
IBD Brewing Workshop Bearpark C. Eng. M. I. Mech. E. FIBD •Industry experience From Romford, Alloa...
51
IBD Brewing Workshop Bottling & Canning Nottingham University 11 th October 2017
Transcript of IBD Brewing Workshop Bearpark C. Eng. M. I. Mech. E. FIBD •Industry experience From Romford, Alloa...

IBD Brewing WorkshopBottling & Canning
Nottingham University11th October 2017
Ian BearparkC. Eng. M. I. Mech. E. FIBD
• Industry experience From Romford, Alloa & Tetleys Breweries 1982 to
• Daniel Thwaites 2003-2014 (Production Director)
• Currently a Freelance Consultant
• Recently retired IBD Examiner (Module 4 Master Brewer)
• About to become a trainer/Mentor Diploma Module 3

Business Decisions for Packaging
• How should I package my beer• How to present the beer to the consumer
• Stabilisation and shelf life
• In-house or outsourced• In house requires capital cost for plant and labour to operate but has the advantage of
giving you control of the process and timescale
• Outsourced means moving the beer in potentially
small quantities with risk of oxygen pick up , infection
and losses
• The Arlington bag in crate is one answer

Beer preparation for packaging - 1• Consider format and shelf life for route to market
• Bottle• Supermarkets generally require 6 months BB after delivery to them
• A SALSA or BRC accreditation
• Labels will assist to stand out on shelf in a crowded market
• Cans• Local or national
• Again Supermarkets will require 6 months BB and SALSA or BRC
• On or off trade
Beer preparation for packaging - 2
• None at all – ex chilled FV?
• Conditioned at 0 C to stabilise and develop flavour• Any stabilising agents – PGA, enzymes?
• Filtered/not filtered/PVPP
• Carbonation• Bottle/can normally 4.5-5g/litre, slightly more than keg
• Several options

Carbonation - Stones
• You may use these already
• Essential to clean regularly
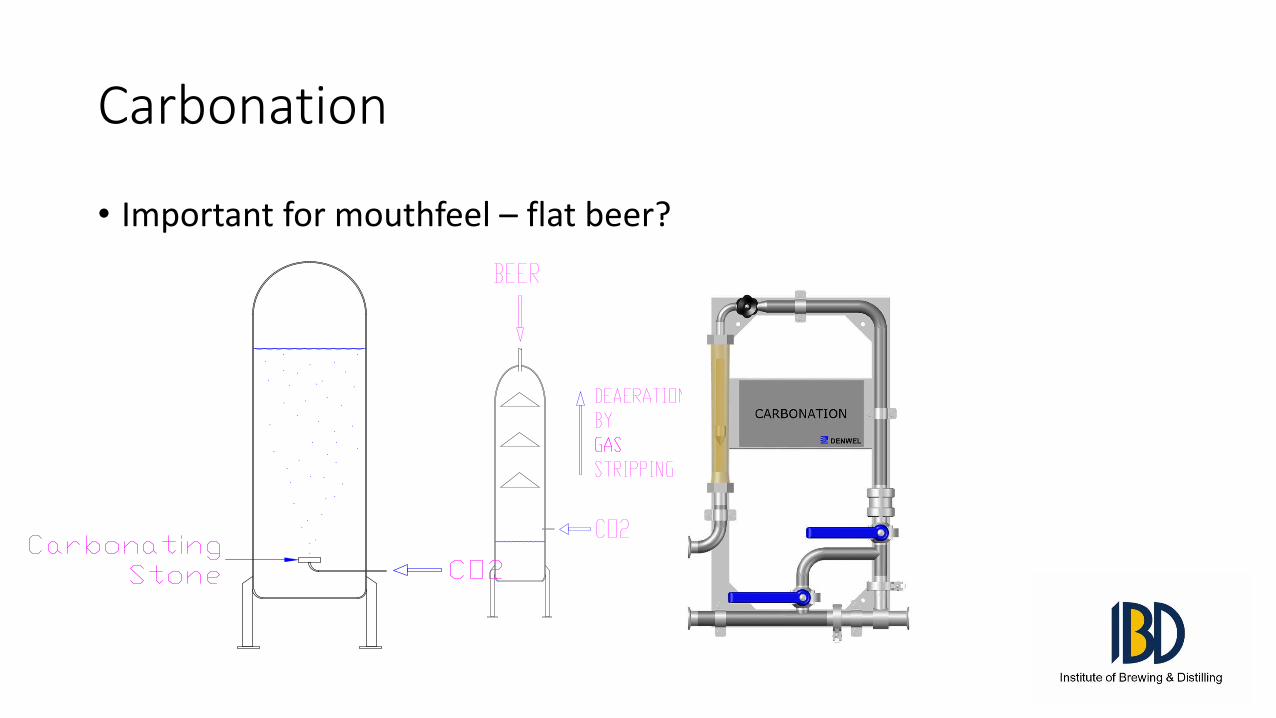
Carbonation
• Important for mouthfeel – flat beer?

