
IMIA Working Group Paper WGP 111 (18) Ageing Plant and ...
34
• • • • IMIA Working Group Paper WGP 111 (18) Ageing Plant and Maintenance IMIA Conference Singapore, 3 rd Sept 2018 Brendan Dunlea, Regional Head of Construction & Engineering, QBE, on behalf of team WGP111(18)
Transcript of IMIA Working Group Paper WGP 111 (18) Ageing Plant and ...
••••
IMIA Working Group Paper WGP 111 (18)
Ageing Plant and Maintenance
IMIA Conference Singapore, 3rd Sept 2018
Brendan Dunlea, Regional Head of Construction & Engineering, QBE, on behalf of team WGP111(18)

••••
Teamwork
1. Ali Arisoy, VHV Reasurans2. Andrew Posnett, Miller International3. Devrim Aksar, Anadolu Sigorta4. Erhan Ergünes, Helvetia5. Geoff Munt, Zurich Insurance Group6. Ian Stanton, Zurich Insurance Group7. Joseph Haddad, Precision Risk8. Jürg Planta, Sompo International9. Marina Zyuganova, Renaissance Insurance Group 10. Mohamed Veera, General Takaful Qatar 11. Philani Mbatha, MunichRe12. Radiy Suleymanov, Ingosstrakh Insurance13. Rubén Galán Araujo, Mapfre Global Risks 14. Yvonne Yap, HSB Insurance 15. Brendan Dunlea, QBE Insurance
IMIA EC Sponsor: Matia Cazzaniga, Zurich Insurance Group
••••
3
Introduction
• Local and global competition driving cost efficiencies.
• Plant & equipment running longer and harder.• Is plant & equipment able to withstand increased
demands?

••••
4
Globalization
• Increasing numbers of industries retaining old equipment for longer periods, squeezing as much life out of them as possible.
• The potential degradation of plant & equipment due to age is a worldwide issue. USA, Europe & Scandinavia face particular challenges with huge numbers of post-WWII plants which are now over 50 years old.
• Morgan Stanley survey; most industrial equipment in North America is, on average, over 10 years old. Not since 1938 have North American factories worked with such outdated equipment.
• Perception of environmental & safety risks in the West generally more high-profile and so safety, maintenance and lifetime extension issues get more scrutiny from relevant authorities & public. However, capital and investment are often more accessible.

••••
5
Definition of ageing plant
• Typically described as plant and equipment that “has reached the latter stages of its design life”.
• Also applies to equipment for which there is evidence or likelihood of significant deterioration and damage taking place since new.
• Corrosion or erosion (10% increase in temp can double corrosion rate).
5

••••
6
Example 1 – Heat Exchanger Corrosion
• 2 heat exchangers for production of calcium carbonate in dry powder & slurry.
• Performance diminished due to a leak.• Water identified dripping from thermal insulation.• Number of cracks found after insulation removal.• Indicated stress corrosion cracking (SCC) propagated for some period
of time until vessel lining was breached due to a mechanical failure.• Chlorides from acidic wash permeated insulation for long period &
corroded stainless steel, which is mildly corrosion resistant to chlorides.
• ‘’Stress corrosion cracking is a form of corrosion”.
6

••••
7
Example 1 – Heat Exchanger Corrosion (2)
7
Image of Vessel “B” with Insulation Removed. Image of Cracking on Support “Chair”.
Higher Magnification Image of Large Circumferential. Note Severe Surface Pitting.
High Magnification Image of Etched Cross-Section showing to Transgranular Crack
Propagation.

••••
8
Example 1 – Heat Exchanger Corrosion (3)
Reserved at;• USD1,000,000 Machinery Breakdown• USD1,500,000 Business Interruption
Munich Re Exclusion 9 – “loss or damage as a direct consequence of the continual influence of operation (eg wear and tear, cavitation, erosion, rust, boiler scale)”.
Local policy“loss or damage caused by, together with the cost of remedying or making good:(i) ordinary usage, rust, boiler scale or other deposits, erosion, corrosion, cavitation or deterioration due to chemical or atmospheric conditions, slowly developing deformation, distortion, cracks, fractures, blisters,
8

