Hydrogen
21
CHAPTER FIVE Hydrogen Production and Recovery Hydrogen is required in refineries for a large number of hydrotreating and hydrocracking processes, to remove sulfur, nitrogen, and other impurities from hydrotreater feed and to hydrocrack the heavier gas oils to distillates. A limited quantity of hydrogen is produced in the catalytic reforming of naphthas, but generally the quantity is insufficient to meet the requirements of hydrocracker and hydrotreating units. As hydrogen production is capital intensive, it is always economical to recover hydrogen from low-purity hydrogen streams emanating from hydrotreating and hydrocracking units and minimize production from hydrogen units. In the absence of hydrogen recovery, these streams end up in fuel gas or sent to flare. Most refinery hydrogen is produced by the steam reforming of natural gas. The conventional hydrogen production in the refineries involve the following steps: natural gas desulfurization, steam reforming, high- and low-temperature shift conversion and trace CO and CO2 removal by methanation. NATURAL GAS DESULFURIZATION Compressed natural gas at 1100F and 480psig, after passing through knockout (K.O.) drum V-IOl, flows to the bottom of sulfinol absorber C-IOl (see Figure 5-1). Here, the gas is treated with sulfinol solvent flowing down from the top to remove most of the H2S and CO2 contained in the feed. The treated gas, which contain less than 1 ppmw H2S, passes through knockout drum V-102 and is washed with water in C-102 to remove any traces of the sulfinol solvent. The sulfinol solvent is regenerated in sulfinol regeneration column C-103 with a steam reboiler. The rich sulfinol solvent flows down the column and the acid gas leaves the column at the top.
-
Upload
suresh-ramakrishnan -
Category
Documents
-
view
212 -
download
0
description
hp
Transcript of Hydrogen

CHAPTER FIVE
Hydrogen Productionand RecoveryHydrogen is required in refineries for a large number of hydrotreatingand hydrocracking processes, to remove sulfur, nitrogen, and other impuritiesfrom hydrotreater feed and to hydrocrack the heavier gas oils todistillates. A limited quantity of hydrogen is produced in the catalyticreforming of naphthas, but generally the quantity is insufficient to meetthe requirements of hydrocracker and hydrotreating units. As hydrogenproduction is capital intensive, it is always economical to recover hydrogenfrom low-purity hydrogen streams emanating from hydrotreating and hydrocrackingunits and minimize production from hydrogen units. In the absenceof hydrogen recovery, these streams end up in fuel gas or sent to flare.Most refinery hydrogen is produced by the steam reforming of naturalgas. The conventional hydrogen production in the refineries involve thefollowing steps: natural gas desulfurization, steam reforming, high- andlow-temperature shift conversion and trace CO and CO2 removal bymethanation.NATURAL GAS DESULFURIZATIONCompressed natural gas at 1100F and 480psig, after passing throughknockout (K.O.) drum V-IOl, flows to the bottom of sulfinol absorberC-IOl (see Figure 5-1). Here, the gas is treated with sulfinol solvent flowingdown from the top to remove most of the H2S and CO2 contained in thefeed. The treated gas, which contain less than 1 ppmw H2S, passesthrough knockout drum V-102 and is washed with water in C-102 toremove any traces of the sulfinol solvent. The sulfinol solvent is regeneratedin sulfinol regeneration column C-103 with a steam reboiler. Therich sulfinol solvent flows down the column and the acid gas leaves thecolumn at the top.Table 5-1Primary Reformer Operating ConditionsOPERATING CONDITIONS UNITSGAS INLET TEMPERATURE 0F 700GAS OUTLET TEMPERATURE 0F 1575GAS INLET PRESSURE psig 360GAS OUTLET PRESSURE psig 310ESTIMATEDHEATTRANSFER Btu/hrft2 23317THEORETIC H2 SPACE VELOCITY hr"1 2627TYPICAL FEED AND PRODUCT INLET % MOL OUTLET % MOLCOMPOSITIONCH4 79.10 2.6C2H6 1.49C3H8 0.33C4H10 0.18C5H12 0.10CO 0.00 7.882CO2 0.00 12.324H2 5.90 73.703N2 12.90 3.49AR 0.00 0TOTAL 100.00 100.00STEAM/GAS MOLAR RATIO 5.6 1.19

