Increase in production with automation in injection molding machine
72
1 CHAPTER 1 INTRODUCTION This chapter proves a review of the concept of injected parts and methods of parts developments. This chapter also relates how parts were produced by using specific tools that provided in the laboratory. Besides that, this chapter also includes the information about parameter involves and the material that used in this project. The injected parts also are chosen so that the sample can be taken nicely to do some analysis. 1.1 HISTORY OF INJECTION MOLDING Injection is a manufacturing process for producing parts from both thermoplastic and thermosetting plastic materials. Material is fed into a heated barrel, mixed, and forced into a mold cavity where it cools and hardens to the configuration of the cavity. After a product is designed, usually by an industrial designer or an engineer, molds are made by a mold maker or toolmaker from metal, usually either steel or aluminum, and precision-machined to form the features of the desired part. Injection molding is widely used for manufacturing a variety of parts, from the smallest component to entire body panels of cars. (Todd, 1994) Am injection molding machine, also known as an injection press, is a machine for manufacturing plastic products by the injection molding process. It consists of two main parts, an injection unit and a clamping unit. Injection molding machines can fasten the molds either a horizontal or vertical position. The majority of machines are horizontally oriented, but vertical machines are used in some niche applications such as insert molding allowing the machine to take advantage of gravity. The first man-made plastic was invented in Britain in 1852 by Alexander Parkes. He publicly demonstrated it at the 1861 international exhibition in London; calling the material he produced “parkesine.” Derived from cellulose, Parkesine could be heated, molded and retain its shape when cooled. It was, however, expensive to produce, prone to cracking, and highly flammable.
-
Upload
mohammed-asker-ali -
Category
Education
-
view
5.310 -
download
1
Transcript of Increase in production with automation in injection molding machine

1
CHAPTER 1
INTRODUCTION
This chapter proves a review of the concept of injected parts and methods of parts
developments. This chapter also relates how parts were produced by using specific tools that
provided in the laboratory. Besides that, this chapter also includes the information about
parameter involves and the material that used in this project. The injected parts also are chosen
so that the sample can be taken nicely to do some analysis.
1.1 HISTORY OF INJECTION MOLDING
Injection is a manufacturing process for producing parts from both thermoplastic and
thermosetting plastic materials. Material is fed into a heated barrel, mixed, and forced into a mold
cavity where it cools and hardens to the configuration of the cavity. After a product is designed,
usually by an industrial designer or an engineer, molds are made by a mold maker or toolmaker
from metal, usually either steel or aluminum, and precision-machined to form the features of the
desired part. Injection molding is widely used for manufacturing a variety of parts, from the
smallest component to entire body panels of cars. (Todd, 1994)
Am injection molding machine, also known as an injection press, is a machine for
manufacturing plastic products by the injection molding process. It consists of two main parts,
an injection unit and a clamping unit. Injection molding machines can fasten the molds either a
horizontal or vertical position. The majority of machines are horizontally oriented, but vertical
machines are used in some niche applications such as insert molding allowing the machine to take
advantage of gravity.
The first man-made plastic was invented in Britain in 1852 by Alexander Parkes. He publicly
demonstrated it at the 1861 international exhibition in London; calling the material he produced
“parkesine.” Derived from cellulose, Parkesine could be heated, molded and retain its shape when
cooled. It was, however, expensive to produce, prone to cracking, and highly flammable.

2
In 1856, American inventor John Wesley Hyatt developed a plastic material he named
Celluloid, improving on Parkes’ invention so that it could be processed into finished from.
Together with his brother Isaiah, Hyatt patented the first injection molding machine in 1872. This
machine was relatively simple compared to machines in use today. It worked like large
hypodermic needle, using a plunger to inject plastic through a heated cylinder into a mold. The
industry progressed slowly over the years, through a heated cylinder into a mold. The industry
progressed slowly over the years, producing products such as collar stays, buttons, and hair
combs. (U.S. patent, 1872) The industry expanded rapidly in the 1940s because World War II
created a huge demand for inexpensive, mass-produced products. In 1946, American inventor
James Watson Hendry built the first screw injection machine, which allowed much more precise
control over the speed of injection and the quality of articles produced. This machine also allowed
material to be mixed before injection, so that colored or recycled plastic could be added to virgin
material and mixed thoroughly before being injected. Today screw injection machines account for
the vast majority of all injection machines. In the 1970s, Hendry went on to develop the first gas-
assisted injection molding process, which permitted the production of completed, hollow articles
that cooled quickly. This greatly improved design flexibility as well as the strength and finish of
manufactured parts while reducing production time, cost, weight and waste.
The plastic injection molding industry has evolved over the years from producing combs and
buttons to producing a vast array of products for many industries including automotive, medical,
aerospace and consumer products. (Douglas, 1996)
1.2 INJECTION MOLDING MACHINE
For thermoplastics, the injection molding machine converts granular or pelleted raw plastic
into final molded parts via a melt, inject, pack, and cool cycle. A typical injection molding machine
consists of the following major components:
Injection system
Hydraulic system
Mold system
Clamping system
Control system

3
Figure 1.1: Injection molding machine for thermoplastics.
For the machine specification, the clamping tonnage and shot size are commonly used to
quickly identify the size of the injection molding machine for thermoplastics. Other parameters
include injection rate, injection pressure, screw design, mold thickness, and the distance between
tie bars. The major equipment auxiliary to an injection molding machine includes resin dryers,
materials-handling equipment, granulators, mold-temperature controllers and chillers, part-
removal robots, and part-handling equipment. Injection molding machines can be generally
classified into three categories, based on machines function which are:
General-purpose machines
Precision, tight-tolerance machines
High-speed, thin-wall machines
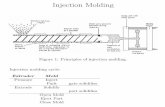
1.2.1 Injection system
The injection system consists of a hopper, a reciprocating screw and barrel assembly, and an
injection nozzle, as shown in Figure 1.2. This system confines and transports the plastic as it
progresses through the feeding, compressing, degassing, melting, injection, and packing stages.
Figure 1.2: A single screw injection molding machine

4
I. The hopper
Thermoplastic material is supplied to molders in the form of small pellets. The hopper on the
injection molding machine holds these pellets. The pellets are gravity-fed from the hopper through
the hopper throat into the barrel and screw assembly.
II. The barrel As shown in Figure1.2, the barrel of the injection molding machine supports the reciprocating
plasticizing screw. It is heated by the electric heater bands.
III. The reciprocating screw
It is used to compress, melt, and convey the material. While the outside diameter of the screw
remains constant, the depth of the flights on the reciprocating screw decreases from the feed zone
to the beginning of the metering zone. These flights compress the material against the inside
diameter of the barrel, which creates viscous heat. This shear heat is mainly responsible for
melting the material. The heater bands outside the barrel help maintain the material in the molten
state. Typically, a molding machine can have three or more heater bands or zones with different
temperature settings.
IV. The reciprocating screw consist of three zones which are:
the feeding zone the compressing or transition zone the metering zone
Figure 1.3: A reciprocating screw
V. The nozzle
It connects the barrel to the spure busing of the mold and forms a seal between the barrel and
the mold. The temperature of the nozzle should be set to the material’s melt temperature or just
below it, depending on the recommendation of the material supplier. When the barrel is in its full
forward processing position, the radius of the nozzle should nest and seal in the concave radius
in the supre busing with a locating ring. During purging of the barrel, the barrel backs out from

5
the spure, so the purging compounds can free fall from the nozzle. These two barrel positions are
illustrated below.
Figure 1.4: Nozzle with barrel in processing position (a) and nozzle with barrel backed out for purging (b).
1.2.2 Mold system
The mold system consists of tie bars, stationary and moving platens, as well as molding
plates that house the cavity, spure and runner systems, ejector pins, and cooling channels, as
shown in Figure 1.5. The mold is essentially a heat exchanger in which the molten thermoplastic
solidifies to the desired shape and dimensional details define by the cavity.
A mold system is an assembly of platens and molding plates typically made of tool steel. The
mold system shapes the plastics inside the mold cavity (or matrix of cavities) and ejects the
molded part. The stationary platen is attached to the barrel side of the machine and is connected
to the moving platen by the tie bars. The cavity plate is generally mounted on the stationary
platen and houses the injection nozzle. The core plate moves with the moving platen guided by
the tie bars. Occasionally, the cavity plate is mounted to the moving platen and the core plate
and a hydraulic knock-out (ejector) system is mounted to the stationary platen.
Figure 1.5: A typical (three-plate) molding system

6
I. Two plate mold
The vast majority of molds consist essentially of two halves, as shown below. This kind of mold
is used for parts that are typically gated on or around their edge, with the runner in the same mold
plate as cavity.
II. Three plate mold
The three-plate mold is typically used for parts that are gated away from their edge. The runner is
in two plates, separate from the cavity and core.
1.2.3 Clamping system
The actual required tonnage depends on a number of factors, including part design, polymer
viscosity, polymer flow length, mating mold surface condition, and mold construction. The mold
should occupy approximately 2/3 of the platen area between the tie bars to prevent possible
damage to the mold from “platen wrap-around” Using the minimum clamp force required to
produce acceptable parts will reduce the center deflection of the mold. Figure 1.6 indicates mold
cavity pressure with in thin walled parts and long flow paths for low to medium viscosity
materials.
Figure 1.6

7
1.3 Parameters in injection molding machine
The quality of molded part is greatly influenced by the conditions under which it is processed.
See, for example, the process window shown in figure 1.7. As you lower the temperature, higher
the pressure is needed to deliver the polymer melt into the cavity. If the temperature is too high,
you risk causing material degradation. If the injection pressure is too low, a short shot could result.
If the pressure is too high, you will flash the mold.
Figure1.7: Process window shows the influence of temperature versus pressure
1.3.1 Temperature
Range: 370 to 390°F (190 to 200°C)
The optimum temperature profile depends on many variables, including machine capacity to
shot size ratio, screw design, mold and part design, and cycle time. Generally, barrel temperature
controllers should be of PID type, and set so the material melts gradually, with cooler rear zone
and hotter front zone temperature. For vented barrel machines, a relatively flat temperature
profile is recommended to ensure the polymer is melted by the time it reaches the vent zone
reverse temperature profiles are used occasionally to compensate for improper screw design, to
reduce machine amperage or torque requirements, and to compensate for machines with short
L/D ratios.
1.3.2 Pressure
The injection pressure is the pressure of the melt in front of the screw. The injection pressure
should be low as possible to reduce the part internal stress. On machine, set the injection pressure
to the machine maximum. The purpose is completely exploit the injection velocity of the machine,

8
so that the pressure setting valve does not limit the velocity. Because the switch-over to holding
pressure occurs before the mold is completely filled, no damage will be done to the mold.
Figure 1.8 Resin/hydraulic pressure ration for a 30 mm screw
1.3.3 Injection volume
When the process has stabilized (when the same parts are produced each time), adjust the
switch-over position to 99 percent of filling. This will exploit the maximum injection speed in as
large a part of the injection as possible.
1.4 Material used
Many plastics are derived from fractions of petroleum or gases that are recovered during the
refining process. For example: ethylene monomer, one of the more important feedstocks, or
starting materials for plastics, is derived in a gaseous form from petroleum refinery, gas, liquefied
petroleum gases, or liquid hydrocarbons. Although petroleum gas derivatives are not the only
basic source used in making feedstocks for plastics, they are among the most popular and
economical in use today. Coal is another excellent source in the manufacturing of feedstocks for
plastics. From these basic sources come the feedstocks we call monomers. The monomer is
subjected to a chemical reaction known as polymerization; it causes the small molecules to link
together into ever increasingly long molecules. Chemically, the polymerization reaction gas turns
the monomer into a polymer, and thus a given type of plastic resin.

