weiterentwicklung der Herstel-lungsverfahren Kalt-, Halbwarm- und Warmumfor-mung aber auch deren Kombination von zunehmen-der Bedeutung.
As already outlined in the preceding chapters, eachof the various metal forging processes has specificcharacteristics. As precision forging of steel contin-ues to grow in importance, especially in the auto-motive sector, it is crucial that cold, warm and hotforging processes, as well as combinations of these,continue to be developed.
Insbesondere durch die Kombination der verschiede-nen Umformverfahren lassen sich die jeweils spezi-fischen Technologiepotenziale miteinander am Bau-teil ausnutzen. So können zur Herstellung einesWerkstücks das hohe Umformvermögen der Warm-umformung mit der hohen Genauigkeit des Kaltum-formens verbunden werden.
It is the combination of the various forging pro-cesses, in particular, which allows specific benefitsto be drawn from each technology. It is thus possi-ble, when producing a component, to combine thegood formability achieved in hot forging with thehigh level of precision that cold forging brings.
9.1.1 Kombination von Warm- und KaltmassivumformenCombining Hot and Cold Forging
Die Kombination der Verfahren Warm- und Kalt-massivumformen wird in der modernen Fertigungs-technologie immer häufiger eingesetzt. Dabei wer-den die in den jeweiligen Kapiteln beschriebenenProzessschritte nacheinander durchlaufen. Das inder Abb. 9.1 (oben, Mitte und rechts) dargestellteParksperrenrad ist ein Beispiel für die Fertigung vonBauteilen durch eine Kombination beider Verfahren.
A combination of hot and cold forging is beingused increasingly in modern production engineer-ing. Such a combination involves a sequence of thoseprocess steps already described in the previous chap-ters. The parking gear depicted in Fig. 9.1 (uppercenter and upper right) is an example of a compo-nent produced by a combination of both processes.
97

9 Verfahrenskombinationen Process Combinations
In einem Warmumformprozess werden zunächst dieBauteile im Wesentlichen in die Geometrie des Park-sperrenrads vorgepresst. Auf der Verzahnung wirdbei der Warmumformung ein gewisses Aufmaß be-rücksichtigt. Danach wird die Verzahnung in einemKaltumformverfahren reduziert und damit in eineeinbaufertige Form gebracht. Dies ermöglicht Bau-teile mit besonders geringer Einbaulänge (kein Aus-lauf wie bei einem Stoßvorgang notwendig), bei op-timalen Fertigungskosten.
The parts are hot forged into the basic geometry ofthe parking gear. A certain allowance is taken intoaccount on the splines during hot forging. After this,the splines are reduced during a cold forging opera-tion, and thereby formed into a shape that is ready-for-assembly. A part may thus be produced with avery small assembly length (no runout necessary aswith a slotting operation) and optimum productioncosts.
Durch Kombination von Warm- und Kaltumformung hergestellte Teile
Parts produced by a combination of warm and cold forging
© Hirschvogel Umformtechnik GmbH
1
Stand:
Abb./Fig. 9.1: Durch Kombination von Warm- und Kaltumformung hergestellte TeileParts produced by a combination of hot and cold forging
Die Abtriebswelle in Abb. 9.1 (links) wird zuerstwarm umgeformt. Nach einem Feinstrahlen undeiner Oberflächenbeschichtung werden bestimmteOberflächenbereiche kalt kalibriert, um die Paralleli-tät zueinander und den Traganteil der einzelnen Flä-chen zu erhöhen. Ähnliches gilt für die Planetenträ-ger in Abb. 9.1 (unten Mitte und unten rechts).
The output shaft shown in Fig. 9.1 (left) first un-dergoes hot forging. After fine blasting and sur-face coating, certain regions of the surface are coldcalibrated to increase both the parallelism betweenthe regions as well as the effective bearing area ofthe individual surfaces. A similar process is usedfor producing the planet carriers shown in Fig. 9.1(lower center and lower right).
98

9 Verfahrenskombinationen Process Combinations
9.1.2 Kombination von Warm- und HalbwarmumformenCombining Hot and Warm Forging
Bei der Flanschwelle in Abb. 9.2 wird zuerstder Flansch warm umgeformt. Anschließend wirdder Hinterschnitt am Schaft durch Halbwarm-Rundkneten erzeugt. In diesem Fall werden al-so nicht nur unterschiedliche Umformtemperaturen,sondern auch völlig unterschiedliche Umformver-fahren miteinander kombiniert. Das Verfahren Rund-kneten ermöglicht dabei sogar, den Schaft hohl aus-zuführen.
The flanged shaft shown in Fig. 9.2 is produced byfirstly hot forging the flange before an undercut isgenerated on the shaft by means of warm swaging.In this case, not only different forging temperaturesare combined but also completely different forgingprocesses. The swaging operation even enables hol-low shaft design.
© Hirschvogel Umformtechnik GmbH
1Stand:
FlanschwelleFlanged shaft
Abb./Fig. 9.2: FlanschwelleFlanged shaft
99
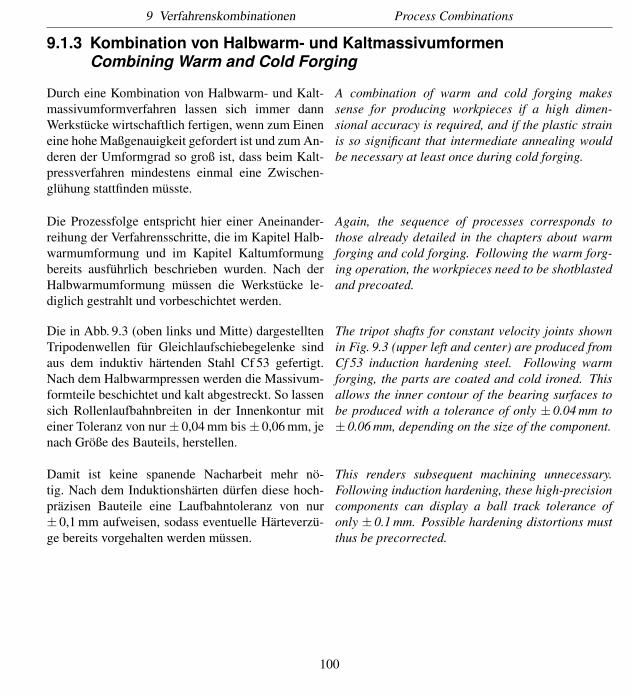
9 Verfahrenskombinationen Process Combinations
9.1.3 Kombination von Halbwarm- und KaltmassivumformenCombining Warm and Cold Forging
Durch eine Kombination von Halbwarm- und Kalt-massivumformverfahren lassen sich immer dannWerkstücke wirtschaftlich fertigen, wenn zum Eineneine hohe Maßgenauigkeit gefordert ist und zum An-deren der Umformgrad so groß ist, dass beim Kalt-pressverfahren mindestens einmal eine Zwischen-glühung stattfinden müsste.
A combination of warm and cold forging makessense for producing workpieces if a high dimen-sional accuracy is required, and if the plastic strainis so significant that intermediate annealing wouldbe necessary at least once during cold forging.
Die Prozessfolge entspricht hier einer Aneinander-reihung der Verfahrensschritte, die im Kapitel Halb-warmumformung und im Kapitel Kaltumformungbereits ausführlich beschrieben wurden. Nach derHalbwarmumformung müssen die Werkstücke le-diglich gestrahlt und vorbeschichtet werden.
Again, the sequence of processes corresponds tothose already detailed in the chapters about warmforging and cold forging. Following the warm forg-ing operation, the workpieces need to be shotblastedand precoated.
Die in Abb. 9.3 (oben links und Mitte) dargestelltenTripodenwellen für Gleichlaufschiebegelenke sindaus dem induktiv härtenden Stahl Cf 53 gefertigt.Nach dem Halbwarmpressen werden die Massivum-formteile beschichtet und kalt abgestreckt. So lassensich Rollenlaufbahnbreiten in der Innenkontur miteiner Toleranz von nur ± 0,04 mm bis ± 0,06 mm, jenach Größe des Bauteils, herstellen.
The tripot shafts for constant velocity joints shownin Fig. 9.3 (upper left and center) are produced fromCf 53 induction hardening steel. Following warmforging, the parts are coated and cold ironed. Thisallows the inner contour of the bearing surfaces tobe produced with a tolerance of only ± 0.04 mm to± 0.06 mm, depending on the size of the component.
Damit ist keine spanende Nacharbeit mehr nö-tig. Nach dem Induktionshärten dürfen diese hoch-präzisen Bauteile eine Laufbahntoleranz von nur± 0,1 mm aufweisen, sodass eventuelle Härteverzü-ge bereits vorgehalten werden müssen.
This renders subsequent machining unnecessary.Following induction hardening, these high-precisioncomponents can display a ball track tolerance ofonly ± 0.1 mm. Possible hardening distortions mustthus be precorrected.
100

9 Verfahrenskombinationen Process Combinations
© Hirschvogel Umformtechnik GmbH
1Stand:
Bauteile aus Prozesskombinationen Halbwarm – KaltParts produced by combining warm and cold forging
Abb./Fig. 9.3: Bauteile aus Prozesskombination Halbwarm - KaltParts produced by combining warm and cold forging
Auch die unten (Abb. 9.3) dargestellten Rzeppa-Gelenkwellenteile werden aus dem Stahl Cf 53 her-gestellt, der sich nur begrenzt kalt umformen lässt.Gleichzeitig werden aber sehr hohe Anforderungenan die Maß- und Formtoleranzen gestellt, um dieaufwändige spanende Bearbeitung in den Laufbah-nen auf ein Minimum zu reduzieren.
The Rzeppa-type CV joint outer race (Fig. 9.3, lowerhalf) is also produced from Cf 53 steel. This steel canonly undergo a limited amount of cold forging. At thesame time, however, great demands are placed ondimensional and shape tolerances in order to min-imize the time-consuming machining process in theball tracks.
Da diese Anforderungen durch Warmschmiedennicht zu erreichen sind und der Umformgrad für ei-ne reine Kaltumformung deutlich zu groß ist, werdendiese Bauteile durch eine Kombination von Halb-warmpressen und anschließendem Kaltkalibrierenhergestellt.
As these requirements cannot be met through hotforging, and as the plastic strain is clearly too greatfor a pure cold forging operation, these componentsare produced by a combination of warm forging andsubsequent cold calibration.
Während der Halbwarmoperationen wird das Bau-teil in mehreren Stufen umgeformt. Diese Bauteilewerden kontrolliert auf einem Laufband abgekühlt.
During the warm operations, the part is forged inseveral stages. These components then undergo con-trolled cooling on a conveyor belt.
101
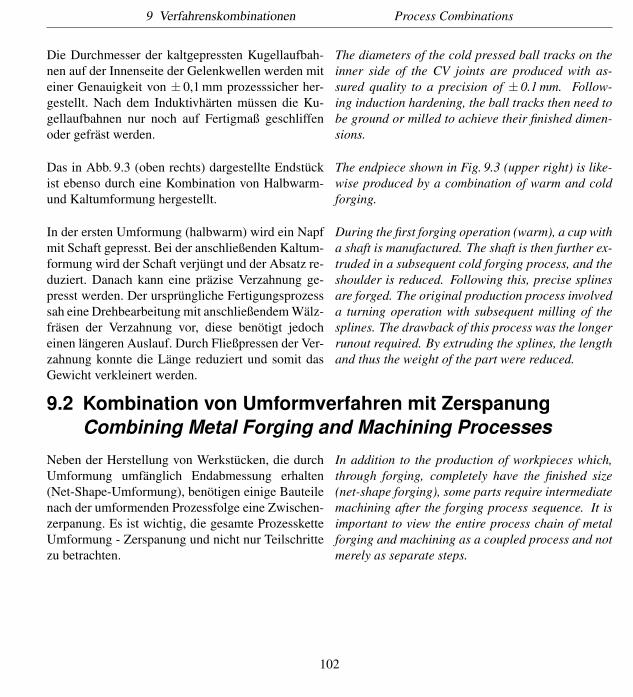
9 Verfahrenskombinationen Process Combinations
Die Durchmesser der kaltgepressten Kugellaufbah-nen auf der Innenseite der Gelenkwellen werden miteiner Genauigkeit von ± 0,1 mm prozesssicher her-gestellt. Nach dem Induktivhärten müssen die Ku-gellaufbahnen nur noch auf Fertigmaß geschliffenoder gefräst werden.
The diameters of the cold pressed ball tracks on theinner side of the CV joints are produced with as-sured quality to a precision of ± 0.1 mm. Follow-ing induction hardening, the ball tracks then need tobe ground or milled to achieve their finished dimen-sions.
Das in Abb. 9.3 (oben rechts) dargestellte Endstückist ebenso durch eine Kombination von Halbwarm-und Kaltumformung hergestellt.
The endpiece shown in Fig. 9.3 (upper right) is like-wise produced by a combination of warm and coldforging.
In der ersten Umformung (halbwarm) wird ein Napfmit Schaft gepresst. Bei der anschließenden Kaltum-formung wird der Schaft verjüngt und der Absatz re-duziert. Danach kann eine präzise Verzahnung ge-presst werden. Der ursprüngliche Fertigungsprozesssah eine Drehbearbeitung mit anschließendem Wälz-fräsen der Verzahnung vor, diese benötigt jedocheinen längeren Auslauf. Durch Fließpressen der Ver-zahnung konnte die Länge reduziert und somit dasGewicht verkleinert werden.
During the first forging operation (warm), a cup witha shaft is manufactured. The shaft is then further ex-truded in a subsequent cold forging process, and theshoulder is reduced. Following this, precise splinesare forged. The original production process involveda turning operation with subsequent milling of thesplines. The drawback of this process was the longerrunout required. By extruding the splines, the lengthand thus the weight of the part were reduced.
9.2 Kombination von Umformverfahren mit ZerspanungCombining Metal Forging and Machining Processes
Neben der Herstellung von Werkstücken, die durchUmformung umfänglich Endabmessung erhalten(Net-Shape-Umformung), benötigen einige Bauteilenach der umformenden Prozessfolge eine Zwischen-zerpanung. Es ist wichtig, die gesamte ProzessketteUmformung - Zerspanung und nicht nur Teilschrittezu betrachten.
In addition to the production of workpieces which,through forging, completely have the finished size(net-shape forging), some parts require intermediatemachining after the forging process sequence. It isimportant to view the entire process chain of metalforging and machining as a coupled process and notmerely as separate steps.
102

