
HUV Mechanical Activation of Construction Binder Materials ...
10
IOP Conference Series: Materials Science and Engineering PAPER • OPEN ACCESS Influence of Shielding Gas and Mechanical Activation of Metal Powders on the Quality of Surface Sintered Layers To cite this article: N A Saprykina et al 2016 IOP Conf. Ser.: Mater. Sci. Eng. 125 012016 View the article online for updates and enhancements. This content was downloaded from IP address 65.21.228.167 on 09/10/2021 at 01:31
Transcript of HUV Mechanical Activation of Construction Binder Materials ...
IOP Conference Series Materials Science and Engineering
PAPER bull OPEN ACCESS
Influence of Shielding Gas and Mechanical Activation of Metal Powderson the Quality of Surface Sintered LayersTo cite this article N A Saprykina et al 2016 IOP Conf Ser Mater Sci Eng 125 012016
View the article online for updates and enhancements
This content was downloaded from IP address 6521228167 on 09102021 at 0131
Influence of Shielding Gas and Mechanical Activation of Metal Powders on the Quality of Surface Sintered Layers
N A Saprykina A A Saprykin D A Arkhipova Yurga Institute of Technology of National Research Tomsk Polytechnic University Affiliate Tomsk Russia The study was performed by a grant from the Russian Science Foundation (project 15-19-00191) e-mail saprikinatpuru
Abstract The thesis analyses the influence of argon shielding gas and mechanical activation of PMS-1 copper powder and DSK-F75 cobalt chrome molybdenum powder on the surface sintered layer quality under various sintering conditions Factors affecting the quality of the sintered surface and internal structure are studied The obtained results prove positive impact of the shielding gas and mechanical activation Sintering PMS-1 copper powder in argon shielding gas after mechanical activation leads to reduced internal stresses and roughness as well as improved strength characteristics of the sintered surface Analysis of sintered samples of mechanically activated DSK-F75 cobalt chrome molybdenum powder shows that the strength of the sintered surface grows porosity and coagulation changes
Introduction Layered synthesis technologies are a rapidly progressing trend in the development of modern industry A separate line of this development is layered laser sintering of metal powder compositions based on 3D CAD-model allowing applicative products As far as the layered synthesis of an applicative product basically consists in shaping a single layer a problem resides in strains which arise in a single sintered layer and thus hamper a uniform application of the next powder layer and deform the product For a product obtained by laser layered sintering to perform its function the required quality characteristics must be provided The main quality parameters of a sintered product are precision surface layer condition physical and mathematical properties durability A considerable problem in providing quality of the surface layer of a sintered product consists in strains which prevent a uniform application of the following powder layer and distort a product shape To solve this problem it is necessary to research the influence of physical and mechanical properties of powder materials laser sintering modes and process conditions of powder layer application [1] The purpose of this research is to study factors effecting quality and inner structure of a sintered surface as well as to analyze the influence of argon shielding gas mechanical activation of copper powder PMS-1 and cobalt chrome molybdenum powder DSK-F75 on the quality of a sintered surface layer under different process conditions Thickness and roughness of a sintered surface and strength of sintered samples have been examined
Result and Discussion The sintered process starts with assigning a powder material which directly determines sintering conditions Important properties of metal powders include their shape structure character of
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
Content from this work may be used under the terms of the Creative Commons Attribution 30 licence Any further distributionof this work must maintain attribution to the author(s) and the title of the work journal citation and DOI
Published under licence by IOP Publishing Ltd 1
interpartetc The pores spflaky ondegree oMechaniresults fr[5] Wheunder cophysicalSinteringdepends size FormovemeIncreaseradiation
The fmetal int
Studywith copconditionwith oxyin argonwithout compare
Figur
mmminthickness
FsW0
ticle interactisize of poroherical partic
nes [2] It alsof dispersioical interlock
from adhesiven one compontinuous las and chemicag process coon powder m
r heat-resistaent must be r in powder d
n power but ifollowing fato separate dy of the influpper powder ns Argon prygen and nitrn the sintere
any cracks ed Sintered la
Figuof Pcondmmin th
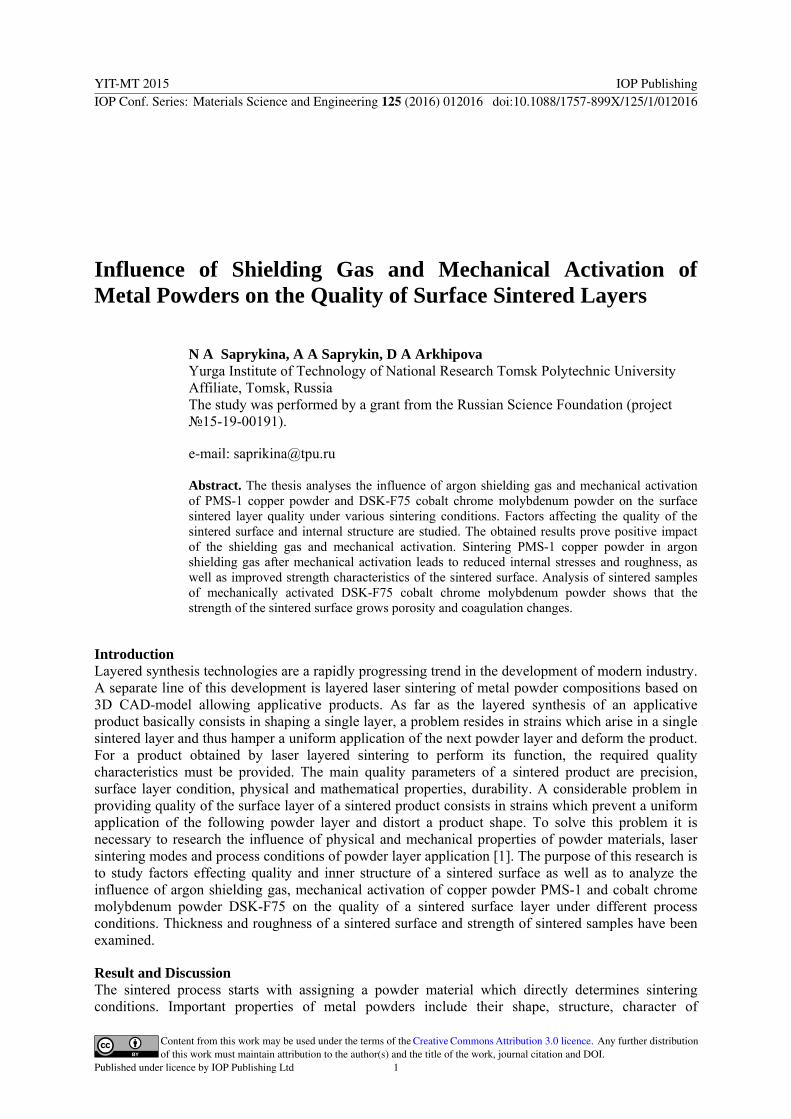
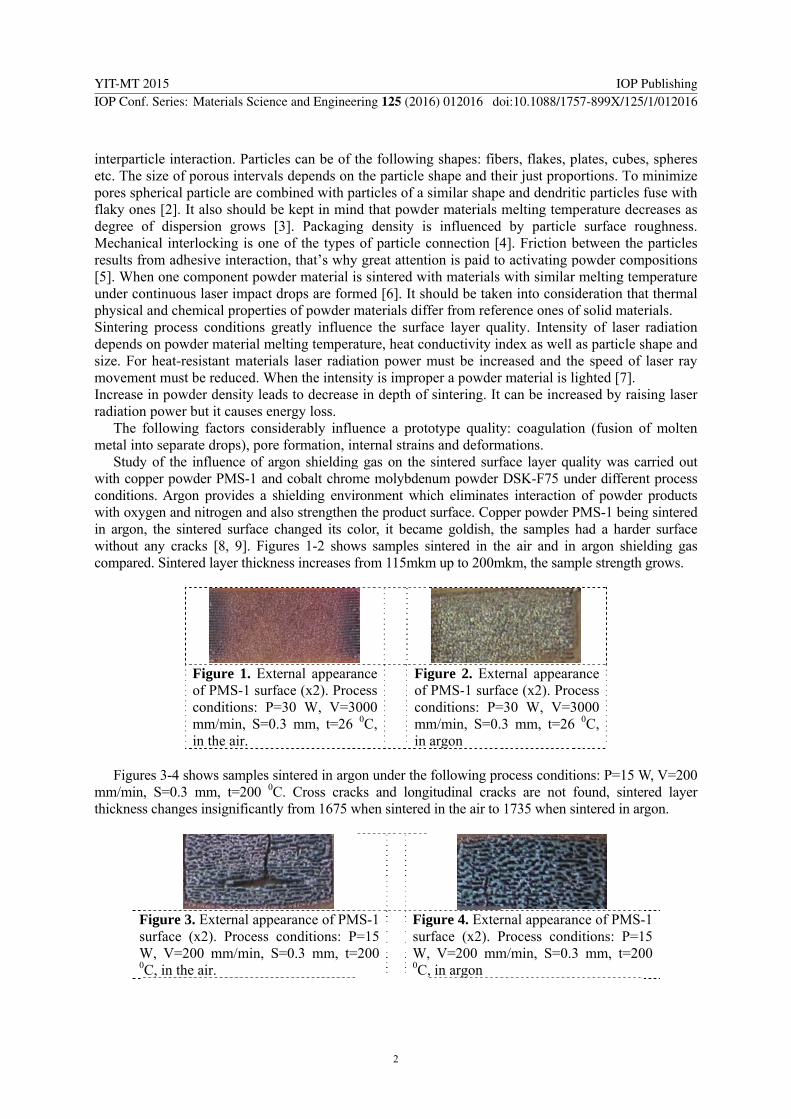
res 3-4 showsn S=03 mms changes ins
Figure 3 Exsurface (x2)W V=200 m0C in the air
ion Particlesous intervals cle are combo should be n grows [3king is one oe interaction
ponent powdeser impact dral propertiesonditions grematerial meltant materialseduced Whedensity leadsit causes eneactors considdrops) pore fuence of argPMS-1 and
rovides a shiogen and alsd surface ch[8 9] Figurayer thicknes
ure 1 ExterPMS-1 surfacditions P=3
mmin S=03he air
s samples sinm t=200 0C significantly
xternal appea Process commmin S=
s can be of tdepends on
bined with pakept in mind] Packagingof the types
n thatrsquos why er material isrops are form of powder meatly influenting temperas laser radiaten the intenss to decreaseergy loss derably influformation inon shieldingcobalt chromielding envir
so strengthen hanged its cores 1-2 showss increases f
rnal appearance (x2) Proc30 W V=30 mm t=26
ntered in argoCross crack
from 1675 w
arance of PMonditions P==03 mm t=
the followingthe particle sarticles of a sd that powdeg density isof particle cgreat attenti
s sintered wimed [6] It shmaterials diffnce the surfaature heat cotion power m
sity is imprope in depth of
uence a protonternal straing gas on the me molybdenronment whithe product
olor it becamws samples sfrom 115mkm
nce cess 000 0C
Figof conmmin
on under the ks and long
when sintered
MS-1 =15 200
FigsurW0C
g shapes fibshape and thsimilar shapeer materials s influencedconnection [4ion is paid toith materials hould be takefer from refeace layer quonductivity inmust be incrper a powdersintering It
otype qualitys and deformsintered surf
num powder ich eliminatesurface Cop
me goldish tsintered in thm up to 200m
gure 2 ExtePMS-1 surfanditions P=mmin S=0argon
following pritudinal crac
d in the air to
gure 4 Exterrface (x2) P V=200 mm in argon
bers flakes pheir just prope and dendritmelting tem
d by particle4] Friction bo activating pwith similar
en into consierence ones oality Intensndex as well reased and thr material is l
can be incre
y coagulatiomations face layer quDSK-F75 un
es interactionpper powder the samples he air and inmkm the sam
ernal appearace (x2) Pro
=30 W V=33 mm t=26
rocess conditcks are not 1735 when s
rnal appearanProcess condmmin S=0
plates cubesportions To mtic particles
mperature dece surface robetween the powder comr melting temideration thaof solid mateity of laser as particle she speed of lighted [7] eased by rais
on (fusion o
uality was cander differenn of powder PMS-1 beinghad a harde
n argon shielmple strength
rance ocess 3000 6 0C
tions P=15 Wfound sintesintered in ar
nce of PMS-ditions P=13 mm t=20
s spheres minimize fuse with
creases as oughness
particles mpositions mperature at thermal rials radiation
shape and laser ray
sing laser
of molten
arried out nt process
products g sintered er surface lding gas grows
W V=200 red layer
rgon
-1 15 00
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
2
FigurS=01 mchanges mkm Th
Sinte
powder PThe i
sinteringprocess cin steel mof the pcrystal latemperatpowder three fisurfaces conditionsurface Rafter 5 mmkm [12
Figure Externalappearansintered DSK-F7Processimodes V=100 S=01 m0C non-
Figur
increaseson the su
res 5-6 showmm t=200 0C
from 525 tohe sample sin
Figuof Pcondmmin th
ering in argoPMS-1 Rouinfluence of g copper powconditions Mmill shells fipowder Mecattice imperftures [11] Inand enlargesve and seve
obtained ons In figureRZ=525 mkmminutes activ2]
7
l nce of
surface 75 (x2) ng P=10 W mmmin
mm t=200 activated
res 12-16 shs The sinterurface
ws samples C in the air ano 115 mkm tntered in arg
ure 5 ExterPMS-1 surfacditions P=3
mmin S=01 he air
on shielding ughness is redf mechanical wder PMS-1Mechanical pilled with stechanical actifection [10] ntensive mills surface layen minutes of non-actives 7-11 P=10m after 1 minvation Rz=
Figure External appearance sintered sDSK-F75 Processing modes P=V=100 mmS=01 mm 0C after 1 activation
hows that rred sample a
sintered undnd in argon thickness of tgon lacks cro
rnal appearance (x2) Proc30 W V=2mm t=200
gas improvduced defectactivation o
1 and cobalt processing oeel balls 6mmivation increwhich leads
ling of particyer thickness
Figures 4-8vated and v0 W V=100nute activati615 mkm c
8
of surface
(x2)
10 W mmin
t=200 minute
FigExappsinDSPromoV=S=0Cact
roughness ofafter seven m
der the folloSurface layethe sintered ss and longit
nce cess 200 0C
Figof conmmin
ves the qualits are elimin
on the sinterchrome mo
f the powderm in diameteeases degreeto quick ox
cles increasess The mecha show pictuariously actmmmin S=on Rz=545 m
coagulation i
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=10=100 mmm01 mm t=2 3 minutivation
f the sintereminutes of ac
owing conditer quality is layer changetudinal crack
gure 6 ExtePMS-1 surfanditions P=mmin S=0argon
ity of the sunated red surface laolybdenum pr was carrieder with total me of powderxidation and s their sum suanical procesures of sintetivated pow=01 mm t=2mkm after 3 increases af
9
of face x2)
W min 200 utes
FigureExternappearsintereDSK-FProcesmodesV=100S=010C minuteactivat
ed surface cctivation has
tions P=30 dramaticallyes insignificaks
ernal appearace (x2) Pro=30 W V=1 mm t=200
urface layer
ayer quality powder DSKd out in a cenmass 600gr
r dispersion allows sinterurface rises ssing was caered cobalt cders under 200 0C for nminutes acti
fter 7 minute
e 10nal rance ofed surfaceF75 (x2)ssing s P=10 W0 mmmin
mm t=200after 5
es tion
changes insireduced por
W V=200 y changed Rantly from 85
rance ocess =200 0 0C
produced o
was studiedK-F75 under ntrifugal milland loaded waggravates
ring at unususurplus ener
arried out duchrome molydifferent pr
non-activatedivation Rz=5es activation
f e
0 5
Figure External appearancsintered DSK-F75Processinmodes PV=100 S=01 mm0C afminutes activation
ignificantly rosity and so
mmmin oughness 50 to 915
of copper
d through different
l AGO-2 with 30gr
particles ually low rgy of the uring one ybdenum rocessing d sintered 540 mkm n Rz=545
11
ce of surface
5 (x2) ng P=10 W mmmin m t=200 fter 7
n
strength olid spots
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
3
Figure Externalappearansintered DSK-F7Processimodes V=100 S=01 m0C non-
Incredistribut
Figure Externalappearansintered DSK-F7Processimodes V=300 S=01 m0C non-
Figure Externalappearansintered DSK-F7Processimodes V=300 S=015 0C non-
12
l nce of
surface 75 (x2) ng P=20 W mmmin
mm t=200 activated
ase in activation on the si
17
l nce of
surface 75 (x2) ng P=20 W mmmin
mm t=26 activated
22
l nce of
surface 75 (x2) ng P=10 W mmmin
mm t=26 activated
Figure External appearance sintered sDSK-F75 Processing modes P=2V=100 mmS=01 mm 0C after 1 activation
ation time leintered surfac
Figure External appearance sintered sDSK-F75 Processing modes P=2V=300 mmS=01 mm0C after 1 activation
Figure External appearance sintered sDSK-F75 Processing modes P=V=300 mmS=015 mm0C after 1 activation
13
of surface
(x2)
20 W mmin
t=200 minute
FigExappsinDSPromoV=S=0Cact
eads to reduce The stren
18
of surface
(x2)
20 W mmin
m t=26 minute
FigExappsinDSPromoV=S=0Cact
23
of surface
(x2)
10 W mmin
m t=26 minute
FigExappsinDSPromoV=S=t=2act
gure ternal pearance
ntered surfSK-F75(x2) ocessing odes P=20=100 mmm01 mm t=2 3 minutivation
uced diametength of the si
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=20=300 mmm01 mm t= 3 minutivation
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=10=300 mmm015 m
260C 3 minutivation
14
of face
W min 200 utes
FigureExternappearsintereDSK-FProcesmodesV=100S=010Cminuteactivat
ers of coaguntered surfac
19
of face x2)
W min =26 utes
FigureExternappearsintereDSK-FProcesmodesV=300S=010C minuteactivat
24
of face x2)
W min mm utes
FigureExternappearsintereDSK-FProcesmodesV=300S=0150C minuteactivat
e 15nal rance ofed surfaceF75(x2) ssing s P=20 W0 mmmin
mm t=200after 5
es tion
ulated particlce increases
e 20nal rance ofed surfaceF75 (x2)ssing s P=20 W0 mmmin
mm t=26after 5
es tion
e 25nal rance ofed surfaceF75 (x2)ssing s P=10 W0 mmmin5 mm t=26
after 5es tion
f e
0 5
Figure External appearancsintered DSK-F75Processinmodes PV=100 S=01 mm0C afminutes activation
les and their
f e
6 5
Figure External appearancsintered DSK-F75Processinmodes PV=300 S=01 m0C afminutes activation
f e
W 6 5
Figure External appearancsintered DSK-F75Processinmodes PV=300 S=015mm0C afminutes activation
16
ce of surface
5(x2) ng P=20 W mmmin m t=200 fter 7
n
r uniform
21
ce of surface
5 (x2) ng P=20 W mmmin
mm t=26 fter 7
n
26
ce of surface
5 (x2) ng P=10 W mmmin m t=26 fter 7
n
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
4
Figure Externalappearansintered DSK-F7Processimodes V=300 S=015 0C non-
Figur
diffractio
Figure 3of molybdeactivated
Compcobalt chActivatioonly in o
FigurobtainedpowdersRz chan950mkm
27
l nce of
surface 75 (x2) ng P=20 W mmmin
mm t=26 activated
res 32-34 shon peaks inte
32 Diffractiocobalt
enum powdd
parison of dhrome molyon time doeone positionres 35-54 shod under diffs Three minnges slightly m
Figure External appearance sintered sDSK-F75 Processing modes P=2V=300 mmS=015 mm0C after 1 activation
hows diffractensity X-axi
on pattern chrome
der non-
diffraction paybdenum pows not consid ow comparaferent procesnutes activati
from 625mk
28
of surface
(x2)
20 W mmin
m t=26 minute
FigExappsinDSPromoV=S=0Cact
tion patternsis shows ang
Figure 33 Dcobalt chrpowder aactivation