9
Table 1.1 Origin of plastics

10
CHAPTER 2
Production Automation - Injection Molding
There is no need to dwell on the challenges facing today’s injection molding industry, in the
last couple of years, injection molders have made sizable capital investments to improve quality
and efficiency in an effort to counter competitive pressures as well as rising material and labor
costs. Now injection machines, advanced automation and inspection devices, to automated
assembly machinery and sophisticated materials handling equipment have enabled molding
plants to significantly increase output with a lower operation cost basis. As a result, they now
enjoy the highest historical productivity rates.
However, in spite of all these advances, the injection molding industry faces its biggest
challenge yet. To further optimize efficiency, there is a need for an integrated approach that
guarantees flawless execution from the conceptual stage of part design, to its high volume
production, to its ultimate delivery to the customer. Unfortunately, the injection molding
manufacturing process is a patchwork of disparate systems with which it is difficult to
intelligently exchange data, making the planning, setup and ramp-up of new production lines
time consuming and plagued by inefficient trial and error and fine tuning methods.
2.1 Set up, Optimize, Control and Monitor
Once the part and the mold designs are optimized and the effects of the molding processes
have been taken into account, the logical next step is to deliver optimal processing parameters to
the primary equipment and other process controls in the manufacturing cell.
Automating the setup process enables production to start more quickly and shortens the time
required to determine and achieve the ideal process parameters such as shot size, injection speed,
temperature and pressure settings. Used intelligently, design analysis simulation (DOE) results
can provide appropriate initial conditions from which to begin the manufacturing process setup
and downstream optimization and control tasks. The more complex the part, the material or the
mold, the narrower is the processing window and the higher is the need for continuous

11
monitoring and optimization during production. In a networked environment, monitoring and
optimization can now be handled automatically from a single operator console in a central
location, limiting operator interventions in the production cell to major equipment failures.
2.2 Optimal Temperature and Flow
Production capacity and yield are ultimately determined by the speed, reliability and quality
by which the melt flows from the machine into the mold. This is where advanced hot runner
controls come in, as they assure that materials are kept in an optimal molten state until injected
into the part cavity. This “final controls element” guarantees higher yields, reduced cycle times
and better part quality.
2.3 How Are We Doing Today?
Bringing production equipment into a networked environment does more than just extend the
control and monitoring functionality. It provides access to real-time data that can be used for
production monitoring, work order management, job scheduling, statistical quality control
(SQC), Statistical process control (SPC) production scheduling, preventive maintenance,
production reporting and part traceability.
The instant access to the metrics that define an operation’s performance, give it the agility to
quickly and confidently respond to changing market conditions and competitive pressures.
Can you schedule additional jobs to maximize your capacity?
How aggressively can you price your services?
Can you provide detailed production quality data and assure part traceability to your
customers?
Providing such a capabilities gives an output of effectively and efficiently.

12
Figure 2.1 Todays manufacturing process

13
2.4 The Knowledge Loop
To accomplish all of the above fig 2.1, a system needs to be totally integrated and balanced.
It has to be a “knowledge loop” that starts with the in-depth profiles of production capabilities
and material characteristics that are used to optimally design a part and mold and determine a
practical processing window. From there the information is used to control and monitor the
optimal settings of the process equipment and the auxiliaries in the manufacturing cell. The
knowledge loop is closed with the validated data serving as the source for future predictive
modeling and design, implementing this knowledge loop requires a technology partner who
understands the complex data interfaces needed to communicate with older as well as today’s
state-of-the art equipment. Turning proprietary signals from a multitude of sources into a
wealth of meaningful and usable information is invaluable.
The knowledge loop needs to be extendable to upstream and downstream process. This can
go from the basic hand-off or exchange of intelligent data between process entities to a superset
of centralized control and monitoring functions that star with the supply management of raw
materials, through automated assembly, and packaging.
The ultimate goal to create a single continuum that is proactive in that it intelligently
determines the fastest and most reliable process steps to produce a product, and reactive to
predictably adapt to erroneous behavior, to expand the body of process knowledge and to
document product genealogy and quality.
2.5 Manufacturing Optimization
Even though design analysis solutions play an important role in this knowledge loop, the focus
of this chapter is on the manufacturing optimization segment. Manufacturing solutions products
comprise a complete suite of tools that can be used for the setup, optimization, and control of the
injection molding process, as well as for the monitoring and monitoring-related tasks associated
with injection molding equipment, as well as upstream and downstream auxiliary equipment. The
primary objective of manufacturing optimization is to achieve and maintain the best processing
conditions, resulting in higher part quality and more efficient use of machine time. In the next
sections, we will cover several important aspects of manufacturing optimization and knowledge
loop can help you accomplish them.

14
Fig 2.2 manufacturing optimization
2.5.1 Process Setup
Successful process setup requires an operator to determine a machine-mold-material
combination of processing conditions to achieve acceptable quality parts. Proper process setup
module eliminates the guesswork over process parameter permutations and instead provides an
intuitive, systematic method for establishing the best combination of process parameters that
produce good molded parts. This scientifically created process results in less time spent on setup
and less material wasted on trial-and-error iterations.
2.5.2 Process Optimization
After determining the combination of process parameters that will produce an acceptable
quality part, it is important to further determine or verify a robust processing window.
Knowledge loop process optimization module performs an automated Design of Experiments
(DOE) that builds on the foundation established during the process setup phase. The technology
allows users to further optimize the combination of processing parameters to determine a robust,

15
“good parts” processing window. The Predefined DOE runs automatically, so no special expertise
in statistical process control (SPC) is required for a machine operator to determine a robust, “good
parts” processing window quickly. Once this robust processing window has been determine, the
process is less likely to go out-of-control and produce out-of-specification parts.
2.5.3 Process control
Assuming a robust processing window has been determined by using the process setup and
process optimization modules, users can access knowledge loop process control module to
maintain the optimized processing conditions. The process control module allows users to
consistently maintain the production process, resulting in reduced reject rates, higher part
quality, and more efficient use of machine time.
2.5.4 Hot Runner Process Control
The right machine parameters and the wrong process control of the mold will result in slower
cycles, parts out of tolerance, high scrap rates and constant headaches for processing technicians.
It is imperative for the best part-price ratio that the core of a mold, the hot runner when used, be
properly controlled.
Altanium hot runner process controls are the industry’s first and only modular, small footprint
solution that can support from one to 384 zones. Its unique modular control units can be used
freestanding, mounted on the mold or mounted alongside, behind, or even inside the injection-
molding machine. With advanced technology for auto-saving, boost control, standby
management, mold diagnostics and data collection, Altanium controls offer the highest degree of
temperature control accuracy for existing and future low-mass nozzles, featuring user selectable
phase angle or zero cross power control per zone, state-of-the-art “hall effect” current transducers
and enhanced diagnostics and control software.
The increased use of temperature-sensitive engineering plastics, hare-to-mold polymers, and
co-injected materials demands the ultimate in temperature control to assure dimensional
consistency, which is where Altanium hot runner controls come in.

16
2.6 High Speed Process Monitoring and Analysis
Once a robust processing window has been established and is in control, it is important to
continuously monitor key process parameters to identify any trends in the process. Using
collected data, process monitoring and analysis module analyze the manufacturing processes to
uncover hidden or latent problems, as well as collect and archive the data for future part quality
conformation.
2.6.1 Statistical process control
Fundamentally, statistical process control (SPC) is a method of monitoring a process during
its operation in order to control part quality during production, as opposed to relying on
inspection to fine problems after the fact. SPC involves gathering and analyzing data about the
process itself in near real time, so that necessary action can be taken. This is done in order to
identify special causes of variation and other abnormal processing conditions, thereby brining the
process under statistical control and reducing cycle-to-cycle part-to-part variation. Because of the
nature of the injection molding process, it is ideally suited for implementing SPC methods.
Therefore, a complete manufacturing solutions systems should include a method for performing
various SPC tasks.
SPC module can be used to apply SPC methods to the injection molding process. Some of its
capabilities include:
Measure and store up to 50 parameters on every machine cycle and then perform typical
SPC treatment of the data.
Activate alarms and part diverters when process limits are violated.
Display run charts to review process parameters and part attributes for up to 100,000
machine cycles.
Display histograms, X-bar and R charts, and scatter diagrams for additional analysis
capability.
These are just some of the SPC capabilities available to help injection molders improve their
process and maintain greater control over it.
2.6.2 Statistical Quality Control
Relative to injection molding, statistical quality control (SQC) is the application of statistical
techniques to measure and evaluate the quality of the part or process. Within SQC, there is the

17
concept of acceptance sampling, which is the application of statistical techniques to determine
whether a population of items should be accepted or rejected based on a sample inspection.
Furthermore, “quality measurements” associated with certain characteristics, such as part weight,
part dimensions, part warpage and others, can be assessed. Any or all of these characteristics can
be identified as either acceptable or not acceptable. In combination, the measurement of these
characteristics results feedback and the correlation with SPC data offer valuable tools for
injection molders who aim to achieve or exceed the highest levels of production quality, SQC
module allows SQC data to be entered into the system and recorded in association with shot-
numbered process data for correlation purposes in a statistical process analyzer tool.
2.7 Production Monitoring Technology
Production monitoring is normally associated with tracking data such as part counts, number
of good parts versus number of defect parts, defect causes, machine downtime, and machine
efficiencies.
Production monitoring module includes the previously mentioned features that allow for the
tracking of production data, plus it has mechanisms to input scrap causes, downtime codes, job
start/stop, lot changes, material consumption, and part quantity adjustment. This capability
allows injection molders to measure and track their operations in real time, thereby enhancing
critical decision-making.
2.7.1 Production Reporting
Once a production or process monitoring system is in place, there must be a mechanism for
extracting the data collected in a format that is easily communicated to those who require the
information. This is accomplished using production reporting module, which provides the
following capabilities:
View production process with graphic and tabular reports.
Report real-time status on every job on every machine.
Customize reports.
Create dozens of standard reports that summarize performance by job, machine, mold,
and part number.
Graphically illustrate scrap and downtime using Pareto and pie charts.