CATALYSTHIGH GEOMETRIC SURFACE RINGSSIZE: DIAMETER 0.59-0.65 IN.COMPOSITION:Ni = 12-14 WT%Al2O3 = 80-86 Wt%BULK DENSITY, lb/ft3 = 70SURFACE AREA, m2/gm = 1.5-5.0PORE VOLUME, cm3/gm = 0.10-0.20The desulfurized feed gas is next heated in the convection section ofprimary reformer H-101 to 7000F, mixed with a small quantity of hydrogen(about 5%), and flows to sulfur absorbers R-101 and R-102, containingmainly zinc oxide with a small quantity of desulfurization catalyst.For the steam reforming process, it is essential to remove all sulfur in thefeedstock before it enters the primary reformer, to prevent poisoning thecatalyst. If only H2S is present, there is no need to employ the hydrogenationstep. In this case, H2S is adsorbed on ZnO, which can pick up to20% of its weight when operated at 7500F.L.T. SHIFTCONVERTERR-104H.T. SHIFTCONVERTERR-103STEAM DRUMV-1065400F950 PSIG7000F306 PSIG400°F290 PSIG425°F489 PSIGTO CARBONATEREBOILER E-100SHIFTWASTEHEAT EXCHANGERE-105METHANATOR FEEDPREHEATERE-106778°FFROMMETHANATORFEED/PRODUCTEXCHANGERTO METHANATORSULFURABSORBERR-182B.F.W.CIRCULATIONPUMPP-105REFORMERWASTE HEATEXCHANGERE-1047000F425 PSIG1100F575 PSIGRECYCLEHYDROGEN450 PSIG FUEL GASSTEAMPRIMARY REFORMERH-1017800F360 PSIGWATER WASHK.O.DRUMV-1041100F446 PSIGWATER WASHCOLUMNV-102MAKEUPB.F.W.12O0FTOTAILGASTREATING116 0F10.5 PSIGSULFINOLREGENERATOROVERHEADCONDENSERV-103COOLING WATERE-103STEAMCONDENSATEE-1022830F16 PSIGWASH WATERCIRCULATORP-104SULFINOLREGENERATORC-1032390FSULFINOLASSORBER K.ODRUMV-102SULFINOLASSORBERC-101136°FGAS K.O DRUMV-1011200F

SULFINOL STORAGETANKTK-101SULFINOLCIRCULATIONPUMPP-101E-101LEAN/RICHSULFINOLEXCHANGERSULFINOLCIRCULATION PUMPP-1021100F479 PSIGCOMPRESSEDNATURALGASTO FLARENITROGENSULFOLANE &DIPA EXDRUMS
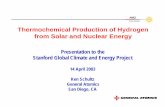
Figure 5-1. Hydrogen plant (reforming and shift conversion). H.T. = high temperature; LT. = low temperature; B.F.W. = boilerfeedwater.Table 5-2High-Temperature Shift ConverterOPERATING PARAMETER UNITSFEED INLET TEMPERATURE 0F 700EFFLUENT FROM HT CONVERTER 0F 770FEED INLET PRESSURE psig 306.0REACTOR OUTLET PRESSURE psig 304.0DRY GAS INLET SPACE VELOCITY hr"1 1638REACTOR FEED AND INLET MOL% OUTLET MOL%EFFLUENT COMPOSITIONCH4 3.70 3.40CO 8.88 2.00CO2 11.42 15.90H2 72.76 75.10N2 3.23 3.60AR 0.00 0.00DRY TOTAL 100.00 100.00H2O 0.921 0.8TYPICAL CATALYST COMPOSITION WT%Fe2O3 89-91CuO 2Cr2O3 8-10If mercaptans and some other easily hydrogenated sulfur compounds,such as disulfides, are present, then by adding 2-5% hydrogen to thenatural gas, ZnO alone both hydrogenates and adsorbs sulfur compounds.If nonreactive sulfur compounds like thiophene are present, a Co-Mo or Ni-Mo hydrogenation catalyst plus 5% recycle hydrogen is used to ensurecomplete conversion to H2S, which is fully absorbed on ZnO. Any trace ofchloride, which is another catalyst poison, is also removed in this step.STEAM REFORMINGIn the desulfurization stage, the sulfur in the feed is reduced to lessthan 0.5 ppm. The purified gas is mixed with superheated steam andfurther heated to about 9000F before entering the catalyst-filled tubes ofprimary reformer H-101. A steam/carbon molar ratio of 3-6 is used. Thesteam/carbon ratio is an important process variable. A lower steam/carbonTable 5-3Low Temperature Shift ConverterOPERATING PARAMETER UNITSFEED INLET TEMPERATURE 0F 400EFFLUENT FROM HT CONVERTER 0F 425FEED INLET PRESSURE psig 292.0REACTOR OUTLET PRESSURE psig 290.0DRY GAS INLET SPACE VELOCITY hr"1 2487REACTOR FEED AND EFFLUENT REACTOR REACTOR OUT

