
Incineration of Wasteenvironment-waste.com/Incineration.pdfDetails and specification for the Thermal...
12
Incineration of Waste Permanent Security for the Environment Responsibility for the World Effectivity for the Future → The logical Consequence for Ecology with Economy → Respencting the Demands of Human Ressources I P H The specialist – worldwide experienced since 30 years
Transcript of Incineration of Wasteenvironment-waste.com/Incineration.pdfDetails and specification for the Thermal...

Incineration of Waste
Permanent Security for the Environment
Responsibility for the World
Effectivity for the Future
→ The logical Consequence for Ecology with Economy
→ Respencting the Demands of Human Ressources
I P H
The specialist – worldwide experienced since 30 years
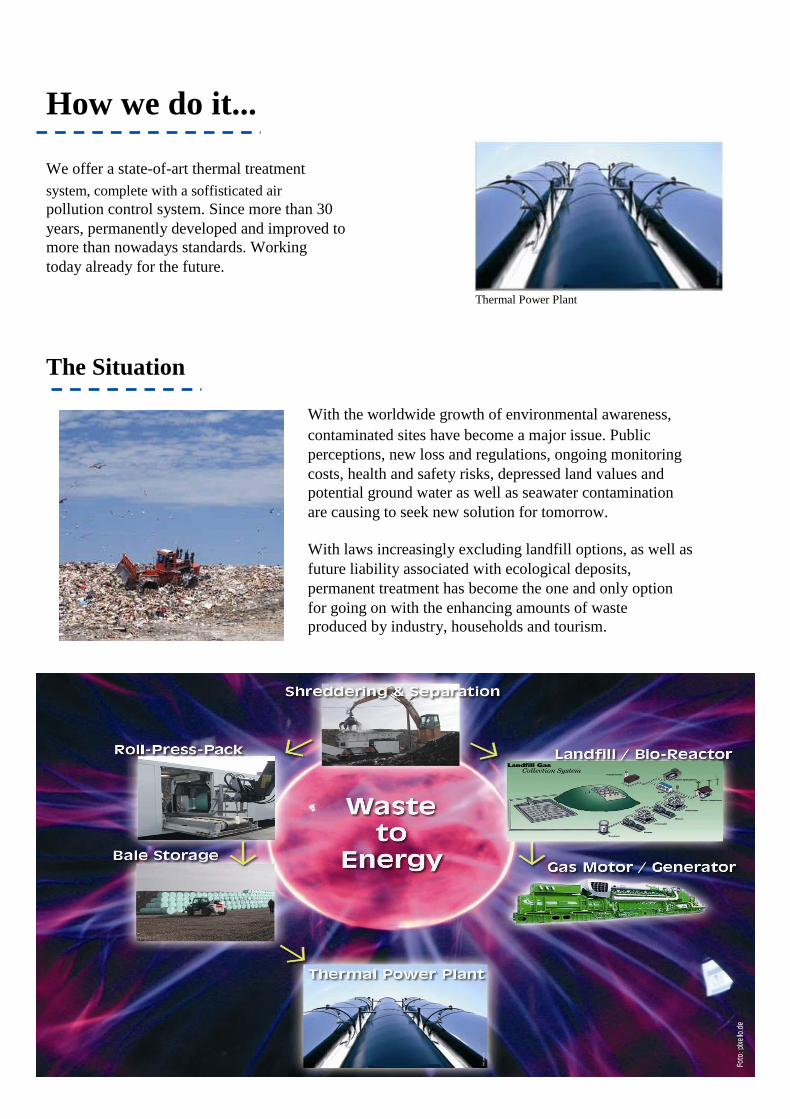
How we do it...
We offer a state-of-art thermal treatment
system, complete with a soffisticated air
pollution control system. Since more than 30
years, permanently developed and improved to
more than nowadays standards. Working
today already for the future.
The Situation
Thermal Power Plant
With the worldwide growth of environmental awareness,
contaminated sites have become a major issue. Public
perceptions, new loss and regulations, ongoing monitoring
costs, health and safety risks, depressed land values and
potential ground water as well as seawater contamination
are causing to seek new solution for tomorrow.
With laws increasingly excluding landfill options, as well as
future liability associated with ecological deposits,
permanent treatment has become the one and only option
for going on with the enhancing amounts of waste
produced by industry, households and tourism.

