Improving the supply chain and food quality of professionally prepared meals
6
Viewpoint Improving the supply chain and food quality of professionally prepared meals Jens Adler-Nissen a, * , Renzo Akkerman b , Stina Frosch a , Martin Grunow b,c , Hanne Løje a , Jørgen Risum a , Yang Wang b and Gine Ørnholt-Johansson a a National Food Institute, Division of Industrial Food Research, Technical University of Denmark, Søltofts Plads 227, DK-2800 Lyngby, Denmark (e-mail: [email protected]) b Department of Management Engineering, Technical University of Denmark, Produktionstorvet 424, DK-2800 Lyngby, Denmark c Department of Production and Supply Chain Management, Technische Universit€ at M€ unchen, Arcisstr. 21, 80333 Munich, Germany An increasing share of the daily meals served in Europe is pre- pared out-of-home by professionals in foodservice. The quality of such meals is highly debated. This paper presents and dis- cusses obstacles to improving quality in a cost-effective way and suggests solutions: 1) Modularisation of the meal produc- tion in order to transfer labour-intensive operations from the kitchens to the industry; 2) Systemic use of a new concept: thawing during distribution, which improves shelf-life and re- duces waste; 3) Supply chain modelling to improve delivery schedules and reduce environmental impact. Existing food leg- islation complies with the suggested approaches. Introduction Meals served by caterers take a rising share of the food market in Europe. This is related to mega-trends in demog- raphy with more elderly people and more one-person households in the future. Additionally, changes in life- style have created a demand for more convenience meal so- lutions (Buckley, Cowan, & McCarthy, 2007). Part of this demand is covered by ready-made meals meant for re- heating and eating at home, while other solutions are of- fered by foodservice operators and served out-of-home. The industry serving such professionally prepared meals is highly segmented, covering on the one hand the need for meal solutions served in workplace canteens, at fast- food outlets, and for travellers; and on the other hand, meals served in day nurseries, hospitals, nursing homes, and other places with so-called captive catering. ‘Home cooking’: not a realistic option in foodservice A daily challenge to caterers is to make meals appear at- tractive and varied from a culinary perspective, while meeting demands on nutrition and food safety. In particular, the quality of meals offered as captive catering is an issue of increasing debate (Hartwell, Edwards, & Symonds, 2006; Mikkelsen, Beck, & Lassen, 2007; Wright & Connelly, 2006). Consumers ascribe homemade meals qualities that are generally not matched by ready-made meals or foodservice meals (Costa, Schoolmeester, Dekker, & Jongen, 2007). However, because of inherent obstacles caused by the increased scale of produc- tion, preparing meals in the manner of home cooking is rarely an option for most foodservice operators, even if their profes- sional pride would spur them to do so. A current trend in the foodservice sector is to replace smaller kitchen units in, for example, hospitals with larger, centralised kitchens (Engelund, Lassen, & Mikkelsen, 2007; Porter & Cant, 2009). This centralisation is challeng- ing, because traditional cooking procedures used in smaller kitchens become inadequate with the increase in production scale and the increasing complexity of the supply chain (Engelund, Breum, & Friis, 2008). This calls for alternative processes or products, which could match the quality obtained by preparation in kitchen scale. For example, con- tinuous stir-frying is a relatively new way of producing pre-fried convenience products of high culinary quality in industrial scale (Adler-Nissen, 2007). Another obstacle is the pre-preparation of raw materials. Preparing many types of vegetables from the raw is often * Corresponding author. 0924-2244/$ - see front matter Ó 2012 Elsevier Ltd. All rights reserved. http://dx.doi.org/10.1016/j.tifs.2012.08.007 Trends in Food Science & Technology 29 (2013) 74e79
Transcript of Improving the supply chain and food quality of professionally prepared meals

Trends in Food Science & Technology 29 (2013) 74e79
Viewpoint
* Corresponding author.