atterns of nowder shows derably influ
tive picturesss conditionion results inkm to 630m
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=20=300 mmm015 mm t= 3 minutivation
s of cobalt cgular characte
Diffraction prome molyafter 5
on-activated that after m
uence the dif
s of sintered ns as well an increasing
mkm sintered
29
of face x2)
W min =26 utes
FigureExternappearsintereDSK-FProcesmodesV=300S=015t=260Cminuteactivat
chrome moleristic with m
pattern of ybdenum
minutes
Fcpa
(Fig9a) andechanical acffraction patt
layers of copas of non-acstrength of
d layer thick
e 30nal rance ofed surfaceF75 (x2)ssing s P=20 W0 mmmin5 mmC after 5es tion
lybdenum pomaximum sh
Figure 34 Dcobalt chrpowder aactivation
d mechanicalctivation chrotern After a
pper powderctivated anda sintered sa
kness grows
f e
5
Figure External appearancsintered DSK-F75Processinmodes PV=300 S=015 m0C afminutes activation
owder Y-axhooting angle
Diffraction prome molyafter 10
lly activatedomic oxide activation pe
r compositiod variously ample figurefrom 820mk
31
ce of surface
5 (x2) ng P=20 W mmmin
mm t=26 fter 7
n
xis shows e 2 theta
pattern of ybdenum
minutes
d (Fig9b) vanishes
eaks arise
on PMS-1 activated es 35-37 km up to
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
5
Figure 3of PMS-conditionmmminnon-activ
Compvanish r
In fig
materials
Figure 4of PMS-conditionmmminnon-activ
Figure 4of PMS-conditionmmminnon-activ
35 External-1 surface (xns P=30 W
n S=03 mvated
parison of twroughness is
FiguappePMcondmmnon
gures 40-42s decreases f
40 External-1 surface (xns P=15
n S=03 mmvated
43 External-1 surface (xns P=30 W
n S=01 mmvated
l appearancex2) ProcessW V=3000m t=26 0C
wo samples reduced from
ure 38earance of sS-1 (x2ditions P=3
mmin S=03-activated
surface roufrom 700mkm
l appearancex2) ProcessW V=200
m t=26 0C
l appearancex2) ProcessW V=3000
m t=200 0C
e s 0
Figure 36of PMS-1conditionmmmin after 1 mi
figures 38-m 975 mkm
Extersintered surf2) Proc30 W V=2 mm t=26
ughness of tm to 426mkm
e s 0
Figure 41of PMS-1conditionmmmin after 1 mi
e s 0
Figure 44of PMS-1conditionmmmin after 1 mi
6 External a1 surface (x2ns P=30 W
S=03 mminute activati
39 shows imto 715 mkm
rnal face cess 200 0C
FigappPMconmmaft
the sintered m
1 External a1 surface (x2ns P=15 W
S=03 mminute activati
4 External a1 surface (x2ns P=30 W
S=01 mm inute activati
appearance 2) Process
W V=3000 t=26 0C ion
mproved qua
gure 3pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
samples of
appearance 2) Process
W V=200 t=26 0C ion
appearance 2) Process
W V=3000 t=200 0C
ion
Figure 37 of PMS-1 sconditions mmmin Safter 3 minu
ality of the
9 Extesintered sur
x2) Pro=30 W V=3 mm t=26
s activation
f mechanical
Figure 42 of PMS-1 sconditions mmmin Safter 3 minu
Figure 45 of PMS-1 sconditions mmmin Safter 3 minu
External apsurface (x2)
P=30 Wt S=03 mm utes activatio
surface laye
ernal rface ocess =200 6 0C
lly activated
External apsurface (x2)
P=15 WS=03 mm utes activatio
External apsurface (x2)
P=30 W =01 mm t=
utes activatio
ppearance Process V=3000
t=26 0C on
er cracks
d powder
ppearance Process V=200 t=26 0C
on
ppearance Process V=3000
=200 0C on
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
6
Figure 4of PMS-conditionmmminnon-activ
Thus
surface q
46 External-1 surface (xns P=15 W
n S=01 mmvated
FiguappePMcondmmnon
FiguappePMcondmmnon
FiguappePMcondmmnon
the picture quality it lea
l appearancex2) ProcessW V=3000
m t=200 0C
ure 49earance of sS-1 (x2ditions P=
mmin S=01-activated
ure 51earance of sS-1 (x2ditions P=1
mmin S=01-activated
ure 53earance of sS-1 (x2ditions P=2
mmin S=02-activated
of samples cads to reduce
e s 0
Figure 47of PMS-1conditionmmmin after 1 mi
Extersintered surf2) Proc=30W V=2 mm t=26
Extersintered surf2) Proc15 W V=2 mm t=26
Extersintered surf2) Proc22 W V=1
2 mm t=26
compared cled coagulatio
7 External a1 surface (x2ns P=15 W
S=01 mm inute activati
rnal face cess 200 0C
FigappPMconmmaft
rnal face cess 200 0C
FigappPMconmmaft
rnal face cess 160 0C
FigappPMconmmaft
early show ton and rough
appearance 2) Process
W V=3000 t=200 0C
ion
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
the influencehness
Figure 48 of PMS-1 sconditions mmmin Safter 3 minu
0 Extesintered sur
x2) Pro=30 W V=1 mm t=26
s activation
2 Extesintered sur
x2) Pro=15 W V=1 mm t=26
s activation
4 Extesintered sur
x2) Pro=22 W V=2 mm t=26
s activation
e of mechan
External apsurface (x2)
P=15 W =01 mm t=
utes activatio
ernal rface ocess =200 6 0C
ernal rface ocess =200 6 0C
ernal rface ocess =160 6 0C
ical activatio
ppearance Process V=3000
=200 0C on
on on the
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
7
Figure 55 Diffraction pattern of copper powder PMS-1 non-activated
Figure 56 Diffraction pattern of copper powder PMS-1 after 3 minutes activation
Figure 57 Diffraction pattern of copper powder PMS-1 after 5 minutes activation
Conclusion The research in properties of a sintered layer of activated and non-activated powder materials showed that a preliminary mechanical treatment effects the sintering process and provides an improved surface quality the diameter of coagulated particles decreases roughness is reduced Internal structure and strength characteristics are improved
Positive influence of a shielding gas and mechanical activation of metal powders on the quality of surface sintered layers is proved In order to reduce roughness and improve the sintered layer quality it is recommended to sinter metal powders subjected to one and three minutes of activation in argon shielding environment which reduces roughness improves internal structure and strength characteristics
References [1] Schmid M Amado F Levy G Wegener K Flowability of powders for selective laser sintering
(SLS) investigated by round robin test High Value Manufacturing Advanced Research in Virtual and Rapid Prototyping Proceedings of the 6th International Conference on Advanced Research in Virtual and Rapid Prototyping Leiria 2013
[2] Panchenko V Ya Laser technologies of machining contemporary problems of fundamental research and applied designs monograph M Phismatlit 2009
[3] Belomestnykh V N Soboleva E G Acoustic analogs of elasticity theory ratios for determining anisotropic Poisson ratios of cubic monocrystals 7th International Forum on Strategic Technology (IFOST - 2012) Tomsk TPU Press 1 2012 p 499-502
[4] Gubaidulina R H Petrushin S I Galeeva A A Selecting an Economical Variant of the Manufacturing Method of Engineering Product Fabrication under Current Conditions Applied Mechanics and Materials 682 2014 р 613-616
[5] Arkhipov P V Yanyushkin A S Lobanov D V The effect of diamond tool performance capability on the quality of processed surface Applied Mechanics and Materials 379 2013 р 124-130
[6] Chinakhov D A Dependence of Silicon and Manganese Content in the Weld Metal on the Welding Current and Method of Gas Shielding Applied Mechanics and Materials 756 2015 р 92-96
[7] Saprykin А А Saprykina N А Dudikhin D V Emelyanenko S M Influence of layer-by-layer laser sintering modes on the thickness of sintered layer of cobalt-chromium-molybdenum powder Advanced materials research 1040 2014 р 805-808
[8] Lychagin D V Tarasov S Yu Chumaevskii A V Alfyorova E A Macrosegmentation and strain hardening stages in copper single crystals under compression International Journal of Plasticity 69 2015 р 36-53
[9] Babakova E V Gradoboev A V Saprykin A A Ibragimov E A Yakovlev V I Sobachkin A V
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
8
Comparison of Activation Technologies Powder ECP-1 for the Synthesis of Products Using SLS Applied Mechanics and Materials 756 2015 р 220-224
[10] Saprykina N А Saprykin A A Shigaev D A Investigation of the factors affecting the quality of the surface obtained by laser sintering Metal 4 2011 р 78-82
[11] Saprykina N А Saprykin A A Matrunchik M S Formation of Surface Layer of Cobalt Chrome Molybdenum Powder Products with Differentiation of Laser Sintering Modes Applied Mechanics and Materials 682 2014 р 294-298
[12] Saprykin A A Ibragimov E A Yakovlev V I Influence of mechanical activation of powder on SLS process Applied Mechanics and Materials 682 2014 p 143-147
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
9
Influence of Shielding Gas and Mechanical Activation of Metal Powders on the Quality of Surface Sintered Layers
N A Saprykina A A Saprykin D A Arkhipova Yurga Institute of Technology of National Research Tomsk Polytechnic University Affiliate Tomsk Russia The study was performed by a grant from the Russian Science Foundation (project 15-19-00191) e-mail saprikinatpuru
Abstract The thesis analyses the influence of argon shielding gas and mechanical activation of PMS-1 copper powder and DSK-F75 cobalt chrome molybdenum powder on the surface sintered layer quality under various sintering conditions Factors affecting the quality of the sintered surface and internal structure are studied The obtained results prove positive impact of the shielding gas and mechanical activation Sintering PMS-1 copper powder in argon shielding gas after mechanical activation leads to reduced internal stresses and roughness as well as improved strength characteristics of the sintered surface Analysis of sintered samples of mechanically activated DSK-F75 cobalt chrome molybdenum powder shows that the strength of the sintered surface grows porosity and coagulation changes
Introduction Layered synthesis technologies are a rapidly progressing trend in the development of modern industry A separate line of this development is layered laser sintering of metal powder compositions based on 3D CAD-model allowing applicative products As far as the layered synthesis of an applicative product basically consists in shaping a single layer a problem resides in strains which arise in a single sintered layer and thus hamper a uniform application of the next powder layer and deform the product For a product obtained by laser layered sintering to perform its function the required quality characteristics must be provided The main quality parameters of a sintered product are precision surface layer condition physical and mathematical properties durability A considerable problem in providing quality of the surface layer of a sintered product consists in strains which prevent a uniform application of the following powder layer and distort a product shape To solve this problem it is necessary to research the influence of physical and mechanical properties of powder materials laser sintering modes and process conditions of powder layer application [1] The purpose of this research is to study factors effecting quality and inner structure of a sintered surface as well as to analyze the influence of argon shielding gas mechanical activation of copper powder PMS-1 and cobalt chrome molybdenum powder DSK-F75 on the quality of a sintered surface layer under different process conditions Thickness and roughness of a sintered surface and strength of sintered samples have been examined
Result and Discussion The sintered process starts with assigning a powder material which directly determines sintering conditions Important properties of metal powders include their shape structure character of
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
Content from this work may be used under the terms of the Creative Commons Attribution 30 licence Any further distributionof this work must maintain attribution to the author(s) and the title of the work journal citation and DOI
Published under licence by IOP Publishing Ltd 1
interpartetc The pores spflaky ondegree oMechaniresults fr[5] Wheunder cophysicalSinteringdepends size FormovemeIncreaseradiation
The fmetal int
Studywith copconditionwith oxyin argonwithout compare
Figur
mmminthickness
FsW0
ticle interactisize of poroherical partic
nes [2] It alsof dispersioical interlock
from adhesiven one compontinuous las and chemicag process coon powder m
r heat-resistaent must be r in powder d
n power but ifollowing fato separate dy of the influpper powder ns Argon prygen and nitrn the sintere
any cracks ed Sintered la
Figuof Pcondmmin th
res 3-4 showsn S=03 mms changes ins
Figure 3 Exsurface (x2)W V=200 m0C in the air
ion Particlesous intervals cle are combo should be n grows [3king is one oe interaction
ponent powdeser impact dral propertiesonditions grematerial meltant materialseduced Whedensity leadsit causes eneactors considdrops) pore fuence of argPMS-1 and
rovides a shiogen and alsd surface ch[8 9] Figurayer thicknes
ure 1 ExterPMS-1 surfacditions P=3
mmin S=03he air
s samples sinm t=200 0C significantly
xternal appea Process commmin S=
s can be of tdepends on
bined with pakept in mind] Packagingof the types
n thatrsquos why er material isrops are form of powder meatly influenting temperas laser radiaten the intenss to decreaseergy loss derably influformation inon shieldingcobalt chromielding envir
so strengthen hanged its cores 1-2 showss increases f
rnal appearance (x2) Proc30 W V=30 mm t=26
ntered in argoCross crack
from 1675 w
arance of PMonditions P==03 mm t=
the followingthe particle sarticles of a sd that powdeg density isof particle cgreat attenti
s sintered wimed [6] It shmaterials diffnce the surfaature heat cotion power m
sity is imprope in depth of
uence a protonternal straing gas on the me molybdenronment whithe product
olor it becamws samples sfrom 115mkm
nce cess 000 0C
Figof conmmin
on under the ks and long
when sintered
MS-1 =15 200
FigsurW0C
g shapes fibshape and thsimilar shapeer materials s influencedconnection [4ion is paid toith materials hould be takefer from refeace layer quonductivity inmust be incrper a powdersintering It
otype qualitys and deformsintered surf
num powder ich eliminatesurface Cop
me goldish tsintered in thm up to 200m
gure 2 ExtePMS-1 surfanditions P=mmin S=0argon
following pritudinal crac
d in the air to
gure 4 Exterrface (x2) P V=200 mm in argon
bers flakes pheir just prope and dendritmelting tem
d by particle4] Friction bo activating pwith similar
en into consierence ones oality Intensndex as well reased and thr material is l
can be incre
y coagulatiomations face layer quDSK-F75 un
es interactionpper powder the samples he air and inmkm the sam
ernal appearace (x2) Pro
=30 W V=33 mm t=26
