Improving Priority Lot Cycle Times of la
5
Abstract-ISMI member companies defined two master goals for the 300mm Prime initiative (see [2]): 50% Cycle Time Reduction and 30% Cost Reduction. Combining these conflicting goals into a holistic approach represents a major challenge. This paper outlines how this goal can be targeted for priority lots. Though only a small share of WIP is priority lots, the benefit of short priority lot cycle time can be very persuading and the impact on overall costs very significant. I. INTRODUCTION Priority lots play an important role in the operational suc- cess of a Semiconductor Fab. Their task is to provide an ex- ceptionally short cycle time for lots where this is critical. This is achieved by them having priority over normal lots and spending less time in queue. Use cases are widespread; most important are − development lots for important process improve- ments, − qualification and customer sample lots, − lots which have to meet a very aggressive customer due date. However, short cycle time comes at a price. Capacity and/or normal lot cycle time is sacrificed to enable this per- formance. Therefore a balance between the benefit of short priority lot cycle times and the negative impact has to be found. Depending on the individual business model of the IC maker, this balance can look quite different. Independent of the business model, the whole industry searches for possibilities to decrease cycle time without or with limited capacity drawbacks and to increase capacity utilization without cycle time degradation and significant ad- ditional cost. This exploration gets specific focus with the possible development of the 300 Prime generation equipment and fabs. 300 Prime equipment and fabs could feature sig- nificantly different factory architecture elements, giving more degrees of freedom in shaping future fabs and their op- eration. This paper focuses on priority lot cycle times in such a new environment. Reducing priority lot cycle times is not a defined major goal of 300 Prime, but priority cycle time im- provements are needed as well and more importantly the negative impact on capacity which directly translates into cost needs to be limited. This paper is organized as follows. Section II gives an overview of current cycle time performance while Section III focuses future needs. Current capacity consumption is ana- lyzed in Section IV. Section V concentrates on cycle time improvement methodology and Section VI reflects on cost reduction. Finally, Section VII sets the above in the 300 Prime context before Section VIII summaries the whole pa- per. II. CURRENT CYCLE TIME Cycle time performance of both normal and priority lots are performance metrics that IC makers don’t openly com- municate. Therefore there is no real-fab data available for the analysis. However the International Technology Roadmap (ITRS) gives cycle time targets which indicate current think- ing on cycle time needs (see Fig. 1). For this paper it is as- sumed that the 2005 ITRS cycle time targets are a reasonable abstraction of current performance and that future targets are aggressive though realistic expectations. Depending on the specific use case of the priority lot, the cycle time requirement of the priority lot varies. Therefore priority lots are grouped into at least two subcategories. ITRS [2] defines − Super-hot lots representing 1% of all lots and − Hot lots representing 5% of all lots. These two groups have different handling policies. The spe- cific policies differ between companies but have common key elements. Hot lots jump to the head of the lot queue once 0.33 0.32 0.32 0.32 0.31 0.31 0.3 0.3 0.3 0.3 0.55 0.55 0.55 0.51 0.51 0.47 0.47 0.47 0.44 1.60 1.50 1.50 1.50 1.40 1.40 1.20 1.20 1.20 1.13 0.62 0 0.3 0.6 0.9 1.2 1.5 1.8 05 06 07 08 09 10 11 12 13 14 Cycle time per mask layer (days) Super hot lot Hot lot Normal lot Fig. 1. ITRS Cycle Time Targets for priority and normal lots for the period 2005 - 2014 [5] Improving Priority Lot Cycle Times Kilian Schmidt AMD Saxony LLC & Co. KG, MS I11-IE Wilschdorfer Landstrasse 101 D-01109 Dresden, Germany 117 1-4244-0653-6/07/$20.00 ©2007 IEEE 2007 IEEE/SEMI Advanced Semiconductor Manufacturing Conference
-
Upload
manivannanc -
Category
Documents
-
view
217 -
download
0
Transcript of Improving Priority Lot Cycle Times of la

Abstract-ISMI member companies defined two master goals
for the 300mm Prime initiative (see [2]): 50% Cycle Time
Reduction and 30% Cost Reduction. Combining these
conflicting goals into a holistic approach represents a major
challenge. This paper outlines how this goal can be targeted for
priority lots. Though only a small share of WIP is priority lots,
the benefit of short priority lot cycle time can be very
persuading and the impact on overall costs very significant.