0924-2244/$ - see front matter � 2012 Elsevier Ltd. All rights reserved.http://dx.doi.org/10.1016/j.tifs.2012.08.007
Improving the supply
chain and food
quality of
professionally
prepared meals
Jens Adler-Nissena,*,
Renzo Akkermanb,Stina Froscha,Martin Grunowb,c, Hanne Løjea,Jørgen Risuma, Yang Wangb and
Gine Ørnholt-Johanssona
aNational Food Institute, Division of Industrial Food
Research, Technical University of Denmark, Søltofts
Plads 227, DK-2800 Lyngby, Denmark
(e-mail: [email protected])bDepartment of Management Engineering, Technical
University of Denmark, Produktionstorvet 424,DK-2800 Lyngby, Denmark
cDepartment of Production and Supply Chain
Management, Technische Universit€at M€unchen,
Arcisstr. 21, 80333 Munich, Germany
An increasing share of the daily meals served in Europe is pre-
pared out-of-home by professionals in foodservice. The quality
of such meals is highly debated. This paper presents and dis-
cusses obstacles to improving quality in a cost-effective way
and suggests solutions: 1) Modularisation of the meal produc-
tion in order to transfer labour-intensive operations from the
kitchens to the industry; 2) Systemic use of a new concept:
thawing during distribution, which improves shelf-life and re-
duces waste; 3) Supply chain modelling to improve delivery
schedules and reduce environmental impact. Existing food leg-
islation complies with the suggested approaches.
IntroductionMeals served by caterers take a rising share of the foodmarket in Europe. This is related to mega-trends in demog-raphy with more elderly people and more one-personhouseholds in the future. Additionally, changes in life-style have created a demand for more convenience meal so-lutions (Buckley, Cowan, & McCarthy, 2007). Part of thisdemand is covered by ready-made meals meant for re-heating and eating at home, while other solutions are of-fered by foodservice operators and served out-of-home.The industry serving such professionally prepared mealsis highly segmented, covering on the one hand the needfor meal solutions served in workplace canteens, at fast-food outlets, and for travellers; and on the other hand,meals served in day nurseries, hospitals, nursing homes,and other places with so-called captive catering.
‘Home cooking’: not a realistic option in foodserviceA daily challenge to caterers is to make meals appear at-
tractive and varied from a culinary perspective, whilemeetingdemands on nutrition and food safety. In particular, the qualityof meals offered as captive catering is an issue of increasingdebate (Hartwell, Edwards, & Symonds, 2006; Mikkelsen,Beck,&Lassen, 2007;Wright&Connelly, 2006).Consumersascribe homemade meals qualities that are generally notmatched by ready-made meals or foodservice meals (Costa,Schoolmeester, Dekker, & Jongen, 2007). However, becauseof inherent obstacles caused by the increased scale of produc-tion, preparing meals in themanner of home cooking is rarelyan option for most foodservice operators, even if their profes-sional pride would spur them to do so.
A current trend in the foodservice sector is to replacesmaller kitchen units in, for example, hospitals with larger,centralised kitchens (Engelund, Lassen, & Mikkelsen,2007; Porter & Cant, 2009). This centralisation is challeng-ing, because traditional cooking procedures used in smallerkitchens become inadequate with the increase in productionscale and the increasing complexity of the supply chain(Engelund, Breum, & Friis, 2008). This calls for alternativeprocesses or products, which could match the qualityobtained by preparation in kitchen scale. For example, con-tinuous stir-frying is a relatively new way of producingpre-fried convenience products of high culinary quality inindustrial scale (Adler-Nissen, 2007).
Another obstacle is the pre-preparation of raw materials.Preparing many types of vegetables from the raw is often

Box 1. Superchilling and freeze-chilling in brief.
Superchilling is a technology used to prolong theshelf-life of food products by cooling and distribut-ing them at a temperature of 1e2 �C below theirinitial freezing point (Magnussen, Haugland,Hemmingsen, Johansen, & Nordtvedt, 2008).During superchilling only some of the water inthe product is frozen (Kaale, Eikevik, Rustad, &Kolsaker, 2011). Superchilling is demonstrated togive a considerable prolongation of the shelf-lifeof many fish products compared to conventionalchilled storage (Beaufort, Cardinal, Le-Bail, &Midelet-Bourdin, 2009; Duy Bao, Arason, &Porarinsdottir, 2007; Magnussen et al., 2008).
The freeze-chilling approach implies a conventionalfreezing of the products followed by storage anddistribution in the frozen cold chain (Gormley,Redmond, & Fagan, 2003). On demand thefrozen products are thawed under controlledconditions at þ5 �C and sold as chilled products.An advantage of freeze-chilling is that the producercan release the products into the frozen cold chainaccording to incoming orders, which increases pro-duction flexibility. Moreover, the frozen productscan be stored until microbiological tests havebeen conducted thus reducing the probability ofa product recall (O’Leary, Gormley, Butler, &Shilton, 2000).