rocess conditcks are not 1735 when s
rnal appearanProcess condmmin S=0
plates cubesportions To mtic particles
mperature dece surface robetween the powder comr melting temideration thaof solid mateity of laser as particle she speed of lighted [7] eased by rais
on (fusion o
uality was cander differenn of powder PMS-1 beinghad a harde
n argon shielmple strength
rance ocess 3000 6 0C
tions P=15 Wfound sintesintered in ar
nce of PMS-ditions P=13 mm t=20
s spheres minimize fuse with
creases as oughness
particles mpositions mperature at thermal rials radiation
shape and laser ray
sing laser
of molten
arried out nt process
products g sintered er surface lding gas grows
W V=200 red layer
rgon
-1 15 00
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
2
FigurS=01 mchanges mkm Th
Sinte
powder PThe i
sinteringprocess cin steel mof the pcrystal latemperatpowder three fisurfaces conditionsurface Rafter 5 mmkm [12
Figure Externalappearansintered DSK-F7Processimodes V=100 S=01 m0C non-
Figur
increaseson the su
res 5-6 showmm t=200 0C
from 525 tohe sample sin
Figuof Pcondmmin th
ering in argoPMS-1 Rouinfluence of g copper powconditions Mmill shells fipowder Mecattice imperftures [11] Inand enlargesve and seve
obtained ons In figureRZ=525 mkmminutes activ2]
7
l nce of
surface 75 (x2) ng P=10 W mmmin
mm t=200 activated
res 12-16 shs The sinterurface
ws samples C in the air ano 115 mkm tntered in arg
ure 5 ExterPMS-1 surfacditions P=3
mmin S=01 he air
on shielding ughness is redf mechanical wder PMS-1Mechanical pilled with stechanical actifection [10] ntensive mills surface layen minutes of non-actives 7-11 P=10m after 1 minvation Rz=
Figure External appearance sintered sDSK-F75 Processing modes P=V=100 mmS=01 mm 0C after 1 activation
hows that rred sample a
sintered undnd in argon thickness of tgon lacks cro
rnal appearance (x2) Proc30 W V=2mm t=200
gas improvduced defectactivation o
1 and cobalt processing oeel balls 6mmivation increwhich leads
ling of particyer thickness
Figures 4-8vated and v0 W V=100nute activati615 mkm c
8
of surface
(x2)
10 W mmin
t=200 minute
FigExappsinDSPromoV=S=0Cact
roughness ofafter seven m
der the folloSurface layethe sintered ss and longit
nce cess 200 0C
Figof conmmin
ves the qualits are elimin
on the sinterchrome mo
f the powderm in diameteeases degreeto quick ox
cles increasess The mecha show pictuariously actmmmin S=on Rz=545 m
coagulation i
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=10=100 mmm01 mm t=2 3 minutivation
f the sintereminutes of ac
owing conditer quality is layer changetudinal crack
gure 6 ExtePMS-1 surfanditions P=mmin S=0argon
ity of the sunated red surface laolybdenum pr was carrieder with total me of powderxidation and s their sum suanical procesures of sintetivated pow=01 mm t=2mkm after 3 increases af
9
of face x2)
W min 200 utes
FigureExternappearsintereDSK-FProcesmodesV=100S=010C minuteactivat
ed surface cctivation has
tions P=30 dramaticallyes insignificaks
ernal appearace (x2) Pro=30 W V=1 mm t=200
urface layer
ayer quality powder DSKd out in a cenmass 600gr
r dispersion allows sinterurface rises ssing was caered cobalt cders under 200 0C for nminutes acti
fter 7 minute
e 10nal rance ofed surfaceF75 (x2)ssing s P=10 W0 mmmin
mm t=200after 5
es tion
changes insireduced por
W V=200 y changed Rantly from 85
rance ocess =200 0 0C
produced o
was studiedK-F75 under ntrifugal milland loaded waggravates
ring at unususurplus ener
arried out duchrome molydifferent pr
non-activatedivation Rz=5es activation
f e
0 5
Figure External appearancsintered DSK-F75Processinmodes PV=100 S=01 mm0C afminutes activation
ignificantly rosity and so
mmmin oughness 50 to 915
of copper
d through different
l AGO-2 with 30gr
particles ually low rgy of the uring one ybdenum rocessing d sintered 540 mkm n Rz=545
11
ce of surface
5 (x2) ng P=10 W mmmin m t=200 fter 7
n
strength olid spots
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
3
Figure Externalappearansintered DSK-F7Processimodes V=100 S=01 m0C non-
Incredistribut
Figure Externalappearansintered DSK-F7Processimodes V=300 S=01 m0C non-
Figure Externalappearansintered DSK-F7Processimodes V=300 S=015 0C non-
12
l nce of
surface 75 (x2) ng P=20 W mmmin
mm t=200 activated
ase in activation on the si
17
l nce of
surface 75 (x2) ng P=20 W mmmin
mm t=26 activated
22
l nce of
surface 75 (x2) ng P=10 W mmmin
mm t=26 activated
Figure External appearance sintered sDSK-F75 Processing modes P=2V=100 mmS=01 mm 0C after 1 activation
ation time leintered surfac
Figure External appearance sintered sDSK-F75 Processing modes P=2V=300 mmS=01 mm0C after 1 activation
Figure External appearance sintered sDSK-F75 Processing modes P=V=300 mmS=015 mm0C after 1 activation
13
of surface
(x2)
20 W mmin
t=200 minute
FigExappsinDSPromoV=S=0Cact
eads to reduce The stren
18
of surface
(x2)
20 W mmin
m t=26 minute
FigExappsinDSPromoV=S=0Cact
23
of surface
(x2)
10 W mmin
m t=26 minute
FigExappsinDSPromoV=S=t=2act
gure ternal pearance
ntered surfSK-F75(x2) ocessing odes P=20=100 mmm01 mm t=2 3 minutivation
uced diametength of the si
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=20=300 mmm01 mm t= 3 minutivation
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=10=300 mmm015 m
260C 3 minutivation
14
of face
W min 200 utes
FigureExternappearsintereDSK-FProcesmodesV=100S=010Cminuteactivat
ers of coaguntered surfac
19
of face x2)
W min =26 utes
FigureExternappearsintereDSK-FProcesmodesV=300S=010C minuteactivat
24
of face x2)
W min mm utes
FigureExternappearsintereDSK-FProcesmodesV=300S=0150C minuteactivat
e 15nal rance ofed surfaceF75(x2) ssing s P=20 W0 mmmin
mm t=200after 5
es tion
ulated particlce increases
e 20nal rance ofed surfaceF75 (x2)ssing s P=20 W0 mmmin
mm t=26after 5
es tion
e 25nal rance ofed surfaceF75 (x2)ssing s P=10 W0 mmmin5 mm t=26
after 5es tion
f e
0 5
Figure External appearancsintered DSK-F75Processinmodes PV=100 S=01 mm0C afminutes activation
les and their
f e
6 5
Figure External appearancsintered DSK-F75Processinmodes PV=300 S=01 m0C afminutes activation
f e
W 6 5
Figure External appearancsintered DSK-F75Processinmodes PV=300 S=015mm0C afminutes activation
16
ce of surface
5(x2) ng P=20 W mmmin m t=200 fter 7
n
r uniform
21
ce of surface
5 (x2) ng P=20 W mmmin
mm t=26 fter 7
n
26
ce of surface
5 (x2) ng P=10 W mmmin m t=26 fter 7
n
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
4
Figure Externalappearansintered DSK-F7Processimodes V=300 S=015 0C non-
Figur
diffractio
Figure 3of molybdeactivated
Compcobalt chActivatioonly in o
FigurobtainedpowdersRz chan950mkm
27
l nce of
surface 75 (x2) ng P=20 W mmmin
mm t=26 activated
res 32-34 shon peaks inte
32 Diffractiocobalt
enum powdd
parison of dhrome molyon time doeone positionres 35-54 shod under diffs Three minnges slightly m
Figure External appearance sintered sDSK-F75 Processing modes P=2V=300 mmS=015 mm0C after 1 activation
hows diffractensity X-axi
on pattern chrome
der non-
diffraction paybdenum pows not consid ow comparaferent procesnutes activati
from 625mk
28
of surface
(x2)
20 W mmin
m t=26 minute
FigExappsinDSPromoV=S=0Cact
tion patternsis shows ang
Figure 33 Dcobalt chrpowder aactivation
atterns of nowder shows derably influ
tive picturesss conditionion results inkm to 630m
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=20=300 mmm015 mm t= 3 minutivation
s of cobalt cgular characte
Diffraction prome molyafter 5
on-activated that after m
uence the dif
s of sintered ns as well an increasing
mkm sintered
29
of face x2)
W min =26 utes
FigureExternappearsintereDSK-FProcesmodesV=300S=015t=260Cminuteactivat
chrome moleristic with m
pattern of ybdenum
minutes
Fcpa
(Fig9a) andechanical acffraction patt
layers of copas of non-acstrength of
d layer thick
e 30nal rance ofed surfaceF75 (x2)ssing s P=20 W0 mmmin5 mmC after 5es tion
lybdenum pomaximum sh
Figure 34 Dcobalt chrpowder aactivation
d mechanicalctivation chrotern After a
pper powderctivated anda sintered sa
kness grows
f e
5
Figure External appearancsintered DSK-F75Processinmodes PV=300 S=015 m0C afminutes activation
owder Y-axhooting angle
Diffraction prome molyafter 10
lly activatedomic oxide activation pe
r compositiod variously ample figurefrom 820mk
31
ce of surface
5 (x2) ng P=20 W mmmin
mm t=26 fter 7
n
xis shows e 2 theta
pattern of ybdenum
minutes
d (Fig9b) vanishes
eaks arise
on PMS-1 activated es 35-37 km up to
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
5
Figure 3of PMS-conditionmmminnon-activ
Compvanish r
In fig
materials
Figure 4of PMS-conditionmmminnon-activ
Figure 4of PMS-conditionmmminnon-activ
35 External-1 surface (xns P=30 W
n S=03 mvated
parison of twroughness is
FiguappePMcondmmnon
gures 40-42s decreases f
40 External-1 surface (xns P=15
n S=03 mmvated
43 External-1 surface (xns P=30 W
n S=01 mmvated
l appearancex2) ProcessW V=3000m t=26 0C
wo samples reduced from
ure 38earance of sS-1 (x2ditions P=3
mmin S=03-activated
surface roufrom 700mkm
l appearancex2) ProcessW V=200
m t=26 0C
l appearancex2) ProcessW V=3000
m t=200 0C
e s 0
Figure 36of PMS-1conditionmmmin after 1 mi
figures 38-m 975 mkm
Extersintered surf2) Proc30 W V=2 mm t=26
ughness of tm to 426mkm
e s 0
Figure 41of PMS-1conditionmmmin after 1 mi
e s 0
Figure 44of PMS-1conditionmmmin after 1 mi
6 External a1 surface (x2ns P=30 W
S=03 mminute activati
39 shows imto 715 mkm
rnal face cess 200 0C
FigappPMconmmaft
the sintered m
1 External a1 surface (x2ns P=15 W
S=03 mminute activati
4 External a1 surface (x2ns P=30 W
S=01 mm inute activati
appearance 2) Process
W V=3000 t=26 0C ion
mproved qua
gure 3pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
samples of
appearance 2) Process
W V=200 t=26 0C ion
appearance 2) Process
W V=3000 t=200 0C
ion
Figure 37 of PMS-1 sconditions mmmin Safter 3 minu
ality of the
9 Extesintered sur
x2) Pro=30 W V=3 mm t=26
s activation
f mechanical
Figure 42 of PMS-1 sconditions mmmin Safter 3 minu
Figure 45 of PMS-1 sconditions mmmin Safter 3 minu
External apsurface (x2)
P=30 Wt S=03 mm utes activatio
surface laye
ernal rface ocess =200 6 0C
lly activated
External apsurface (x2)
P=15 WS=03 mm utes activatio
External apsurface (x2)
P=30 W =01 mm t=
utes activatio
ppearance Process V=3000
t=26 0C on
er cracks
d powder
ppearance Process V=200 t=26 0C
on
ppearance Process V=3000
=200 0C on
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
6
Figure 4of PMS-conditionmmminnon-activ
Thus
surface q
46 External-1 surface (xns P=15 W
n S=01 mmvated
FiguappePMcondmmnon
FiguappePMcondmmnon
FiguappePMcondmmnon
the picture quality it lea
l appearancex2) ProcessW V=3000
m t=200 0C
ure 49earance of sS-1 (x2ditions P=
mmin S=01-activated
ure 51earance of sS-1 (x2ditions P=1
mmin S=01-activated
ure 53earance of sS-1 (x2ditions P=2
mmin S=02-activated
of samples cads to reduce
e s 0
Figure 47of PMS-1conditionmmmin after 1 mi
Extersintered surf2) Proc=30W V=2 mm t=26
Extersintered surf2) Proc15 W V=2 mm t=26
Extersintered surf2) Proc22 W V=1
2 mm t=26
compared cled coagulatio
7 External a1 surface (x2ns P=15 W
S=01 mm inute activati
rnal face cess 200 0C
FigappPMconmmaft
rnal face cess 200 0C
FigappPMconmmaft
rnal face cess 160 0C
FigappPMconmmaft
early show ton and rough
appearance 2) Process
W V=3000 t=200 0C
ion
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
the influencehness
Figure 48 of PMS-1 sconditions mmmin Safter 3 minu
0 Extesintered sur
x2) Pro=30 W V=1 mm t=26
s activation
2 Extesintered sur
x2) Pro=15 W V=1 mm t=26
s activation
4 Extesintered sur
x2) Pro=22 W V=2 mm t=26
s activation
e of mechan
External apsurface (x2)
P=15 W =01 mm t=
utes activatio
ernal rface ocess =200 6 0C
ernal rface ocess =200 6 0C
ernal rface ocess =160 6 0C
ical activatio
ppearance Process V=3000
=200 0C on
on on the
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
7
Figure 55 Diffraction pattern of copper powder PMS-1 non-activated
Figure 56 Diffraction pattern of copper powder PMS-1 after 3 minutes activation
Figure 57 Diffraction pattern of copper powder PMS-1 after 5 minutes activation
Conclusion The research in properties of a sintered layer of activated and non-activated powder materials showed that a preliminary mechanical treatment effects the sintering process and provides an improved surface quality the diameter of coagulated particles decreases roughness is reduced Internal structure and strength characteristics are improved
Positive influence of a shielding gas and mechanical activation of metal powders on the quality of surface sintered layers is proved In order to reduce roughness and improve the sintered layer quality it is recommended to sinter metal powders subjected to one and three minutes of activation in argon shielding environment which reduces roughness improves internal structure and strength characteristics
References [1] Schmid M Amado F Levy G Wegener K Flowability of powders for selective laser sintering
(SLS) investigated by round robin test High Value Manufacturing Advanced Research in Virtual and Rapid Prototyping Proceedings of the 6th International Conference on Advanced Research in Virtual and Rapid Prototyping Leiria 2013
[2] Panchenko V Ya Laser technologies of machining contemporary problems of fundamental research and applied designs monograph M Phismatlit 2009
[3] Belomestnykh V N Soboleva E G Acoustic analogs of elasticity theory ratios for determining anisotropic Poisson ratios of cubic monocrystals 7th International Forum on Strategic Technology (IFOST - 2012) Tomsk TPU Press 1 2012 p 499-502
[4] Gubaidulina R H Petrushin S I Galeeva A A Selecting an Economical Variant of the Manufacturing Method of Engineering Product Fabrication under Current Conditions Applied Mechanics and Materials 682 2014 р 613-616
[5] Arkhipov P V Yanyushkin A S Lobanov D V The effect of diamond tool performance capability on the quality of processed surface Applied Mechanics and Materials 379 2013 р 124-130
[6] Chinakhov D A Dependence of Silicon and Manganese Content in the Weld Metal on the Welding Current and Method of Gas Shielding Applied Mechanics and Materials 756 2015 р 92-96
[7] Saprykin А А Saprykina N А Dudikhin D V Emelyanenko S M Influence of layer-by-layer laser sintering modes on the thickness of sintered layer of cobalt-chromium-molybdenum powder Advanced materials research 1040 2014 р 805-808
