Improvement on Injection Molding Technology
43
崑山科技大學 機械工程 系 Improvement on Injection Molding Technology 射 出 成 型 模 具 技 術 改 良 Student: Josue David Ayala Guido Advisor: Shu-Hsing Chen Department of Mechanical Engineering Kun Shan University Tainan, Taiwan, R.O.C. Hands-On Project Report June, 2016
Transcript of Improvement on Injection Molding Technology

崑山科技大學
機 械 工 程系
Improvement on Injection Molding
Technology
射 出 成 型 模 具 技 術 改 良
Student: Josue David Ayala Guido
Advisor: Shu-Hsing Chen
Department of Mechanical Engineering
Kun Shan University
Tainan, Taiwan, R.O.C.
Hands-On Project Report
June, 2016

1

2
Table of Content
Abstract 3
1. Introduction of history of injection molding 4
1.1 Introduction of plastics 4
2. What is injection molding? 8
3. Applications of Injection Molds 9
4. Mold and Part Design 13
5. Some typical plastics and their uses for injection molding 19
6. Advantages and disadvantages of Injection molding 21
7. Injection molding design 22
8. PowerMILL Simulations for the cavity and core 34
9. Conclusion 38
10. Glossary of some Plastic Injection Molding Terms 39
11. References 42

3
Improvement on Injection Molding
Technology
Abstract
Since the increasing development of plastic industry is a fact and improvement and creativity
are essential to implement better plastic techniques for making complex shapes, injection
molding is the most popular for producing plastics products. There are many reasons of
which two are listed: high productivity and efficiency to manufacture dozens, hundreds or
thousands of pieces with simplest or the most difficult shapes. The main purposes to write
this paper are to provide basic information, concepts and give some ideas of how important
and at some point necessary comes to use injection molding of thermoplastics. By injection
molding, plastic parts are easy to make with the injection mold, fast to produce in relation of
the complexity in many or couple seconds, have lower price because thermoplastics are
cheaper than metals and other materials, and high performance in engineering and different
utilities. The paper begins with the definition of injection molding and brief history of how it
has become more important while the industry has progressed. Applications of injection
molds, plastics and their uses and examples of polymers best suited for injection molds are
also subtitles of this paper. The description of a two plate molds, the importance of injection
molding, advantages and disadvantages, applications of this technique and drawings of a two
plate mold and glossary of words is the last information in relation with injection molding.
Key words: Plastics, injection molding, molds

4
1. Introduction of History of Injection Molding
How did the world of injection molded parts begin? In 1868, billiard ball maker Phelan and
Collander, John Wesley Hyatt invented a way to make billiard balls by injecting celluloid
into a mold. Hyatt improved the celluloid so that it could be processed into a finished form.
In 1872 John and his brother Isaiah patented the first injection molding machine. This
machine was relatively simple compared to the machines used by today's injection molding
companies. It contained a basic plunger to inject the plastic into a mold through a heated
cylinder. The industry progressed slowly over the years producing injection molded products
such as plastic collar stays, buttons, and hair combs. In the 1940's the concept of injection
molds grew in popularity. This is because World War II created a huge demand for
inexpensive, mass-produced products. In 1946, James Hendry built the first screw injection
molding machine, revolutionizing the plastics industry with an auger design to replace Hyatt's
plunger. The auger is placed inside the cylinder and mixes the injection molded material
before pushing forward and injecting the material into the mold. This allowed colored plastic
or recycled plastic to be added to the virgin material and mixed thoroughly before being
injected. Today screw injection molding machines account for 95% of all injection machines
companies. The industry of injection molds has evolved over the years, from producing
combs and buttons to a diverse array of custom injection molded products for the following
industries: medical, aerospace, consumer, toys, plumbing, packaging, automotive, and
construction.
1.1 Introduction of Plastics
Plastics are made from polymers and are produced in the temperature at which they become
plastic in order to obtain the finished product. Polymer macromolecules are composed of
groups of atoms that are repeated more or less ordered along the chain. Macromolecules of
interest in terms of technology are those whose molecular weight exceeds 10,000. In view of
their technical utilization of plastics are classified considering the thermomechanical behavior,
which takes into account the variation of deformation of a polymer material under constant
load, depending on temperature. Thus there are the following groups of polymers:
thermoplastics, elastomers and duroplast. The explosive development of plastics industry due,
on one hand the emergence of many new polymers with very different characteristics, on the