75J. Adler-Nissen et al. / Trends in Food Science & Technology 29 (2013) 74e79
prevented by the labour costs involved. Inadequate supplyof pre-processed convenience organic vegetables was infact seen as a major barrier to the wider use of organic veg-etables in the Swedish foodservice sector (Post, Shanahan,& Jonsson, 2008).
Meal elements: modularisation of the hot meals infoodservice
Vegetables are not the only category of raw materialsthat caterers would benefit from having access to as pre-processed products. Trimmed and cut fresh fish or pre-fried meats are other obvious examples. Indeed, if all themajor parts of a (hot) meal could be supplied as high-quality components, or meal elements, produced by indus-try and ready for assembling and heating into a finishedmeal by the caterer, the amount of manual labour involvedin large-scale production would be significantly reduced.
In a research project called Professionally PreparedMeals: Quality, efficiency and sustainability in the supplychain, addressing the challenges of the foodservice sectorin Denmark, the present authors have critically examinedthe concept of meal elements with respect to their applica-bility among foodservice operators. Particular attention wasgiven to the public sector due to the economical constraintsthat often will be seen as a limiting factor for providinghigher eating quality of the meals served.
The concept of meal elements can be seen as a system-atic modularisation of the meals in foodservice. Modular-isation is a key strategic element for reaching masscustomisation in the manufacturing industry and is widelyadopted by many industrial sectors from automobiles toclothing manufacturing (Carrere & Little, 1989; Takeishi& Fujimoto, 2001). In foodservice modularisation prevailsin restaurants based on the East Asian cuisine, making itpossible to serve an individual meal from a long list of dif-ferent dishes.
Distributing meal elements as ordinary chilled productsis logistically demanding because the quality of chilledconvenience products suffers severely after even a fewdays resulting in considerable amounts of waste(Darlington & Rahimifard, 2006). In fact, the foodservicesector is responsible for 25 kg of waste per capita peryear in the EU (European Commission, 2010). Initially, itwas therefore realised that the most significant technologi-cal challenge was, that a widespread use of meal elementsrequires a production and distribution system, which mini-mises quality losses in the entire supply chain. Distributingthe meal elements either as superchilled products or accord-ing to the freeze-chill concept (see Box 1) was considered,and this led us to propose a new distribution concept, whichwill be discussed in the following.
A new distribution concept for meal elements:thawing during distribution
In Denmark, wholesalers typically deliver to the food-service operators every day; a delivery frequency based
on traditions, limited storage facilities, in case of thesmaller kitchens, or high output, seen at the larger kitchens.The wholesaler will after having received an order, pick therespective products from the warehouse, and transport willtake place in cages placed on refrigerated trucks.
Both superchilling and freeze-chilling have disadvan-tages with respect to their use in this particular distributionsystem. In the case of using superchilling, a separate coldchain, typically operating at �2 �C or special packagingwith dry ice, is required (Duy Bao et al., 2007). This isboth costly and outside the capability of many distributionsystems in the foodservice sector. In the case of usingfreeze-chilling, if the thawing takes place already at theproducer, the situation would be no different from the dis-tribution of ordinary chilled products and no extension ofshelf-life would be expected. Conversely, if the thawingstep is postponed until delivery at the kitchens, it wouldbe the same as the delivery of frozen products. Therefore,introducing freeze-chilled products into the foodservicesupply chain implies that the products are thawed at thewholesaler before distribution. However, this would be anunfamiliar operation for most, and it complicates thelogistics.

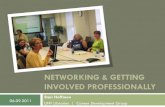
Fig. 1. Temperature curves from three consecutive distribution cycleswith intermittent re-freezing (Adler-Nissen & Zammit, 2011).
76 J. Adler-Nissen et al. / Trends in Food Science & Technology 29 (2013) 74e79
The core innovative part of the project Professionally Pre-pared Meals is the idea, that the major part of the meal ele-ments should be distributed in the cold chain not as chilledproducts but in a partially frozen state. This implies that themeal elements are either frozen or superchilled at the produc-tion site, packaged, and then distributed at þ5 �C allowinga limited thawing during distribution. Advantages are heretaken of the high thermal buffer capacity of the partially fro-zen foods as compared with chilled foods. This is due to thedominance of the latent heat term in the energy balance forthe thawing process: For example, heating a chilled productwith 75 pct. water by 5 K consumes about 18 kJ/kg, whilemelting half of the ice content of the same product consumes126 kJ/kg.