[8] Lychagin D V Tarasov S Yu Chumaevskii A V Alfyorova E A Macrosegmentation and strain hardening stages in copper single crystals under compression International Journal of Plasticity 69 2015 р 36-53
[9] Babakova E V Gradoboev A V Saprykin A A Ibragimov E A Yakovlev V I Sobachkin A V
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
8
Comparison of Activation Technologies Powder ECP-1 for the Synthesis of Products Using SLS Applied Mechanics and Materials 756 2015 р 220-224
[10] Saprykina N А Saprykin A A Shigaev D A Investigation of the factors affecting the quality of the surface obtained by laser sintering Metal 4 2011 р 78-82
[11] Saprykina N А Saprykin A A Matrunchik M S Formation of Surface Layer of Cobalt Chrome Molybdenum Powder Products with Differentiation of Laser Sintering Modes Applied Mechanics and Materials 682 2014 р 294-298
[12] Saprykin A A Ibragimov E A Yakovlev V I Influence of mechanical activation of powder on SLS process Applied Mechanics and Materials 682 2014 p 143-147
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
9
interpartetc The pores spflaky ondegree oMechaniresults fr[5] Wheunder cophysicalSinteringdepends size FormovemeIncreaseradiation
The fmetal int
Studywith copconditionwith oxyin argonwithout compare
Figur
mmminthickness
FsW0
ticle interactisize of poroherical partic
nes [2] It alsof dispersioical interlock
from adhesiven one compontinuous las and chemicag process coon powder m
r heat-resistaent must be r in powder d
n power but ifollowing fato separate dy of the influpper powder ns Argon prygen and nitrn the sintere
any cracks ed Sintered la
Figuof Pcondmmin th
res 3-4 showsn S=03 mms changes ins
Figure 3 Exsurface (x2)W V=200 m0C in the air
ion Particlesous intervals cle are combo should be n grows [3king is one oe interaction
ponent powdeser impact dral propertiesonditions grematerial meltant materialseduced Whedensity leadsit causes eneactors considdrops) pore fuence of argPMS-1 and
rovides a shiogen and alsd surface ch[8 9] Figurayer thicknes
ure 1 ExterPMS-1 surfacditions P=3
mmin S=03he air
s samples sinm t=200 0C significantly
xternal appea Process commmin S=
s can be of tdepends on
bined with pakept in mind] Packagingof the types
n thatrsquos why er material isrops are form of powder meatly influenting temperas laser radiaten the intenss to decreaseergy loss derably influformation inon shieldingcobalt chromielding envir
so strengthen hanged its cores 1-2 showss increases f
rnal appearance (x2) Proc30 W V=30 mm t=26
ntered in argoCross crack
from 1675 w
arance of PMonditions P==03 mm t=
the followingthe particle sarticles of a sd that powdeg density isof particle cgreat attenti
s sintered wimed [6] It shmaterials diffnce the surfaature heat cotion power m
sity is imprope in depth of
uence a protonternal straing gas on the me molybdenronment whithe product
olor it becamws samples sfrom 115mkm
nce cess 000 0C
Figof conmmin
on under the ks and long
when sintered
MS-1 =15 200
FigsurW0C
g shapes fibshape and thsimilar shapeer materials s influencedconnection [4ion is paid toith materials hould be takefer from refeace layer quonductivity inmust be incrper a powdersintering It
otype qualitys and deformsintered surf
num powder ich eliminatesurface Cop
me goldish tsintered in thm up to 200m
gure 2 ExtePMS-1 surfanditions P=mmin S=0argon
following pritudinal crac
d in the air to
gure 4 Exterrface (x2) P V=200 mm in argon
bers flakes pheir just prope and dendritmelting tem
d by particle4] Friction bo activating pwith similar
en into consierence ones oality Intensndex as well reased and thr material is l
can be incre
y coagulatiomations face layer quDSK-F75 un
es interactionpper powder the samples he air and inmkm the sam
ernal appearace (x2) Pro
=30 W V=33 mm t=26
rocess conditcks are not 1735 when s
rnal appearanProcess condmmin S=0
plates cubesportions To mtic particles
mperature dece surface robetween the powder comr melting temideration thaof solid mateity of laser as particle she speed of lighted [7] eased by rais
on (fusion o
uality was cander differenn of powder PMS-1 beinghad a harde
n argon shielmple strength
rance ocess 3000 6 0C
tions P=15 Wfound sintesintered in ar
nce of PMS-ditions P=13 mm t=20
s spheres minimize fuse with
creases as oughness
particles mpositions mperature at thermal rials radiation
shape and laser ray
sing laser
of molten
arried out nt process
products g sintered er surface lding gas grows
W V=200 red layer
rgon
-1 15 00
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
2
FigurS=01 mchanges mkm Th
Sinte
powder PThe i
sinteringprocess cin steel mof the pcrystal latemperatpowder three fisurfaces conditionsurface Rafter 5 mmkm [12
Figure Externalappearansintered DSK-F7Processimodes V=100 S=01 m0C non-
Figur
increaseson the su
res 5-6 showmm t=200 0C
from 525 tohe sample sin
Figuof Pcondmmin th
ering in argoPMS-1 Rouinfluence of g copper powconditions Mmill shells fipowder Mecattice imperftures [11] Inand enlargesve and seve
obtained ons In figureRZ=525 mkmminutes activ2]
7
l nce of
surface 75 (x2) ng P=10 W mmmin
mm t=200 activated
res 12-16 shs The sinterurface
ws samples C in the air ano 115 mkm tntered in arg
ure 5 ExterPMS-1 surfacditions P=3
mmin S=01 he air
on shielding ughness is redf mechanical wder PMS-1Mechanical pilled with stechanical actifection [10] ntensive mills surface layen minutes of non-actives 7-11 P=10m after 1 minvation Rz=
Figure External appearance sintered sDSK-F75 Processing modes P=V=100 mmS=01 mm 0C after 1 activation
hows that rred sample a
sintered undnd in argon thickness of tgon lacks cro
rnal appearance (x2) Proc30 W V=2mm t=200
gas improvduced defectactivation o
1 and cobalt processing oeel balls 6mmivation increwhich leads
ling of particyer thickness
Figures 4-8vated and v0 W V=100nute activati615 mkm c
8
of surface
(x2)
10 W mmin
t=200 minute
FigExappsinDSPromoV=S=0Cact
roughness ofafter seven m
der the folloSurface layethe sintered ss and longit
nce cess 200 0C
Figof conmmin
ves the qualits are elimin
on the sinterchrome mo
f the powderm in diameteeases degreeto quick ox
cles increasess The mecha show pictuariously actmmmin S=on Rz=545 m
coagulation i
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=10=100 mmm01 mm t=2 3 minutivation
f the sintereminutes of ac
owing conditer quality is layer changetudinal crack
gure 6 ExtePMS-1 surfanditions P=mmin S=0argon
ity of the sunated red surface laolybdenum pr was carrieder with total me of powderxidation and s their sum suanical procesures of sintetivated pow=01 mm t=2mkm after 3 increases af
9
of face x2)
W min 200 utes
FigureExternappearsintereDSK-FProcesmodesV=100S=010C minuteactivat
ed surface cctivation has
tions P=30 dramaticallyes insignificaks
ernal appearace (x2) Pro=30 W V=1 mm t=200
urface layer
ayer quality powder DSKd out in a cenmass 600gr
r dispersion allows sinterurface rises ssing was caered cobalt cders under 200 0C for nminutes acti
fter 7 minute
e 10nal rance ofed surfaceF75 (x2)ssing s P=10 W0 mmmin
mm t=200after 5
es tion
changes insireduced por
W V=200 y changed Rantly from 85
rance ocess =200 0 0C
produced o
was studiedK-F75 under ntrifugal milland loaded waggravates
ring at unususurplus ener
arried out duchrome molydifferent pr
non-activatedivation Rz=5es activation
f e
0 5
Figure External appearancsintered DSK-F75Processinmodes PV=100 S=01 mm0C afminutes activation
ignificantly rosity and so
mmmin oughness 50 to 915
of copper
d through different
l AGO-2 with 30gr
particles ually low rgy of the uring one ybdenum rocessing d sintered 540 mkm n Rz=545
11
ce of surface
5 (x2) ng P=10 W mmmin m t=200 fter 7
n
strength olid spots
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
3
Figure Externalappearansintered DSK-F7Processimodes V=100 S=01 m0C non-
Incredistribut
Figure Externalappearansintered DSK-F7Processimodes V=300 S=01 m0C non-
Figure Externalappearansintered DSK-F7Processimodes V=300 S=015 0C non-
12
l nce of
surface 75 (x2) ng P=20 W mmmin
mm t=200 activated
ase in activation on the si
17
l nce of
surface 75 (x2) ng P=20 W mmmin
mm t=26 activated
22
l nce of
surface 75 (x2) ng P=10 W mmmin
mm t=26 activated
Figure External appearance sintered sDSK-F75 Processing modes P=2V=100 mmS=01 mm 0C after 1 activation
ation time leintered surfac
Figure External appearance sintered sDSK-F75 Processing modes P=2V=300 mmS=01 mm0C after 1 activation
Figure External appearance sintered sDSK-F75 Processing modes P=V=300 mmS=015 mm0C after 1 activation
13
of surface
(x2)
20 W mmin
t=200 minute
FigExappsinDSPromoV=S=0Cact
eads to reduce The stren
18
of surface
(x2)
20 W mmin
m t=26 minute
FigExappsinDSPromoV=S=0Cact
23
of surface
(x2)
10 W mmin
m t=26 minute
FigExappsinDSPromoV=S=t=2act
gure ternal pearance
ntered surfSK-F75(x2) ocessing odes P=20=100 mmm01 mm t=2 3 minutivation
uced diametength of the si
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=20=300 mmm01 mm t= 3 minutivation
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=10=300 mmm015 m
260C 3 minutivation
14
of face
W min 200 utes
FigureExternappearsintereDSK-FProcesmodesV=100S=010Cminuteactivat
ers of coaguntered surfac
19
of face x2)
W min =26 utes
FigureExternappearsintereDSK-FProcesmodesV=300S=010C minuteactivat
24
of face x2)
W min mm utes
FigureExternappearsintereDSK-FProcesmodesV=300S=0150C minuteactivat
e 15nal rance ofed surfaceF75(x2) ssing s P=20 W0 mmmin
mm t=200after 5
es tion
ulated particlce increases
e 20nal rance ofed surfaceF75 (x2)ssing s P=20 W0 mmmin
mm t=26after 5
es tion
e 25nal rance ofed surfaceF75 (x2)ssing s P=10 W0 mmmin5 mm t=26
after 5es tion
f e
0 5
Figure External appearancsintered DSK-F75Processinmodes PV=100 S=01 mm0C afminutes activation
les and their
f e
6 5
Figure External appearancsintered DSK-F75Processinmodes PV=300 S=01 m0C afminutes activation
f e
W 6 5
Figure External appearancsintered DSK-F75Processinmodes PV=300 S=015mm0C afminutes activation
16
ce of surface
5(x2) ng P=20 W mmmin m t=200 fter 7
n
r uniform
21
ce of surface
5 (x2) ng P=20 W mmmin
mm t=26 fter 7
n
26
ce of surface
5 (x2) ng P=10 W mmmin m t=26 fter 7
n
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
4
Figure Externalappearansintered DSK-F7Processimodes V=300 S=015 0C non-
Figur
diffractio
Figure 3of molybdeactivated
Compcobalt chActivatioonly in o
FigurobtainedpowdersRz chan950mkm
27
l nce of
surface 75 (x2) ng P=20 W mmmin
mm t=26 activated
res 32-34 shon peaks inte
32 Diffractiocobalt
enum powdd
parison of dhrome molyon time doeone positionres 35-54 shod under diffs Three minnges slightly m
Figure External appearance sintered sDSK-F75 Processing modes P=2V=300 mmS=015 mm0C after 1 activation
hows diffractensity X-axi
on pattern chrome
der non-
diffraction paybdenum pows not consid ow comparaferent procesnutes activati
from 625mk
28
of surface
(x2)
20 W mmin
m t=26 minute
FigExappsinDSPromoV=S=0Cact
tion patternsis shows ang
Figure 33 Dcobalt chrpowder aactivation
atterns of nowder shows derably influ
tive picturesss conditionion results inkm to 630m
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=20=300 mmm015 mm t= 3 minutivation
s of cobalt cgular characte
Diffraction prome molyafter 5
on-activated that after m
uence the dif
s of sintered ns as well an increasing
mkm sintered
29
of face x2)
W min =26 utes
FigureExternappearsintereDSK-FProcesmodesV=300S=015t=260Cminuteactivat
chrome moleristic with m
pattern of ybdenum
minutes
Fcpa
(Fig9a) andechanical acffraction patt
layers of copas of non-acstrength of
d layer thick
e 30nal rance ofed surfaceF75 (x2)ssing s P=20 W0 mmmin5 mmC after 5es tion
lybdenum pomaximum sh
Figure 34 Dcobalt chrpowder aactivation
d mechanicalctivation chrotern After a
pper powderctivated anda sintered sa
kness grows
f e
5
Figure External appearancsintered DSK-F75Processinmodes PV=300 S=015 m0C afminutes activation
owder Y-axhooting angle
Diffraction prome molyafter 10
lly activatedomic oxide activation pe
r compositiod variously ample figurefrom 820mk
31
ce of surface
5 (x2) ng P=20 W mmmin
mm t=26 fter 7
n
xis shows e 2 theta
pattern of ybdenum
minutes
d (Fig9b) vanishes
eaks arise
on PMS-1 activated es 35-37 km up to
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
5
Figure 3of PMS-conditionmmminnon-activ
Compvanish r
In fig
materials
Figure 4of PMS-conditionmmminnon-activ
Figure 4of PMS-conditionmmminnon-activ
35 External-1 surface (xns P=30 W
n S=03 mvated
parison of twroughness is
FiguappePMcondmmnon
gures 40-42s decreases f
40 External-1 surface (xns P=15
n S=03 mmvated
43 External-1 surface (xns P=30 W
n S=01 mmvated
l appearancex2) ProcessW V=3000m t=26 0C
wo samples reduced from
ure 38earance of sS-1 (x2ditions P=3
mmin S=03-activated
surface roufrom 700mkm
l appearancex2) ProcessW V=200
m t=26 0C
l appearancex2) ProcessW V=3000
m t=200 0C
e s 0
Figure 36of PMS-1conditionmmmin after 1 mi
figures 38-m 975 mkm
Extersintered surf2) Proc30 W V=2 mm t=26
ughness of tm to 426mkm
e s 0
Figure 41of PMS-1conditionmmmin after 1 mi
e s 0
Figure 44of PMS-1conditionmmmin after 1 mi
6 External a1 surface (x2ns P=30 W
S=03 mminute activati
39 shows imto 715 mkm
rnal face cess 200 0C
FigappPMconmmaft
the sintered m
1 External a1 surface (x2ns P=15 W
S=03 mminute activati
4 External a1 surface (x2ns P=30 W
S=01 mm inute activati
appearance 2) Process
W V=3000 t=26 0C ion
mproved qua
gure 3pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
samples of
appearance 2) Process
W V=200 t=26 0C ion
appearance 2) Process
W V=3000 t=200 0C
ion
Figure 37 of PMS-1 sconditions mmmin Safter 3 minu
ality of the
9 Extesintered sur
x2) Pro=30 W V=3 mm t=26
s activation
f mechanical
Figure 42 of PMS-1 sconditions mmmin Safter 3 minu
Figure 45 of PMS-1 sconditions mmmin Safter 3 minu
External apsurface (x2)
P=30 Wt S=03 mm utes activatio
surface laye
ernal rface ocess =200 6 0C
lly activated
External apsurface (x2)
P=15 WS=03 mm utes activatio
External apsurface (x2)
P=30 W =01 mm t=
utes activatio
ppearance Process V=3000
t=26 0C on
er cracks
d powder
ppearance Process V=200 t=26 0C
on
ppearance Process V=3000
=200 0C on
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
6
Figure 4of PMS-conditionmmminnon-activ
Thus