Details and specification for the Thermal Oxidizer (rotary kiln),
for the treatment and disposal of waste. 16 Million cal/hour
It consists of a rotary Primary
Combustion Chamber, an air mixing
section, and a Secondary
• A controlled-air, dual atmosphere,
counter current rotary kiln furnace
(replacing conventional concurrent,
• Pyrolysis operation in the kiln
which limits the velocity of the
flue gas in the kiln, thus
Combustion Chamber (Figures 1 excess air kilns) that achieves minimizing the particulate carry
and 2). The waste material enters greater energy efficiency, higher over and loading on the air
the primary rotary pyrolysis unit throughput capacity, reduced flue gas
through a screw conveyer system. volume, and superior ash quality
cleaning system;
This unit operates at 700-800°C at compared to conventional • Operation of the kiln at lower
which temperature hydrocarbons
are vaporized and reacted under
incineration systems; temperatures compared to
conventional incinerators to
starved oxygen conditions to • Vertical, side-fired Secondary minimize the volatilization of
produce combustible gases. This Combustion Chamber (replacing heavy metals, which makes this
low operating temperature conventional horizontal chambers) unit one of the few to meet
minimizes heavy metal volatilization
and carry over. The gases then
enter through a cyclone section to
the afterburner where 50 to 100%
excess air is added and oxidation
takes place at 1000-1200°C. The
residence time for the gases in the
that is self-cleaning of entrained ash
and slag and capable of oxidizing the
range of chemical substances
produced in the kiln;
• An emergency relief system that
would safely release the hot flue
stringent new heavy metal
emission criterion;
• Versatility and flexibility, i.e., its
capability of destroying an array
of organic substances in forms
that range from lightly
oxidation sections is 1-2 seconds. gases when the waste thermal contaminated soils to
The residence time for the solid oxidizer system experiences a water
material is anticipated to be in the failure to the scrubber system;
range of 15-20 minutes depending
concentrated liquids and sludges;
• High capacity (65 million
on the availability of the organic
hydrocarbons for combustion and
• Central Control System (CCS) with
a battery powered Uninterruptible
Btu/hr), which when combined
with the waste destruction
through-put as adjusted by the Power Supply (UPS), and extensive technology enhances the
speed of kiln rotation. safety interlocks to ensure safe destruction of the waste in an
The Thermal Oxidizer is controlled
by a fully automated control system
which will keep process upsets to a
operation of the plant;
• Continuous Emissions Monitoring
efficient and cost effective
manner;
minimum. The kiln itself is system (CEM) made up of stack gas • A gas cleaning system capable
operating under negative pressure probes, sample conditioning of removing very high loadings of
minimizing the possibility of gases
escaping from the system.
Mechanical seals are provided to
systems, gas analyzers, and
interface with the Central Control
System (CCS) to control the plant,
sub-micron
(characteristic
decontamination); the
particulate
of waste
further prevent such escape. The
gases would exit the afterburner
and enter the air pollution control
equipment from the top of the unit.
and produce correctly formatted data
for regulatory agencies
• Extensive system of process control
performance criteria for the gas
cleaning system are based on
stringent emission limitations that
currently exist in British
Specific design features of the
thermal oxidizer provide an
optimum system for incinerating
hydrocarbon type wastes. The
important features are:
• Modular construction and
transportability;
to automatically control system Columbia.
operating parameters within optimum
range and ensure complete
combustion of the waste material;
• CAM system interlock to the main
CCS to ensure uninterrupted
measurement of stack gases and
discontinuation of waste feeds if
emission levels exceed permit
condition limitations

DESCRIPTION
The following paragraphs provide a more detailed description of the Thermal Oxidizer system.
Process Flow Diagrams, design information and heat and mass balances will be provided
once the initial proposal is accepted.
Rotary Kiln (Primary Combustion Chamber)
To maximize the waste handling capacity, the kiln is operated in a controlled air mode. Infiltration of
ambient air is minimized by the use of special seals, and by air locks on the feed and ash discharge
chutes. Air infiltration into the kiln reacts with the hot fuel gases to form larger volumes of
combustion products thereby significantly increasing the size of all downstream equipment (which is
sized according to the volume of flue gas). Combustion air is controlled at the burner end (also the
ash discharge end) of the kiln to oxidize the auxiliary fuel and a limited quantity of waste
hydrocarbons to generate the required temperatures. Fuel for the burners is natural gas, but diesel
or waste oil may be substituted. The proposed burners will be multi-fuel type and be capable of
handling waste oil, diesel fuel, and natural gas. It will be the client's responsibility to supply clean
pressurized fuel to the burners.
The organics vaporized from the waste feed form a low quality fuel gas that flows to the secondary
combustion module, where oxidation and destruction are completed in a high efficiency burner
system. The ash flows counter-current to the combustion gases in the kiln and passes through a
"soaking zone" where high temperatures and radiant heat from the burner flame and the controlled
introduction of air completes the removal and destruction of any residual organics. The temperature
within the rotary kiln is maintained between 600-1000°C depending on the chemical composition of
the waste and its availability for combustion.