••••
9
Ageing Process
• Different machines will age in different ways and at different rates. • Machines with moving parts tend to age more rapidly as they have
limited tolerance to deviations from the design conditions.• Process vessels, tanks & pipes tend to age more slowly as they often
have much greater tolerance to operating variations and under benign conditions they can remain in service for many years.
• Lower quality equipment will generally deteriorate quicker.• Typical factors involved in machinery or equipment failure are;
› Time› Force› Temperature › Reactive environments
9
••••
10
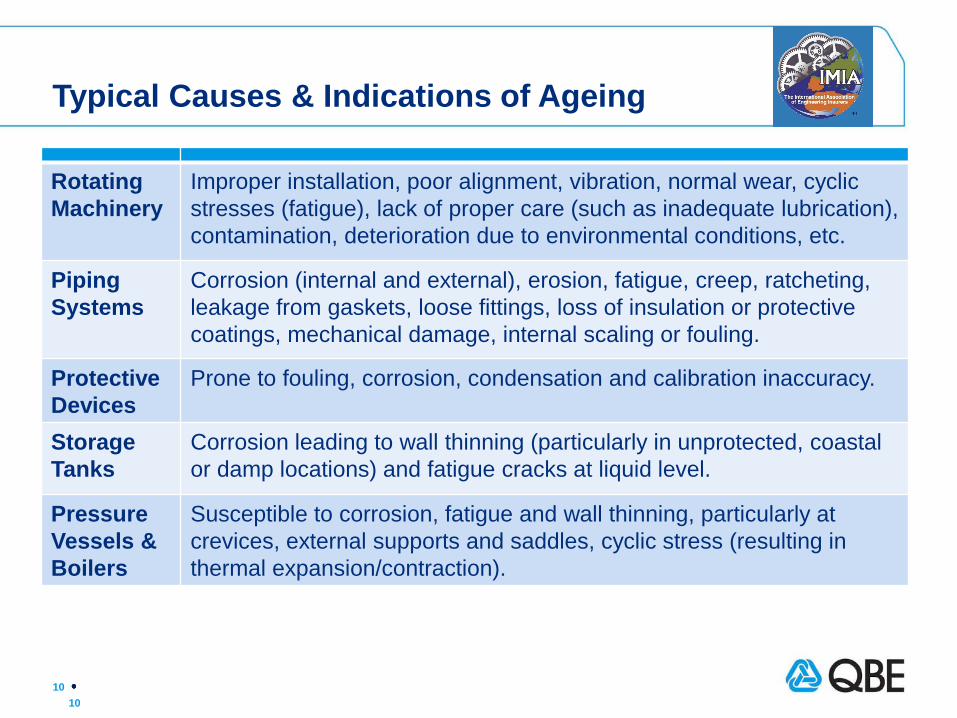
Typical Causes & Indications of Ageing
10
Rotating Machinery
Improper installation, poor alignment, vibration, normal wear, cyclic stresses (fatigue), lack of proper care (such as inadequate lubrication), contamination, deterioration due to environmental conditions, etc.
Piping Systems
Corrosion (internal and external), erosion, fatigue, creep, ratcheting, leakage from gaskets, loose fittings, loss of insulation or protective coatings, mechanical damage, internal scaling or fouling.
Protective Devices
Prone to fouling, corrosion, condensation and calibration inaccuracy.
Storage Tanks
Corrosion leading to wall thinning (particularly in unprotected, coastal or damp locations) and fatigue cracks at liquid level.
Pressure Vessels & Boilers
Susceptible to corrosion, fatigue and wall thinning, particularly at crevices, external supports and saddles, cyclic stress (resulting in thermal expansion/contraction).
••••
11
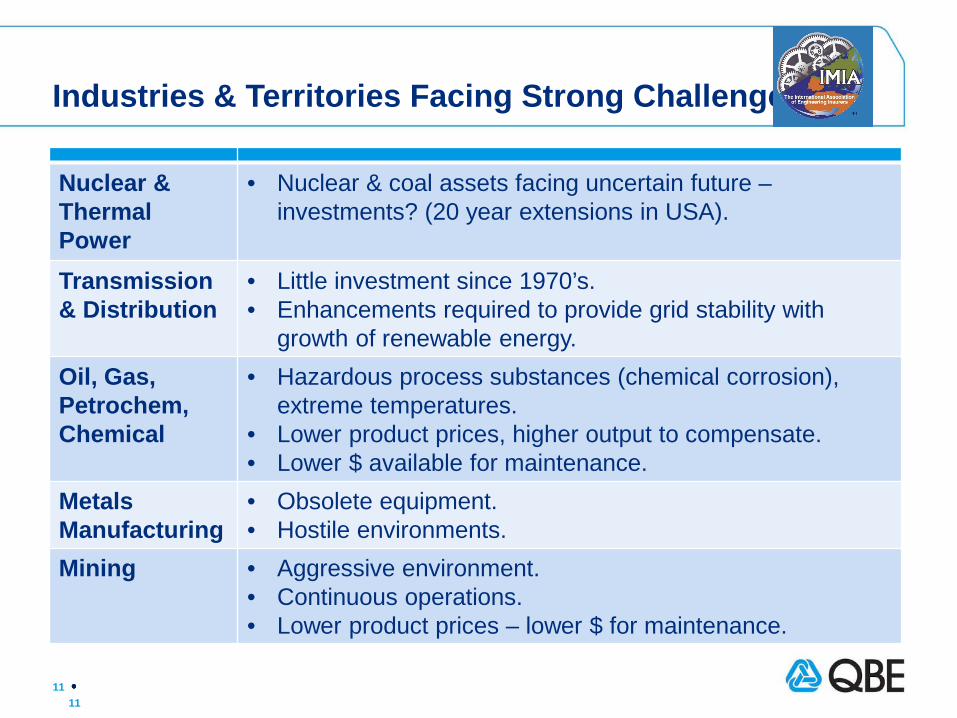
Industries & Territories Facing Strong Challenges
11
Nuclear & Thermal Power
• Nuclear & coal assets facing uncertain future –investments? (20 year extensions in USA).
Transmission & Distribution
• Little investment since 1970’s.• Enhancements required to provide grid stability with
growth of renewable energy.Oil, Gas, Petrochem, Chemical
• Hazardous process substances (chemical corrosion), extreme temperatures.
• Lower product prices, higher output to compensate.• Lower $ available for maintenance.
Metals Manufacturing
• Obsolete equipment.• Hostile environments.
Mining • Aggressive environment.• Continuous operations.• Lower product prices – lower $ for maintenance.