I. INTRODUCTION
Priority lots play an important role in the operational suc-
cess of a Semiconductor Fab. Their task is to provide an ex-
ceptionally short cycle time for lots where this is critical.
This is achieved by them having priority over normal lots and
spending less time in queue. Use cases are widespread; most
important are
− development lots for important process improve-
ments,
− qualification and customer sample lots,
− lots which have to meet a very aggressive customer
due date.
However, short cycle time comes at a price. Capacity
and/or normal lot cycle time is sacrificed to enable this per-
formance. Therefore a balance between the benefit of short
priority lot cycle times and the negative impact has to be
found. Depending on the individual business model of the IC
maker, this balance can look quite different.
Independent of the business model, the whole industry
searches for possibilities to decrease cycle time without or
with limited capacity drawbacks and to increase capacity
utilization without cycle time degradation and significant ad-
ditional cost. This exploration gets specific focus with the
possible development of the 300 Prime generation equipment
and fabs. 300 Prime equipment and fabs could feature sig-
nificantly different factory architecture elements, giving
more degrees of freedom in shaping future fabs and their op-
eration.
This paper focuses on priority lot cycle times in such a
new environment. Reducing priority lot cycle times is not a
defined major goal of 300 Prime, but priority cycle time im-
provements are needed as well and more importantly the
negative impact on capacity which directly translates into
cost needs to be limited.
This paper is organized as follows. Section II gives an
overview of current cycle time performance while Section III
focuses future needs. Current capacity consumption is ana-
lyzed in Section IV. Section V concentrates on cycle time
improvement methodology and Section VI reflects on cost
reduction. Finally, Section VII sets the above in the 300
Prime context before Section VIII summaries the whole pa-
per.
II. CURRENT CYCLE TIME
Cycle time performance of both normal and priority lots
are performance metrics that IC makers don’t openly com-
municate. Therefore there is no real-fab data available for the
analysis. However the International Technology Roadmap
(ITRS) gives cycle time targets which indicate current think-
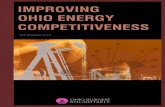
ing on cycle time needs (see Fig. 1). For this paper it is as-
sumed that the 2005 ITRS cycle time targets are a reasonable
abstraction of current performance and that future targets are
aggressive though realistic expectations.
Depending on the specific use case of the priority lot, the
cycle time requirement of the priority lot varies. Therefore
priority lots are grouped into at least two subcategories. ITRS
[2] defines
− Super-hot lots representing 1% of all lots and
− Hot lots representing 5% of all lots.
These two groups have different handling policies. The spe-
cific policies differ between companies but have common
key elements. Hot lots jump to the head of the lot queue once
0.33 0.32 0.32 0.32 0.31 0.31 0.3 0.3 0.3 0.3
0.55 0.55 0.55 0.51 0.51 0.47 0.47 0.47 0.44
1.601.50 1.50 1.50
1.40 1.40
1.20 1.20 1.201.13
0.62
0
0.3
0.6
0.9
1.2
1.5
1.8
05 06 07 08 09 10 11 12 13 14
Cycle time per m
ask layer (days)
Super hot lot Hot lot Normal lot
Fig. 1. ITRS Cycle Time Targets for priority and normal lots for the period
2005 - 2014 [5]
Improving Priority Lot Cycle Times
Kilian Schmidt
AMD Saxony LLC & Co. KG, MS I11-IE
Wilschdorfer Landstrasse 101
D-01109 Dresden, Germany
1171-4244-0653-6/07/$20.00 ©2007 IEEE 2007 IEEE/SEMI Advanced Semiconductor Manufacturing Conference

they reach the operation, but have to wait there until a load
port on the equipment becomes available. On the load port
the hot lot again jumps to the head of the queue of all lots on
that tool that are currently not in access. Yet the lot has to
wait again until all wafers of the current job are loaded into
the tool. Fig. 2. illustrates this behavior. There are two wait-
ing times, at the head of queue and on the load port. On the
load port the hot lot waits until all wafers of lot A are fed into
the tool. Lot B which is not yet in access is blocked however.