surface q
46 External-1 surface (xns P=15 W
n S=01 mmvated
FiguappePMcondmmnon
FiguappePMcondmmnon
FiguappePMcondmmnon
the picture quality it lea
l appearancex2) ProcessW V=3000
m t=200 0C
ure 49earance of sS-1 (x2ditions P=
mmin S=01-activated
ure 51earance of sS-1 (x2ditions P=1
mmin S=01-activated
ure 53earance of sS-1 (x2ditions P=2
mmin S=02-activated
of samples cads to reduce
e s 0
Figure 47of PMS-1conditionmmmin after 1 mi
Extersintered surf2) Proc=30W V=2 mm t=26
Extersintered surf2) Proc15 W V=2 mm t=26
Extersintered surf2) Proc22 W V=1
2 mm t=26
compared cled coagulatio
7 External a1 surface (x2ns P=15 W
S=01 mm inute activati
rnal face cess 200 0C
FigappPMconmmaft
rnal face cess 200 0C
FigappPMconmmaft
rnal face cess 160 0C
FigappPMconmmaft
early show ton and rough
appearance 2) Process
W V=3000 t=200 0C
ion
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
the influencehness
Figure 48 of PMS-1 sconditions mmmin Safter 3 minu
0 Extesintered sur
x2) Pro=30 W V=1 mm t=26
s activation
2 Extesintered sur
x2) Pro=15 W V=1 mm t=26
s activation
4 Extesintered sur
x2) Pro=22 W V=2 mm t=26
s activation
e of mechan
External apsurface (x2)
P=15 W =01 mm t=
utes activatio
ernal rface ocess =200 6 0C
ernal rface ocess =200 6 0C
ernal rface ocess =160 6 0C
ical activatio
ppearance Process V=3000
=200 0C on
on on the
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
7
Figure 55 Diffraction pattern of copper powder PMS-1 non-activated
Figure 56 Diffraction pattern of copper powder PMS-1 after 3 minutes activation
Figure 57 Diffraction pattern of copper powder PMS-1 after 5 minutes activation
Conclusion The research in properties of a sintered layer of activated and non-activated powder materials showed that a preliminary mechanical treatment effects the sintering process and provides an improved surface quality the diameter of coagulated particles decreases roughness is reduced Internal structure and strength characteristics are improved
Positive influence of a shielding gas and mechanical activation of metal powders on the quality of surface sintered layers is proved In order to reduce roughness and improve the sintered layer quality it is recommended to sinter metal powders subjected to one and three minutes of activation in argon shielding environment which reduces roughness improves internal structure and strength characteristics
References [1] Schmid M Amado F Levy G Wegener K Flowability of powders for selective laser sintering
(SLS) investigated by round robin test High Value Manufacturing Advanced Research in Virtual and Rapid Prototyping Proceedings of the 6th International Conference on Advanced Research in Virtual and Rapid Prototyping Leiria 2013
[2] Panchenko V Ya Laser technologies of machining contemporary problems of fundamental research and applied designs monograph M Phismatlit 2009
[3] Belomestnykh V N Soboleva E G Acoustic analogs of elasticity theory ratios for determining anisotropic Poisson ratios of cubic monocrystals 7th International Forum on Strategic Technology (IFOST - 2012) Tomsk TPU Press 1 2012 p 499-502
[4] Gubaidulina R H Petrushin S I Galeeva A A Selecting an Economical Variant of the Manufacturing Method of Engineering Product Fabrication under Current Conditions Applied Mechanics and Materials 682 2014 р 613-616
[5] Arkhipov P V Yanyushkin A S Lobanov D V The effect of diamond tool performance capability on the quality of processed surface Applied Mechanics and Materials 379 2013 р 124-130
[6] Chinakhov D A Dependence of Silicon and Manganese Content in the Weld Metal on the Welding Current and Method of Gas Shielding Applied Mechanics and Materials 756 2015 р 92-96
[7] Saprykin А А Saprykina N А Dudikhin D V Emelyanenko S M Influence of layer-by-layer laser sintering modes on the thickness of sintered layer of cobalt-chromium-molybdenum powder Advanced materials research 1040 2014 р 805-808
[8] Lychagin D V Tarasov S Yu Chumaevskii A V Alfyorova E A Macrosegmentation and strain hardening stages in copper single crystals under compression International Journal of Plasticity 69 2015 р 36-53
[9] Babakova E V Gradoboev A V Saprykin A A Ibragimov E A Yakovlev V I Sobachkin A V
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
8
Comparison of Activation Technologies Powder ECP-1 for the Synthesis of Products Using SLS Applied Mechanics and Materials 756 2015 р 220-224
[10] Saprykina N А Saprykin A A Shigaev D A Investigation of the factors affecting the quality of the surface obtained by laser sintering Metal 4 2011 р 78-82
[11] Saprykina N А Saprykin A A Matrunchik M S Formation of Surface Layer of Cobalt Chrome Molybdenum Powder Products with Differentiation of Laser Sintering Modes Applied Mechanics and Materials 682 2014 р 294-298
[12] Saprykin A A Ibragimov E A Yakovlev V I Influence of mechanical activation of powder on SLS process Applied Mechanics and Materials 682 2014 p 143-147
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
9

FigurS=01 mchanges mkm Th
Sinte
powder PThe i
sinteringprocess cin steel mof the pcrystal latemperatpowder three fisurfaces conditionsurface Rafter 5 mmkm [12
Figure Externalappearansintered DSK-F7Processimodes V=100 S=01 m0C non-
Figur
increaseson the su
res 5-6 showmm t=200 0C
from 525 tohe sample sin
Figuof Pcondmmin th
ering in argoPMS-1 Rouinfluence of g copper powconditions Mmill shells fipowder Mecattice imperftures [11] Inand enlargesve and seve
obtained ons In figureRZ=525 mkmminutes activ2]
7
l nce of
surface 75 (x2) ng P=10 W mmmin
mm t=200 activated
res 12-16 shs The sinterurface
ws samples C in the air ano 115 mkm tntered in arg
ure 5 ExterPMS-1 surfacditions P=3
mmin S=01 he air
on shielding ughness is redf mechanical wder PMS-1Mechanical pilled with stechanical actifection [10] ntensive mills surface layen minutes of non-actives 7-11 P=10m after 1 minvation Rz=
Figure External appearance sintered sDSK-F75 Processing modes P=V=100 mmS=01 mm 0C after 1 activation
hows that rred sample a
sintered undnd in argon thickness of tgon lacks cro
rnal appearance (x2) Proc30 W V=2mm t=200
gas improvduced defectactivation o
1 and cobalt processing oeel balls 6mmivation increwhich leads
ling of particyer thickness
Figures 4-8vated and v0 W V=100nute activati615 mkm c
8
of surface
(x2)
10 W mmin
t=200 minute
FigExappsinDSPromoV=S=0Cact
roughness ofafter seven m
der the folloSurface layethe sintered ss and longit
nce cess 200 0C
Figof conmmin
ves the qualits are elimin
on the sinterchrome mo
f the powderm in diameteeases degreeto quick ox
cles increasess The mecha show pictuariously actmmmin S=on Rz=545 m
coagulation i
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=10=100 mmm01 mm t=2 3 minutivation
f the sintereminutes of ac
owing conditer quality is layer changetudinal crack
gure 6 ExtePMS-1 surfanditions P=mmin S=0argon
ity of the sunated red surface laolybdenum pr was carrieder with total me of powderxidation and s their sum suanical procesures of sintetivated pow=01 mm t=2mkm after 3 increases af
9
of face x2)
W min 200 utes
FigureExternappearsintereDSK-FProcesmodesV=100S=010C minuteactivat
ed surface cctivation has
tions P=30 dramaticallyes insignificaks
ernal appearace (x2) Pro=30 W V=1 mm t=200
urface layer
ayer quality powder DSKd out in a cenmass 600gr
r dispersion allows sinterurface rises ssing was caered cobalt cders under 200 0C for nminutes acti
fter 7 minute
e 10nal rance ofed surfaceF75 (x2)ssing s P=10 W0 mmmin
mm t=200after 5
es tion
changes insireduced por
W V=200 y changed Rantly from 85
rance ocess =200 0 0C
produced o
was studiedK-F75 under ntrifugal milland loaded waggravates
ring at unususurplus ener
arried out duchrome molydifferent pr
non-activatedivation Rz=5es activation
f e
0 5
Figure External appearancsintered DSK-F75Processinmodes PV=100 S=01 mm0C afminutes activation
ignificantly rosity and so
mmmin oughness 50 to 915
of copper
d through different
l AGO-2 with 30gr
particles ually low rgy of the uring one ybdenum rocessing d sintered 540 mkm n Rz=545
11
ce of surface
5 (x2) ng P=10 W mmmin m t=200 fter 7
n
strength olid spots
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
3
Figure Externalappearansintered DSK-F7Processimodes V=100 S=01 m0C non-
Incredistribut
Figure Externalappearansintered DSK-F7Processimodes V=300 S=01 m0C non-
Figure Externalappearansintered DSK-F7Processimodes V=300 S=015 0C non-
12
l nce of
surface 75 (x2) ng P=20 W mmmin
mm t=200 activated
ase in activation on the si
17
l nce of
surface 75 (x2) ng P=20 W mmmin
mm t=26 activated
22
l nce of
surface 75 (x2) ng P=10 W mmmin
mm t=26 activated
Figure External appearance sintered sDSK-F75 Processing modes P=2V=100 mmS=01 mm 0C after 1 activation
ation time leintered surfac
Figure External appearance sintered sDSK-F75 Processing modes P=2V=300 mmS=01 mm0C after 1 activation
Figure External appearance sintered sDSK-F75 Processing modes P=V=300 mmS=015 mm0C after 1 activation
13
of surface
(x2)
20 W mmin
t=200 minute
FigExappsinDSPromoV=S=0Cact
eads to reduce The stren
18
of surface
(x2)
20 W mmin
m t=26 minute
FigExappsinDSPromoV=S=0Cact
23
of surface
(x2)
10 W mmin
m t=26 minute
FigExappsinDSPromoV=S=t=2act
gure ternal pearance
ntered surfSK-F75(x2) ocessing odes P=20=100 mmm01 mm t=2 3 minutivation
uced diametength of the si
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=20=300 mmm01 mm t= 3 minutivation
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=10=300 mmm015 m
260C 3 minutivation
14
of face
W min 200 utes
FigureExternappearsintereDSK-FProcesmodesV=100S=010Cminuteactivat
ers of coaguntered surfac
19
of face x2)
W min =26 utes
FigureExternappearsintereDSK-FProcesmodesV=300S=010C minuteactivat
24
of face x2)
W min mm utes
FigureExternappearsintereDSK-FProcesmodesV=300S=0150C minuteactivat
e 15nal rance ofed surfaceF75(x2) ssing s P=20 W0 mmmin
mm t=200after 5
es tion
ulated particlce increases
e 20nal rance ofed surfaceF75 (x2)ssing s P=20 W0 mmmin
mm t=26after 5
es tion
e 25nal rance ofed surfaceF75 (x2)ssing s P=10 W0 mmmin5 mm t=26
after 5es tion
f e
0 5
Figure External appearancsintered DSK-F75Processinmodes PV=100 S=01 mm0C afminutes activation
les and their
f e
6 5
Figure External appearancsintered DSK-F75Processinmodes PV=300 S=01 m0C afminutes activation
f e
W 6 5
Figure External appearancsintered DSK-F75Processinmodes PV=300 S=015mm0C afminutes activation
16
ce of surface
5(x2) ng P=20 W mmmin m t=200 fter 7
n
r uniform
21
ce of surface
5 (x2) ng P=20 W mmmin
mm t=26 fter 7
n
26
ce of surface
5 (x2) ng P=10 W mmmin m t=26 fter 7
n
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
4
Figure Externalappearansintered DSK-F7Processimodes V=300 S=015 0C non-
Figur
diffractio
Figure 3of molybdeactivated
Compcobalt chActivatioonly in o
FigurobtainedpowdersRz chan950mkm
27
l nce of
surface 75 (x2) ng P=20 W mmmin
mm t=26 activated
res 32-34 shon peaks inte
32 Diffractiocobalt
enum powdd
parison of dhrome molyon time doeone positionres 35-54 shod under diffs Three minnges slightly m
Figure External appearance sintered sDSK-F75 Processing modes P=2V=300 mmS=015 mm0C after 1 activation
hows diffractensity X-axi
on pattern chrome
der non-
diffraction paybdenum pows not consid ow comparaferent procesnutes activati
from 625mk
28
of surface
(x2)
20 W mmin
m t=26 minute
FigExappsinDSPromoV=S=0Cact
tion patternsis shows ang
Figure 33 Dcobalt chrpowder aactivation
atterns of nowder shows derably influ
tive picturesss conditionion results inkm to 630m
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=20=300 mmm015 mm t= 3 minutivation
s of cobalt cgular characte
Diffraction prome molyafter 5
on-activated that after m
uence the dif
s of sintered ns as well an increasing
mkm sintered
29
of face x2)
W min =26 utes
FigureExternappearsintereDSK-FProcesmodesV=300S=015t=260Cminuteactivat
chrome moleristic with m
pattern of ybdenum
minutes
Fcpa
(Fig9a) andechanical acffraction patt
layers of copas of non-acstrength of
d layer thick
e 30nal rance ofed surfaceF75 (x2)ssing s P=20 W0 mmmin5 mmC after 5es tion
lybdenum pomaximum sh
Figure 34 Dcobalt chrpowder aactivation
d mechanicalctivation chrotern After a
pper powderctivated anda sintered sa
kness grows
f e
5
Figure External appearancsintered DSK-F75Processinmodes PV=300 S=015 m0C afminutes activation
owder Y-axhooting angle
Diffraction prome molyafter 10
lly activatedomic oxide activation pe
r compositiod variously ample figurefrom 820mk
31
ce of surface
5 (x2) ng P=20 W mmmin
mm t=26 fter 7
n
xis shows e 2 theta
pattern of ybdenum
minutes
d (Fig9b) vanishes
eaks arise
on PMS-1 activated es 35-37 km up to
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
5
Figure 3of PMS-conditionmmminnon-activ
Compvanish r
In fig
materials
Figure 4of PMS-conditionmmminnon-activ
Figure 4of PMS-conditionmmminnon-activ
35 External-1 surface (xns P=30 W
n S=03 mvated
parison of twroughness is
FiguappePMcondmmnon
gures 40-42s decreases f
40 External-1 surface (xns P=15
n S=03 mmvated
43 External-1 surface (xns P=30 W
n S=01 mmvated
l appearancex2) ProcessW V=3000m t=26 0C
wo samples reduced from
ure 38earance of sS-1 (x2ditions P=3
mmin S=03-activated
surface roufrom 700mkm
l appearancex2) ProcessW V=200
m t=26 0C
l appearancex2) ProcessW V=3000
m t=200 0C
e s 0
Figure 36of PMS-1conditionmmmin after 1 mi
figures 38-m 975 mkm
Extersintered surf2) Proc30 W V=2 mm t=26
ughness of tm to 426mkm
e s 0
Figure 41of PMS-1conditionmmmin after 1 mi
e s 0
Figure 44of PMS-1conditionmmmin after 1 mi
6 External a1 surface (x2ns P=30 W
S=03 mminute activati
39 shows imto 715 mkm
rnal face cess 200 0C
FigappPMconmmaft
the sintered m
1 External a1 surface (x2ns P=15 W
S=03 mminute activati
4 External a1 surface (x2ns P=30 W
S=01 mm inute activati
appearance 2) Process
W V=3000 t=26 0C ion
mproved qua
gure 3pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
samples of
appearance 2) Process
W V=200 t=26 0C ion
appearance 2) Process
W V=3000 t=200 0C
ion
Figure 37 of PMS-1 sconditions mmmin Safter 3 minu
ality of the
9 Extesintered sur
x2) Pro=30 W V=3 mm t=26
s activation
f mechanical
Figure 42 of PMS-1 sconditions mmmin Safter 3 minu
Figure 45 of PMS-1 sconditions mmmin Safter 3 minu
External apsurface (x2)
P=30 Wt S=03 mm utes activatio
surface laye