••••
12
Example 2 – Ageing Batteries
• 220MW gas turbine.• 2 control circuits with auto changeover.• Previous history of battery packs not holding their charge.• Power failure to control room & functions.• Fuel continued to unit.• Operators cut circuit breaker on full load (not good! Should have
reduced load first).• Fuel continues to GT ending in $40 mio overspeed loss.
12

••••
13
Managing the Ageing Process
Ageing not limited to condition of equipment but includes everything associated with the site, such as people, processes and systems. • Operation: Who operates the equipment & their experience.
• Asset Register & Integrity Risk Assessment: Comprehensive list of in-service assets, inspection, testing and maintenance database.
• Inspection & Maintenance program: Inspection and maintenance program based on the asset integrity risk assessment, risk based inspection, preventative or condition-based maintenance regimes etc.
• Information Management: A complete and accurate record and maintenance of documentation throughout all stages of the facility lifecycle is crucial in ageing plant management as it supports life extension assessments and decisions.
13

••••
14
Operation of Ageing Equipment
• Lack of basic maintenance skills & understanding: Older equipment designs typically have less automation, less need for fitting, making them more reliant on higher levels of operator and maintenance involvement. Loss of traditional skills.
• Lack of appropriate training program: Many facilities, especially in third world markets, often lack systematic and routine training programs for their personnel. OEM’s need to provide more training rather than retaining all the knowledge.
• Retirement or loss of specialized and experienced workers: Senior operators retire, not replaced by equally competent and experienced staff members. Availability of technical literature relevant to older equipment becomes more difficult to find. OEM’s parts and operating manuals do not survive, being lost or damaged by use over the years.
14
Codify knowledge
Succession planning
OEM partnerships

••••
15
Asset Register & Integrity Risk Assessment
A comprehensive list of in-service assets, inspection, testing and maintenance database for whole life cycle;• Type• ID• Make/model• Age• Location (linked to Finance register).• Maintenance & other work;
› what, › when, › who, › history
• History of faults, breakdowns &/or upgrades.
15

••••
16
Inspection & Maintenance Program
A good maintenance will enable the equipment to achieve and maybe exceed its original design life.
› Reactive Maintenance; Based on a run-to-failure strategy. Ageing plant is subject to a number of additional features than may result in increasing use of reactive maintenance.
› Preventative maintenance: A planned proactive technique that involves maintaining machines at specified intervals based on time or process cycles.
› Predictive Maintenance: A proactive technique, frequently used as part of a planned maintenance program such as preventive maintenance.
16

••••
17
Reactive Maintenance
• Also known as ‘Breakdown Maintenance’!• Repairs to plant & equipment only when broken down, or close to
breakdown (i.e. making noise &/or vibrations that alert the operators).• Can be expendable Equipment – cheap and easy to replace, limited
maintenance, hard to access (i.e. small motors, bore pumps).• Technical support from OEM may become difficult as the equipment
becomes obsolete & specialist contractors go out of business.• Undesirable unless cheaper to replace than maintain (think of your
washing machine!).
17