9 Verfahrenskombinationen Process Combinations
Durch die intelligente Abstimmung von Umformungund erster Aufspannung können umgeformte Teileohne Kaltkalibriervorgang zu präzisen Fertigproduk-ten weiterverarbeitet werden. Andererseits kann einKaltkalibrieren die Anzahl der Aufspannungen undden Zerspanaufwand deutlich reduzieren.
By using an intelligent coordination of forging andinitial clamping, it is possible to enable forged partsto be made into precision finished products with-out the need for cold calibration. Having said that,though, cold calibration can reduce the number ofclampings and the machining efforts to a consider-able extent.
Des Weiteren gibt es noch Prozessketten, bei denenein Zerspanprozess zwischen zwei Umformvorgän-gen stattfindet.
Additionally, there are manufacturing sequences inwhich a machining process takes place in betweenforging processes.
Die nachfolgenden Beispiele sollen zeigen, wie dieProzessschritte Umformen und Zerspanen sinnvollmiteinander kombiniert werden können.
The following examples will help to show how metalforging and machining can be usefully combined.
Kombination von Massivumformung mit Zerspanung
Combining forging and machining
© Hirschvogel Umformtechnik GmbH
1
Stand:
Abb./Fig. 9.4: Kombination von Massivumformung mit ZerspanungCombining forging and machining
103

9 Verfahrenskombinationen Process Combinations
Eine wirtschaftliche Fertigung von Hohlwellenkann man bei bestimmten Getriebewellengeometri-en durch die Kombination von Kaltfließpressver-fahren und Tieflochbohren erreichen. Dabei gilt es,eine kostenoptimale Fertigungsfolge der Umform-und Zerspanungsprozesse unter Berücksichtigungder geforderten Maß- und Formtoleranzen zu findenund gleichzeitig die Vorteile der Kaltumformung zunutzen.
In the case of certain transmission shaft geometries,it is possible to produce hollow shafts economicallyby employing a combination of cold extrusion anddeep-hole drilling. It is important to establish a cost-efficient production sequence involving metal forg-ing and machining processes with a view to the re-quired dimensional and shape tolerances. At thesame time, the benefits associated with cold forgingmust be exploited.
Eine Hohlwelle (siehe Abb. 9.4, unten rechts) wirdausgehend von gescherten Stababschnitten durchKopfstauchen zunächst kalt umgeformt.
Starting with sheared bar sections, a hollow shaft(see Fig. 9.4, lower right) is firstly cold forged byheading.
Durch das nachfolgende Tieflochbohren wird eineform- und lagegenaue Bohrung erzeugt.
The deep-hole drilling which follows allows boreswith geometric and positioning accuracy to be pro-duced to a high precision.
Die Endkontur der Welle wird zum Schluss durchweitere Kaltreduziervorgänge gefertigt.
The final shaft contour is achieved after drilling bymeans of cold reducing operations.
Je nachdem ob eine Wanddickenabnahme oder eineder Außenkontur nachgeführte Innengeometrie beigleicher Wandstärke erzielt werden soll, werden dieKaltprozesse entsprechend eingestellt.
The relevant cold processes are selected dependingon whether the goal is to reduce wall thickness or tocreate an inner geometry that traces the outer con-tour with the same wall thickness.
Es entsteht eine Innengeometrie mit Hinterschnitt,die sich nicht rein zerspanend fertigen lässt.
An inner geometry with undercut is generated thatcannot be produced purely by machining.
Auf Zwischenglühen oder erneutes Oberflächenbe-handeln wird verzichtet. Die Durchmessertoleranzenbetragen innen wie außen 0,2 mm, der Rundlauf istauf maximal 0,5 mm eingeschränkt. Die Gewichtser-sparnis gegenüber der Vollwelle beträgt über 20 %.
Intermediate annealing or a second precoating ofthe surface is not needed. The diameter tolerancesamount to 0.2 mm on the inside and the outside; therunout is limited to a maximum of 0.5 mm. Weightsavings of over 20 % are achieved compared to asolid transmission shaft.
104

9 Verfahrenskombinationen Process Combinations
Abb. 9.4 (Mitte oben) zeigt ein Bauteil im einbaufer-tigen Zustand, das durch Kaltumformung kombiniertmit einem nachgeschalteten Zerspanungsarbeitsganghergestellt wird.
Fig. 9.4 (upper center) shows a ready-for-assemblycomponent produced by a combination of cold forg-ing and a subsequent machining operation.
Dieser Abtriebsflansch (Werkstoff C35) dient alsSchnittstelle zwischen Getriebe- und Verteilergetrie-be in einem Geländewagen. Die geforderte Ver-zahnungsgenauigkeit der beiden Steckverzahnungenentspricht der Genauigkeitsklasse 8 (DIN 5480).
This output flange (C35 steel) serves as an inter-face between the automatic and transfer gear in anoff-road vehicle. The necessary gear accuracy cor-responds to precision class 8 (DIN 5480).
Der ursprüngliche Fertigungsprozess sah die Her-stellung der gesamten Komponente durch Zerspa-nung vor.
Originally, the production process was intended tobe a pure machining operation.
Das Bauteil wird zunächst einschließlich der ein-baufertigen größeren Verzahnung in einem Kalt-fließpressvorgang gefertigt, wobei die einbaufertigeVerzahnung durch Napfrückwärtsfließpressen einge-bracht wird. In der anschließenden Zerspanoperationwird zunächst der Überlauf der gepressten Verzah-nung und der untere Bereich bearbeitet und die zwei-te Verzahnung in einer Räumoperation eingebracht.
The component, including the ready-for-assemblylarger spline, is initially produced in a cold extrusionprocess, during which the assembly-ready splinesare introduced by means of backward cup extrusion.In the machining operation which follows, the excessmaterial from the pressed splines and the lower areaare machined first, after which the second spline isbroached.
Die durch diese Fertigungsfolge erzielten Vorteilesind zum Einen eine Kostenreduzierung des Bau-teils um 46 % durch die Eliminierung des teurenVerzahnungsstoßens und zum Anderen eine Erhö-hung des übertragbaren Drehmoments durch Erhö-hung der Zahnfußfestigkeit um 25 % bis 30 % auf-grund eines beanspruchungsgerechten Faserverlaufsund der vollständigen Anbindung der Zähne an denBoden.
The advantages of this production sequence includethe 46 % reduction in the costs of the component.This is achieved in particular by eliminating an ex-pensive spline machining operation (slotting). Anadditional benefit is an increase in the transferabletorque by means of a 25 % to 30 % improvement inthe tooth base strength. This is due to a fiber flowthat can optimally withstand the stresses, and due toa good connection of the teeth with the lower section.
Ein weiterer Vorteil ist die deutliche Reduzierungdes benötigten Materialanteils. Schließlich kann dasWerkstück kürzer ausgeführt werden, da der Werk-zeugauslauf des Stoßvorgangs nicht benötigt wird.
A further advantage is the considerable reduction inthe material required. Finally, the workpiece be-comes shorter because the tool exit length for theslotting operation is not necessary.
105
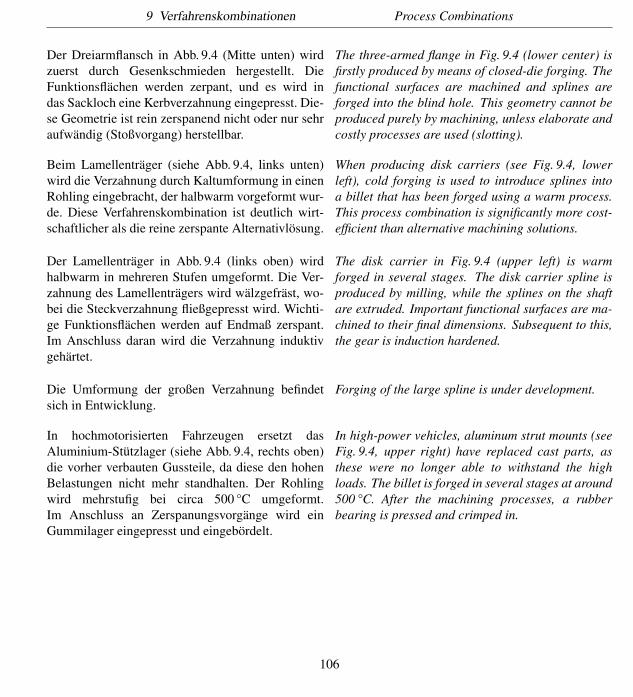
9 Verfahrenskombinationen Process Combinations
Der Dreiarmflansch in Abb. 9.4 (Mitte unten) wirdzuerst durch Gesenkschmieden hergestellt. DieFunktionsflächen werden zerpant, und es wird indas Sackloch eine Kerbverzahnung eingepresst. Die-se Geometrie ist rein zerspanend nicht oder nur sehraufwändig (Stoßvorgang) herstellbar.
The three-armed flange in Fig. 9.4 (lower center) isfirstly produced by means of closed-die forging. Thefunctional surfaces are machined and splines areforged into the blind hole. This geometry cannot beproduced purely by machining, unless elaborate andcostly processes are used (slotting).
Beim Lamellenträger (siehe Abb. 9.4, links unten)wird die Verzahnung durch Kaltumformung in einenRohling eingebracht, der halbwarm vorgeformt wur-de. Diese Verfahrenskombination ist deutlich wirt-schaftlicher als die reine zerspante Alternativlösung.
When producing disk carriers (see Fig. 9.4, lowerleft), cold forging is used to introduce splines intoa billet that has been forged using a warm process.This process combination is significantly more cost-efficient than alternative machining solutions.
Der Lamellenträger in Abb. 9.4 (links oben) wirdhalbwarm in mehreren Stufen umgeformt. Die Ver-zahnung des Lamellenträgers wird wälzgefräst, wo-bei die Steckverzahnung fließgepresst wird. Wichti-ge Funktionsflächen werden auf Endmaß zerspant.Im Anschluss daran wird die Verzahnung induktivgehärtet.
The disk carrier in Fig. 9.4 (upper left) is warmforged in several stages. The disk carrier spline isproduced by milling, while the splines on the shaftare extruded. Important functional surfaces are ma-chined to their final dimensions. Subsequent to this,the gear is induction hardened.
Die Umformung der großen Verzahnung befindetsich in Entwicklung.
Forging of the large spline is under development.
In hochmotorisierten Fahrzeugen ersetzt dasAluminium-Stützlager (siehe Abb. 9.4, rechts oben)die vorher verbauten Gussteile, da diese den hohenBelastungen nicht mehr standhalten. Der Rohlingwird mehrstufig bei circa 500 °C umgeformt.Im Anschluss an Zerspanungsvorgänge wird einGummilager eingepresst und eingebördelt.
In high-power vehicles, aluminum strut mounts (seeFig. 9.4, upper right) have replaced cast parts, asthese were no longer able to withstand the highloads. The billet is forged in several stages at around500 °C. After the machining processes, a rubberbearing is pressed and crimped in.
106
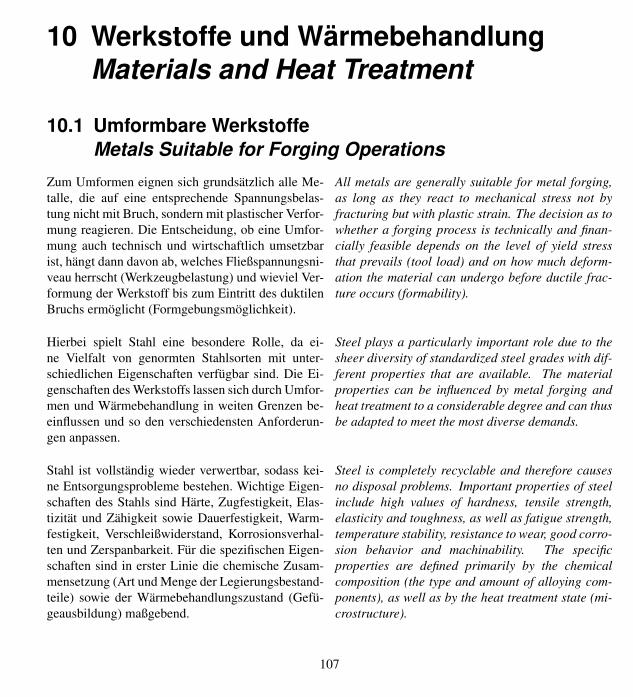
10 Werkstoffe und WärmebehandlungMaterials and Heat Treatment
10.1 Umformbare WerkstoffeMetals Suitable for Forging Operations
Zum Umformen eignen sich grundsätzlich alle Me-talle, die auf eine entsprechende Spannungsbelas-tung nicht mit Bruch, sondern mit plastischer Verfor-mung reagieren. Die Entscheidung, ob eine Umfor-mung auch technisch und wirtschaftlich umsetzbarist, hängt dann davon ab, welches Fließspannungsni-veau herrscht (Werkzeugbelastung) und wieviel Ver-formung der Werkstoff bis zum Eintritt des duktilenBruchs ermöglicht (Formgebungsmöglichkeit).
All metals are generally suitable for metal forging,as long as they react to mechanical stress not byfracturing but with plastic strain. The decision as towhether a forging process is technically and finan-cially feasible depends on the level of yield stressthat prevails (tool load) and on how much deform-ation the material can undergo before ductile frac-ture occurs (formability).
Hierbei spielt Stahl eine besondere Rolle, da ei-ne Vielfalt von genormten Stahlsorten mit unter-schiedlichen Eigenschaften verfügbar sind. Die Ei-genschaften des Werkstoffs lassen sich durch Umfor-men und Wärmebehandlung in weiten Grenzen be-einflussen und so den verschiedensten Anforderun-gen anpassen.
Steel plays a particularly important role due to thesheer diversity of standardized steel grades with dif-ferent properties that are available. The materialproperties can be influenced by metal forging andheat treatment to a considerable degree and can thusbe adapted to meet the most diverse demands.
Stahl ist vollständig wieder verwertbar, sodass kei-ne Entsorgungsprobleme bestehen. Wichtige Eigen-schaften des Stahls sind Härte, Zugfestigkeit, Elas-tizität und Zähigkeit sowie Dauerfestigkeit, Warm-festigkeit, Verschleißwiderstand, Korrosionsverhal-ten und Zerspanbarkeit. Für die spezifischen Eigen-schaften sind in erster Linie die chemische Zusam-mensetzung (Art und Menge der Legierungsbestand-teile) sowie der Wärmebehandlungszustand (Gefü-geausbildung) maßgebend.
Steel is completely recyclable and therefore causesno disposal problems. Important properties of steelinclude high values of hardness, tensile strength,elasticity and toughness, as well as fatigue strength,temperature stability, resistance to wear, good corro-sion behavior and machinability. The specificproperties are defined primarily by the chemicalcomposition (the type and amount of alloying com-ponents), as well as by the heat treatment state (mi-crostructure).
107
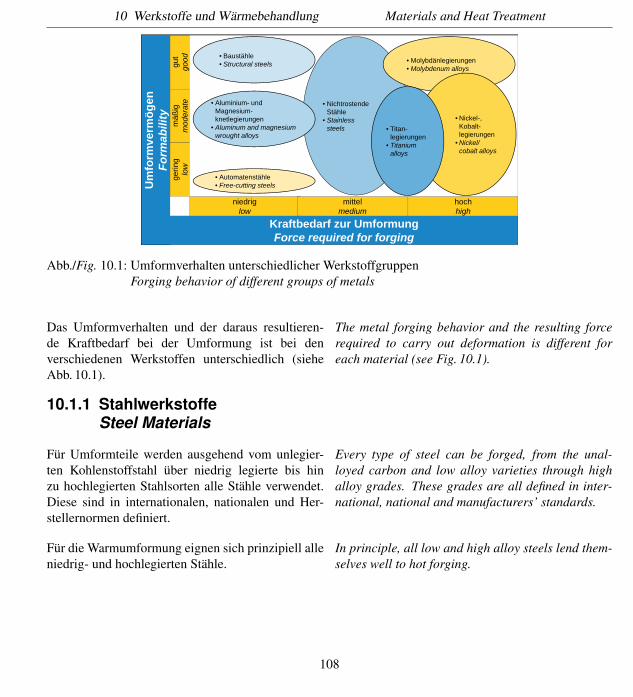
10 Werkstoffe und Wärmebehandlung Materials and Heat Treatment
© Hirschvogel Umformtechnik GmbH
1
• NichtrostendeStähle
• Stainlesssteels
Stand:
Umformverhalten unterschiedlicher WerkstoffgruppenForming behavior of different groups of metal
Um
form
verm
ögen
Form
abili
ty
Kraftbedarf zur UmformungForce required for forging
niedriglow
hochhigh
mittelmedium
mäß
igm
oder
ate
gerin
glo
wgu
tgo
od • Baustähle• Structural steels
• Automatenstähle• Free-cutting steels
• Aluminium- und Magnesium-knetlegierungen
• Aluminum and magnesium wrought alloys
• Molybdänlegierungen• Molybdenum alloys
• Nickel-, Kobalt-legierungen
• Nickel/cobalt alloys
• Titan-legierungen
• Titaniumalloys
Abb./Fig. 10.1: Umformverhalten unterschiedlicher WerkstoffgruppenForging behavior of different groups of metals
Das Umformverhalten und der daraus resultieren-de Kraftbedarf bei der Umformung ist bei denverschiedenen Werkstoffen unterschiedlich (sieheAbb. 10.1).
The metal forging behavior and the resulting forcerequired to carry out deformation is different foreach material (see Fig. 10.1).
10.1.1 StahlwerkstoffeSteel Materials
Für Umformteile werden ausgehend vom unlegier-ten Kohlenstoffstahl über niedrig legierte bis hinzu hochlegierten Stahlsorten alle Stähle verwendet.Diese sind in internationalen, nationalen und Her-stellernormen definiert.
Every type of steel can be forged, from the unal-loyed carbon and low alloy varieties through highalloy grades. These grades are all defined in inter-national, national and manufacturers’ standards.
Für die Warmumformung eignen sich prinzipiell alleniedrig- und hochlegierten Stähle.
In principle, all low and high alloy steels lend them-selves well to hot forging.
108
10 Werkstoffe und Wärmebehandlung Materials and Heat Treatment
Speziell entwickelt für die Warmumformung wurdendie ausscheidungshärtenden ferritisch-perlitischenStähle nach DIN EN 10267 (AFP-Stähle). Durch dieLegierung mit Vanadium und Stickstoff zeigen dieseStähle eine Ausscheidungshärtung bei der kontrol-lierten Abkühlung aus der Schmiedehitze.
Dispersion-hardening steels have been specially de-veloped for hot forging according to DIN EN 10267.By alloying them with vanadium and nitrogen, thesesteels show precipitation hardening during con-trolled cooling from the forging heat.
Für die Halbwarmumformung können weitgehenddie gleichen Werkstoffe wie bei der Warmum-formung eingesetzt werden mit Ausnahme der AFP-Stähle und der nichtrostenden Güten.
With the exception of the dispersion-hardening steelsand the stainless steel grades, the same materialsmay generally be used for warm forging as for hotforging.
Für die Kaltumformung eignen sich vorzugsweiseniedrig legierte Einsatz- und Vergütungsstähle miteinem Kohlenstoffgehalt von bis zu 0,5 % und einemLegierungsanteil von maximal 5 %.
With respect to cold forging, it is primarily low alloycase-hardening or heat-treatable steels which areused, with a carbon content of up to 0.5 % and analloying component of up to a maximum of 5 %.
10.1.2 NichteisenmetalleNon-Ferrous Metals
Im Vergleich zu Stahl werden Nichteisenmetalle inwesentlich geringerer Menge für umformtechnischeFertigungsprozesse verwendet. Technische Bedeu-tung haben Aluminium, Kupfer sowie Titan, Ni-ckel, Kobalt, Wolfram und ihre Legierungen. Je nachWerkstoff wird bei geeigneten Temperaturen umge-formt, wobei werkstoffspezifische Fließspannungenund Umformvermögen beobachtet werden.
In contrast to steel, non-ferrous metals are not aswidely employed in metal forging production pro-cesses. Of industrial importance, however, arealuminum and copper, as well as titanium, nickel,cobalt, tungsten and alloys thereof. Forging takesplace at suitable temperatures depending on the ma-terial and taking into account material-specific yieldstresses and deformability.
Für die Warmumformung von Aluminium werdenüberwiegend aushärtbare Knetlegierungen verwen-det. Diese zeichnen sich durch sehr gute Korrosi-onsbeständigkeit und gutes Tieftemperaturverhaltenaus. Geschmiedete Aluminiumteile werden vorwie-gend dort verwendet, wo ein niedriges Bauteilge-wicht bei hoher Betriebsfestigkeit gewünscht wird,z. B. im Flugzeug- und im Fahrzeugbau.
Age-hardenable wrought alloys are the principalstock for the hot forging of aluminum. These arehighly corrosion-resistant and display good low tem-perature characteristics. Forged aluminum parts areused primarily in applications requiring lightweightcomponents with high fatigue strength, such as air-craft and vehicle construction.
109