Secondary Combustion Chamber
The kiln exit gases are directed to the
Secondary Combustion Chamber (SCC).
The SCC module consists of a high
efficiency side-fired burner system, a
vertically oriented retention chamber, and
a bottom ash removal conveyer. The
complete destruction of hazardous
wastes is achieved in this unit by
maintaining the combustion gas at
elevated temperatures (1000-1200°C) for
residence times of 1 to 2 seconds.
Controlled secondary air injection is used
to closely control combustion and to
minimize NOxformation. Heat is provided
by oxidizing the low quality fuel gas from the kiln and/or by firing natural gas or
liquid fuel in the SCC.
The specially designed combustion gas
inlet manifold, side-fired burner, and
bottom ash exit prevent the solids
Gas Cleaning Module
The gas cleaning module is a uniquely designed
dry scrubber system consisting of a gas quench
section, two high temperature bag-filter houses,
a variable speed ID fan, and a stack. The
cleaned exhaust gases are discharged through
the stack complete with a Continuous Emission
Monitoring (CEM) system. The key premise
used in selecting and integrating these
components was that the system had to have
high scrubbing efficiency, high on-stream
reliability, and low maintenance. The gas
cleaning module removes sub-micron particulate
from the quenched combustion gases.
The hot combustion gases from the SCC exit
directly into the air conditioning section where a
controlled quantity of water is sprayed to cool the
gases to a temperature typically about 150°C.
Spray nozzles in this section spray finely
atomized water provided by the water pump.
accumulation problems typically Dry activated lime is injected into the gas stream
associated with horizontal secondary
chambers, when solids are carried over
from processing waste in a kiln. Any
solids that are carried into the SCC will be
subjected to the high temperatures and
completely detoxified.
Ancillary Modules
A control building contains the Central
Control System (CCS), and the Motor
Control Centre. The CCS provides
centralized monitoring and control for the
Thermal Oxidizer.
The exhaust stack gases are continuously
analyzed by the CEM for oxygen, carbon
dioxide, and carbon monoxide. The CEM
consists of extractive sampling and
analysis systems, made up of a probe,
particulate filters, a sample cooler, and
analyzers. Corrected values from the CEM
are displayed in the CCS and are used for
control and shutdown of the waste feeds.
to react with acid gases in the flue gases. Two
bag houses with appropriate temperature
resistance are provided to remove the lime and
particulate matter from the flue gas stream.
Cleaned combustion gases that exit the filter
houses are discharged to the atmosphere
through an ID fan and stack. The ID fan's
variable inlet vane is used for start-up and for
optimizing the fan's energy consumption for the
actual gas handling requirements of each waste
type.

Thermal oxidizer Dimensions
The following are normal dimensions:
Primary Combustion Chamber Outside Diameter
Inside Diameter Length
Material of Construction: Refractory Lined Carbon Steel
8'‐6„ 7'‐0"
Secondary Combustion Chamber:
Material of Construction:
Quench Tower:
Material of Construction:
Bag Houses:
Material of Construction:
Stack:
Material of Construction:
Outside Diameter
Inside Diameter Length Refractory Lined Carbon Steel
Outside Diameter
Inside Diameter Length Refractory Lined Carbon Steel
Dimensions
Height A‐36 Steel
Diameter
Length Carbon Steel
10'‐0“
8'‐6“
45'‐0"
12'‐0“ 11'‐4“ 50'‐0"
12'‐0" x 12‐0“ 38'‐6"
4'‐0“
60'‐0"
Auxiliary Fuel Burners: The auxiliary fuel burners are natural gas or diesel fuel burners with
independent pilot and external fans. The primary burner is Maxon Multifire with an output of 4 million cal/hr and the secondary burner is Maxon Kinemax C with an output of 2 million cal/hr.