18
Easily and efficiently interchange information with various databases and other software
packages, such as ERP/MRP systems.
Production reporting is a valuable and necessary component of any process or production
monitoring system as it is the mechanism for providing access to critical information in real time
so that informed business decisions can be made.
2.7.2 Production scheduling
As an injection molder increases the number of machines and molds that are scheduled to run
in production, an automated production scheduling systems becomes a necessity. Without a
production scheduling system, molders will ultimately delay or miss product ship dates. When it
happens, the resulting lost time, additional expenses, and dissatisfied customer cost more than
money, it costs their reputation. Production scheduler module provides fast job creation and
efficient schedules. The ability to use previously collected job histories and job templates makes
scheduling new job or job re-runs easy and efficient. The production scheduler module also allows
users to adjust machine workloads to accommodate changes in production or delivery
requirements while eliminating scheduling conflicts.

19
Chapter 3
Injection molding Automation
“Flexible automation is the key for the future of the plastics industry”
Straight ahead. And efficient. As a liner robot (from Engel). That’s how to solve the automation
tasks. The intellignet Engel viper linear robot is the solution for the many of the tasks. It is
powerful, dynamic, stable and fast. It features maximum operation convenience.
But the automation does not only think linear. It always see the injection molding process as
the whole.That’s why we can always expect complete system solutions. Highly integreated
system cells. Turn key. In which the individual system components such as the machine. Multi-
axis industrial robots. Linear devices, camera tech-nology, tracing solutions and much more are
perfectly coordinated.
All this is in the interest of efficency. For premium parts quality stable process and increases
overall productivity for injection molding production.
3.1 Growth
Asia has made a significant contribution of this growth in revenue. A further reason is the
successful launch of the energy-saving ecodrive option which has boosted the market share of
tie=bar=less injection molding machines and of big two=platen machines. Today, half of the

20
hydraulic injection molding machines delivered worldwide aare equipped with the
servohydraulic eco drive which – depending on the machine type and application – bundling
business. In particular with the automotive industry and the significantly increased demand for
all-electric e-motion injection molding machines,
3.1.1 Plastic processing goes
Milacron LLC is the argest manufacturer of injection molding machines in the western
Hemisphere, particularly known for its medium to large sized injection molding machines.
Products manufactured by these manchines range from automotive parts to surgical instruments
to consumer goods such as cutlery, bucketlids, and cell phone housings.
3.2 Robotics and vision systems combine to improve injection molding processes
Robotics and automted vision systems have been combined to provide innumerable benefits
to manufcturing fcilities for a variety of operations, such as inspection, assembly, and pckaging.
Vision Systems can provide the speed and accuracy that high volume manufactring facilities need
that relies heavily on robotics is injection molding. For some parts, such as beverage bottles,
manufacturing volumes are huge, and robotic systems significantly increase the speed of part
handling. Manufacturing, and inspection, resulting in increased efficiencies and reduced
operationl costs. Suppliers have developed complete systems of robotic hardwre, Vision hardwre
and software, sensors, and analysis tools that can be easily deployed without requiring specialized
expertise.
3.2.1 Complex Geometries of injection molded parts
The injection molding process results in a 3-dimensional part that can often have complex
geometries. Robotic systems rely on Vision hardware to identify the part, identify the orientation
of the part, perform operations on that part, or move the part to a specific location. These
operations can be challenge, because an injection molded prt is 3-dimensional and the robotic
system opertions in 3D, while the imge created by camera is in 2D. For some injection molded
parts, multiple cameras can be employed along with depth sensors to identify injection molded
parts and provide the right instructions on the robotics.

21
3.2.2 Robotics and Post-Mold Machining
The injection molding process often leaves thin layer of plastic, called flash, along the part
where the two halves of the mold came together, or around ejection pin points. This flash has to
be trimmed away after molding. The location of the flash on the part is predictble, because it is
limited to fixed points on the mold, so the trimming process can be performed by robotic systems.
A robot arm welding a cold or hot knife can be used to trim the flash awy from the surface of the
part , resulting in a smooth surface. Integrated vision systems can help the robotic arm:
Locate the part on the assembly line
Determine the orienttion of the part
Guide the robotic arm to the srat of a trimming curve
Guide the arm long a pre-programed curve to remove the flash
The feedback from the vision hardware allows the robotic arm to remove the flash accurately and
maintain the required tolerances in the part.
3.3 Purpose of utilizing automation
Quality
A thermal exchange process
Final quality of the injected product depends of the stability of the process
Process stability
Constant cycle time of production
Overall process control
Automated product removal
Produce more injected products with less time

22
3.4 TYPES OF ROBOTS
3.4.1 Linear robots
Three-axis electrical motor drives:
AC servo or AC inverter/asynchronous motors and supplementary
rotary axes
Placed either on the fixed part or in the movable side of the injection
machine
Using grippers or vacuum suction
Maximum payloads typically up to 30kg
Reason of utilizing “Pick-and-Place” or Linear robots:
accurate motions
free of vibration
high acceleration and deceleration
precise insertion/removal of pieces
Secure picking and carrying of the injected products.
Fig 3.1 linear robot

23
3.4.2 Six-Axis robots
Six degrees of freedom
Axis 1: located at the robot base, allows the robot to rotate from left to right. Rotate a full 180° range from the center point. Axis 2: lower arm of the robot to extend forward and back-ward. Axis 3: vertical reach, allows the upper arm to raise and lower. Axis 4: aids in the positioning of the end-effectors or gripper, which
rotates the upper arm in a circular motion moving parts between horizontal to vertical orientations.
Axis 5: allows the wrist of the robot arm to tilt up and down. This axis is responsible for the pitch and yaw motion.
Axis 6: a twisting motion of 360° rotation clockwise or counterclockwise direction in a circular motion, both to position end effectors and to manipulate parts. Greater flexibility and perform a wider variety of applications
Fig 3.2 six-axis robot

24
Fig 3.2.1 simple intergration of an industrial robot and cost-effective implementation of your six-xis robot application in medical
technology particularly in combination with tie-bar-less injection molding machines and filter-fan units, all benefits are combined in
compact production cell.
In addition to the linear robots, the multi-axis industrial robots can also be fully integrated into the system philosophy – without a Euromap 67 interface. This is made possible by Engel easix. With this innovation the Engel RC 200 or CC 200 control unit can control the six rotational axes of industrial robots. The industrial robot is thereby programed with the Familiar and simple graphical instructions of the RC 200 control unit. The additional movement instructions for the industrial robot can be seamlessly integrated into the graphical user interface of the extended view. An operator who is able to prepare the sequences for linear robots can also quickly learn to program jointed arm robots. ENGEL customers are thus perfectly prepared to respond to the demands of the future. The trend towards a higher degree of automation is continuing.
Fig 3.2.2 robo controlor

25
3.4.3 3-Axis Robots
Are used for automation on horizontal plastic injection molding machines(top entry
applications) and operations requiring higher spped 3-Axis robots can be used for part picking,
in mold decorating (IMD) and-mold labelling (IML), insert loading, stacking, palletizing
inspection. 3-Axiz robots are simple to operate and maintain and minimize energy consumption.
3-Axis robots are redployable on various types and sizes of plastic injection molding machines
within the robots payload and strength. Robotic Automation Systems integrates both Hahn
Automation (GHS Automation / Geiger Handling) and Wittmann 3-Axis robots.
Fig 3.3 3-Axis Robots
3.4.4 Scara Robots
(Selective complaint Assembly Robot Arm) provide a circular work envelope with broad
range of movement, allowing for added flexmbility. SCARA robots have a small footpring and can
be built on a smaller scale. SCARA robots are typically employed for loading and unloading
vertical injection molding machines, or to present a complement of inserts upstream of a 3-Axis
or 6-Axis robot. Epson SCARA robots offer high spped, heavy payload, high precision, large work
envelopes and fully integrated options. SCARA robots can be used for assembly in high tolerance
applications. Robotic Automation Systems integrates both Epson Robots and Yamaha Robotics
Scara Robots.
Fig 3.4 scara robots

26
3.4.5 Side Entry Robots
Are single axis robots dedicated to a specific application. They offer extreme high speed for
applications such as placing decorations / labels for in-mold decorating (IMD) / inmold labelling
(IML) and part removal. Robotic Automation Systems integrates both Hahn Automation (GHS
Automation / Geiger Handling) and Wittmann side Entry Robots.
Fig 3.5 side entry robots
3.4.6 Servo Sprue Pickers
Are simple pick-amd-place robotic devides used for sprue removal or part and runner
separation in plastic injection molding automation. Servo Sprue pickers range in size to fit 15 to
300 ton plastic injection molding machines. The X and Y axis, and A rotation, are all servo driven
for maximum flexibility and programmability. All adjustments are made from a hand held pendant
for ease of use shile maintaining infinite positioning. Servo sprue pickers allow for pre-staging
above the mold, which minimizes action time in and out of the mold. They are flexible allowing
for deposit on both sides of the injection molding machines – runners out on one side and parts
out on the other. Robotic Automation Systems integrates Hahn Automation (GHS Automation /
Geiger Handling) servo sprue pickers
.
Fig 3.6 Servo Sprue Pickers

27
3.5 viper
The powerful linear robot maximum stability, impressive dynamics and maximum user-
friendliness. The new Engel viper combines all of these things with ease. It saves weight with its
innovative design using laser- welded steel sections and convinces users with a substan-tially
higher load-bearing capacity.
More efficiency due to intelligence. Clever software such as vibration control and mass
identification, it automatically reduces structure-borne vibration, even with longer axis
dimensions, and optimises its movements and dynamic values to achieve better efficiency. The
impressive results: Ultra-fast cycle times and maximum productivity accompanied by low energy
consumption.
Fig 3.7 viper
3.5.1 Mass Identification
Due to this patented technology the robot detects the working load automatically within a
cycle. And adapts the dynamic values accordingly. Thanks to the dynamic model the Engel viper
ensures a uniform mechanical load. Which means:
The robot moves faster when it has less to carry. Benefit to you: shorter cycle times
and increased productivity.
The robot moves slower when it has more to carry than normal. This protects the
mechanical components. Ensuring an even longer robot service life.
3.5.2 Vibration Control
Thanks to this software, structure-borne vibrations are reduced. This substantially increases
path and positioning accuracy. The positive consequence: shorter cycle times are possible. This
software has been filed for patent.