5
other hand improve their processing technologies, the rapid expansion resulted in the last 20
years of plastics applications, the emergence of numerous produced from synthetic polymers
or modified natural, artificial metals or other materials shortages, which have invaded the
artificial environment evolving lives, decisively influencing socio-economic development.
Plastics are some of the most important and widely used materials in the industrialized world.
Defined as solid, synthetic, organic polymer materials, plastics are easily formed into almost
any shape desired. They have a wide range of physical properties—strength, rigidity, opacity,
color, toughness, hardness, ductility, heat tolerance, thermal and electrical conductivity, etc.,
and can thus be used in a variety of products and applications. The properties of plastics are
so diverse that they can be and are substituted for metals in which case they are called
“engineered materials” and, when formed into fibers, substitute for natural fibers like silk and
wool, (Figure 2). Plastic products are created by the molding, forming, and shaping of solid
or liquid resins. Two types of resins are used in the manufacture of plastics— thermoplastics
and thermosets. Thermoplastic resins can be heated and formed repeatedly, but thermoset
resins, once heated and formed, cannot be remelted. The process of melting a thermoset resin
irreversibly alters the internal linkages of the polymers, making it difficult to recycle products
made from the thermoset plastic. In contrast, thermoplastics are generally suitable for
recycling. Plastics occupy a very important role although in recent years has reduced oil and
gas extraction, primary sources of raw materials used in manufacturing plastics. The first
industrial plastics were obtained between 1927-1950, so that in the last 70 years over 80% of
surrounding has been replaced by products made of plastic. Cellulose was present on the
Earth when there were trees and plants as the main constituent of plant cell walls. Because of
this there is no specific date for its discovery, appeared before human birth. Recognition of
cellulose as a main constituent of plant cell wall was in 1838 due to findings Anselme Payen
French botanist who first isolated from wood pulp. That was understood structure. Currently
polysaccharide cellulose is the most widespread in nature and is under the guidance of
scientists producing real changes in the processing, use and plant genetics. Although
obtaining cellulose derivatives was attributed to Professor Christian Shonbein Swedish,
English inventor Alexander Parkes and American entrepreneur John Wesley, basically, the
latter is considered the father of the plastics industry. Based on metal injection machine,
patented in 1870 by John Smith and Jesse Locke, Hyatt brothers made and patented in 1872
the first machine injected molding. This was the first and most important step in achieving
development and plastics processing industry. Since then they have taken many steps, big and
small but what is most important is that it has developed plastics processing industry so that

today 8
materia
plastics
Table 1
80% of prod
al landmark,
s processing
. Evolution
ducts manu
, [3]. The hi
g industry ar
of obtainin
factured in
ighlights of
re presented
ng and proce
the world
f the evoluti
d in Table 1
essing of pl
have incorp
on of obtain
.
lastics [3]
porated at l
ning and
least one po
6
olymeric

Figuree 2. Parts ussed in machhine manufaacturing
7

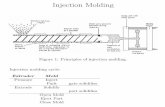
2. Wha
Injectio
thermop
and forc
molded
designe
injectio
molds a
form th
variety
is the m
items in
at is Injectio
on molding i
plastic and
ced into a m
d part cools
ed, usually b
on mold com
are usually
he features o
of parts, fro
most comm
ncluding com
Figure 3.
on Molding
is a manufa
thermosetti
mold cavity
s and harde
by an indust
mpany, wh
y constructe
of the desir
om the sma
mon method
mputer com
A simple re
g?
acturing pro
ng plastic m
y by a recipr
ens to the
trial designe
here it is as
ed using eit
red parts. In
llest compo
d of produc
mponents to
eciprocatingwww.offsh
ocess for pro
materials. M
rocating scr
configurati
er or an eng
ssigned to
ther steel o
njection mo
onent to enti
ction, with
outdoor fur
g screw injehoresolution
oducing plas
Material is fe
rew or a ram
ion of the
gineer, mold
a mold ma
or aluminum
olding is wid
ire body pa
some comm
rniture.
ection moldns.com) [7]
stic injectio
fed into a he
m injector, w
mold cavit
ds are then m
aker (or too
m, and prec
dely used f
nels of cars
monly made
ding machin
on molds fro
eated barrel
where the i
ty. After a
manufacture
olmaker). I
cision-mach
for manufac
s. Injection m
de injection
ne (source:
8
om both
, mixed,
injection
a part is
ed by an
Injection
hined to
cturing a
molding
molded