10 Werkstoffe und Wärmebehandlung Materials and Heat Treatment
Titan und Titanlegierungen weisen das günstigs-te Festigkeit-Dichte-Verhältnis aller Konstruktions-werkstoffe auf. Infolge der Schwierigkeiten bei derHerstellung und Verarbeitung liegt der Preis jedochrelativ hoch, sodass die Verwendung weitestgehendauf die Luft- und Raumfahrt sowie auf Sonderfäl-le im Maschinenbau und im medizinischen Bereichbeschränkt ist.
Titanium and its alloys display the most optimum ra-tio of strength to density among all structural materi-als. Due to difficulties in production and processing,costs are relatively high, thus limiting its use mainlyto the aerospace industry, or other high performancemechanical engineering or medical applications.
Warmumformteile aus Legierungen auf der Basisvon Nickel, Kobalt oder Wolfram zeichnen sichdurch eine sehr hohe Warmfestigkeit aus. Sie werdenin erster Linie für Turbinenscheiben und Turbinen-schaufeln verwendet sowie für Sonderanwendungen.
Hot forged parts made of alloys based on nickel,cobalt or tungsten exhibit superior high temperaturestrength. They are almost exclusively used for tur-bine engine disks and blades, as well as other specialapplications.
Umformteile aus Kupfer und Messing werden vor-wiegend im Armaturenbau, in der Elektrotechnikund in der Feinmechanik eingesetzt. Sie sind kor-rosionsbeständig und verfügen über gute elektrischeEigenschaften.
Forged parts made of copper and brass are used pri-marily for fittings, in electrical engineering and inprecision mechanics. They are corrosion-resistantand have good electrical properties.
10.2 Wärmebehandlung von Umformteilen aus StahlHeat Treatment of Forged Steel Parts
Die für einen bestimmten Verwendungszweck opti-male Eigenschaft des Stahls wird durch eine defi-nierte Wärmebehandlung erreicht.
Heat treatment is often used in order to achieve op-timum steel properties for a particular application.
Die wichtigsten Wärmebehandlungsverfahren fürUmformteile aus Stahl sind in den folgenden Absät-zen beschrieben und in den Abb. 10.2 und 10.3 sche-matisch dargestellt.
The most important heat treatment processes forforged parts made of steel are described in thefollowing paragraphs and represented in Fig. 10.2and Fig. 10.3.
110

10 Werkstoffe und Wärmebehandlung Materials and Heat Treatment
© Hirschvogel Umformtechnik GmbH
1Stand:
Wärmebehandlungsverfahren (1)Heat treatment processes (1)
T
tRT
Ac3Ac1
AustenitisierenAustenitization
Kontinuierliche AbkühlungContinuous cooling
Normalglühen (N)Normalizing
T
tRT
Ac3Ac1
AustenitisierenAustenitization
FP-Glühen (Isothermglühen)Isothermal annealing
FP-Glühen (Isothermglühen)Isothermal annealing
T
tRT
Ac3Ac1
Härten (Austenitisieren und Abschrecken)Hardening (austenitization and quenching)
Vergüten (QT)Quenching and Tempering
T
tRT
Ac3Ac1
SchmiedenForging
Anlassen (T)Tempering
Vergüten aus der Schmiedewärme (VS)Quenching and tempering from the forging heat
Anlassen (T)Tempering Abschrecken (Q)
Quenching
Abb./Fig. 10.2: Schematische Darstellung der WärmebehandlungsverfahrenSchematic representation of heat treatment processes
10.2.1 Normalglühen (N)Normalizing
Normalglühen oder Normalisieren ist eine Wärme-behandlung, die aus einer Erwärmung des Stahls auf30 °C bis 80 °C oberhalb der Austenitisierungstem-peratur und anschließendem langsamem Abkühlenbesteht.
Normalizing is a heat treatment process which in-volves heating the steel to between 30 °C and 80 °Cabove the austenite temperature, followed by a slowcooling period.
Dieses Verfahren wird angewendet, um bei dafür ge-eigneten Stählen ein gleichmäßiges und feinkörnigesGefüge aus Ferrit bzw. Perlit zu erreichen. Höher le-gierte Stähle entwickeln nach einer Normalglühungein in der Regel technisch nicht gewünschtes Gefügeund müssen FP-geglüht werden.
This process is used to achieve a homogeneous andfine-grained microstructure of ferrite or pearlite insuitable steels. Higher alloy steels usually develop aless than optimum grain structure following normal-izing, rendering isothermal annealing necessary.
111
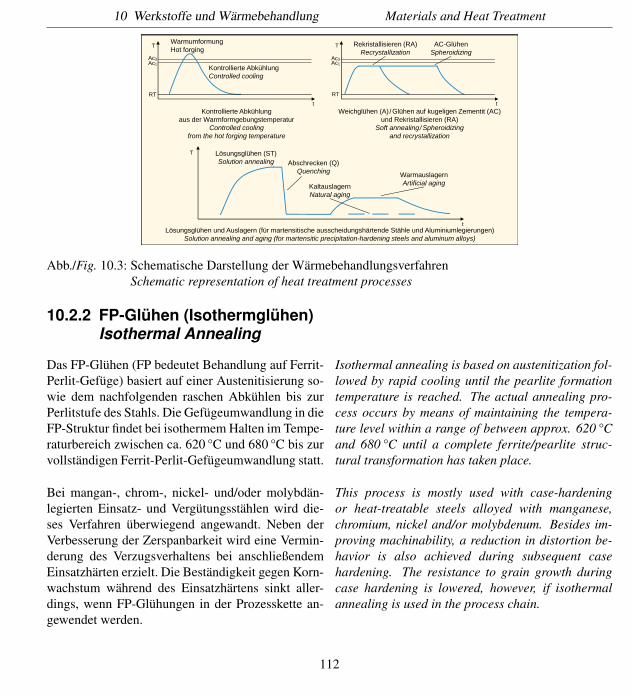
10 Werkstoffe und Wärmebehandlung Materials and Heat Treatment
© Hirschvogel Umformtechnik GmbH
1Stand:
Wärmebehandlungsverfahren (2)Heat treatment processes (2)
Kontrollierte Abkühlungaus der Warmformgebungstemperatur
Controlled coolingfrom the hot forging temperature
T
tRT
Ac3Ac1
WarmumformungHot forging
Kontrollierte AbkühlungControlled cooling
T
tRT
Ac3Ac1
Rekristallisieren (RA)Recrystallization
AC-GlühenSpheroidizing
Weichglühen (A) /Glühen auf kugeligen Zementit (AC) und Rekristallisieren (RA)
Soft annealing/Spheroidizingand recrystallization
t
T Lösungsglühen (ST)Solution annealing
KaltauslagernNatural aging
Abschrecken (Q)Quenching Warmauslagern
Artificial aging
Lösungsglühen und Auslagern (für martensitische ausscheidungshärtende Stähle und Aluminiumlegierungen)Solution annealing and aging (for martensitic precipitation-hardening steels and aluminum alloys)
Abb./Fig. 10.3: Schematische Darstellung der WärmebehandlungsverfahrenSchematic representation of heat treatment processes
10.2.2 FP-Glühen (Isothermglühen)Isothermal Annealing
Das FP-Glühen (FP bedeutet Behandlung auf Ferrit-Perlit-Gefüge) basiert auf einer Austenitisierung so-wie dem nachfolgenden raschen Abkühlen bis zurPerlitstufe des Stahls. Die Gefügeumwandlung in dieFP-Struktur findet bei isothermem Halten im Tempe-raturbereich zwischen ca. 620 °C und 680 °C bis zurvollständigen Ferrit-Perlit-Gefügeumwandlung statt.
Isothermal annealing is based on austenitization fol-lowed by rapid cooling until the pearlite formationtemperature is reached. The actual annealing pro-cess occurs by means of maintaining the tempera-ture level within a range of between approx. 620 °Cand 680 °C until a complete ferrite/pearlite struc-tural transformation has taken place.
Bei mangan-, chrom-, nickel- und/oder molybdän-legierten Einsatz- und Vergütungsstählen wird die-ses Verfahren überwiegend angewandt. Neben derVerbesserung der Zerspanbarkeit wird eine Vermin-derung des Verzugsverhaltens bei anschließendemEinsatzhärten erzielt. Die Beständigkeit gegen Korn-wachstum während des Einsatzhärtens sinkt aller-dings, wenn FP-Glühungen in der Prozesskette an-gewendet werden.
This process is mostly used with case-hardeningor heat-treatable steels alloyed with manganese,chromium, nickel and/or molybdenum. Besides im-proving machinability, a reduction in distortion be-havior is also achieved during subsequent casehardening. The resistance to grain growth duringcase hardening is lowered, however, if isothermalannealing is used in the process chain.
112

