
Baba Jagta Shuttering Offers Best Scaffolding and Shuttering Material on Hire

CPI – Concrete Plant International – 5 | 2010 www.cpi-worldwide.com182
PRECAST CONCRETE ELEMENTS
Mark Küppers, CPI worldwide, Germany
RBW is a subsidiary of Rohrdorfer Baustoff -gruppe, a group of companies related toGebr. Wiesböck & Co. GmbH, a southernBavarian (83101 Rohrdorf) Portlandcement production facility. The group haslatterly developed into a construction mate-rials producer with wide ranging activities.Besides cement, nowadays ready-mix con-crete, concrete products and precast con-crete components are manufactured as well
as gravel and rocks being extracted atnumerous locations in Bavaria and Austria. Although the RBW Rohrdorfer BetonwerkeGmbH & Co. KG was only founded in2003, at its five sites it now employs a totalof 220 persons, of whom some 130 aredirectly engaged in production. In the newBerglern double wall facility, there are juston 23 employees operating in double shifts,who take care of the entire production.Events progressed rapidly once the decisionhad been made in May 2009 to set up a
complete new production facility in Berg -lern. What was needed was a competentsolution for a flexible means of production.This translated into a modern circulationsystem for wall and floor production plus afully-automated mesh welding plant for pro-ducing straight from the coil without wastein a cost-effective manner. The circulationsystem’s basic concept was developed inhouse by those responsible for technologyand production at RBW. The next stageinvolved discussing this concept with plantmanufacturers. In close cooperation withRBW, Ebawe and Progress were able toincorporate the former’s requirements, plusenhance and refine the ideas in the con-cept, As a consequence of this, the sistercompanies were awarded the contract toimplement a new production line.
In the Berglern production facility, manu-facturing is concentrated exclusively on ele-ment flooring and wall systems, where thewall production, with a proportion of 90%,represents the real business of each day.
High degree of automation in the new RBW productionfacility for manufacturing double walls
RBW Rohrdorfer Betonwerke GmbH & Co. KG, 84367 Zeilarn, Germany
“Concrete in Perfection” is the slogan of RBW Rohrdorfer Betonwerke GmbH & Co. KG with their headquarters at Zeilarn, in the state ofBavaria, Germany. The company produces precast from basement to roof at five sites, all located in Bavaria. As the largest element flooringmanufacturer in this state, RBW naturally opts for the most modern production plants, which also provide the company with sufficient production capacity. In 2009, it was decided to replace the Rosenau site, at which prefabricated concrete wall and flooring elements had previously been manufactured, with a new site. A choice was made in favour of an entirely new production location at Berglern, to be erectedon a greenfield site. The new construction was set up next to existing facilities – a modern plant for concrete products and a directly adja-cent facility for sand and gravel production – that also belong to Rohrdorfer Group. Two Progress Group companies, Progress Maschinen &Automation and Ebawe Anlagentechnik, were appointed as suppliers for the pallet circulation system and reinforcement technology integratedinto the production line for manufacturing double and solid walls. The new circulation system was commissioned right on time for the beginningof the construction season in 2010. The new manufacturing facility in Berglern is now running at full speed supplying construction sites ina radius of approximately 100 km.
The new RBW double wall production facility at Berglern – the production hall was erectedwith in-house precast concrete components
Entrance area to the administrative wing With a gravel pit just next door and an in-house source of cement,the production of high-class concretes can be carried on almostindependently
06a-Fertigteile_en.qxp:Layout 1 13.09.2010 14:03 Uhr Seite 182

www.cpi-worldwide.com CPI – Concrete Plant International – 5 | 2010 183
PRECAST CONCRETE ELEMENTS
The delivery area lies mainly within a radiusof 100 km and delivery, itself, is made solelyvia freight forwarding agencies. Private,commercial and public construction pro-jects are supplied. One of the most popularprojects at the moment is the new MuseumDepot in Munich with special componentsin varying sizes.
From the region for the region
In July 2009, Berger, a company fromPassau, was awarded the contract for theconstruction of a production hall with struc-tural precast components. The hall’s shellconstruction was completed just beforeChristmas. The building erected boasts alength of just on 200 m, a width of 30 mand a ridge height of 11 m. It offers anideal, unrestricted setting for well-conceivedplant engineering and ample space forexpanding operations at a later point.Concrete is produced in a mixing tower thatis connected to the production hall.