••••
18
Preventative Maintenance
• Basic scheduled maintenance service – lubrication, filters, etc.• Minimum for Underwriters & manufacturer’s warranty.
Positive:• Planned & usually well documented.• Unplanned breakdowns reduced due to planned inspection &
replacement of wear items.
Negative:• Requires more on-going effort. • Parts are replaced at times determined from average failure
performance, irrespective of the actual needs of the equipment.• Subjects the equipment to invasive actions with the risk of damage or
delays.
18

••••
19
Predictive Maintenance
Uses a variety of non-destructive measurement & monitoring techniques to assess machine, including;• Visual & borescope inspections.• Vibration monitoring (rotating machinery).• Thermographic inspection (boilers, steam systems, electrical
equipment etc.).• Oil analysis (cooling, hydraulic power systems etc.).• Ultrasonic leak detectors (hydraulic and pneumatic systems).• Electrical insulation testing (motor and generator windings etc.).• Performance testing (heat exchangers, pumps, compressors etc.).• Wear & dimensional measurements (Sliding and rotating elements).
19

••••
20
Use of Internet
• Onsite &/or remote of monitoring equipment with multiple sensors (vibration, speed, temperature, loads, etc.).
• Important part of Predictive Maintenance.• Beneficial for equipment located away from OEM/Engineers.• Transfer info to asset register were possible.• Multiple machines build better risk profiles.• Software analysis.
20

••••
21
Use of Internet – GE example
• 5,000 turbines, generators other plant @ 900 plants in 60 countries.
• 1 Mn sensors send 200 Bn data points• Sophisticated software/ algorithms check
data for irregularities.• Can advise shutdown procedures.• Data/alarms can be accessed on mobile
devices. • Systems only as good as the installation!
www.ge.com
21

••••
22
Reasons to Replace or Update Ageing Plant
• Insufficient output: Demand for product may be greater than current machine.
• Efficiency: Output may be sufficient but cost of running machine on current basis may become uneconomical.
• Reliability: Frequent downtime due to worn or fatigued components.• Reparability: Spares (or manufacturer support) no longer be available.• Compatibility: Other plant items may have already been changed and the
machine may not interface with the new equipment optimally (or at all).• Legislation: Machine may no longer meet legal requirements with regard to
pollution / noise / safety etc. • Obsolescence:
OEM’s replace equipment with new cost-effective / cost-efficient model. OEM goes out of business - technical support & spares no longer
available. Newly introduced environmental regulations and policies.
22

••••
23
Obsolescence – Options
• Third party manufacturers. But may not be exact replacements & may be of different spec to original parts. Fitting these parts may introduce problems of incompatibility, reliability & safety.
• Second hand market may reveal “as new”, reconditioned or used parts. Origin & quality of these spares is almost always unknown.
• Bespoke manufacture of parts using original drawing or from old parts. Can be expensive & time consuming & may be the only option. Has challenges such as time required to produce manufacturing drawings & find an engineering company capable of manufacture.
• Replace with new machine. Decision may follow from any of the above actions. Replacement with new has cost & lead time implications that may be significant.
23

••••
24
Example 3 - Obsolescence
Obtaining spares for these items may be difficult. They may have to be made to order by a specialist company.
24

••••
25
Second Hand Equipment
• Option when parts no longer available from the OEM (Maybe OEM no longer exists!).
• A lot of replaced equipment enters the second hand market from where it will re-enter the production environment. Operational, maintenance & upgrade history can be lost. Difficult to identify quality of maintenance second hand equipment has received.
• Some second hand equipment traders may carry out some cleaning and basic servicing. Any guarantee offered is generally of little value.
• Second hand equipment can be at increased risk of historic reactive maintenance and increased future potential for breakdown.
• Useful if owner doesn’t require technological advances.• Often no warranty unless refurbished & installed by OEM.• Cheaper option.
25

••••
26
Proactive Obsolescence Management Strategy
Crucial, especially for critical machinery and its spares. A proactive obsolescence management strategy should encompass: • Survey of plant locations to determine plant & equipment at risk.• Establish early warning of discontinuance, inc PCN’s (Product
Change Notifications) from OEM’s or EOL’s (end-of-life) notifications.
• Establish a BCP inc replacements from different manufacturers or knowing where to find the closest equivalent substitutes.
• Ensure machines & components are designed in full compliance with applicable codes and standards (i.e. environmental).
• Presence and type of maintenance method adopted especially with machines and equipment with their lifecycle nearing the end.
26