10 Werkstoffe und Wärmebehandlung Materials and Heat Treatment
10.2.3 Vergüten (QT)Quenching and Tempering
Unter Vergüten (Härten und Anlassen) wird eine ra-sche Abkühlung aus dem Austenitgebiet verstanden,bei der eine Martensitbildung mit erheblicher Härte-steigerung eintritt. Durch eine nachfolgende Anlass-behandlung wird die gewünschte Härte (in der Re-gel niedriger als die Ansprunghärte direkt nach demHärtevorgang) bei gleichzeitig starker Zunahme derZähigkeit erreicht. Die mechanischen Eigenschaftendes Umformteils können somit in weiten Grenzeneingestellt werden.
Quenching and tempering involves rapid coolingfrom the austenite phase, leading to martensite for-mation with a considerable increase in hardness.The subsequent tempering process provides the de-sired hardness (usually lower than the quench hard-ness directly after the hardening process) with astrong increase in toughness. It is thus possible to in-fluence the mechanical properties of the forged partto a large extent.
Je nach Stahlgüte finden unterschiedliche Vorgängebeim Anlassen statt.
Depending on the steel grades, different processesare used for tempering.
Bei niedriglegierten Vergütungsstählen (z. B. C45)wird bei niedrigen Temperaturen angelassen, wobeisich nur die Kohlenstoff-Verspannung im Martensit-gitter etwas löst.
With low-alloy heat-treatable steels (e. g. C45),low annealing temperatures are used. In this case,only the lattice distortion in the martensite structure,which is caused by carbon atoms, is relieved some-what.
Bei höher legierten Vergütungsstählen (z. B. 42Cr-Mo4) wird bei deutlich höheren Temperaturen ange-lassen. Die sprödigkeitserzeugende Kohlenstoffver-spannung des Martensits wird deutlich stärker re-duziert. Gleichzeitig bilden sich aber Cr- und Mo-Karbidausscheidungen, die durch Ausscheidungs-härtung den Abfall der Martensithärte kompensie-ren. Dadurch wird in der Summe ein günstigeresVerhältnis von Festigkeit und Duktilität erreicht, wasaber durch höhere Legierungskosten erkauft werdenmuss.
In the case of higher alloy heat-treatable steels (e. g.42CrMo4), considerably higher temperatures areused for annealing. The lattice distortion of car-bon atoms in the martensite structure is reduced toa much greater extent, thereby also leading to adecrease in brittleness. At the same time, however,Cr and Mo carbide precipitations form that, as a re-sult of precipitation hardening, compensate for thereduction in martensitic hardness. Overall this leadsto a more favorable balance between strength andductility. The drawback lies in the higher alloy costs.
113
10 Werkstoffe und Wärmebehandlung Materials and Heat Treatment
10.2.4 Vergüten aus der Schmiedewärme (VS)Quenching and Tempering from the Forging Heat
Unter bestimmten Voraussetzungen ist das Vergü-ten aus der Warm- oder Halbwarmformgebungstem-peratur möglich. Dabei erfolgt das Härten aus derSchmiedewärme, während das Anlassen auf her-kömmliche Weise geschieht. Die erreichten Eigen-schaften sind mit denen des normalen Vergütensweitestgehend vergleichbar. Durch den Entfall desseparaten Härteprozesses können hier Kosten einge-spart werden.
Quenching and tempering are possible, under cer-tain circumstances, from the hot or warm forgingtemperature. Quenching takes place from the forg-ing heat, while tempering occurs in the conventionalmanner. The properties attained from this processare largely comparable to those achieved by normalquenching and tempering. Cost-savings are madedue to the omission of a separate hardening process.
10.2.5 Kontrollierte Abkühlung aus der WarmformgebungstemperaturControlled Cooling from the Hot Forging Temperature
Die P-Behandlung (frühere Bezeichnung BY) er-folgt durch eine kontrollierte Abkühlung eines AFP-Stahls (»Stahlwerkstoffe«, siehe Seite 108) aus derWarmformgebungstemperatur.
P-treatment (previously referred to as BY) refersto controlled cooling of dispersion-hardening steels(»Steel Materials«, see page 108) from the hot forg-ing temperature.
Durch die kontrollierte Abkühlung wird einferritisch-perlitisches Grundgefüge erzeugt. Auf-grund gleichzeitig stattfindender Ausscheidungs-vorgänge erfolgt eine Dispersionshärtung im Ferrit,die für die höheren Festigkeiten verantwortlich ist.Unter gewissen Umständen können geringe Anteilevon Bainit entstehen. Durch eine P-Behandlung wirdeine gute Zerspanbarkeit bei definierter Festigkeiterreicht. Die Festigkeitskennwerte der AFP-Stählesind nahezu mit Vergütungsstählen vergleichbar. DieKostenvorteile dieser Wärmebehandlung ergebensich durch die niedrigen Legierungskosten für dieAFP-Stähle und den Wegfall von Härte-, Anlass-und Richtkosten. Ferner werden im Gegensatzzum Vergüten Härterisse vermieden, sodass unterUmständen eine nachfolgende Rissprüfung entfallenkann.
During the controlled cooling process, a fer-ritic/pearlitic basic grain structure forms. The pre-cipitation that takes place at the same time causesdispersion hardening to occur in the ferrite, lead-ing to higher strengths. In some cases, traces ofbainite are also present. By using P-treatment, itis possible to attain good machinability at a de-fined strength. The strength values for dispersion-hardening ferritic/pearlitic steels are almost compa-rable to those for quenched and tempered steels. Thefinancial advantages of such a heat treatment pro-cess derive from the low alloy costs of these steelsand from the elimination of costs that are usually as-sociated with hardening, tempering and straighten-ing. Moreover, in contrast to quenching and temper-ing, hardening cracks are avoided, rendering surfaceinspection for cracks unnecessary in some cases.
114
10 Werkstoffe und Wärmebehandlung Materials and Heat Treatment
Auch andere Stähle als die AFP-Stähle werdenkontrolliert aus der Umformtemperatur abgekühlt.Hier ist dann aber die Bezeichnung »P-Behandlung«(Precipitation-Treatment = ausscheidungsbildendeBehandlung) metallphysikalisch nicht korrekt. Hierwird dann lediglich von »kontrollierter Abkühlung«gesprochen.
Other steels besides the dispersion-hardening steelscan undergo controlled cooling from the forging tem-perature. In these cases, it is not correct in a mi-crostructural sense to refer to the operation as »P-treatment« (precipitation treatment). Instead, theprocess is simply called »controlled cooling«.
10.2.6 Weichglühen (A)/Glühen auf kugeligen Zementit (AC)Soft Annealing/Spheroidizing
Weichglühen ist eine Wärmebehandlung bei einerTemperatur dicht unterhalb der Umwandlungstem-peratur zum Austenit mit anschließendem langsa-men Abkühlen. Dadurch soll eine möglichst niedrigeHärte erzielt werden.
Soft annealing is a heat treatment process whichtakes place at a temperature just below the austeni-tization temperature, followed by slow cooling. Thisprocess is used to attain the lowest possible hard-ness.
Eine besondere Form des Weichglühens ist das Glü-hen auf kugeligen Zementit. Es ist verbunden mitlängeren Haltezeiten bei Temperaturen, die unteroder um die Austenitisierungstemperatur liegen. Ins-besondere bei Stählen mit Kohlenstoffgehalten über0,5 % und Werkzeugstählen wird das Gefüge in ku-gelige Karbide mit ferritischer Matrix überführt. Zielist es, ein besseres Gefüge für eine nachfolgende me-chanische oder thermische Behandlung zu erreichen.
A special form of soft annealing is spheroidizing,which is associated with longer holding times at tem-peratures below or around the austenitization tem-perature. Particularly in the case of steels with acarbon content of above 0.5 % and tool steels, thegrain structure is converted into spheroidized car-bides in a ferritic matrix. The purpose of this processis to create a better grain structure for subsequentmechanical or thermal processing.
10.2.7 Rekristallisationsglühen (RA)Recrystallization Annealing
Die Rekristallisationsglühung findet nach Kaltum-formprozessen statt. Durch eine Glühung unterhalbdes Ac1-Punkts ohne Phasenumwandlung wird diein Folge der Kaltumformung eingetretene Verfesti-gung partiell oder vollständig rückgängig gemacht(siehe auch Kapitel 2.1.3).
Recrystallization annealing takes place after coldforging processes. By means of annealing (belowthe Ac1 point in the iron-carbon diagram, withoutany phase change taking place), the strain hardeningwhich results from the cold forging process is eitherpartially or fully relieved (see also Chapter 2.1.3).
115
10 Werkstoffe und Wärmebehandlung Materials and Heat Treatment
10.2.8 Wärmebehandlung von austenitischen nichtrostenden StählenHeat Treatment of Austenitic Stainless Steels
Die in den vorherigen Abschnitten beschriebenenWärmebehandlungsverfahren sind nicht, mit Aus-nahme der Rekristallisationsglühung nach Kaltum-formung, auf austenitische nichtrostende Stähle an-wendbar.
With the exception of recrystallization annealingfollowing cold forging, the aforementioned heattreatment processes are not suitable for austeniticstainless steels.
Nach einer Warmumformung werden diese Stäh-le durch Abschrecken von der Umformtemperaturin den Zustand ihrer besten Korrosionsbeständigkeitund mechanischen Eigenschaften gebracht.
These steels achieve their optimum corrosion re-sistance and mechanical properties by quenchingthem from the hot forging temperature.
10.2.9 InduktivhärtenInduction Hardening
Die Wärmebehandlungen in den folgenden Ab-schnitten haben das Ziel, nur die Eigenschaften derOberfläche gezielt zu verändern. Je nach Verfahrenergeben sich aber doch auch Veränderungen im Kerndes Bauteils (z. B. beim Einsatzhärten).
The types of heat treatment outlined in the follow-ing sections are all employed for the purposes ofchanging the properties of the surface in a targetedway. Depending on the process, changes may alsooccur at the core of the component (e. g. during casehardening).
Beim Induktivhärten (siehe Abb. 10.4) wird nur derverschleißträchtige Bereich eines Werkstücks gehär-tet, z. B. Zahnflanken, Lagersitze, Nocken und Lauf-flächen. Der Kern bleibt relativ weich und zäh. Ein-gesetzt wird das Verfahren bei Werkstücken mit derAnforderung an verschleißfeste Oberflächen sowiebei stoßartigen und/oder wechselnden mechanischenBelastungen.
During induction hardening (see Fig. 10.4), only thewear-prone region of a workpiece is hardened, e. g.tooth flanks, bearing seats, cams and running sur-faces. The core remains relatively soft and tough.The process is used on workpieces that require wear-resistant surfaces as well as on those subjected toimpact and/or alternating mechanical loads.
Voraussetzung für das Induktivhärten ist ein Stahlmit mehr als 0,35 Gewichtsprozent Kohlenstoff.
The prerequisite for induction hardening is a steelwith a carbon content of more than 0.35 percent byweight.
116

10 Werkstoffe und Wärmebehandlung Materials and Heat Treatment
Eine Induktionsspule (siehe Abb. 10.4) erzeugt Wir-belströme in der Oberflächenschicht des Werkstücksund erwärmt diese auf etwa 1.100 °C. Beim anschlie-ßenden Abschrecken mit einem Wasser-Öl-Gemischentsteht eine sehr harte und verschleißfeste Marten-sitschicht.
An induction coil (see Fig. 10.4) generates eddy cur-rents in the surface layer of the workpiece and heatsthis to around 1,100 °C. During subsequent quench-ing using a water-oil mixture, a very hard and wear-resistant martensite layer forms.
Da nur die Randschicht des Werkstücks erhitzt wird,ist eine hohe Maßhaltigkeit gegeben. Des Weiterenist die Zunderbildung aufgrund der kurzen Zeit aufhoher Temperatur vergleichsweise gering. Oft wer-den die Werkstücke nach dem Härten noch hartbear-beitet, um die gewünschte Oberflächengüte zu errei-chen.
As only the surface layer of the workpiece is heated,a high level of dimensional accuracy results. Fur-thermore, scale formation is comparatively low dueto the elevated temperature being applied only for abrief time. The workpieces are often hard machinedfollowing hardening in order to achieve the desiredsurface quality.
10.2.10 EinsatzhärtenCase Hardening
Unter Einsatzhärten versteht man das randnahe Auf-kohlen, Härten und Anlassen eines Werkstücks ausStahl.
Case hardening refers to the carburizing, hardeningand tempering of the surface zone of a steel work-piece.
Beim Aufkohlen wird die Randschicht des Werk-stücks durch Glühen bei ca. 900 - 970 °C in ei-ner geregelten kohlenstoffhaltigen Gasatmosphäremit Kohlenstoff auf 0,5 - 0,85 % (C-Gehalt) angerei-chert. Nach dem Aufkohlen ist die Randschicht so-mit härtbar.
During carburizing, the surface layer of theworkpiece is enriched with carbon to between0.5 and 0.85 % (C content) by means of annealing atapprox. 900 - 970 °C in a controlled carbon-rich gasatmosphere. After carburizing, the surface zone isready for hardening.
Danach erfolgt ein Härten (Abschrecken), z. B. inÖl, mit anschließendem Anlassen bei ca. 200 °C.
A hardening process (quenching), e. g. in oil, followsbefore tempering is carried out at approx. 200 °C.
Bereiche, die am Bauteil nicht einsatzgehärtet wer-den sollen, müssen zuvor mit einer hitzebeständigenPaste, z. B. Kupferpaste, abgedeckt werden.
Regions of the part that should not be case-hardenedmust be covered beforehand using a heat-resistantpaste, e.g. copper paste.
117