Operating Parameters
Parameter
Feed rate
Organic Content (up to 0.5% sulphur)
Moisture
Inert material
Temperature
Rotary Kiln (Feed End)
Rotary Kiln (Burner End)
Afterburner
Stack
Design
Up to 20
1,500
3,500
15,000
600 700
800 1000
1000 1200
150 200
Unit
tons/hr
Kgs/hr
Kgs/hr
Kgs/hr
C
C
C
C

Electrical Components
Motor Control Centre to include:
• Two (2) only banks of electrical panels housing all necessary electrical switch gears, variable
frequency drives (for the waste feed auger, lime metering auger and kiln drive), incoming service
switch, low voltage (220 volts) transformer, low voltage distribution panel, control voltage (24 volts)
transformer;
• One (1) only current transformer to measure current draw of the ID fan motor and digital read out
displayed on the ID fan motor panel door;
Electrical Motors to Include:
The motors described herein are
TEFC, class F, 1.15 service factor,
standard efficiency electric motors
suitable for operation with 380/3/60
power supply applied from the motor
control centre.
Modulating Motor List to Include:
The Modulating motors described
herein are, modulating motors
adapted for operation with 120/1/60
power supplied from the motor
control centre.
COMPONENT
Induced draft fan drive
Air compressor drives
Kiln drive
Waste feed auger drive
Primary combustion fan drive
Secondary combustion fan drive
Primary air fan drive
Secondary air fan drive
Gas conditioning chamber air lock drive
Fabric filter air lock drives
Water pump drives
Main ash conveyor drive
Fabric filter ash storage auger drive
Secondary combustion chamber auger drive
Gas conditioning chamber auger drive
COMPONENT
Primary Burner Actuator (Modulating) Motor
Primary Air Actuator (Modulating) Motor
Secondary Burner Actuator (Modulating) Motor
Secondary Air Actuator (Modulating) Motor
ID Fan VIV Modulating Motor
QTY
1
2
1
1
1
1
1
1
1
2
2
1
1
1
1
QTY
1
1
1
1
1
MOTOR
SIZE
250 KW
56 KW
16 KW
10 KW
26 KW
35 KW
11 KW
22 KW
.75 KW
.75 KW
7.5 KW
5 KW
2.25 KW
2.25 KW
2.25 KW
MOTOR
24 VOLTS AC
24 VOLTS AC
24 VOLTS AC
24 VOLTS AC
220 / 1 / 50

Control System
A totally integrated control system based
on a Siemens master Programmable Logic
Controller (PLC), will be provided for the
optimum monitoring, interlocking and
automatic control of the entire system. The
PLC constantly monitors position, on/off
status, temperature, pressure, level, flow,
and alarm signals from the various
Control Console
• One (1) only free standing control console
complete with Siemens PLC, computer, keyboard,
19" video screen, Allan-Bradley motor starter push
buttons and an Emergency Shut-down Switch.
• The primary and secondary burner flame
safeguard units based on the Honeywell series
digital unit with continuous readout of flame
subsystems and field devices intensity. The system is fully engineered and hard
approximately every 30 milli-seconds.
Upon reading the proper signals the PLC
starts the next sequence of operation or
maintains the proper operation of the
system through the appropriate PID control
loops.
The main control panel is designed for the
operator to easily check the status of the
entire system. The main control panel
contains push buttons, selector switches,
status indicators, temperature and
pressure indicators on the main video
panel.
Instrumentation
wired according to the regulatory requirements and
includes main fuel and pilot interlocks, combustion
fan air pressure interlocks, and UV flame scanner
interlocks. The flame safeguard units are mounted
in the control console.
• Continuous Emission Monitoring (CEM) unit for the
measurement of CO, Oxygen, and CO2. The CEM
unit includes the gas conditioning unit and the analyser as a stand alone unit.
Meters and instrumentation for monitoring the thermal plant operating and control parameters;
Temperature Sensors:
Temperature Control Loops:
TI – 1
TI – 2
TI – 3
TI – 4
TI – 5
TI – 6
PCC (Burner End)
PCC (Feed End)
SCC (Burner End)
SCC (Exit end)
Fabric Filter Entrance
Stack Temperature
TIC – 1
TIC – 2
TIC – 3
TIC – 4
TIC – 5
TIC – 6
Main Burner (PCC Burner end temperature)
Primary Air (PCC Feed end temperature)
Waste Feed (SCC temperature)
Secondary Burner (SCC temperature)
Secondary Air (SCC temperature)
Quench Water (GCC exit temperature)
Flue Gas Analyser:
S‐1 Oxygen
Pressure Control Loops:
S‐2
S‐3
CO
CO2
PIC‐1
PIC‐2
I.D. Fan (PCC Burner end pressure)
Bag filter blow back (Filter pressure differential)
Pressure Indicators:
PI‐1
PI‐2
SCC Pressure Differential
Fabric Filter Pressure Differential