The concept of thawing during distribution will be ex-amined more closely in the following sections. It will beshown that a partial thawing during distribution at þ5 �Cprovides the product with a high thermal buffering capacityand at the later stages of distribution de facto confines theproduct temperature to the conditions of superchilled distri-bution below and near �2 �C. Using frozen cod as an ex-ample this will theoretically extend the shelf-life bynearly two days. Thus, the thawing during distribution prin-ciple combines the advantages of freeze-chilling and super-chilling while circumventing the disadvantages mentioned.It will further be demonstrated through supply chain mod-elling that the prolonged shelf-life obtained by thawing dur-ing distribution can be utilised to reduce distribution costsand environmental footprint through optimisation of thedistribution pattern in an existing supply chain network.The concluding section will address additional aspects ofthe possible implementation of the concept of thawing dur-ing distribution in the supply chain of professionally pre-pared meals, including legislative aspects.
Thermal buffering capacityThe expected effect of the thermal buffering capacity
was tested in practical experiments carried out in coopera-tion with two wholesalers (Adler-Nissen & Zammit, 2011).6.5 kg of a frozen food analogue in blocks (23 pct methylcellulose gel, which mimics the freezing and thawing be-haviour of lean meat (Anderson & Singh, 2005)) waspacked in a cardboard box, and temperature was loggedat top and bottom of the box, in the middle of the boxwhere it was surrounded by all the blocks, and insidea block of gel.
Fig. 1 shows that during a normal distribution cycle inthe cold chain at þ5 �C, the thermal capacity of the partialfrozen products ensures, that product temperature is stabi-lised at sub-zero temperatures despite fluctuations in theair temperature at the top and bottom of the cardboardbox. Furthermore, the experiment shows that the air tem-perature close to the product in the middle of the box is sta-ble against these fluctuations and closely follows theproduct temperature. These observations were importantfor the subsequent derivation of the thawing model.
Modelling product temperatureetime history forthawing during distribution
Several thermodynamic models of a thawing process arereported in the literature (Cleland, Cleland, Earle, & Byrne,1986; Ilicali, Teik, & Shian, 1999; Ramos, Sanz, Aguirre-Puente, & Posado, 1994; Salvadori & Mascheroni, 1991).A common feature of these models is that they provide an-alytical equations for predicting a thawing time, which iswhen all frozen water in the product has melted. However,for a model to be useful in predicting the conditions pre-vailing during thawing, focus of the model should be onpredicting the temperatureetime history of the product be-fore complete thawing.
A general solution to the thawing process usually re-quires numerical modelling, such as finite element model-ling, of the heat transfer and the accompanying phasechange in the product (Pham, 2006). However, in the pres-ent case the thawing process is slow and the temperaturedifference between the product and the surrounding air issmall, cf. Fig. 1. Therefore, quasi-stationary conditions pre-vail, and a lumped enthalpy balance solution of the producttemperatureetime history applies (Adler-Nissen &Zammit, 2011). The equations can be solved stepwise byincreasing the enthalpy content of the product in incrementsof 1 kJ/kg. Product temperature is then read from the rele-vant enthalpy curve, which relates product temperature tothe enthalpy content (kJ/kg) of the product (see e.g.Pham, Wee, Kemp, & Lindsey, 1994). The model crudely,but also adequately, predicts the observed thawing times(Adler-Nissen & Zammit, 2011).
Fig. 2 shows the results from three controlled thawingexperiments at þ5 �C of 6.5 kg food analogue, cf. above.In the control experiment the temperature reaches �2 �Conly after about 75 h, which is more than adequate forthe Danish foodservice distribution system. The two othercurves show the effect of thermal abuse, where a cardboardbox was taken out of cold storage at þ5 �C, exposed toroom temperature for one or 3 h, and then placed backinto cold storage. The time to reach �2 �C was reducedto 60 and 30 h, respectively, indicating a considerable

Fig. 2. Temperature curves from controlled thawing and temperatureabuse experiments (data from thework ofAdler-Nissen&Zammit, 2011).
77J. Adler-Nissen et al. / Trends in Food Science & Technology 29 (2013) 74e79
robustness against holding for shorter periods outside thecold chain.