3. Appl
Plastic
molds a
automo
injectio
making
Some a
materia
molding
need to
injectio
must be
Figureand coshelf, hoppe
lications of
injection m
are used to
otive interio
on molds ar
g multi-cavi
advantages
al selection,
g. Some dis
o prototype
on molding
e designed w
e 4. Schemaooling of th2 - matrix,
er, 9 -drive
f Injection M
molding is t
o create man
rs, pocket c
re ideal for
ity injection
of injection
low labor
sadvantages
e, as some
process suc
with careful
atic diagramhe melt, c - t
3 - fixed shsystem rota
Molds
the preferre
ny things s
combs, and
producing
n molded pa
n molding
cost, minim
s of this proc
custom co
ch as warp o
l molding co
m of injectiothrowing ophelf, 4 - nozzating, 10 - o
ed process f
such as elec
d most other
high volum
arts, where
are high to
mal scrap lo
cess include
omplex par
or surface d
onsideration
on: a - injecpen the moldzle, 5 - cylinoperating sy
injected
for manufac
ctronic hou
r plastic pro
mes of plast
multiple p
olerances, r
osses, and l
e an expens
rts may en
defects. The
n.
ction moldind and the pander, 6 - bodystem in tran
cturing plas
usings, cont
oducts avai
tic parts, du
arts are ma
repeatability
little need t
sive tooling
ncounter pro
erefore, inje
ng material;art from thedy heating, nslational m
stic parts. I
tainers, bott
ilable today
ue to the ab
ade with on
y, a wide r
to finish pa
investment
roblems dur
ection mold
; B - solidifie mold: 1 - m7 - snail, 8
motion, 11 -
9
Injection
tle caps,
y. Plastic
bility of
ne cycle.
range of
arts after
t and the
ring the
ded parts
fication mobile - feed - piece

Just as i
mold ar
ejection
(therefo
half mo
such a
half. W
be more
Two-Pl
machin
can con
exampl
in die castin
re the same
n pins is us
ore ejection
ounted on th
way that th
When the mo
e details of
late Mold:
e's clampin
ntain one m
e in figures
ng, the mold
e, including
sually speci
n is usually
he moving
he natural sh
old opens, th
molds in th
This consis
ng unit. Whe
multiple cav
5 below). T
d is speciall
g sprue, ga
fied in the
done from
platen). Th
hrinkage of
he ejector p
he informatio
sts of two
en the clamp
vities to pr
The parting
ly made for
ates, runner
mold desig
the core sid
he cavity is
f the moldin
pins push th
on below.
halves fast
mping unit is
roduce one
g surface is t
r each part,
s and vents
gn, since th
de, and is u
divided be
ng causes t
he part out
tened to the
s opened, th
or multipl
the surface
and the bas
s; in additio
here points
usually mou
tween the t
he part to s
of the mold
e two plate
e mold halv
le parts in
shared by th
(a)
sic elements
on, the loc
have visibl
unted into th
two mold h
stick to the
d cavity. Th
ens of the m
ves separate
a single sh
he two mol
10
s of each
cation of
le marks
he mold
halves in
moving
here will
molding
e. Molds
hot (last
d halves.

(b)
(b)
11

Fig
Just as i
mold ar
ejection
(therefo
half mo
such a
half. W
be more
gures 5. (a
in die castin
re the same
n pins is us
ore ejection
ounted on th
way that th
When the mo
e details of
and b) Two
ng, the mold
e, including
sually speci
n is usually
he moving
he natural sh
old opens, th
molds in th
o plate mold
d is speciall
g sprue, ga
fied in the
done from
platen). Th
hrinkage of
he ejector p
he informatio
d. Figure (c)
ly made for
ates, runner
mold desig
the core sid
he cavity is
f the moldin
pins push th
on below.
) is the core
r each part,
rs and vents
gn, since th
de, and is u
divided be
ng causes t
he part out
(c)
e and figure
and the bas
s; in additi
here points
usually mou
tween the t
he part to s
of the mold
e (d) the cav
sic elements
ion, the loc
have visibl
unted into th
two mold h
stick to the
d cavity. Th
12
vity.
s of each
cation of
le marks
he mold
halves in
moving
here will