Primary Filtration
• Rough or ultimately sterile?
• A simple approach would be a
2 stage sheet filter• 10 & 1 micron
• Sheet filter losses could be 3%
• Cartridge losses could be very low
if pushed out with CO2 or DAL
• Not proven yet for primary
filtration
• Kieselguhr is very effective but
has powder handling
and disposal issues

An alternative filtration system – mini candle

Secondary Filtration• Cartridge systems are usually used for sterile filtration at 0.45 micron
• Essential to protect the expensive sterile cartridge with at least a 1 micron washable cartridge
• Pre-loaded “Nellie” Filters are still available on rent/exchange

Bottling
• Machines range from a simple 2 head hand filler to large rotary fillers capable of 1000 bottles per minute
• In the 50 -400 BPM range consider Moravek, CFT, Tondelli & GAI• A typical configuration would be 12 rinse heads, 12 filling and 1 crowner known as a
12:12:1 tri-block
• Glass filling needs attention to the possibility of broken bottles and good procedures to protect the consumer
• Most brewers use standard bottles but bespoke bottles do stand out although mould costs are about £20,000
• Contracting out is a good option although there are few providers• For an 8 pack in tray & shrink, expect to pay £2 for materials and a fee of £1.50-£2

Bottle Fillers
• A Moravek 12:12:1 4000 BPH and a Matrix 32:40:8-10,000BPH
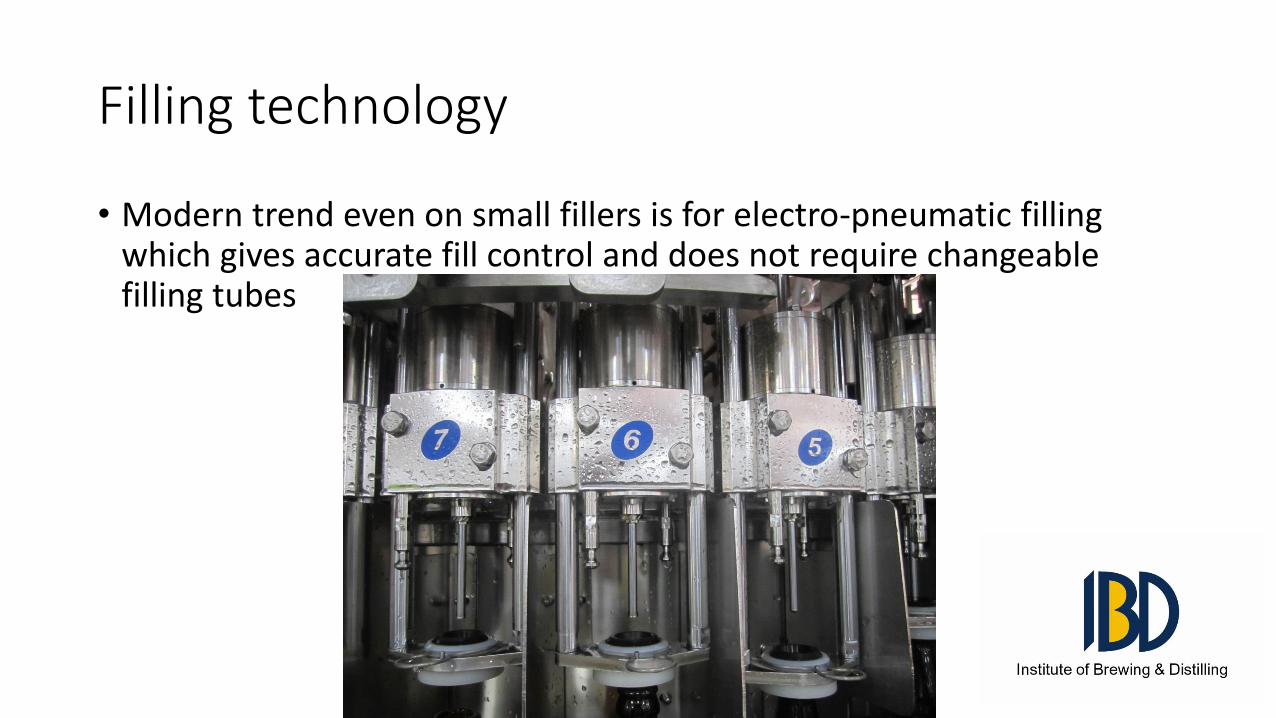
Filling technology
• Modern trend even on small fillers is for electro-pneumatic filling which gives accurate fill control and does not require changeable filling tubes
Bottles
• Standard or bespoke
• Bespoke can give good
shelf stand out
and point of difference
but a mould will cost £20,000

Buildings & Space• Packaging machinery take up a lot of space
• Hygienic floor and wall finishes are a must