Regarding the effect on shelf-life we found that thawedcod fillet could be stored at þ2 �C for 6 days before anynoticeable change in sensory quality was observed(Jensen, Nielsen, Jørgensen, & Frosch, 2009). In a subse-quent, unpublished study the same authors investigatedthe shelf-life of cod undergoing partial thawing at �2 �Cand found 19 days of shelf-life. Rough and conservativecalculations based on these data indicate that there shouldbe a significant reduction in quality wear (Lai &Heldman, 1982) and therefore a prolonged shelf-life usingthawing during distribution: After 2.5 days (60 h) of trans-portation and storage followed by placing the now almostthawed cod at þ2 �C, the quality wear for the cod distrib-uted at þ2 �C would be 2.5/6 ¼ 42%, and the remainingshelf-life would be 58% of 6.0 days ¼ 3.5 days. For thecod distributed at �2 �C, the quality wear during distribu-tion would be 2.5/19 ¼ 13%, and the remaining shelf-lifewould be 87% of 6.0 days ¼ 5.2 days. This is an apprecia-ble theoretical extension of the shelf-life.
The above conclusion is indirectly supported by previ-ous studies on the quality of freeze-chilled products (afterthawing þ4 �C) versus chilled products in short-term stud-ies. After 5 days of storage at þ4 �C, sensory studies de-tected no difference in the quality of cooked salmon andcooked broccoli (O’Leary et al., 2000), while the sensoryquality of the freeze-chilled raw salmon was actually sig-nificantly better than the quality of the chilled one(Fagan, Gormley, & Mhuirchertaigh, 2003). Since thethawing time can be added to storage time at þ4 �C, theresults also indicate that the concept of thawing during dis-tribution should give an extension of the shelf-life at theend-user.
Supply chain planning and sustainability assessmentOne way of justifying the use of the concept thawing
during distribution would be, if the prolonged shelf-lifecan be utilised to reduce distribution costs. This can beevaluated and quantified by appropriate supply chain plan-ning models, identifying and selecting alternatives of future
production and logistics activities along the supply chain(Fleischmann, Meyr, & Wagner, 2008). In relation to thefoodservice industry, there have, however, not been manycontributions, and including product changes, such as qual-ity or temperature, is one of the main challenges in this typeof work (Akkerman, Farahani, & Grunow, 2010). Some re-cent work on tracking quality during distribution (e.g.Dabbene, Gay, & Sacco, 2008; Rong, Akkerman, &Grunow, 2011; Van der Vorst, Tromp, & Van der Zee,2009) can, however, be used as a starting point in modellingthe supply chain.
For both the case of freeze-chilling and superchilling,the new distribution concept applies a lower product en-thalpy (and thereby temperature) over the initial period ofdistribution and storage at the kitchens, reducing the initialquality wear, which creates an opportunity to improve effi-ciency. Substituting cardboard boxes with polystyreneboxes would further slow down the thawing process be-cause of the better insulation properties of polystyreneboxes; the abovementioned thawing model predicts abouta doubling of the thawing time. On the other hand, the ma-terial is more expensive than regular cardboard.
In the production and distribution network of the food-service sector, there are several important planning deci-sions to be made, most importantly (i) the productionquantities in the foreseeable future, (ii) the exact tempera-ture treatment for the meal elements, (iii) the choice ofpackaging materials, and (iv) the delivery frequency to cus-tomers. These decisions are all interrelated and shouldtherefore be made in an integrated way. For example, de-creasing the delivery frequency will lower transportationcosts but increase the quality wear. To support these deci-sions, a supply chain planning model has been developed(Wang, Akkerman, & Grunow, 2011). Based on the thermalproperties of the meal elements, on several cost parameters,and on production and inventory capacities in the supplychain, the model provides a set of planning decisions thatminimises the production and distribution cost. This in-cludes the detailed tracking of enthalpy during productionand distribution, to ensure that the product is still partiallyfrozen when received by the caterer. Tracking enthalpycontent implicitly takes product quality wear and remainingshelf-life into account.
In general, experiments with the model show that thenumber of deliveries can be significantly reduced whenchanging from chilling to thawing during distribution.The reduction in total mileage alone will have a definitepositive environmental impact (Pullman, Fenske, &Wakeland, 2010); however, this might be counteracted byother factors; for example, compared with chilling, super-chilling or freeze-chilling uses more energy in the produc-tion process.
In order to study the overall sustainability impact poten-tials of the implementation of thawing during distribution,a product system model was developed for the case ofpre-processed vegetables and implemented in Life Cycle

78 J. Adler-Nissen et al. / Trends in Food Science & Technology 29 (2013) 74e79
Assessment software (Wang, Akkerman, Birkved, &Grunow, 2011). The analysis of different scenarios showedthat improvements obtained by implementing thawing dur-ing distribution, instead of regular chilled distribution, aremainly due to reduction of food waste by a prolongedshelf-life. The higher environmental impact due to theuse of freezing during production was less than 10% ofthe decreased impacts further downstream. Consequently,the overall environmental burden of the new distributionprinciple is reduced by avoiding production and transporta-tion of food that eventually becomes wasted.