A total of three different aggregates (sand0/4, gravel 4/8 and gravel 8/16) areexcavated from the adjacent gravel pit –
true to the company motto “From the regionfor the region” – and drained in a feedhopper. They are then transported via aconveyor system to the storage bin set upabove the mixer. This system, comprisingthe entire batching and moisture measure-ment technology, was supplied by Doub ra va.Also included in the scope of delivery weretwo 30 m high cement silos.
Aggregate batching is carried out in a hop-per, lined with mats as a protection againstwear, set up above the mixer. Rohrdorfertype CEM II/ A-S 42,5R cement and Sikasuperplasticisers are employed at Berglern.
The twin-shaft batch mixer supplied by BHSSonthofen has a nominal volume of 2.25 m³and enables approximately 100 m³ con-
View inside the RBW production hall –practically speaking, a fully automated production line for double wall and floorelements
The entire concrete manufacturing process including the individual filling levels of the storagebins and silos can be displayed on the monitor at the control centre
The twin-shaft batch mixer from BHS Sonthofen has a nominal volume of 2.25 m³
The new mixing tower at the Berglern facility;on the right of the picture, the Doubravarecycling plant
06a-Fertigteile_en.qxp:Layout 1 13.09.2010 14:03 Uhr Seite 183

CPI – Concrete Plant International – 5 | 2010 www.cpi-worldwide.com184
PRECAST CONCRETE ELEMENTS
crete to be produced at an hourly rate. Themixer is equipped with a built-in cleaningsystem made by Walter, which carries out athorough cleaning job with automatic high-pressures jets. For any residual concreteoccurring, a concrete recycling plant is onhand located directly beside the mixingtower – this was also supplied byDoubrava. The recycled substances fromthe concrete are then reintroduced into pro-duction.
The facility can manage the production tar-get of 20,000 m³ concrete per year withease. With a gravel pit just next door andan in-house source of cement, their produc-tion of high-class concretes can be carriedon almost independently.
Pallet circulation for manufacturing double and massive walls plus elementfloors
In the production facilities at Berglern, pre-cast elements with a minimum size of 60 x60 cm and maximum dimensions of 12.00x 3.70 m can be manufactured at an ave-rage cycle time of 10 minutes.
Even though the maximum size of 3.70 m isincreasingly in demand, an average ele-ment produced on one of the 65 pallets incirculation has dimensions of about 5.00 x3.00 m. The construction components areplanned with Allplan from Nemetschek.Their parameters flow automatically into theproduction line.
Form Master shuttering robot