4. Mold
Sprue B
taper pe
should
to the r
diamete
Runner
highest
mold. D
to 1.0 c
restricti
Excessi
and gre
preferre
Figure
through
section
injectio
smaller
d and Part
Bushing: A
er meter (0.
always be s
runners and
er of the ma
s: In a two
volume-to
Depending o
m (0.25 in.
ion, small d
ively large-d
eater materi
ed, but trape
6 shows ty
h a trapezoi
can be insc
on into a mu
in cross sec
Design
sprue bush
.5 in. taper
slightly larg
d cavities, th
ain runner. Z
o-plate mol
surface rat
on the part
to 0.4 in.).
diameter run
diameter ru
ial usage. I
ezoidal runn
ypical relativ
idal runner
cribed withi
ultiple cavit
ction than th
Relati
hing with a
per foot) sh
ger than the
he exit diam
Z-pin-type p
ld, full-roun
tio, the leas
size and we
Because of
nners, less
unners offer
f a three-pl
ners can be
ve dimensi
is equivale
in the trapez
ty or multig
he main run
ive Dimensi
for Use in
standard 2
hould be us
e nozzle exi
meter of the
pullers are p
nd runners
st pressure d
eight, typic
f excessive f
than 0.6 cm
r little advan
late mold i
used.
ons of a tra
ent to that o
zoid. To ma
gated mold,
nner.
Figure 6
ions of a Tr
n a Three-P
½° include
sed. The ent
it orifice. To
e sprue bush
preferred fo
are preferr
drop and ar
al full-roun
flow
m (0.25 in.)
ntage and co
s being use
apezoidal c
of the larges
aintain pres
the second
rapezoidal R
Plate Mold.
d angle, ap
trance diam
o promote a
hing should
r easy remo
red because
re the easies
nd runner di
) diameter,
ontribute to
ed, full-roun
cross-section
st circular r
sure and ba
dary runners
Runner
pproximately
meter of the
a balanced p
d be larger
oval of the s
e they prov
st to eject f
iameters are
should be a
o longer cyc
nd runners
n runner. T
runner who
alanced flow
s should be
13
y 42mm
bushing
pressure
than the
sprue.
vide the
from the
e 0.6 cm
avoided.
cle times
are still
The flow
ose cross
w during
slightly

Second
should b
turn of
In addit
A runne
that the
elastom
hot runn
molding
than TP
with TP
Cold Sl
remaine
prevent
or runo
the cav
cold slu
ary runners
be vapor-ho
direction. F
tion to prop
er system s
e melt reac
mer) compou
ner mold d
g process. H
PU. In gene
PU.
lug Wells: D
ed dormant
t this cold m
offs should b
vities. Prope
ug wells are
F
s should be
oned to rem
Figure 7 sho
per runner s
should be d
ches all of
unds have b
design and t
Hot-runner
eral, those c
During inje
in the nozz
material from
be incorpor
erly sized r
e shown in F
Figure 7 Pr
e perpendic
move burrs a
ows a proper
izing, the la
designed to
f the gates
been molded
temperature
molds have
created for P
ection, the in
zle while the
m entering t
rated into th
runner syste
Figure 8.
roper Runne
cular to th
and sharp ed
rly sized run
ayout of the
give balanc
simultaneo
d successfu
e control ha
e usually b
PVC would
nitial surge
e previous s
the cavity an
he runner sy
ems design
er Sizing. [4
e main run
dges, and co
nner system
e mold is al
ced flow to
ously. TPU
ully in hot ru
ave become
een designe
d offer the b
e of materia
shot was be
nd causing
ystem befor
ned for bala
4]
nner, and th
ontain a cold
m.
so an impor
all gates, i
U (thermopl
unner syste
the most c
ed originally
best charact
l is general
eing ejected
a visual def
re material
anced flow
he runner j
d slug well
ortant consid
ideally desi
lastic polyu
ems. In man
complex par
ly for plasti
teristics for
lly cool sinc
d from the m
fect, cold slu
is allowed
which inc
14
junction
at every
deration.
igned so
urethane
ny cases,
rt of the
ics other
success
ce it has
mold. To
ug wells
to enter
orporate

Figu
Gates:
designs
generou
loss. Th
Figure
restricti
the dist
pinpoin
in weig
gates sh
land len
In mult
the app
highly s
Gating
keep sin
toward
conditio
caused
the flow
Care sh
ure 8 Runne
TPU comp
s including
us cross-sec
he gates sh
9 illustrate
ion. Tab ga
tortion in th
nt gates and
ght where th
hould alway
ngth is that i
igated cavit
earance and
stressed due
in thick sec
nk marks to
a cavity wa
on called "w
by the rapi
w front com
hould be ta
er Systems w
pounds hav
fan, lab, ed
ctional area
hould be va
es several
ates are stro
he gate area
tunnel gate
he flow len
ys be as sho
it should be
ties, the gat
d performan
e to orienta
ctions of th
o a minimum
all or deflec
worming."
id cooling o
ming from th
aken in des
with Balanc
ve been mo
dge, subma
to allow the
apor-honed
acceptable
ongly recom
that comm
es should be
ngth from th
ort as possib
e no greater
te location a
nce of the m
ation, gates
he part and a
m. When ga
ctor pin to b
Worming i
of the inject
he gate, a we
signing par
ced-Flow Ca
olded satisf
arine and sp
e material t
with all ro
gate desig
mmended fo
monly occur
e restricted t
he gate is l
ble. A good
than one-h
and number
molded part.
should be l
allowing th
ating into a
break up the
is a random
tion melt. If
eld line wil
rts to keep
avity Layou
factorily thr
prue. In gen
o flow freel
ough edges
gns with ro
or the softer
s with very
to very sma
ess than tw
d rule of thu
alf the gate
r of gates ar
. Since gate
located in n
he material t
thick sectio
e melt enter
m pattern of
f the design
l usually re
the numbe
ts and Cold
rough a wi
neral, the g
ly with a mi
s and sharp
ounded corn
r TPU grad
flexible ma
all parts of a
wo inches. T
mb for dete
thickness.
re very impo
e areas are a
noncritical s
to flow to t
on, the flow
ing the cavi
f weld lines
n of the par
sult when th
er of gates
d Slug Wells
ide variety
gates should
inimum of p
p corners re
rners for m
des. They e
materials. Th
a few ounce
The land le
ermining th
ortant in re
almost alwa
sections of t
the thinner
w should be
ity and to p
s opposite
rt requires a
he flow fron
to a mini
15
s. [4]
of gate
d have a
pressure
emoved.
minimum
liminate
he use of
es or less
ngth for
e proper
lation to
ays more
the part.
sections
directed
prevent a
the gate
a split in
nts meet.
mum to