••••
27
Example 4 – Lack of Quality
Flixborough 1974 (UK); a temporary connection pipe was fitted between two reactor vessels replacing a reactor vessel that was removed for maintenance. The pipe had not been formally designed or tested. It failed in use resulting in a massive explosion and significant loss of life.Subsequent to this incident, Management of Change standards were introduced to ensure that unplanned changes and modifications were controlled. Unfortunately these procedures are not always employed.
27

••••
28
Example 5 – Brittle Cables
• Oil-filled main power cables at a large Hydro power plant were assessed as remaining fit for service despite being over 20 years old, on the basis of being run at 50% load and being in good condition. The scheduled replacement with modern alternatives was therefore postponed for several more years.
• All was well until the cables were disturbed for routine maintenance work, fractured & caught fire, shutting entire plant down for over 4 months. Water levels were at their lowest for many years meaning electricity prices were at a multi-year high. Resultant insured loss came in at over $230 million, with over $75 million being borne by the insured themselves – a true ‘false economy’.
28
Yourelectrichome.com Hydroworld.com

••••
29
Influence & Control of/by OEM’s
• OEM’s preferred due to knowledge of the equipment, gained from maintaining equipment for many customers and over many locations.
• OEM’s, especially of larger equipment, often also provide installation & service. May also use third party recommended servicers and/or installers.
• Maintenance strategy can be combination of in-house & OEM, where the OEM or third party contractor maintains the critical equipment. i.e. Power plant.
• OEM’s may also be required to update machine &/or control systems to extend design life.
• Agreements that include guaranteed supply of critical parts or replacement of machines within agreed time limits are best.
29

••••
30
Long Term Service Agreements (LTSA’s)
• Usually an agreement with OEM’s or Third Party services;› Contractually guaranteed OEM support & availability of contracted
services, reliable distribution.› Predictability of maintenance costs/Year-to-Year budget visibility.› Shifting of risk allocation for Unscheduled Maintenance. › Single point contact for outages, planning, mobilization, QHSE and
engineering.› Guarantee/Warranty by a single source provider. Guarantee
replacement to reduce BI.› Quality of service.› System Compatibility.
• Price will be the driver.• Underwriter may include subjectivity into policy.
30

••••
31
Jurisdictional Requirements and Legislation
• Most industrialised countries have legal requirements imposed on equipment manufacturers and operators to comply with defined safety standards covering design, construction & operation.
• Mainly intended to preserve life/avoid injury, but such inspections lead to a maintenance structure similar to that needed for reliability based preventive maintenance
• Includes legal requirements to ensure repairs & modifications to machinery are carried out by competent people to appropriate design standards (i.e. Flixborough, UK 1974).
• Legislation may also restrict hours that plant & equipment can run. i.e. coal fired plants.
31
Potential damage due to fatigue failure in an old boiler.

••••
32
Aging Equipment – Valuations
New Replacement Value as Sum Insured
Actual Market Value as Sum Insured
(Reproduced from Swiss Re Contractors Plant & Equipment Publication).32
NRV Claim Premium Claim/Premium Ratio
2018 1,000,000 12,000 15,000 0.80
2019 1,100,000 13,200 16,500 0.80
2020 1,210,000 14,520 18,150 0.80
2021 1,331,000 15,970 19,960 0.80
2022 1,464,100 17,570 21,960 0.80
2023 1,610,510 19,330 24,160 0.80
NRV Claim Premium Claim/Premium Ratio
2018 1,000,000 12,000 15,000 0.80
2019 850,000 13,200 12,750 1.04
2020 700,000 14,520 10,500 1.38
2021 550,000 15,970 8,250 1.94
2022 400,000 17,570 6,000 2.93
2023 250,000 19,330 3,750 5.15

••••
33
Summary
• Should coverage be provided for Ageing plant & equipment?• Critical that the ageing is not due to detrimental operations.• Some lack of focus on MB, particularly in countries which have a PD
tariff, but not a MB tariff.• Surveys important. Also helps where there are legislative inspections –
US being a litigious environment they don’t want situations where people get hurt.
• No.1 is risk quality, including a good attitude to risk.• Even some older equipment is better than new models.
33

Brendan DunleaAsia Pacific Head of Construction & EngineeringPhone: +65 6477 1041Email: [email protected]://www.qbeap.com
Thank you
















![IMIA Working Group Paper [WGP 90 (15)] IMIA Annual Conference ...](https://static.fdocuments.us/doc/165x107/586678171a28ab54408b48b1/imia-working-group-paper-wgp-90-15-imia-annual-conference-.jpg)

