
Hesse Druckluft - Thomas Bächler Dampfkesselservice · des zulässigen Bereichs der Pneumatik Das...
64
Handling Machining Assembly Air preparation Pneumatics Electronics Mechanics Sensorics Software Chinese English French German Russian Spanish Blue Digest on Automation 052 868 Hesse Energieträger Druckluft ▼ ▼ ▼ Aufbereiten und Verteilen
Transcript of Hesse Druckluft - Thomas Bächler Dampfkesselservice · des zulässigen Bereichs der Pneumatik Das...

HandlingMachiningAssemblyAir preparation
PneumaticsElectronicsMechanicsSensoricsSoftware
ChineseEnglishFrenchGermanRussianSpanish
Blue Digeston Automation
052 868
HesseEnergieträgerDruckluft
329 mm
160 mm
120 mm 42 mm9 mm
47,3
mm
88,5
mm
158,
5 m
m19
5 m
m22
5 m
m
Air preparation
Pneum
aticsG
erman
Blue D
igestH
esseEnergieträger D
ruckluft
��
�
Aufbereiten und Verteilen

Hesse
Energieträger DruckluftAufbereiten und verteilen

Energieträger DruckluftAufbereiten und verteilen
Blue Digeston Automation
Air preparationPneumatics
Stefan Hesse

An der Druckluft kommt heute fast kein produzierender Betrieb vorbei. Pneu-matische Komponenten erzeugen Bewegungen und sind wichtige Bestandteile in Mechanisierungs- und Automatisierungseinrichtungen. Eine traditionelleAnwendung komprimierter Luft ist der Betrieb von handgeführten Werkzeugen.Sie reichen vom Drucklufthammer bis zum Nagler und von der Blaspistole biszum Mehrfachschrauber. Es gibt aber auch Anwendungen, bei denen besondereAnforderungen an die Druckluft gestellt werden. So muss diese beim Lackierenölfrei sein und trockene, saubere Luft wird z.B. auch zum Freiblasen der Optikbeim Laserschneiden gebraucht.
Weil Druckluft ungefährlich ist, wenn sie an undichten Stellen eines Leitungs-netzes austritt, wird oft der sparsame Umgang mit Druckluft nicht ernst ge-nommen. Vergeudete Druckluft ist aber verschenktes Geld!
Es gibt also viele Gründe, sich nicht nur mit intelligenten Ventilen, schnellenZylindern und attraktiven Handhabungseinheiten zu befassen, sondern auch mitder Aufbereitung von Druckluft in einer pneumatischen Anlage. Dazu soll diesesBuch einige Kenntnisse vertiefen. Es wird der Weg der Druckluft behandelt,einschließlich einiger physikalischer Grundlagen. Das Ziel besteht darin, einmöglicherweise vorhandenes Defizit an leitungstechnischem Wissen aufzuarbei-ten.
Bei der Durcharbeitung des Stoffes haben mir die Herren Frank Schnabel undDipl.-Ing. Ditmar Bruder (Festo) mit ihren Ratschlägen und ihrem Wissen zurSeite gestanden.
Stefan Hesse
Vorwort
Blue Digest on Automation
© 2002 by Festo AG & Co.Ruiter Straße 82D-73734 EsslingenTel. (0711) 347-0Fax (0711) 347-2144
Alle in diesem Buch enthaltenen Texte, Darstellungen, Abbildungen undZeichnungen sind Eigentum der Festo AG & Co. und damit urheberrechtlichgeschützt. Jede wie auch immer geartete Vervielfältigung, Bearbeitung, Übersetzung, Mikroverfilmung sowie die Einspeicheung und Verarbeitung in elektronische Systeme ist ohne Zustimmung der Festo AG & Co. unzulässig.

Inhaltsverzeichnis
Vorwort
1 Druckluft in der Industrie . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9
2 Physikalische Grundlagen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11
2.1 Fluidströmung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112.2 Druck und Druckeinheiten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 152.3 Luftfeuchtigkeit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
3 Druckluftaufbereitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
3.1 Druckluftqualität . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 293.2 Trocknungsverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 313.3 Filterung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 373.4 Druckluftöler . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45 3.5 Druckregelventile . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 493.6 Wartungseinheit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 503.7 Druckverstärker . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56
4 Druckluftverteilung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
4.1 Komponenten einer Druckluftleitung . . . . . . . . . . . . . . . . . . . . . . . . . 604.2 Dimensionierung von Leitungssystemen . . . . . . . . . . . . . . . . . . . . . . 644.3 Rohrleitungen und Verbindungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . 724.4 Schlauchleitungen und Verbindungen . . . . . . . . . . . . . . . . . . . . . . . . 864.4.1 Arten und Eigenschaften . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 874.4.2 Schlauchanschlussarten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 904.4.3 Schlauchkupplungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 954.4.4 Schlauchsicherung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 984.4.5 Schäden an Schlauchleitungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 984.5 Druckluftspeicher . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1004.5.1 Ausführung und Anwendung von Druckluftspeichern . . . . . . . . . . . 1014.5.2 Dimensionierung von Druckluftspeichern . . . . . . . . . . . . . . . . . . . . 1024.5.3 Sicherheitsrichtlinien . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1044.6 Gewinde . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104
5 Druckluftverluste . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107
5.1 Leckage und Druckabfall . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 1075.2 Lecksuche und Kontrolle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111
6 Spartipps und Kontrollen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 112
7 Glossar . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 115
8 Normen und Richtlinien . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 119
Literatur . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 121
Sachwortverzeichnis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 122

Die Druckluft ist heute neben dem elektrischen Strom der wichtigste Energie-träger in Industrie, Handwerk und in anderen Bereichen. Obwohl man schon in der Antike um die Kraftübertragung mit Luft wusste, kommen erst im 19. Jahrhundert funktionsfähige pneumatische Maschinen auf den Markt. Vor 100 Jahren konnte man in der Literatur über „Die Verwendung von Druckluftin den Werkstätten Amerikas“ (1904) und z.B. über „Die Pressluftanlage derKaiserlichen Werft Kiel“ (1904) nachlesen. Es gibt in dieser Zeit viele Konstruk-tionen für Drucklufthämmer, bei denen sich der Schlagkolben oft selbst steuerte.Kurzhubige Geräte hatten eine Schlagzahl von 10 000 bis 15 000 Schlägen jeMinute. Zum Meißeln und Stemmen wurden Geräte verwendet, die weniger als 2000 Schläge in der Minute ausführten (Bild 1-1).
Aber erst nach 1950 entwickelte sich zuerst in den USA und dann auch inDeutschland das, was wir heute als „Industriepneumatik“ bezeichnen. Die bisheute ungebrochen große Akzeptanz pneumatischer Maschinen resultiert auseinigen grundsätzlichen Vorteilen. Das sind folgende:
• Erzeugung der Druckluft an beliebigen Orten in unbegrenzten Mengen• Hohe Energiedichte, geringes Leistungsgewicht und einfache
Energieübertragung• Speicherfähigkeit in Behältern und unproblematischer Transport• Unbrennbarkeit und Nichtentflammbarkeit; keine Explosionsgefährdung• Natürliche Überlastsicherung in Pneumatikkomponenten• Geringer Aufwand für Wartung, Pflege und auch Projektierung• Stufenlose Veränderbarkeit der Leistungskenngrößen innerhalb
des zulässigen Bereichs der Pneumatik
Das ist nicht wenig. Die meisten Industrieunternehmen haben heute eine Druck-luftanlage und betreiben damit viele pneumatische Geräte und Antriebe, wobeider Pneumatikzylinder als „Bewegungsspender“ an der Spitze steht. Damit Luftüberhaupt Energie abgeben kann, muss ihr erst mal welche zugeführt werden.Das geschieht durch Verdichtung mit Kompressoren. Die Vielfalt der Systeme ist groß: Schrauben-, Kolben-, Membran-, Rotations-, Roots-, Spiral-, Turbo-kompressoren, ölgeschmiert oder trockenlaufend, wassereingespritzt, luft- oderwassergekühlt. Das ist aber nur die erste Station. Man kann Druckluft undSaugluft in einem ständigen Kreislauf sehen. Das wird in Bild 1-2 skizziert.
1 Druckluft in der Industrie 9
1
Druckluft
in der Industrie
Bild 1-1
Der Drucklufthammer war vor
100 Jahren das am meisten
eingesetzte pneumatische
Werkzeug
a b c
g e g
h m i
k
kf
bf
d

1 Druckluft in der Industrie 2 Physikalische Grundlagen10 11
Bild 1-2
Der Energieträger Luft
im Kreislauf industrieller
Verwendung
2
Physikalische
Grundlagen
2.1Fluidströmung
Bild 2-1
Reibungsfreie Strömung
a) Sekündlicher Durchfluss
b) Strömung bei ver-
änderlichem Querschnitt
In diesem Buch wird nur die Druckluft behandelt und zwar deren Aufbereitungund Verteilung. Das sind aber gleichzeitig die Bereiche, denen gegenwärtigbesonderes Augenmerk gilt, weil es hier zu vermeidbaren Energieverlustenkommt. Leitungsnetze stellen besonders bei falscher Auslegung und schlechterWartung einen Schwachpunkt dar, der immense Kosten verursachen kann.Folgende Aspekte spielen dabei eine wichtige Rolle:
• Der Zustand des Leitungsnetzes. Auch kleine Leckagen kosten über die Zeit viel Geld.
• Die Dimensionierung des Leitungsnetzes. Zu geringe Leitungsquerschnittekönnen einen großen Druckabfall bewirken.
• Die Verbrauchscharakteristik verändert sich. Das erfordert auch eineAnpassung der Druckluftanlage an die neuen Verhältnisse.
• Die Kondensatableitung und -aufbereitung ist veraltet und erfordert zeitgemäße Lösungen.
Jedes Bar Druckerhöhung kostet etwa 6 bis 10 Prozent mehr Energie. Ein gutgewartetes Leitungsnetz sollte eine Leckage-Rate von nicht mehr als 10 Prozentaufweisen. Oft werden aber in der Praxis Leckage-Raten von 20 bis 25 Prozentvorgefunden.
Druckluft ist verdichtete atmosphärische Luft, die aus 78 % Stickstoff, 21 % Sauerstoff sowie 1 % anderen Gasen (vor allem Argon) besteht. Die atmos-phärische Luft ist bezüglich des Druckes von der geografischen Höhe abhängig.Als Bezugsgröße für Druck und Temperatur der Luft wird häufig von folgendenBasiswerten ausgegangen:
po = 1,013 bar und to = 20 °C oder po = 1,013 bar und to = 0 °C
Bewegungen von Flüssigkeiten und Gasen bezeichnet man als Strömung.Zwischen beiden Medien besteht der Unterschied, dass Flüssigkeiten praktischinkompressibel sind, während das Volumen der Gase stark vom Druck abhängt.Bei Gasströmungen bis zur Schallgeschwindigkeit von 340 m/s spielen jedochVolumenänderungen nur eine geringfügige Rolle. Bis zu dieser Grenze kann man die Luft als volumenbeständig ansehen. Luft verhält sich weiterhin imTemperaturbereich zwischen 0 °C bis 200 °C und bei Drücken bis 30 bar fast wieein ideales Gas, wenn man die innere Reibung unbeachtet lässt. Somit kann mandie strömungsmechanischen Grundgleichungen ansetzen. Die ZustandsgrößenDruck (p), Temperatur (T) und spezifisches Volumen (Vsp) stehen dann in einemproportionalen Zusammenhang. Es gilt die allgemeine Gasgleichung:
Wenn Druckluft durch ein Rohr fließt, ergibt sich für die in Bild 2-1 angegebeneSituation folgende sekündliche Durchflussmenge :
= A · L in m3/s
A Rohrinnenquerschnitt in m2; A = (D2 · π)/4L Länge des sekündlich fließenden Volumenstücks in m/s
Vakuum-verbraucher
Ejektor Vakuum-Speicher
Druckluft-Verbraucher
AbluftP = 0
Druckluft-Speicher
Atmos-phä-rischeLuft
Druckluft-Aufbereitung
Druckluft-verteilung
VerdichteteLuft
Vakuum-Verteilung
EvakuierteLuft
Vakuum-Aufbereitung
Energie
+P
–P
V·
V·
L
D
0 1 tA A
v v1
1
2
2a) b)
p · Vsp
T= konstant

2 Physikalische Grundlagen 2 Physikalische Grundlagen12 13
Bild 2-2
Strömungstypen
a) Laminare Strömung
b) Übergang zur turbulenten
Strömung nach einem
Störkörper
Tabelle 2-1:
Multiplikationsfaktoren
für die Umrechnung
von Durchflussmengen
Geht man davon aus, dass sich die Luft in einem Kreislauf befindet, dann musssie auch bei einer Einschnürung des Rohres diese Stellen passieren. Dafür giltdie Kontinuitätsgleichung (Bild 2-1b):
v Geschwindigkeit
In Worte gefasst bedeutet das: Die Durchflussgeschwindigkeiten verhalten sichumgekehrt wie die Durchflussquerschnitte bei gleichbleibender Durchfluss-menge.
Der Luftvolumenstrom stellt in Druckluftanlagen den Verbrauch pneumatischerAntriebe bzw. Geräte dar. Er wird üblicherweise in Liter je Zeiteinheit angegeben.Für eine Umrechnung sind die in der Tabelle 2-1 angegebenen Faktoren zu verwenden. Üblich sind Angaben in Liter je Minute oder in Kubikmeter je Zeit-einheit. Der Luftvolumenstrom ist ein Kennwert für die Leistung bzw. für einenLeistungsbedarf. Zu unterscheiden sind:• Luftvolumenstrom eines Kompressors, gemessen an der Saugseite
oder gemessen an der Druckseite• Luftvolumenstrom der Verbraucher, absolut angegeben oder als Bedarf
unter Beachtung von Gleichzeitigkeitsfaktoren
Wird der Volumenstrom in Normkubikmetern je Stunde (Nm3/h) angegeben,dann bezieht er sich immer auf einen Druck von p = 1,013 bar und eineTemperatur von t = 0 °C.
Luft strömt in Rohren, die keine Störelemente enthalten, laminar, wobei dieStrömung in Rohrinnenwandnähe etwas kleiner ist als in Rohrmitte (Bild 2-2).Bei Rohrablenkungen, Abzweigungen, eingesetzten Armaturen, Fittings undMessgeräten treten in der Strömung jedoch Verwirbelungen auf. Die Grenzliniezwischen laminarer und turbulenter Strömung wird durch die Reynolds’sche Zahl(O. Reynolds; 1842-1912) charakterisiert. Diese Zahl gibt den Einfluss solcherReibungskräfte wieder.
A1 · v1 = A2 · v2 = V·
V·
a) b) ▼
Um
rech
nu
ng
Mu
ltip
lik
ato
ren
nach
U
KU
KU
SU
S
von
▼l/
sl/
min
l/h
m3 /s
m3 /m
inm
3 /hft
3 /min
ft3 /h
our
gal/
min
gal/
hour
gal/
min
gal/
hour
l/s
1,0
60,0
3600
,00,
001
0,06
3,6
2,11
8882
127,
133
13,1
9814
791,
8884
15,8
5032
951,
019
l/m
in0,
0166
661,
060
,00,
166·
10–4
0,00
10,
060,
0353
147
2,11
8883
0,21
9969
13,1
9814
0,26
4172
15,8
5031
6
l/h
0,27
8·10
–30,
46·1
0–5
1,0
0,27
78·1
0–6
0,16
6·10
–40,
001
0,58
8·10
–30,
0353
150,
0036
660,
2199
690,
0044
030,
2641
72
m3 /s
1000
,060
000,
036
0000
01,
060
,036
00,0
2118
,88
1271
33,0
1319
8,1
7918
89,0
1585
0,3
9510
19,0
m3 /m
in16
,666
610
00,0
6000
0,0
0,01
667
1,0
60,0
35,3
1466
2118
,883
321
9,96
8313
198,
1526
4,17
166
1585
0,31
6
m3 /h
0,27
7778
16,6
666
1000
,00,
0002
780,
0166
61,
00,
5885
7835
,314
73,
6661
521
9,96
94,
4028
6326
4,17
18
ft3 /m
in0,
4719
4728
,316
8216
99,0
170,
472·
10–3
0,02
8316
91,
6990
171,
060
,06,
2288
3337
3,73
07,
4805
1744
8,83
10
ft3 /h
our
0,00
7866
0,47
1947
28,3
168
0,78
·10
–50,
4719
·10
–30,
0283
170,
0166
671,
00,
1038
146,
2288
330,
1246
757,
4805
17
UK
gal/
min
0,07
5768
24,
5460
9227
2,76
60,
758·
10–4
0,00
4548
0,27
2766
0,16
0544
9,63
262
1,0
60,0
1,20
095
72,0
5700
UK
gal/
hour
0,00
1263
0,07
5768
4,54
609
0,12
·10
–50,
757·
10–4
0,00
4546
0,00
2676
0,16
0544
0,01
6667
1,0
0,02
0016
1,20
095
US
gal/
min
0,06
3090
3,78
5422
7,12
50,
631·
10–4
0,00
3785
40,
2271
250,
1336
818,
0208
320,
8326
7449
,960
451,
060
,0
US
gal/
hour
0,00
1051
50,
0630
93,
7854
110,
1·10
–50,
63·1
0–4
0,00
3785
0,00
2228
0,13
3681
0,01
3878
0,83
2674
0,01
6667
1,0