minimiz
affect p
ze weld line
performance
es. Multiple
e.
e weld lines
Figu
Figure 1
D
A -
B -
C -
D -
s could detr
ure 9 Gate D
10 Mold Ven
Dimensions
0.001 to 0.
0.100 to 0.
- 0.500 typi
0.400 minim
ract from th
Designs. [4]
nting. [4]
s:
002
150
ical
mum
he surface ap
]
ppearance a
16
and may

Mold S
shrinka
maintai
Where
allowan
annealin
what is
molding
Vents: B
and gre
initial t
12.7 mm
10.The
pump. W
in the c
vents th
mm wid
Shrinkage:
ge value of
ined, it is su
standard or
nce for the p
ng or expos
normally ex
g compound
Because of
eater will al
trials on the
m (.25 in. to
cooling sys
Water is cir
cavity passe
hat are mach
de), See figu
Mold desig
f any therm
uggested tha
r coarse to
particular L
sing parts to
xpected. Th
ds.
the low vis
llow TPU c
e new tool
o .50 in.) w
stem is mad
rculated thr
es through th
hined into t
ure 11.
gn, part de
moplastic ma
at a prototy
lerances ar
SP TPU com
o a point ove
his data is pr
scosity of th
compounds
have indica
ide by .03 m
de up of pa
ough them
he small eje
the parting
esign and o
aterial. In c
ype tool be m
re all that i
mpounds sh
er temperat
resented in
he melt, norm
s to flash. T
ated necessa
mm (.001 in
assages in th
to remove
ector pin cle
surface (typ
operating c
cases where
made befor
is required,
hould be use
ure will inc
Technical D
mal vent de
Therefore, v
ary location
nch) deep is
he mold tha
heat from t
earances in
pically abou
onditions a
e very close
e building t
the standa
ed. It should
crease the m
Data Sheets
epths of 0.05
vents should
ns. A vent
s usually su
at are conne
the hot plast
the mold, a
ut 0.03 mm
all affect th
e tolerance
the producti
ard mold sh
d be noted t
mold shrinka
s of LSP TP
5 mm (.002
d be cut on
channel 6.4
ufficient, Se
ected to an
tic. The air
and through
m deep and
17
he mold
must be
ion tool.
hrinkage
that post
age from
PU
2 inches)
nly after
4 mm to
e Figure
external
r trapped
h narrow
12 to 25

Figure 111. Cooling ssystem [4]
18

19
5. Some Typical Plastics and Their Uses for Injection Molding
Thermoplastics
General properties: low melting point, softer, flexible.
Typical uses: bottles, food wrappers, toys, …
Examples:
• Polyethylene: packaging, electrical insulation, milk and water bottles, packaging
film
• Polypropylene: carpet fibers, automotive bumpers, microwave containers, prosthetic
body parts for disabled people
• Polyvinyl chloride (PVC): sheathing for electrical cables, floor and wall coverings,
siding, credit cards, automobile instrument panels
• Polystyrene: disposable spoons, forks etc., also used to make Styrofoam™ (soft
packaging material)
• Acrylics (PMMA: polymethyl methacrylate): paints, fake fur, plexiglass
• Polyamide (nylon): textiles and fabrics, gears, bushing and washers, bearings
• PET (polyethylene terephthalate): bottles for acidic foods like juices, food trays,
mylar tapes
• PTFE (polytetrafluoroethylene): non-stick coating, Gore-Tex™ (raincoats), dental
floss.
The most common methods of processing plastics to manufacture plastic parts are similar to
methods we have learnt for metals and glass. These include Extrusion, Injection molding,
Blow molding, Casting, etc. Among these, perhaps injection molding is the most significant
for local industry – almost all manufacturing companies use parts that are injection molded,
whether they make toys, home-appliances, electronics or electrical parts, watches, computers,
etc.