COMPOSITION IN MOL% MOL%CH4 3.47 3.40CO 2.00 0.00CO2 17.02 15.50H2 74.48 77.90N2 3.03 3.30AR 0.00 0.00DRYTOTAL 100.00 100.10H2O 0.8 0.767CATALYST FORM PALLETSDimensions 5.2 mm x 3.5 mmComposition wt%CuO 33.0ZnO 33.0Al2O3 33.0ratio requires higher operating temperatures of the reformer and higher fuelconsumption per unit hydrogen. The reforming furnace is fired with naturalgas. The hot flue gases leave the radiant section of the reforming furnace at1740-18300F. The reformed natural gas exits the reformer tubes at 1560°Fand 270 psig. The waste heat in the flue gases leaving the radiant section ofthe reformer are used to preheat reactants and superheat steam in a wasteheat reboiler. The flue gas from the primary reformer is discharged to theatmosphere at approximately 3000F. The operating conditions of primaryreformer are listed in Table 5-1.CARBON MONOXIDE CONVERSIONThe hot gas leaving the reforming tubes of H-101 is cooled to 650-7000Fin waste heat boiler E-104 and enters a high-temperature shift converterR-103. In this reactor, about 75% of the CO is converted into CO2 over aniron and chromium oxide catalyst. The gas from the high-temperatureTable 5-4Methanator ReactorOPERATING VARIABLE UNITSFEED INLET TEMPERATURE 0F 600EFFLUENT FROM METHANATOR 0F 660REACTORREACTOR INLET PRESSURE psig 274.0REACTOR OUTLET PRESSURE psig 273.9DRY GAS INLET SPACE VELOCITY hr"1 5927REACTOR FEED AND EFFLUENT REACTOR REACTORCOMPOSITION IN MOL% OUT MOL%CH4 4.17 4.50CO 0.18 0.00CO2 0.10 0.00H2 91.90 91.82N2 3.65 3.69AR 0.00 0.00DRY TOTAL 100.00 100.00H2O 0.011 0.015CO <0.45 ppmCO2 <9.55ppmCATALYST FORM SPHERESDimensions 3/16-5/16 in. diameterComposition, wt%Ni 34.0Al2O3 50-55CaO 5-7Life 4-5 Yearsshift converter is cooled to 4300F by raising steam in E-105 and preheatingthe methanator feed in E-106 and boiler feed water before it enters thelow-temperature CO converter R-104 at approximately 4000F. In thisreactor, most of the remaining carbon monoxide is converted to CO2

over a copper-base catalyst. The operating conditions of high and lowtemperature shift converters are listed in Tables 5-2 and 5-3.CARBON DIOXIDE REMOVALCO2 from the process gas from the shift reactors is removed by a BenfieldCO2 removal system (see Figure 5-2). This process has two conversionTable 5-5Hydrogen Plant Overall YieldSTREAM YIELD WEIGHT FRACTIONFEEDNATURAL GAS 1.0000TOTALFEED 1.0000PRODUCTHYDROGEN 0.5640LOSS 0.4360TOTAL PRODUCT 1.0000Table 5-6Utility Consumption (per Ton Feed)UTILITY UNITS CONSUMPTIONPOWER kWhr 450.80FUEL mmBtu 35.90STEAM mmBtu 1.70COOLINGWATER MIG* 16.10*MIG = 1000 IMPERIAL GALLONS.steps: an absorption step at elevated pressure, in which CO2 is absorbed inan aqueous solution of potassium carbonate, and a regeneration step atnear atmospheric pressure, in which CO2 is stripped from the carbonatesolution to make it suitable for reuse in the absorption step. The basicreaction involved is as follows:K2CO3 + H2O + CO2 = 2KHCO3
On absorption of CO2, potassium carbonate in solution is convertedinto potassium bicarbonate, as shown by the equation. The reaction isreversed in the regenerator by steam stripping the solution and loweringthe pressure.After leaving the low-temperature CO converter, the gas is cooledto approximately 335°F by reboiling in Benefield solution regeneratorE-109. The gas leaves this reboiler at approximately 2650F and enters aknockout drum, where the condensed water is removed. The gas nextenters CO2 absorber C-104, where CO2 is reduced to 0.2% by contactingTable 5-7Feed and Product Properties, NaturalGas FeedCOMPONENT MOL%COMPOSITIONCARBON DIOXIDE 2.20NITROGEN 0.65METHANE 89.10ETHANE 6.31PROPANE 0.34ISOBUTANE 0.30//-BUTANE 0.60ISOPENTANE 0.20Af-PENTANE 0.20HYDROGEN SULFIDE, ppmv 400MERCAPTANS, ppmv 600TOTAL 100.00TEMPERATURE, 0F 110