2 Physikalische Grundlagen 2 Physikalische Grundlagen14 15
2.2 Druck undDruckeinheiten
Welcher Art eine Strömung ist, kann aus der Größe der Reynolds’schen Zahl Reersehen werden. Ist Re < 2320, dann tritt laminare (schichtweise) Strömung auf. Ist Re = 2320 bis 3000 kann laminare oder turbulente Strömung auftreten.Wenn Re > 3000 wird, dann ist die Strömung turbulent (wirbelnde Strömung,Flechtströmung). Das Blut strömt beim Menschen in den Adern beispielsweiselaminar. In pneumatischen Anlagen erreicht die mittlere Strömungsgeschwindig-keit Werte von 6 bis 40 m/s. Damit liegt in der Regel eine turbulente Strömungvor. Die Turbulenzen stellen einen Strömungswiderstand dar und führen zuDruckverlusten in der Leitung. Sie verhalten sich etwa proportional zum Quadratder Strömungsgeschwindigkeit. Das Ziel besteht deshalb darin, möglichst glatteRohrinnenwandungen und strömungstechnisch günstige Einbauten zu realisie-ren. Die mittlere Strömungsgeschwindigkeit vm erhält man aus
Massestrom je Zeiteinheit (kg/s)A Strömungsquerschnitt (m2)vspez Spezifisches Volumen (m3/kg)
Die mittlere Strömungsgeschwindigkeit vm geht auch in die Berechnung derReynolds-Zahl ein:
d Rohrdurchmesser in mν kinematische Viskosität in m2/s
Der Volumenstrom (m3/s) errechnet sich aus der Multiplikation von Strömungs-querschnitt A (m2) und der mittleren Strömungsgeschwindigkeit vm (m/s).
Welche Zusammenhänge gibt es nun zur Temperatur?
Die gegenseitigen Abhängigkeiten der Zustandsgrößen Volumen V (m3/kg),Druck p (N/m2) und Temperatur T (°K) werden durch die allgemeine Zustands-gleichung der Gase festgelegt. Sie kann aus der Verknüpfung der Gesetze von Boyle (Boyle, R.; 1627-1691) und Mariotte (Mariotte, E.; 1620-1684) sowieGay–Lussac, L.J. (1778-1850) hergeleitet werden.
Danach gilt, wenn sich p, V und T gleichzeitig ändern:
• Druckänderung von p1 auf p2 bei gleichbleibender Temperatur T1
(nach Boyle und Mariotte)
Vx spezifisches Volumen als Zwischenzustand (für die Herleitung)
• Temperaturänderung von T1 auf T2 bei gleichbleibendem Druck p2
(nach Gay-Lussac)
Hieraus ergibt sich für die allgemeine Zustandsänderung
Die spezielle Gaskonstante für Luft ist Ri = 287 J/kgK, wobei 1 J (Joule) = 1 Nmist.
Beispiel: Gegeben sind 5 kg Luft bei einem absoluten Druck von 1,2 bar undeiner Temperatur von 20 °C. Wie groß ist das Volumen?
Das Volumen V der Luftmenge ergibt sich aus V = .
T = (t + 273,15)K = (20 + 273,15)K = 293,15 K
p = 1,2 bar = 1,2 · 105 N/m2
Als „Druck“ (p) versteht man allgemein den auf eine Flächeneinheit (A) entfallen-den Teil einer belastenden Kraft F. Druck stellt sich als Quotient wie folgt dar:
Gase und somit auch die Luft haben durch die freie Wärmebeweglichkeit derMoleküle die Eigenschaft, jeden zugewiesenen Raum gleichmäßig auszufüllen.Das kann ein geschlossener Behälter sein. Die schwingenden Gasteilchen stoßenvon innen her gegen den Behälter und üben dadurch kurzzeitig Kräfte auf diefesten Wände aus. Diese ergeben in der Summe eine stetige Kraftwirkung undmachen sich als Druck des Gases gegen die Behälterwände bemerkbar. Er ist bei
= bzw. V2 = =Vx · T2
T1
VxV2
T1T2
V1 p1 T2p2 T1
= = konstant = Rip2 · V2
T2
p1 · V1T1
m · Ri · Tp
V = = = 3,5 m3m · Ri · Tp
5 kg · 287 Nm/kgK · 293,15 K1,2 · 105 N/m2
FA
p =
= bzw. Vx = V1 · p1
p2
V1Vx
p2p1
mA
vm = · vspez (m/s)·
m·
vm · dνRe =
V·

2 Physikalische Grundlagen 2 Physikalische Grundlagen16 17
Bild 2-3
Darstellung
der Druckbereiche
Tabelle 2-2:
Multiplikationsfaktoren
für die Umrechnung
von Drücken
konstanter Temperatur proportional zu der in der Raumeinheit anwesenden Zahlvon Molekülen. Man unterscheidet verschiedene Druckarten. Das sind:• Atmosphärischer Luftdruck (barometrischer Luftdruck)• Absolutdruck (Druck im Vergleich zum absoluten Vakuum als Nullwert)• Differenzdruck (Druck, der die Differenz zwischen zwei Absolutdrücken
darstellt)• Überdruck (Druck, der größer ist als der atmosphärische Luftdruck
und diesen als Nullwert betrachtet)• Unterdruck (Druck, der kleiner ist als der atmosphärische Druck
und diesen als Nullwert betrachtet)• Fließdruck (Druck am Verbraucher im Moment einer Luftentnahme)• Staudruck (anstehender Druck in einer Druckluftleitung, wenn keine
Druckluftentnahme stattfindet)
Die Druckbereiche werden in Bild 2-3 nochmals grafisch gezeigt.
Als Maßeinheit für den Druck wurde 1978 mit der verbindlichen Einführung desInternationalen Einheitensystems (SI-System) das Pascal (Pa) festgelegt. Es gilt:
1 Pa = 1 N/m2 = 1 kg/ms2
105 Pa = 0,1 MPa = 1 bar
Für Umrechnungen können die Multiplikationsfaktoren aus der Tabelle 2-2 entnommen werden.
atmosphärischer
Abs
olut
druc
k
Übe
rdru
ck 1
Luftdruck
Unt
erdr
uck
Übe
rdru
ck 2 D
iffer
enzd
ruck
100% Vakuum
▼
Um
rech
nu
ng
Mu
ltip
lik
ato
ren
nach
kp/c
m2
mm
Hg
mm
WS
mba
rba
rM
PaN
/m2
kgf/
cm2
in w
ater
in H
glb
f/in
2
von
▼(a
t)(T
orr)
(Pa)
(in
H2O
)(p
si)
kp/c
m2
(at)
1,0
736
104
980,
665
0,98
079,
807·
10–2
9,80
7·10
41,
0332
239
3,7
28,9
414
,22
mm
Hg
(Tor
r)1,
36·1
0–3
1,0
13,6
1,33
322
1,33
3·10
–31,
333·
10–4
133,
30,
0013
591
0,53
53,
937·
10–2
1,93
4·10
–2
mm
WS
10–4
7,36
·10
–21,
00,
0980
79,
81·1
0–5
9,81
·10
–69,
810,
999·
10–4
3,93
7·10
–22,
695·
10–3
1,42
2·10
–3
mba
r1,
02·1
0–3
0,75
0062
10,1
971,
00,
001
10–4
100
0,00
1019
70,
4014
630,
0295
30,
0145
04
bar
1,01
9775
0,06
1,02
·104
103
1,0
0,1
105
1,01
9740
1,6
29,5
414
,50
MPa
1,02
7500
1,02
·105
104
101,
010
610
,196
740
1629
5,3
145
N/m
2(P
a)1,
02·1
0–5
7,5·
10–3
0,10
210
–210
–510
–61,
01,
019·
10–5
4,01
6·10
–32,
953·
10–4
1,45
·10
–4
kgf/
cm2
1,00
0278
735,
559
1000
2,78
980,
665
0,98
079,
807·
10–2
9806
6,5
1,0
393,
700
28,9
5914
,223
3
in w
ater
2,54
·10
–31,
868
25,4
2,49
089
2,49
·10
–32,
49·1
0–4
249
0,00
254
1,0
7,36
·10
–23,
613·
10–2
in H
g3,
455·
10–2
25,4
345,
433
,863
93,
387·
10–2
3,38
7·10
–333
870,
0345
3213
,61,
00,
491
lbf/
in2
(psi
)7,
031·
10–2
51,7
170
3,1
68,9
476
6,89
5·10
–26,
895·
10–3
6895
0,07
0307
27,6
82,
035
1,0

Beispiel: Wie groß ist die Luftgeschwindigkeit v, wenn die Niveaudifferenz ∆hder Wassersäule in einem an ein Prandtl’sches Staurohr angeschlossenenManometer 13,3 mm und die Wassertemperatur im Manometer 20 °C beträgt?
Die Höhe ∆h repräsentiert den dynamischen Druck, wobei 1 mm Wassersäule(WS) einem Druck von 9,81 Pa (= 9,81 Nm–2,= 9,81 kgm/s2) entspricht. Damitergibt sich für den Differenzdruck (Staudruck) zwischen den Gesamt-, (pges) undden Wanddruck (pstat):
Die Luftgeschwindigkeit v erhält man aus
Wie kann der Druck gemessen werden?
Der Druck kann u.a. mit einem Rohrfedermanometer (siehe dazu Bild 3-27, Seite 53) gemessen werden. In vielen Fällen genügt zur Überwachung allerdingsschon ein Druckschalter oder ein PE-Wandler (Pneumatik-Elektrik-Wandler). Bei letzterem schaltet ein pneumatisches Drucksignal einen elektrischen Signal-geber, der als Wechsler ausgeführt ist. Dabei kann durch eine entsprechendgroße Membranfläche die Druck-Betätigungskraft verstärkt werden. Wenn man den Schaltbereich einstellen kann, spricht man von einem Druckschalter(Bild 2-5).
2 Physikalische Grundlagen 19
Bild 2-4
Messung von Drücken mit
dem Prandtl’schen Staurohr
(L. Prandtl; 1875-1953)
1 Rohrleitung
2 Staurohr
3 U-Rohr-Manometer
p dynp ge
s
v
1
2
3
p stat
· 13,3 mmWS = 130,4 N · m –29,81 N · m–2
mmWS
v = 2 · ρ–1 · q = = 14,7 m/s√ 2 · 130,4 Nm –2
1,199 kgm –3
2 Physikalische Grundlagen18
In Druckluftanlagen wird der Druck durch Kompressoren verschiedener Bauarterzeugt. Man unterscheidet in:• Rotationskompressoren (Schrauben-, Lamellen-, Flüssigkeitsring-,
Rootskompressoren)• Kolbenkompressoren (Tauchkolben-, Kreuzkopf-, Freikolben-, Hubkolben-,
Membrankompressoren)• Turbokompressoren (Radial-, Axialkompressoren).
Zur Erzeugung von Druckluft im Niederdruckbereich (6 bis 15 bar) setzt man vor-rangig ein- und zweistufige ölgeschmierte Kolben- und einstufige öleingespritzteSchraubenkompressoren ein.
Die Ausbreitung des Druckes in einem Gas erfolgt gleichmäßig nach allen Seiten.Schließt man an verschiedenen Stellen eines Gefäßes Manometer an, dann zeigen sie überall den gleichen Druck an. Das wird auch als Druck-Ausbreitungs-gesetz bezeichnet. Bei strömender Luft wird zwischen statischem (ruhendem)Druck pstat und dem dynamischen (Stau-) Druck pdyn unterschieden. Der Gesamtdruck ist
pges = pstat + pdyn
Er wirkt in Richtung der Rohrachse, entgegen der Rohrströmung. Der statischeDruck pstat ist derjenige, der in Richtung auf die Rohrwand wirkt. Der dynamischeDruck pdyn ist abhängig von der Geschwindigkeitsenergie des Fluids, denn bei v = 0 kommt allein der statische Druck zur Geltung.
Die Summe aus statischem und dynamischem Druck hat stets den gleichen
Wert und ist gleich dem statischen Druck des ruhenden Fluids.
Der dynamische Druck ist Bezugsgröße für alle Widerstände bei reiner Luft-strömung. Er kann mit dem Prandtl-Rohr gemessen werden (Bild 2-4). Das ist ein doppelwandiges Rohr mit zentraler Öffnung für den Staudruck und einemRingspalt für den statischen Druck pstat. Die Differenzdruckmessung kann z.B.mit einem U-Rohr-Manometer erfolgen.
Aus dem Staudruck (Geschwindigkeitsdruck q) kann die Geschwindigkeit einesströmenden Fluids errechnet werden, denn es gilt:
q = ρ · in m/s
ρ Luftdichte in kg · m–3
v Geschwindigkeit des Fluids in m · s –1
v2
2

2 Physikalische Grundlagen 2 Physikalische Grundlagen20 21
Bild 2-5
Pneumatische Schaltelemente
a) PE-Wandler
b) Druckschalter
1 Kontakt
2 Einstellschraube
3 Stößel
4 Druckfeder
5 Membrane
6 Mikrostößeltaster
x Druckleitungsanschluss
Bild 2-6
Entstehen von Schaltsignalen
a) Über- oder Unterschreiten
eines Schwellwertes
b) Überschreiten
der Druckdifferenz
c) Verlassen
des Druckfensters
H Hysterese
S Eingestellter Schaltpunkt
2.3Luftfeuchtigkeit
Es gibt auch Geräte, die Sensor und Schalter in einem Gerät vereinen. Mit ihremEinsatz lässt sich die Sicherheit in betrieblichen Druckluftnetzen gewährleisten.Im einfachsten Fall wird ein Signal auf die Prüfung „Druck vorhanden – JA oderNEIN“ abgegeben. Dieser Fall ist in Bild 2-6a dargestellt. Wird ein Schwellwertüberschritten, schaltet ein digitaler Ausgang. Pendelt der Istdruck um denSchwellwert, dann kommt es zum „Flattern“ des Ausgangssignals. Deshalb kanneine Schalthysterese definiert werden und erst wenn diese Grenze unterschrittenwird, kommt es zu einem Schaltsignal. Will man den Filterzustand überwachen,dann ist ein Sensor zur Differenzdruckmessung einzusetzen. Er bezieht denDruck vor und nach dem Druckluftfilter in den Vergleich ein (Bild 2-6b). DasMessergebnis ist allerdings nur dann richtig, wenn der Durchfluss konstant ist.Steigt nämlich die Durchflussmenge, dann erhöht sich der Differenzdruck, ohnedass der Filter einen höheren Verschmutzungsgrad angenommen haben muss.
Um den Betriebsdruck im Netz zu überwachen, wird der Mindest- und derMaximaldruck beobachtet. Verlässt der Druckwert dieses Fenster (Fenster-Komparator), dann reagiert der Drucksensor. Diese Funktion (Bild 2-6c) kannsowohl bei Absolut- als auch bei Differenzdruckmessungen benutzt werden.
Beispiel: Der Mindestdruck wird am Sensor-Schalter auf 4 bar eingestellt, derMaximaldruck auf 7 bar. Druckwerte außerhalb dieser Grenzen können imBeispiel zu Betriebsstörungen oder zur Gefährdung von Betriebspersonal führen.Nur innerhalb dieses Fensters von 4 bis 7 bar bleibt der Druck eingeschaltet. Ister größer oder kleiner, wird ein Abschaltsignal ausgegeben.
Feuchte Luft ist eine Mischung aus trockener Luft und Wasserdampf. Luft kannWasserdampf nur begrenzt aufnehmen. Wie viel es sein kann, hängt vomBarometerstand und der Temperatur ab. Kühlt sich die Luft z.B. an einer kaltenGlasscheibe ab, schlägt sich der Wasserdampf in Tröpfchenform nieder. Dieserbei der Abkühlung auftretende Kondensationseffekt ist seit alters her bekannt.Davon zeugen Luftbrunnen. Das sind große kuppelartige Steinbauten, die in derNachtkühle aus der Luftfeuchtigkeit Wasser abscheiden. Die Grenzen, an denendie Kondensation beginnt, sind der Taupunkt und der Drucktaupunkt.
Taupunkt
Der Taupunkt ist jener Punkt auf der Temperaturskala (Taupunkttemperatur), bei der die Luft mit Wasserdampf gesättigt ist. Das entspricht einer Luftfeuchtevon 100%. Sobald die Lufttemperatur diesen Punkt unterschreitet, beginnt dieKondensation feuchter Luft. Bei Temperaturen unterhalb des Gefrierpunktes bildet sich Eis. Das kann die Durchflusscharakteristik und die Funktion von Bau-teilen im Pneumatikkreislauf erheblich beeinträchtigen. Je niedriger die Tau-punkttemperatur ist, desto weniger kann die Luft Wasser binden. Der Taupunktwird durch die Größen „Relative Luftfeuchtigkeit“, Temperatur und Druckbestimmt. Es gilt:• Je höher die Temperatur, desto mehr Wasserdampf kann in der Luft
gespeichert werden• Je höher der Druck, desto geringer ist die in der Luft speicherbare
Feuchtigkeitsmenge
Drucktaupunkt
Um z.B. verschiedene Lufttrockner miteinander vergleichen zu können, ver-wendet man den Drucktaupunkt. Das ist jene Taupunkttemperatur, die für den jeweiligen Betriebsdruck anzusetzen ist. Entspannt man Druckluft auf denatmosphärischen Druck, so vergrößert sich ihr Volumen. Deshalb ist bei gleicherLufttemperatur der Taupunkt der entspannten Luft tiefer als der Drucktaupunkt.Hat die Luft z.B. einen Drucktaupunkt von +5 °C, so kann solange kein Wasserkondensieren, wie die Umgebungstemperatur über +5 °C liegt. Nach Unter-schreitung dieser Temperatur bildet sich Kondensat.
1
2
3
4
5
5
6
x x
x
a) b)
1
2 4
Sign
al
1
0
H
Differenzdruck pb)
Sign
al
1
0
H
S
Druck pa)
Sign
al
1
0
H
Druck pc)