ernal rface ocess =200 6 0C
lly activated
External apsurface (x2)
P=15 WS=03 mm utes activatio
External apsurface (x2)
P=30 W =01 mm t=
utes activatio
ppearance Process V=3000
t=26 0C on
er cracks
d powder
ppearance Process V=200 t=26 0C
on
ppearance Process V=3000
=200 0C on
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
6
Figure 4of PMS-conditionmmminnon-activ
Thus
surface q
46 External-1 surface (xns P=15 W
n S=01 mmvated
FiguappePMcondmmnon
FiguappePMcondmmnon
FiguappePMcondmmnon
the picture quality it lea
l appearancex2) ProcessW V=3000
m t=200 0C
ure 49earance of sS-1 (x2ditions P=
mmin S=01-activated
ure 51earance of sS-1 (x2ditions P=1
mmin S=01-activated
ure 53earance of sS-1 (x2ditions P=2
mmin S=02-activated
of samples cads to reduce
e s 0
Figure 47of PMS-1conditionmmmin after 1 mi
Extersintered surf2) Proc=30W V=2 mm t=26
Extersintered surf2) Proc15 W V=2 mm t=26
Extersintered surf2) Proc22 W V=1
2 mm t=26
compared cled coagulatio
7 External a1 surface (x2ns P=15 W
S=01 mm inute activati
rnal face cess 200 0C
FigappPMconmmaft
rnal face cess 200 0C
FigappPMconmmaft
rnal face cess 160 0C
FigappPMconmmaft
early show ton and rough
appearance 2) Process
W V=3000 t=200 0C
ion
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
the influencehness
Figure 48 of PMS-1 sconditions mmmin Safter 3 minu
0 Extesintered sur
x2) Pro=30 W V=1 mm t=26
s activation
2 Extesintered sur
x2) Pro=15 W V=1 mm t=26
s activation
4 Extesintered sur
x2) Pro=22 W V=2 mm t=26
s activation
e of mechan
External apsurface (x2)
P=15 W =01 mm t=
utes activatio
ernal rface ocess =200 6 0C
ernal rface ocess =200 6 0C
ernal rface ocess =160 6 0C
ical activatio
ppearance Process V=3000
=200 0C on
on on the
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
7
Figure 55 Diffraction pattern of copper powder PMS-1 non-activated
Figure 56 Diffraction pattern of copper powder PMS-1 after 3 minutes activation
Figure 57 Diffraction pattern of copper powder PMS-1 after 5 minutes activation
Conclusion The research in properties of a sintered layer of activated and non-activated powder materials showed that a preliminary mechanical treatment effects the sintering process and provides an improved surface quality the diameter of coagulated particles decreases roughness is reduced Internal structure and strength characteristics are improved
Positive influence of a shielding gas and mechanical activation of metal powders on the quality of surface sintered layers is proved In order to reduce roughness and improve the sintered layer quality it is recommended to sinter metal powders subjected to one and three minutes of activation in argon shielding environment which reduces roughness improves internal structure and strength characteristics
References [1] Schmid M Amado F Levy G Wegener K Flowability of powders for selective laser sintering
(SLS) investigated by round robin test High Value Manufacturing Advanced Research in Virtual and Rapid Prototyping Proceedings of the 6th International Conference on Advanced Research in Virtual and Rapid Prototyping Leiria 2013
[2] Panchenko V Ya Laser technologies of machining contemporary problems of fundamental research and applied designs monograph M Phismatlit 2009
[3] Belomestnykh V N Soboleva E G Acoustic analogs of elasticity theory ratios for determining anisotropic Poisson ratios of cubic monocrystals 7th International Forum on Strategic Technology (IFOST - 2012) Tomsk TPU Press 1 2012 p 499-502
[4] Gubaidulina R H Petrushin S I Galeeva A A Selecting an Economical Variant of the Manufacturing Method of Engineering Product Fabrication under Current Conditions Applied Mechanics and Materials 682 2014 р 613-616
[5] Arkhipov P V Yanyushkin A S Lobanov D V The effect of diamond tool performance capability on the quality of processed surface Applied Mechanics and Materials 379 2013 р 124-130
[6] Chinakhov D A Dependence of Silicon and Manganese Content in the Weld Metal on the Welding Current and Method of Gas Shielding Applied Mechanics and Materials 756 2015 р 92-96
[7] Saprykin А А Saprykina N А Dudikhin D V Emelyanenko S M Influence of layer-by-layer laser sintering modes on the thickness of sintered layer of cobalt-chromium-molybdenum powder Advanced materials research 1040 2014 р 805-808
[8] Lychagin D V Tarasov S Yu Chumaevskii A V Alfyorova E A Macrosegmentation and strain hardening stages in copper single crystals under compression International Journal of Plasticity 69 2015 р 36-53
[9] Babakova E V Gradoboev A V Saprykin A A Ibragimov E A Yakovlev V I Sobachkin A V
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
8
Comparison of Activation Technologies Powder ECP-1 for the Synthesis of Products Using SLS Applied Mechanics and Materials 756 2015 р 220-224
[10] Saprykina N А Saprykin A A Shigaev D A Investigation of the factors affecting the quality of the surface obtained by laser sintering Metal 4 2011 р 78-82
[11] Saprykina N А Saprykin A A Matrunchik M S Formation of Surface Layer of Cobalt Chrome Molybdenum Powder Products with Differentiation of Laser Sintering Modes Applied Mechanics and Materials 682 2014 р 294-298
[12] Saprykin A A Ibragimov E A Yakovlev V I Influence of mechanical activation of powder on SLS process Applied Mechanics and Materials 682 2014 p 143-147
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
9
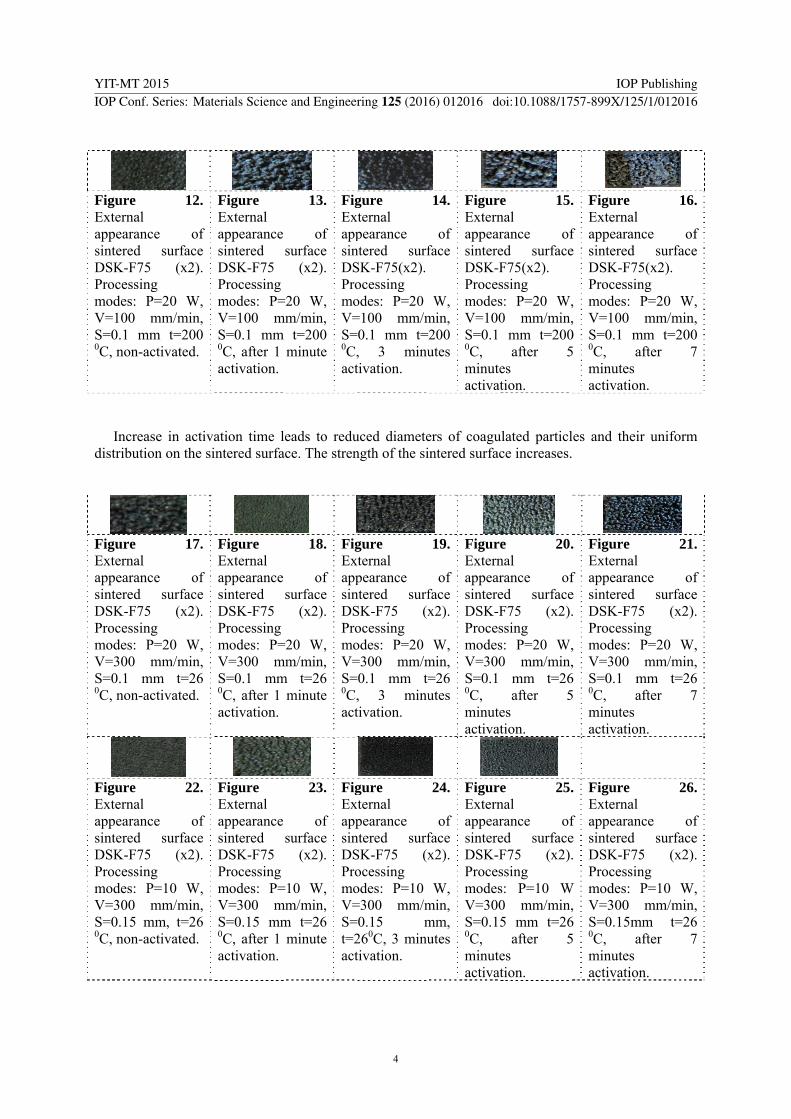
Figure Externalappearansintered DSK-F7Processimodes V=100 S=01 m0C non-
Incredistribut
Figure Externalappearansintered DSK-F7Processimodes V=300 S=01 m0C non-
Figure Externalappearansintered DSK-F7Processimodes V=300 S=015 0C non-
12
l nce of
surface 75 (x2) ng P=20 W mmmin
mm t=200 activated
ase in activation on the si
17
l nce of
surface 75 (x2) ng P=20 W mmmin
mm t=26 activated
22
l nce of
surface 75 (x2) ng P=10 W mmmin
mm t=26 activated
Figure External appearance sintered sDSK-F75 Processing modes P=2V=100 mmS=01 mm 0C after 1 activation
ation time leintered surfac
Figure External appearance sintered sDSK-F75 Processing modes P=2V=300 mmS=01 mm0C after 1 activation
Figure External appearance sintered sDSK-F75 Processing modes P=V=300 mmS=015 mm0C after 1 activation
13
of surface
(x2)
20 W mmin
t=200 minute
FigExappsinDSPromoV=S=0Cact
eads to reduce The stren
18
of surface
(x2)
20 W mmin
m t=26 minute
FigExappsinDSPromoV=S=0Cact
23
of surface
(x2)
10 W mmin
m t=26 minute
FigExappsinDSPromoV=S=t=2act
gure ternal pearance
ntered surfSK-F75(x2) ocessing odes P=20=100 mmm01 mm t=2 3 minutivation
uced diametength of the si
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=20=300 mmm01 mm t= 3 minutivation
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=10=300 mmm015 m
260C 3 minutivation
14
of face
W min 200 utes
FigureExternappearsintereDSK-FProcesmodesV=100S=010Cminuteactivat
ers of coaguntered surfac
19
of face x2)
W min =26 utes
FigureExternappearsintereDSK-FProcesmodesV=300S=010C minuteactivat
24
of face x2)
W min mm utes
FigureExternappearsintereDSK-FProcesmodesV=300S=0150C minuteactivat
e 15nal rance ofed surfaceF75(x2) ssing s P=20 W0 mmmin
mm t=200after 5
es tion
ulated particlce increases
e 20nal rance ofed surfaceF75 (x2)ssing s P=20 W0 mmmin
mm t=26after 5
es tion
e 25nal rance ofed surfaceF75 (x2)ssing s P=10 W0 mmmin5 mm t=26
after 5es tion
f e
0 5
Figure External appearancsintered DSK-F75Processinmodes PV=100 S=01 mm0C afminutes activation
les and their
f e
6 5
Figure External appearancsintered DSK-F75Processinmodes PV=300 S=01 m0C afminutes activation
f e
W 6 5
Figure External appearancsintered DSK-F75Processinmodes PV=300 S=015mm0C afminutes activation
16
ce of surface
5(x2) ng P=20 W mmmin m t=200 fter 7
n
r uniform
21
ce of surface
5 (x2) ng P=20 W mmmin
mm t=26 fter 7
n
26
ce of surface
5 (x2) ng P=10 W mmmin m t=26 fter 7
n
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
4
Figure Externalappearansintered DSK-F7Processimodes V=300 S=015 0C non-
Figur
diffractio
Figure 3of molybdeactivated
Compcobalt chActivatioonly in o
FigurobtainedpowdersRz chan950mkm
27
l nce of
surface 75 (x2) ng P=20 W mmmin
mm t=26 activated
res 32-34 shon peaks inte
32 Diffractiocobalt
enum powdd
parison of dhrome molyon time doeone positionres 35-54 shod under diffs Three minnges slightly m
Figure External appearance sintered sDSK-F75 Processing modes P=2V=300 mmS=015 mm0C after 1 activation
hows diffractensity X-axi
on pattern chrome
der non-
diffraction paybdenum pows not consid ow comparaferent procesnutes activati
from 625mk
28
of surface
(x2)
20 W mmin
m t=26 minute
FigExappsinDSPromoV=S=0Cact
tion patternsis shows ang
Figure 33 Dcobalt chrpowder aactivation
atterns of nowder shows derably influ
tive picturesss conditionion results inkm to 630m
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=20=300 mmm015 mm t= 3 minutivation
s of cobalt cgular characte
Diffraction prome molyafter 5
on-activated that after m
uence the dif
s of sintered ns as well an increasing
mkm sintered
29
of face x2)
W min =26 utes
FigureExternappearsintereDSK-FProcesmodesV=300S=015t=260Cminuteactivat
chrome moleristic with m
pattern of ybdenum
minutes
Fcpa
(Fig9a) andechanical acffraction patt
layers of copas of non-acstrength of
d layer thick
e 30nal rance ofed surfaceF75 (x2)ssing s P=20 W0 mmmin5 mmC after 5es tion
lybdenum pomaximum sh
Figure 34 Dcobalt chrpowder aactivation
d mechanicalctivation chrotern After a
pper powderctivated anda sintered sa
kness grows
f e
5
Figure External appearancsintered DSK-F75Processinmodes PV=300 S=015 m0C afminutes activation
owder Y-axhooting angle
Diffraction prome molyafter 10
lly activatedomic oxide activation pe
r compositiod variously ample figurefrom 820mk
31
ce of surface
5 (x2) ng P=20 W mmmin
mm t=26 fter 7
n
xis shows e 2 theta
pattern of ybdenum
minutes
d (Fig9b) vanishes
eaks arise
on PMS-1 activated es 35-37 km up to
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
5
Figure 3of PMS-conditionmmminnon-activ
Compvanish r
In fig
materials
Figure 4of PMS-conditionmmminnon-activ
Figure 4of PMS-conditionmmminnon-activ
35 External-1 surface (xns P=30 W
n S=03 mvated
parison of twroughness is
FiguappePMcondmmnon
gures 40-42s decreases f
40 External-1 surface (xns P=15
n S=03 mmvated
43 External-1 surface (xns P=30 W
n S=01 mmvated
l appearancex2) ProcessW V=3000m t=26 0C
wo samples reduced from
ure 38earance of sS-1 (x2ditions P=3
mmin S=03-activated
surface roufrom 700mkm
l appearancex2) ProcessW V=200
m t=26 0C
l appearancex2) ProcessW V=3000
m t=200 0C
e s 0
Figure 36of PMS-1conditionmmmin after 1 mi
figures 38-m 975 mkm
Extersintered surf2) Proc30 W V=2 mm t=26
ughness of tm to 426mkm
e s 0
Figure 41of PMS-1conditionmmmin after 1 mi
e s 0
Figure 44of PMS-1conditionmmmin after 1 mi
6 External a1 surface (x2ns P=30 W
S=03 mminute activati
39 shows imto 715 mkm
rnal face cess 200 0C
FigappPMconmmaft
the sintered m
1 External a1 surface (x2ns P=15 W
S=03 mminute activati
4 External a1 surface (x2ns P=30 W
S=01 mm inute activati
appearance 2) Process
W V=3000 t=26 0C ion
mproved qua
gure 3pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
samples of
appearance 2) Process
W V=200 t=26 0C ion
appearance 2) Process
W V=3000 t=200 0C
ion
Figure 37 of PMS-1 sconditions mmmin Safter 3 minu
ality of the
9 Extesintered sur
x2) Pro=30 W V=3 mm t=26
s activation
f mechanical
Figure 42 of PMS-1 sconditions mmmin Safter 3 minu
Figure 45 of PMS-1 sconditions mmmin Safter 3 minu
External apsurface (x2)
P=30 Wt S=03 mm utes activatio
surface laye
ernal rface ocess =200 6 0C
lly activated
External apsurface (x2)
P=15 WS=03 mm utes activatio
External apsurface (x2)
P=30 W =01 mm t=
utes activatio
ppearance Process V=3000
t=26 0C on
er cracks
d powder
ppearance Process V=200 t=26 0C
on
ppearance Process V=3000
=200 0C on
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
6
Figure 4of PMS-conditionmmminnon-activ
Thus
surface q
46 External-1 surface (xns P=15 W
n S=01 mmvated
FiguappePMcondmmnon
FiguappePMcondmmnon
FiguappePMcondmmnon
the picture quality it lea
l appearancex2) ProcessW V=3000
m t=200 0C
ure 49earance of sS-1 (x2ditions P=
mmin S=01-activated
ure 51earance of sS-1 (x2ditions P=1
mmin S=01-activated
ure 53earance of sS-1 (x2ditions P=2
mmin S=02-activated
of samples cads to reduce
e s 0
Figure 47of PMS-1conditionmmmin after 1 mi
Extersintered surf2) Proc=30W V=2 mm t=26
Extersintered surf2) Proc15 W V=2 mm t=26
Extersintered surf2) Proc22 W V=1
2 mm t=26
compared cled coagulatio
7 External a1 surface (x2ns P=15 W
S=01 mm inute activati
rnal face cess 200 0C
FigappPMconmmaft
rnal face cess 200 0C
FigappPMconmmaft
rnal face cess 160 0C
FigappPMconmmaft
early show ton and rough
appearance 2) Process
W V=3000 t=200 0C
ion
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
the influencehness
Figure 48 of PMS-1 sconditions mmmin Safter 3 minu
0 Extesintered sur
x2) Pro=30 W V=1 mm t=26
s activation
2 Extesintered sur
x2) Pro=15 W V=1 mm t=26
s activation
4 Extesintered sur
x2) Pro=22 W V=2 mm t=26
s activation
e of mechan
External apsurface (x2)
P=15 W =01 mm t=
utes activatio
ernal rface ocess =200 6 0C
ernal rface ocess =200 6 0C
ernal rface ocess =160 6 0C
ical activatio
ppearance Process V=3000
=200 0C on
on on the
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
7
Figure 55 Diffraction pattern of copper powder PMS-1 non-activated
Figure 56 Diffraction pattern of copper powder PMS-1 after 3 minutes activation
Figure 57 Diffraction pattern of copper powder PMS-1 after 5 minutes activation
Conclusion The research in properties of a sintered layer of activated and non-activated powder materials showed that a preliminary mechanical treatment effects the sintering process and provides an improved surface quality the diameter of coagulated particles decreases roughness is reduced Internal structure and strength characteristics are improved
Positive influence of a shielding gas and mechanical activation of metal powders on the quality of surface sintered layers is proved In order to reduce roughness and improve the sintered layer quality it is recommended to sinter metal powders subjected to one and three minutes of activation in argon shielding environment which reduces roughness improves internal structure and strength characteristics