PRESSURE, psig 480Table 5-8Product HydrogenCOMPONENTHYDROGEN, MOL% 97CO+ CO2, ppmv MAX. 20CO, ppmv MAX. 10METHANE & NITROGEN REMAINDERwith Benfield solution flowing from the top of the column. CO2 isremoved from the gas stream by a solution of potassium carbonate,promoted by DEA and containing a vanadate corrosion inhibitor(approximately 25.7% potassium carbonate and 4.76% diethanol amine).Part of the potassium carbonate is converted to bicarbonate on each pass.Since the cooler solution has a lower carbon dioxide vapor pressure, the toppart of the CO2 absorber is provided with a cooled stream of solution. Theremainder of the solution enters the absorber lower down with no cooling.The hot, rich solution flows to the top of CO2 stripper C-105 (Benfieldsolution regenerator), where it is regenerated by contact with steam risingPRODUCTH2 K.O.DRUMV-1081100F260 PSIGPRODUCTHYDROGENFROM HTS REACTORR-103TO B. F.W.PREHEATER/LTSREACTOR1100FCOOLING WATERPRODUCTTRIMCOOLERE-112METHANATORFEEDPREHEATERE-106783 0F5900F1300FPRODUCTCOOLERE-111000 °F274 PSIG662 0F273.9 PSIG20O0FCO2 ABSORBEROVERHEADK.O. DRUMV-107METHANATIONREACTORR-105METHANATORFEED/PRODUCTEXCHANGERE-110CARBONATEABSORBERC-104140°F281 PSIG259 0F284 PSIGCARBONATESOLUTIONCOOLERE-1082400FCARBONATESOLUTIONFILTERF-1022500FREGENERATORREFLUX DRUMV-106ACID GAS TOATMOSPHERECO2
ABSORBERWASH PUMPP-107CARBONATEREGENERATORREFLUX PUMPP-106CARBONATEREGENERATORC-105CARBONATEREGENERATOROVERHEAD CONDENSERE-1071400F210°F4.3 PSIGANTI FOAMINJECTIONPUMPPK-102CARBONATEREGENERATIONSTEAM REBOILERE-109FROM LIGHTS REACTORR-104

CARBONATESOLUTIONTANKTK-103LP STEAMCONDENSATECARBONATETRANSFER PUMPP-108
Figure 5-2. Hydrogen plant CO2 removal and methanation. LP = low pressure.from solution reboilers attached to the base of the column. A large proportionof the reboiler heat is provided from the gas stream, and the remainder isobtained from low-pressure steam (65 psia) condensed in the steam reboiler.CO2 and steam leaving the top of the column is cooled sufficiently tomaintain the system water balance and vented to atmosphere. In locationswhere visible plume is not permitted, it is cooled 20-3O0F above ambienttemperature before venting it to atmosphere. Surplus condensate in thissituation is degassed and sent to an off-site area for treatment.The solution from the base of the CO2 stripper is pumped to a CO2
absorber. A part of the solution is cooled and sent to the top of thecolumn, while the remainder enters the bottom half of the column withno cooling. Both columns are packed with metal pall rings packing.METHANATIONThe gas that leaves the carbonate absorber at about 1600F is heated to6000F by heat exchange with the process gas in two exchangers, E-IlOand E-106, before entering methanation reactor R-105. Here, any remainingoxides of carbon are catalytically converted to methane over a nickelaluminacatalyst. The exit gas, the product hydrogen, is used to partiallypreheat the feed before being cooled to 20-300F above ambient temperature.A small quantity of water is condensed and removed before the gasis sent to the battery limit for use. Operating conditions of methanationreactor are shown in Table 5-4.Figure 5-3 shows the chemical reactions involved in H2 manufacture.Tables 5-5 to 5-8 show process yield, utility consumption and feed/product qualities.PRESSURE SWING ADSORPTION ROUTEThe pressure swing adsorption (PSA) route is simpler than the conventionalroute, in that the low-temperature CO conversion, CO2 removalby liquid scrubbing, and methanation to catalytically remove the remainingoxides of carbon are replaced by a molecular sieve system. Thissystem works by adsorbing CO2, CO, CH4, N2, and H2O at normaloperating pressure while allowing hydrogen to pass through. The molecularsieve is regenerated by lowering the pressure and using some of theproduct to sweep out the desorbed impurities. Due to this pressurecycling, it is commonly referred to as & pressure swing adsorption system.A FEED GAS PURIFICATIONRSH + H2 = H2S +RHC2H2 + 2H2 = C2HgH2S + ZnO = ZnS + H2OB STEAM REFORMINGCH4 + H2O = CO + 3H2
CO + H2O = CO2 + H2
C HIGH TEMPERATURE & LOWTEMPERATURE SHIFT REACTIONSCO + H2O = CO2 + H2
D CO2 ABSORPTION & REGENERATION(with Benfield solution)K2CO3 + CO2 + H2O ^ - ^ 2KHCO3
(with monomethanolamine)(CH2CH2OH)NH2 + CO2 + H2O = (CH2CH2OH)NH3
+ + HCO3"