2 Physikalische Grundlagen 2 Physikalische Grundlagen22 23
Bild 2-7
Prinzipaufbau eines Mollier-
Diagramms (nach M. Zindl
und T. Engelfried)
1 Ungesättigte feuchte Luft
2 Flüssigkeitsnebel
3 Eisnebel
T Mediumstemperatur
X Wassergehalt
je Kilogramm Luft
G Grenzkurve
Bild 2-8
Mollier-Diagramm
(Ausschnitt)
T Taupunkt
p Gesamtdruck absolut
in bar
Luftfeuchtigkeit
Die relative Luftfeuchtigkeit Wrel ist das Verhältnis aus tatsächlich enthaltenerund maximal möglicher Masse des Wasserdampfes (Sättigungszustand) in derLuft.
Beachte: Temperaturänderungen führen zu Veränderungen der relativen Luft-feuchtigkeit, auch wenn die absolute Luftfeuchtigkeit gleich bleibt.
Maximale Luftfeuchtigkeit (fmax in g/m3)Das ist die bei einer bestimmten Temperatur in einem Kubikmeter Luft maximalmögliche Wasserdampfmenge (Sättigungsmenge).
Absolute Luftfeuchtigkeit (f in g/m3)Darunter versteht man die in einem Kubikmeter Luft tatsächlich enthalteneWasserdampfmenge.
Wie kann man den Taupunkt bestimmen?
Man kann dazu das Mollier-Diagramm verwenden. Der grundsätzliche Aufbaudieses Diagramms ist aus Bild 2-7 ersichtlich. Im Diagramm trennt jeweils eineGrenzkurve G das Gebiet der ungesättigten feuchten Luft vom Flüssigkeits-/Eis-Nebelgebiet. Bevor man das Diagramm verwenden kann, muss der Wassergehaltder betreffenden feuchten Luft in Gramm je Kilogramm Luft bekannt sein.
Man kann den Wassergehalt X wie folgt berechnen:
p Gesamtdruck absolut in barϕ rel relative Luftfeuchtigkeit (ϕ = 0 bis 1,0)ps Sättigungsdampfdruck in bar
Der Druck ps des in der Luft enthaltenen Wasserdampfes hängt nur von derTemperatur ab. Soll der Wassergehalt in der Luft mit der Einheit g/m3 dargestelltwerden, dann ist die obige Gleichung noch mit der Luftdichte ρN zu multiplizie-ren. Die Luftdichte ist jedoch kein konstanter Wert. Man rechnet vereinfachendmit der Normdichte ρN. Sie wurde bei Festo mit ρN = 1,292 kg/m3 festgelegt(Festo Infoschrift 980010; nach ISO ist ρN = 1,185 kg/m3). Mit dem Wasserge-halt X geht man schließlich in das Mollier-Diagramm (Bild 2-8).
Beispiel: Welche Taupunkttemperatur ergibt sich, wenn die relative Luftfeuch-tigkeit Wrel = 0,5 (= 50%), der Druck p = 3 bar und die Temperatur T = 24 °Cbetragen?
Wrel = · 100 in Prozentabsolute Luftfeuchtigkeit (f )
Sättigungsmenge (fmax)
Tem
pera
tur T
in °
C
G
G
p = 6 bar
p = 1 bar1
2
3
Wassergehalt X in g/kg
20
0
–20
X = 0,622 · · 103 in g/kgϕrel · ps
p – ϕrel · ps
0 0,5 1,0 1,5 2,0 3,5 4,0 4,5 5 5,5 6,0 6,5 7,0 7,5 8,02,5
2018
16
14
12
10
8
6
4
2
0
– 2
– 4
– 6
– 8– 10
– 12
– 14
– 16
– 18
– 20
10 7 6 54
3
2
1
T
p
X = 3,11 Wassergehalt X in g/kg
Taup
unkt
tem
pera
tur i
n °C
T = 13°

2 Physikalische Grundlagen 2 Physikalische Grundlagen24 25
Bild 2-9
Wassergehalt in der Druckluft
in Abhängigkeit von der
Lufttemperatur und vom Druck
Im ersten Schritt muss der Sättigungsdampfdruck ps (24°) bei 24 °C ermitteltwerden. Man kann ihn aus der folgenden Dampftabelle ablesen.
Temperatur ps Temperatur ps Temperatur ps
T in °C in mbar T in °C in mbar T in °C in mbar
– 20 1,029 + 2 7,055 + 24 29,82– 18 1,247 + 4 8,129 + 26 33,60– 16 1,504 + 6 9,345 + 28 37,78– 14 1,809 + 8 10,70 + 30 42,41– 12 2,169 + 10 12,70 + 32 47,53– 10 2,594 + 12 14,01 + 34 53,18
– 8 3,094 + 14 15,97 + 36 59,40– 6 4,681 + 16 18,17 + 38 66,24– 4 4,368 + 18 20,62– 2 5,172 + 20 23,37
0 6,108 + 22 26,42
Danach ergibt sich ps (24 °C) = 29,82 mbar = 0,02982 bar. Der Wassergehalt Xerrechnet sich zu
Aus dem Mollier-Diagramm kann jetzt die Taupunkttemperatur zu 13 °C abgele-sen werden. Es ist der Schnittpunkt zwischen der Sättigungslinie mit p = 3 barund der Linie für X = 3,11.
Nun wünscht man sich zwar trockene Luft, aber in der Praxis wird eine absoluttrockene Druckluft nur selten gebraucht. Meistens genügt eine relative Trocken-heit. Als Maßstab dient die Taupunkttemperatur. Internationale Qualitätsnormenunterscheiden für Druckluft 6 Feuchtigkeitsgüteklassen (siehe Tabelle Druckluft-qualität Seite 31). Die Güteklasse 3 wird z.B. bei Werkzeug-, Verpackungs-,Textilmaschinen verlangt.
Wie viel Feuchtigkeit verbleibt nach der Verdichtung als Wasserdampf
in der Druckluft?
Werden z.B. 7 m3 atmosphärische Luft angesaugt und auf 1 m3 Druckluft mit 6 bar verdichtet, dann sind bei gleicher Temperatur von Ansaug- und Druck-luft sechs Teile Wasserdampf übrig und fallen als Kondensat aus. Ein Kubikmeterverdichtete Luft kann nicht mehr Wasserdampf tragen als 1 m3 Luft unter atmos-phärischen Bedingungen. Wie viel Feuchtigkeit in der Luft tatsächlich verbleibt,hängt von der Lufttemperatur und dem Druck ab. Man kann die maximaleFeuchtigkeitsmenge aus dem Diagramm in Bild 2-9 ablesen. Kühlt sich die Luftbeim Verdichten ab, kann sie weniger Wasserdampf behalten. Es wird Wasserabgeschieden. Der zurückbleibende Anteil gelangt in alle Arbeitselemente der
Verbraucher. Deshalb soll man vor dem Verbraucher Abscheider anbringen, z.B.Filter mit Zykloneffekt. Die Luft wird dabei durch Leitbleche in Rotation versetzt,was zur Abkühlung der Luft beiträgt. Durch die Zentrifugalwirkung und dieAbkühlung kommt es dann zum Ausscheiden von Kondensat.
Beispiel für eine Temperatursenkung der Luft:• Ein Kubikmeter Luft enthält bei 6 bar und 40 °C eine Wassermenge
von 7 Gramm.• Sinkt die Temperatur auf 10 °C, dann enthält sie nur noch 1,3 g Wasser.• Es werden folglich 7 minus 1,3 = 5,7 g Wasser ausgeschieden.
X = 0,622 · · 103 = 3,11 g/kg0,5 · 0,02982
3 – (0,5 · 0,02982
Druck in bar
Was
serd
ampf
in fe
ucht
igke
itsg
esät
tigt
er L
uft i
n g/
m2
Tem
pera
tur i
n °C
+ 110
+ 100
+ 90
+ 80
+ 70
+ 60
+ 50
+ 45
+ 40
+ 35
+ 30
+ 25
+ 20
+ 15– 25
– 20
– 15
– 10
– 5
0
+ 5
+ 10
50
40
30
20
0 1 2 3 4 5 6 7 8 9 10 15 20
0,6
0,8
1
1,5
2
3
4
5
7
10
15
2 Physikalische Grundlagen 2 Physikalische Grundlagen26 27
Haben die mit Luft versorgten Steuer- und Arbeitselemente eine Raumtempera-tur von üblicherweise 20 °C, dann fällt das restliche Wasser von 1,3 g nicht mehraus, sondern gelangt mit der Abluft wieder in die Atmosphäre. Befinden sichjedoch die Armaturen und Geräte z.B. im Freien bei einer Umgebungstemperaturvon nur 5 °C, dann kommt es sehr wohl zu einer weiteren Kondensatbildung.
Wie kann man den Taupunkt mit Messgeräten ermitteln?
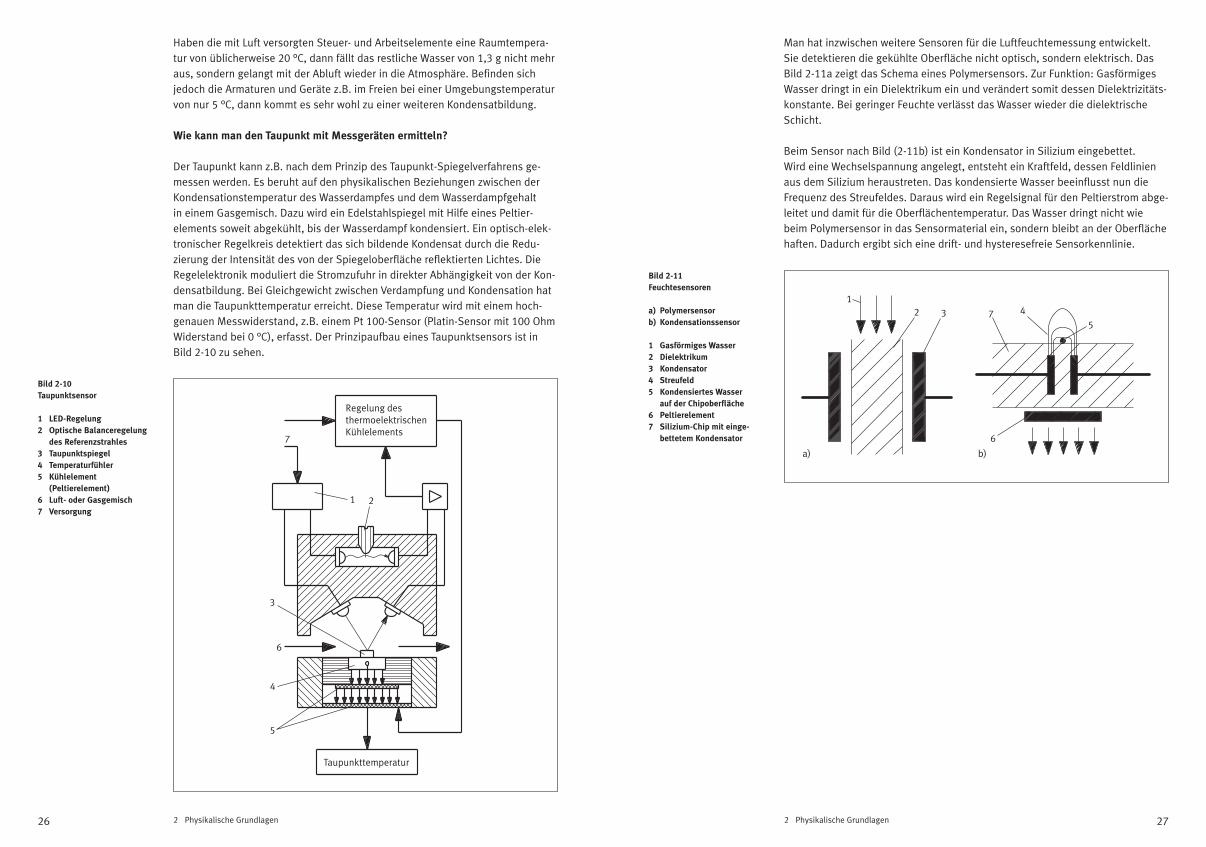
Der Taupunkt kann z.B. nach dem Prinzip des Taupunkt-Spiegelverfahrens ge-messen werden. Es beruht auf den physikalischen Beziehungen zwischen derKondensationstemperatur des Wasserdampfes und dem Wasserdampfgehalt in einem Gasgemisch. Dazu wird ein Edelstahlspiegel mit Hilfe eines Peltier-elements soweit abgekühlt, bis der Wasserdampf kondensiert. Ein optisch-elek-tronischer Regelkreis detektiert das sich bildende Kondensat durch die Redu-zierung der Intensität des von der Spiegeloberfläche reflektierten Lichtes. DieRegelelektronik moduliert die Stromzufuhr in direkter Abhängigkeit von der Kon-densatbildung. Bei Gleichgewicht zwischen Verdampfung und Kondensation hatman die Taupunkttemperatur erreicht. Diese Temperatur wird mit einem hoch-genauen Messwiderstand, z.B. einem Pt 100-Sensor (Platin-Sensor mit 100 OhmWiderstand bei 0 °C), erfasst. Der Prinzipaufbau eines Taupunktsensors ist inBild 2-10 zu sehen.
Man hat inzwischen weitere Sensoren für die Luftfeuchtemessung entwickelt. Sie detektieren die gekühlte Oberfläche nicht optisch, sondern elektrisch. DasBild 2-11a zeigt das Schema eines Polymersensors. Zur Funktion: GasförmigesWasser dringt in ein Dielektrikum ein und verändert somit dessen Dielektrizitäts-konstante. Bei geringer Feuchte verlässt das Wasser wieder die dielektrischeSchicht.
Beim Sensor nach Bild (2-11b) ist ein Kondensator in Silizium eingebettet. Wird eine Wechselspannung angelegt, entsteht ein Kraftfeld, dessen Feldlinienaus dem Silizium heraustreten. Das kondensierte Wasser beeinflusst nun dieFrequenz des Streufeldes. Daraus wird ein Regelsignal für den Peltierstrom abge-leitet und damit für die Oberflächentemperatur. Das Wasser dringt nicht wiebeim Polymersensor in das Sensormaterial ein, sondern bleibt an der Oberflächehaften. Dadurch ergibt sich eine drift- und hysteresefreie Sensorkennlinie.
Bild 2-10
Taupunktsensor
1 LED-Regelung
2 Optische Balanceregelung
des Referenzstrahles
3 Taupunktspiegel
4 Temperaturfühler
5 Kühlelement
(Peltierelement)
6 Luft- oder Gasgemisch
7 Versorgung
Bild 2-11
Feuchtesensoren
a) Polymersensor
b) Kondensationssensor
1 Gasförmiges Wasser
2 Dielektrikum
3 Kondensator
4 Streufeld
5 Kondensiertes Wasser
auf der Chipoberfläche
6 Peltierelement
7 Silizium-Chip mit einge-
bettetem Kondensator
1 2
3
4
5
6
7
Regelung desthermoelektrischenKühlelements
Taupunkttemperatur
1
a) b)
2 3 4
5
6
7

3 Druckluftaufbereitung 3 Druckluftaufbereitung28 29
Die Aufgaben einer Druckluftaufbereitung bestehen darin, die von der Kompres-sorstation gelieferte Druckluft in eine Qualität zu versetzen, wie sie beim Druck-luftverbraucher erforderlich ist. Man kann die Aufbereitung in drei Bereicheunterscheiden. Das sind die Grobabscheidung von Partikeln, die Trocknung und die Feinaufbereitung. Unmittelbar nach der Drucklufterzeugung wird dieGrobabscheidung ausgeführt. Das Bild 3-1 zeigt den prinzipiellen Aufbau einerPneumatikanlage.
Ein Grundsatz bei der Aufbereitung heißt: Soviel wie erforderlich, aber so wenigwie möglich! Die Druckluft soll so sauber wie nötig sein. Nicht mehr! Außerdemsind folgende Hinweise zu beachten:• Wird qualitativ unterschiedliche Druckluft benötigt, dann wäre die gesamte
Druckluft nach den höchsten Verbraucheransprüchen zentral aufzubereiten. Es ist jedoch wirtschaftlicher, die „bessere“ Luft dezentral an der jeweiligenAnlage aufzubereiten (Feinaufbereitung).
• Wird Druckluft in unterschiedlichen Drücken benötigt, macht es aus wirt-schaftlichen Erwägungen Sinn, einen Druckverstärker (Druckluftbooster)dezentral einzusetzen, weil man dann das gesamte übrige Druckniveau derPneumatikanlage abzusenken kann.
• Die vom Verdichter angesaugte Luft soll möglichst kühl, trocken und weitge-hend staubfrei sein. Wird warme und feuchte Luft angesaugt, so führt das zueinem erhöhten Kondensatanfall nach der Verdichtung.
• Bei größeren Druckschwankungen im Druckluftnetz empfiehlt sich der Einbaukleiner Druckluftspeicher vor der Wartungseinheit.
• An den tiefsten Stellen des Rohrnetzes sollten Geräte zum Sammeln undAusscheiden des in der Rohrleitung anfallenden Kondensats vorgesehen werden.
• Die Druckluftaufbereitung darf nicht nur aus produktionstechnischem Blick-winkel gesehen werden. Es gibt auch gesundheitliche Kriterien. ÖlhaltigeAbluft schadet dem Werker am Arbeitsplatz und der Umwelt sowieso.
Um aus der atmosphärischen Luft den Energieträger „Druckluft“ herzustellen,muss diese auf Bruchteile ihres Ausgangsvolumens verdichtet werden. Was charakterisiert den „Rohstoff“ Luft? Die physikalischen Eigenschaften sind folgende:
Physikalische Größe Zahlenwert Einheit
Dichte ρ bei 0 °C 1,293 kg/m3
bei 15 °C 1,223 kg/m3
bei 20 °C 1,199 kg/m3
Gaskonstante R 287 J/kg · K
Spezifische Wärmekapazitätbei 0 °C; p = const. cp = 1,005 kJ/kg · Kbei 0 °C; V = const. cV = 0,716 kJ/kg · K
Adiabatenexponent 1,4
Dynamische Zähigkeit (Normdruck)bei 20 °C 18,13 · 10 –6 Pa · s
Kinematische Zähigkeit (Normdruck)bei 20 °C (= Viskositäts-Dichte-Verhältnis) 15,55 mm2/s
Nach der Norm ISO 6358 beträgt die Luftdichte im Normzustand 1,185 kg/m3.
Die Verdichtung von Luft ist nicht ohne Probleme. Es werden auch alle darin mit-geführten Verunreinigungen wie Staub, Ruß, Schmutz, unverbrannte Kohlen-wasserstoffe, Keime und Wasserdampf mit komprimiert. Dazu kommen weiterePartikel, die vom Kompressor stammen, wie Verschleißabrieb, verkokte Öle undAerosole. Das Verdichten angesaugter Umgebungsluft auf 8 bar erhöht deshalbauch die Konzentration der Verunreinigungen auf das Neunfache. Das ist abernicht alles. Hinzu kommen noch Rückstände und Ablagerungen aus dem Rohr-leitungsnetz wie Rost, Zunder, Schweißrückstände und Dichtstoffe, die beimAnbau von Armaturen zurückgeblieben sein können. Eine qualitative Übersichtüber die Art der Partikel und ihre Größe, die in der Luft sein können, wird in Bild 3-2 gegeben. Großstadtluft ist angereichert mit etwa 140 Millionen Staub-partikeln je 1 m3, wobei 80% der Teilchengröße kleiner als 5 µm ist. Bei reinerAtemluft ist übrigens eine Partikelgröße bis 0,01 µm zulässig.
3
Druckluftaufbereitung
Bild 3-1
Prinzipieller Aufbau
einer Pneumatikanlage
K Kondensat
LF Filter
LOE Nebelöler
LDF Trockner
LR Druckminderventil
M Motor
Me Messgerät, Manometer
PEV Druckschalter
QH Absperrventil
V Verdichter
WA Wasserabscheider
3.1Druckluftqualität
V M PEV
Speicher
WA WA WA
Me
QH QH QH
LOELRLR
LF
LF
LDF QH
QH
MaschineK K K K K
bei großenAnlagen
1 bis 2% Neigung
Öl
Trennstelle beiProjektierungs-arbeiten