Product integrity in thawing during distributionMeal elements to be distributed by thawing during distri-
bution must be resistant to the freezing and thawing cycle.In particular, structural integrity must be preserved afterthawing and visible separation of water from the productmatrix i.e. drip loss must not occur. Redmond et al.(2004) investigated a range of convenience products, in-cluding mashed potatoes, steamed carrots and green beansas well as white sauce and lasagne, for their suitability asfreeze-chilled meal elements. Textural changes resultingin drip loss were detected in the vegetable products, whilewhite sauce and lasagne were more robust making freeze-chilling suitable for this type of products. In contrast tosteaming, preparation of vegetables by continuous stir-frying gives the products robustness against freezing, sinceno visible drip losses were observed after thawing. The ef-fect is probably due to the evaporation of loosely boundwater during the stir-frying process (Adler-Nissen, 2007).Thus, stir-fried root crops could be thawed and keptat þ5 �C for 14 days, without observing drip loss or anyother negative changes in sensory attributes(Clemmensen, Dissing, Hyldig, & Løje, 2012).
The legislative side of thawing during distributionFood legislation in the EuropeanUnion is based onEU reg-
ulations and directives supported, or implemented, by nationallegislation. The general principles and requirements are givenby Regulation (EC) No. 178/2002 which lay down the proce-dures inmatters of food safety. The hygiene of foodstuff is fur-ther regulated through Regulation (EC) No. 852/2004, whichalso states, that it is important for food that cannot be storedsafely at ambient temperatures, particularly frozen food, tomaintain the cold chain. The term “cold chain” is generallyused in both EU and domestic legislation.
Current regulation states that “raw materials, ingredi-ents, intermediate products and finished products likely tosupport the reproduction of pathogenic microorganisms orthe formation of toxins are not to be kept at temperaturesthat might result in a risk to health”, and that the cold chainis not to be interrupted. However, provided that it does notresult in a health risk, limited periods outside temperaturecontrol are permitted to accommodate the practicalities ofhandling during preparation, transport, storage, displayand service of food (Regulation (EC) No. 852/2004).
From a review of abovementioned regulations, and theprovisions that governs the food safety and hygiene in Den-mark, there are no indications that transporting frozen orpartially frozen foods in the cold chain (þ5 �C) is innon-compliance as long as the food products are labelled“previously frozen”. This realisation allows manufacturingof products that are frozen and later released into thechilled cold chain. Thus existing legislation should not hin-der the implementation of the concept of thawing duringdistribution.
ConclusionsIn conclusion, the concept of thawing during distribution
presented and discussed in this paper addresses some of theimportant challenges in the production and distribution ofprofessionally prepared meals. The paper proposes a solu-tion of using frozen meal elements and distributing themin the conventional cold chain, where they are allowed topartly thaw before use. This solution reduces laboriouscooking operations and ensures a longer shelf-life duringdistribution. The products are envisaged to be delivered be-fore complete thawing; this eases the manual handling andalso serves as a quick control check of the past distributionconditions. The prolonged shelf-life, in comparison withchilled products, offers the potential of reducing wasteand quality losses before preparing the final meal, and theprospective of reducing the distribution costs by allowinga more flexible distribution management. Next to its finan-cial benefits, the reduction of waste is a main factor in re-ducing the environmental impact of catering. Incombination, the new concept will contribute significantlyto a more sustainable foodservice industry, providinghigh-quality products in an economically and environmen-tally improved manner.
AcknowledgementsThe project Professionally Prepared Meals was finan-
cially supported by The Danish Food Industry Agency.
References
Adler-Nissen, J. (2007). Continuous wok-frying of vegetables: processparameters influencing scale up and product quality. Journal ofFood Engineering, 83(1), 54e60.
Adler-Nissen, J., & Zammit, G.Ø. (2011). Modelling and validation ofrobust partial thawing of frozen convenience foods duringdistribution in the cold chain. Procedia Food Science, 1,1247e1255.
Akkerman, R., Farahani, P., & Grunow, M. (2010). Quality, safety andsustainability in fooddistribution: a reviewof quantitative operationsmanagement approaches and challenges.OR Spectrum eQuantitative Approaches in Management, 32(4), 863e904.