28
3.5.3 Viper series
3.5.4 Efficiency Control
According to the motto “as fast as necessary – not as possible”, the robot optimizes the
acceleration and speed values. And it minimizes robot waiting times.
Take-off starts “just in time”
Freely selectable waiting period in take-off position
Avoidance of unnecessary stress for mechanism and drive train
Assurance of a long service lice
Reduced energy consumption, resulting in up to 25% lower costs.

29
3.6 Robot Control Unit
Robot Control Unit = Machine Control Unit
Since, injection molding machines and robots from a single source, full integration of the two
control landscapes is guaranteed without the need for a Euromap 67 interface. The RC 200 robot
control unit is integrated into the machine control unit CC 200 as a subsystem.
Fig 3.8 robot control unit
3.6.1 Benefits
Simple operation: Uniform, concise and logical operation of the machine control, also for
robot control
Single data management for injection molding machine and robot
Considerably increased productivity thanks to synchronized movements
3.6.2 Language
It speaks all Languages
A state-of-the-art control unit needs to keep on top of highly processes. While providing for
quick and simple programming. The ENGEL RC 200 fulfils this requirement to perfection. It
speaks the language of the machine operator as well as that of the system adjuster and programer.
The robot control unit speaks the language of the system operator and adjuster
In the so-called simple view the robot sequence is clearly and simply displayed in the form of a
circle. The sequences are graphically visualized in chronological order on the cycle. In addition,

30
the operator sees the current working position of the robot. By pressing one of the sequence icons
the adjuster can adapt its function new sequence.
3.6.3 NO Programming Skills Needed
Numerous predefined standard sequences in the control unit are available to the operator
for different applications in automation. The adjuster does not require any programming skills.
He simply selects a sequence and can adjust the process sequences contained therein to current
requirements by exchanging options. All settings (positions, speeds and waiting times) required
for the selected sequence are displayed in a clearly laid out setup page.
This means simple automation tasks can be performed cost – effectively without additional
programming personnel. Furthermore tooling rimes are reduced.
3.6.4 Ideal for System Operators and Adjusters:
The viper wizard guides the system operator through the menu. He only needs to decide yes
or no. Once all questions have been answered, he will be guided through the positions which must
be set for the complete program sequence based upon his choice. The next step is that simple view
As shown in the Figure below.
Fig 3.9 easily operating Robot control unit

31
If Complex control tasks are to be performed, the system programer can discharge them quickly
and efficiently with the RC 200 in the extended view. The extended view offers the full spectrum
of functions.
The robots automation is displayed with graphic symbols. To simplify the view, instruction
groups are combined into sequences. This produces a clear overview even of complex sequences.
The zoom function is used to open up sequences and display all instructions of the respective
sequences. Instructions to be inserted are simply selected from an extensive function list and
placed at the appropriate position in the sequences.
Parameters are set directly in the graphic display by processing the instruction graphic in the
sequences. This enables even complex sequences to be configured in the shortest time.
Fig 3.9.1 For programmers – extended view of the RC 200: the parameters a inserted directly into the
Graphic display, so that even complex sequences can be quickly configured

32
3.7 Turn Key
Competence for system solutions Turn key.
Highly integrated cells from one source.
Whether multi-component injection molding, inmold labelling or insert technology: the trend
towards integration of several process steps into a highly-automated production cell continues at
a fast pace.
Do you need complex, highly integrated production cells, in which several injection molding
machines produce parts, linear robots interact perfectly with industrial robots and extensive
processing steps such s quality control using state-of-the-art camera technology, selection and
packing?
The specialists at automation systems will handle the overall concept systems and
implementation of your demanding projects. And they will ensure that all parts are precisely
coordinated and mesh seamlessly into one another.
In the service of efficiency. For premium parts quality, stable processes and increased overall
productivity.
Fig 3.10 Turn key

33
Turnkey – door panel production at Dura Automotive in strakonice. Czech Republic: two large
Engel duo 900 machines, each equipped with an Engel viper another. Between them are the units
for finishing molded parts: a laser unit two plasma treatment units, two six-axis robots a foam
unit and a hardening oven.
Fig 3.10.1 clean room production of medical valve
Extremely compact design of the overall system – innovative clean room production of a 2K
medical valve. A six axis robot by a staubli removes the parts, using a camera to inspect and
deposits them sorted by cavity. A highlight: the six axis robot control unit is fully integrated into
the CC 200 machine control.
Competence in lightweight construction:
Steering column of PA, reinforced with organic sheeting (replaces steel and aluminium sheets):
the production cell with a duo 500 pico, two linear robots and an industrial robot, as well as a
laser cutting unit.

34
Fig 3.10.2 Competence in lightweight construction
3.8 Handling automation process
3.8.1 Flexibility
Flexibility is the ability to produce diverse parts with the same equipment. Greater flexibility
also means moving toward more cells run by 6-axis robots and moving away from the fixed path
of traditionally linear production ultimately, flexibility is all about software, which is one the core
strengths. From the standpoint of production-flow planning, flexible multitasking within cells
can speed overall line efficiency, while also creating possibilities for clever production solutions
when shifting to new products.
3.8.2 Time-consuming reconfiguration
Automation Industries particularly focused on making it easier to program, control and
operate. Bringing to robotics what Apple brought to personal computers – userfriendliness. All
man-machine interfaces are designed to be strongly visual, with god interactivity and feedback on
what’s happening. Since launching of new industrial robot controller, the IRC 5. It features a
highly visual Teaching pendant with a color touch-screen where even untrained users can quickly
supports, what we call Multimove. This is the ability to coordinate the complex movement of two

35
robots working rotates a part, another facing robot dispenses a gluing bead, IRC 5 can also run
four robots simultaneously, which reduces space and equipment requirements.
3.8.3 Injection Molding of large tonnages
Robots can be ordered preconfigured for communication between the robot and the injection-
molding machine. Since, work with both SPI and all Euromap protocols and provide a line of
robots that integrate well with machines generating 50 to 5,000 tons of clamp force. For machines
of 1,000 tons and up, also offer solutions with shelf-mounted robots situated on top of the molding
machines for optimal parts handling.
3.8.4 How does more automation affect quality?
Present quality requirements for injection molding might typically accept only about 50
ppm or less in waste. Which is a ratio that can only be achieved with the best automation. To help
support this process there developed advanced vision systems for in-process quality control. The
Dynamic model as mentioned previously also comes into pay here. Robotware Dispense, the
Dynamic model’s optimal track to create a consistent bead by matching glue glow with robot
speed for perfect bead consistency. This naturally saves money for customers in terms of
programming time and waste reduction.
3.9 Reasons Why Automation is Vital for Injection Molding Today
Precision and consistency in plastic injection molding are important quality considerations.
Without having both, you cannot produce high quality injection molded parts.
Measuring quality specifications using fully programmable, automatic CNC-driven quality
inspection and measuring equipment to verify critical dimensions on first article inspections and
production samples or runs enables accurate and reliable data every time. This takes the human
element out of the equation and enables timely corrections in the production process.
Using robotics is a necessary part of current injection molding techniques. Through continued
development and application of automated processes and robotics, your plastic injection molder
can deliver consistent results with greater speed, precision, and flexibility.
Automation has been a worthwhile investment at crescent industries by incorporating multi-
functional robots during the molding process and post molding process to deliver consistent
plastic components.

36
CHAPTER 4
INCREASED PRODUCTIVITY WITH AUTOMOTIVE PARTS
The Automotive industry is one of the most important technological drivers for injection
molding technology. Many components in the outer layer of an automobile or truck – the glazing,
the interior, the safety and operation technology and the drive train – can be manufactured only
using injection molding. Now procedures and combinations of these are the constantly growing
demands of the automobile industry and of automobile drivers. Injection molding technology
makes automobiles and trucks more comfortable, safe, economic and environmentally friendly.
This integration ensures the highest quality and optimal manufacturing costs.
4.1 Automation technology – for quality and economy
Engel’s Automation technology headquarters in Dietach/Austria provides a broad range of
robots and peripheral unit equipment for handling molded parts on the injection molding
machine. It also has feed systems for insert parts, robots for inserting and removing, as well as
downstream equipment for processing, loading or storing. Process specific automation concepts
for back injection of textiles or films, for over molding glass or for production in a cleanroom
environment supplement the range of services.
4.2 Attractive and protective: Structural and exterior parts
The first impression is the crucial one – especially for automobiles. The design freedom of
plastic is utilized more and more in order to individually design the outer layer of vehicles.