3 Druckluftaufbereitung 3 Druckluftaufbereitung30 31
Druckluft ist also im Rohzustand keineswegs sauber. Die Verunreinigungen können zu Störungen an pneumatischen Verbrauchern und zu Schäden amDruckluftnetz führen. Verunreinigungen können sich sogar gegenseitig beein-flussen. Staubpartikel bilden zusammen mit Wasser oder Öl größere Partikel.Wasser verbindet sich mit Öl zu einer Emulsion.
Für die unterschiedlichen pneumatischen Anwendungen gibt es empfohleneGüteklassen, die jeweils von den Geräten vertragen wird. Die Druckluftqualitätist in der folgenden Tabelle für jeden Verunreinigungstyp gesondert aufgeführt.Diese Güteklassen werden in der DIN ISO 8573-1 empfohlen.
Anwendungen Feststoffe Wassertaupunkt max. Ölgehalt Empfohlene
(µm) (0 °C) (mg/m3) Filterstufe
Bergbau 40 – 25 40 µm
Reinigung 40 +10 5 40 µm
Schweißmaschinen 40 +10 25 40 µm
Werkzeugmaschinen 40 +3 25 40 µm
Druckluft-Zylinder 40 +3 25 40 µm
Druckluft-Ventile 40 bzw.50 +3 25 40 bzw. 50 µm
Verpackungstechnik 40 +3 1 5 µm – 1 µm
Feinstdruckregler 5 +3 1 5µm – 1 µm
Messluft 1 +3 1 5µm – 1 µm
Lagerluft 1 –20 1 5µm – 1 µm
Lackierluft 1 +3 0,1 5µm – 1 µm
Sensorik 1 –20 bzw. –40 0,1 5µm – 1 µm
Reine Atemluft 0,01 – – –0,01 µm
In dieser Vorschrift wird auch eine Einteilung der Druckluftqualität in 7 Qualitäts-klassen vorgenommen. In der folgenden Tabelle beziehen sich die Kubikmeter-angaben auf den Normzustand gemäß ISO 554.
Klasse Teilchengröße Teilchendichte Drucktaupunkt Restölgehalt
max. in µm max. in mg/m3 max. in °C max. in mg/m3
1 0,1 0,1 –70 0,01
2 1 1 –40 0,1
3 5 5 –20 1,0
4 15 8 +3 5
5 40 10 +7 25
6 – – +10 –
7 – – nicht definiert –
Bei der Verdichtung von Luft erwärmt sie sich und wird durch Luftkühler unmittelbar nach dem Kompressor zurückgekühlt. Die Erwärmung kommtdadurch zustande, dass die Kompressor-Antriebsenergie zur Druckerhöhung von p1 auf p2 mit einer Temperatursteigerung von T1 auf T2 verbunden ist. Sie lässt sich wie folgt berechnen:
wobei k = 1,38 bis 1,4 sein kann.
Bild 3-2
Arten und Größen
von typischen Luft-
verunreinigungen
(1 µµm = 0,001 mm)
3.2Trocknungsverfahren
Tabakrauch
Öldunst Ölnebel
atmosphärischer Staub
Farbspritznebel
metallurgischer Staub
Zementstaub
StraßenstaubRuß
KohlenstaubSchwefel-nebel
Wasser-nebel
Schwerindus-trienebel
Gießerei-sand
submikroskopisch mikroskopisch sichtbar
Dampf, Dunst, Rauch Staub Nebel Spray Regen
Partikelgröße in µm
0,01 0,1 1,0 5 10 40 100 1000
Fein
stfil
ter
Fein
filte
r
Gro
bfilt
er
T2 = T1
p2p1
(k – 1)k
3 Druckluftaufbereitung 3 Druckluftaufbereitung32 33
In der Luft befinden sich immer mehr oder weniger große Mengen an Wasser-dampf. Die Luft kann aber nur begrenzt Wasserdampf aufnehmen, nämlich nurbis zur Sättigungsmenge. Ein möglichst großer Anteil des Wassers ist zur Kon-densation zu bringen, bevor die Luft den Verbraucher erreicht. Wurde kein ölfrei-er Kompressor eingesetzt, dann entsteht ein verdichtetes Luft-Öl-Gemisch.Dieses Öl muss von der Druckluft in einem Ölabscheider getrennt und dannzurückgekühlt werden.
Damit aus den pneumatischen Steuer- und Arbeitselementen keine „Wasser-hydraulik“ wird, trocknet man die Druckluft. Die Trocknung ist die wichtigsteAufgabe der Druckluftaufbereitung. Gute Trocknung verhindert Korrosions-bildung in den Leitungen und Pneumatikgeräten. Maßstab für die Lufttrocknungist die Taupunkttemperatur (siehe Kapitel 2.3). Je höher die Temperatur derDruckluft, desto größer ist die Wassermenge, die die Luft maximal aufnehmenkann (Sättigungsmenge). Das zeigt die folgende Tabelle.
Temperatur in °C –20 –10 0 5 10 15 20 30 50 70 90 100
Wasserdampf 0,9 2,2 4,9 6,8 9,4 12,7 17,1 30,1 82,3 196,2 472 588max. in g/m3
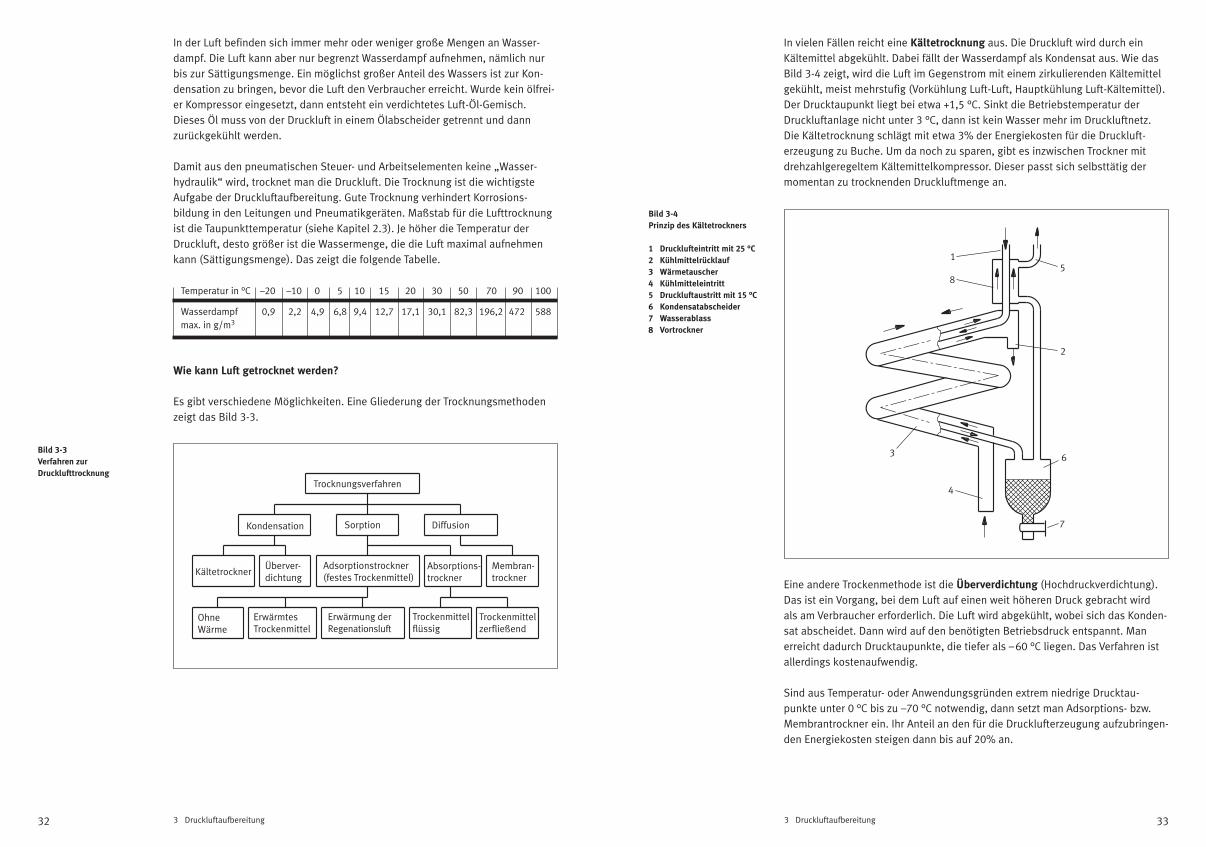
Wie kann Luft getrocknet werden?
Es gibt verschiedene Möglichkeiten. Eine Gliederung der Trocknungsmethodenzeigt das Bild 3-3.
In vielen Fällen reicht eine Kältetrocknung aus. Die Druckluft wird durch einKältemittel abgekühlt. Dabei fällt der Wasserdampf als Kondensat aus. Wie dasBild 3-4 zeigt, wird die Luft im Gegenstrom mit einem zirkulierenden Kältemittelgekühlt, meist mehrstufig (Vorkühlung Luft-Luft, Hauptkühlung Luft-Kältemittel).Der Drucktaupunkt liegt bei etwa +1,5 °C. Sinkt die Betriebstemperatur derDruckluftanlage nicht unter 3 °C, dann ist kein Wasser mehr im Druckluftnetz.Die Kältetrocknung schlägt mit etwa 3% der Energiekosten für die Druckluft-erzeugung zu Buche. Um da noch zu sparen, gibt es inzwischen Trockner mitdrehzahlgeregeltem Kältemittelkompressor. Dieser passt sich selbsttätig dermomentan zu trocknenden Druckluftmenge an.
Eine andere Trockenmethode ist die Überverdichtung (Hochdruckverdichtung).Das ist ein Vorgang, bei dem Luft auf einen weit höheren Druck gebracht wird als am Verbraucher erforderlich. Die Luft wird abgekühlt, wobei sich das Konden-sat abscheidet. Dann wird auf den benötigten Betriebsdruck entspannt. Manerreicht dadurch Drucktaupunkte, die tiefer als –60 °C liegen. Das Verfahren istallerdings kostenaufwendig.
Sind aus Temperatur- oder Anwendungsgründen extrem niedrige Drucktau-punkte unter 0 °C bis zu –70 °C notwendig, dann setzt man Adsorptions- bzw.Membrantrockner ein. Ihr Anteil an den für die Drucklufterzeugung aufzubringen-den Energiekosten steigen dann bis auf 20% an.
Bild 3-3
Verfahren zur
Drucklufttrocknung
Bild 3-4
Prinzip des Kältetrockners
1 Drucklufteintritt mit 25 °C
2 Kühlmittelrücklauf
3 Wärmetauscher
4 Kühlmitteleintritt
5 Druckluftaustritt mit 15 °C
6 Kondensatabscheider
7 Wasserablass
8 Vortrockner
Trocknungsverfahren
Kondensation Sorption Diffusion
KältetrocknerÜberver-dichtung
Adsorptionstrockner(festes Trockenmittel)
Absorptions-trockner
Membran-trockner
OhneWärme
ErwärmtesTrockenmittel
Erwärmung derRegenationsluft
Trockenmittelflüssig
Trockenmittelzerfließend
15
2
63
4
7
8

3 Druckluftaufbereitung 3 Druckluftaufbereitung34 35
Bei der Absorptionstrocknung wird die Luftfeuchtigkeit durch chemische Mittelgebunden. Diese gehen beim Trocknen in Lösung. Das chemische Mittel ist einSalz auf NaCl-Basis. Der Aufbau des Trockners ist einfach und wird im Bild 3-5gezeigt. Allerdings wird das chemische Mittel verbraucht. Mit 1 kg Salz wird etwa13 kg Wasserkondensat gebunden. Es muss also regelmäßig Salz nachgefülltwerden. Man erreicht einen Drucktaupunkt von maximal –15 °C. AndereTrockenmittel sind Glyzerin, Schwefelsäure, dehydrierte Kreide und übersauresMagnesiumsalz. Die Betriebskosten sind hoch, die Anwendung eher selten.
Bei der Adsorptionstrocknung erfolgt die Bindung von Gas- oder Dampfmole-külen durch molekulare Kräfte. Das Trockenmittel ist ein Gel, z.B. ein Kiesel-Gel,das sich ebenfalls verbraucht, jedoch regenerationsfähig ist. Man benötigt des-halb zwei Trockenbehälter (-kammern), damit Trocknen (A) und Regenerieren (B)gleichzeitig ablaufen können. Die Regeneration kann kalt oder warm erfolgen.Die kalt regenerierenden Trockner sind in der Anschaffung billiger, jedoch teuerim Betrieb. Das Bild 3-6 zeigt einen Trockner mit Heißluftregenerierung. DieTrockner werden im Wechsel (Gegentakt) umgeschaltet. Es werden je nachTrockenmittel Drucktaupunkte bis –70 °C erreicht.
Es gibt auch Adsorptionstrockner, die Molekularsiebe (kristalline Metall-Alumi-nosilikate oder Zeolithe) in Kugel- oder Granulatform als Trockenmittel ver-wenden. Sie weisen wie alle adsorptiven Mittel eine große innere Oberfläche(Kapillarität) auf. Auch hier können die mit Wassermolekülen beladenenMolekularsiebe wieder regeneriert werden (Desorption).
Die Membrantrockner bestehen aus einem Bündel von Hohlfäden, die dampf-durchlässig sind und die von entspannter trockener Druckluft umströmt werden.Die treibende Kraft für die Trocknung ist der Partialdruckunterschied zwischender feuchten Luft im Inneren der Hohlfäden und der im Gegenstrom fließendentrockenen Luft (Bild 3-7). Das System strebt dabei nach einem Ausgleich derWasserdampf-Konzentration auf den beiden Seiten der Membran.
Bild 3-5
Prinzip der
Absorptionstrocknung
1 Getrocknete Druckluft
2 Behälter
3 Salzfüllung
4 Kondensatablass
5 Luft vom Verdichter
(feuchte Luft)
6 Kondensat-Auffangraum
Bild 3-6
Prinzip eines
Adsorptionstrockners
1 Getrocknete Luft
2 Trockenturm
3 Heizer
4 Ventilator
5 Heißluft
6 Feuchte Luft
7 Ventil
Bild 3-7
Prinzip
eines Membrantrockners
1 Hohlfaden
2 Spülluft
3 Feuchtlufteintritt
4 Membran
1
2
3
4
5
6
1
A B
2
3
4
5
7
6
1
2
34 1