Super-hot lots in contrast have operators whose sole task is
to “baby-sit” these lots and to ensure that a tool is kept empty
prior to the arrival of a super-hot lot. (This is often facilitated
by supporting IT systems; see [6].) In this way the super-hot
lots don’t have to wait in queues before or at the tool and
start processing without delay. Fig. 3. illustrates this behav-
ior. The empty tool awaits the super hot lot which bypasses
the lot queue and starts processing without delay. Both poli-
cies ensure that these priority lots have a much shorter cycle
time than normal lots only varying in the extent to which
they are queued.
Out of these different policies follow different contribu-
tions of cycle time components to total cycle time. Fig. 4.
groups the cycle time components into the four categories
− raw process time,
− on-equipment queue time,
− transport time, and
− in-storage queue time.
Contrary to many analyses queue time is split into on-
equipment queue time and in-storage queue time here, as this
is helpful in the further analysis in this paper. The on-
equipment queue time represents the time that a lot sits wait-
ing on the load port but is not accessed. The in-storage queue
time is the time that the lot is stored in a stocker or another
storage location. Raw process time and transport time are de-
fined (as usual) as time absolutely necessary to process the
lot and the time necessary to transport the lot between tools
respectively.
Fig. 2. Sequence of events for hot lot processing
Fig. 3. Sequence of events for super-hot lot processing
One actual category is missing in this overview: lots also
spend a significant amount of time in hold. However this
category has no dependency on architectural considerations
and solely relies on the quality of hold lot management.
Therefore it is left out to facilitate transparency.
Super-hot lot cycle time consists only of raw process time
and transport time, provided the policy is followed. Raw
process time of super hot lots is shorter than for the other lot
types as they have significantly smaller lot size, e.g. ITRS
targets are derived on the assumption of 5 wafer lot size for
super-hot lots (see [5]). Transport time is also shorter than for
other lots as super-hot lots per definition have direct tool-to-
tool transports only and don’t visit a storage location in be-
tween or are even hand-carried.
Hot lots are assumed to have 25 wafer lot size as normal
lots, too (see [5]), therefore raw process time is the same.
They spend some time in queue waiting for a load port to be-
come available or for the tool becoming ready to access it,
yet this time is much less than for normal lots.
Super Hot Hot Normal
Cycle Tim
e
Raw Process Time Transport Time
On-Equipment Queue Time In-Storage Queue Time
Fig. 4. Qualitative view of cycle time components per lot priority
Normal lot Hot lot
Tool
Lot
Queue
A B
Normal lot Super hot lot
Empty
Tool
Lot
Queue
118

This qualitative overview on cycle time components is the
basis for the improvement efforts outlined in Section V.
III. FUTURE CYCLE TIME NEEDS
ITRS gives cycle time targets (see Fig. 1) that seek to
combine needs and realistically possible improvements into a
roadmap. This results in a continuous improvement path,
however, with 300 Prime the degrees of freedom available
should allow for a step-function cycle time improvement that
IC makers seek. Therefore for 300 Prime the real target
should lie significantly below ITRS targets.
IV. CURRENT CAPACITY CONSUMPTION
The exceptionally short cycle time for priority lots comes
at a cost. For super-hot lots downstream tools are kept empty
prior to the arrival. This is a rather expensive policy because
equipment capacity is lost during the waiting time. The sum
of this waiting time can be quite significant. In an optimal
environment exactly one lot is restrained from processing on
the tool at an instant that on average leads to waiting time
equivalent to half the tool capacity consumption of this lot.
Variability processing time and transport time of the super-
hot lot compared to average expectations lead to a higher ac-
tual loss.
Although super-hot lots represent only 1% of lots, they
contribute to ~5% of lot activities, because of the much
shorter cycle time. Taking into account the waiting time es-
timated above, this leads to a capacity loss of ~2.5% across
all tools in the fab for the optimum case. In reality ~3.5% is
more realistic considering the variability impact.
Additionally super-hot lots also consume more setup time
than normal lots as they have to be processed immediately
whether they match the setup of a previous recipe on the tool
or not. However at most current toolsets the amount of setup
required for recipe changes is negligible or can be performed
in the waiting time with the prominent exception of implant
tools. (It has to be noted though, that not all tools are capable
of performing every setup in advance.)