10 Werkstoffe und Wärmebehandlung Materials and Heat Treatment
Das Einsatzhärten gewährleistet eine harte, ver-schleißfeste Oberfläche (45 - 65 HRC) und einen zä-hen Kern. Einsatzgehärtet werden zum BeispielZahnräder oder Getriebewellen.
Case hardening guarantees a hard, wear-resistantsurface (45 - 65 HRC) and a tough core. Examplesof case-hardened parts include gears and transmis-sion shafts.
Durch die Oberflächenhärtung werden Druckeigen-spannungen in der Oberfläche erzeugt, welche zu-dem die Dauerwechselfestigkeit der Teile deutlichverbessern. Diese wirken den Zugspannungen beiBiege- oder Torsionsbelastung entgegen, weshalbein Anriss erst bei höheren Spannungen auftrittund/oder ein bestehender Riss am Wachsen ge-hemmt wird.
Surface hardening generates compressive residualstresses in the surface that lead to a considerable im-provement in the fatigue strength of the parts. Thesecounteract the tensile stresses during bending andtorsional loads, causing initial cracking to occuronly at higher levels of stress and/or hindering theproliferation of an existing crack.
© Hirschvogel Umformtechnik GmbH
1Stand:
OberflächenbehandlungSurface treatment
InduktionsspuleInduction coil
AbschreckduscheQuenching
Stickstoff (N)Nitrogen (N)
N2
N2N2
N2N2
N2N2
500°C
WerkstückeWorkpieces
Werkstück-bewegungWorkpiecemovement
Abb./Fig. 10.4: OberflächenbehandlungSurface treatment
10.2.11 PlasmanitrierenPlasma Nitriding
Das Plasmanitrieren (siehe Abb. 10.4) ist ein thermo-chemisches Verfahren zur Oberflächenhärtung.
Plasma nitriding (see Fig. 10.4) is a thermo-chemical process for surface hardening.
118
10 Werkstoffe und Wärmebehandlung Materials and Heat Treatment
Die Härtesteigerung beruht nicht auf Martensitbil-dung, sondern auf der Bildung äußerst harter Stick-stoffverbindungen in der Randschicht des Werk-stücks.
The increase in hardness is not based on martensiteformation but on the generation of extremely hardnitride in the surface zone of the workpiece.
Im Nitrierofen diffundiert Stickstoff bei 500 – 550 °Cin den Stahl und bildet Nitride mit den Legierungs-elementen und mit dem Eisen.
In the nitriding furnace, nitrogen diffuses into thesteel at 500 – 550 °C, thereby forming nitrides withthe alloying elements and with iron.
Es entsteht eine sehr harte, verschleißfeste und tribo-logisch günstige Oberfläche, wobei der Werkstück-kern bis auf etwaige Anlassvorgänge unverändertbleibt. Beim Plasmanitrieren entsteht nur sehr wenigVerzug und Aufmaßveränderung. Die Bauteile kön-nen oftmals direkt auf das Endmaß gefertigt werden.Zudem bietet die Plasmanitrierschicht einen gewis-sen Korrosionsschutz.
A very hard, wear-resistant and tribologically fa-vorable surface is generated, while the workpiececore remains unchanged aside from any temperingprocesses. During plasma nitriding only very littledistortion and changes to the machining allowanceoccur. The parts can often be produced directly withthe final dimensions. In addition, the plasma nitrid-ing layer provides a certain level of corrosion protec-tion.
10.2.12 FestigkeitsstrahlenShot Peening
Das Festigkeitsstrahlen ist kein Wärmebehandlungs-verfahren, soll aber an dieser Stelle zur Abrundungder oberflächeneinstellenden Behandlungen genanntwerden. Tatsächlich erfolgt das Festigkeitsstrahlenin zunehmenden Maß nach dem Einsatzhärten.
Although shot peening is not a heat treatment pro-cess, it still deserves a mention here as a surfacetreatment. Shot peening is being used increasinglyfollowing case hardening.
Beim Festigkeitsstrahlen werden Stahlkörner mit ho-her Geschwindigkeit auf die Werkstückoberflächegestrahlt, wodurch die Oberfläche eine Kaltverfes-tigung erfährt. Durch die beim Auftreffen der Kör-ner enstehende inhomogene Verformung ensteht inder Randschicht ein Druckeigenspannungszustand.Durch Festigkeitsstrahlen wird die Bauteilfestigkeit,die Verschleißfestigkeit und die Beständigkeit gegenSpannungsrisskorrosion sowie vor allem die Dauer-wechselfestigkeit erhöht.
Shot peening involves steel grains being blasted athigh speed onto the workpiece surface, causing thesurface to undergo strain hardening. The inhomo-geneous deformation caused by the impact of thegrains leads to compressive residual stress in thesurface. Shot peening increases part strength, wearstrength, resistance to stress crack corrosion and,above all, it improves fatigue strength.
119

10 Werkstoffe und Wärmebehandlung Materials and Heat Treatment
10.3 Wärmebehandlung von Umformteilen aus AluminiumHeat Treatment of Forged Aluminum Parts
© Hirschvogel Umformtechnik GmbH
1Stand:
AluminiumlegierungenAluminum alloys
1xxx ReinaluminiumPure aluminum
Rm65 MPa
2xxx Al+Cu (Mg,Pb,Bi)
Rm~ 420 MPa
6xxx Al+Mg+Si Rm~ 400 MPa
7xxx Al+Zn+(Mg)+(Cu)
Rm~ 450 MPa
7xxxRp 0.22xxx
Rp 0.2
6xxxRm
2xxxRp 0.2
FestigkeitStrength
/ MPa
LegierungenAlloys
2xxxRm
7xxxRm400
300
200
Abb./Fig. 10.5: AluminiumlegierungenAluminum alloys
Aushärtbare Aluminiumlegierungen erhalten ihreFestigkeit durch die Schritte Lösungsglühen, Ab-schrecken, Auslagern (siehe Abb. 10.3).
Age-hardenable aluminum alloys attain theirstrength by undergoing solution annealing, quench-ing and aging (see Fig. 10.3).
Die Umformteile werden bei Temperaturen um500 °C lösungsgeglüht und danach abgeschreckt.Anschließend werden die Teile je nach Legierungbei Raumtemperatur oder erhöhter Temperatur aus-gelagert. Erfolgt die Auslagerung bei Raumtempe-ratur, dann bezeichnet man diesen Vorgang als Kalt-auslagerung. Erfolgt sie bei erhöhter Temperatur (ca.100 °C bis 200 °C), wird dies Warmauslagerung ge-nannt.
The forged parts are solution-annealed at tempera-tures of around 500 °C and then quenched. Follow-ing this, the parts then undergo aging, either at roomtemperature or at elevated temperatures, dependingon the alloying elements. If aging occurs at roomtemperature, the process is known as natural aging,whereas if it takes place at an elevated temperature(approx. 100 °C to 200 °C), it is termed artificial ag-ing.
120

10 Werkstoffe und Wärmebehandlung Materials and Heat Treatment
Die für den Automobilbau typischen Legierungender 6000er-Gruppen werden warm ausgelagert (un-terschiedliche Legierungsgruppen siehe Abb. 10.5).
The alloys of the 6000 series that are typically usedin automotive construction undergo artificial aging(for the different alloying groups see Fig. 10.5).
121

11 QualitätsmanagementQuality Management
Im Rahmen des wachsenden Wettbewerbs auf dennationalen und internationalen Märkten wird es fürUnternehmen immer wichtiger, qualitativ hochwer-tige Produkte bei niedrigen Kosten zur richtigen Zeitzu liefern.
Against the backdrop of growing competition on na-tional and international markets, it is becoming in-creasingly important for companies to supply high-quality products at low costs at the right time.
Die Sicherung der Qualität ist dabei allumfassend,sie beginnt beim Marketingbereich und reicht vonder Forschung, der Entwicklung, über die Materi-alwirtschaft, Produktion und den Kundendienst. Esgeht darum, Produkte zu entwickeln und zu liefern,die den Kunden über lange Zeit durch ihre Leistun-gen zufrieden stellen.
Assuring quality is an all-encompassing task, cov-ering marketing, research and development, materi-als management, production, and customer services.The aim is to develop and supply products whoseperformance generates customer satisfaction over along period of time.
11.1 ManagementsystemManagement System
Ein guter Ansatz ist ein integriertes Management-handbuch (Qualität, Umwelt und Arbeitssicherheit),das die Führungs-, Geschäfts- und unterstützen-den Prozesse im Unternehmen dokumentiert. Mit-tels Prozessbeschreibungen werden diese bezüglichihrem Input und Output weitergehend spezifiziert.Die Messung der Leistungsfähigkeit (Effektivitätund Effizienz) der Prozesse erfolgt anhand definier-ter Kennzahlen.
An integrated management handbook is a sound ap-proach (quality, environment, occupational healthand safety). It documents management, operationaland supporting processes in a company. Processdescriptions are used to specify these processes inmore detail with respect to their input and output.The measurement of performance (effectivity and ef-ficiency) of the processes is carried out using definedkey figures.
Ein Managementsystem gewährleistet, dass die or-ganisatorischen, kaufmännischen und technischenTätigkeiten, die Auswirkungen auf die Ausführungs-qualität haben, geplant, gesteuert und überwachtwerden und deren vertraglich vereinbarte Anforde-rungen eingehalten werden.
A management system guarantees that the organiza-tional, commercial and technical activities that havean effect on quality performance can be planned,controlled and monitored. It also ensures thatrequirements that have been contractually agreedupon are observed.
122

11 Qualitätsmanagement Quality Management
11.2 Gewährleistung der ProduktqualitätProduct Quality Assurance
Für stark beanspruchte Bauteile eignen sich Um-formteile nicht zuletzt wegen ihrer anerkannt hohenQualität. Mit dem Qualitätsmanagement (QM) las-sen sich die positiven Eigenschaften des Umform-teils zuverlässig gewährleisten. Wichtige qualitätssi-chernde Maßnahmen sind die Produkt- / Qualitäts-vorausplanung, die Erstellung eines Produktionslen-kungsplan (Control Plan), die Herstellbarkeitsbewer-tung, Fehlermöglichkeits- und Einflussanalyse (sie-he Abschnitt 11.2.1 FMEA) und die statistische Pro-zessregelung (siehe Abschnitt 11.2.2 SPC).
The recognized high-quality of forgings render themsuitable for parts subjected to high loads. Withquality management (QM), the advantageous prop-erties of the forged part can be guaranteed in a re-liable way. Important quality assurance measuresinclude advance product/quality planning, the draw-ing up of a production control plan, feasibility stud-ies, the Failure Mode and Effects Analysis (see sec-tion 11.2.1 FMEA), and statistical process control(see section 11.2.2 SPC).
Die Herstellung von Umformteilen auf modernenMaschinen ist ein gut reproduzierbarer Vorgang.Die Prozessüberwachung während der Produktionerfolgt durch die Überprüfung von Prozess- so-wie Produktmerkmalen; das sind z. B. fertigungs-abhängige Bauteilmaße, die Umformtemperatur unddie Umformkraft. Neben der maßlichen Genauigkeitmüssen Umformteile auch einwandfreie Oberflächenund gleichbleibende Werkstoffeigenschaften aufwei-sen.
The forging of parts using modern machinery is ahighly repeatable process. Process control is per-formed during production through regular qualitychecks of process parameters and product features.These include production-dependent dimensions, theforging temperature and the force needed for theforging process. Aside from dimensional accuracy,the forged parts must also have surfaces that are freefrom defects, and they must display consistent mate-rial properties.
Mit elektromagnetischen Rissprüfgeräten, Wirbel-stromprüfeinrichtungen, Ultraschallprüfanlagen so-wie einem metallographisch ausgestatteten Laborlassen sich diese Eigenschaften zuverlässig absi-chern.
These properties can be guaranteed by means ofelectromagnetic crack detection, eddy current test-ing, ultrasonic testing, as well as in laboratoriesequipped to carry out metallographic tests.
123

11 Qualitätsmanagement Quality Management
11.2.1 FMEA
Mit dem Instrument der FMEA werden währendder Produktentwicklung, der Produktionsvorberei-tung und der Qualitätsplanung mögliche Ursachenfür Qualitätsmängel identifiziert, in ihrer Auswir-kung beurteilt und Präventivmaßnahmen zu ih-rer Verhinderung festgelegt. Bei massivumgeform-ten Komponenten finden in diesem ZusammenhangÜberlegungen zum Materialfluss, Abfolge der Fer-tigungsschritte, Auslegung der Werkzeuge und Ein-satz von Prüf- und Überwachungsmethoden beson-dere Beachtung.
The FMEA instrument is used during product devel-opment, product preparation and quality planning toidentify the possible causes of quality shortcomings,to estimate the effects thereof and to establish pre-ventive measures to avoid them. Aspects that receiveparticular attention with respect to forged parts in-clude material flow, the appropriate sequence ofproduction steps, tool design and the use of inspec-tion and control methods.
11.2.2 Statistische ProzessmethodenStatistical Process Control (SPC)
In allen Phasen der Herstellung wird die statistischeProzessregelung (SPC) zur Überwachung und Aus-wertung von qualitätsrelevanten Merkmalen ange-wendet. Dies ist eine entscheidende Voraussetzungzum Erzielen einer gleichbleibenden Produktquali-tät und der Einhaltung der Herstellbedingungen. Sowerden Streueinflüsse von der Maschine und demProzess eindeutig erkannt und geregelt. Durch Prüf-mittelfähigkeitsuntersuchungen wird gewährleistet,dass nur geeignete Messmittel in der Produktions-überwachung eingesetzt werden.
Statistical Process Control (SPC) is used in allphases of manufacture to monitor and evaluate char-acteristics that are relevant to quality considera-tions. This is a decisive prerequisite in achievingconsistent product quality and observing optimumproduction conditions. Scatter from machinery andprocesses are thereby clearly identified and con-trolled. Gage Capability Studies (GCS) ensure thatonly suitable measuring equipment is employed dur-ing production monitoring.
124