Figure
Figure
12. Exampl
13. Injectio
les of Inject
on Molding P
tion Molding
Part design
g Parts [sou
ned in Solidw
urce: www.y
dworks for th
ylmf.com.hk
he previous
k] [6]
two plate m
20
mold.

21
6. Advantages and Disadvantages of Injection Molding
Advantages
‐ Fast production. Plastics part can be produce amazingly fast in a few seconds.
‐ Material and color flexibility. The produced part can easily be change color and
flexibility there is a tool made.
‐ Labor costs low. Once all the parameters are set (amount material for the part,
temperature of the nozzle, clamping cycle, etc.) injection machines can run
automatically, so there is no need of many people for this operations.
‐ Design flexibility. The amount of flexibility of plastic parts can be limitless, the
results of such properties and restricted by the manufacturers.
‐ Low waste. Majority of plastics are recyclable. The wasted material can be grinded
and reused for the same purposed.
Disadvantages
‐ High Initial tooling cost. It is pretty expensive to start producing plastics parts.
Injections molding machines, molds, skills to run it and some other tools are
necessary.
‐ Part design restrictions. To make a very good mold design requires a lot of knowledge
and years of experience, there are many requirements to follow for working with
different size, materials, temperature and related factors.
‐ Accurate cost. Some plastics parts are not able to be produced by simple methods. It
also has relation with cost, and regards with materials to make the molds could be
very expensive. Sometimes mold parts have to be remade.

7. Injec
The fol
complet
Fi
ction Moldi
llowing dra
te design.
igure 14. Se
ing Design
awings are p
ection view o
part of the
of cooling s
two plate m
system for th
mold. Thes
(a
(b)
he cavity (a)
se provide m
a)
a) wireframe
more detail
e and (b) so
22
ls of the
olid

Fig
Mass pr
Output
Density
Mass =
Volume
Surface
Materia
Materia
ABS
gure 15. Pro
roperties of
coordinate
y = 0.00 gra
3.50 grams
e = 3496.23
e area = 449
al used for t
al type
operties of th
f guitar pick
System: --
ams per cubi
s
3 cubic milli
90.11 square
the part desi
he plastic p
cavit
k
default --
ic millimete
imeters
e millimeter
igned: Acry
Principal
Good
rigidity,
part: sprue,
ties, all toge
er
rs
rylonitrile bu
l properties
impact,
heat stabil
runner, gat
ether.
utadiene sty
strength,
lity, high
tes, vents, sl
yrene (ABS
Common u
Housings
electronic
lug, parts of
S)Properties
uses
for app
and c
23
f the
of ABS:
pliances,
omputer

24
gloss and resistance to aging. equipment. Automotive grills
instrument clusters and body
panels.
Properties Chart for Injection Molding Grade Plastics
Acrony
m
Molecula
r Type
Solid
densit
y
(g/cm3
)
Melt
densit
y
(g/cm3
)
Shrinkag
e (%)
Drying
require
s
(hours
@ ºC)
Melt.
Temp
. (ºC)
Mold
Temp
. (ºC)
No
flow
temp
.
(ºC)
Typica
l ink.
Press.
(Mpa)
ABS Amorphu
s
1 - 1.2 0.9 0.5 - 0.6 2-3 @
88-77
195 -
240
38 -
93
135 -
150
120 -
140
ABS E-module
Material Tensile Modulus
(Young's Modulus, Modulus
of Elasticity)
- E –
(106 psi) (109 N/m2, GPa)
Ultimate Tensile Strength
- Su -
(106 N/m2, MPa
ABS plastics ----- 1.4-3.1 40
Reasons to work with ABS:
ABS's light weight and ability to be injection molded and extruded make it useful in
manufacturing products.
The most important mechanical properties of ABS are impact resistance and
toughness. A variety of modifications can be made to improve impact resistance,
toughness, and heat resistance.