3 Druckluftaufbereitung 3 Druckluftaufbereitung36 37
Die Hohlfäden bestehen aus einem silikonfreien Trägermaterial mit einer hauch-dünnen Beschichtung der eigentlichen Membranfläche. Es gibt poröse undhomogene Membranen. Letztere sind nur für bestimmte Moleküle durchlässig,wie z.B. Wasserdampf. Der Sauerstoff- und Ölgehalt wird dabei nicht verändert.Die erforderliche trockene Spülluft wird aus der schon behandelten Luft abge-zweigt und zurückgeleitet. Dieser ständige Spülluftverbrauch mindert dieEffektivität des Trockners. Deshalb gibt es viele Bemühungen, diesen Luftver-brauch möglichst klein zu halten. Aus dem Funktionsprinzip ergibt sich gleich-zeitig die vorzugsweise Anwendung als Teilstrom- und Endstellen-Trockner (Bild 3–8). Externe elektrische Energie- bzw. Hilfsenergie für eine Spülluft-regelung wird nicht gebraucht, weshalb der Trockner auch in Exschutzbereicheneingesetzt werden kann. Der Membrantrockner sollte vor einem etwaigen Druck-luftregler angeordnet werden, weil bei einem höheren Druck die bessere Trock-nungsleistung erreicht wird. Auch empfiehlt sich, vor dem Membrantrockner eine Kombination von Vor- und Mikrofilter anzuordnen, weil dann die Lebenser-wartung der Hohlfäden größer ist. Ein wesentlicher Unterschied zu anderenTrocknern besteht in folgendem:
Membrantrockner reduzieren die Feuchte um einen bestimmten Anteil, währendKälte- und Adsorptionstrockner die Druckluft auf eine vorgegebene Drucktau-punkttemperatur absenken.
Luftfilter werden seit über 100 Jahren gebaut und haben eine lange Entwicklunghinter sich. Filtermedium war ursprünglich Gewebe. Die Auswahl des richtigenFilters bestimmt die Druckluftqualität ganz entscheidend. Hohe Druckluftqualitätmacht mehrere Filterstufen nötig. Ein „feiner“ Filter ist aber allein noch nicht dieLösung. Man kann die Filter in folgende Stufen einteilen:• Filter: Sie halten Teilchen größer als 40 µm oder größer als 5 µm zurück,
je nach Filtergrad der ausgewählten Filterpatrone.• Feinfilter: Diese Filter halten Partikel zurück, die größer als 0,1 µm sind.• Feinstfilter: Sie werden auch als Mikrofilter bezeichnet. Sie halten Teilchen
die größer sind als 0,01 µm zurück. Die Luft muss allerdings mit einem Filtervon 5 µm bereits vorgefiltert sein.
• Aktivkohle-Feinstfilter: Mit diesem Filter können Teilchen die größer sind als0,003 µm zurückgehalten werden, wie z.B. Geschmacks- oder Geruchsstoffe.Solche Filter werden auch als Submikrofilter bezeichnet.
Zur Erreichung der besseren Qualitätsstufen ist die Feststoff-Filtration immer in Stufen vorzunehmen, z.B. durch Hintereinanderschaltung eines Fein- undFeinstfilters.
Welche Funktionsprinzipe werden zur Filtration ausgenutzt?
Massenkraftfilter
Die Luft wird durch ein Drallblech in Drehung versetzt, wobei Zentrifugalkräftewirksam werden. Analog zum Wirbelsturm in tropischen Gebieten spricht mandeshalb auch vom Zyklonabscheideverfahren (Bild 3-9).
Bild 3-8
Anwendungsbereiche
von Trocknerarten
(nach Hoerbiger-Origa)
1 Adsorptionstrockner
2 Membrantrockner
3 Kältetrockner
bis 1000 m3/h
3.3Filterung
Bild 3-9
Prinzipaufbau
eines Zyklonabscheiders
1 Lufteintritt
2 Luftaustritt
3 O-Ring
4 Behälter
5 Wirbeleinsatz
6 Trennkappe
7 Befestigungsschraube
8 Filterelement
9 Knopf für den Kondensat-
ablass von Hand
10 Kondensat
11 Kondensatablass
1
2
3
30
20
10
0
– 10
– 20
– 30
– 40
– 50
– 60
– 70
– 80
0 50 100 150 200
Volumenstrom in m3 /h
Dru
ckta
upun
ktte
mpe
ratu
r in
°C
1 2
3
45
67
8
910
11

3 Druckluftaufbereitung 3 Druckluftaufbereitung38 39
Größere feste und vor allem flüssige Teilchen werden durch die Fliehkraft gegendie Innenwand der Filterschale geschleudert und fließen an der Gehäusewandab. Das Kondenswasser wird dabei bis zu 90% ausgeschieden. Die vorgereinigteLuft passiert dann einen Filtereinsatz aus hochporösem Sinterwerkstoff. Konden-sat- und Schmutzstoffe werden in der Filterschale gesammelt. Der Ablassknopfdes Filters ist von Zeit zu Zeit zu betätigen, damit die gesammelte Flüssigkeitabgelassen werden kann. In größeren Zeitabständen ist der Filtereinsatz heraus-zunehmen und zu reinigen.
Oberflächenfilter
Das sind Filter, die aus einem Metall- oder Kunststoffgeflecht bestehen undPorenweiten von 5 oder 40 µm aufweisen. Das Geflecht hält alle Verunreinigun-gen fest, die größer als die definierten Poren sind. Dem Oberflächenfilter wird in der Regel ein Massenkraftfilter als Vorfilter vorgeschaltet, wie er in Bild 3-9bereits gezeigt wurde.
Tiefenfilter
Das sind Filter, die mit 1 µm (Feinfilter) oder 0,01 µm (Feinstfilter) Porenweiteausgestattet sind. Filtermaterial sind Mikrofaser-Vliese. Das sind Gewirre ausfeinsten Borsilikatfasern. Die Filterwirkung entsteht durch direkten Stoß derPartikel, durch Absorption, Siebung, Diffusion, elektrostatische Aufladung und Bindung durch van der Waals’sche Kräfte. Die Staubabscheidung wird in Bild 3-10 gezeigt. Feste Partikel bleiben zwischen den Fasern hängen. Flüssige Teilchen koaleszieren (verbinden sich) zu größeren Tropfen, die auchhier in der Filterschale aufgefangen werden.
Tiefenfilter entfernen kleinste Öl- und Staubpartikel aus der Druckluft. Wird einAktivkohlefilter eingesetzt, werden sogar unerwünschte Öldämpfe und Gerüchezurückgehalten. Das ist in hochsensiblen Bereichen, wie z.B. in der Lebensmittel-und Pharmaindustrie, erforderlich. Der Filtergrad richtet sich immer nach denAnforderungen. Zulässige Partikelgrößen in der Druckluft sind beispielsweise:• 40 µm bis 5 µm bei Lamellenmotoren, Arbeitszylindern, Steuerungen
und schlagenden Handwerkzeugen• kleiner als 5 µm bei Reglern, Ventilen, Messinstrumenten, Spritzpistolen• kleiner als 1 µm bei Anwendungen in der Lebensmittelbranche, Pharmazie
und Elektrotechnik
Aktivkohlefilter
Sie enthalten einen Filtereinsatz aus vorwiegend amorphem Kohlenstoff mitporöser Struktur. Aktivkohle hat eine außergewöhnlich große innere Oberflächezwischen 500 und 1500 m2/g. Daraus ergibt sich ein großes Adsorptionsver-mögen für feinste Partikel. Die Adsorption setzt an den besonders aktivenStellen der Oberfläche ein, also an Spitzen, Ecken, Kanten und Gitterfehl-ordnungen.
Zur Erhöhung der Lebensdauer eines Aktivkohlefilters sind immer Mikrofilter vorzuschalten und davor wiederum Vorfilter. Aktivkohle-Filterelemente müssenim allgemeinen nach 1000 Betriebsstunden gewechselt werden oder wenn ein Ölgeruch bemerkt wird. Der Restölgehalt derartig gefilterter Luft liegt (bei entsprechender Vorfilterung) bei nur 0,003 ppm (ppm = parts per million(engl.) = Millionstel; keine SI-Einheit, aber noch gültig; anschaulicher ist die Angabe in 0,003 mg/m3). Die Anwendung solcher Submikrofilter wird beson-ders für Druckluftanwendungen in der Lebensmittel-, Getränke-, Pharma- undMedizintechnik-Branche empfohlen.
Hinweis: Filter werden stets vor den Druckminderventilen eingebaut, da derDruckverlust innerhalb dieser Filter je nach durchströmender Luftmenge verschieden ist.
Über die symbolische Darstellung in Schaltplänen gibt das Bild 3-11 Auskunft.
Bild 3-10
Staubabscheidung an einem
textilen Filtermedium
1 Filtermedium
2 Eingelagerte Staubschicht
3 Aufgelagerte und abzu-
reinigende Staubschicht
4 Rohgasseite
5 Reingasseite
Bild 3-11
Symboldarstellung
von Filtern und Ölern
1 Filter (Ausscheiden
von Partikeln)
2 Wasserabscheider,
handbetätigt
3 Wasserabscheider
(automatische Entleerung)
4 Filter mit Wasserab-
scheider (handbetätigt)
5 Filter
mit Wasserabscheider
(automatische Entleerung)
6 Lufttrockner
7 Öler
8 Filterkombination
1 2 3 4
5 6 7 8
3 Druckluftaufbereitung 3 Druckluftaufbereitung40 41
Der Einsatz pneumatischer Geräte in bestimmten Branchen, wie z.B. in derPharma- und Lebensmittelindustrie oder beim Farbspritzen, macht ölfreie Druck-luft erforderlich. Es geht hier um die Restölmenge, die durch das Kompressoren-öl noch als Rückstand in der Druckluft verblieben ist. Selbst bei ölfrei arbeiten-den Verdichtern sorgen Ölaerosole in der angesaugten Luft für eine gewisseRestölbelastung. Dieses Öl kann empfindliche Teile verstopfen und Grund-schmierungen an Bauteilen auswaschen oder beschädigen. Nach der Pneurop-Klassifizierung (Pneurop-Richtlinie 6611) kann man eine Richtwertklassifizierungwie folgt vornehmen:
Klasse Ölgehalt in mg/m3
1 0,012 0,13 1,04 5,05 25,0
In Worte gefasst, kann man den Ölanteil in der Druckluft wie folgt kommen-tieren:• Ölarme Druckluft
Das ist der Normalfall, wenn man die Luft durch ein höchstens 1 bis 20 µm feines Filter schickt. Damit erreicht man die Qualitäten „Messluft“, „normaleAtemluft“ und „Arbeitsluft“, soweit sie schon die Umweltwünsche berück-sichtigen.
• Technisch ölfreie Druckluft
Die Restölmenge liegt hier im Bereich von 0,3 bis 0,01 mg/m3 und stört beikeiner technischen Anwendung. Dazu sind Feinfilter einzusetzen.
• Absolut ölfreie Druckluft
Während der Druckluftaufbereitung bleibt die schon ölfrei angesaugte Luft ohne Kontakt mit Öl. Der Ölgehalt der Druckluft liegt bei weniger als0,003 mg/m3. Das ist nur mit Aktivkohlefilterung erreichbar.
Für die Geringhaltung des Ölgehaltes sind drei Wege beschreitbar:• Verdichter für die Erzeugung ölfreier Druckluft• Kältetrocknung mit gleichzeitiger Ölabscheidung bis etwa 80 %• Ölabscheidefilter
Auch die Kombination mehrerer Verfahren ist möglich, ebenso die Reihenschal-tung von Filtern, z.B. von zwei Feinstfiltern, wobei der zweite Filter Aktivkohleenthält und als Adsorptionsfilter wirkt. Dabei werden auch Gerüche von Öl oderanderen Fremdstoffen zurückgehalten. Übrigens arbeiten die meisten pneumati-schen Arbeits- und Steuerungskomponenten mit ölfreier Luft einwandfrei, weil
sie bereits werksseitig mit einer Lebensdauerschmierung ausgestattet werden.Bei Verwendung von ölhaltiger Luft gilt: Einmal geölt, immer geölt! Man kanndann nicht mehr zurück. Was nun besser ist, ölfreie Luft gleich mit ölfrei verdich-tenden Kompressoren zu erzeugen oder erst nachher das Öl heraus zu filtern, istimmer noch ein Streitfall. Ölgeschmierte Kompressoren sind allerdings kosten-günstiger.
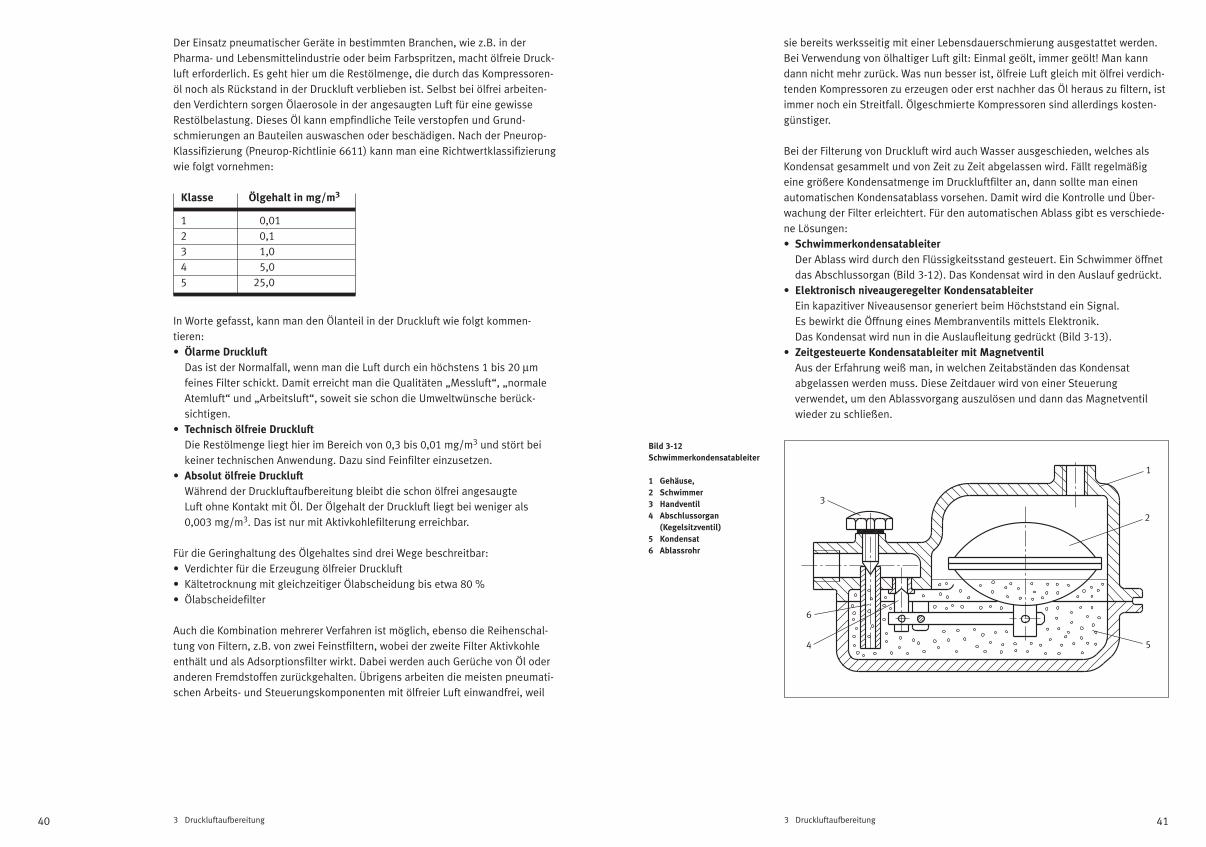
Bei der Filterung von Druckluft wird auch Wasser ausgeschieden, welches alsKondensat gesammelt und von Zeit zu Zeit abgelassen wird. Fällt regelmäßigeine größere Kondensatmenge im Druckluftfilter an, dann sollte man einen automatischen Kondensatablass vorsehen. Damit wird die Kontrolle und Über-wachung der Filter erleichtert. Für den automatischen Ablass gibt es verschiede-ne Lösungen:• Schwimmerkondensatableiter
Der Ablass wird durch den Flüssigkeitsstand gesteuert. Ein Schwimmer öffnetdas Abschlussorgan (Bild 3-12). Das Kondensat wird in den Auslauf gedrückt.
• Elektronisch niveaugeregelter Kondensatableiter
Ein kapazitiver Niveausensor generiert beim Höchststand ein Signal. Es bewirkt die Öffnung eines Membranventils mittels Elektronik. Das Kondensat wird nun in die Auslaufleitung gedrückt (Bild 3-13).
• Zeitgesteuerte Kondensatableiter mit Magnetventil
Aus der Erfahrung weiß man, in welchen Zeitabständen das Kondensat abgelassen werden muss. Diese Zeitdauer wird von einer Steuerung verwendet, um den Ablassvorgang auszulösen und dann das Magnetventilwieder zu schließen.
Bild 3-12
Schwimmerkondensatableiter
1 Gehäuse,
2 Schwimmer
3 Handventil
4 Abschlussorgan
(Kegelsitzventil)
5 Kondensat
6 Ablassrohr
1
2
3
4 5
6