• So are good lighting and drains

Storage Space• Lots required for bottle, Crowns pallets of stock
• Dry warm area for labels & cardboard
• Most packaging machinery problems are cardboard/labels

Labelling• Wet glue is messy but 10-20% of the cost of self adhesive/PSL
however only if ordered in large quantities. Machine Costs £100,000+
• Self adhesive is more flexible in small quantities and gives a much higher spec finish. A FBN rotary Costs £45000+, in-line £20,000+

Date Coding
• A legal requirement
• Ink jetters or Laser

Secondary pack• Wrap around box or tray & shrink – most of it gets thrown away

Palletising• There aren’t many small scale palletisers on the market but at 3-4000
bottles/hour, hand packing is OK

Canning
• A recent surge of interest after being taken down market by the global brewers and supermarkets
• Canned beer does not get light-struck and the can manufacturers claim a sealed can is better than a bottle crown at keeping oxygen out
• On a small scale key issues are:-• Infection and oxygen control
• Minimum purchase quantity of pre-printed cans, Crown are now offering 50,000 which is still 2000 X 24 packs
• The major can manufacturers Ball, Crown, Rexam offer help and service particularly with seam checks & quality

Some modern examples

Pre-printed or labelled
• LH can is pre-printed, RH can is post fill labelled
• A label can cost as much as a can but good for trials & specials

A recent alternative- Shrink wrapped/sleeved
• Offers the flexibility to buy pre-labelled/sleeved cans in much smaller quantities 50K not 100K
• Digital so no plates to make/wear out
• Via WeCan
• Agents for Ball
• Will run a line for you

Shrink Wrapping

Sleeving Applicator

Small scale machines• 2-4 head in line machines £30,000-£90,000 with depalletiser
• Rotary machines £200,000-£800,000 a huge jump in cost