25
Shot and part weight
Shot weight Definition
The shot weight is defined as the mass of plastic delivered in one complete filling of the mold,
including the molded parts, sprue, runners, and flash.
Shot weight equation
ShotWeight = Filling System + Part n
Runners
Gates
Sprue
Cold Well
Shot weight= (g/cm3) + (g x 1)
= g = oz
Total Shot weight= oz
Calculating part weight
Mass = grams
Volume = mm3 = cm3
Density= g/cm3 (ABS)
Total part weight (single): oz (~g)
m= cm3 x g/cm3 = g x 1oz / g ≅ oz ≅ oz

26
Material required and Cavity number
Material: Acrylonitrile butadiene styrene (ABS)
2880 Cycles per day
117.304g per cycle
Acrylonitrile butadiene styrene Cost
Core and Cavity Size
V= (476 x 264 x 69.94) mm = 8,788,940.16 mm3 = 8,788.94cm3
S420J2 ≅ 380 TWD/kg
ρsteel = 7.85 g/cm3
Core and Cavity Cost
Qty = 2,880 cycles x 117.304 g/ cycle ≅ 337.835 kg 350 kg
$31 USD /kg⇒29.795 TWD/kg x 350 kg = 10,428.25 TWD ≅ 10,500 TWD
1 Cav x 2 cycles/min = 2pcs/min
2pcs/min x 60 = 120pcs/hr
12pcs/hr x 24 = 2880pcs/day
2880pcs/day x 30 days = 86,400pcs/month
ρsteel x Vworkpiece x 1kg/1000g x S55C TWD/kg

27
Cost equation =
ABS material
Core and cavity plates
Injection machine selection
W= 4.3oz x 1.20 = 5.2 oz
Table 2
Injection machine specifications
JM12MKIII-C
Injection Unit Optional Standard
Shot weight (PS)
oz 16 12
gm 454 341
Injection Pressure kgf/cm2 1130 1504
Screw Stroke mm 180
Screw Speed Range RPM 164
Plasticizing Capacity kg/hr 163 109
Hopper Capacity litre 45
Screw L/D Ratio mm/mm 16 18.6
Injection Rate gm/sec 171.7 129
Cost = 7.85 g/cm3 x 8,788.94cm3 x 1kg/1000g x 800 TWD/kg = 55,194.54 TWD ≅ 55,200 TWD

28
Clamping Unit
Mould Clamping Force Mp 160
Opening Stroke mm 305
Space Between Tie Bar (H x V) mm 392x304
Mould Thickness (Min-Max) mm 150-380
Maximum Daylight mm 685
Hydraulic Ejector Force Mp 4.4
Hydraulic Ejector Stroke mm 100
Power/Heating Unit
Pump Motor KW [Hp] 18.75[25]
Heating Capacity KW 13.3
System Pressure kgf/cm2 145
Others
Dry Cycle Time sec 2.8
Floor Space (L x W x H) m x m x m 3.9 x 1.2 x 1.7
Oil Tank Capacity litre 150
Machine Weight (Dry) ton 3.4

Figurres 16. Ejecct pins in thee cavity (a a
(a)
(b)
and b)
(a)
29

Figures 17. Compleete mold in wireframe (
(b)
(a and b)
(a)
30

Figures 1
18. Wireframme and solid
d section viiews of the c
(b)
(
complete mo
(c)
old (a,b,c)
31

(a)
(b)
32

Figuures 19. Secction views oof the mold with the plaastic part (aa,b,c)
33
(c)

8. Powe
Rough M
erMILL Si
Machining
imulations
[1]
for the Cavvity and Coore
34

35

Finishin
ng [1]
36

37

38
9. Conclusion
Plastics are commonly used for many products, electronics, in cars, food utensils, toys etc.
The plastic materials are made from polymers and are produced in the temperature at which
they become plastic in order to obtain the finished product. The most common technology of
plastic parts is injection.
The main factors or disadvantages that affect injection molding were listed as follow: High
initial tooling cost, part design restrictions and accurate cost. The main process factors are as
follow: temperature, injection pressure, injection time, cooling time, melting temperature,
mold temperature, filling time etc.
Accordingly from the previous information the results presented refer to: The advantages of
injection molding are fast production, material and color flexibility, design flexibility and low
waste. To make a very good and accurate mold is necessary it has all basic elements to work
properly: sprue, gates, runners and vents, ejection pins, cooling system.
Other part of the paper refers in detail about the injected part, properties of injection molding,
drawings of the mold and simulation of the core and cavity using PowerMILL program.