12 Moderne EntwicklungsmethodenModern Development Methods
Die simultane Entwicklung eines Bauteils bzw. Sys-tems durch Lieferanten und Abnehmer (Simulta-neous Engineering) bietet für beide Seiten, Lieferan-ten wie Abnehmer, Vorteile in Hinblick auf Entwick-lungsdauer und -qualität.
The simultaneous development of a component ora system by the supplier and the customer (Simul-taneous Engineering) holds benefits for both partieswith respect to the development period and quality.
FEM
BauteilanforderungenPart requirements
Prozesskette der Entwicklung von Umformteilen
Process chain in the development of forged parts
BauteilComponent
BauteilerprobungComponent trial
CADFEM
BauteilauslegungComponent design
BauteilnachrechnungComponent design verification
BauteilkontrolleComponent quality control
CAQ
CAQ
© Hirschvogel Umformtechnik GmbH
1
CADFEM
CADFEM
Stand:
BauteilherstellungComponent production
WerkzeugfertigungTool production
Component design verification Component quality control
ProzessauslegungProcess design
WerkzeugauslegungTool design
CAM
CAM
Abb./Fig. 12.1: Prozesskette der Entwicklung von MassivumformteilenProcess chain in the development of forged parts
Optimale Voraussetzungen für diesen Prozess erge-ben sich, wenn auch der Lieferant eine hohe Ent-wicklungskompetenz besitzt. Die Nutzung modernerEntwicklungs- und Simulationswerkzeuge und dieIntegration dieser Werkzeuge in die Entwicklungs-kette des Abnehmers sind dann möglich. Hierbei ste-hen insbesondere Tools zur Bauteilbeschreibung und-auslegung im Vordergrund.
It is particularly advantageous if the supplier alsohas a high level of development competence. The useof modern development and simulation tools, as wellas the integration of these tools into the customer’sdevelopment chain, must be assured. Of particularimportance are tools for component design.
125

12 Moderne Entwicklungsmethoden Modern Development Methods
Die Entwicklungskette (Abb. 12.1) muss durchgän-gig sein und auch die Auslegung des Herstellprozes-ses beim Lieferanten mit beinhalten, da nur so einzeit-, kosten- und qualitätsoptimierter Entwicklungs-prozess realisiert werden kann.
The development chain (Fig. 12.1) must be continu-ous and also include the supplier’s production se-quence, as it is only by doing this that a timely, cost-efficient and high quality development process canbe attained.
12.1 Simultaneous Engineering
Die Anwendung des Simultaneous Engineering, diegemeinsam und parallel bei Abnehmer und Lieferantdurchgeführte Bauteilentwicklung, ist mittlerweileselbstverständlich geworden. Beide Partner könnenhierbei profitieren. Zum einen lässt sich die Entwick-lungszeit reduzieren, zum anderen kann durch früh-zeitige Berücksichtigung der fertigungstechnischenMöglichkeiten ein in Bezug auf Bauraum und Kos-ten optimales Teil entwickelt werden.
The use of Simultaneous Engineering, i. e. compo-nent development that is carried out in cooperationbetween the customer and the supplier, has becomea matter of course, and both partners can profit fromit. One benefit is the reduction in development time;another lies in the early consideration of productionpossibilities, leading to the development of an op-timum part with respect to construction space andcosts.
Ein Simultaneous-Engineering-Prozess ist heute oh-ne durchgängige CAD-Kette nicht mehr vorstellbar.Heute werden sowohl auf der Seite der Abnehmerals auch auf der Seite der Lieferanten volumenba-sierende Systeme eingesetzt, die nicht nur die Ober-fläche eines Bauteils beschreiben, sondern auch dasVolumen des Bauteils kennen. Die Systeme verfügenüber die Möglichkeit der parametrischen Modellie-rung, mit deren Hilfe Bauteile, Baugruppen und Sys-teme dreidimensional im Rechner beschrieben wer-den können.
A continuous CAD chain has become indispensablein Simultaneous Engineering processes. Today, bothcustomer and supplier rely primarily on solid modelbased systems that not only represent the surface ofa component, but also recognize the volume of thepart. Such systems enable parametric modeling tobe carried out, which assists in creating 3-D com-puter representations of components, assemblies andsystems.
126

12 Moderne Entwicklungsmethoden Modern Development Methods
12.1.1 Datenaustausch zwischen Lieferant und AbnehmerData Exchange Between Supplier and Customer
Der Datenaustausch zwischen unterschiedlichenCAD-Systemen erfolgt auf der Basis neutralerSchnittstellenformate. Von Bedeutung sind hier dieIGES-Schnittstelle (Initial Grafical Exchange Speci-fication) zum Austausch von Geometrie- und Zeich-nungsinformationen sowie die STEP-Norm (Stan-dard for the Exchange of Product Model Data) ISO10303. Der erreichte Leistungsumfang der STEP-Schnittstelle stellt eine gute Alternative zu den bis-her gängigen Schnittstellen dar, wobei der Austauschvon Volumenmodellen ausschließlich mithilfe vonSTEP möglich ist.
Data exchange between different CAD systems oc-curs on the basis of neutral interface formats.Worthy of particular mention are the IGES inter-face (Initial Graphical Exchange Specification) forexchanging geometry and drawing information, aswell as the STEP norm (Standard for the Exchangeof Product Model Data), ISO 10303. The scope of-fered by the STEP interface represents a good al-ternative to the interfaces that have been commonlyused to date, since it includes standards for solidmodel exchange.
Lieferant und Abnehmer müssen nicht nur bestimm-te technische Voraussetzungen erfüllen, sondern sichauch über Inhalt, Umfang und Detaillierungsgrad derDaten abstimmen. Damit wird einerseits der Auf-wand begrenzt, andererseits kann ohne Verluste aufden zur Verfügung gestellten Daten aufgesetzt wer-den.
Supplier and customer thus need to not only coor-dinate certain technical requirements, but must alsoagree on the content, scope and detail of the data. Itis only then that unnecessary work is avoided and alldata can be used fully without any losses.
12.1.2 Durchgängige CAD/CAM-KetteContinuous CAD/CAM Chain
Die Durchgängigkeit der Daten zwischen Lieferan-ten und Abnehmer muss bis zur Fertigung der be-nötigten Umformwerkzeuge gewährleistet sein; nurdann können diese kostengünstig und fehlerfrei inkürzester Zeit hergestellt werden.
The consistency of data between the supplier andthe customer must be guaranteed right through tothe production of the required forging tools. Thisensures that these tools can be produced in a cost-efficient and fault-free way in the shortest possibletime.
Im Einbauraum der verwendeten Maschine bildendie Umformwerkzeuge das für den Umformprozessnotwendige Gesamtwerkzeug. Die für die Fertigungrelevanten Zeichnungen werden aus den entspre-chenden Modellen abgeleitet (siehe Abb. 12.2).
The forging tools in the machine represent the entiretooling that is required for the forging process. Thedrawings relevant to production are derived from thecorresponding models (see Fig. 12.2).
127
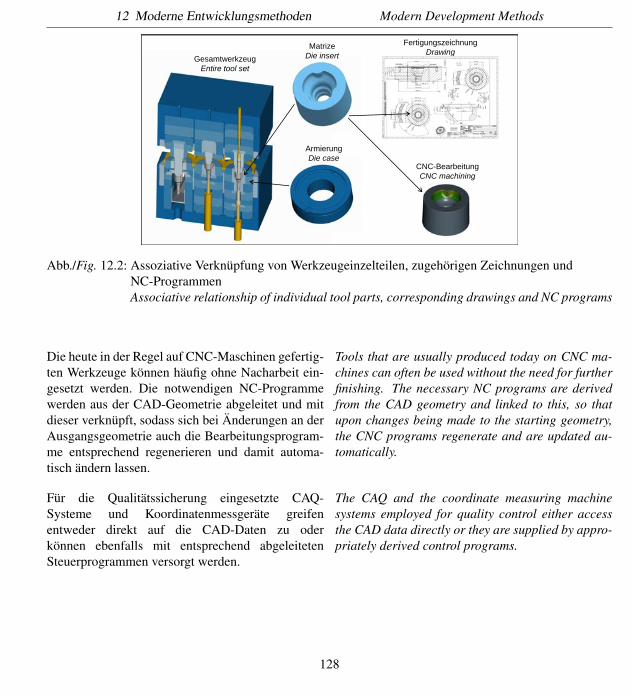
12 Moderne Entwicklungsmethoden Modern Development Methods
© Hirschvogel Umformtechnik GmbH
1Stand:
Assoziative Verknüpfung von Werkzeugeinzelteilen, zugehörigen Zeichnungen und NC-ProgrammenAssociative linking of individual tool parts, corresponding diagrams and NC programs
GesamtwerkzeugEntire tool set
MatrizeDie insert
ArmierungDie case
CNC-BearbeitungCNC machining
FertigungszeichnungDrawing
Abb./Fig. 12.2: Assoziative Verknüpfung von Werkzeugeinzelteilen, zugehörigen Zeichnungen undNC-ProgrammenAssociative relationship of individual tool parts, corresponding drawings and NC programs
Die heute in der Regel auf CNC-Maschinen gefertig-ten Werkzeuge können häufig ohne Nacharbeit ein-gesetzt werden. Die notwendigen NC-Programmewerden aus der CAD-Geometrie abgeleitet und mitdieser verknüpft, sodass sich bei Änderungen an derAusgangsgeometrie auch die Bearbeitungsprogram-me entsprechend regenerieren und damit automa-tisch ändern lassen.
Tools that are usually produced today on CNC ma-chines can often be used without the need for furtherfinishing. The necessary NC programs are derivedfrom the CAD geometry and linked to this, so thatupon changes being made to the starting geometry,the CNC programs regenerate and are updated au-tomatically.
Für die Qualitätssicherung eingesetzte CAQ-Systeme und Koordinatenmessgeräte greifenentweder direkt auf die CAD-Daten zu oderkönnen ebenfalls mit entsprechend abgeleitetenSteuerprogrammen versorgt werden.
The CAQ and the coordinate measuring machinesystems employed for quality control either accessthe CAD data directly or they are supplied by appro-priately derived control programs.
128
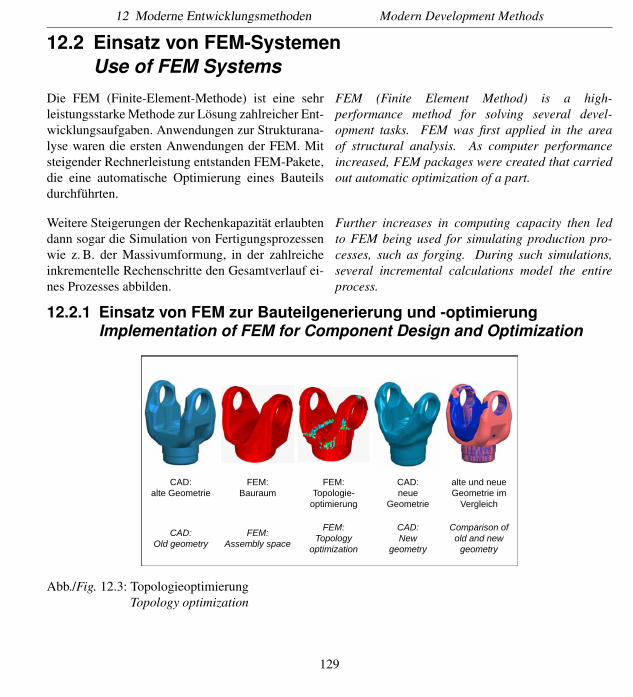
12 Moderne Entwicklungsmethoden Modern Development Methods
12.2 Einsatz von FEM-SystemenUse of FEM Systems
Die FEM (Finite-Element-Methode) ist eine sehrleistungsstarke Methode zur Lösung zahlreicher Ent-wicklungsaufgaben. Anwendungen zur Strukturana-lyse waren die ersten Anwendungen der FEM. Mitsteigender Rechnerleistung entstanden FEM-Pakete,die eine automatische Optimierung eines Bauteilsdurchführten.
FEM (Finite Element Method) is a high-performance method for solving several devel-opment tasks. FEM was first applied in the areaof structural analysis. As computer performanceincreased, FEM packages were created that carriedout automatic optimization of a part.
Weitere Steigerungen der Rechenkapazität erlaubtendann sogar die Simulation von Fertigungsprozessenwie z. B. der Massivumformung, in der zahlreicheinkrementelle Rechenschritte den Gesamtverlauf ei-nes Prozesses abbilden.
Further increases in computing capacity then ledto FEM being used for simulating production pro-cesses, such as forging. During such simulations,several incremental calculations model the entireprocess.
12.2.1 Einsatz von FEM zur Bauteilgenerierung und -optimierungImplementation of FEM for Component Design and Optimization
© Hirschvogel Umformtechnik GmbH
1Stand:
TopologieoptimierungTopology optimization
CAD:alte Geometrie
CAD:neue
Geometrie
alte und neue Geometrie im
Vergleich
FEM:Bauraum
FEM:Topologie-
optimierung
CAD:Old geometry
FEM:Assembly space
FEM:Topology
optimization
CAD:New
geometry
Comparison ofold and new
geometry
Abb./Fig. 12.3: TopologieoptimierungTopology optimization
129