37
Injection-molded exterior parts meet very high demands in terms of the surface and the
dimensional stability. Injection molding machines and technologies ensure the best surface
quality and maximum economy, even for large molded parts and those with long flow paths.
Fig 4.1 Exterior part
4.2.1 Strong in light-weight construction
As an alternative to metal structures, light-weight fiber reinforced designs have increased
in importance. Today, they can be essentially tailored to fit, and laid out according to the
application and safely injection-molding using ENGEL fiber melt.
4.2.2 Large-scale exterior parts
High-performance screws ensure a high degree of plasticization during plasticizing.
Hydraulic or electrical screw drives that can work synchronously with the mold movements
reduce the cycle time, increasing output and economy. Special-purpose screws provide minimal
wear and a long lifetime despite the strong wear and tear in high-performance plasticization.
4.2.3 Automatic post processing
Customer-and application-specific automation of the injection molding machine during the
production of coating friendly bumpers and other exterior parts increases the economy of the
overall system.
Fig 4.2 Bumper production fully automated with six-axis robots

38
Automation includes separation of the sprue, flaming to activate the surface, deburring, quality
control and packaging of the component.
4.2.4 Injection-compression molding for increased quality
In the case of injection molding large-exterior parts with long flow paths and large flow
path to wall thickness ratios, injection-compression molding is recommended to safely fill the
molded part, and to cleanly mold the surface and to avoid internal stress. Injection-compression
molding results in highly precise parts with a high cost efficiency.
Fig 4.3 Integrated mold change systems reduce the set-up times, increase
the flexibility of the machine and increase the utilization
Fig 4.4 ENGEL duo compounder for preparing and injection molding long glass fiber-reinforced plastics
4.3 Wheel-well liners
Wheel-well liners and cover strips at the engine compartment should have noise-reducing
properties. These are attained by injection molding specifically modified polymers or by over
molding textile material. By combining the ENGEL combimelt multi-component technique and
the ENGEL tecomelt back injection technique in a single injection molding machine, noise-

39
optimized products that can be totally adapted to customer requirements in terms of geometry,
mounting elements and acoustic properties, are produced in a single operation.
Fig 4.5 Truck wheel-well liner with acoustic optimization
4.3.1 Special-purpose screw units for gentle preparation
Single-screw systems for long glass fiber-reinforced granulates (LGF) permit processing on
standard injection machines. Using ENGEL fiber melt technology on the ENGEL duo large-scale
machine. It is possible to produce highly stressable structural elements with a lower investment
in production technology. Melt preparation with optimized screw unit geometries reduce the
shear load of the material, providing optimum embedding and distribution of the long reinforcing
fibers in the polymer.
4.3.2 Individual combination of recipes
The injection molding of specific material recipes requires compounding and injection
molding in a special-purpose machine: the ENGEL duo compounder. With this machine. Which
operates in two stages, nearly any mixture-such as those with long glass fibers-can be produced.
With the ENGEL duo compounder, the processor can optimize his variable costs for materials
independently of a supplier.
Fig 4.6 Fiber reinforced part
4.3.2.1 Structural elements with hybrid technique
In the hybrid technique, sheets are inserted into the mold and over molded with plastic to
reinforce it. Engel provide their own automation solutions for inserting and removing the sheets.
The highly precise, self-learning mold protection detects deviations on the inserted part, thus

40
providing the highest level of safety from mold damage and ensuring operational safety and
uptimes of the entire plant.
Fig 4.7 Fully automatic production plant for structural parts with hybrid technique
4.3.2.2 A-, B- and C-columns
The ENGEL combimelt multi-component technique integrates assembly, optical and sealing
elements in a single operation. Eliminating sink marks and ensuring the best possible surface
quality, impact-absorbing column elements can be fully over molded with a second plastic in
order to attain can be fully over molded with a second plastic in order to attain highly reflective
surfaces. Furthermore, an additional TPE component seals the chassis and absorbs vibrations.
Fig 4.8 A-column, manufactured by Dura using ENGEL combimelt three component technique
4.4 Glazing and light engineering
Panes of transparent plastics, mainly of polycarbonate, are not heavy and provide designers a
great deal of freedom. Today, complete glazing systems of plastic integrate numerous functions
and lower system costs.

41
Lighting engineering, which is now based more than ever on plastics, has the greatest potential.
The classic multicolor technique is supplemented by the use of modern LED technology and the
integration of sealing functions. More and more, optical and glazed parts in automobiles are being
made of transparent plastics instead of glass. On the one hand, injection-molded plastic parts –
due of the fact that several colors can be combined without problems – provide increased design
freedom; on the other hand, they are significantly lighter, thereby lowering the fuel consumption
and CO2 emission of vehicles.
Increasing demands of glazing and lighting engineering also raise the demands in production
technology and the production environment. Therefore, many glazed parts are injection molded
machine-related precautions, such as undirected tie-bars on ENGEL injection molding machines,
provide for very low soiling tendencies.
Fig 4.9 Rear window of a Chevrolet Blazer
4.4.1 Glazing using plastic
Specific equipment for injection molding glazings is available on the dual-plate ENGEL duo
large-scale machine. The compression packages BASIS, PROFI and EXPERT are highly precise
special compression programmes with which large-scale molded parts can be injection molded
with especially low stress. This ensures that the optical properties are constant over the entire
surface of the molded part.
Fig 4.10 Glaze melt for 2K panorama windows

42
4.4.2 Compact machines for large parts
Compared to standard two-component machines, the machine concept of an ENGEL duo
combi M with rotary plate technology provides a reduction in the clamping force requirement and
in the investments in machine technology.
Furthermore, both the clamping force control and the process control are simplified because
the injection molding units. Which lie opposite of one another in the center of the machine axis,
cause centric swelling forces. This results in the largest possible component in relation to the size
of the clamping unit.
4.4.3 Tie-bar-less technology for maximum freedom
The tie-bar-less design principle of the ENGEL victory and e-motion small-and mid-scale
machines provide very easy access to the mold installation space and high flexibility in the mold
dimensions due to the great rigidity of the clamping unit. Last but not least, the tie-bar-less
clamping unit simplifies the adaptation of the clean-room technique using the mold.
4.4.4 Gentle plasticization for faultless melts
In order to ensure that molded parts of transparent plastics such as PMMA and PC always
have the highest optical quality, ENGEL provide screws with special geometries and distinct
check valves. These gently prepare the melt and prevent the formation of so-called black spots.
4.4.5 Integration of décor and function
Engel tecomelt in-mold decoration permits the integration of functional elements. Such as
antennae or heating coils, in glazing elements. Furthermore, back injection of transparent firms is
an alternative to a scratchproof coating using varnishing.
Fig 4.11 System for sheathing glass windows at AGC

43
4.5 Over molding Windows
Mineral windows can be over molded with thermoplastics or elastomers in order to provide
a sealing and assembly function. The single-step process in injection molding machines with a
horizontal or vertical clamping unit reduces the assembly effort and reduces costs. In its complete
machine program. Automation provide a tailor-made, compact production solution for every size
of window, every over molding material and every process-related requirement. As ENGEL
machines can be plasticizing units for both elastomers and thermoplastics, they provide the
flexibility of changing the injection unit based entirely on customer requirements.
The use of the sensitive mold protection system auto protect reduces glass breakage and rejects
while increasing the up-times and productivity of the over molding system.
Fig 4.12Over molded stationary side window for a Mitsubishi automobile
Fig 4.13 Tie-bar-less injection molding machine with clean-room module for the injection molding of automobile diffusing lenses at ZKW
Slovakia

44
4.6 Diffusing lenses
Diffusing lenses for headlamps have the highest requirements regarding optical quality, lack
of distortion and surface properties. Due to their limited size, they are produced using classical
injection molding and not using injection-compression molding.
4.6.1 Highest melt quality due to special non-return valve
In this application, ENGEL screws, with their special geometries and distinct check valves,
ensure gentle material preparation and avoid the formation of “black spots”. After the diffusing
lenses are injection molded, fastening elements are often molded on using ENGEL combimelt.
Fig 4.14 Diffusing lens for the BMW 3 series, produced by ZKW Slovakia
Fig 4.15 4x multi-component mold on an ENGEL combimelt machine with rotary table
4.7 Rear lights
Multicolor automobile tail lights are produced using the multicolor ENGEL combimelt
technique in multiple molds on large-scale ENGEL duo machines with integrated rotary tables.

45
Any arrangement of up to four injection units optimally adapts the machine to customer
requirements.
4.7.1 Fiber optics and LEDs
The production of fiber optics and light-emitting diodes poses special requirements in
terms of the lack of stress and on surface quality. Highly precise fully electric injection molding
machines, such as the ENGEL e-motion with its compression function, meet these high demands.
Combined with variothermal mold tempering, even complex geometries and lens effects can be
easily provided at optimum costs.
4.7.2 Reflectors
Reflectors in lamps require a high surface quality so that they can have very specific
properties after metallization. This requires precise molding, if necessary using the ENGEL gas
melt gas injection technique to avoid sink marks.
Fig 4.16 Reflector made of polyether imide (PEI) for an automobile dual headlamp
that will subsequently be enhanced
To produce reflectors from thermoplastics that are resistant against high temperatures, special
screw units provide a long operating life due to low wear. In order to injection mold reflectors
made of thermosets, ENGEL BMC injection units are designed specifically for processing wet
polyester.
4.8 Decorative and of high quality:
Panels and interior parts
A large variety of plastic components can be found in a vehicle interior. Dashboards and
consoles hold countless functional elements and have a pleasant look and feel. This also applies to
door and pillar panels that hold airbag systems for protection against head-on or side impact,
requiring precisely defined characteristics.