The Progress Form Master shuttering robotis controlled by CAD/CAM data and setsthe formwork with built-in magnets accura-tely in place on the shuttering pallet. OnlyRatec formwork is employed for this job.Once the formwork has been positioned,the robot activates the magnet system -overlapping at joints - at the touch of button This Form Master robot made by Progress isexecuted in a sturdy gantry design. Its shortZ-axis allows it to be very precise in settingup the formwork. The system features lowvibrations and is free from play in its rota-tional movements. The plotter subassem-bly’s job is to draw element shapes on thesurface of the pallet. The spray nozzle
Progress M-System Evolution – highly flexible mesh reinforcementwelding plant. The reels are arranged in two groups of four. From a safety viewpoint, this enables coils to be exchanged whilst themachine is running, inasmuch as there still remains material of thesame diameter on the second reel. Machine downtimes due to coilchanges can be reduced to a minimum in this way
With the aid of a turning and positioning machine, the meshes aretemporarily stored, turned and automatically set down upon the pallet’s shuttered surface
A programme-controlled carriage for gathering the rods lengthwisemoves in cycle under the wire discharge point and accommodatesthe longitudinal rods automatically according to their later positionin the mesh
Lattice girders are not manufactured by RBW but purchased exter-nally and integrated into the Progress EHG active storage system
06a-Fertigteile_en.qxp:Layout 1 13.09.2010 14:03 Uhr Seite 184
www.cpi-worldwide.com CPI – Concrete Plant International – 5 | 2010
PRECAST CONCRETE ELEMENTS
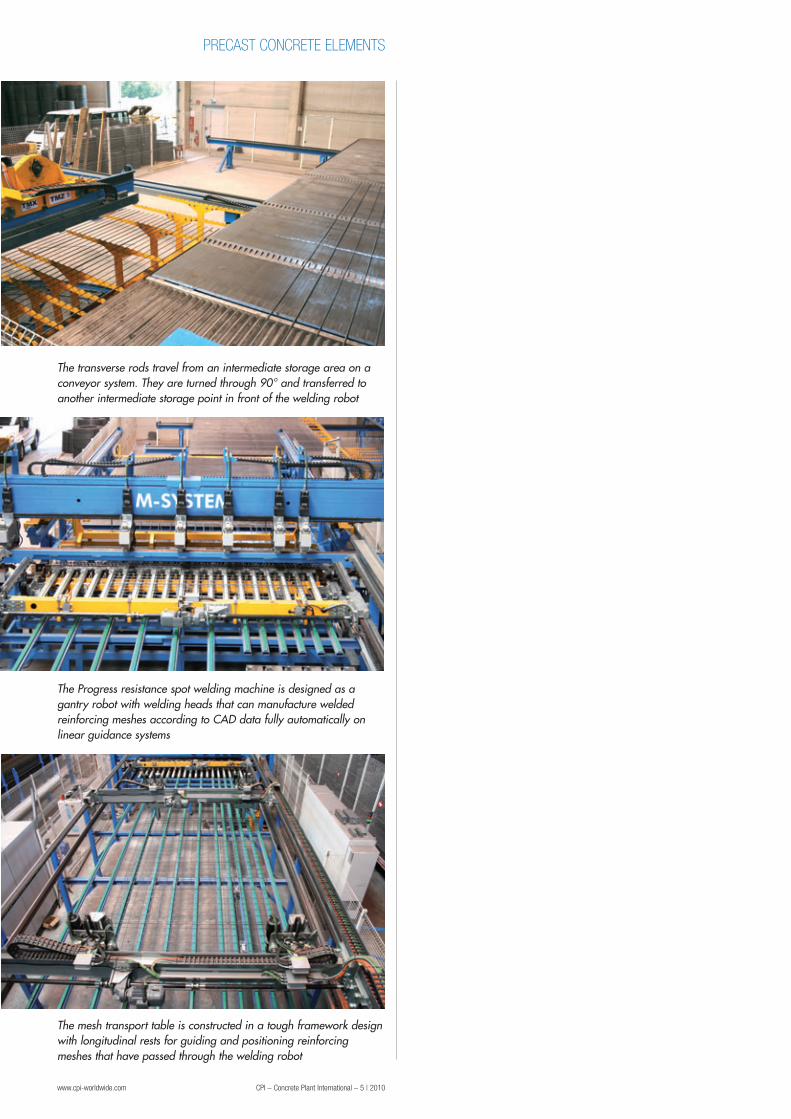
The mesh transport table is constructed in a tough framework designwith longitudinal rests for guiding and positioning reinforcing meshes that have passed through the welding robot
The Progress resistance spot welding machine is designed as a gantry robot with welding heads that can manufacture welded reinforcing meshes according to CAD data fully automatically onlinear guidance systems
The transverse rods travel from an intermediate storage area on aconveyor system. They are turned through 90° and transferred toanother intermediate storage point in front of the welding robot
06a-Fertigteile_en.qxp:Layout 1 13.09.2010 14:03 Uhr Seite 185

CPI – Concrete Plant International – 5 | 2010 www.cpi-worldwide.com186
PRECAST CONCRETE ELEMENTS
forms the contours of the elements beingmanufactured as dotted lines. Other infor-mation, like, e.g. the position of insertedcomponents etc., can be shown on the shut-tering pallet.
Automatic polystyrene cutouts The master computer transfers any informa-tion needed for an element’s formwork tothe shuttering robot. Based on this, the shut-
tering process is then carried out by therobot in an optimum way as regards avail -able lengths or types of formwork, and anyadditions that may be required to the form-work by means of polystyrene blanks cutout automatically. The added polystyreneblanks are set in place in the appropriateposition by the operators. A special magne-tic holder is utilised as fixing system, whichfastens the piece of polystyrene by holescut into the pallet.