Filling & Seaming

Seaming
Rotary Fillers – Leibinger

Rotary fillers - Canpro/Moravek

Purging, filling & snifting

Can sealing & CO2 purging
Can is centered below filling valve by infeed starFilling valve centering device lowers valve gently onto canSilicon can sealing rubber creates air-tight sealCan remains stationary – no up & down movement of can delivers better control
Fresh CO2 from the bowl is injected into the can through the vent tubeAir (O2) is exhausted from the can into a separate chamberExhaust flows into the center column and is used to pre-purge cans before entering the filler

Can filling & completionOnce pressure is equalized between the can and the filler bowl the gravity filling process begins.Beer flows through the valve and is down the side-wall of the can to deliver smooth filling.CO2 from the can is returned to the filler bowl through the vent tube.
Once beer reaches the vent tube, the filling process is complete.Vent tube lengths can be cut to fit desired fill height.The valve is closed to let beer settle in can after filling step is complete.

Can Snifting
After the can is filled and the valve is closed and the beer is settled, the snifting process begins.Pressure in the can is gently release thought the snift block with a pre-determined orifice size.This allows the can to depressurize slowly which controls foaming to minimize O2 pick-up

Filler bowl design CFT

Undercover gas between filler and seamer
• To prevent oxygen pick up after filling
CO2 Release
Just before the lid is applied a high flow and low pressure of CO2 stream is released between the lid and the can body by the seamer starwheel lid feeder.The undercover gassing device avoids and/or minimize the amount of air in the can headspace.

Size changing
• Auto bowl height adjustment is handy but expensive

1st operation:
The Double Seaming Process
The reason that this process is called Double Seaming is that
the process is carried out in 2 operations:
2nd operation:
The double seam is ironed out and the
compound is compressed to form a hermetic
seal.
The End curl & Can flange are
joined together to prepare the
end hook and body hook for the
2nd ironing out operation.

This requires a deep,
rounded seaming roll
profile or contour
This requires a flatter
seaming roll profile or
contour
The Double Seaming Process
Seaming Roll Profiles
1st operation:
2nd operation:
The double seam is ironed out to
form a hermetically sealed container.
The curl of the Can End and the
flange of the Can body are joined
together and preformed in
preparation for the 2nd ironing
out operation.

Double Seam Parameters end hook
compound
compound
body hook
overlap
can material thickness

Double seam Measurements(Customer Specifications - Section 6)
seam thickness (B)
co
un
ters
ink d
ep
th (
C)
se
am
le
ng
th (
A)
se
am
ga
p (
H)
bo
dy h
oo
k le
ng
th (
D)
ove
rla
p (
F)
en
d h
oo
k le
ng
th (
E)

Seam Checks - Manual

Seam Checks – Semi Automatic

Measurement and Testing

Date Codes

A new concept – combined bottling & canning. COMAC at BAD Co - 3500 cans per hour

A combined bottle & can filler – IC Systems100-200/hour

After 10 years or so 36,000 cans per hour

Contacts for further information• Bottling lines
• Moravek, Phil Quinn – [email protected]• Enterprise Tondelli• GAI – Bevtech• IC Filling systems – small scale combined systems
• Can Lines• Wild Goose (in Line)• Cask Canning company in line) – Canada via WeCan• ABE (Devon) – In Line• Palmers US (rotary) – [email protected]• Leibinger Germany (rotary) Dirk Hund – [email protected]• CFT Italy (rotary) Ed Scott• COMAC Italy (rotary) Craig Wilson, Enterprise Tondelli• Moravek – CanPro (rotary) – [email protected]
• Consultants – [email protected]

Contract Packers
• Bottling
• Morrow Brothers – just started in Chorley Lancs
• Thomas Hardy – Burtonwood & Kendal
• Camerons - Hartlepool
• Wold Top – Driffield (East Riding)
• Holdens - W Midlands
• Hepworths – Horsham, Sussex
• Bottling & Canning
• S E Bottlers – Ramsgate
• Bad Co – Driffield N. Yorkshire, From November 2017
• Cumbrian Bottlers


