Hot lots don’t lead to a similar capacity loss. Tools are not
held idle for them, so no extra tool waiting time occurs. Yet,
setup time is more significant than for super-hot lots because
it cannot be performed within the waiting time. Moreover lot-
to-lot changeover times delay the processing of hot lots at
some tools and cost capacity. This can for example be at a
wet bench, when the hot lot flow and the flow of the previous
lot don’t match and the hot lot breaks the cascade of normal
lots with matching flows. Then an additional delay occurs for
the hot lot, in order to avoid the hot lot and the previous lot
needing to use the same processing resource at the same
time. Also for the same flow some negative interdependences
caused by different process times can cause delays impacting
capacity.
The size of this capacity impact is more difficult to esti-
mate on a high level than for super-hot lots, the best shot is to
use a similar methodology. Again, the shorter cycle time
transfers the 5% lot share to a higher lot activity level, in this
case ~12.5%. Assuming that setup and lot-to-lot changeover
times add 10% on average to the capacity consumption of hot
lots, then this represents a 1.25% capacity loss across all
tools in the fab.
Combined, the two priority lot subcategories cost nearly
5% of tool capacity. The specific capacity loss will vary
across fabs. Depending on the business model as well as cur-
rent fab loading and customer demand, IC makers will
choose to have more or less priority lots than defined for
ITRS targets and will tighten or soften the particular applica-
tion of the handling policies. Without detailed data for real
cycle time and lot share of priority lots, this remains the best
shot though.
V. IMPROVING CYCLE TIME
Numerous studies have focused on the impact that differ-
ent percentages of priority lots have on normal and priority
lot cycle times (e.g. [4]), yet there has been hardly any work
done on architectural ideas to improve priority lot cycle time.
The architectural challenge and possible ideas to overcome
them will be the focus of this section.
For normal lot cycle time,
− smaller lot sizes and
− single wafer processing tools only
have been identified by a number of IC manufacturers as
key architectural elements to improve normal lot cycle time
(see [1],[7] or [9]). But how promising are these changes for
priority lots?
For super-hot lots this analysis is fairly easy. The transport
time component offers little scope for improvement as the
lots already travel tool-to-tool or are hand-carried. So there is
only one component to analyze, the raw process time. Even
smaller lot sizes provide a comparably small leverage as five
wafers is already considered to be a small size, and the share
of raw process time influenced by lot sizes becomes less at
smaller lot size. With no other variables in the overall equa-
tion, the only remaining option is to switch to single wafer
tools. This however proves to be a very powerful leverage.
Ref. [7] shows that at a near-equal lot size of six wafers more
than 75% of process time occurs on batch tools. Therefore
the possible raw process time reduction is very significant
and [7] estimates it at 67% for the six wafer lot size and a
complete switch from a toolset including batch tools to a sin-
gle wafer toolset.
For hot lots, the analysis is more complicated. The in-
storage queue time depends on how frequently tool load ports
become available and the on-equipment queue time depends
on how frequently a lot finishes processing at the tool, which
is essentially the same. This frequency is the normal lot ser-
vice rate and directly depends on the lot size of normal lots.
So a reduction of normal lot size by 50% also reduces both
these queue time components by 50%. (It has to be noted that
this change only happens at single wafer tools and not batch
tools.) For transport time there is no apparent reason to
change significantly. The slowing impact by higher transport
119

Super Hot new Super Hot Hot new Hot
Cycle Tim
e
Raw Process Time Transport Time
On-Equipment Queue Time In-Storage Queue Time
Fig. 5. Cycle time improvements for priority lots
volume at smaller lot size could be offset by more advanced
technology. Raw process time of hot lots can be influenced
by both single wafer processing tools only and smaller lot
size (as they are still 25 wafer lots). Both prove to be very
effective. Ref. [7] gives a 64% reduction of raw process time
for a switch from 25 to 12 wafer lot size and to a single wafer
tools only.
Fig. 5. summarizes the improvements identified to 59% for
super-hot lots and 53% for hot lots.