46
Door panels cover power window systems, seals, speakers and cables, and their surfaces have
a high-quality look and feel. Technologies such as ENGEL tecomelt and Dolphin provide comfort
and safely in automobiles.
Whether you need the compact injection molding of panels or interior parts, back injection using
soft foam films, the transfer of injection molded structures in a polyurethane shaped foam plant
or the injection molding of highly stressed structural parts and load-bearing elements from long
glass fiber-reinforced plastics using the inline compounder. ENGEL provide all single-stage
processes on a multitude of injection molding machines in economic production cells with a high
degree of automation.
Fig 4.17 Instrument panel for pickup truck molded in two-component
technology by Visteon US on an ENGEL duo combi M machine
4.9 Dashboards
While dashboards of economy cars are usually made using standard injection molding, a
multitude of ENGEL special purpose procedures is used for soft or decorative surfaces in vehicles
with higher requirements.
Fig 4.18 Dashboard support made of glass fiber-reinforced plastic
4.9.1 Fit for just-in-sequence
In the case of the injection for soft foam film backings in the ENGEL tecomelt procedure. It
is possible to switch the color or surface structure from cycle to cycle, as is required in just-in-

47
sequence production. ENGEL automation solutions for a corresponding injection molding
machine makes such a production job rational and inexpensive.
4.9.2 Dashboard supports
A dashboard support made using ENGEL fiber melt has the required combination of
strength, rigidity, and the required resistance against impacts.
Weight optimization can be attained using a combination of coinmelt compression technology.
4.9.3 Dolphin: wide range of properties in a single operation
As the most up-to-date alternative to established technologies, ENGEL offer the singe-stage
Dolphin procedure. Here, ENGEL use the combimelt technology to enhance a compact support
with a foamed soft component. The ENGEL combi M machine is used here. With two horizontally
opposite injection units and an integrated horizontal rotary table, the polyester-based TPE is
foamed directly on the support, which was made immediately beforehand from glass fiber
reinforced PBT. Cycle for cycle, a part ready for installation exists the injection molding cell.
Fig 4.19 All-thermoplastic dashboard, injection molded in one operation using Dolphin
As it is a single-step procedure. Dolphin is more economical than established processes,
requires less space and can produce recyclable all-plastic dashboards in a single operation.
4.10 Column panels
Today, textile-decorated column panels are produced by back injecting textile structures
in the injection mold-usually on mid-sized injection molding machines. During the fully
automatic insertion and securing of the textile cuts, the tie-bar less clamping units of the ENGEL
victory machine series provides the unique advantage of access to the mold without any obstacles
at all. Robots and grippers can use the entire available space and are not inhibited by tie-bars;
molds can be changed quickly and easily. This ensures shorter cycle times and improved economy.

48
Fig 4.20 Production of back-injected column panels on a tie-bar-less ENGEL injection molding machine lntier head inserts a dual
gripper textile cuttings in the mold and removes the finished parts
4.10.1 Use of entire mold fixing plates for highest degree of economy
As back injection occurs at relatively low pressures in the first place, the entire surface of
the mold fixing plate can be used for bulky molds on tie-bar-less machines. Compared to normal
machines the entire surface of the mold fixing plate can be used for bulky molds on tie-bar-less
machines. Compared to normal machines with tie-bars, tie-bar-less injection molding machines
take full advantage of their higher production efficiency during back injection.
Fig 4.21 Back-injected panels for the A-, B- and C-columns of the Audi A4, produced at Magna Intier
4.11 Door panels
The ENGEL duo series is used for large door panels. The Significance of compression
increases with larger molded part surfaces and longer flow paths. The ENGEL injection
compression programmer protects the material during injection, permitting very low clamping
forces. Platen parallelism control ensures a uniform wall thickness distribution over the entire
surface of the molded part, as well as minimal mold wear.

49
Fig 4.22 Complete interior door panel of the BMW 6 series, produced by back-pressing decorative soft foam film material
Very large parts with textile decoration that are produced in low numbers can be made on
injection molding machines with a vertical clamping unit in the ENGEL tecomelt procedure.
Here, the melt is inserted into the open mold using injection units that can be moved in three
dimensions and is gently pressed onto the textiles at a very low internal pressure. In this
technique, significantly simpler and less expensive molds can be used without a hot runner,
providing an economic advantage for low and mid-sized batch sizes.
4.11.1 Speaker covers
Low-viscosity, easily flowing plastics are usually used to precisely shape, gird-shaped
speaker covers with many delicate holes. Fully electrical machines such as the ENGEL e-motion
provide sensible process control: they precisely maintain the tight processing window, provide
the best surface shape and prevent over molding and burr formation. If a molded part gets stuck
during removal from the cavity, the reactive mold protection of the ENGEL machines, with its
numerous sensitive pins, protects the mold from damage, which could be expensive.
4.11.2 Map pockets on the insides of doors
Map pockets on the insides of doors also usually have a thick-walled area that can be shaped
using gasmelt.
Fig 4.23 Production system for large-scale, textile-decorated parts using ENGEL tecomelt technology

50
4.12 Door handles
Thick-walled molded parts such as door handles are often made with the ENGEL gasmelt gas
injection technique. This technology maintains the post-injection pressure longer than in
conventional injection molding, thus ensuring well-shaped surfaces and molded parts with low
mold shrinkage and high dimensional stability. This is a requirement for subsequent metallization
or electroplating, which would make surface defects very apparent.
Fig 4.24 Arm rest for front doors of the Mercedes
A class, made by Johnson Controls using
the Dolphin procedure
4.12.1 Arm rests
The option of the Dolphin procedure for making panels entirely with thermoplastics instead
of with the film back injection method will become more popular, not least because tight radii can
be executed better than with the back injection method. Likewise, the significant logistics and
post-processing costs that are usual in the most common soft foam films are not necessary.
Fig 4.25 Two-component machine with integrated bar code printing

51
4.13 Airbag covers
Airbags covers must have specific break-open properties during a crash, but must also
perfectly adapted to the look of the vehicle interior. ENGEL machine, procedural and automation
technologies ensure the process stability required for this.
4.13.1 Stability in the process – safety for the passengers
Various options in the ENGEL CC 200 machine control unit and the modular ENGEL e-
factory software solution analyse and document all relevant process parameters.
Fig 4.26 Airbag cover for the VW Tiguan, manufactured by TRW using the
ENGEL foammelt technology and MuCell® physical foaming
Fig 4.27 Fully automatic production system for airbag covers of BMW models at HTP
4.13.2 Support structure for backrests
A support structure that has been invisibly integrated into the seat and that has been made
using the ENGEL insert vertical machine represents one of the most important transitions from
the driver to the vehicle. The movable structure of plastic-over molded metal rods is manufactured
in an injection molding cell. The ENGEL combimelt technology is used to combine the desired
rigidity with excellent antifriction properties.

52
Fig 4.28 Metal rods over molded with plastic form the “backbone” of an automobile seat
4.13.3 Decorative trim and backlit apertures
Backlit apertures with a day/night design and decorative trims that usually have an
limitation wood, carbon or aluminium design are produced using in-mold decoration. As is the
case with textile decorations, the decoration or structure can be changed cycle to cycle in the
ENGEL foilmelt procedure, enabling fully automatic just-in-sequence production.
Fig 4.29 Decoration trim with wood look
4.13.4 Vent grilles
Air vents have gone down in the history of injection molding as the “classic” movable part
in multi-component molding. Today they are usually produced in multiple molds. Depending on
the dimensions of the mold part and the number of bars, various injection molding machines serve
as the basis of multi-colored component injection molding: ENGEL victory, ENGEL e-motion.
Both can produce the vents in a single operation. Climate control vents for the VW Golf and Audi
A3 are produced in a 4+4 mold by combining ENGEL foammelt strucrural foam molding with the
ENGEL combimelt multicomponent technology to form a sealing lip.
Fig 4.30 Vent grille with movable air guides

53
4.14 Reliable and safe:
Safety, clamping and operation technologies
Not only active and passive safety equipment, such as ABS, ESP, seat belts, headrests, seat belt
tensioners and airbags, consist mainly of injection molded components today. Driver assistance
systems, steer-by-wire and break-by-wire systems also require plastics. Particularly in the case of
these safety-relevant parts, with their sensors, switches and plugs, the automobile manufacturer
requires documentation of the production data for reproducible product quality.
Both mechanical as well as electrical and mechatronic components of safety equipment are
produced by over molding insert parts in the ENGEL insert vertical machine. The self-learning
and highly sensitive ENGEL auto protect mold protection program provides the lowest possible
mold wear. This reduces maintenance costs to a minimum.
4.14.1 Seat belts, belt buckles, belt tensioners and belt deflectors
Safety elements from over molded metal parts are usually produced on small horizontal or
vertical injection molding machines. Modular automation systems for entire families of parts
ensure the fastest possible adaptation capability with replaceable mold cavities: molds do not
have to be removed. Machine and automation technology that are adapted to one parts, keeping
insertion and removal times to a minimum.
Fig 4.31Over molded belt buckle
4.14.2 Lock housings
Lock housings are complex, highly precise functional parts whose production can combine
a number of technologies. In the insert vertical machine, metallic parts are inserted into the mold
and integrated into the injection molded part as function elements. The required seal is
economically implemented either as a thermoplastic or elastomer component using ENGEL
combimelt multi-component technology combined with the elast rubber machine within an

54
overall system. Furthermore, foammelt structural foam molding makes low-distortion, weight-
optimized thermoplastic structures possible.
Fig 4.32 Lock housing with dual-component technology
4.14.3 Circuits and connectors
Electric and electronic safety elements from thin, over molded metal parts are usually
produced on small horizontal or vertical injection molding machines as well. As is the case with
mechanical safety parts modular automation systems for entire families of parts ensure the fastest
possible adaptation capability: with replaceable mold cavities molds do not have to be removed.
A large rotary table diameter permits the use of several work-stations that can also be equipped
with different molds.
4.15 Injection molding of elastomers and liquid silicon
As classic elastomers, liquid silicons (LSR) or thermoplastic elastomers (TPE), runner like
materials can be used in many components for sealing purposes or as noise and vibration
dampeners.
A complete range of vertical and horizontal injection molding machines to process cured
elastomers. Plasticizing units to process ribbon-shaped prepared rubber compounds according to
the first-in first-out principle are marketed as elast. Screw or piston plasticizing machines, as well
as plasticizing and conveying technologies for liquid silicon are specified as lim.
Important application for classic elastomers in automobiles are engine and body supports, seals
for windows, media lines and electrical systems as well as bellows. Insulation and sealing
components for electrical plugs as well as sealing rings and sealing membranes made of LSR
provide especially high resistance against heat and cold, an excellent ageing behavior and very
good resistance against weather.

