INFILL AND TYPE INFLUENCE ON TENSILE …International Journal of Modern Manufacturing Technologies...
6
International Journal of Modern Manufacturing Technologies ISSN 2067–3604, Vol. XI, No. 2 / 2019 44 INFILL AND TYPE INFLUENCE ON TENSILE STRENGTH OF PLA BIODEGRADABLE MATERIAL USING FDM TECHNOLOGY Andrei Danut Mazurchevici 1 , Constantin Carausu 1 , Ciprian Ciofu 2 , Ramona Popa 1 , Simona-Nicoleta Mazurchevici 1 , Dumitru Nedelcu 1,3 1 “Gheorghe Asachi” Technical University of Iasi, Department of Machine Manufacturing and Industrial Management, Blvd. Mangeron, No. 59A, 700050 Iasi, Romania 2 “Gheorghe Asachi” Technical University of Iasi, Mechanical Engineering Faculty, Blvd. Mangeron, No. 59A, 700050 Iasi, Romania 3 Academy of Romanian Scientists, Ilfov Street, No. 3, Sector 5, Bucharest, Romania Corresponding author: Simona-Nicoleta Mazurchevici, [email protected] Abstract: Due to the increased importance shown by consumers around the world in what concerns the cost, the manufacturing time, and the quality associated with the additive manufacturing technology, more and more researchers, companies and consumers are adopting this technology and have been continuously improving it. In this paper, we analyze the behavior of PLA material during the FDM printing process and also conduct studies regarding the influence of different process parameters (pattern type, infill rate) on the tensile strength of the printed PLA samples. The paper also describes a series of defects that may occur during the process. Key words: FDM, PLA, tensile strength, simulations, defects 1. INTRODUCTION PLA (Polylactic Acid) is one of the most popular bioplastics used in FDM (Fused Deposition Modeling) desktop printing. The biodegradable thermoplastic material is obtained from annual plants (renewable resources) such as sugarcane or corn starch and is used for many applications where aesthetics (fine detail) is important, ranging from food-related items to medical implants. It is generally stable in atmospheric conditions but in industrial composters will biodegrade in approximatively 50 days while in water it will degrade in 48 months, [1, 2]. A very important aspect that must be taken into account in the choice of material is heat resistance. PLA thermoplastic is not very suitable for high temperature applications due to its glass transition temperature of 60°C. After this temperature, the structural integrity of the material is rapidly decreasing and the part begins to deform particularly if the part is under a load, [3]. A brief characterization of PLA material, using the data from OptiMatter, [4], depending on key decision criteria (other than speed and cost) needed in the material choice stage is shown in Figure 1. The biodegradable thermoplastic material reveals characteristics such as printing easiness, good visual quality, layer adhesion and tensile strength. Its drawbacks are its brittle behavior and low impact resistance . Other PLA characteristics are the fact that it is odorless, its good UV resistance, low humidity resistance and very rigid behavior. These properties are in essence neither “good”, nor “bad”, but they are properties that make the material suitable for some applications and not for others, [1-6]. Fig. 1. 3D printing characterization of PLA, [4] 2. MATERIAL AND METHODS The purpose of this study is to analyze the mechanical performance (tensile strength) of samples obtained by 3D printing from PLA. PLA filament (red color) manufactured by Raise3D TM Premium with a diameter of 1.75mm was used for this study. Some general information (average values) regarding the properties of spool studied material that has to be mentioned is tensile strength 37MPa, elongation 6%, flexural modulus 4GPa, density 1.3g/cm 3 , melting point 173°C, glass transition temperature 60°C, [4]. The ideaMaker software package belonging to the Raise3D Pro2 Plus printer was used to determine the different infill types. A speed value of 0.1 mm/min was used in tensile tests. The dumb-type sample according to SR EN ISO 527-2 and ASTM D638 [5] was also used, the distance between the slots was 115mm, the data
Transcript of INFILL AND TYPE INFLUENCE ON TENSILE …International Journal of Modern Manufacturing Technologies...

International Journal of Modern Manufacturing Technologies
ISSN 2067–3604, Vol. XI, No. 2 / 2019
44
INFILL AND TYPE INFLUENCE ON TENSILE STRENGTH OF PLA
BIODEGRADABLE MATERIAL USING FDM TECHNOLOGY
Andrei Danut Mazurchevici1, Constantin Carausu1, Ciprian Ciofu2, Ramona
Popa1, Simona-Nicoleta Mazurchevici1, Dumitru Nedelcu1,3
1“Gheorghe Asachi” Technical University of Iasi, Department of Machine Manufacturing and
Industrial Management, Blvd. Mangeron, No. 59A, 700050 Iasi, Romania 2“Gheorghe Asachi” Technical University of Iasi, Mechanical Engineering Faculty, Blvd.