VI. DECREASING COST
The key to decreasing the cost of priority lots has to be
tackling the capacity losses identified in Section IV. The
most significant cost contributor is holding tools empty prior
to the arrival of super-hot lots. The solution to this problem
seems to be obvious, yet it has not been implemented in
equipments or at least a non-standardized back-door imple-
mentation has to be used. The basic idea is to use the tool ca-
pacity until the arrival of the super-hot lot and then interrupt
the processing of the current normal lot to immediately start
processing the super-hot lot. When all wafers of the super-hot
lot are in the tool, then the remaining wafers of the inter-
rupted lot are fed into the tool. In this way only a tool load
port but not the complete tool has to be reserved. Fig. 6. illus-
trates this behavior. Processing of lot A is interrupted as soon
as the super hot lot arrives at the tool.
If no setup times or lot-to-lot changeover times are neces-
sary, then this method is applicable without loss of super-hot
cycle time and significantly improves equipment capacity. If
setup or lot-to-lot changeover times occur then the solution
can be more difficult if a small loss in super-hot lot cycle
time is unacceptable. Then for example an outside system
could send an interrupt-signal to the tool as soon as neces-
sary, triggered by completion of a previous operation or simi-
lar event. However, it is improbable that such a system would
yield optimal results and prevent the capacity loss com-
pletely.
Fig. 6. New sequence of events for super-hot lot processing
For hot lots, it’s the other way around. As stated in Section
IV, it is not justifiable to hold a tool empty because of the
lower priority of hot lot processing. With this new method
hot lots can make use of the cycle time advantage of imme-
diate processing start without sacrificing capacity. Therefore
at tools without setup/lot-to-lot changeover issues, hot lots
could be upgraded to the more aggressive policy without
equipment capacity loss. The cycle time savings at these op-
erations can then be used to downgrade hot lot urgency at
tools with setup and/or lot-to-lot changeover times to insert
them into lot chains that don’t cause setup or lot-to-lot
changeover times. Of course, if it better matches the overall
strategy the cycle time savings can also be conserved with
continued acceptance of setup and lot-to-lot changeover
losses.
I300I proposed a processing order control system that en-
ables ordering of unaccessed carriers or batches independent
of its delivery. It demanded that production equipment must
be able to set and change the order of processing as directed
by the host and the operator interface. This is applicable to
carriers waiting on load ports or equipment-internal buffers.
It should be noted that not all tools support this ordering of
unaccessed jobs at the load port/equipment buffer proposed
by I300I yet, which is unacceptable from the IC maker per-
spective as this partially prevents the beneficial hot lot pref-
erential treatment described in Section II/ Fig. 2.
The new method proposed here simply goes one step fur-
ther. Urgent lots can not only jump to the head of queue, they
can also interrupt current lot processing. This interruption of
lot processing can for example be triggered statically by lot
priority or a specific job priority similar to the processing or-
der control system for equipment buffer proposed by I300I in
[3].
The obviousness of this solution leads to an obvious ques-
tion: Why was this not done in the past or is not commonly
done today? The answer is missing prerequisites and a differ-
ent focus. The past focused on simplification and clear-cut
Normal lot Super hot lot
Tool
Lot
Queue
A B -59% -53%
120

differentiation to avoid miss processing. Additionally diffi-
culties of software and controls to track wafers properly lim-
ited the operational design flexibility. Therefore in the past,
the proposed solution might have come as a trade-off with
control or reliable operation. Now that the foundation of reli-
able, controlled processing is set, the priority can move to fab
agility added on top of this foundation with the presented so-
lution as one of its enablers.
The solution discussed in this Section also highlights an
important productivity detractor that needs resolution in 300
Prime. Setup and lot-to-lot changeover time have been noted
several times as obstacles hindering efficient production. The
urgency of solving this productivity challenge is intensified
with this new method and with small lot size manufacturing
in general. Examples of these detractors are recipe download
length or equipment preparation activities such as condition-
ing or cleaning.
Summarized, this new equipment functionality has the ca-
pability of eliminating most of the nearly 5% capacity losses
described in Section II thereby decreasing overall fab costs
by nearly the same amount. Alternatively, at slightly less ca-
pacity and cost savings, hot lot cycle time can be signifi-
cantly sped up by achieving near-zero queue time.