E METHANATIONCO + 3H2 = CH4 + H2O AH = -93000 BTU/LBMOLECO2 + 4H2 = CH4 + 2H2O AH = -76800 BTU/LBMOLEFigure 5-3. Chemical reactions involved in H2 manufacture.Steps involved in PSA route are as follows;DESULFURIZATIONThe natural gas is heated to 7500F and desulfurized in exactly the sameway as in the conventional route. The only variation being that recyclegas used must be pure hydrogen.REFORMINGThe desulfurized natural gas is mixed with superheated steam to give amolar ratio of 3.0 moles of steam for each mole of carbon in the naturalgas. The mixture is preheated to 895°F before being distributed to thecatalyst-filled tubes of the reforming furnace. The reformed gas leavesthe tube at 1562°F and approximately 315 psia and enters the waste heatboiler, where it is cooled to 660-6800F before it enters the hightemperatureCO converter.The bulk of the fuel gas for the reformer is obtained from the purge gasfrom the PSA unit.REMOVAL OF IMPURITIESWhen gas leaves the high-temperature CO converter, it contains about4 mol% carbon monoxide and 5 mol% of CO2 plus methane. As the gas iscooled down to ambient temperature, most of the water vapor is removedby condensation. The gas then enters one of the adsorption vessels, whereall the carbon compounds, residual water vapor, any nitrogen, and a smallamount of hydrogen are adsorbed.Most of the hydrogen passes through, leaving as a very pure gas. Aftersome time, the molecular sieve adsorber becomes saturated, and the feedis switched to another vessel, containing a freshly regenerated molecularsieve.The saturated vessel is depressurized very slowly to a low pressure ofapproximately 3-5psig. The gas is then swept out using the smallestpossible quantity of hydrogen product. The vessel is then repressurizedby hydrogen, and it is ready to be swung on-line for its next period asadsorber. Commercial systems have a minimum of three or four vessels togive a smooth operation. With this number, about 74% of hydrogen in theraw gas can be recovered.The purged gas flow is intermittent and of varying composition overthe cycle. A surge vessel is required to ensure good mixing and evenoutflow. The purge gas is used as fuel in the reforming furnace.PARTIAL OXIDATION PROCESSPartial oxidation is a noncatalytic process1 for the manufacture ofhydrogen from heavy feedstocks, such as vacuum resides and asphalticpitch. The heavy feed is partially burned using oxygen in a reactor. Due tohigh temperature, the remaining part of the feed is cracked. The compositionof the hot synthesis gas leaving the reactor is mainly CO and H2, withsmaller quantities of CO2, Ar, N2, CH4, and H2S along with some sootand ash. All the sulfur in the feed is converted to H2S. Argon in thesynthesis gas originates from air from which oxygen is separated. Ashcomes from the metals in the residual feed. Tables 5-9 to 5-11 list theparameters of this process.Table 5-9

Typical Operating Conditions,Synthesis Gas ReactorPARAMETER UNITSTEMPERATURE 0F 2000-2800PRESSURE psig 1200-2000Table 5-10Patrial Oxidation Process, Overall YieldsPROPERTYFEED ORIGIN VACUUM RESID FROM WAFRA CRUDEAPI 4.3SPECIFIC GRAVITY 1.0420SULFUR, WT% 6.2VISCOSITY, 2100F CST 4000STREAM FEED YIELD WT FRACTIONVACUUM RESID 1.0000OXYGEN 1.1140BOILER FEEDWATER 1.7154TOTAL 3.8294PRODUCTHYDROGEN 0.2105CH4 0.0504A 0.0061N2 0.0031CO2 + WASTE 3.4956H2S 0.0637TOTAL 3.8294Table 5-11Utility Consumption (per Ton Feed)CONSUMPTIONUTILITY UNITS 1* 2*POWER kWhr 102.4 0FUEL mmBtu 4.2 9.3STEAM mmBtu -3.7 0COOLINGWATER MIG 12.2 49.71* = OXYGEN IMPORT AT 1400psig.2*=IN-PLANT GENERATION OF OXYGEN. AIR SEPARATIONUNIT ON STEAM DRIVE.The synthesis gas is cooled by either direct quenching or raising steamin waste heat boilers. The cooled synthesis gas from the partial oxidationreactor is sent to a single-stage shift converter,2 which converts most ofthe carbon monoxide to carbon dioxide over a Co-Mo catalyst, by reactionof the carbon monoxide with steam. Using a single-stage shiftprevent relying on low-temperature shift catalysts, which are sensitiveto water, sulfur, and chlorides. Acid gas removal and separation arecarried out next. The H2S recovered is sent to a Claus unit for productionof elemental sulfur. The final purification step is methanation, whichreduces carbon oxides to less than lOppm.SYNTHESIS GAS GENERATIONThe feed is heated to 50O0F by high-pressure steam and pumped to thesynthesis gas reactor at a pressure of 500—2000+psig, depending on therequired product hydrogen pressure (see Figure 5-4). Major improvementresults from operating at a pressure of 2000 + psig, eliminating product gascompression. Oxygen from an air separation plant with a purity of 99.5% ormore is preheated, mixed with process steam, and fed through a specialburner to a refractory-lined combustion chamber in pressure vessel V-101.In the reactor, the heavy fuel oil is partially burned in an atmosphere of pureoxygen. Steam acts as moderator. CO2 or N2 can also be used as moderator.