55
4.15.1 Skids and guide rails
Combimelt unites the optimum sliding properties of polyoxymethelene (POM) with the
high rigidity of polyamide (PA) to form a precise component with defined friction properties for
the highest possible operating comfort.
In the case of window guide rails, the TPE component provides optimum positive damping
between the window pane and the POM guide element.
Fig 4.33 Guide skid
4.15.2 Switches and buttons
Switches and buttons with functions and a label or icon are produced using the ENGEL
combimmelt multi-component technique. For example, a 130-tone ENGEL victory machine with
an ENGEL ERC 63 parts removal robot can produce switches of polyamide and two POM types
in 4+4+4 mold. The functionality of flexible plastic parts is provided by cost optimized assembly
injection molding.
Fig 4.34 Switches for automobile electrical systems using three component technology
4.15.3 Parking brake levers
ENGEL combimelt combines a comfortable look and fell with high-quality mechanical
properties. Large molds with low clamping force requirements-the tie-bar-less ENGEL victory
machine is predestined for such injection work.
Fig 4.35 Parking brake levers

56
Fig 4.35.1 Production of automobile parking brake levers in a multiple mold
4.16 Airbag igniters
The injection molding procedure is also used to manufacture pyrotechnic components to
protect passengers and pedestrians. To do this, the pyrotechnic material is over molded directly
on a fully electrical tie-bar-less precision ENGEL e-motion machine. The machine increases
production by reducing the cycle time due to optimum conditions for automation. It provides the
injection precision and mold protection required for working with highly explosive material.
Fig 4.36 Explosive capsules manufactured by Hirtenberger
4.17 Ventilation and air-conditioning technology
The pleasant interior atmosphere of the vehicle is a major convenience factor. Actuators and
controls, compressors, and heat exchangers, along with air baffles, air baffle controls and vents
rely on a large number of plastic parts that all need to as light and compact as possible. Therefore,
many components are weight-optimized and foamed using ENGEL foammelt technology.

57
4.17.1 Electric engine supports
Drive elements should neither produce noise nor transfer oscillations or vibrations to other
structures. Therefore, they are acoustically insulated and mechanically decoupled. In a holder for
a blower motor, the mounting point-over molded with TPE using ENGEL combimelt-dampens
vibrations and thus also the emitted noise.
Fig 4.37 Receptacle for a Valeo electric motor using two-component technology
4.17.2 Housing parts, air baffles and fan impellers
As the market leader for the mucell physical foaming procedure. ENGEL have successfully
produced a number of components. In the case of housing parts for the rear climate control system
in the Mercedes - benz s-class, developed and produced by behr, ENGEL foammelt structural
foam molding results in an improved molded part quality at a reduced cycle time.
Fig 4.38 Reduced-weight fan impeller using MuCell® technology
Fig 4.39 Valeo air flap with sealing function using two-component technology

58
4.18 Plastic engine components
There is an increasing trend towards manufacturing engine components and engine-related
subassemblies from plastics. Today, custom-built injection moldable plastics are designed to
withstand high operating temperatures and for contact with fuel, oil, coolant and brake fluid.
As a result, new components with very high performance and low weight are continuously
being developed for very tight spaces in the engine compartment. The range of applications
extends from decorative cylinder head hoods to suction pipes and suction modules, plugs for the
electrical systems and parts of the fuel systems to flaps and valves for head management and
climate control.
More and more, new production solutions with ENGEL machines and technologies are
replacing metal parts with injection molded ones of plastic.
4.18.1 Engine covers
Although they are purely design parts, engine covers are subject to high temperature
stresses. Therefore, they are injection molded from glass fiber-reinforced plastics. Design or
sealing elements often require the use of the ENGEL combimelt multi-component technology.
The high process capability of ENGEL injection molding machines permits the production of
high-quality surfaces that permit refining not only using hot compression or varnishing, but also
with electroplating.
Fig 4.40 Decorative hood for a VW automobile
4.18.2 Valve lids
This valve lid of glass fiber-reinforced polyamide is used for Audi engines. It is manufactured
on an ENGEL duo with a clamping force of 700 tonnes.

59
Fig 4.41 Valve lid for an Audi engine
4.18.3 Air intake manifolds
In compact injection molding on a 1500 tonne ENGEL duo large-scale machine, the parts of
an air intake manifold are made of PA66-GF; these parts are then welded together. Variable mold
tampering achieves an optimum mold wall temperature, which ensures the tight tolerance range
for the component geometry, as is necessary to weld half bearings. The use of group mold ensures
uniform manufacturing conditions for the two individual parts that are to be subsequently welded
together.
Fig 4.42 Air intake manifold for an 8-cylinder engine, manufactured by Mahle
4.19 Air intake flaps
In the production of air intake flaps, ENGEL demonstrate that the combination of the two-
component technique and multicomponent molding attains the highest possible technical level:
two connected injection molding machines produce a set of air intake flaps with ready-to-mount
flap systems for V6 and V8 engines using multi-component molding. Complete assembly and a
100% test.

60
Fig 4.43 Switching flaps manufactured by Schneegans
4.19.1 Pick & place and over molding
In the first 300-tonne ENGEL victory combi injection molding machine, the body is first
made of PA46-GF 15 in a 2+2 mold: after pick & place using a linear robot, this is over molded
with PPS in the second mold position. The robot of the second ENGEL victory 130 combi injection
molding machine picks up these set of two and positions them in the first injection station of the
mold, where a lever of the same PA is molded. After pick & place, a rubber seal is vulcanized onto
the flaps.
Fig 4.44 Tumble flaps manufactured by Schneegans
4.19.2 Easy access of the mold
Advantage of ENGEL victory: the design of the tie-bar-less clamp unit provides increased
space in the mold mounting are for complex two-component injection molds and the overhanging
end of arm tooling of the robot.
4.20 Support for air intake controls in a turbocharger
Temperature stresses, media effects and a low idling drag require vulcanizing rubber to be
used as a sealing element. In order to manufacture this support, ENGEL combined the dual-
component processing of rubber and thermoplastic in a single mold that has both a hot area and
a cold area using thermal separation. The two component are connected without any bonding
agent.

61
Fig 4.45 The thermal separation of thermoplastic and elastomer in
the same mold permits the production of air controls at KBS
4.21 Suction pipe of NBR/HNBR
The combination of an ENGEL elast rubber injection molding machine with the most up-
to-date robot technology resulted in a one-of-a-kind suction pipe production cell for the
automobile industry at AR-TEX spa in Italy. The two machines can be connected or they can
produce fully automatically, independently of one another. The heart of the system is the high-
demand molded part removal system. Only the optimum interplay of a gripping function,
sufficient compressed air and the part removal system, which is based on the movement of a
human hand, permits to be pulled off the core without damage.
Fig 4.46 A six-axis robot operates two ENGEL elast rubber injection molding
machines at AR-TEX, who manufacture suction pipes for the automobile industry
4.22 Oil dipsticks, media pipes
Spatially bent oil dipstick guide pipes made of PA66-GF are manufactured using the
ENGEL watermelt water injection technique. Even media lines with branchings and several layers
can be produced economically, fully automatically and quickly in a single operation with a
combination of ENGEL combimelt and ENGEL watermelt. Although glass fiber-reinforced

62
plastics are used, the pipes have a smooth interior surface. Lines for coolants also have a media-
resistant inner layer.
Fig 4.47 All-plastic oil dipstick, produced by Schneegans
4.22.1 Increased precision due to integrated piston unit
ENGEL are the first provider to integrate a water injection unit with piston injection in the
injection molding machine, namely in the machine frame below the clamping unit, thus saving
space. Thanks to reduced pressure losses, this mechanical and control-related integration
provided more precise controllability and better reproducibility over conventional system.
4.23 Oil pans
The first truck oil pan made of plastic, for the Daimler Actros truck with a V6 engine, was
manufactured on a vertical machine ENGEL insert using fiber-reinforced polyamide PA66-GF35.
Compared to the classic tin variant, the plastic oil pan has significant weight savings.
Fig 4.48 Oil pan using fiber-reinforced polyamide PA66-GF35
4.24 Inlet water headers
Highly complex functional parts for the engine compartment require injection molds that are
just as complex. A number of solenoids and media connections increase the space requirements
in the injection molding machine, although little clamping force is required. Injection molding
machines with a tie-bar-less clamping unit provide the advantage of high accessibility for the

63
mold mounting surface. This helps in “downsizing” the machine equipment as well as during mold
changing.
Fig 4.49 Complex inlet water header for an automobile engine, manufactured by Plastic-Concept
Fig 4.49.1 Overhanging mold for the complex inlet water
Header in a tie-bar-less injection molding machine
4.24.1 Switching levers
In order for the operating forces and the operating feel to be the same in all the gears in an
automobile series, switching levers must have especially steady, uniform quality. By over molding
two metal parts with glass fiber-reinforced plastic, an opening for attaching a cable (among other
things) can be integrated in metal pipes. For this purpose, ENGEL supply a complete solution
consisting of a vertical machine and a robot: the pipes and the cable attachments are inserted by
the robot and the finished parts are removed automatically.
Fig 4.50 Multilayer media pipe, manufactured using ENGEL fluid melt
Fig 4.51 Production cell with a 90-tonne ENGEL insert vertical machine with
Automatic insertion, removal and post-processing

64
4.25 Pedal bearing blocks
So-called pedal bearing blocks support the brake and clutch pedals in automobiles and
trucks. They are currently manufactured with a hybrid method from plastic and galvanized with
sheet metal. In completely automatic manufacturing cells surrounding an ENGEL injection
molding machine, the three dimensionally shaped and contoured sheet is inserted into the
injection mold and over molded with plastic.
Fig 4.52 Pedal bearing block with hybrid technology for a Mercedes model
4.25.1 Hybrid technology integrates fastenings for attachments
The attached plastic ribs stiffen the construction and prevent the galvanized sheet from
collapsing if it is overloaded. The high E-module of the metal permits a delicate overall
construction, and the ductile behavior of the sheet prevents the component from breaking or
failing apart during a crash. Furthermore, because of the plastic over molding, fastenings for
attachments such as switches and sensors can be integrated.
4.26 Clutch pedals
The pedal itself consists of PA66-GF30 and is manufactured using the ENGEL insert
vertical machine by over molding the metal block. The pedal pad is rubber that is injection molded
on an ENGEL elast vertical machine.
Fig 4.53 Clutch pedal of plastic with over molded bearing

65
4.27 Damping elements and spark plugs boots
The ENGEL elast and ENGEL insert machines are combined to manufacture shock
absorbers for an automobile axle. Modified PPE-GF20 replaces the metal that was formerly used.
It is over molded with an elastomer and fulfils the same functions as a heavy molded part of metal
and rubber.
Fig 4.54 Metal-elastomer composite as a damper
Fig 4.55 Spark plug boot
4.27.1 Economic mass production
Air hoses, spark plugs boots and sealing elements such as O-rings on moving parts and
single-conductor seals in automobile electrical systems are produced from classical cured
elastomers using ENGEL elast and ENGEL LIM machines or from cured liquid silicon (LSR) on
ENGEL vertical and horizontal injection molding machines.
Fig 4.56 Reduced-weight shock absorbers by
Barre Thomas, MuCell®-foamed from
TPE on an ENGEL insert machine

66
4.28 Results & visualization
Automakers have been using plastics as an affective material in the making of
automobiles. Apart from providing fuel-efficiency and safety, it also helps reduce cost and
increased profits. The other advantages are that they can be molded into any shapes quickly.
Plastics certainly have a good future. There is no doubt that plastics will be used more and more
by the automobile industry. In the future we can see almost 90% of the vehicles we drive to be
made of plastic. Plastic will certainly become the "metal" of the future. Plastic composites are really
strong and thus a good substitute to metal. Use of plastic is good but it should be reusable
otherwise it may be a very serious environmental issue.
Since plastic is relatively low cost than metal and weighs far less then metal, it improves fuel
efficiency. The versatility of plastic also makes it easy to mold in any shape. Moreover it does have
to be painted, which further reduces its cost. Another advantage is that plastics are corrosion
resistant against metals that are prone to oxidizing attack which can prove to be expansive
especially in salty conditions. Plastics indeed offer greater advantages in automobile industry.
I think after the industrial revolution, plastic has created another revolution. It can be used
to make cars which also make it safer due to its impact absorbing capability. Plastic cars are
certainly the way to the future. I totally believe that plastic is a better substitute for metal.
Advantages of plastic are it is cost efficient, light yet very strong and durable. Also it helps in fuel
efficiency.