After leaving the shuttering station, the rele-vant reinforcing is inserted using spacers. If,for example, recesses for doors are plan-ned in the element, then timber shutteringthat has been specifically produced for thispurpose in the neighbouring carpentryworkshop is fastened to the pallet. The woo-den shuttering h the same height as the sub-sequent wall thickness and, after the form-work has been stripped, remains in therecesses until assembly at the constructionsite. Approximately every second wall ele-ment is fitted with insertions like electricalsockets. The concrete construction program-me from Kaiser is employed exclusively tothis end. The laser system made by SL-Lasercontinually projects the correct installationpositions for all components on the palletsurface.
M-System Evolution – highly flexiblemesh reinforcement welding plant
The Progress M-System Evolution is thelatest generation of machines for manufac-turing flexible steel meshes automatically.The fully automated production takes placedirect from the coil according to CAD-CAMdefault values via a network drive. The lon-gitudinal and transverse bars are fed entirelyautomatically into the welding plant. Any of
the wire diameters from 6 mm up to 16 mmavailable on the machine can be freelycombined with each other for both longitu-dinal and transverse bars and weldedtogether with the Progress resistance spotwelding machine.
Production sequence The entirely automated MMR 16/2x4straightening and cutting machine straight -ens and cuts concrete reinforcing steel inparallel production from the coil for longitu-dinal and transverse bars in the requiredwire diameters, lengths and quantities. Therotary straightening technique ensures thecontinuous precision necessary for a trouble-free sequence flow in the overall system.
A programme-controlled carriage forgathering rods lengthwise moves in cycleunder the wire discharge point and accom-modates the longitudinal rods automaticallyaccording to their later position in the mesh.It then travels back to its starting position,thus prepositioning the longitudinal rodsready for the welding process.
The transverse rods travel through an inter-mediate storage area before reaching aconveyor system. They are turned through90° and transferred to another intermediatestorage point in front of the welding robot.A feeding apparatus prepares the cross barneeded for each welding cycle sequence.The longitudinal bars are taken over byanother feed device that travels linearlyand positions them in front of the weldingrobot. This is all happening whilst the nextmesh is being welded. At each cycle, atransverse rod is automatically weldedtogether with the longitudinal rods. An opti-misation programme ensures that only theminimum number of welding spots is made,
The Progress Form Master shuttering robot is controlled byCAD/CAM data and sets the magnetic shutters with their built-inmagnets accurately in place on the formwork pallet
Automatic polystyrene cutouts
The Progress Form Master shuttering robotremoves a magnetic shutter from the auto-matic feed supply
06a-Fertigteile_en.qxp:Layout 1 13.09.2010 14:03 Uhr Seite 186

www.cpi-worldwide.com CPI – Concrete Plant International – 5 | 2010
PRECAST CONCRETE ELEMENTS
The lower skin is being prepared at the same time that the upperskin of what is later to be a double wall is still being concreted
thus preventing electricity consumption peaks by off-setting weldingtimes. At the point where the mesh reinforcements are lifted, onemesh or else an entire reinforcing unit (all the meshes for one shutter-ing pallet) are automatically taken over by a turning and positioningmachine. The reinforcing units are placed into intermediate storagein a buffer zone, which disengages the mesh welding plant from therest of the production line. For subsequently positioning the meshes,the automated turning and positioning machine retrieves the entirecontent from the buffer zone and places it, again fully automaticallyaccording to CAD-CAM default values, on a shuttering pallet in thecirculation system at the reinforcement station in its cycle. The esti-mated yearly consumption of coil steel at the Berglern production
The fully automatic concrete spreader with screw discharge makes itpossible to pour the concrete uniformly in the pallet’s sdhuttered area
06a-Fertigteile_en.qxp:Layout 1 13.09.2010 14:03 Uhr Seite 187

CPI – Concrete Plant International – 5 | 2010 www.cpi-worldwide.com188
PRECAST CONCRETE ELEMENTS
facilities is in the region of approximately2,350 tonnes.