Due to the high temperature (2000-28000F) in the reactor, the remaining partof the feed is cracked. The gas leaving the reactor consists of CO, H2, CO2,CH4, Ar, H2S, and some carbon in the form of soot. The hot synthesis gasesMETHANATORFEEDPREHEATERE-105HYDROGENCO2 + N2
H2STO CLAUS UNITBLEED TO WASTEWATERSYSTEMMETALLIC ASHMETHANATIONREACTORV-107V-107E-104CO2 + N2
ACID GAS SEPARATIONSYSTEMFLUE GASV-104CARBONBURNERV-104SOOTFILTERSTEAMBFWSOOT SCRUBBERV-103SHIFTREACTORSYNTHESIS GASCOOLERE-102SOOTQUENCHV-102WASTE HEATBOILERSYNTHESIS GASREACTORV-105NITROGENAIR SEPARATIONE-103F-101V-103E-102E-101 E-101AV-101OXYGENOXYGEN PLANTAIRHP STEAMRESIDUAL OILFEEDBOILER FEEDWATER
Figure 5-4. Partial oxidation process for hydrogen production.are cooled in waste heat boiler E-IOlA and 101B, by incoming boilerfeedwater, and a large quantity of high-pressure steam is generated in thisstep. Direct quenching can also be used if gas is required at higher pressuresdue to elimination of hydrogen compression and increased effectiveness ofsteam generation in the quenching.The synthesis gas contains approximately 0.5-1 wt% of the feed ascarbon particles or soot. Synthesis gas is next quenched with water comingfrom soot scrubber V-103, in soot quencher V-102. This removes the bulkof solids, such as carbon particles and ash (consisting mostly of metals inthe form of oxides) entrained in the reactor effluent. The synthesis gas stillcontains entrained carbon particles and enters a soot scrubber, where thesynthesis gas is washed with water to remove the remaining entrained soot.Synthesis gas leaving scrubber contains less than 1 ppmv soot.The water/soot slurry is filtered in F-IOl to remove carbon particlesand ash, and the clear water is recycled to the soot scrubber. The filtercake is incinerated to burn off carbon, leaving only ash (mainly metallicoxides), which is disposed off-site.In some process configurations,3 the soot/water slurry is contactedwith extraction naphtha and decanted into a soot/naphtha stream and graywater stream. The gray water is flashed off and returned to the sootscrubber. A small bleed stream of gray water is removed from the systemto control dissolved solids and chloride ions. The soot/naphtha slurry iscontacted with a portion of reactor feed, and the naphtha is stripped fromthe resulting stream for recycling. The feed/carbon mixture is sent back tothe reactor feed tank. In this manner, the soot is entirely consumed.SHIFT CONVERSION

The synthesis gas consists mainly of carbon monoxide, hydrogen, carbondioxide, H2S, and water vapor, with minor amounts of impurities such asmethane, argon, and nitrogen. The synthesis gas is passed over a catalytic bedin shift converter V-105, where carbon monoxide reacts with steam over asulfur-resistant catalyst to produce carbon dioxide. The reaction is exothermic:CO + H2O = CO2 + H2
ACID GAS REMOVALCarbon dioxide and H2S are next removed from the synthesis gas byabsorption in a variety of solvents such as MEA solution, cooled methanol(Rectisol process),4 or potassium carbonate solution (Benfield process).5 The process removes essentially all H2S and CO2 from the synthesisgas and delivers a mixture of H2S and CO2 to the Claus unit,recovering about 95-97% of the sulfur contained in the feedstock assaleable sulfur.METHANATIONThe absorber effluent is heated by heat exchange with the methanationreactor effluent and enters methanation reactor V-107, where the remainingsmall quantities of carbon oxides in the feed are converted to methaneby passing through a methanation catalyst.Gas leaving the methanator is product hydrogen of 98+% plus purity.The hydrogen purity depends on the oxygen purity, generator pressure,and conversion level in the shift reactors.The principle advantages of the partial oxidation process over that ofsteam reforming are these:• Good feedstock flexibility. The process can operate on feedstocksfrom natural gas to residual fuel oil, whereas the steam reformingprocess is limited to hydrocarbons no heavier than naphtha.• No catalyst required in the synthesis gas generation, which alsoincreases feedstock availability by tolerating impurities in the feedstock.• Fewer process heat requirements.• Hydrogen generation at much higher pressure than in a steamreformingunit.The principle disadvantage is that process requires a supply of highpurityoxygen, necessitating capital investment in the oxygen plant. Also,large quantities of high-pressure steam are generated, for which there maybe no use, unless steam is used to drive the air separation unit compressor.Therefore, the cost of hydrogen production by the partial oxidationprocess does not compare favorably with that of gas based steam-reformingunits.The partial oxidation process is suitable for refineries and petrochemicalplants that must process heavy, high-sulfur, high-metal crude oilsand, at the same time, meet the environmental pollution standards. In thiscase, the partial oxidation process can convert its heavy resids into cleansynthesis gas for use in furnaces and also convert a part of this synthesisgas into hydrogen. An alternative for these plants or refineries would beinvestment in the stack gas-cleanup units to control SO2 emissions fromburning high-sulfur resids. Also, the partial oxidation process may be ofgreater interest for ammonia and urea manufacture where by-productsnitrogen (from the oxygen plant) and CO2 can be used.The typical operating conditions, feed properties, yields, and utilityconsumption for a partial oxidation unit are shown in Tables 5-9 to 5-11.