67
Chapter 5
Conclusion
To maximize capacity utilization and production efficiency, while improving quality,
manufactures need integrated manufacturing solutions that facilitate continuous process
improvements and ultimately make them more competitive.
A “best-in-class” products allow manufactures to optimize operations, drive down costs and
increase profitability with end-to-end solutions that optimize the entire design-through-
manufacturing process.
Automation in injection molding projects minimizes hands on involvement, resulting in
improved consistency, repeatability, product quality and ultimately the best value for the
customers.
Robotics can be used throughout the injection molding process during the insert molding or
over molding process, helping to assist in secondary operations and quality inspections. Using
automation process can eliminate waste, produce consistent quality components and at a faster
cycle time. Reducing the need for manual intervention in the molding process
To make the insert molding and over molding process more efficient, robotics are often utilized.
Injection molders make use of robotics to place the metal components in a molding machine
before the insert molding process and then perform secondary operations like part trimming and
packaging.
Injection molders can take advantage of the use of robots in the over molding process by
removing a molded part or substrate from one injection molding machine and then placing it into
another injection molding machine for the over molding process.
Using robotics to complete as many tasks as possible frees up time and resources for any
required hands-on processes. It also makes it possible to repeat those tasks over many cycles with
consistency and predictability. Robots are also used for secondary operations in the injection
molding process. Some samples of use of robotics in secondary operations are for part trimming,
drilling or clipping. As well as in assembly of injection molded components either by welding,
bonding or adhesives. Automation is also used for sorting of product for further processing and
packaging components to be shipped to customers.

68
5.1 Injection molding technology for the mobility of the future
Complete range of Injection molding machines for every size
Turnkey systems consisting of machine, process and automation for cost-optimized
solutions, flexibility adapted to individual customer requirements
Wide-ranging competence in all injection molding technologies and customer processes
Fundamental application-related know-how
Many years of experience in the branch of automotive technology
Close network with competent system partners
Extensive customer service facilities and fast spare parts supply for minimum plant
downtime
5.2 Advantages of plastic
They can be easily molded and have excellent finishing.
They possess very good strength and toughness. They possess good shock absorption
capacity.
Advantages of plastic are corrosion resistant and chemically inert.
They have low thermal expansion of co-efficient and possess good thermal and electrical
insulating property.
Advantages of plastic is very good water resistant and possess good adhesiveness.
Plastic is strong, good and cheap to produce. Advantages of plastic are light in weight.
Plastic is a recycling process and it does not decompose.
Plastic bottles can be reused and restored over again and again.
Plastic is one of the unbreakable.
Plastic is an odour less.
Plastic is used for building, construction, electronics, packaging (gladwrap) and
transportation industries.
Used to make - Water bottles, pens, plastic bags, cups etc.
Advantages of plastic are Very cheap to make.

69
Durability
Strength
Chemical resistance.
Advantages of plastic are used to produce another product.
Used to reduce soil and wind erosion.
Benefits of thermoplastics versus metals
When auto engineers design cars today, they are looking for a couple of key attributes in
addition to attractive looks and functionality. These are fuel-efficiency and safety. Plastics win
over metals in both of these attributes. Carbon-fiber reinforced plastics and other innovative
plastics are strong and light and can be molded into virtually any shape. Since they are light, they
increase fuel efficiency as well as range of the vehicles. The toughness of carbon fiber increases the
safety of these vehicles. In fact, today it is possible to make a car almost entirely of plastic. An
example of a car that is almost completely reinforced plastic.
Lightweight and high-strength reinforced plastics were designed by chemical engineers
and are a tribute to chemistry. They were first used in the aerospace industry. Today they are
widely used in automotive doors, fenders, and chassis and also in hoods and support frames for
the engine and transmission. More than 40 million hybrid components in 70 vehicle classes can
now be found on roads around the world. The main benefit of this plastic-metal hybrid technology
is its excellent integration and weight-reducing potential. In addition to car front-ends made of
lightweight nylon composites in combination with aluminum, plastic-metal hybrid technology is

70
now also used to make roof frames and break pedal blocks. We foresee a day in the future when a
car could be made of nothing but plastic.
Automakers have been using plastics as an affective material in the making of automobiles.
Apart from providing fuel-efficiency and safety, it also helps reduce cost and increased profits.
The other advantages are that they can be molded into any shapes quickly. Plastics certainly have
a good future. There is not doubt that plastics will be used more and more by the automobile
industry. In the future we can see almost 90% of the vehicles we drive to be made of plastic. Plastic
will certainly become the "metal" of the future. Plastic composites are really strong and thus a good
substitute to metal. Use of plastic is good but it should be reusable otherwise it may be a very
serious environmental issue.
Since plastic is relatively low cost than metal and weighs far less then metal, it improves
fuel efficiency. The versatility of plastic also makes it easy to mold in any shape. Moreover it does
have to be painted, which further reduces its cost. Another advantage is that plastics are corrosion
resistant against metals that are prone to oxidizing attack which can prove to be expansive
especially in salty conditions. Plastics indeed offer greater advantages in automobile industry.
I think after the industrial revolution, plastic has created another revolution. It can be used
to make cars which also make it safer due to its impact absorbing capability. Plastic cars are
certainly the way to the future.
I totally believe that plastic is a better substitute for metal. Advantages of plastic are it is cost
efficient, light yet very strong and durable. Also it helps in fuel efficiency.
5.3 Plastics in the Automotive Industry Today
Although plastics have been used in automobiles since the 1940s,1 the use of plastics and
polymer composites in automobiles is typically viewed as a modern innovation, as many of the
materials that are considered “plastics” are a recent development. These advanced materials have
benefited vehicle appearance, performance, and safety, and continue to offer the automotive
industry new ways to improve its vehicles today. The creation of this growing range of new
materials has even forced a shift in the label “plastics” to the more accurate “plastics and polymer
composites.” (In order to maintain a concise narrative, both labels are used in this roadmap [see
sidebar]).

71
As the development of innovative plastics and polymer composites has impacted the
automotive industry, so has the changing automotive market impacted the focus and priorities of
the plastics industry. While many of the same forces, such as consumer demand and global
competition, continue to shape the automotive market, the marketplace of today is very different
from what it was only a few years ago. In order to remain competitive and prosperous, both the
plastics and automotive industries need an integrated strategy for the future, one that aligns the
interests of both industries and effectively leverages the full potential of plastics and polymer
composites. These industries must also seek to work in partnership with state and federal
governments and non-governmental organizations (NGOs) to further advance the shared goals of
addressing global climate change, ensuring security of energy supplies, and reducing U.S.
dependency on foreign oil.
This roadmap uses a variety of terms to refer to full range of materials that are most
accurately referred to as plastics and polymer composites. Alternative labels include polymers,
plastics, and composites.
5.4 Plastics in the Future Automotive
Analysts predict a V-shaped growth pattern for the automotive sector globally. Yet,
despite market-imposed capacity constraints, anticipated production is expected to increase
from 11 million units in 2010 to 15.5 million units by 2011. While the U.S. vehicle sales forecast
is encouraging, healthcare and pension costs threaten margins for U.S. automakers.
This year, the U.S. vehicle sales recovery has been driven by fleet sales — sales of a large
number of vehicles to companies such as rental car agencies and commercial truck operators.
This demand is defined by the miles driven per year, the average age of the fleet (9 years),
population growth rates, and the age of drivers. Slowing the demand for new vehicles
domestically is the growing rate of the retired population, who will drive their vehicles 40
percent less and make fewer new vehicle purchases.
As automakers gear for the next-generation industry transformation, panelists cited a
number of factors that will be affecting the resurgence of original equipment manufacturers
and suppliers alike.

72
These include increasingly rigorous legislative mandates on emissions, safety and quality;
intense pressure to scale, particularly for the emerging markets; new or evolving joint-venture
business models due to all the recent mergers and acquisitions in the industry; and narrowing
product portfolios. All of this must also be tied to a myopic focus on taking the number-one
or number-two market positions and delivering best-in-class project margins.
Speaking about the future of the American automotive industry, Retired Vice Chairman
of General Motors Company Bob Lutz delivered a riveting, sharp-tongued criticism of
automakers. Lutz proclaimed that graduates of U.S. Ivy League business schools — including
himself — have contributed to the demise of economic growth and product excellence in the
United States. According to Lutz, MBAs don’t understand the power of image, style or fashion
trends on vehicle sales and the driver experience. Instead, he said, MBA-produced analysis and
profit optimization models focus only on short-term internal targets, and are not driven by
the consumer market. In a plea for corrective action, Lutz demanded renewed focus on long-
term product, service and customer experience excellence. He said General Motors’
management should be less concerned with cost and more concerned with whether the
vehicle is selling in the market. Lutz concluded with a mandate for the industry to correct its
numbers-driven myopia with a broader perspective and corporate culture based on a long-
term vision of consumer-driven product excellence.