References [1] Schmid M Amado F Levy G Wegener K Flowability of powders for selective laser sintering
(SLS) investigated by round robin test High Value Manufacturing Advanced Research in Virtual and Rapid Prototyping Proceedings of the 6th International Conference on Advanced Research in Virtual and Rapid Prototyping Leiria 2013
[2] Panchenko V Ya Laser technologies of machining contemporary problems of fundamental research and applied designs monograph M Phismatlit 2009
[3] Belomestnykh V N Soboleva E G Acoustic analogs of elasticity theory ratios for determining anisotropic Poisson ratios of cubic monocrystals 7th International Forum on Strategic Technology (IFOST - 2012) Tomsk TPU Press 1 2012 p 499-502
[4] Gubaidulina R H Petrushin S I Galeeva A A Selecting an Economical Variant of the Manufacturing Method of Engineering Product Fabrication under Current Conditions Applied Mechanics and Materials 682 2014 р 613-616
[5] Arkhipov P V Yanyushkin A S Lobanov D V The effect of diamond tool performance capability on the quality of processed surface Applied Mechanics and Materials 379 2013 р 124-130
[6] Chinakhov D A Dependence of Silicon and Manganese Content in the Weld Metal on the Welding Current and Method of Gas Shielding Applied Mechanics and Materials 756 2015 р 92-96
[7] Saprykin А А Saprykina N А Dudikhin D V Emelyanenko S M Influence of layer-by-layer laser sintering modes on the thickness of sintered layer of cobalt-chromium-molybdenum powder Advanced materials research 1040 2014 р 805-808
[8] Lychagin D V Tarasov S Yu Chumaevskii A V Alfyorova E A Macrosegmentation and strain hardening stages in copper single crystals under compression International Journal of Plasticity 69 2015 р 36-53
[9] Babakova E V Gradoboev A V Saprykin A A Ibragimov E A Yakovlev V I Sobachkin A V
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
8
Comparison of Activation Technologies Powder ECP-1 for the Synthesis of Products Using SLS Applied Mechanics and Materials 756 2015 р 220-224
[10] Saprykina N А Saprykin A A Shigaev D A Investigation of the factors affecting the quality of the surface obtained by laser sintering Metal 4 2011 р 78-82
[11] Saprykina N А Saprykin A A Matrunchik M S Formation of Surface Layer of Cobalt Chrome Molybdenum Powder Products with Differentiation of Laser Sintering Modes Applied Mechanics and Materials 682 2014 р 294-298
[12] Saprykin A A Ibragimov E A Yakovlev V I Influence of mechanical activation of powder on SLS process Applied Mechanics and Materials 682 2014 p 143-147
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
9
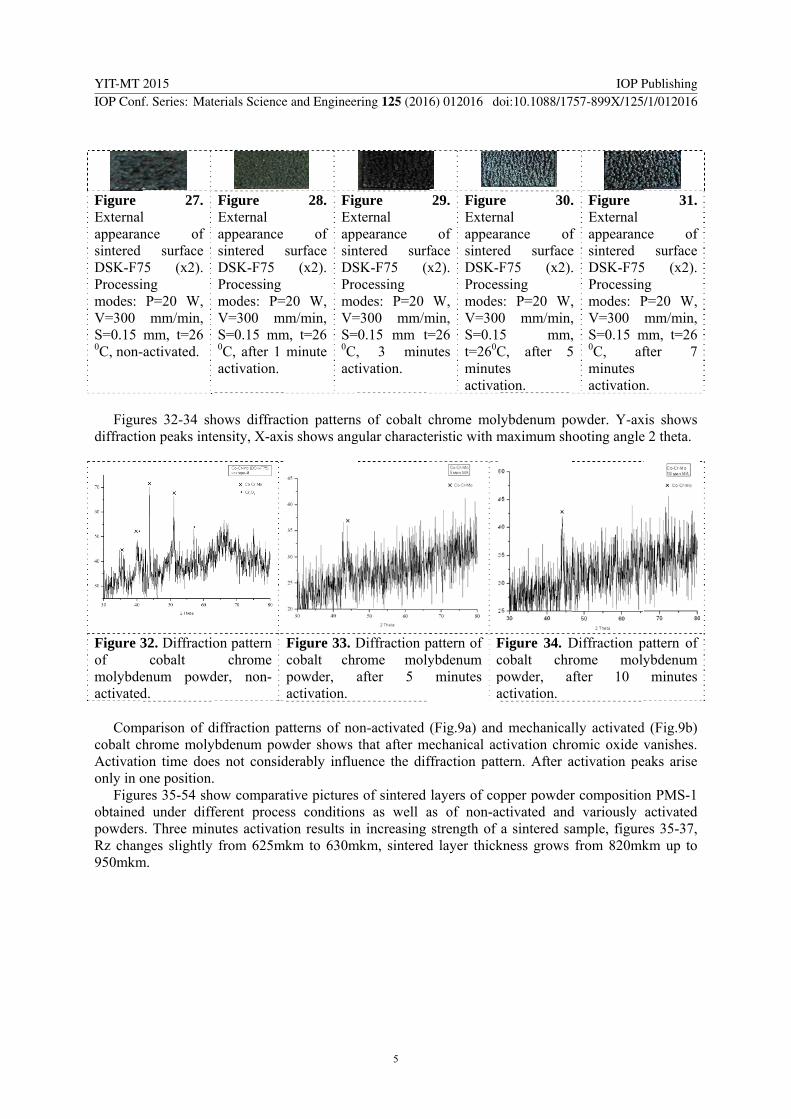
Figure Externalappearansintered DSK-F7Processimodes V=300 S=015 0C non-
Figur
diffractio
Figure 3of molybdeactivated
Compcobalt chActivatioonly in o
FigurobtainedpowdersRz chan950mkm
27
l nce of
surface 75 (x2) ng P=20 W mmmin
mm t=26 activated
res 32-34 shon peaks inte
32 Diffractiocobalt
enum powdd
parison of dhrome molyon time doeone positionres 35-54 shod under diffs Three minnges slightly m
Figure External appearance sintered sDSK-F75 Processing modes P=2V=300 mmS=015 mm0C after 1 activation
hows diffractensity X-axi
on pattern chrome
der non-
diffraction paybdenum pows not consid ow comparaferent procesnutes activati
from 625mk
28
of surface
(x2)
20 W mmin
m t=26 minute
FigExappsinDSPromoV=S=0Cact
tion patternsis shows ang
Figure 33 Dcobalt chrpowder aactivation
atterns of nowder shows derably influ
tive picturesss conditionion results inkm to 630m
gure ternal pearance
ntered surfSK-F75 (xocessing odes P=20=300 mmm015 mm t= 3 minutivation
s of cobalt cgular characte
Diffraction prome molyafter 5
on-activated that after m
uence the dif
s of sintered ns as well an increasing
mkm sintered
29
of face x2)
W min =26 utes
FigureExternappearsintereDSK-FProcesmodesV=300S=015t=260Cminuteactivat
chrome moleristic with m
pattern of ybdenum
minutes
Fcpa
(Fig9a) andechanical acffraction patt
layers of copas of non-acstrength of
d layer thick
e 30nal rance ofed surfaceF75 (x2)ssing s P=20 W0 mmmin5 mmC after 5es tion
lybdenum pomaximum sh
Figure 34 Dcobalt chrpowder aactivation
d mechanicalctivation chrotern After a
pper powderctivated anda sintered sa
kness grows
f e
5
Figure External appearancsintered DSK-F75Processinmodes PV=300 S=015 m0C afminutes activation
owder Y-axhooting angle
Diffraction prome molyafter 10
lly activatedomic oxide activation pe
r compositiod variously ample figurefrom 820mk
31
ce of surface
5 (x2) ng P=20 W mmmin
mm t=26 fter 7
n
xis shows e 2 theta
pattern of ybdenum
minutes
d (Fig9b) vanishes
eaks arise
on PMS-1 activated es 35-37 km up to
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
5
Figure 3of PMS-conditionmmminnon-activ
Compvanish r
In fig
materials
Figure 4of PMS-conditionmmminnon-activ
Figure 4of PMS-conditionmmminnon-activ
35 External-1 surface (xns P=30 W
n S=03 mvated
parison of twroughness is
FiguappePMcondmmnon
gures 40-42s decreases f
40 External-1 surface (xns P=15
n S=03 mmvated
43 External-1 surface (xns P=30 W
n S=01 mmvated
l appearancex2) ProcessW V=3000m t=26 0C
wo samples reduced from
ure 38earance of sS-1 (x2ditions P=3
mmin S=03-activated
surface roufrom 700mkm
l appearancex2) ProcessW V=200
m t=26 0C
l appearancex2) ProcessW V=3000
m t=200 0C
e s 0
Figure 36of PMS-1conditionmmmin after 1 mi
figures 38-m 975 mkm
Extersintered surf2) Proc30 W V=2 mm t=26
ughness of tm to 426mkm
e s 0
Figure 41of PMS-1conditionmmmin after 1 mi
e s 0
Figure 44of PMS-1conditionmmmin after 1 mi
6 External a1 surface (x2ns P=30 W
S=03 mminute activati
39 shows imto 715 mkm
rnal face cess 200 0C
FigappPMconmmaft
the sintered m
1 External a1 surface (x2ns P=15 W
S=03 mminute activati
4 External a1 surface (x2ns P=30 W
S=01 mm inute activati
appearance 2) Process
W V=3000 t=26 0C ion
mproved qua
gure 3pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
samples of
appearance 2) Process
W V=200 t=26 0C ion
appearance 2) Process
W V=3000 t=200 0C
ion
Figure 37 of PMS-1 sconditions mmmin Safter 3 minu
ality of the
9 Extesintered sur
x2) Pro=30 W V=3 mm t=26
s activation
f mechanical
Figure 42 of PMS-1 sconditions mmmin Safter 3 minu
Figure 45 of PMS-1 sconditions mmmin Safter 3 minu
External apsurface (x2)
P=30 Wt S=03 mm utes activatio
surface laye
ernal rface ocess =200 6 0C
lly activated
External apsurface (x2)
P=15 WS=03 mm utes activatio
External apsurface (x2)
P=30 W =01 mm t=
utes activatio
ppearance Process V=3000
t=26 0C on
er cracks
d powder
ppearance Process V=200 t=26 0C
on
ppearance Process V=3000
=200 0C on
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
6
Figure 4of PMS-conditionmmminnon-activ
Thus
surface q
46 External-1 surface (xns P=15 W
n S=01 mmvated
FiguappePMcondmmnon
FiguappePMcondmmnon
FiguappePMcondmmnon
the picture quality it lea
l appearancex2) ProcessW V=3000
m t=200 0C
ure 49earance of sS-1 (x2ditions P=
mmin S=01-activated
ure 51earance of sS-1 (x2ditions P=1
mmin S=01-activated
ure 53earance of sS-1 (x2ditions P=2
mmin S=02-activated
of samples cads to reduce
e s 0
Figure 47of PMS-1conditionmmmin after 1 mi
Extersintered surf2) Proc=30W V=2 mm t=26
Extersintered surf2) Proc15 W V=2 mm t=26
Extersintered surf2) Proc22 W V=1
2 mm t=26
compared cled coagulatio
7 External a1 surface (x2ns P=15 W
S=01 mm inute activati
rnal face cess 200 0C
FigappPMconmmaft
rnal face cess 200 0C
FigappPMconmmaft
rnal face cess 160 0C
FigappPMconmmaft
early show ton and rough
appearance 2) Process
W V=3000 t=200 0C
ion
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
the influencehness
Figure 48 of PMS-1 sconditions mmmin Safter 3 minu
0 Extesintered sur
x2) Pro=30 W V=1 mm t=26
s activation
2 Extesintered sur
x2) Pro=15 W V=1 mm t=26
s activation
4 Extesintered sur
x2) Pro=22 W V=2 mm t=26
s activation
e of mechan
External apsurface (x2)
P=15 W =01 mm t=
utes activatio
ernal rface ocess =200 6 0C
ernal rface ocess =200 6 0C
ernal rface ocess =160 6 0C
ical activatio
ppearance Process V=3000
=200 0C on
on on the
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
7
Figure 55 Diffraction pattern of copper powder PMS-1 non-activated
Figure 56 Diffraction pattern of copper powder PMS-1 after 3 minutes activation
Figure 57 Diffraction pattern of copper powder PMS-1 after 5 minutes activation
Conclusion The research in properties of a sintered layer of activated and non-activated powder materials showed that a preliminary mechanical treatment effects the sintering process and provides an improved surface quality the diameter of coagulated particles decreases roughness is reduced Internal structure and strength characteristics are improved
Positive influence of a shielding gas and mechanical activation of metal powders on the quality of surface sintered layers is proved In order to reduce roughness and improve the sintered layer quality it is recommended to sinter metal powders subjected to one and three minutes of activation in argon shielding environment which reduces roughness improves internal structure and strength characteristics
References [1] Schmid M Amado F Levy G Wegener K Flowability of powders for selective laser sintering
(SLS) investigated by round robin test High Value Manufacturing Advanced Research in Virtual and Rapid Prototyping Proceedings of the 6th International Conference on Advanced Research in Virtual and Rapid Prototyping Leiria 2013
[2] Panchenko V Ya Laser technologies of machining contemporary problems of fundamental research and applied designs monograph M Phismatlit 2009
[3] Belomestnykh V N Soboleva E G Acoustic analogs of elasticity theory ratios for determining anisotropic Poisson ratios of cubic monocrystals 7th International Forum on Strategic Technology (IFOST - 2012) Tomsk TPU Press 1 2012 p 499-502
[4] Gubaidulina R H Petrushin S I Galeeva A A Selecting an Economical Variant of the Manufacturing Method of Engineering Product Fabrication under Current Conditions Applied Mechanics and Materials 682 2014 р 613-616
[5] Arkhipov P V Yanyushkin A S Lobanov D V The effect of diamond tool performance capability on the quality of processed surface Applied Mechanics and Materials 379 2013 р 124-130
[6] Chinakhov D A Dependence of Silicon and Manganese Content in the Weld Metal on the Welding Current and Method of Gas Shielding Applied Mechanics and Materials 756 2015 р 92-96
[7] Saprykin А А Saprykina N А Dudikhin D V Emelyanenko S M Influence of layer-by-layer laser sintering modes on the thickness of sintered layer of cobalt-chromium-molybdenum powder Advanced materials research 1040 2014 р 805-808
[8] Lychagin D V Tarasov S Yu Chumaevskii A V Alfyorova E A Macrosegmentation and strain hardening stages in copper single crystals under compression International Journal of Plasticity 69 2015 р 36-53
[9] Babakova E V Gradoboev A V Saprykin A A Ibragimov E A Yakovlev V I Sobachkin A V
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
8
Comparison of Activation Technologies Powder ECP-1 for the Synthesis of Products Using SLS Applied Mechanics and Materials 756 2015 р 220-224
[10] Saprykina N А Saprykin A A Shigaev D A Investigation of the factors affecting the quality of the surface obtained by laser sintering Metal 4 2011 р 78-82
[11] Saprykina N А Saprykin A A Matrunchik M S Formation of Surface Layer of Cobalt Chrome Molybdenum Powder Products with Differentiation of Laser Sintering Modes Applied Mechanics and Materials 682 2014 р 294-298
[12] Saprykin A A Ibragimov E A Yakovlev V I Influence of mechanical activation of powder on SLS process Applied Mechanics and Materials 682 2014 p 143-147
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
9
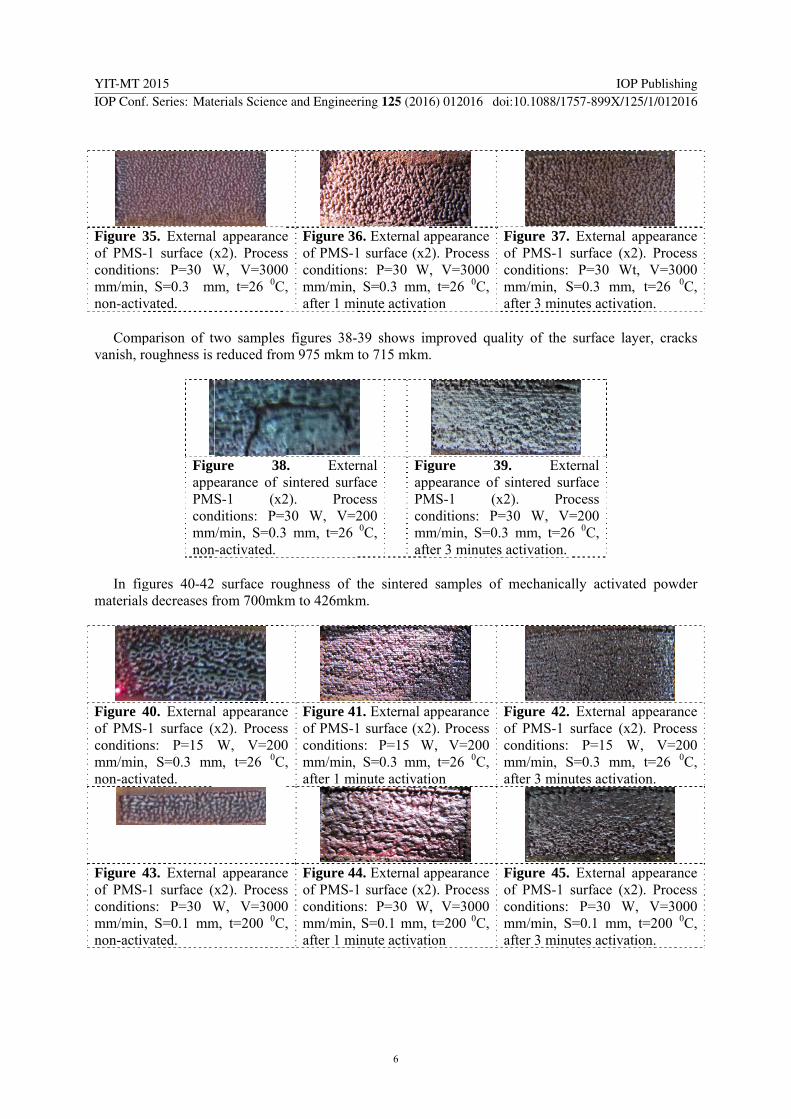
Figure 3of PMS-conditionmmminnon-activ
Compvanish r
In fig
materials
Figure 4of PMS-conditionmmminnon-activ
Figure 4of PMS-conditionmmminnon-activ
35 External-1 surface (xns P=30 W
n S=03 mvated
parison of twroughness is
FiguappePMcondmmnon
gures 40-42s decreases f
40 External-1 surface (xns P=15
n S=03 mmvated
43 External-1 surface (xns P=30 W
n S=01 mmvated
l appearancex2) ProcessW V=3000m t=26 0C
wo samples reduced from
ure 38earance of sS-1 (x2ditions P=3
mmin S=03-activated
surface roufrom 700mkm
l appearancex2) ProcessW V=200
m t=26 0C
l appearancex2) ProcessW V=3000
m t=200 0C
e s 0
Figure 36of PMS-1conditionmmmin after 1 mi
figures 38-m 975 mkm
Extersintered surf2) Proc30 W V=2 mm t=26
ughness of tm to 426mkm
e s 0
Figure 41of PMS-1conditionmmmin after 1 mi
e s 0
Figure 44of PMS-1conditionmmmin after 1 mi
6 External a1 surface (x2ns P=30 W
S=03 mminute activati
39 shows imto 715 mkm
rnal face cess 200 0C
FigappPMconmmaft
the sintered m
1 External a1 surface (x2ns P=15 W
S=03 mminute activati
4 External a1 surface (x2ns P=30 W
S=01 mm inute activati
appearance 2) Process
W V=3000 t=26 0C ion
mproved qua
gure 3pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
samples of
appearance 2) Process
W V=200 t=26 0C ion
appearance 2) Process
W V=3000 t=200 0C
ion
Figure 37 of PMS-1 sconditions mmmin Safter 3 minu
ality of the
9 Extesintered sur
x2) Pro=30 W V=3 mm t=26
s activation
f mechanical
Figure 42 of PMS-1 sconditions mmmin Safter 3 minu
Figure 45 of PMS-1 sconditions mmmin Safter 3 minu
External apsurface (x2)
P=30 Wt S=03 mm utes activatio
surface laye
ernal rface ocess =200 6 0C
lly activated
External apsurface (x2)
P=15 WS=03 mm utes activatio
External apsurface (x2)
P=30 W =01 mm t=
utes activatio
ppearance Process V=3000
t=26 0C on
er cracks
d powder
ppearance Process V=200 t=26 0C
on
ppearance Process V=3000
=200 0C on
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
6
Figure 4of PMS-conditionmmminnon-activ
Thus
surface q
46 External-1 surface (xns P=15 W
n S=01 mmvated
FiguappePMcondmmnon
FiguappePMcondmmnon
FiguappePMcondmmnon
the picture quality it lea
l appearancex2) ProcessW V=3000
m t=200 0C
ure 49earance of sS-1 (x2ditions P=
mmin S=01-activated
ure 51earance of sS-1 (x2ditions P=1
mmin S=01-activated
ure 53earance of sS-1 (x2ditions P=2
mmin S=02-activated
of samples cads to reduce
e s 0
Figure 47of PMS-1conditionmmmin after 1 mi
Extersintered surf2) Proc=30W V=2 mm t=26
Extersintered surf2) Proc15 W V=2 mm t=26
Extersintered surf2) Proc22 W V=1
2 mm t=26
compared cled coagulatio
7 External a1 surface (x2ns P=15 W