Stoichiometry and product yields vary with the rate of water or CO2 fed toreactor.HYDROGEN RECOVERYThe objective of hydrogen recovery unit (see Figure 5-5) is to recoverhydrogen from hydrogen-rich off gases released from several units ina refinery; for example, the hydrocracker, various desulfurizing units(naphtha, kerosene, diesel, and fuel oil), or the cat reformer.Hydrogen-rich gas recovered in a hydrogen recovery unit (HRU) isgathered into a hydrogen header together with hydrogen gas manufacturedby the hydrogen production unit to supply makeup hydrogen toseveral hydrogen-consuming units. See Tables 5-12 to 5-15 for the unit'soperating parameters and yields.The HRU consists of four sections: feed gas treatment, feed gas compression,the pressure swing adsorption system, and tail gas compression.FEED GAS TREATMENTThe feed gas coming from various desulfurization and hydrocrackingunits (purge gases, stripper off gases, etc.) usually contain a high volumepercentage of H2S (2.9 vol% max, which must be brought down to lessthan 50 ppmv to prepare the feed for the PSA unit. The feed gas is first fedto feed gas knockout drum V-102, at 240psig, where any condensedliquid is separated out.The hydrogen sulfide is next removed by scrubbing with ADIP solutionin Adip absorber column V-IOl. The ADIP solution is a 2-molarsolution of DIPA (di-isopropyl amine) in water. The ADIP solution entersthe top of the column at 1140F and 290psig pressure. The followingreactions take place.PSA SYSTEMPSA-101PRODUCTHYDROGEN1050F275 PSIGPURGE GAS KO- DRUMV-105PURGED GASTO FUEL260 PSIG1050F2 PSIG1050FPSA SYSTEMPURGED GASCOOLERE-102260 PSIG1050F275 PSIGPURGED GASCOMPRESSORC-102PSA FEED GASK.O. DRUMV-104FEED GASCOOLERTREATED FEED GASCOMPRESSORC-101TREATED GAS K.O.DRUMV-103237 PSIG114-FADIP ABSORBERV-101RICH ADIP SOLUTION TOREGENERATOR
Figure 5-5. Hydrogen recovery unit.114°F290 PSIGFEEDGASFILTERF-101FEED GAS K.O. DRUMV-102LEAN ADIPSOLUTIONFROMREGENERATORCAT REFORMER |~H2 FROM j_DIESEL HDS I!PURGED H2 FROMHYDROCRACKER
Table 5-12Operating ConditionsOPERATING PARAMETER UNITSADIP ABSORBER

FEED GAS INLET H2S CONTENT VOL% 2.9TREATED GAS H2S CONTENT ppmv 10FEED GAS TEMPERATURE 0F 105FEED GAS INLET PRESSURE psig 240ADIP SOLUTION INLET TEMPERATURE 0F 114ADIP SOLUTION INLET PRESSURE psig 290PSA SYSTEMADSORPTION CYCLEPRESSURE psig 275TEMPERATURE 0F 105DESORPTION CYCLEPRESSURE psig 2TEMPERATURE 0F 105TAIL GAS COMPRESSIONGAS INLET PRESSURE psig 2GAS OUTLET PRESSURE psig 260With H2S, a hydrosulfide is formed:H2S + R2NH = HS" + R2N+ + H2
With CO2, a carbamate is formed:CO2 + 2 R2NH = R2NCOO" + R2N+ + H2
The absorber has 14 trays. The treated gas passes out of the column to aknockout drum at 114°F and 237 psig, where any entrained adip solutionis separated from the gas. Hydrocarbon liquid collected in the feedknockout drum is discharged to the flare by draining.The rich ADIP solution leaves the bottom of the absorber under levelcontrol. Because of the exothermic nature of the reaction, the rich adipsolution is at 16°F higher temperature than the lean ADIP solutiontemperature.To prevent the condensation of hydrocarbons in the absorber, thetemperature of the lean solution fed to the absorber is at least 100F higherTable 5-13Feedstock Properties at the Inlet of the PSA SystemUNITSCOMPOSITIONH2 vol% 78.46C1 vol% 11.56C2 vol% 4.30C3 vol% 3.00IC4 vol% 0.73NC4 vol% 0.86C5 vol% 0.24C6 vol% 0.46C7 vol% 0.33C8 vol% 0.05C9+ vol% 0.01TOTAL 100.00IMPURITIESH2O CONTENT SATURATEDH2S ppm 50MERCAPTANS & COS ppm 2HCL ppm 3NH3 ppm 100CO ppm (MAX) 50CO2 ppm (MAX) 50BENZENE ppm 1000TOLUENE ppm 1000XYLENE ppm 500PRODUCT HYDROGENHYDROGEN vol% 99