3 Druckluftaufbereitung 3 Druckluftaufbereitung42 43
Da das Kondensat nicht nur aus Wasser besteht, sondern auch Schmutz und verkoktes Öl mitführt, kann es zum Verkleben des Auslassventils kommen. Dannist das funktionsgemäße Öffnen gestört und wenn das Schließen mangelhafterfolgt, wird unnötig Luft abgeblasen.
Auch Magnetventile arbeiten nicht immer zuverlässig. Außerdem wird währendder Öffnungszeit ebenfalls Druckluft an die Umgebung abgeblasen. Diese Ver-luste vermeidet ein niveaugeregelter elektronischer Kondensatableiter, weil dasMembranventil nur solange öffnet, wie Kondensat ansteht.
In Bild 3-14 werden einige Filtervarianten gezeigt, die in der nachfolgendenTabelle kommentiert werden.
Filterwahl nach Bild 3-14 in Abhängigkeit vom Anwendungsfall (nach Hofmann/Stein)
Filtervariante Einsatzbereich Hauptfunktion
A Geringfügige feste Verun- Betätigung von Maschinen- Entfernen von Verunreini-reinigungen, Feuchtigkeit steuerungen, Spanneinrich- gungen; Staub über 5 µm;und Öl sind vertretbar tungen; Drucklufthämmer; flüssiges Öl über 99%;
Blasluft,Werkstattluft übersättigte Feuchtigkeit unter 99%
B Entfernen von Staub und Industrielle Ausrüstungen; Entfernen von Verun-Öl ist vorrangig, Feuchtig- pneumatische Antriebe; reinigungen; Staub keit kann geringfügig vor- metallische Dichtungen; über 0,3 µm; Ölnebel handen sein (resultierend Werkzeuge; Motoren über 99,9%; übersättigte aus Temperaturgefälle) Feuchtigkeit über 99 %
C Entfernen der Feuchtig- Ähnlich wie A, erschwert je- Entfernen von Feuchtig-keit ist übergeordnet, ge- doch durch größeres Tem- keit, Staub über 5 µm; ringe Mengen von Öl und peraturgefälle in der Leitung flüssiges Öl über 99%; Staub sind vertretbar oder am Verbraucher; Lackier- atmosphärischer Taupunkt
systeme; Sprayanwendungen unterhalb von –17 °C
D Entfernen von Feuchtig- Verfahrenstechnik, Messge- Entfernen von Verunrei-keit, Staub und Öl ist räteausrüstung; hochwertige nigungen und Feuchtig-erforderlich Lackiersysteme; Kühlung von keit; Staub über 0,3 µm;
Gießformen und Kunststoff- Ölnebel über 99,9%; Spritzmaschinen atmosphärischer Taupunkt
unterhalb von –17 °C
E Reine Luft wird gefordert Pneumatische Messgeräte; Entfernen von Verunrei-und nahezu vollständige Fluidics; elektrostatisches nigungen und Feuchtig-Entfernung von Feuchtig- Lackieren, Trocknen und keit, Staub über 0,01 µm; keit, Staub und Öl Reinigen von Elektronikteilen Ölnebel über 99,9999%,
atmosphärischer Taupunkt unterhalb von –17 °C
F Äußerst reine Luft Pharmazie, Lebensmittelin- Entfernen aller Verunreini-gefordert, annähernd dustrie (Verpacken, Trocknen, gungen und Geruchsstof-vollständiges Entfernen Fördern, Brauen); medizini- fe; Staub über 0,01 µm; von Feuchtigkeit, Staub, sche Luftbehandlungs-An- Ölnebel über 99,9999%;Öl und Geruch wendungen; Versiegelungs- atmosphärischer Taupunkt
und Plombierarbeiten über –17 °C; Geruchs-entfernung über 99,5%
G Vordringlichstes Erforder- Trocknung (Elektronik, Lade- Entfernen aller Verunreini-nis ist ein niedriger Tau- tanks); pharmazeutische gungen, Feuchtigkeit und punkt und praktisch kein Lagerung; Marine Mess- Dämpfe; Staub über Staub und Öl geräteausrüstung; 0,01 µm; Ölnebel über
Pulvermaterial-Transport 99,9999%; atmosphäri-scher Taupunkt unterhalb von –30 °C
Die Auswahl eines Filters geschieht in folgenden Stufen:• Welcher Reinheitsgrad wird gebraucht?• Welche Anschlussgröße wird benötigt (abhängig von Druck und Durchfluss)?• Wählen der Entleerung (manuell oder automatisch)
Bild 3-13
Elektronisch gesteuerter
Kondensatablass
1 Gehäuse
2 Niveausensor
3 Membranventil
4 Steigrohr
5 Kondensat
6 Elektronik
Bild 3-14
Auswahl von Filtervarianten
1 Nachkühler
2 Speicher
3 Hauptleitungsfilter
mit automatischem Ablass
4 Standardfilter
5 Mikrofilter
6 Kältetrockner
7 Submikrofilter
8 Aktivkohlefilter
9 Absorptionstrockner
1
2
4
5
3
6
1 2 3
4
5
55
6
77
7
98
5
A
B
C
D
E
FG

3 Druckluftaufbereitung 3 Druckluftaufbereitung44 45
Für das Feststellen des Reinheitsgrades kann die Tabelle auf Seite 31 zu Rategezogen werden. Die Anschlussgröße wählt man so, dass der Druckverlust nichtgrößer als 3% vom absoluten Eingangsdruck wird. Bei 6 bar Arbeitsdruck sinddas ∆p = 0,21 bar Druckverlust (Bild 3-15). Auch der beste Filter verursachtnatürlich einen Druckverlust. Nach praktischen Erfahrungen sollten Filter so aus-gewählt werden, dass die tatsächliche Durchflussmenge beim entsprechendenBetriebsdruck unterhalb der in Bild 3-15 eingezeichneten Geraden liegt.
Beispiel: Bei einem Druck von 6,3 bar ergibt sich bei einem ∆p = 0,2 bar eineDurchflussmenge von 450 l/min.
Die Beachtung der jeweiligen Grenzen für den minimal und maximal zulässigenDurchfluss ist wichtig. Wird der Filter unterhalb des minimalen Durchflussesbetrieben, dann reichen oft die van der Waals’schen Kräfte nicht aus, um diePartikel zu binden. Sie wandern weiter und werden nicht zurückgehalten. Wirdder Filter über dem maximalen Durchfluss betrieben, was in der Praxis öfters vorkommt, dann steigt der Differenzdruck stark an. Das verschlechtert die Effek-tivität und damit die Wirtschaftlichkeit. Noch dramatischer wird es, wenn bereitsausgefilterte Teilchen wieder mitgerissen werden. Der Betreiber wundert sichdann, dass trotz Filterung nennenswerte Partikelmengen in seiner Anwendungauftauchen.
Noch ein Wort zum Druckluft-Kondensat: Es ist ein Gemenge von festen Parti-keln, Wasser und Öl mit insgesamt aggressiven Eigenschaften. Die Entsorgungdes Kondensats ist deshalb eine ernstzunehmende Aufgabe. Chemisch-thermi-sche Druckluft-Kondensataufbereiter sind in der Lage aus dem Kondensat schad-
stofffreies Wasser in Trinkwasserqualität und die gefilterte Luft in Atemluft-qualität herzustellen. Durch solche umweltfreundliche Filterverfahren entfällt der Entsorgungsprozess.
Geölte Druckluft wird gebraucht, wenn sie nicht nur als Energieträger verwendetwird, sondern gleichzeitig auch Schmierstoff zu den bewegten Bauteilen einerEinrichtung transportiert werden soll. Die automatische Ölnebeldosierung über-nimmt der Öler. Mit Ölnebel angereicherte Luft verhindert die Trockenreibung derin pneumatischen Steuergeräten und Verbrauchern vorhandenen beweglichenTeile, zumindest aber wird deren Verschleiß gemindert. Es ist jedoch nicht mög-lich, dass vom Kompressor mitgeschleppte Öl in der Druckluft zu belassen und als Schmiermittel zu betrachten. Bei diesem Öl ist die Molekularstrukturweitgehend durch Druck und Hitze zerstört, so dass ein saures Medium hoherAggressivität vorliegt. Es ist also völlig ungeeignet.
Der Ölerkopf des Normalnebelölers enthält eine Venturidüse, die von derDruckluft durchströmt wird. Infolge der Engstelle im Strömungsquerschnitt entsteht an der Saugöffnung ein Unterdruck, der über ein Steigrohr Öl aus demBehälter ansaugt (Bild 3-16). Es tropft dann in die Strömung und wird dabei vernebelt. Mit einer Drossel als Dosiereinrichtung lässt sich die Anzahl derÖltropfen, die in den Luftstrom fallen, einstellen.
Bild 3-15
Druckverlust im Filter
als Funktion der Durchfluss-
menge
a Empfohlene maximale
Durchflussmenge
b Betriebsdruck in bar
3.4Druckluftöler
Bild 3-16
Druckluftöler
1 Ölerkopf
2 Saugöffnung
3 Steigrohr
4 Behälter
5 Tropfdom
6 Ablassschraube
2
3
4
5
1
6
0,7
0,6
0,5
0,4
0,3
0,2
0,1
0
Dru
ckve
rlus
t in
bar
0 200 400 600 800 1000 1200
Durchflussmenge in l/min
3,2 6,3 10
b
a

3 Druckluftaufbereitung 3 Druckluftaufbereitung46 47
Das Venturiprinzip wird in Bild 3-17 gezeigt. Durch die Verengung des Quer-schnitts entsteht der Druckunterschied ∆p, der das Ansaugen des Öls bewirkt.
Der Mikronebelöler unterscheidet sich vom Normalnebelöler dadurch, dass der Öltropfen auf einer Prallplatte feiner zerstäubt wird (größer als 2 µm).Es gelangen nur etwa 5 bis 10% der Öltropfen in den Luftstrom. Leichte Ma-schinen- und Hydrauliköle haben sich dafür bewährt. Die Viskosität sollte bei 17 bis 25 mm2/s bei 20 °C liegen. Für die Auswahl eines Druckluftölers ist die Durchflusscharakteristik maßgebend (Bild 3-18). Der Druckverlust sollte ∆p = 0,15 bis 0,35 bar nicht überschreiten. Der Ölverbrauch hängt von denErfordernissen ab und kann nicht exakt vorgegeben werden.
Ein Faustwert ist die Abgabe von 2 bis 5 Tropfen je m3. Die niedrige Zahl gilt füreinen kontinuierlichen Durchfluss, die höhere Tropfenzahl wird bei einem stoß-weisen Betrieb angesetzt. Bei Mikronebelölern muss man die 10- bis 20-facheTropfenanzahl einstellen. Für den Betrieb von Druckluftmotoren reichen z.B. 4 bis 6 Tropfen pro 1000 Liter Luft, wobei ein Tropfen rund 15 mm3 Öl entspricht.Die Tropfenanzahl wird an einer Stellschraube eingestellt. Bei Dauer- und Aus-setzbetrieb (Laufdauer mehr als 1 min) wird das Öl mit dem Nebelöler der Druck-luft zugegeben. Im Aussetzbetrieb (Laufdauer weniger als 1 min) empfiehlt sichdie Einspritzölung in Motornähe, um Mangelschmierung durch Ölverluste aufLuftwegen zu vermeiden. Zylinder mit hitzebeständigen Dichtungen soll manübrigens nicht mit geölter Druckluft betreiben, weil das Spezialfett vom Öl aus-gewaschen werden kann. Nebelöler (Bild 3-19) müssen unbedingt so eingebautwerden, dass die Zuluftleitung in Fließrichtung zeigt.
Einige typische Einbauvarianten für Druckluftöler werden in Bild 3-20 vorgestellt.Für die Varianten von A bis E gibt die folgende Tabelle einige Auswahlhinweise.
Bild 3-17
Venturiprinzip
Bild 3-18
Ölanreicherung im Luftstrom
1 Normalnebelöler
2 Proportionalnebelöler
Bild 3-19
Nebelöler
1 Einstellschraube
2 Fließrichtung
3 Tropfendom
4 Gehäuse
5 Schutzkorb
Bild 3-20
Anwendungsvarianten
bei Ölern
1 Nachkühler
2 Speicher
3 Differenzdruck-Ölereinheit
4 Standardöler
5 Mehrbereichsöler
6 Impulsöle
7 Mikroöler
p
1
2
Luftstrom
Öl/
Luft
stro
m
5
4
3
2
1
1 2
3 4
5
67 Taktkette
A
B
C
D
E

3.5Druckregelventile
Bild 3-21
Funktionsprinzip
von Druckluftreglern
a) Regler
mit Entlüftungsbohrung
b) Regler
ohne Entlüftungsbohrung
1 Gehäuse
2 Ventilsitz
3 Ventilteller
4 Membran
mit Ventilbohrung
5 Membran, fest mit
Ventilkolben verbunden
6 Entlüftungsbohrung
7 Druckfeder
8 Knebelschraube
zur Federkrafteinstellung
9 Manometer
Druckluftregler haben die Aufgabe, allen Druckschwankungen im Hauptkreis-lauf (Primärdruck) zum Trotz, einer zu versorgenden Anlage einen verlässlichkonstanten Druck (Sekundärdruck) bereitzustellen. Ist das nicht gewährleistet,kommt es zu unvertretbaren Abweichungen im Schalt- und Bewegungsverhaltenvon Steuerelementen und Aktoren: Ein zu hoher Druck erhöht den Verschleißund führt zu einer ungünstigen Energieverwertung. Zu niedriger Betriebsdruckverschlechtert den Wirkungsgrad und oft auch die Funktionsfähigkeit der Ver-braucher. Im allgemeinen wird im Verbraucherkreis ein Druck von 6 bar im Ar-beitsteil und 4 bar im Steuerteil gebraucht. In Bild 3-21 werden zwei Funktions-prinzipe von Druckluftreglern gezeigt.
Zur Funktion: Liegt der Primärdruck p1 an, dann wird der Ventilteller (3) vomVentilsitz (2) gegen die Kraft der Feder (7) abgehoben. An der Ausgangsseiteergibt sich nun der Druck p2, der gleichzeitig über eine Öffnung auf die Membran(4) bzw. (5) wirkt. Beim Regler mit Entlüftungsbohrung (Bild 3-21a) wird beieinem bestimmten Druck die Ventilbohrung in der Membran freigegeben, sodass Druckluft über die Membran (4) und die Entlüftungsbohrung (6) in die Um-gebung entweichen kann (= Eigenverbrauch). Durch ständiges Verändern derQuerschnittsfläche am Ventilsitz (ein Ringspalt) und Freigabe der Ventilbohrungin der Membran passt sich der Druck auf der Sekundärseite, z.B. beim Last-wechsel an einem Arbeitszylinder, der jeweiligen Durchflusssituation an. Der Sekundärdruck wird weitgehend konstant gehalten.
Bei Druckreglern ohne Entlüftungsbohrung (Bild 3-21b) wirken Ventilteller undMembran (5) wie ein Doppelkolbensystem zusammen. Ist der Sekundärdruck p2
zu hoch, dann steigt der Druck im Ventilsitz und drückt die Membran gegen dieKraft der Druckfeder. Dadurch verkleinert sich die Durchflussquerschnittsfläche,
3 Druckluftaufbereitung 493 Druckluftaufbereitung48
Anwendungsfall Einsatzbereiche Hauptfunktion
(Beispiele)
AA Wenn homogener Öl- Druckluftwerkzeuge an Versorgung vieler Verbraucher nebel kontinuierlich be- Montagelinien; pneuma- über große Entfernungen, Öl-nötigt wird. Für lange tische Steuerungen; nebel über 2 µm; Transport-Verbrauchsleitungen Transfer-, Schweiß- verhalten über 150 m sehr gut; über 150 m; und Pressenstraßen; Installation über Verbraucher Schmierung einer Viel- Maschinengruppen empfohlen; Verzweigungen zahl von Verbrauchern problemlos; Öltransport konti-ohne Überölung nuierlich 7 bis 12 mg/m3
BB Für alle Standard- Werkzeuge; Einzelgeräteversorgung: Anwendungen ohne pneumatische Antriebe; Ölnebel 4 bis 10 µm; Transport-besondere Ansprüche. Steuerungen verhalten bis 6 m befriedigend; Grundsätzlich Einzel- Installation über Verbraucher geräteschmierung, notwendig; Öltransport geringe Entfernungen 15 bis 25 mm3/Tropfen
CC Für Anwendungen bei Werkzeuge mit kleinem Niedrige Ansprechgrenze, extrem breitem Volumen- Luftbedarf; Steuerung großer Volumenstrombereich: strombereich, hohe An- von Druckluftzylindern; Ölnebel über 10 µm; Transport-sprechempfindlichkeit, Steuerungen für unge- verhalten bis 6 m befriedigend; ungeölte Luftentnahme ölte Luftentnahme Installation über Verbraucher vor dem Öler notwendig; Öltransport
15 bis 25 mm3/Tropfen
DD Bei seltener Einzelbetäti- Kurzhubzylinder; Geringe Schmierungen zum gung eines Verbrauchers kleine Druckluftwerk- Ort des Verbrauchs; nach längeren Ruhepau- zeuge; Öltröpfchen 1 bis 30 mm3; sen, große Entfernungen Schnittwerkzeuge Transportverhalten entfällt; zwischen Ölern und Installationsort am Ver-Verbrauchern, geringe braucher; Öltransport Volumenströme 1 bis 30 mm3/Kolbenhub
EE Überall dort, wo feiner Hochtourige Lager; Transport von feinem Ölnebel und gleichmäßiger Öl- Schleifspindeln; Strick- zur Schmierung und Kühlung, nebel in sehr geringen und Wirkmaschinen; Ölnebel kleiner als 2 µm, und gut dosierten Getriebekästen Transportverhalten über 30 mMengen benötigt wird gut; Installation über Ver-
braucher empfohlen
a) b)
p1 p2
12 3
4 5
6
7
8
9
p1 p2

3 Druckluftaufbereitung 3 Druckluftaufbereitung50 51
unter Umständen bis auf Null. Der Luftstrom ist dann reduziert oder sogar abge-sperrt. Erst wenn der Betriebsdruck p2 wieder kleiner als auf der Primärseite ist,kann Druckluft wieder nachströmen. Das Bild 3-22 zeigt einen häufig verwende-ten Druckregler mit Entlüftungsbohrung.
Wartungseinheiten sind kompakte Gerätekombinationen in der Nähe verbrau-chender Anlagen. Sie dienen der Feinaufbereitung von Druckluft und bestehenim Normalfall aus Einschaltventil, Filter, Druckregelventil und Öler. In dieserAufeinanderfolge müssen sie auch montiert sein. Dabei ist die Luftstromrichtungzu beachten, die auf jedem Gerät außen angebracht ist. Außerdem können nochSicherheits- und Überwachungskomponenten integriert sein. Bei größerenMaschinen werden die Wartungseinheiten auch in das Maschinengestell zurGrundluftversorgung eingebaut. Dabei muss die freie Höhe unter der Wartungs-einheit so groß sein, dass noch genügend Platz für das Einschieben eines Kon-densat-Auffangbehälters vorhanden ist. Druckregler sollen den Ausgangsdruckauch bei schwankendem Luftbedarf möglichst konstant halten und einengewünschten Arbeitsdruck sicherstellen. Die Einstellung des Betriebsdruckeserfolgt am Druckregelventil. In Bild 3-23 wird eine modular aufgebauteWartungseinheit gezeigt.
Wartungseinheiten sorgen für eine optimal aufbereitete Druckluft, fangen aber auch Druckschwankungen ab, die durch das Zu- und Abschalten des Kom-pressors entstehen können. Sekundär- und Primärseite (Netz) sind damit ent-koppelt. Abzweigmodule erlauben Druckluft mit unterschiedlicher Qualität herauszuführen, z.B. ungeölte Luft, die dann vor dem Öler abzugreifen ist. Man kann Wartungsmodule auch für mehrere unabhängige Druckbereiche zu-sammenstellen. Gleiches gilt auch für verschiedene Luftqualitäten durch modu-lare Filterkombinationen. In Bild 3-24 wird im Schema eine Druckregler-Batteriemit mehreren abgreifbaren Druckbereichen und durchgeschleiftem Primärdruckgezeigt.
Bild 3-22
Aufbau eines
Druckregelventils
1 Ungeregelte Druckluft
2 geregelte Druckluft
3 Stab
4 Ringspalt
5 Ventilteller
6 Druckfeder
7 Entlüftungsbohrung
8 Membran
9 Entlastungsbohrung
10 Federteller
11 Knebelschraube
3.6Wartungseinheit
Bild 3-23
Hauptbestandteile einer
Wartungseinheit aus dem
Baukasten (Beispiel)
1 Rohranschlussstück
2 Handeinschaltventil
3 Filter-
und Druckregelventil
4 Filter
5 Kondensatablass
6 Verteilerblock
7 Druckluft-Öler
8 Druckregelventil
9 Druckaufbauventil
10 Verteilerblock
11 Manometer
12 Druckschalter
Bild 3-24
Druckregler-Batterie
einer Wartungseinheit
1 Haupteinschaltventil
2 Druckluftfilter
und -regelventil
3 Verteilerblock
4 Druck- und -Regelventil
für Batteriemontage
1 2
34
5 6
6
7
89
10
11
1 2 3
4
5
6 7 8
9
10
11 12
1
2
3
4
5 bar 7 bar 4 bar
p1 p1