Anderson, B. A., & Singh, R. P. (2005). Moisture diffusivity in tylosegel (Karlsruhe test material). Journal of Food Science, 70(5),331e337.
Beaufort, A., Cardinal, M., Le-Bail, A., & Midelet-Bourdin, G. (2009).The effects of superchilled storage at �2 �C on the microbiologicaland organoleptic properties of cold-smoked salmon before retaildisplay. International Journal of Refrigeration, 32(7), 1850e1857.

79J. Adler-Nissen et al. / Trends in Food Science & Technology 29 (2013) 74e79
Buckley, M., Cowan, C., & McCarthy, M. (2007). The conveniencefood market in Great Britain: convenience food lifestyle (CFL)segments. Appetite, 49(3), 600e617.
Carrere, C. G., & Little, T. J. (1989). A case study and definition ofmodular manufacturing. International Journal of Clothing Scienceand Technology, 1(1), 30e38.
Cleland, D. J., Cleland, A. C., Earle, R. L., & Byrne, S. J. (1986).Prediction of thawing times for foods of simple shapes.International Journal of Refrigeration, 9(4), 220e228.
Clemmensen, L. H., Dissing, B. S., Hyldig, G., & Løje, H. (2012).Multispectral imaging of wok-fried vegetables. Journal of ImagingScience and Technology, 56(2), 20404-1e20404-6.
Costa, A. I. A., Schoolmeester, D., Dekker, M., & Jongen, W. M. F.(2007). To cook or not to cook: a means-end study of motives forchoice of meal solutions. Food Quality and Preference, 18(1),77e88.
Dabbene, F., Gay, P., & Sacco, N. (2008). Optimisation of fresh-foodsupply chains in uncertain environments, part I: background andmethodology. Biosystems Engineering, 99(3), 348e359.
Darlington, R., & Rahimifard, S. (2006). A responsive demandmanagement framework for the minimization of waste inconvenience food manufacture. International Journal of ComputerIntegrated Modelling, 19(8), 751e761.
Duy Bao, H. N., Arason, S., & Porarinsdottir, K. A. (2007). Effects ofdry ice and superchilling on quality and shelf-life of arctic charr(Salvelinus alpinus) fillets. International Journal of FoodEngineering, 3(3). art. 7.
Engelund, E. H., Breum, G., & Friis, A. (2008). Optimisation of large-scale food production using lean manufacturing principles. Journalof Foodservice, 20(1), 4e14.
Engelund, E. H., Lassen, A., & Mikkelsen, B. E. (2007). Themodernization of hospital food service e findings froma longitudinal study of technology trends in Danish hospitals.Nutrition and Food Science, 37(2), 90e99.
European Commission (2010). Preparatory study on food waste acrossEU 27. Technical report e 2010 e 054, ISBN 978-92-79-22138-5.http://dx.doi.org/10.2779/85947. http://ec.europa.eu/environment/eussd/pdf/bio_foodwaste_report.pdf.
Fagan, J. D., Gormley, T. R., & Mhuirchertaigh, M. U. (2003). Effect offreeze-chilling, in comparison with fresh, chilling and freezing, onsome quality parameters of raw whiting, mackerel and salmonportions. Lebensmittel-Wissenschaft und -Technologie, 36,647e655.
Fleischmann, B., Meyr, H., & Wagner, M. (2008). Advanced planning.In H. Stadtler, & C. Kilger (Eds.), Supply chain management andadvanced planning. Germany: Springer.
Gormley, R., Redmond, G., & Fagan, J. (2003). Freeze-chillapplications in the food industry. New Food, 6(2), 65e67.
Hartwell, H. J., Edwards, J. S. A., & Symonds, C. (2006). Foodservicein hospital: development of a theoretical model for patientexperience and satisfaction using one hospital in the UK NationalHealth Service as a case study. Journal of Foodservice, 17(5e6),226e238.
Ilicali, C., Teik, T. H., & Shian, L. P. (1999). Improved formulations ofshape factors for the freezing and thawing time prediction offoods. Lebensmittel-Wissenschaft und- Technologie, 32(5),312e315.
Jensen, L. H. S., Nielsen, J., Jørgensen, B. M., & Frosch, S. (2009). Codand rainbow trout as freeze-chilled meal elements. Journal of theScience of Food and Agriculture, 90(3), 376e384.