CO + CO2 ppmv 20CH4 ppmv 1than that of the feed gas temperature. The rich ADIP solution is sent to aregenerator column, where H2S and other absorbed impurities arestripped off. The regenerated apip solution is returned to the absorber.THE PSA SYSTEMThe feed gas, after leaving the knockout drum of the ADIP absorber iscompressed from 225psig to 285psig by feed gas compressor. AfterTable 5-14Overall Hydrogen Recovery Unit YieldsSTREAM YIELD WT%FEEDHYDROGEN-RICH GAS 1.0000PRODUCTSHYDROGEN 0.1510RICH PURGE GAS TO FUEL 0.8420LOSS (H2 TO FUEL) 0.0070TOTAL 1.0000Table 5-15Unit Utility Consumption (per Ton Feed)UTILITY UNITS CONSUMPTIONPOWER kWhr 1.08STEAM mmBtu 2.25COOLING WATER MIG 13.24removing the heat of compression by the feed gas aftercooler and knockingout condensate in the feed gas cooler knockout drum, the feed gas isrouted to the PSA system at 1050F and at 275psig.The pressure swing adsorption system works on the principle of physicaladsorption, in which highly volatile compounds with low polarity (asrepresented by hydrogen) are practically unadsorbable compared to lightand heavy hydrocarbon molecules, which are adsorbed on molecular sieves.Thus, most impurities contained in the hydrogen-containing feed stream areselectively adsorbed and a high-purity hydrogen product obtained.The pressure swing adsorption works at two pressure levels: Theadsorption of impurities is carried out at high pressure (275psig,1050F); and the desorption or regeneration of the molecular sieves iscarried out at low pressure (2.8-5.6 psig).Typically two batteries, each containing six adsorbers working as anintegral unit, are used. Out of six adsorbers, two (in parallel) are continuouslyon adsorption, while remaining adsorbers perform differentregeneration steps.After the adsorption step, the adsorber is regenerated in the followingmanner:• The adsorber is depressurized to a low pressure level, usually 2psig.The gas is then swept out by smallest quantity of hydrogen product.• The vessel is then repressurized with hydrogen and ready to beswung on-line for its next period as adsorber.All absorption, desorption, and depressurization cycles are controlledand optimized by a microprocessor. The low-pressure tail gas is collectedin a surge drum and boosted to 260 psig by a compressor.The hydrogen recovery is about 83% of the hydrogen contained in thefeed.TAIL GAS COMPRESSION

The HRU tail gas is routed to a tail gas compressor suction drum andcompressed from 2 psig to 260 psig. In the first compressor stage, the gasis compressed to 60 psig and cooled to 1050F by the compressor intercoolerto knock out condensate in the tail gas to intercooler knockoutdrum. In the second stage, the tail gas is compressed to 260 psig, cooled to1050F to knock out condensate, and sent to the refinery fuel gas system orthe hydrogen plant.NOTES1. CP. Marion and W. L. Slater. "Manufacture of Tonnage Hydrogen byPartial Combustion, the Texaco Process." Sixth World PetroleumCongress, Frankfurt, Germany 1963.2. W. Auer. "A New Catalyst for the Co Shift Conversion of Sulfur-Containing Gases." 68th National Meeting of American Institute ofChemical Engineers, Houston, Texas, February 1971.3. J. M. Brady and L. Nelson. "Heavy Residue Gasification Schemes."Conference on New Opportunities for Fuel Oil in Power Generation,Institute of Petroleum, London, February 19, 1990.4. Process licensors are Linde A. G. and Lurgi GmbH.5. H. E. Benson and R. E. Parrish. "Hi Pure Process Removes CO/H2S,"Hydrocarbon Processing 53, no. 4 (April 1974), p. 81.CHAPTER