Processing lattice girders of fixedlengths
Lattice girders are not manufactured byRBW itself but purchased externally andintegrated into the Progress EHG active sto-rage system. Two complete packages canbe stored in each of the 15 compartmentsand processed. A compartment partitioncan be easily opened by the operating per-sonnel through simply moving a lever assoon as the upper package has been usedup. The compartments can be adjusted topackage width. The lattice girders are sup-plied by two companies - Badische Draht -werke and Filigran Trägersysteme - andaverage requirements run at about 720 ton-nes. A cross beam separates and removesany lattice girders needed from the activestorage system and then sets them on a freein-feed track. The cross beam, which moves
on rails, is shaped like a bridge. It is equip-ped with grabs for lifting and lowering andtravels automatically to the position pro-grammed by the CAD-CAM. The grabs arelowered and recognise the lattice girder’supper chord by mechanical means. Thegrab claws close, lift and, at the same time,separate the selected lattice girder from theothers and transport it to the in-feed track ofan automatic side-shifting positioning car-riage.
This positioning carriage possesses 6 latticegirder, in-feed tracks that act as intermediatestorage or a supply store. 5 tracks serve totemporarily store residual lengths; 1 feedtrack is the processing line. The effectivelength of the in-feed tracks amounts to15,000 mm. This consists of a lattice girderworking length of 14,000 mm plus anapproximately 1,000 mm residual lengthsection that cannot be manipulated furtherand automatically starts the welding proce-dure. Once a lattice girder has been sepa-
rated and automatically set down on a freein-feed track by the cross beam and the cut-ting cycle has begun, the next lattice girderis automatically retrieved from storage andprepared without delay for the next cycle.
Fully automatic concrete spreader withscrew discharge
When the pallet with the appropriate rein-forcing, spacers and other components forinsertion has been completely prepared, itthen travels to the concreting station. Thefully automatic concrete spreader withscrew discharge makes it possible to pourthe concrete uniformly into the pallet’s shut-tered area. The moment the pallet comes toa standstill, the concrete feed is startedautomatically according to the element con-tours and the necessary concrete thicknessprescribed via the master computer.The screw chambers can be opened or clo-sed by means of flaps. The concrete is con-veyed from the bucket through the rotary
Turning the pallet with the upper skin by 180° is not carried outabove the newly made lower slab so that no residual concrete canfall into the fresh concrete
After compaction, the retainers, which have held the upper skin fixedduring the turning process, are removed and the turning unit lifts theupper pallet carefully off
The empty pallet is again turned by 180° and transferred to theformwork stripping station and the pallet cleaning machine.
Once the double wall is ready, it is transferred to the mobile elevating platform which then conducts the pallet to its appropriatecompartment in the curing chamber
06a-Fertigteile_en.qxp:Layout 1 13.09.2010 14:03 Uhr Seite 188

CPI – Concrete Plant International – 5 | 2010 www.cpi-worldwide.com
PRECAST CONCRETE ELEMENTS
movement of the screw discharge and the corresponding openingof the locking device. The supply to the concrete spreader is main-tained by a bucket conveyor from Kübat, which straddles the shortdistance between mixer and production hall fully automatically. Theamount of concrete and the recipe required for the following palletlayout are sent automatically by the master computer to the mixingplant with a corresponding order. The concrete spreader is equip-ped with all customary safety devices so that it can operate withouthazard.
Compaction by means of horizontal oscillations After the concreting stage, the pallet travels to the compaction station.A drive system causes the pallet to oscillate horizontally there. Thecompaction process lasts approximately 90 seconds, no matterwhether the upper or the lower skin of a double wall is being pro-duced, still in its fresh concrete state with fitted topside. Whilst the lower skin is being concreted for a double wall, prepar -ations are carried out simultaneously for the upper skin, which willhave previously been retrieved from the curing area by means of amobile elevating platform and returned to the production line. Theturning device then turns the mould pallets and the upper slabstogether, so that the latter can be inserted into the pallet with thefreshly concreted lower slab to create a double wall. Turning thecompleted skin is not carried out above the newly made lower slabso that no residual concrete can fall into the fresh concrete. The turn-ing unit also exerts a stabilising effect during the compaction pro-cess. After compaction, the retainers, which have held the upperskin fixed during the turning process, are removed and the turningunit lifts the upper pallet carefully off. This now empty pallet is againturned by 180° and transferred to the formwork stripping stationand the pallet cleaning machine.