12 Moderne Entwicklungsmethoden Modern Development Methods
In einer Topologieoptimierung wird die Grobgestalteines Bauteils durch eine automatische Optimierunggeneriert.
Topology optimization involves automatically gener-ating the rough design of a component.
Es wird zunächst der maximale Bauraum modelliert.Dann werden Belastungen und weitere Randbedin-gungen definiert. In einer iterativen Vorgehenswei-se entfernt die Topologieoptimierungssoftware danndie Bauteilbereiche, die nur geringe Belastungen se-hen oder nur wenig zur Steifigkeit des Bauteils bei-tragen.
Firstly, the maximum construction space is modeledbefore the loads and other boundary conditions aredefined. In an iterative procedure the topology op-timization software then removes those areas of ma-terial where the stresses are lower or those regionsthat contribute little to the stiffness of the part.
Das so erzielte Modell (siehe Abb. 12.3) dient alsIdeenlieferant für die Bauteilgeometrie. Bei der an-schließenden Bauteilbeschreibung sind die Möglich-keiten und Grenzen (z. B. Entformbarkeit) des ein-gesetzten Fertigungsverfahrens entsprechend zu be-rücksichtigen. Das so entstandene Modell kann dannmithilfe einer Gestaltoptimierung (siehe Abb. 12.4)weiter spannungsoptimiert werden.
The model that is generated (see Fig. 12.3) serves asa source of ideas for part geometry. The subsequentcomponent layout needs to consider the possibilitiesand limitations (e. g. removal of the part) posed bythe production process that is to be used. The modelcan then be further enhanced with respect to stressby using shape optimization (see Fig. 12.4).
12.2.2 Linear-elastische FEM-Berechnung eines BauteilsLinear-Elastic FEM Calculation of a Part
Die Bauteilgeometrie, die aus dem CAD-Systemübernommen wird, ist Ausgangspunkt für die Be-rechnung. Das Modell berücksichtigt alle Lastfälle,die den später in der Realität zu erwartenden Be-lastungen entsprechen. Bei hinreichend genau be-schriebener Geometrie und geeigneter Vernetzungder Geometrie für die FEM-Analyse können hiermitdie Spannungen an jeder Stelle des Bauteils mit gu-ter Genauigkeit ermittelt werden.
The geometry of a component, which is taken fromthe CAD system, forms the starting point for the cal-culation. During this process, all external forces,corresponding to the loads to be expected duringapplication, need to be considered. As long asthe geometry is precisely represented and suitablymeshed for the FEM analysis, it is possible to de-rive the stresses at every location of the componentwith a high level of accuracy.
130
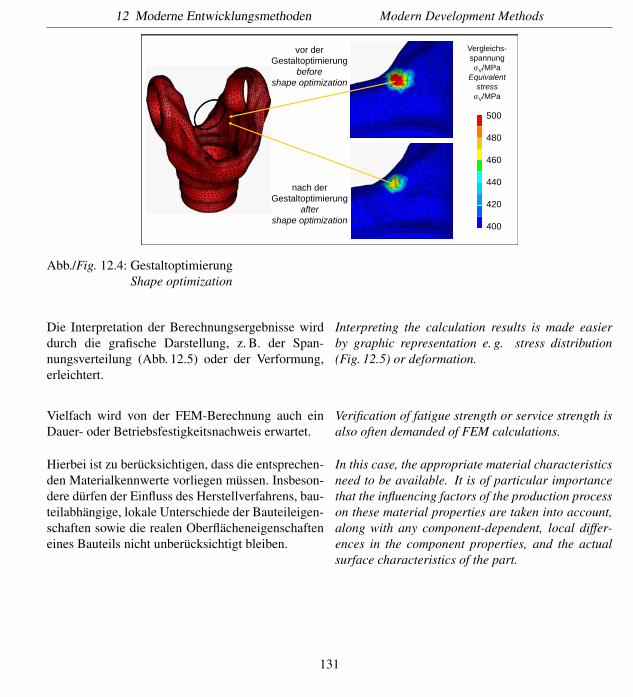
12 Moderne Entwicklungsmethoden Modern Development Methods
© Hirschvogel Umformtechnik GmbH
1Stand:
GestaltoptimierungShape optimization
Vergleichs-spannung
σV/MPaEquivalent
stressσV/MPa
400
420
440
460
480
500
vor derGestaltoptimierung
beforeshape optimization
nach der Gestaltoptimierung
aftershape optimization
Abb./Fig. 12.4: GestaltoptimierungShape optimization
Die Interpretation der Berechnungsergebnisse wirddurch die grafische Darstellung, z. B. der Span-nungsverteilung (Abb. 12.5) oder der Verformung,erleichtert.
Interpreting the calculation results is made easierby graphic representation e. g. stress distribution(Fig. 12.5) or deformation.
Vielfach wird von der FEM-Berechnung auch einDauer- oder Betriebsfestigkeitsnachweis erwartet.
Verification of fatigue strength or service strength isalso often demanded of FEM calculations.
Hierbei ist zu berücksichtigen, dass die entsprechen-den Materialkennwerte vorliegen müssen. Insbeson-dere dürfen der Einfluss des Herstellverfahrens, bau-teilabhängige, lokale Unterschiede der Bauteileigen-schaften sowie die realen Oberflächeneigenschafteneines Bauteils nicht unberücksichtigt bleiben.
In this case, the appropriate material characteristicsneed to be available. It is of particular importancethat the influencing factors of the production processon these material properties are taken into account,along with any component-dependent, local differ-ences in the component properties, and the actualsurface characteristics of the part.
131

12 Moderne Entwicklungsmethoden Modern Development Methods
© Hirschvogel Umformtechnik GmbH
1Stand:
Beispiel der Bauteilauslegung durch FEM-BerechnungenExample of component design verification with FEM analysis
VergleichsspannungσV / MPa
Equivalent stressσV / MPa
180
360
60
300
120
0
240
Abb./Fig. 12.5: Beispiel der Bauteilauslegung durch FEM-BerechnungenExample of component design with FEM analysis
Liegen bereits Untersuchungsergebnisse von ähnli-chen Bauteilen vor, kann die FEM-Analyse gesi-cherte Aussagen liefern, die es erlauben, die Ent-wicklungszeit deutlich zu verkürzen und die An-zahl an aufwendigen Lebensdauertests zu reduzie-ren. Gleichzeitig können die Möglichkeiten des ein-gesetzten Werkstoffs und des jeweiligen Herstellver-fahrens bestmöglich ausgenutzt und damit ein kos-tenoptimiertes Bauteil ausgelegt werden.
If findings from similar components are available,the FEM analysis is able to deliver reliable infor-mation, significantly reducing development time andthe number of practical lifecycle tests that need tobe performed. Another benefit lies in the abilityto exploit the possibilities offered by the materialsand production processes in order to design a cost-efficient component.
12.2.3 Einsatz der FEM zur ProzesssimulationImplementation of FEM for Process Simulation
Ebenso wichtig wie die optimale Bauteilauslegungist auch die optimale konstruktive Auslegung desFertigungsprozesses. Auch hier kann die FEM in-zwischen eingesetzt werden.
The optimum design of the production process is justas important as optimum component design. FEMcan be used now in this area, too.
In der Simulation eines Massivumformprozesseswird das Bauteil als Volumenkörper vernetzt, dieWerkzeuge meist nur als Oberflächennetz.
When simulating a forging process, the part ismeshed as a solid; the tools are simulated in mostcases only as a surface mesh.
132

12 Moderne Entwicklungsmethoden Modern Development Methods
© Hirschvogel Umformtechnik GmbH
1Stand:
Ergebnisplot von StoffflusssimulationenResults plot of a material flow simulation
VergleichsumformgradEquivalent plastic strain
0.00.5
1.51.0
2.02.5
3.53.0
4.0φ / -
Temperatur / °CTemperature / °C
1100
1120
1160
1140
1180
1200
1240
1220
Abb./Fig. 12.6: Ergebnisplot von StoffflusssimulationenResults plot of a material flow simulation
Dann werden die Werkzeuge inkrementell bewegt,so wie es der Kinematik der zu modellierenden Um-formpresse entspricht.
The tools are then moved incrementally in a way thatcorresponds to the kinematics of the forging processto be modeled.
In jedem Zeitschritt wird dann auf Basis der plas-tomechanischen Grundgleichungen die Umformungdes Werkstücks berechnet. Dabei werden mecha-nische und thermische Werkstoffeigenschaften be-rücksichtigt.
During each time increment, the forging of the work-piece is calculated on the basis of plastomechanicalbasic equations, taking into account mechanical andthermal material properties.
Ebenso berücksichtigt wird die Reibung zwischenWerkstück und Werkzeug und die Entstehung undDissipation von Wärme, sodass der reale Umform-vorgang in allen seiner physikalischen Teilvorgängemöglichst realitätsgetreu wiedergegeben wird.
Other aspects that are considered include the fric-tion between the workpiece and the tool as well asthe generation and dissipation of heat. In this way,the simulation models the real forging process in allits physical sub-processes as accurately as possible.
Ziel der Prozesssimulation (siehe Abb. 12.6) ist diefehlerfreie Umformung (Vermeidung von Unterfül-lungen und Falten).
The aim of process simulation (see Fig. 12.6) iserror-free forging (avoiding underfilling and folds).
133
12 Moderne Entwicklungsmethoden Modern Development Methods
Weitere Ziele können je nach Anwendungsfall sein:Minimierung der Werkzeugbelastung, Verringerungdes Gratanteils, Vorhersage der Gefahr eines dukti-len Bruchs des Werkstücks in der Kaltumformung,Vorhersage des Faserverlaufs und die Beantwortungvieler anderer umformtechnischer Fragestellungen.
Depending on the application, other objectives maybe to minimize tool load, reduce flash, predict therisk of ductile fracture in the workpiece during coldforging, predict the fiber flow, and to address manyother forging issues.
12.3 Rapid Prototyping
Im Entwicklungsprozess ist es wünschenswert, kurz-fristig mit möglichst geringem Aufwand erste Mus-terteile erzeugen zu können. Hierzu werden bei-spielsweise Verfahren wie die Stereolithographieeingesetzt, mit deren Hilfe, aufbauend auf der CAD-Geometrie, Bauteile überwiegend aus Kunststoffen,seltener aus Metallen hergestellt werden können.
During the development process, it is an advantageto be able to produce sample parts at short noticeand with a minimum of effort. Processes such asstereo lithography may be used for such purposes.This assists in producing plastic and, less often,metal components based on CAD geometries.
Diese Bauteile erreichen aber nie die Festigkeits-eigenschaften, die durch Umformung hergestellteBauteile aufweisen.
These components never attain the strength proper-ties of those produced by metal forging, however.
Im Bereich der Massivumformung werden für dieErstellung erster Musterteile, die den späteren Bau-teileigenschaften möglichst nahe kommen sollen, imWesentlichen spanende Verfahren eingesetzt.
In the area of forging, initial sample parts, whichshould represent the later component properties asclosely as possible, are mostly produced by machin-ing processes.
134
12 Moderne Entwicklungsmethoden Modern Development Methods
Eine weitere Möglichkeit besteht darin, durch eineVereinfachung der Umformgeometrie und anschlie-ßender aufwendigerer spanender Bearbeitung ein-zelne Umformstufen einzusparen und somit die Pro-zesskette der umformtechnischen Bauteilherstellungdeutlich zu reduzieren. Gleichzeitig lässt sich auchdurch die direkte Herstellung vereinfachter Werk-zeugprototypen der Werkzeugaufwand senken. ImVergleich zu den Bauteilen, die mit Verfahren derStereolithographie hergestellt werden, weisen die sogefertigten Bauteile Eigenschaften auf, die sich nurnoch wenig vom späteren Serienbauteil unterschei-den.
Another option is to leave out some forging stages bysimplifying the geometry of the forged part and thesubsequent machining process, thereby significantlyreducing the metal forging production chain. Like-wise, the direct production of simplified tool proto-types leads to a considerable reduction in tool effort.In contrast to components produced by stereo lithog-raphy, the components generated in this way displayproperties which differ only slightly from those inreal series production.
12.4 Rasterelektronenmikroskop (REM)Scanning Electron Microscope (SEM)
Im Raster-Elektronenmikroskop (siehe Abb. 12.7)wird mit einem sehr dünnen Elektronenstrahl(Durchmesser ca. 0,01 µm) die Probenoberflächezeilenförmig abgetastet (gerastert). Durch das Auf-treffen der Primärelektronen des Elektronenstrahlswerden aus der Probe Sekundärelektronen heraus-gelöst, die von einem Elektronendetektor aufgefan-gen werden. Nach elektronischer Verstärkung wirddie örtliche Verteilung der Sekundärelektronen aufeinem Bildschirm wiedergegeben.
The scanning electron microscope (see Fig. 12.7) lin-early scans the sample surface using a very fine elec-tron beam (approx. 0.01 µm in diameter). When theprimary electrons of the electron beam impinge onthe surface of the testpiece, secondary electrons arereleased from the sample. These are then picked upby the electron detector. After amplification of thesignal, the local distribution of secondary electronsis shown on the screen.
Da aus herausragenden Oberfächenteilen viele Se-kundärelektronen herausgelöst werden, erscheinendiese Bereiche hell, während tiefer liegende Zonendunkler bleiben. Verbunden mit einer Schattenbil-dung, die durch Schrägeinfall des Elektronenstrahlsverursacht wird, entsteht so ein plastisches Bild derOberfläche, das sich durch große Schärfentiefe undhohe Auflösung auszeichnet.
As many secondary electrons are released from pro-truding surface regions, these areas appear light,whereas deeper lying zones remain dark. Combinedwith shadow formation caused by the inclination ofthe electron beam, a plastic image of the surfaceis generated that is characterized by great depth offield and high resolution.
135

12 Moderne Entwicklungsmethoden Modern Development Methods
© Hirschvogel Umformtechnik GmbH
1Stand:
Rasterelektronenmikroskop (REM)Scanning electron microscope (SEM)
Abb./Fig. 12.7: Rasterelektronenmikroskop (REM)Scanning electron microscope (SEM)
Des Weiteren werden Rückstreuelektronen des pri-mären Elektronenstrahls detektiert. Je höher dasAtomgewicht, desto mehr Elektronen werden rück-gestreut. Das Rückstreuelektronenbild lässt alsoRückschlüsse über die chemische Zusammenset-zung zu.
Furthermore, backscattered electrons of the primaryelectron beam are detected. The higher the atomweight, the more electrons are backscattered. Thebackscattered electron image therefore allows con-clusions to be drawn about the chemical composi-tion.
Das Auflösevermögen des REM beträgt üblicherwei-se bis 0,01 µm, die Schärfentiefe bei 1.000-facherVergrößerung etwa 35 µm. Die maximal erreichba-re Vergrößerung ist abhängig von der Spannung, mitder die Primärelektronen beschleunigt werden. Siekann bis zu 200.000-fach betragen.
The resolution of the SEM is usually up to 0.01 µm;the depth of field lies at around 35 µm at a mag-nification of 1,000 times. The maximum achievablemagnification depends on the voltage with which theprimary electrons are accelerated. It can be up to200,000 times.
Die große Schärfentiefe macht das Rasterelektronen-mikroskop besonders geeignet für die Untersuchun-gen von Bruchflächen (Mikrofraktografie) und sons-tigen Schäden. Das REM wird deshalb auch in star-kem Maß für Schadensuntersuchungen eingesetzt.Die Deutung der Bilder erfordert allerdings entspre-chende Erfahrung.
The great depth of field makes the scanning electronmicroscope particularly suitable for analyzing frac-tured surfaces (microfractography) and other faults.The SEM is thus used to a large degree in damageanalyses. Interpreting the images requires a highlevel of experience, however.
136

12 Moderne Entwicklungsmethoden Modern Development Methods
© Hirschvogel Umformtechnik GmbH
1Stand:
Beispielhafte REM AufnahmenExemplary SEM pictures
Abb./Fig. 12.8: REM-AufnahmenSEM images
Zusammen mit den konventionellen labortechni-schen Untersuchungen können mit dem REM tief-gehende werkstofftechnische Fragestellungen gelöstwerden. Wenn ein REM in-house verfügbar ist, re-duziert dies natürlich Antwortzeiten drastisch.
Together with conventional laboratory analyses, theSEM helps in solving intricate material scienceproblems. If an SEM is available in-house, devel-opment times can be drastically reduced.
137