Mangeron, No. 59A, 700050 Iasi, Romania 3Academy of Romanian Scientists, Ilfov Street, No. 3, Sector 5, Bucharest, Romania
Corresponding author: Simona-Nicoleta Mazurchevici, [email protected]
Abstract: Due to the increased importance shown by
consumers around the world in what concerns the cost, the
manufacturing time, and the quality associated with the
additive manufacturing technology, more and more researchers, companies and consumers are adopting this
technology and have been continuously improving it. In
this paper, we analyze the behavior of PLA material during
the FDM printing process and also conduct studies
regarding the influence of different process parameters
(pattern type, infill rate) on the tensile strength of the
printed PLA samples. The paper also describes a series of
defects that may occur during the process.
Key words: FDM, PLA, tensile strength, simulations,
defects
1. INTRODUCTION
PLA (Polylactic Acid) is one of the most popular bioplastics used in FDM (Fused Deposition
Modeling) desktop printing. The biodegradable
thermoplastic material is obtained from annual plants (renewable resources) such as sugarcane or corn
starch and is used for many applications where
aesthetics (fine detail) is important, ranging from food-related items to medical implants. It is generally
stable in atmospheric conditions but in industrial
composters will biodegrade in approximatively 50
days while in water it will degrade in 48 months, [1, 2].
A very important aspect that must be taken into
account in the choice of material is heat resistance. PLA thermoplastic is not very suitable for high
temperature applications due to its glass transition
temperature of 60°C. After this temperature, the
structural integrity of the material is rapidly decreasing and the part begins to deform particularly
if the part is under a load, [3].
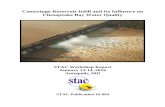
A brief characterization of PLA material, using the data from OptiMatter, [4], depending on key decision criteria
(other than speed and cost) needed in the material
choice stage is shown in Figure 1. The biodegradable thermoplastic material reveals characteristics such as
printing easiness, good visual quality, layer adhesion and tensile strength. Its drawbacks are its brittle
behavior and low impact resistance. Other PLA
characteristics are the fact that it is odorless, its good UV resistance, low humidity resistance and very rigid
behavior. These properties are in essence neither
“good”, nor “bad”, but they are properties that make the
material suitable for some applications and not for others, [1-6].
Fig. 1. 3D printing characterization of PLA, [4]
2. MATERIAL AND METHODS
The purpose of this study is to analyze the mechanical
performance (tensile strength) of samples obtained by
3D printing from PLA. PLA filament (red color) manufactured by Raise3DTM Premium with a diameter
of 1.75mm was used for this study. Some general
information (average values) regarding the properties of spool studied material that has to be mentioned is tensile
strength 37MPa, elongation 6%, flexural modulus
4GPa, density 1.3g/cm3, melting point 173°C, glass
transition temperature 60°C, [4]. The ideaMaker software package belonging to the
Raise3D Pro2 Plus printer was used to determine the
different infill types. A speed value of 0.1 mm/min was used in tensile
tests. The dumb-type sample according to SR EN ISO
527-2 and ASTM D638 [5] was also used, the distance between the slots was 115mm, the data

45
acquisition rate was 10Hz, and the test was performed at room temperature (23°C).
3. EXPERIMENTAL RESULTS
Thus, in order to view the infilling type corresponding
to a certain infilling percentage, Figure 2 shows the “honeycomb”-like infilling structure and the tensile test
samples (according to the SR EN ISO 527 standard, [7])
corresponding to different infill rate percentages: 25% (a), 50% (b), 75% (c), 100% (d).
Figure 2(a), corresponding to the lowest infill rate
(25%) of the ideaMaker software package used by
Raise3D Pro2 Plus printer, simulates the rapid prototyping process, where the "honeycomb" infill
colored in yellow and the 3 'shells' (one brown 'outher
shell' and two green 'iner shells') may be seen.