S=01 mm inute activati
rnal face cess 200 0C
FigappPMconmmaft
rnal face cess 200 0C
FigappPMconmmaft
rnal face cess 160 0C
FigappPMconmmaft
early show ton and rough
appearance 2) Process
W V=3000 t=200 0C
ion
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
the influencehness
Figure 48 of PMS-1 sconditions mmmin Safter 3 minu
0 Extesintered sur
x2) Pro=30 W V=1 mm t=26
s activation
2 Extesintered sur
x2) Pro=15 W V=1 mm t=26
s activation
4 Extesintered sur
x2) Pro=22 W V=2 mm t=26
s activation
e of mechan
External apsurface (x2)
P=15 W =01 mm t=
utes activatio
ernal rface ocess =200 6 0C
ernal rface ocess =200 6 0C
ernal rface ocess =160 6 0C
ical activatio
ppearance Process V=3000
=200 0C on
on on the
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
7
Figure 55 Diffraction pattern of copper powder PMS-1 non-activated
Figure 56 Diffraction pattern of copper powder PMS-1 after 3 minutes activation
Figure 57 Diffraction pattern of copper powder PMS-1 after 5 minutes activation
Conclusion The research in properties of a sintered layer of activated and non-activated powder materials showed that a preliminary mechanical treatment effects the sintering process and provides an improved surface quality the diameter of coagulated particles decreases roughness is reduced Internal structure and strength characteristics are improved
Positive influence of a shielding gas and mechanical activation of metal powders on the quality of surface sintered layers is proved In order to reduce roughness and improve the sintered layer quality it is recommended to sinter metal powders subjected to one and three minutes of activation in argon shielding environment which reduces roughness improves internal structure and strength characteristics
References [1] Schmid M Amado F Levy G Wegener K Flowability of powders for selective laser sintering
(SLS) investigated by round robin test High Value Manufacturing Advanced Research in Virtual and Rapid Prototyping Proceedings of the 6th International Conference on Advanced Research in Virtual and Rapid Prototyping Leiria 2013
[2] Panchenko V Ya Laser technologies of machining contemporary problems of fundamental research and applied designs monograph M Phismatlit 2009
[3] Belomestnykh V N Soboleva E G Acoustic analogs of elasticity theory ratios for determining anisotropic Poisson ratios of cubic monocrystals 7th International Forum on Strategic Technology (IFOST - 2012) Tomsk TPU Press 1 2012 p 499-502
[4] Gubaidulina R H Petrushin S I Galeeva A A Selecting an Economical Variant of the Manufacturing Method of Engineering Product Fabrication under Current Conditions Applied Mechanics and Materials 682 2014 р 613-616
[5] Arkhipov P V Yanyushkin A S Lobanov D V The effect of diamond tool performance capability on the quality of processed surface Applied Mechanics and Materials 379 2013 р 124-130
[6] Chinakhov D A Dependence of Silicon and Manganese Content in the Weld Metal on the Welding Current and Method of Gas Shielding Applied Mechanics and Materials 756 2015 р 92-96
[7] Saprykin А А Saprykina N А Dudikhin D V Emelyanenko S M Influence of layer-by-layer laser sintering modes on the thickness of sintered layer of cobalt-chromium-molybdenum powder Advanced materials research 1040 2014 р 805-808
[8] Lychagin D V Tarasov S Yu Chumaevskii A V Alfyorova E A Macrosegmentation and strain hardening stages in copper single crystals under compression International Journal of Plasticity 69 2015 р 36-53
[9] Babakova E V Gradoboev A V Saprykin A A Ibragimov E A Yakovlev V I Sobachkin A V
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
8
Comparison of Activation Technologies Powder ECP-1 for the Synthesis of Products Using SLS Applied Mechanics and Materials 756 2015 р 220-224
[10] Saprykina N А Saprykin A A Shigaev D A Investigation of the factors affecting the quality of the surface obtained by laser sintering Metal 4 2011 р 78-82
[11] Saprykina N А Saprykin A A Matrunchik M S Formation of Surface Layer of Cobalt Chrome Molybdenum Powder Products with Differentiation of Laser Sintering Modes Applied Mechanics and Materials 682 2014 р 294-298
[12] Saprykin A A Ibragimov E A Yakovlev V I Influence of mechanical activation of powder on SLS process Applied Mechanics and Materials 682 2014 p 143-147
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
9
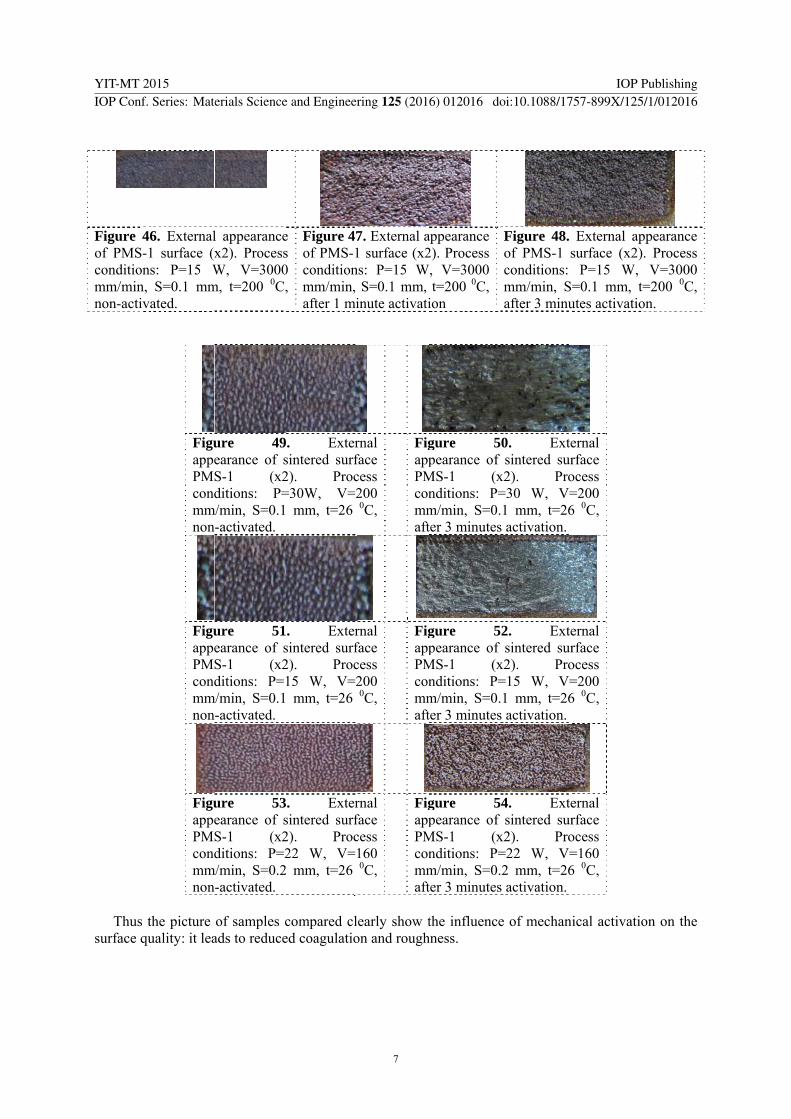
Figure 4of PMS-conditionmmminnon-activ
Thus
surface q
46 External-1 surface (xns P=15 W
n S=01 mmvated
FiguappePMcondmmnon
FiguappePMcondmmnon
FiguappePMcondmmnon
the picture quality it lea
l appearancex2) ProcessW V=3000
m t=200 0C
ure 49earance of sS-1 (x2ditions P=
mmin S=01-activated
ure 51earance of sS-1 (x2ditions P=1
mmin S=01-activated
ure 53earance of sS-1 (x2ditions P=2
mmin S=02-activated
of samples cads to reduce
e s 0
Figure 47of PMS-1conditionmmmin after 1 mi
Extersintered surf2) Proc=30W V=2 mm t=26
Extersintered surf2) Proc15 W V=2 mm t=26
Extersintered surf2) Proc22 W V=1
2 mm t=26
compared cled coagulatio
7 External a1 surface (x2ns P=15 W
S=01 mm inute activati
rnal face cess 200 0C
FigappPMconmmaft
rnal face cess 200 0C
FigappPMconmmaft
rnal face cess 160 0C
FigappPMconmmaft
early show ton and rough
appearance 2) Process
W V=3000 t=200 0C
ion
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
gure 5pearance of
MS-1 (xnditions P=mmin S=0ter 3 minutes
the influencehness
Figure 48 of PMS-1 sconditions mmmin Safter 3 minu
0 Extesintered sur
x2) Pro=30 W V=1 mm t=26
s activation
2 Extesintered sur
x2) Pro=15 W V=1 mm t=26
s activation
4 Extesintered sur
x2) Pro=22 W V=2 mm t=26
s activation
e of mechan
External apsurface (x2)
P=15 W =01 mm t=
utes activatio
ernal rface ocess =200 6 0C
ernal rface ocess =200 6 0C
ernal rface ocess =160 6 0C
ical activatio
ppearance Process V=3000
=200 0C on
on on the
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
7
Figure 55 Diffraction pattern of copper powder PMS-1 non-activated
Figure 56 Diffraction pattern of copper powder PMS-1 after 3 minutes activation
Figure 57 Diffraction pattern of copper powder PMS-1 after 5 minutes activation
Conclusion The research in properties of a sintered layer of activated and non-activated powder materials showed that a preliminary mechanical treatment effects the sintering process and provides an improved surface quality the diameter of coagulated particles decreases roughness is reduced Internal structure and strength characteristics are improved
Positive influence of a shielding gas and mechanical activation of metal powders on the quality of surface sintered layers is proved In order to reduce roughness and improve the sintered layer quality it is recommended to sinter metal powders subjected to one and three minutes of activation in argon shielding environment which reduces roughness improves internal structure and strength characteristics
References [1] Schmid M Amado F Levy G Wegener K Flowability of powders for selective laser sintering
(SLS) investigated by round robin test High Value Manufacturing Advanced Research in Virtual and Rapid Prototyping Proceedings of the 6th International Conference on Advanced Research in Virtual and Rapid Prototyping Leiria 2013
[2] Panchenko V Ya Laser technologies of machining contemporary problems of fundamental research and applied designs monograph M Phismatlit 2009
[3] Belomestnykh V N Soboleva E G Acoustic analogs of elasticity theory ratios for determining anisotropic Poisson ratios of cubic monocrystals 7th International Forum on Strategic Technology (IFOST - 2012) Tomsk TPU Press 1 2012 p 499-502
[4] Gubaidulina R H Petrushin S I Galeeva A A Selecting an Economical Variant of the Manufacturing Method of Engineering Product Fabrication under Current Conditions Applied Mechanics and Materials 682 2014 р 613-616
[5] Arkhipov P V Yanyushkin A S Lobanov D V The effect of diamond tool performance capability on the quality of processed surface Applied Mechanics and Materials 379 2013 р 124-130
[6] Chinakhov D A Dependence of Silicon and Manganese Content in the Weld Metal on the Welding Current and Method of Gas Shielding Applied Mechanics and Materials 756 2015 р 92-96
[7] Saprykin А А Saprykina N А Dudikhin D V Emelyanenko S M Influence of layer-by-layer laser sintering modes on the thickness of sintered layer of cobalt-chromium-molybdenum powder Advanced materials research 1040 2014 р 805-808
[8] Lychagin D V Tarasov S Yu Chumaevskii A V Alfyorova E A Macrosegmentation and strain hardening stages in copper single crystals under compression International Journal of Plasticity 69 2015 р 36-53
[9] Babakova E V Gradoboev A V Saprykin A A Ibragimov E A Yakovlev V I Sobachkin A V
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
8
Comparison of Activation Technologies Powder ECP-1 for the Synthesis of Products Using SLS Applied Mechanics and Materials 756 2015 р 220-224
[10] Saprykina N А Saprykin A A Shigaev D A Investigation of the factors affecting the quality of the surface obtained by laser sintering Metal 4 2011 р 78-82
[11] Saprykina N А Saprykin A A Matrunchik M S Formation of Surface Layer of Cobalt Chrome Molybdenum Powder Products with Differentiation of Laser Sintering Modes Applied Mechanics and Materials 682 2014 р 294-298
[12] Saprykin A A Ibragimov E A Yakovlev V I Influence of mechanical activation of powder on SLS process Applied Mechanics and Materials 682 2014 p 143-147
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
9
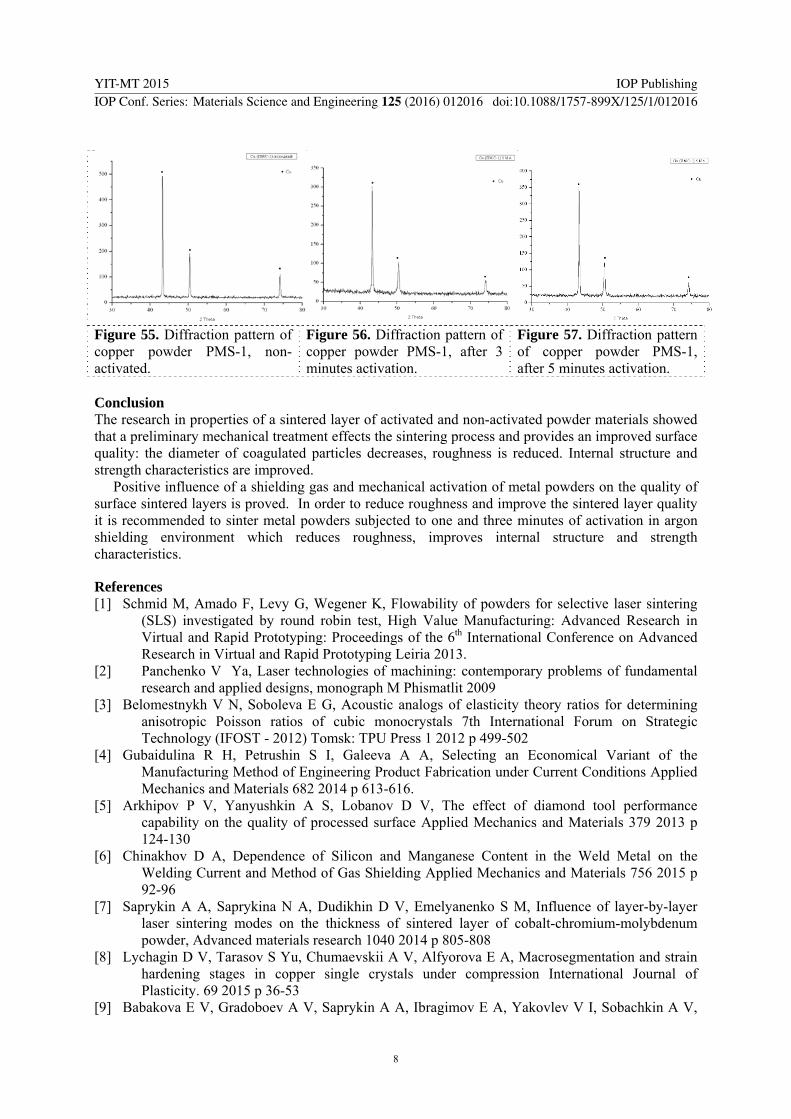
Figure 55 Diffraction pattern of copper powder PMS-1 non-activated
Figure 56 Diffraction pattern of copper powder PMS-1 after 3 minutes activation
Figure 57 Diffraction pattern of copper powder PMS-1 after 5 minutes activation
Conclusion The research in properties of a sintered layer of activated and non-activated powder materials showed that a preliminary mechanical treatment effects the sintering process and provides an improved surface quality the diameter of coagulated particles decreases roughness is reduced Internal structure and strength characteristics are improved
Positive influence of a shielding gas and mechanical activation of metal powders on the quality of surface sintered layers is proved In order to reduce roughness and improve the sintered layer quality it is recommended to sinter metal powders subjected to one and three minutes of activation in argon shielding environment which reduces roughness improves internal structure and strength characteristics
References [1] Schmid M Amado F Levy G Wegener K Flowability of powders for selective laser sintering
(SLS) investigated by round robin test High Value Manufacturing Advanced Research in Virtual and Rapid Prototyping Proceedings of the 6th International Conference on Advanced Research in Virtual and Rapid Prototyping Leiria 2013
[2] Panchenko V Ya Laser technologies of machining contemporary problems of fundamental research and applied designs monograph M Phismatlit 2009
[3] Belomestnykh V N Soboleva E G Acoustic analogs of elasticity theory ratios for determining anisotropic Poisson ratios of cubic monocrystals 7th International Forum on Strategic Technology (IFOST - 2012) Tomsk TPU Press 1 2012 p 499-502
[4] Gubaidulina R H Petrushin S I Galeeva A A Selecting an Economical Variant of the Manufacturing Method of Engineering Product Fabrication under Current Conditions Applied Mechanics and Materials 682 2014 р 613-616
[5] Arkhipov P V Yanyushkin A S Lobanov D V The effect of diamond tool performance capability on the quality of processed surface Applied Mechanics and Materials 379 2013 р 124-130
[6] Chinakhov D A Dependence of Silicon and Manganese Content in the Weld Metal on the Welding Current and Method of Gas Shielding Applied Mechanics and Materials 756 2015 р 92-96
[7] Saprykin А А Saprykina N А Dudikhin D V Emelyanenko S M Influence of layer-by-layer laser sintering modes on the thickness of sintered layer of cobalt-chromium-molybdenum powder Advanced materials research 1040 2014 р 805-808
[8] Lychagin D V Tarasov S Yu Chumaevskii A V Alfyorova E A Macrosegmentation and strain hardening stages in copper single crystals under compression International Journal of Plasticity 69 2015 р 36-53
[9] Babakova E V Gradoboev A V Saprykin A A Ibragimov E A Yakovlev V I Sobachkin A V
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
8
Comparison of Activation Technologies Powder ECP-1 for the Synthesis of Products Using SLS Applied Mechanics and Materials 756 2015 р 220-224
[10] Saprykina N А Saprykin A A Shigaev D A Investigation of the factors affecting the quality of the surface obtained by laser sintering Metal 4 2011 р 78-82
[11] Saprykina N А Saprykin A A Matrunchik M S Formation of Surface Layer of Cobalt Chrome Molybdenum Powder Products with Differentiation of Laser Sintering Modes Applied Mechanics and Materials 682 2014 р 294-298
[12] Saprykin A A Ibragimov E A Yakovlev V I Influence of mechanical activation of powder on SLS process Applied Mechanics and Materials 682 2014 p 143-147
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
9

Comparison of Activation Technologies Powder ECP-1 for the Synthesis of Products Using SLS Applied Mechanics and Materials 756 2015 р 220-224
[10] Saprykina N А Saprykin A A Shigaev D A Investigation of the factors affecting the quality of the surface obtained by laser sintering Metal 4 2011 р 78-82
[11] Saprykina N А Saprykin A A Matrunchik M S Formation of Surface Layer of Cobalt Chrome Molybdenum Powder Products with Differentiation of Laser Sintering Modes Applied Mechanics and Materials 682 2014 р 294-298
[12] Saprykin A A Ibragimov E A Yakovlev V I Influence of mechanical activation of powder on SLS process Applied Mechanics and Materials 682 2014 p 143-147
YIT-MT 2015 IOP PublishingIOP Conf Series Materials Science and Engineering 125 (2016) 012016 doi1010881757-899X1251012016
9









![Appendixes978-1-4615-1329... · 2017. 8. 28. · [BINDER 87] Binder, K.: Applications of the Monte Carlo Method in Statistical Physics. Springer, Berlin 1987. [BINDER 92] Binder,](https://static.fdocuments.us/doc/165x107/61482dc2cee6357ef9252f77/appendixes-978-1-4615-1329-2017-8-28-binder-87-binder-k-applications.jpg)