39
10. Glossary of Some Plastic Injection Molding Terms
ANSI: Abbreviation for American National Standards Institute
Aspect Ratio: Ratio of total flow length to average wall thickness.
Back Pressure: The resistance of the molten plastic material to forward flow. In molding,
back pressure increases the temperature of the melt, and contributes to better mixing of colors
and homogeneity of the material. However, as back pressure increases, so does cycle time.
Backflow: molten resin flows back out of the mold, returning to the runners.
Backing Plate: A plate used as a support for the mold cavity block, guide pins, bushings, etc.
Balanced Runner: A runner system designed to place all cavities at the same distance from
the sprue.
Blow Molding: Method of fabrication in which a warm plastic hollow tube is placed between
the two halves of a mold cavity and forced to assume the shape of that mold cavity by use of
internal pressure. This process forms hollow articles such as bottles, tanks, etc.
Boss: A raised feature of a molded part designed to add strength, facilitate alignment during
assembly or for attachment to another part.
Brighteners: Are used to add smoother or brighter coatings or finishes.
Burned: Showing evidence of excessive heating during processing or use of a plastic, as
evidenced by blistering, discoloration, distortion or destruction of the surface.
Casting: The process of forming solid or hollow articles from fluid plastic mixtures or resins
by pouring or injecting the fluid into a mold or against a substrate with little or no pressure,
followed by solidification and removal of the formed object.
Cavity: A depression, or a set of matching depressions, in a plastics-forming mold which
forms the outer surfaces of the molded articles.
Clamp: The part of an injection molding machine incorporating the platens that provides the
force necessary to hold the mold closed during injection of the molten resin and open the
mold to eject the molded part.

40
Clamping Area: The largest rated molding area an injection press can hold closed under full
molding pressure.
Clamping Force: The force applied to the mold to keep it closed, in opposition to the fluid
pressure of the compressed molding material within the mold cavity and the runner system.
Clamping Plate: A plate fitted to a mold and used to fasten the mold to a platen. Clamping
Pressure: The pressure applied to the mold to keep it closed during the molding cycle.
Clarifiers: Additive used in resins to improve transparency or translucency.
Closed-loop Control: System for monitoring and automatically adjusting injection molding
process conditions such as temperature, pressure and time. The automatic changes keep part
production within preset tolerances.
Coefficient of Thermal Expansion (CTE): The change in length of a material for a unit
change in temperature, per unit of length.
Co-Injection: Simultaneous or near simultaneous injection of multiple materials.
Cold Flow Lines: Imperfections within the part wall due to thickening or solidification of
resin prior to full cavity fill.
Cold Molding: The process of compression molding involving shaping an unheated
compound in a mold under pressure then heating the article to cure it.
Cooling Channels: Channels located within the body of a mold through which a cooling
medium is circulated to control the mold surface temperature.
Cycle Time: The time required by an injection molding system to mold a part and return to its
original position/state.
Degradation: A deleterious change in the chemical structure, physical properties or
appearance of a plastic caused by exposure to heat, light, oxygen, weathering or other
external influence.
Elasticity: The ability of a material to quickly recover its original dimensions after removal of
a load that has caused deformation.

41
Extrusion: The process of forming continuous shapes by forcing a molten plastic material
through a die.
Injection Blow Molding: Blow molding process by which the plastic parison to be blown is
formed by injection molding.
Injection Molding Pressure: The pressure applied to the cross-sectional area of the molding
cylinder.
Injection Molding: The method of forming objects from granular or powdered plastics, most
often of the thermoplastic type, in which the materials is fed from a hopper to a heated
chamber in which it is softened, after which a ram or screw forces the material into a mold.
Pressure is maintained until the mass has hardened sufficiently for removal from the mold.
Injection Pressure: The pressure on the face of the injection screw or ram when injecting
material into the mold, usually expressed in PSI.
Moving Platen: The platen of an injection molding machine that is moved by a hydraulic ram
or mechanical toggle.
Multi-Cavity Mold: A mold having two or more impressions for forming finished items in
one machine cycle. Multidirectional flow: flow direction changes during filling resulting in
orientation in different directions which can cause flow marks, stresses and warping. Multiple
cavity mold: produces more than one identical part with each cycle. Multi-Shot Molding: The
injection of two-or-three materials, in sequence, into a single mold during a single molding
cycle. The injection molding machine is equipped with two-or-three plasticators. (See also
co-injection)

42
11. References
[1] Wangsonhao,wuyesiung,2015, Basic and Practices on Five-axis CNC Milling
[2] Bryce, Douglas M.-Plastic Injection Molding, Volume IV - Manufacturing Startup and
Management-Society of Manufacturing Engineers (SME) (1999)
[3] Ciprian Ciofu, Daniel Teodor Mindru, International Journal of Modern Manufacturing
TechnologiesISSN 2067–3604, Vol. V, No. 1 / 2013
[4] https://www.lubrizol.com/.../Processing-Guides/Injection-Molding...
[5] William C. Eisenhauer, 1964, INJECTION MOLDING OF PLASTICS PRODUCTS
A Manufacturing Possibility in Carroll County, Georgia
[6] https://www.ielm.ust.hk/dfaculty/ajay/courses/ieem215/lecs/6_plastics.pdf
[7] https://www.xcentricmold.com/aboutinjectionmolding.php