Kaale, L. D., Eikevik, T. M., Rustad, T., & Kolsaker, K. (2011).Superchilling of food: a review. Journal of Food Engineering,107(2), 141e146.
Lai, D., & Heldman, D. R. (1982). Analysis of kinetics of qualitychange in frozen foods. Journal of Food Process Engineering, 6(4),179e200.
Magnussen, O. M., Haugland, A., Hemmingsen, A. K. T., Johansen, S.,& Nordtvedt, T. S. (2008). Advances in superchilling of food e
process characteristics and product quality. Trends in FoodScience and Technology, 18(8), 418e424.
Mikkelsen, B. E., Beck, A. M., & Lassen, A. (2007). Increased focus onnutrition issues in institutional food service do not result inmeasurable progress e a study of compliance with therecommendations for Danish institutional menus in hospitals andnursing homes 1995 and 2002e3. European Journal of ClinicalNutrition, 61(1), 129e134.
O’Leary, E., Gormley, T. R., Butler, F., & Shilton, N. (2000). The effectof freeze-chilling on the quality of ready-meal components.Lebensmittel-Wissenschaft und -Technologie, 33(3), 217e224.
Pham, Q. T. (2006). Modelling heat and mass transfer in frozen foods:a review. International Journal of Refrigeration, 29(6), 876e888.
Pham, Q. T., Wee, H. K., Kemp, R. M., & Lindsay, D. T. (1994).Determination of the enthalpy of foods by an adiabaticcalorimeter. Journal of Food Engineering, 21(2), 137e156.
Porter, J., & Cant, R. (2009). Exploring hospital patients’ satisfactionwith cook-chill foodservice systems: a preliminary study usinga validated questionnaire. Journal of Foodservice, 20(2), 81e89.
Post, A., Shanahan, H., & Jonsson, L. (2008). Food processing: barriersto, or opportunities for, organic foods in the catering sector? BritishFood Journal, 110(2), 160e173.
Pullman, M. E., Fenske, R., & Wakeland, W. (2010). Food deliveryfootprint: Addressing transportation, packaging, and waste in thefood supply chain. Report OTREC-RR-10-06. Portland: OTREC.
Ramos,M., Sanz, P.D., Aguirre-Puente, J., & Posado, R. (1994).Use of theequivalent volumetric enthalpy variation in non-linear phase-changeprocesses: freezing zone progression and thawing-timedetermination. International JournalofRefrigeration,17(6),374e380.
Redmond, G., Gormley, R., Butler, F., Dempsey, A., Oxley, E., &Gerety, A. (2004). Freeze-chilling of ready-to-eat mealcomponents. Dublin: Teagasc.
Rong, A., Akkerman, R., & Grunow, M. (2011). An optimizationapproach for managing fresh food quality throughout the supplychain. International Journal of Production Economics, 131(1),421e429.
Salvadori, V. O., & Mascheroni, R. H. (1991). Prediction of freezingand thawing times of foods by means of a simplified analyticalmethod. Journal of Food Engineering, 13(1), 67e78.
Takeishi, A., & Fujimoto, T. (2001). Modularisation in the autoindustry: interlinked multiple hierarchies of product, productionand supplier systems. International Journal of AutomotiveTechnology and Management, 1(4), 379e396.
Van der Vorst, J. G. A. J., Tromp, S. O., & Van der Zee, D. J. (2009).Simulation modelling for food supply chain redesign; integrateddecision making on product quality, sustainability and logistics.International Journal of Production Research, 47(23), 6611e6631.
Wang, Y., Akkerman, R., Birkved, M., & Grunow, M. (2011). Supplychain planning with sustainability considerations: an integrativeframework. In Proceedings of the 18th international EurOMAconference, July 3e6, 2011, Cambridge, UK.
Wang, Y., Akkerman, R., & Grunow, M. (2011). Supply chain planningfor super chilled food products. SSRN working paper series.Available on-line. http://ssrn.com/abstract¼1923948.
Wright, O. R. L., & Connelly, L. B. (2006). Consumer evaluation ofhospital foodservice quality: an empirical investigation.International Journal of Health Care Quality Assurance, 19(2),181e194.




![Improving Outcomes in Child [& Adult] Obesity Management W E CAN I MPACT THIS G LOBAL H EALTH P ROBLEM Maggie Argentine, PhD, RN Professionally Certified.](https://static.fdocuments.us/doc/165x107/56649e925503460f94b9864c/improving-outcomes-in-child-adult-obesity-management-w-e-can-i-mpact-this.jpg)