Figures 2(b) and 2(c), corresponding to infilling percentages of 50% and 75%, respectively, reveal
that the software performs the infilling simulation in
the same way as for the 25% infilling rate, the
difference consisting not only of the infilling percentage but also of the printing time, quantity of
used material and processing cost. In the case of full
sample infilling, Figure 2(d), (100%), the software no longer takes into account the selected honeycomb
infilling type, automatically passing to a rectilinear
infilling type (orange “solid infill”). In the case of rectilinear infill (Figure 3), the software interprets the
four "honeycomb"-like infilling percentages in a
similar manner. Following experiment repetition, we
found that the software program started to ignore the infilling type setup at 95% infilling.
(a) (b)
(c) (d)
Fig. 2. Infill of PLA sample, Honeycomb type: (a) 25% (b) 50%; (c) 75%; (d) 100%
(a) (b)
(c) (d)
Fig 3. Infill of PLA sample, Rectilinear type:(a) 25% (b) 50%; (c) 75%; (d) 100%

46
The PLA samples were prototyped using Raise3D Pro2 Plus equipment developed by Raise3D. The
mechanical properties of the manufactured samples
obtained by FDM additive manufacturing technology
depend on process parameters selection. Thus, the building orientation was flat, the nozzle temperature
was 215°C, the bed was heated at 60°C, the infill rate
was 70mm/s, the nozzle diameter was 0.4mm, the layer thickness was 0.2mm, the number of shells was
3, and the extrusion width was 0.5mm.
The uniaxial tensile tests were performed at the Science and Materials Engineering Faculty,
"Gheorghe Asachi" Technical University of Iasi,
Romania. The universal testing equipment used was
Instron 3382. The uniaxial tensile tests were performed on 3D
printed models with different infill rates (50%, 75%
and 100%). For each infilling rate, 3 samples were used to calculate the mean value and the dispersion of
the results.
The tensile test showed an approximately
proportional increase with the sample infilling percentage, Figures 4, 5 and 6. Thus, in the case of
100% infilling, the tensile strength mean value is
(37.88±1.49)MPa, and in the case of 75% infilling rate, the value decreases by about 25%, namely
(29.68±0.36)MPa. The decrease value is also
proportional for the 50% infill rate, i.e. (24.70%±0.31)MPa.
Fig. 4. Tensile strength of PLA printed sample – 50% infill
rate
Fig. 5. Tensile strength of PLA printed sample – 75% infill
rate
The mean value of tensile elongation at 100% infilling percentage is (4.47±0.22)%, at 75% infilling
percentage the value is (4.75±0.11)% and at 50%
infilling percentage it is (5.14±0.15)%. Having
analyzed the experimental results, we can safely say that the samples manufactured from PLA material
revealed a brittle behavior compared to conventional
plastic material such as ABS (Acrylonitrile butadiene styrene) or PP (Polypropylene), [1, 2, 4].
Fig. 6. Tensile strength of PLA printed sample – 100%
infill rate
Considering the fact that the aim of the research is to
obtain the best properties for the rapid prototype of biodegradable materials by using the FDM method, we
chose to continue the experiment with an 100%
infilling rate. We also printed five samples with five different
pattern types made of PLA material (red), in order to
observe the orientation of the melted filament. The types of infillers were: grid, rectilinear, honeycomb,
triangular and cubic. Other parameters set during the
3D printing process were 50% infill, 2 shells, 70
mm/s infill rate, 215oC nozzle temperature and 60oC heated bed.
As a result of surface morphological analysis by
SEM, Figure 7, with a “honeycomb”-like infilling ratio of 50%, we found that for this type of printing
the melted wire/bead follows a rectilinear pathway,
also the thickness/width of the wire at the nozzle exit has a dimension of 0.4mm, but the extruder head
exerts pressure on it, the wire width reaching the size
of 0.5mm.
Another aspect that has to be mentioned is the chemical composition of PLA printed material,
according to Zhe Wang, Zhijuan Pan et al. [8],
following EDAX analysis, the biodegradable thermoplastic is 66.46% carbon and 34.54% oxygen.
Also, Figure 7 shows oxygen particles distributed
approximately uniformly over the entire surface of the
printed sample. The study was aimed at detecting 3D printing defects
and also their causes.

47
Fig. 7. SEM image of 3D printed PLA, „honeycomb” type
4. TECHNOLOGICAL PARAMETERS
OPTIMIZATION A 1.75mm diameter wire was used to make samples
out of biodegradable PLA material. The technological
process factors analyzed were as follows: deposited
layer thickness, infill rate and printed sample orientation. A factorial experiment with three factors
on two levels (23=8 experiments) was used, according
to Table 1. Each experiment was repeated 3 times, in order to reveal the experimental process stability.