13 Schlussfolgerungen und AusblickConclusions and Outlook
In dem vorliegenden Buch wurden die Technologi-en zur Herstellung von massivumgeformten Kom-ponenten durch verschiedenste Beispiele erläutert.Zusammenfassend lässt sich für die Verfahren derMassivumformung Folgendes feststellen:
This book has outlined technologies for producingforged components using a wide range of examples.In summary, the following can be said of forging op-erations:
Die Massivumformung bietet für ein breites Spek-trum an Bauteilen sowie für alle Stückzahlen undStückgewichte ein passendes Einzelverfahren an.
Forging offers suitable processes for a broad spec-trum of components, as well as for almost any num-ber of pieces and weights.
Massivumgeformte Werkstücke sind den durch kon-kurrierende Verfahren hergestellten Werkstücken be-züglich ihrer mechanischen Eigenschaften eindeutigüberlegen, und es können beinahe alle Werkstoffe,insbesondere nahezu alle Stahlwerkstoffe, verarbei-tet werden.
Forged parts display properties which make themconsiderably superior to parts produced by compet-ing processes. Furthermore, almost all metals, inparticular all steels, can be processed by means offorging.
Durch gut entwickelte stabile Prozesse lässt sichauch bei Massenfertigung ein konstant hohes Qua-litätsniveau halten.
By establishing well-developed, stable processes, aconsistently high level of quality can be maintained,even during mass production.
Durch Mechanisierung und Automatisierung lassensich kostengünstig Bauteile herstellen.
Mechanization and automation enable componentsto be produced in a cost-efficient way.
Bei Großserien lassen sich durch entsprechendeSondermaßnahmen hochpräzise Bauteile herstellen,die nur noch minimal spanend nachbearbeitet wer-den müssen.
By taking appropriate measures, it is possible toproduce high-precision components during largeproduction runs that only require very little subse-quent machining.
Zukünftige Entwicklungen der Massivumformungwerden sich insbesondere in folgenden Fachgebietenergeben:
Future developments in forging will occur in thefollowing specialist areas in particular:
138
13 Schlussfolgerungen und Ausblick Conclusions and Outlook
Die Simulationsverfahren zur Auslegung der Bau-teilgestalt und der Fertigungsprozesse werden wei-terentwickelt. Ebenso wird die Tribologie weiter un-tersucht werden, da profunde Kenntnisse der Vor-gänge in der Fuge zwischen Werkstück und Werk-zeug dazu beitragen, den Werkzeugverschleiß zuvermindern. Hier liegen noch Qualitäts- und Kosten-potenziale.
Simulation processes for designing components andproduction processes will see further development.Research will continue into tribology, as a betterunderstanding of the processes which take place inthe contact area between workpiece and tool assistsin minimizing tool wear. This holds potential withrespect to quality and costs.
In der Umformtechnik werden insbesondere die Ver-fahren weiterentwickelt werden, mit denen sich ein-baufertige Funktionsflächen herstellen lassen (Net-Shape-Forging oder Präzisionsumformung). In die-sem Zusammenhang werden auch intelligente Werk-zeugsysteme mit Mehrfachbewegungen zum Einsatzkommen. Derartige Verfahren werden aber grund-sätzlich immer produktspezifisch zu sehen sein.
In metal forging technology, it will be those pro-cesses with which ready-for-assembly functional sur-faces can be produced (net-shape forging or preci-sion forging) that will receive particular attentionin the future. Within the framework of this, intelli-gent tool systems with multiple movements will beemployed. Such processes will, however, always bespecific to a particular product.
Neben diesen grundsätzlichen technisch-wissenschaftlichen Trends werden aber auchbetriebs- und volkswirtschaftliche Weiterentwick-lungen zu beachten sein. Hier sind vor allem zuerwähnen:
Aside from the aforementioned engineering/scientifictrends, certain operational and economic trends willalso be of importance. In this context, the followingare worthy of particular note:
Aufgrund abnehmender Fertigungstiefe bei denHauptkunden muss der Massivumformer in Zukunftauch die Weiterverarbeitung seiner Teile bis hin zurSystemherstellung anbieten.
Due to decreasing vertical integration on the part ofmajor customers, metal forging companies must bein a position to offer further processing of their partsright through to system production.
Die Globalisierung der Abnehmer zwingt dieMassivumformindustrie, ebenfalls global zu denken.Dies kann durch Allianzen mit Partnerfirmen erfol-gen, die sich von losen Kooperationen bis hin zu fi-nanziellen Beteiligungen erstrecken können. Bei ge-nügender Eigensubstanz ist auch eine globale Auf-stellung ohne externe Partner möglich.
Globalization among customers is compelling theforging industry to likewise think globally. This canbe achieved by creating alliances with partner com-panies. These alliances can range from informal co-operations right up to financial shareholding. Withsufficient equity capital, a global set-up is even pos-sible without external partners.
139

13 Schlussfolgerungen und Ausblick Conclusions and Outlook
Die Massivumformer werden noch konsequenter dieForderungen des Simultaneous Engineering umset-zen und dem Kunden über die reine Verfahrensent-wicklung hinaus zunehmend Entwicklungsleistun-gen für seine Bauteile anbieten.
Forging companies will employ Simultaneous Engi-neering even more consistently and offer their cus-tomers not only pure process development, but also,increasingly, development services for their compo-nents.
Die Umformunternehmen, die sich diesen Trends ak-tiv stellen und die technisch-wissenschaftlichen Ent-wicklungen entsprechend begleiten, werden auch inZukunft eine dominierende Rolle am Markt spielen.
Those metal forging companies who actively set suchtrends and embrace engineering/scientific develop-ments will be the ones who will play an importantrole on the market in future.
140
14 Weiterführende LiteraturFurther Reading
Umformtechnik Metal Forging• Altan, T., Oh, S.-I., Gegel, H. L.: Metal Forming Fundamentals and Applications, American Society
for Metals, 1983• Dieter, G. E.: Mechanical Metallurgy, SI Metric Edition, McGraw-Hill, 1988• Doege, E., Behrens, B.-A.: Handbuch Umformtechnik - Grundlagen Technologien Maschinen,
Springer, 2007• Lange, K.: Umformtechnik - Handbuch für Industrie und Wissenschaft. Band 1 - 4. Springer, 1988• Mayrhofer, K.: Kaltfließpressen von Stahl und Nichteisenmetallen: Stand der Technik in Theorie und
Anwendung, Springer, 1983• Schuler (Hrsg.): Handbuch der Umformtechnik, Springer, 1996
(in German and English)Plastomechanik und Finite Elemente Plasto Mechanics and Finite Elements
• Bathe, K.-J.: Finite-Elemente-Methoden, Springer, 1990• Kobayashi, S., Oh, S.-I., Altan, T.: Metal Forming and the Finite-Element Method, Oxford University
Press, 1989• Lippmann, H.: Mechanik des plastischen Fließens, Springer, 1981• Lippmann, H.; Mahrenholtz, O.: Plastomechanik der Umformung metallischer Werkstoffe,
Springer, 1967Fertigungstechnik Production Engineering
• Klocke, F., König, W.: Fertigungsverfahren - Band 1 - 4, SpringerAllgemeiner Maschinenbau General Mechanical Engineering
• Beitz, W., Grote, K.-H.: Taschenbuch für den Maschinenbau - Dubbel, Springer, 2001Tribologie Tribology
• Stachowiak, G., Batchelor, A. W.: Engineering Tribology, Butterworth Heinemann, 2005Werkstoffe Materials
• Bargel, H.-J., Schulze G.: Werkstoffkunde, Springer, 2008• Dahl, W., Kopp, R., Pawelski, O.: Umformtechnik Plastomechanik und Werkstoffkunde, Verlage
Stahleisen Düsseldorf, 1993• Gottstein, Günter: Physikalische Grundlagen der Materialkunde, Springer, 2007• Guy, Albert G.: Metallkunde für Ingenieure, Akademische Verlagsgesellschaft Wiesbaden, 1983
141
Hirschvogel Automotive Group
Hirschvogel Holding GmbHMühlstraße 6D-86920 Denklingen
Telefon/Phone: +49 8243 [email protected]
HaftungLiabilityDie Informationen, die die Hirschvogel HoldingGmbH Ihnen in diesem Buch zur Verfügung stellt,wurden mit größtmöglicher Sorgfalt zusammenge-stellt. Trotz sorgfältigster Kontrolle kann die Feh-lerfreiheit nicht garantiert werden. Die HirschvogelHolding GmbH schließt daher jede Haftung oder Ga-rantie hinsichtlich der Genauigkeit, Vollständigkeitund Aktualität in diesem Buch aus.
The information which Hirschvogel Holding GmbHmakes available in this book was compiled with thegreatest of care. In spite of the utmost care that hasbeen taken, it cannot be guaranteed that the contentsare error-free. Hirschvogel Holding GmbH there-fore excludes any liability or guarantee with respectto the precision, completeness and up-to-dateness ofthe information in this book.
UrheberrechteCopyrightsCopyright Hirschvogel Holding GmbH. Alle Rechtevorbehalten. Der Inhalt einschließlich Bilder und dieGestaltung dieses Buchs unterliegen dem Schutz desUrheberrechts und anderer Gesetze zum Schutz geis-tigen Eigentums. Die Veränderung des Inhalts diesesBuches ist nicht gestattet. Darüber hinaus darf dieserInhalt nicht zu kommerziellen Zwecken kopiert, ver-breitet, verändert oder Dritten zugänglich gemachtwerden.
Copyright Hirschvogel Holding GmbH. All rights re-served. The contents, including images and the de-sign of this book, are subject to copyright protec-tion and other laws for the protection of intellectualproperty. The alteration of the contents of this bookis not permitted. Furthermore, this content may notbe copied, distributed, altered or made accessible tothird parties for commercial purposes.
142
Index (Deutsch)
Abwälzfräsen, 92Aluminium, 53Aluminiumlegierungen, 120Armierungen, 73Austenit, 8
Bohren, 87
Dauerwechselfestigkeit, 2DIN 10243, 46DIN 10254, 46DIN 5480, 105Drehen, 85
ECM, 95Einsatzhärten, 117Eisen-Kohlenstoff-Diagramm, 15Elektrochemisches Abtragen, 95
Faserverlauf, 1FEM-Berechnung (Bauteil), 132FEM-Systeme, 129Ferrit, 8Festigkeitsstrahlen, 119Finishen, 90Finite-Element-Methode, 129Fließbedingung, 19Fließpressverfahren, 29Fließspannung, 60FMEA, 124FP-Glühen, 112Fräsen, 84Freiformschmieden, 25
Gesenkschmieden, 28Gestaltoptimierung, 131
Glühen auf kugeligen Zementit, 115Grenzumformgrad, 60
Hexagonale Kristallstruktur, 8Hohlteile, 79
Induktivhärten, 116Isothermglühen, 112
Kaltprägen, 34Kaltstauchen, 27Kaltwalzen, 91Karbidbildung, 17Korngrenzen, 9Kristallstrukturen, 6kubisch flächenzentriertes Kristallgitter, 7
Maschinen für Kaltumformung, 71Maschinenarten (Warmumformung), 42Matrizenverband, 73
Near-Net-Shape, 64Net-Shape, 64Nichteisenmetalle, 109Normalglühen, 111
Oberflächenbehandlung, 118
P-Behandlung, 114Planschleifen, 88Plasmanitrieren, 118Prozesssimulation, 132
Qualitätsmanagement, 122Querkeilwalzen, 33
Räumen, 90
143
Rapid Prototyping, 134Rasterelektronenmikroskop, 135Reckwalzen, 34Reibschweißen, 94Rekristallisation, 13Rekristallisationsglühen, 115REM, 135Rundkneten, 26Rundschleifen, 89
Schleifen, 87Schmiedegüte, 47Schraubenversetzung, 9Schubfließgrenze, 20Schubspannungshypothese, 19Simultaneous Engineering, 126Spannungs-Dehnungs-Diagramm, 18SPC, 124Stahlwerkstoffe, 108Stauchen, 27Streckgrenze, 19Stufenversetzung, 9
Tieflochbohren, 87Titan, 53, 110Topologieoptimierung, 129
Umformverhalten (Werkstoffe), 108
Vergüten, 113, 114Versetzungen, 9Verzahnungen, 81, 90Verzahnungen (Fließpressen), 93Verzahnungsfräsen, 92
Wärmebehandlung (Aluminium), 120Wärmebehandlungsverfahren, 111, 112Warmstauchen, 27Weichglühen, 115
Zunderbildung, 60
144

Index (English)
Aluminum, 53Aluminum Alloys, 120Austenite, 8
Broaching, 90
Carbide Formation, 17Case Hardening, 117Closed-Die Forging, 28Cold Coining, 34Cold Forging Machines, 71Cold Rolling, 91Cold Upsetting, 27Cross Wedge Rolling, 33Crystal Stuctures, 6Cylindrical Grinding, 89
Deep-Hole Drilling, 87Die Assembly, 73DIN 10243, 46DIN 10254, 46DIN 5480, 105Dislocations, 9Drilling, 87
ECM, 95Edge Dislocation, 9Electrochemical Machining, 95Extrusion Processes, 29
Face-Centered Cubic Lattice, 7Fatigue Strength, 2FEM Analysis (Component), 132FEM Systems, 129Ferrite, 8
Fiber Flow, 1Finishing, 90Finite Element Method, 129Flow Stress, 60FMEA, 124Forging Behavior (Materials), 108Forging Grade, 47Friction Welding, 94
Gear Milling, 92Gears (Cold Forging), 93Gears and Splines, 81, 90Grain Boundaries, 9Grinding, 87
Heat Treatment (Aluminum), 120Heat Treatment Processes, 111, 112Hexagonal Crystal Structure, 8Hollow Parts, 79Hot Upsetting, 27
Induction Hardening, 116Iron-Carbon Diagram, 15Isothermal Annealing, 112
Machine Types (Hot Forging), 42Maximum Shear Stress Criterion, 19Milling, 84
Near-Net-Shape, 64Net-Shape, 64Non-Ferrous Metals, 109Normalizing, 111
Open-Die Forging, 25Oxide Formation, 60
145

P-Treatment, 114Permissible Plastic Strain, 60Plasma Nitriding, 118Process Simulation, 132
Quality Management, 122Quenching and Tempering, 113, 114
Rapid Prototyping, 134Recrystallization, 13Recrystallization Annealing, 115Reducer Rolling, 34
Scanning Electron Microscope, 135Screw Dislocation, 9SEM, 135Shape Optimization, 131Shear Yield Point, 20Shot Peening, 119Shrinkage Rings, 73Simultaneous Engineering, 126Soft Annealing, 115SPC, 124Spheroidizing, 115Steel Materials, 108Stress-Strain Curve, 18Surface Grinding, 88Surface Treatment, 118Swaging, 26
Titanium, 53, 110Topology Optimization, 129Turning, 85
Upsetting, 27
Yield Condition, 19Yield Point, 19
146