Storage area for curing heated with geothermal energy
After concreting and compaction, massive walls, element floors, firstskins of double walls or complete double walls, all are then remov edby the mobile elevating platform from the production line and trans-ferred automatically to a pre-defined position in the curing area sto-rage rack units. For massive walls, which play a more secondaryrole with some 2 pallets per shift, there is a smoothing station on the2nd level which is also served by the travelling platform. The rackunits in the curing area are lined with sandwich construction ele-
The mobile elevating platform’s function is to transfer pallets from theproduction line plus stack and retrieve the same from the rack unit
06a-Fertigteile_en.qxp:Layout 1 13.09.2010 14:04 Uhr Seite 190

www.cpi-worldwide.com CPI – Concrete Plant International – 5 | 2010
PRECAST CONCRETE ELEMENTS
ments and are accessible for the mobile elevating platform via slid inggate segments. The curing chamber is heated in an environmentallyfriendly manner at Berglern with geothermal energy. The averagetemperature in its interior is 40° C with a relative air humidity of 45-55 %. The hardened concrete floors and walls are retrieved fromthe rack units after approximately 8 hours and prepared for removalto outside storage. The formwork pallets are brought to a verticalposition with the assistance of a tilting table for removing the strippedwall elements. Finished element floors are taken directly from the pallet by meansof a crane track with 4 cable winches. They are then conducted toan outside stockyard by means of a run-off carriage that can accom-modate the stripped floor or walls elements on stillages.
Form Master deshuttering robot
Once the elements have been lifted off, the pallet travels to the“stripping” station. The surface is scanned with a laser to determinethe actual position of formwork on the pallet. This information istransmitted to the formwork stripping robot, which removes themagnetic shutters from the pallet surface and places them on a con-veyor belt to the formwork cleaning machine. The magnets are alsodeactivated fully automatically by loosening the knobs. The cleaned elements now travel to the formwork stockpile, whereall necessary formwork is available in differing lengths. The storagerobot can move in both X and Z directions to manage the depotsystematically. The clean elements can then be taken by a conveyorbelt to be kept in the active storage area or else, as the need arises,called up by the master computer and automatically released fromstock to be set on the belt to the formwork preparation station andthus once again into a new production cycle. After having passedthrough the fully automated cleaning stage with its scrapers andbrushes, the pallet is sent to the oiling apparatus to be preparedonce again with a release agent coating for the next productioncycle.
Newly developed master computer upgrades circulation concept
The ebos master computer has been basically redeveloped fromscratch as a new system, in which all elements pertaining to modernprecasting control technology have been integrated. Special men -tion must be made of its very intuitive, simple mode of operation plus