Specific samples, acording to standard, for uniaxial
tensile test were printed. Table 1. Input parameters in the experimental plan
No.
crt. Parameter
Levels
1 2
1 layer thickness [mm] 0.1 0.2
2 infill speed [mm/min] 40 80
3 sample orientation flat on-edge
Following the analysis of the experimental results regarding the PLA material uniaxial tensile test, it
was revealed that the technological parameter that
most significantly influenced the tensile test values (tensile strength - σ, elasticity modulus - E) was the
“sample orientation” on the printing table, [2].
In order to optimize the process parameters, the
following criteria were taken into account: the peak of the tensile strength and the elasticity modulus. In
the case of tensile strength, the following quantitative
technological parameters were considered: infilling rate, v[mm/min], and printing layer thickness, g
[mm]. The best tensile strength values were recorded
for the on-edge “sample orientation”, according to the factors influence analysis, [2].
The TableCurve3D v.4.0 application was used to determine the regression function, equation (1),
which is the best representation (square of the
correlation coefficient R2=0.971) of experimental
data, Figure 8.
0.20.18
0.160.14
0.12
t [mm
]
40
50
60
70
s [mm/min]
30
30
32.5
32.5
35
35
37.5
37.5
40
40
42.5
42.5
[M
Pa]
[
MP
a]
Fig. 8. The regression equation for PLA samples tensile
strength printed on-edge
][,08.09.6934.42 MPast (1)
The maximum value of equation (1) was obtained for g=0.1mm and v=80mm/min. For these parameters
and „on-edge” printing of the sample, the
σ=41.75MPa value was obtained. In case of elasticity modulus, the “on-edge” position
of the sample leads to the best results of the elasticity
modulus. Figure 9 shows the plan regression equation (2),
which represents the influence of the infilling rate
and the thickness of the layer deposited on the
elasticity modulus of the 3D printing samples placed on-edge.
0.20.18
0.160.14
0.12
t [mm
]
40
50
60
70
s [mm/min]
1250
1250
1300
1300
1350
1350
1400
1400
E [
MP
a]
E [
MP
a]
Fig. 9. The regression equation for PLA samples elasticity
modulus printed on-edge
The regression equation for the elasticity modulus
(R2=0.853) is:
][,1.165.79308.1386 MPastE (2)

48
which reaches its peak in the field of experimentation when g=0.1mm and v=80mm/min. For both these
parameters and “on-edge” printing position,
E=1394.72MPa.
In the case of elongation, the printing direction technological parameter was also considered “on-
edge”, and, according to the factors influence
analysis, the best results were obtained for elongation.
The plane equation (Figure 10) is for R2=0.496,
equation (3) and its peak in the field of experimentation is reached when g=0.2mm and
v=40mm/min:
[%],00375.08.1183.3 st (3)
For the parameters above and taking into account the
“on-edge” printing position, the ε=6.34% value was obtained. The deviation from the experimental data is
8.65%.
0.20.190.1
80.170.1
60.150.1
40.130.1
20.11
t [mm]40
4550
5560
6570
75
s [mm/m
in]
4.54.5
55
5.55.5
66
6.56.5
77
[%
]
[%
]
Fig. 10. The regression equation for PLA samples
elongation printed on-edge
5. DEFECTS OF SAMPLES
The 3D printing process by the FDM method depends on parameters like: the physical and mechanical
properties of the wire, the manner in which the model
is built, the performance and state of the 3D printing equipment, the parameters of the 3D printing process
and the environmental printing parameters.
The wire diameter uniformity used for printing is an
important factor because it ensures the continuous extruder feeding. If the diameter is too small, the
filament drive mechanism will not be able to guide it
into the extruder and the printing process will stop. If the diameter is too big, the feed friction forces increase
and the probability of wire skewing to the gear wheels
of the feed mechanism also increases. This phenomenon
results in the separation of the chip from the wire and the clogging of the feed zone (Figure 11).
The thermal expansion coefficient influences the 3D
printing process by inducing tensions between
adjacent layers of deposited material. The already deposited layer has a low temperature that depends
on the equipment enclosure temperature. Upon
depositing of a new layer, after cooling, the material
undergoes a contraction that induces shrinkage tensions in the new layer.