System Interlocks
There are several safety and operational interlocks of the kiln and burner systems:
- Burner interlock: This interlock is activated to shut off the fuel flow to the burners in
case of the following;
• failure of combustion air,
• absence of fuel pressure, and
• flame failure.
-Interlock 1: This interlock is activated to shut off the waste stream to the thermal
oxidizer in case of the following;
• Kiln high temperature,
• Kiln low temperature,
• After-burner high temperature,
• After-burner low temperature,
• Low O2level, (under 5%), and
• High CO level, (over 100 ppm).
-Interlock 2: This interlock is activated to shut off the waste stream and open the
emergency door on top of the after-burner in case of the following;
• Quench water failure,
• Main thermal oxidizer fan failure, and
• High quench exit temperature.
-Interlock 3: This interlock is activated to shut off the waste stream to the thermal
oxidizer in case of the following;
• Low O2level, (under 5%).

Equipment Supply
The Thermal Oxidizer consists of:
I. Primary Combustion Chamber (rotary kiln) to include:
• 8'-6" O.D. x 40'-0" long refractory lined steel drum complete with refractory lining and
lifters, driven by a chain mechanism, and supported on heavy duty trunnions;
• Endboxes and mechanical seals to enclose both ends of the drum;
• Waste feed hopper with the capacity of one cubic yard, and 16"f screw feed
mechanism including the drive gear box;
• Primary air fan (5,000 m3/hr) and multi-fuel burner (4 MM cal);
• Sub-frame and end platform.
II. Secondary Combustion Chamber to include:
• 10'-0" diameter x 50 foot long vertical free standing vessel with conical bottom
sections for particulate and slag removal;
• Venturi transition section from the kiln to the afterburner including air inlet ports and nozzles;
• Secondary air fan (24,000 m3/hr) and burner (4 MM Btu);
• Emergency Dump Cap for bypassing scrubber systems during emergency conditions;
• Cross over ducting complete with refractory lining;
• Necessary ladders and access platforms.
III. Air Conditioning Chamber and Reactor to include:
• 12'-0" diameter x 50 ft long vertical free standing vessel complete with partial
refractory lining, water atomization nozzles, and lime and recycle introduction nozzles;
• Necessary ladders and access platforms.
IV. Bag Houses to include:
• Two free standing pulse type baghouses, each sized for 60% of the flow with air to cloth ratio
of 4.2:1. Baghouse access is through roof plenum. The baghouse is insulated with hopper wall
heaters;
• One set of filter bags made of woven fibreglass with teflon coating;
• Ladder and access platform for the pulse and solenoid valves and access to the roof door of the
baghouse.
V. I.D. Fan and Motor to include:
• Backward inclined fan and motor sized for 80,000 m3/hr at 150°C and 23 inch W.G. static
pressure. Fan motor is 250 HP TEFC 3/50/560;
• Inlet box and damper, etc.

VI. Stack to include:
• 4'-0" diameter x 60 ft high free standing stack complete with vortex breakers;
• Ladder and access platform for emission monitoring;
VII. Control Room, MCC, and instrumentation to include:
• All necessary electrical switch gear in the motor control centre including the varidrives for
the auger and kiln drives;
• All necessary meters and instrumentation for the thermal oxidizer control centre, including
the console, mimic diagram, annunciation panel, PID logic controllers, and chart recorders,
etc.;
• The control room to consist of a 8'-6" x 20'-0" trailer with the MCC and control console
prewired and installed.
VIII. Miscellaneous items to include:
• Ductwork from the ACC to the baghouses and from the baghouse to the ID fan and stack;
• All refractory linings for the appropriate sections.
The company will shop install the thermal oxidizer refractories. All necessary pipe, fittings,
wire, conduit, brackets, and burners required to complete the installation will be installed in our
shop in Vancouver. Protruding items will be shipped loose for site installation. Site installation
will be conducted by the Client.
Drawing and Instruction Manuals
The company will supply the purchaser with three (3) complete sets of operating and instructions
manuals with spare parts lists, etc. at the time of shipment of the thermal oxidizer.
IPH GmbH Pretschgasse 12
A-1110 Wien
Tel: 0043 664 3389195
Fax: 0043 1 768 31 42
Email: [email protected]
Web: www.environment-waste.com


