Double wall elements are brought into a vertical position by meansof a tilting table and can be removed ready for transport in the optimum position according to their installation. A mobile controlunit facilitates the process for the operator.
06a-Fertigteile_en.qxp:Layout 1 13.09.2010 14:04 Uhr Seite 191
www.cpi-worldwide.com CPI – Concrete Plant International – 5 | 2010
PRECAST CONCRETE ELEMENTS
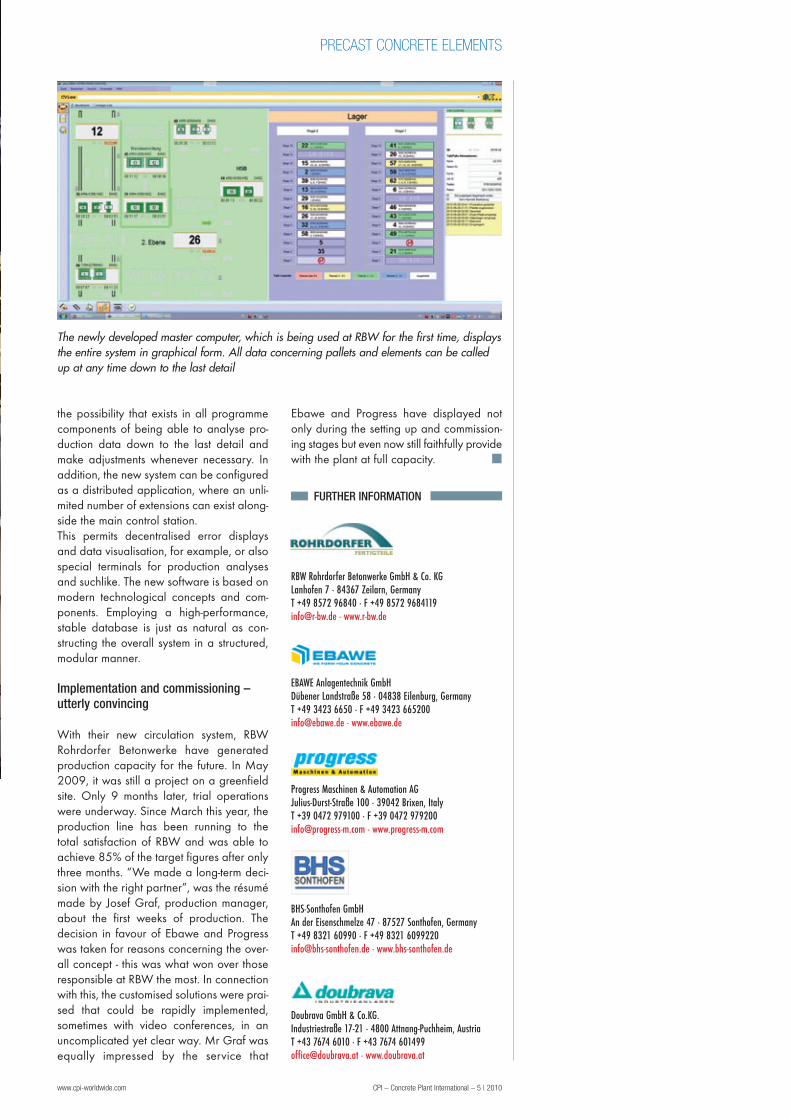
the possibility that exists in all programmecomponents of being able to analyse pro-duction data down to the last detail andmake adjustments whenever necessary. Inaddition, the new system can be configuredas a distributed application, where an unli-mited number of extensions can exist along-side the main control station. This permits decentralised error displaysand data visualisation, for example, or alsospecial terminals for production analysesand suchlike. The new software is based onmodern technological concepts and com-ponents. Employing a high-performance,stable database is just as natural as con-structing the overall system in a structured,modular manner.
Implementation and commissioning –utterly convincing
With their new circulation system, RBWRohrdorfer Betonwerke have generatedproduction capacity for the future. In May2009, it was still a project on a greenfieldsite. Only 9 months later, trial operationswere underway. Since March this year, theproduction line has been running to thetotal satisfaction of RBW and was able toachieve 85% of the target figures after onlythree months. “We made a long-term deci-sion with the right partner”, was the résumémade by Josef Graf, production manager,about the first weeks of production. Thedecision in favour of Ebawe and Progresswas taken for reasons concerning the over-all concept - this was what won over thoseresponsible at RBW the most. In connectionwith this, the customised solutions were prai-sed that could be rapidly implemented,sometimes with video conferences, in anuncomplicated yet clear way. Mr Graf wasequally impressed by the service that
Ebawe and Progress have displayed notonly during the setting up and commission -ing stages but even now still faithfully providewith the plant at full capacity. �
The newly developed master computer, which is being used at RBW for the first time, displaysthe entire system in graphical form. All data concerning pallets and elements can be calledup at any time down to the last detail
FURTHER INFORMATION
RBW Rohrdorfer Betonwerke GmbH & Co. KGLanhofen 7 · 84367 Zeilarn, GermanyT +49 8572 96840 · F +49 8572 [email protected] · www.r-bw.de
EBAWE Anlagentechnik GmbHDübener Landstraße 58 · 04838 Eilenburg, GermanyT +49 3423 6650 · F +49 3423 [email protected] · www.ebawe.de
Progress Maschinen & Automation AGJulius-Durst-Straße 100 · 39042 Brixen, ItalyT +39 0472 979100 · F +39 0472 [email protected] · www.progress-m.com
BHS-Sonthofen GmbHAn der Eisenschmelze 47 · 87527 Sonthofen, GermanyT +49 8321 60990 · F +49 8321 [email protected] · www.bhs-sonthofen.de
Doubrava GmbH & Co.KG.Industriestraße 17-21 · 4800 Attnang-Puchheim, AustriaT +43 7674 6010 · F +43 7674 601499 [email protected] · www.doubrava.at
06a-Fertigteile_en.qxp:Layout 1 13.09.2010 14:04 Uhr Seite 193


