Fig. 11. Drive area clogging of the wire with the material
chips
Fig. 12. Deposited layers’ delamination through 3D
printing
Fig. 13. Deformation by thermal shrinkage of the sample
pick

49
If the adhesion between the layers (another important property of the wire material) is poor, the inner
stresses and forces generated by the printing process
(even if there are relatively small) can lead to the
peeling/delamination of layers (Figure 12). For certain geometries or part layouts on the printing
table, thermal contraction may lead to deformations
that prevent the subsequent layers to be deposited. Thus, Figure 13 shows pick lifting in the part
construction due to the tensions at the shrinkage of the
deposited layers. The pick comes out of the current layer deposition plane, and at the head movement, the
nozzle will not be able to deposit a new layer, which
will cause printing defects. One possibility to avoid
these defects would be to move the printing head only in the opposite direction from the pick.
6. CONCLUSIONS
The ideaMaker software, which was provided at the
purchasing of the 3D Raise3D Pro2 Plus equipment,
allows setting a variety of parameters. Our paper analyzed the parameters influence on the tensile
strength, such as: the type and the infilling degree of
the printed part. The program allows five geometric infill patterns: “grid”, “rectilinear”, “honeycomb”,
“triangular” and “cubic”. Biodegradable PLA was
used as material. It was found that the equipment software no longer considered a certain infilling type
for rates higher than 95%. In the case of 50% infill
rate, the tensile strength was (24.70% ±0.31)MPa, at
75% (29.68±0.36)MPa, and at 100% infilling percentage the value of the tensile strength was
(37.88±1.49)MPa. In the case of elongation, the
infilling percentage leads to the following results: for the 50% infilling percentage the value was
(5.14±0.15)%, for the 75% infilling percentage the
elongation value was (4.75±0.11)% and for the 100% infilling percentage the value was (4.47±0.22)%. The
traction values obtained were aproximately
proportional to the increase of infill percentage. In
order to maximise the tensile strength, the elasticity modulus and the elongation, regression equations
were obtained.
Following the tensile strenght curves, we may conclude that in the uniaxial tensile test, the PLA
material has a brittle behavior. The paper also
describes some defects that may occur during the 3D
printing process. Gaps in the layer deposits may occur due to the clogging with chips in the wire
advancement mechanism, peeling and deformation of
sharp portions of the sample.
7. ACKNOWLEDGEMENT
This work was supported by a grant of the Romanian
Ministery of Research and Innovation, CCCDI –
UEFISDI, project number PN-III-P1.2-PCCDI-0446/82PCCDI/2018, acronym TFI PMAIAA/
FAMCRIA, within PNCDI III.
8. REFERENCES
1. Redwood, B., Schoffer, F., Garret, B., (2017). The
3D Printing Handbook Technologies, design and applications, Ed. Hardcover, Amsterdam, The
Netherlands.
2. Mazurchevici, A., Nedelcu, D., Nitu, E.L., Racz, S.-G., Popa, R., (2019). Additive Manufacturing of
Composite Materials by FDM Technology: A Review,
Indian Journal of Engineering & Materials Sciences
(in press). 3. https://www.3dhubs.com/knowledge-base/additive-
manufacturing-technologies-overview, Accesed on:
12.07.2018. 4. https://my3dmatter.com/influence-infill-layer-
height-pattern/#more-95, Accesed on: 12.03.2019.
5. Nedelcu, D., Stöhr, T., Ciofu, C., Mindru, D.,
(2009). Some aspects concerning the physical models obtained using high performance composite material,
Proceedings of the 13th International Conference on
Modern Technologies, Quality and Innovation, ModTech2009, pp. 455-459.
6. Mindru, T.-D., Ciofu, C. D., Nedelcu, D., (2011)
Optimization of the plastic injection process through the modification of the process functional
parameters, TEHNOMUS - New Technologies and
Products in Machine Manufacturing Technologies, pp
87-92. 7. Tensile strength, final, ASTM D638, ISO 527.
8. Wang, Z., Pan, Z., Wang, J., Zhao, R., (2016). A
Novel Hierarchical Structured Poly(lactic acid)/Titania Fibrous Membrane with Excellent
Antibacterial Activity and Air Filtration
Performance, Hindawi Publishing Corporation, Journal of Nanomaterials, 2016, Article ID 6272983,
1-17, http://dx.doi.org/10.1155/2016/6272983.
Received: June 15, 2019 / Accepted: December 15, 2019 / Paper available online: December 20, 2019 ©
International Journal of Modern Manufacturing
Technologies