VII. 300 PRIME
While the plan of accomplishing 50% cycle time reduction
will clearly be shaped by transitioning away from batch tools
by their replacement with single wafer tools and smaller lot
sizes, the picture is somewhat less clear with regard to the
desired 30% cost reduction at 300 Prime. Only a number of
far reaching measures identified by equipment supplier and
IC makers in cooperation can achieve such a target. The out-
lined methodology can be an essential part of the desired cost
reduction, yet only a combination of improvements will en-
able the visionary target to be achieved.
Among others, the opportunities and functionalities identi-
fied in this paper shaped AMD’s 300 Prime vision. The com-
plete view towards 300 Prime functionality and productivity
includes the following seven items:
1. 100% single wafer processing toolset at competitive
cost of ownership, with no large lot size batch-
ing/cascading required to achieve today’s factory
throughput levels
2. Rapid lot-to-lot setup/changeover allowing small lot
manufacturing lot sizes
3. High volume, high speed, low variability AMHS suit-
able to small lot size manufacturing traffic
4. Predictable high-availability tools capable of meeting
pre-scheduled frequency of production timing with
near-zero maintenance variability
5. Flexibility to adapt quickly and synchronize the
manufacturing flow with scheduling of components
(WIP-incl. priority lots, tool qualifications, predictive
maintenance, reticles)
6. Standardized, high frequency tool-parameter data use
to populate tool health models to achieve predictive
maintenance control prior to tool failure or scrap of
material
7. Continued waste reduction in areas of tool installation
speed/standardization, TW usage, supply system con-
figuration, utility consumption, layout standardization,
and factory control systems setup
VIII. SUMMARY
This paper shows how substantial cycle time benefits for
super-hot and hot lots can be achieved with a single wafer
toolset and smaller lot size. These benefits can easily reach
the 50% CT reduction range. Furthermore the paper empha-
sizes that the size of some hot lot cycle time components is
driven by normal lot size while others depend on hot lot size
only. Additionally, a new system of interrupting current jobs
in process has been proposed to save cost associated with
priority lot cycle time. Other benefits of this interruption sys-
tem will be subject to future work.
ACKNOWLEDGMENT
The author wants to thank AMD’s Industrial Engineering
and Global Manufacturing Services teams for their tireless
discussion and helpful contributions. Special thanks go to
Thomas Alfieri, Gerald Goff, Les Marshall, Thomas Quarg,
Oliver Rose and Ken Wallers for their valuable suggestions.
REFERENCES
[1] O. Bonnin, D. Mercier, D. Levy, M. Henry, I. Pouilloux, E. Mastro-matteo, “Single-Wafer/Mini-Batch Approach for Fast Cycle Time in
Advanced 300-mm Fab”, IEEE Transactions on Semiconductor Manu-
facturing, Vol. 16, No. 2, pp. 111-120, 2000. [2] J. Draina, ISMI 300 Prime / 450mm industry briefing, SEMICON Ja-
pan, 2006.
[3] J. Ferrell, M. Pratt, I300I Factory Guidelines: Version 5.0. Technology Transfer Document, International 300mm Initiative, International Se-
matech, 2000. [4] D. Fronckowiak, A. Peikert, K. Nishinohara, „Using discrete event si-
mulation to analyze the impact of job priorities on cycle time in semi-
conductor manufacturing“, IEEE/SEMI Advanced Semiconductor Manufacturing Conference, 1996.
[5] International Technology Roadmap for Semiconductors: 2005.
[6] L. Lee, K. Hsieh, M. Lin, R. Luoh, A. Ling, S. Huang, “Super-hot-runs management system”, The Ninth International Symposium on Semi-
conductor Manufacturing, Tokyo, 2000.
[7] K. Schmidt, O. Rose, “Development and simulation assessment of semiconductor fab architectures for fast cycle times”, Simulation and
Visualization Conference, Magdeburg, 2007.
[8] K. Schmidt, O. Rose, “Queue time and X-factor characteristics at smaller lot sizes,” unpublished.
[9] T. Wakabayashi, S. Watanabe, Y. Kobayashi, T. Okabe, A. Koike,
“High-speed AMHS and its operation method for 300mm QTAT fab,” IEEE Transactions on Semiconductor Manufacturing, Vol. 17, No. 3,
pp. 25-28, 2004.
121