3 Druckluftaufbereitung 3 Druckluftaufbereitung52 53
Ein Druckaufbauventil kann vorgeschaltet werden. Das ist ein Sicherheits-Einschaltventil und sichert den langsamen Druckaufbau in pneumatischen An-lagen, wenn Energie zugeschaltet wird. Nachgeschaltete Zylinder und Arbeits-geräte gehen dann langsam in ihre Ausgangsstellung und nicht schlagartig. Sind 50% des Eingangsdruckes erreicht, ist die Kollisionsgefahr gebannt und das Ventil öffnet sich vollständig (Bild 3-25).
In der Praxis kommen einige Kombinationen typischerweise immer wieder vor.Sie sind in Bild 3-26 aufgeführt. Man kann sie selbst zusammenstellen. Für die gebräuchlichsten Anwendungen gibt es aber bereits fertig montierteKombinationen. Sie unterscheiden sich (von oben nach unten) in folgendenMerkmalen:• Es wird geölte und nicht geölte Druckluft benötigt. Die ungeölte Luft wird vor
dem Öler abgezweigt. Damit aus dem geölten Strang keine Druckluft zurück-strömen kann, hat man das Verteilerstück mit einem Rückschlagventil ausge-stattet. Der Ölnebel ist dosierbar. Der Anfang des „Wartungsstranges“ hathöhere Durchflusswerte zu gewährleisten als die Teilstränge, was bei derAuslegung zu beachten ist.
• Es wird Druckluft mit unterschiedlichen Qualitäten benötigt. So kann man imBeispiel mit mehreren Filterstufen auch mehrere verschiedene Luftqualitätenabnehmen. Die letzte Stufe garantiert feinstgefilterte Druckluft (garantiert öl- und staubfrei). Eine Feinstfilterung wird z.B. bei Niederdrucksteuerungenbenötigt. Aus wirtschaftlicher Sicht wird man immer nur so sauber filtern wienötig, denn jeder Filter stellt auch einen Durchflusswiderstand dar.
• Die Wartungskombination kann auch mit einem Einschaltventil beginnen.Dieses Absperrventil dient zum Be- und Entlüften von pneumatischenAnlagen. Der Kipphebel kann übrigens mit einem handelsüblichen Schlossabgesperrt werden.
Zur Druckanzeige verfügen Druckregelventile über ein Manometer. MechanischeManometer haben den Vorteil, dass sie keine Hilfsenergie benötigen. Sie nutzenals Messeffekt die elastische Deformation von unter Druckwirkung stehendenBaugliedern aus (Rohrfeder-, Membranfeder-, Kapselfedermanometer). Das Bild 3-27 zeigt zwei typische Ausführungen.
Bild 3-25
Druckverlauf mit einem
Druckaufbauventil
Bild 3-26
Bewährte Kombinationen
von Wartungseinheiten
FRM Verteilerblock
HE Handeinschaltventil
LFR Druckluftfilter und
Regelventil zu einer
Einheit zusammen-
gefasst
LFMA Druckluftmikrofilter,
Feinstfilter
LFMB Feinfilter
LOE Druckluftöler
P Druckluftquelle
Bild 3-27
Analoge Druckanzeiger
a) Membranfedermanometer
b) Rohrfedermanometer
1 Druckraum
2 Membran
3 Zahnsegment
4 Rohrfeder
5 Gehäuse
6 Umlenkhebel
7 Anschlussstutzen
M20 x 1,5
8 Skala
9 Schubstange
p2
p1
p1
Zeit t
50%
Dru
ck
2
1FRM-... LOEP
HE
Druck-quelle
Grundreinigung Qualitätsverbesserung Kommentar
LFR
40 oder 5 µm
automatischeEntleerung desWasserabscheiders
PLOE
1
2
FRM-Hgeölte Luft (1)für schnelle Arbeits-elemente und Druck-luftwerkzeugeungeölte Luft (2)für normaleAnwendungen
feinstgefil-terte Luft (3)(öl-, staubfrei) durchmehrstufiges Filtern
Abschalten und Ent-lüften durch vorge-setztes Haupt-Ein-schaltventil,auch abschließbar
3FRM-... LFMB LFMAFRM
1 µm 0,01 µm
a) b)1
2
3
4
5
6
7
7
8
1
2
3
0
9
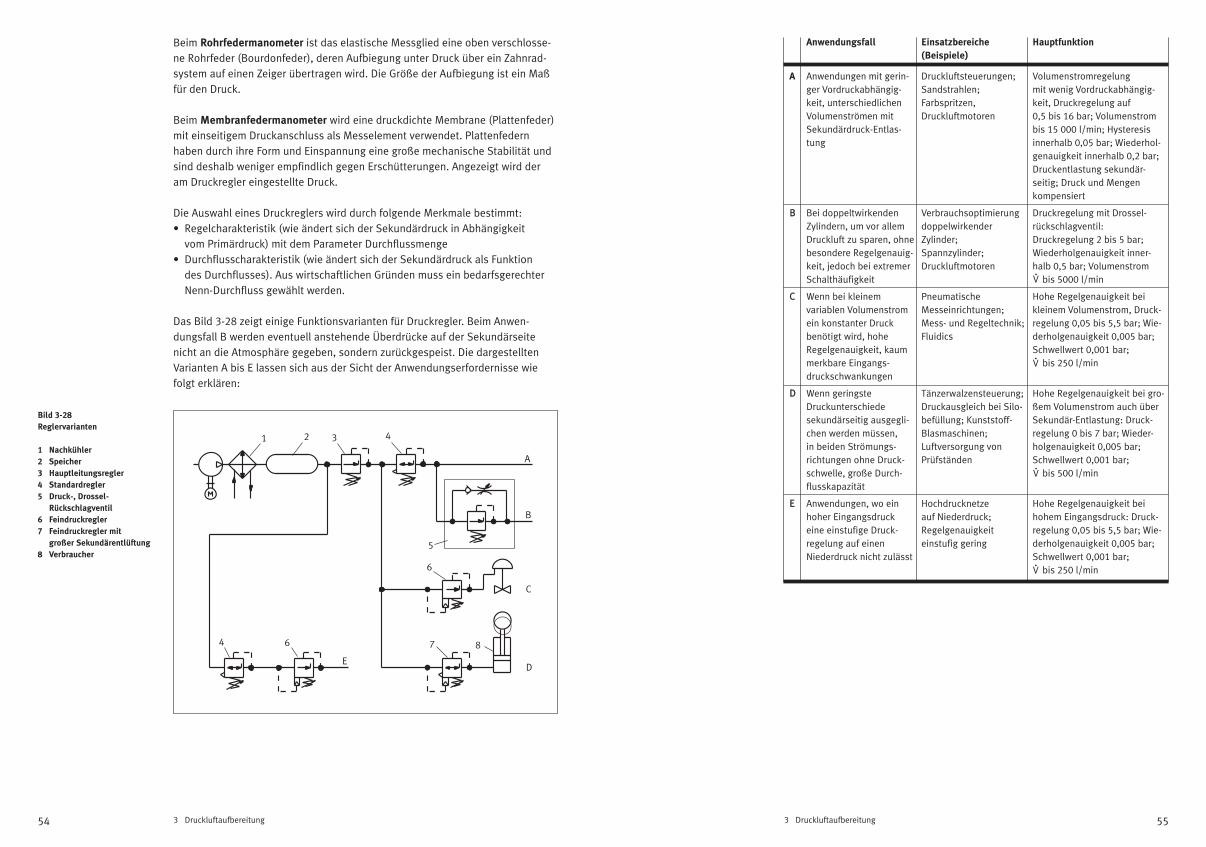
3 Druckluftaufbereitung 3 Druckluftaufbereitung54 55
Beim Rohrfedermanometer ist das elastische Messglied eine oben verschlosse-ne Rohrfeder (Bourdonfeder), deren Aufbiegung unter Druck über ein Zahnrad-system auf einen Zeiger übertragen wird. Die Größe der Aufbiegung ist ein Maßfür den Druck.
Beim Membranfedermanometer wird eine druckdichte Membrane (Plattenfeder)mit einseitigem Druckanschluss als Messelement verwendet. Plattenfedernhaben durch ihre Form und Einspannung eine große mechanische Stabilität undsind deshalb weniger empfindlich gegen Erschütterungen. Angezeigt wird der am Druckregler eingestellte Druck.
Die Auswahl eines Druckreglers wird durch folgende Merkmale bestimmt:• Regelcharakteristik (wie ändert sich der Sekundärdruck in Abhängigkeit
vom Primärdruck) mit dem Parameter Durchflussmenge• Durchflusscharakteristik (wie ändert sich der Sekundärdruck als Funktion
des Durchflusses). Aus wirtschaftlichen Gründen muss ein bedarfsgerechterNenn-Durchfluss gewählt werden.
Das Bild 3-28 zeigt einige Funktionsvarianten für Druckregler. Beim Anwen-dungsfall B werden eventuell anstehende Überdrücke auf der Sekundärseitenicht an die Atmosphäre gegeben, sondern zurückgespeist. Die dargestelltenVarianten A bis E lassen sich aus der Sicht der Anwendungserfordernisse wiefolgt erklären:
Anwendungsfall Einsatzbereiche Hauptfunktion
(Beispiele)
A Anwendungen mit gerin- Druckluftsteuerungen; Volumenstromregelung ger Vordruckabhängig- Sandstrahlen; mit wenig Vordruckabhängig-keit, unterschiedlichen Farbspritzen, keit, Druckregelung auf Volumenströmen mit Druckluftmotoren 0,5 bis 16 bar; Volumenstrom Sekundärdruck-Entlas- bis 15 000 l/min; Hysteresis tung innerhalb 0,05 bar; Wiederhol-
genauigkeit innerhalb 0,2 bar; Druckentlastung sekundär-seitig; Druck und Mengen kompensiert
BB Bei doppeltwirkenden Verbrauchsoptimierung Druckregelung mit Drossel-Zylindern, um vor allem doppelwirkender rückschlagventil: Druckluft zu sparen, ohne Zylinder; Druckregelung 2 bis 5 bar; besondere Regelgenauig- Spannzylinder; Wiederholgenauigkeit inner-keit, jedoch bei extremer Druckluftmotoren halb 0,5 bar; VolumenstromSchalthäufigkeit bis 5000 l/min
CC Wenn bei kleinem Pneumatische Hohe Regelgenauigkeit bei variablen Volumenstrom Messeinrichtungen; kleinem Volumenstrom, Druck-ein konstanter Druck Mess- und Regeltechnik; regelung 0,05 bis 5,5 bar; Wie-benötigt wird, hohe Fluidics derholgenauigkeit 0,005 bar; Regelgenauigkeit, kaum Schwellwert 0,001 bar; merkbare Eingangs- bis 250 l/mindruckschwankungen
DD Wenn geringste Tänzerwalzensteuerung; Hohe Regelgenauigkeit bei gro-Druckunterschiede Druckausgleich bei Silo- ßem Volumenstrom auch über sekundärseitig ausgegli- befüllung; Kunststoff- Sekundär-Entlastung: Druck-chen werden müssen, Blasmaschinen; regelung 0 bis 7 bar; Wieder-in beiden Strömungs- Luftversorgung von holgenauigkeit 0,005 bar; richtungen ohne Druck- Prüfständen Schwellwert 0,001 bar;schwelle, große Durch- bis 500 l/minflusskapazität
EE Anwendungen, wo ein Hochdrucknetze Hohe Regelgenauigkeit bei hoher Eingangsdruck auf Niederdruck; hohem Eingangsdruck: Druck-eine einstufige Druck- Regelgenauigkeit regelung 0,05 bis 5,5 bar; Wie-regelung auf einen einstufig gering derholgenauigkeit 0,005 bar; Niederdruck nicht zulässt Schwellwert 0,001 bar;
bis 250 l/min
Bild 3-28
Reglervarianten
1 Nachkühler
2 Speicher
3 Hauptleitungsregler
4 Standardregler
5 Druck-, Drossel-
Rückschlagventil
6 Feindruckregler
7 Feindruckregler mit
großer Sekundärentlüftung
8 Verbraucher
1 2
A
B
C
DE
3 4
5
6
74 6 8
V·
V·
V·
V·
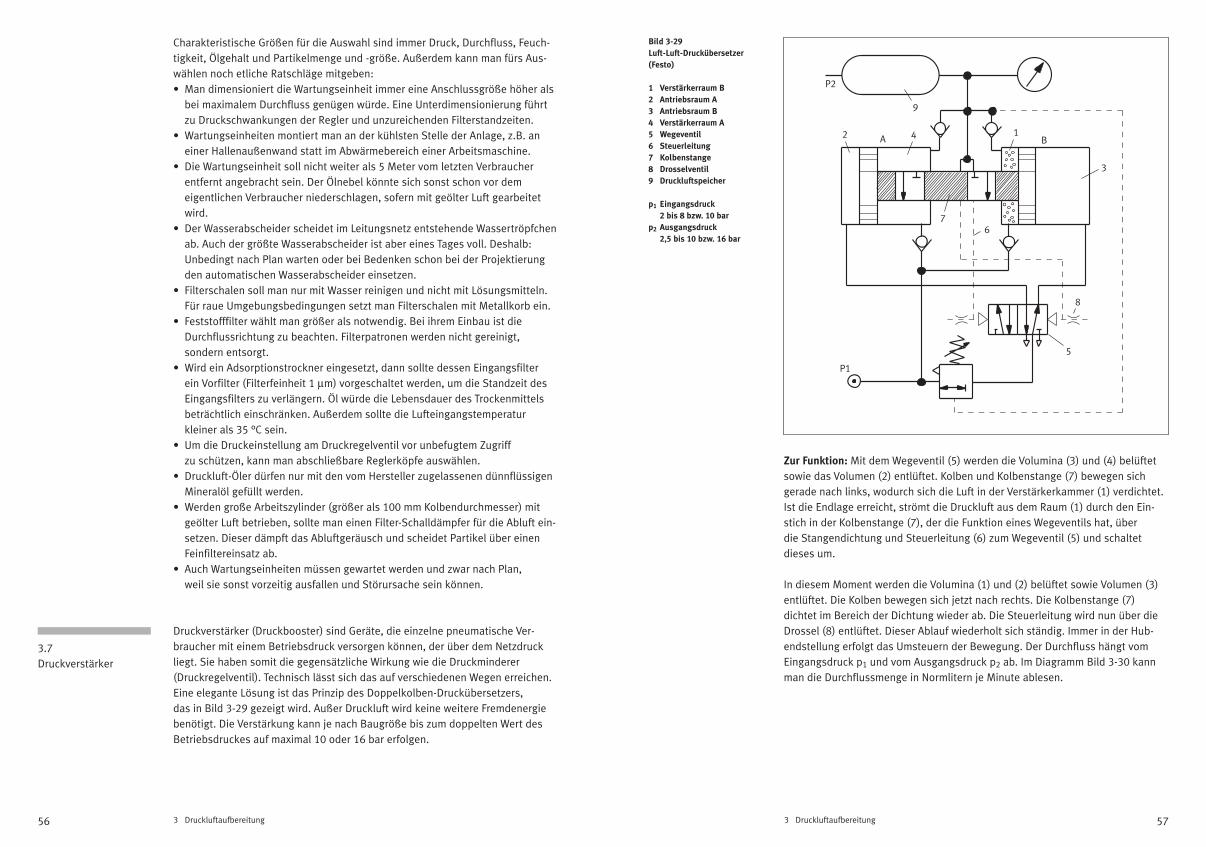
3 Druckluftaufbereitung 3 Druckluftaufbereitung56 57
Charakteristische Größen für die Auswahl sind immer Druck, Durchfluss, Feuch-tigkeit, Ölgehalt und Partikelmenge und -größe. Außerdem kann man fürs Aus-wählen noch etliche Ratschläge mitgeben:• Man dimensioniert die Wartungseinheit immer eine Anschlussgröße höher als
bei maximalem Durchfluss genügen würde. Eine Unterdimensionierung führtzu Druckschwankungen der Regler und unzureichenden Filterstandzeiten.
• Wartungseinheiten montiert man an der kühlsten Stelle der Anlage, z.B. aneiner Hallenaußenwand statt im Abwärmebereich einer Arbeitsmaschine.
• Die Wartungseinheit soll nicht weiter als 5 Meter vom letzten Verbraucher entfernt angebracht sein. Der Ölnebel könnte sich sonst schon vor dem eigentlichen Verbraucher niederschlagen, sofern mit geölter Luft gearbeitetwird.
• Der Wasserabscheider scheidet im Leitungsnetz entstehende Wassertröpfchenab. Auch der größte Wasserabscheider ist aber eines Tages voll. Deshalb:Unbedingt nach Plan warten oder bei Bedenken schon bei der Projektierungden automatischen Wasserabscheider einsetzen.
• Filterschalen soll man nur mit Wasser reinigen und nicht mit Lösungsmitteln.Für raue Umgebungsbedingungen setzt man Filterschalen mit Metallkorb ein.
• Feststofffilter wählt man größer als notwendig. Bei ihrem Einbau ist dieDurchflussrichtung zu beachten. Filterpatronen werden nicht gereinigt, sondern entsorgt.
• Wird ein Adsorptionstrockner eingesetzt, dann sollte dessen Eingangsfilter ein Vorfilter (Filterfeinheit 1 µm) vorgeschaltet werden, um die Standzeit desEingangsfilters zu verlängern. Öl würde die Lebensdauer des Trockenmittelsbeträchtlich einschränken. Außerdem sollte die Lufteingangstemperatur kleiner als 35 °C sein.
• Um die Druckeinstellung am Druckregelventil vor unbefugtem Zugriff zu schützen, kann man abschließbare Reglerköpfe auswählen.
• Druckluft-Öler dürfen nur mit den vom Hersteller zugelassenen dünnflüssigenMineralöl gefüllt werden.
• Werden große Arbeitszylinder (größer als 100 mm Kolbendurchmesser) mitgeölter Luft betrieben, sollte man einen Filter-Schalldämpfer für die Abluft ein-setzen. Dieser dämpft das Abluftgeräusch und scheidet Partikel über einenFeinfiltereinsatz ab.
• Auch Wartungseinheiten müssen gewartet werden und zwar nach Plan, weil sie sonst vorzeitig ausfallen und Störursache sein können.
Druckverstärker (Druckbooster) sind Geräte, die einzelne pneumatische Ver-braucher mit einem Betriebsdruck versorgen können, der über dem Netzdruckliegt. Sie haben somit die gegensätzliche Wirkung wie die Druckminderer (Druckregelventil). Technisch lässt sich das auf verschiedenen Wegen erreichen. Eine elegante Lösung ist das Prinzip des Doppelkolben-Druckübersetzers, das in Bild 3-29 gezeigt wird. Außer Druckluft wird keine weitere Fremdenergiebenötigt. Die Verstärkung kann je nach Baugröße bis zum doppelten Wert desBetriebsdruckes auf maximal 10 oder 16 bar erfolgen.
Zur Funktion: Mit dem Wegeventil (5) werden die Volumina (3) und (4) belüftetsowie das Volumen (2) entlüftet. Kolben und Kolbenstange (7) bewegen sichgerade nach links, wodurch sich die Luft in der Verstärkerkammer (1) verdichtet.Ist die Endlage erreicht, strömt die Druckluft aus dem Raum (1) durch den Ein-stich in der Kolbenstange (7), der die Funktion eines Wegeventils hat, über die Stangendichtung und Steuerleitung (6) zum Wegeventil (5) und schaltet dieses um.
In diesem Moment werden die Volumina (1) und (2) belüftet sowie Volumen (3)entlüftet. Die Kolben bewegen sich jetzt nach rechts. Die Kolbenstange (7) dichtet im Bereich der Dichtung wieder ab. Die Steuerleitung wird nun über dieDrossel (8) entlüftet. Dieser Ablauf wiederholt sich ständig. Immer in der Hub-endstellung erfolgt das Umsteuern der Bewegung. Der Durchfluss hängt vomEingangsdruck p1 und vom Ausgangsdruck p2 ab. Im Diagramm Bild 3-30 kannman die Durchflussmenge in Normlitern je Minute ablesen.
3.7Druckverstärker
Bild 3-29
Luft-Luft-Druckübersetzer
(Festo)
1 Verstärkerraum B
2 Antriebsraum A
3 Antriebsraum B
4 Verstärkerraum A
5 Wegeventil
6 Steuerleitung
7 Kolbenstange
8 Drosselventil
9 Druckluftspeicher
p1 Eingangsdruck
2 bis 8 bzw. 10 bar
p2 Ausgangsdruck
2,5 bis 10 bzw. 16 bar
A B
P2
P1
12
3
4
5
67
8
9

3 Druckluftaufbereitung 3 Druckluftaufbereitung58 59
Durch das Konstruktionsprinzip bedingt, wird der Ausgangsdruck pulsierendabgegeben. Deshalb empfiehlt sich, einen Druckluftspeicher nachzuschalten, der eine ausgleichende Wirkung hat und Verbrauchsspitzen abfängt. Weiterhinist zu bedenken, dass der beschriebene Luft-Luft-Druckübersetzer auch einenEigenluftverbrauch hat, der umso mehr ansteigt, je größer die Druckerhöhungist. Er beträgt minimal 20 Prozent des sekundärseitigen Volumenstroms.
Verdichter unterliegen besonderen Vorschriften der Berufsgenossenschaft, destechnischen Überwachungsvereins und nationalen Bestimmungen, wie z.B. denSicherheitsvorschriften nach EN 1012, Teil 1. Danach sind Maßnahmen gegeneine unzulässige Drucküberschreitung in der Ausgangsseite zu treffen, wie z.B.ein nachgeschaltetes Sicherheitsventil, das nicht durch Absperren unwirksamgemacht werden kann. Die im Hochdruckbereich eingesetzten Armaturen müssen für diesen Druck ausgelegt sein. Der Druckverstärker muss übrigensnicht ständig arbeiten. Wenn es die Verbrauchssituation vor Ort erlaubt und einpassender Druckluftspeicher vorhanden ist, kann ein intermittierender Betriebvorgesehen werden.
Auch mobile Varianten sind möglich, wie das Bild 3-31 zeigt. Es ist eine Kombi-nation von Druckverstärker und Druckluftspeicher. Damit kann Druckluft von z.B. 10 bar in Prüf- und Versuchswerkstätten oder auf Baustellen bereitgestelltwerden. Vor Ort ist lediglich die normale Druckluftquelle erforderlich, die mitdem Druckverstärker zu verbinden ist.
Bild 3-30
Volumenstrom beim
Druckverstärker DPA-100-16
(Festo)
p1 Eingangsdruck
Bild 3-31
Mobile Druckverstärkereinheit
(Festo)
1 Druckverstärker
2 Druckluftspeicher
3 Gestell
4 Griffstange
5 Einstellknopf
für Hochdruck
6 Manometer
DPA-100-16
0 5 10 15 20
500
1000
1500
2000
2500
3000
p1
10
9
876
5
4
3
Ausgangsdruck in bar
Dur
chflu
ss a
m A
usga
ng in
Nl/
min
in bar
1
2
4
5
6
3

4 Druckluftverteilung 4 Druckluftverteilung60 61
Die Druckluft muss vom Kompressor zum Verbraucher (Maschine, Werkzeug)gebracht werden. Dazu dient die Druckluftverteilung in einem möglichst effekti-ven System von Leitungen und Armaturen. Die Luft muss am Verbrauchspunkt in der richtigen Menge, der richtigen Qualität und mit dem erforderlichen Druckzur Verfügung stehen. Üblicherweise ist die Verteilung so anzulegen, dass beimLufteintritt am Verbraucher der benötigte Mindestdruck selbst an weitest ent-fernter Stelle verfügbar ist.
Die Hauptteile des Druckluftnetzes sind:• Hauptleitung (Stammleitung)
Sie transportiert die Druckluft vom Kompressor bis in den Werkraum, in dem sie benötigt wird.
• Verteilerleitung
Sie ist oft eine Ringleitung. Es wird die Druckluft im Werkraum bis zu den jeweiligen Arbeitsplätzen verteilt.
• Anschlussleitung
Es ist das letzte Teilstück von der Verteilerleitung bis zum Arbeitsplatz, das zur festen Installation des Netzes gehört. Häufig sind das Schlauch-verbindungen.
• Stichleitung
Das ist eine Leitung, die von einer Verteilerleitung aus durch den Raumgeführt wird und an einer bestimmten Stelle wie eine Sackgasse endet. Ihr Vorteil besteht darin, dass man weniger Rohrleitungsmaterial benötigt als bei einer Ringleitung.
• Ringleitung
Bei dieser Leitungsführung bildet das Rohrsystem einen geschlossenenVerteilring. Vorteilhaft ist, dass man einzelne Abschnitte der Leitung absperren kann und trotzdem die Druckluftversorgung in den anderenBereichen gewährleistet ist. Bei der Dimensionierung kommt man mit geringerer Rohrnennweite aus. Von Vorteile ist auch, dass bei einer gleichzeitigen Druckluftentnahme an benachbarten Anschlüssen, z.B. an der Stelle A (siehe Bild 4-2), trotzdem noch genügend Druckluft an der Stelle B verfügbar ist. Sind mehrere Ringleitungen miteinander verbunden,dann spricht man auch von einem Verbundnetz. Damit kann das Netz in mehrere, einzeln absperrbare Abschnitte unterteilt werden. In Bild 4-1 wird ein Verbundnetz schematisch dargestellt.
4
Druckluftverteilung
4.1Komponenten einerDruckluftleitung
Bild 4-1
Mögliches Leitungsschema
bei einem Verbundnetz
Bild 4-2
Bestandteile
eines Druckluftnetzes
1 Stammleitung
(Hauptleitung)
2 Verteilerleitung
(hier Ringleitung)
3 Anschlussleitung
(Luftentnahme von oben)
4 Kompressorstation
5 Bogenstück 90°
6 Wandhalter
7 Rohr
8 Kugelhahn
9 Winkelstück 90°
10 Wandscheibe
11 Übergangsstück
mit Innengewinde
12 Filter
13 Öler
14 Verbraucher
15 Kondensat
16 Schlauch
17 Stichleitung
18 Absperrhahn
1
2
3
3
2
5
67
8
9
1011
8121316
14
15
17
18
4
1...2%
15
A B

4 Druckluftverteilung 4 Druckluftverteilung62 63
• Armaturen und Anschlusszubehör
Dazu zählen alle jene Bestandteile des Systems, die der Verbindung von Leitungen dienen, zur Beeinflussung des Druckluftstromes und zurBefestigung von Bauteilen. Das Bild 4-2 zeigt eine Beispielanlage mit den wichtigsten Komponenten. Wie man sieht, sind beim Verlegen derAnschlussleitungen diese wegen des Kondensatanfalls oben anzuschließen(„Schwanenhalsausführung“). Abzweigungen für das Kondensat sind an der Unterseite des Rohres anzubringen und zwar stets am tiefsten Punkt des Netzes. Wird der Kondensatableiter direkt an der Rohrleitung montiert, ist darauf zu achten, dass das Kondensat nicht durch den Volumenstrom mit-gerissen werden kann. Ein Anbaubeispiel zeigt das Bild 4-3.
Nicht immer ist man mit dem Druck am Ende einer Leitung zufrieden. Wird amVerbraucher ein zu niedriger Druck festgestellt, kann das folgende Ursachenhaben:• Falsch ausgelegtes Verteilungsnetz oder ein Kompressor
mit zu kleiner Leistungsfähigkeit• Zu dünne und/oder zu lange Werkzeugschläuche• Schlechter Zustand des Druckluftnetzes mit ständig großer Leckage• Unzureichende Wartung, wie z.B. ungereinigte Filter• Zu klein gewählte Kupplungen und Anschlussnippel für Schläuche• Zu viele Winkelstücke (Erhöhung des Druckabfalls)
Man kann deshalb auch an eine Verteilerleitung nicht beliebig viele Anschluss-leitungen (Schläuche) anbringen. In der folgenden Tabelle wird aufgeführt, welche Anschlüsse an derselben Leitung mit welchen Durchmessern anschließ-bar sind.
Verteilerleitung Anzahl von Abzweigungen
Innendurchmesser in Millimeter
Zoll mm 3 6 10 13 19 25 38 51 761/2 13 20 4 2 1 – – – – –3/4 19 40 10 4 2 1 – – – –1 25 – 18 6 4 2 1 – – –1 1/2 38 – – 16 8 4 2 1 – –2 51 – – – 16 8 4 2 1 –3 76 – – – – 16 8 4 2 1
Beispiel: Wie viel Anschlussleitungen kann eine Verteilerleitung von 51 mmInnendurchmesser höchstens speisen? Es sind• 16 Anschlüsse mit Durchmesser 13 mm• 8 Anschlüsse mit Durchmesser 19 mm• 4 Anschlüsse mit Durchmesser 25 mm• 2 Anschlüsse mit Durchmesser 38 mm und• 1 Anschluss mit Durchmesser 51 mm.
In grafischen Darstellungen werden die Druckluft-Netzkomponenten in der Regelsymbolisch angegeben. Sie werden in Bild 4-4 aufgeführt.
Bild 4-3
Kondensatableitung
1 Leitungsnetz
2 Kugelhahn
3 Kondensatableiter
Bild 4-4
Symboldarstellung von
Druckluftnetz-Komponenten
1 Kompressor
2 Absperrventil
3 Flexible Leitung
4 Entlüftungsstelle
5 Energieabnahmestelle
(mit Verschlussstopfen)
6 Energieabnahmestelle
(mit Anschlussleitung)
7 Schnellkupplung
(ohne mechanisch öffnen-
des Rückschlagventil)
8 Schnellkupplung mit
mechanisch öffnenden
Rückschlagventilen
9 Schnellkupplung mit
Sicherheitsabsperrung
10 Schnellkupplung
einseitig absperrend
11 Auslassöffnung ohne
Anschlussvorrichtung
12 Auslassöffnung
mit Anschlussgewinde
13 Manometer
14 Wartungseinheit,
vereinfacht
15 Druckluftspeicher
16 Drehbare Leitungsver-
bindung für eine Leitung
1
2
3
p
1 2 3 4
5 6 7 8
9 10 11 12
13 14 15 16

4 Druckluftverteilung 4 Druckluftverteilung64 65
Wenn ein Druckluftnetz neu zu errichten ist, kommt der Dimensionierung der Rohrleitung große Bedeutung zu. Es sind folgende Arbeitsschritte zu absolvieren:• Festlegung der Aufstellorte der Verbraucher• Feststellung der Verbraucheranzahl nach Art, Anzahl und Qualitätsanspruch
an die Druckluft• Auflistung des Druckluftbedarfs je Verbraucher• Ermittlung des mittleren Druckluftbedarfs unter Beachtung der Einschaltdauer,
des Gleichzeitigkeitsfaktors und der Reserven für künftige Erweiterungen• Festlegung des Rohrleitungsplanes nach Länge, benötigten Armaturen
(Abzweigungen, Krümmer, Reduzierungen) und Fittings• Umwertung der Bauteile, die Strömungswiderstände darstellen,
in äquivalente Rohrlängen• Festlegung des zulässigen Druckabfalls• Ermittlung der Nenn-Rohrlänge für die Durchmesserbestimmung• Rechnerische oder grafische Bestimmung des Rohrleitungsdurchmessers• Bestimmung der Rohrleitungswerkstoffe
Diese Schritte sollen nun im folgenden etwas näher betrachtet werden. Bei derFestlegung der Aufstellorte ist zu beachten, dass die Anschlussleitungen möglichst kurz werden. Anzustreben sind Ringleitungen, weil man dann bei der Dimensionierung mit dem halben Volumenstrom und der halben Nennlängerechnen darf. Der mittlere Druckluftverbrauch einiger Maschinen und Werkzeugewird in der folgenden Tabelle aufgeführt, wobei die Auslastung noch nichtberücksichtigt ist.
Art des Verbrauchers Luftver- Art des Verbrauchers Luftver-
brauch in l/s brauch in l/s
Bohrmaschine 0,75 kW 13 Druckluftmotor 1,4 kW 36Bohrmaschine 1,0 kW 18 Druckluftmotor 2,4 kW 60Bohrmaschine 1,5 kW 27 Druckluftmotor 3,5 kW 84
Bohrmaschine 2,0 kW 35 Blaspistole, allgemein 8Schleifmaschine 0,75 kW 17 Hebezeuge bis 500 kg 33Schleifmaschine 1,0 kW 22 Meißelhammer 8
Schleifmaschine 1,5 kW 28 Vorschubzylinder 16Druckluftschrauber 0,3 kW 5 Schlagschrauber 15 bis 30Kreissäge für weiche Stoffe 22 Spritzpistole 10
Gewindeschneider 16
Maßgebend ist im Detail natürlich immer, was der Gerätehersteller jeweils angibt. Der in Prospekten und technischen Unterlagen angegebene Luftbedarfbezieht sich meist auf den Verbrauch bei Nennleistung und gemeint ist dasLuftvolumen in entspanntem (atmosphärischem) Zustand. Außerdem beziehensie sich auf eine Einschaltdauer von ED = 100%.
Wie wird der benötigte Volumenstrom ermittelt?
Der Volumenstrom hängt von folgenden Daten ab:• Anzahl der Verbraucher und deren Druckluftbedarf• Gleichzeitigkeitsfaktor, weil nicht immer alles zugeschaltet ist• Verluste durch Verschleiß und Leckage bei Verbrauchern und im Netz• Einschaltdauer der Verbraucher.
Die Einschaltdauer ED wird in Prozent oder als Faktor angegeben. Sie berück-sichtigt die Tatsache, dass die meisten Verbraucher nicht ständig in Betrieb sind,sondern nur periodisch. Für einige ausgewählte Verbraucher werden in der folgenden Tabelle einige Richtwerte aufgeführt.
Verbraucher ED
Bohrmaschine 30%Schleifmaschine 40%Meißelhammer 30%Stampfer 15%Formmaschine 20%Blaspistole 10%Bestückmaschine 80%
Der Gleichzeitigkeitsfaktor ist ebenfalls ein aus der Erfahrung hergeleiteter Wert.Mehrere nicht dauernd im Einsatz befindliche Geräte werden in der Regel unab-hängig voneinander eingeschaltet und laufen nicht immer gleichzeitig. Danachkann man mit folgenden Gleichzeitigkeitsfaktoren rechnen:
Anzahl Gleichzeitigkeits- Anzahl Gleichzeitigkeits-
Verbraucher faktor Verbraucher faktor
1 1 9 0,732 0,94 10 0,713 0,89 11 0,69
4 0,86 12 0,685 0,83 13 0,676 0,80 14 0,66
7 0,77 15 0,658 0,75 100 0,20
4.2Dimensionierung von Leitungssystemen
V·
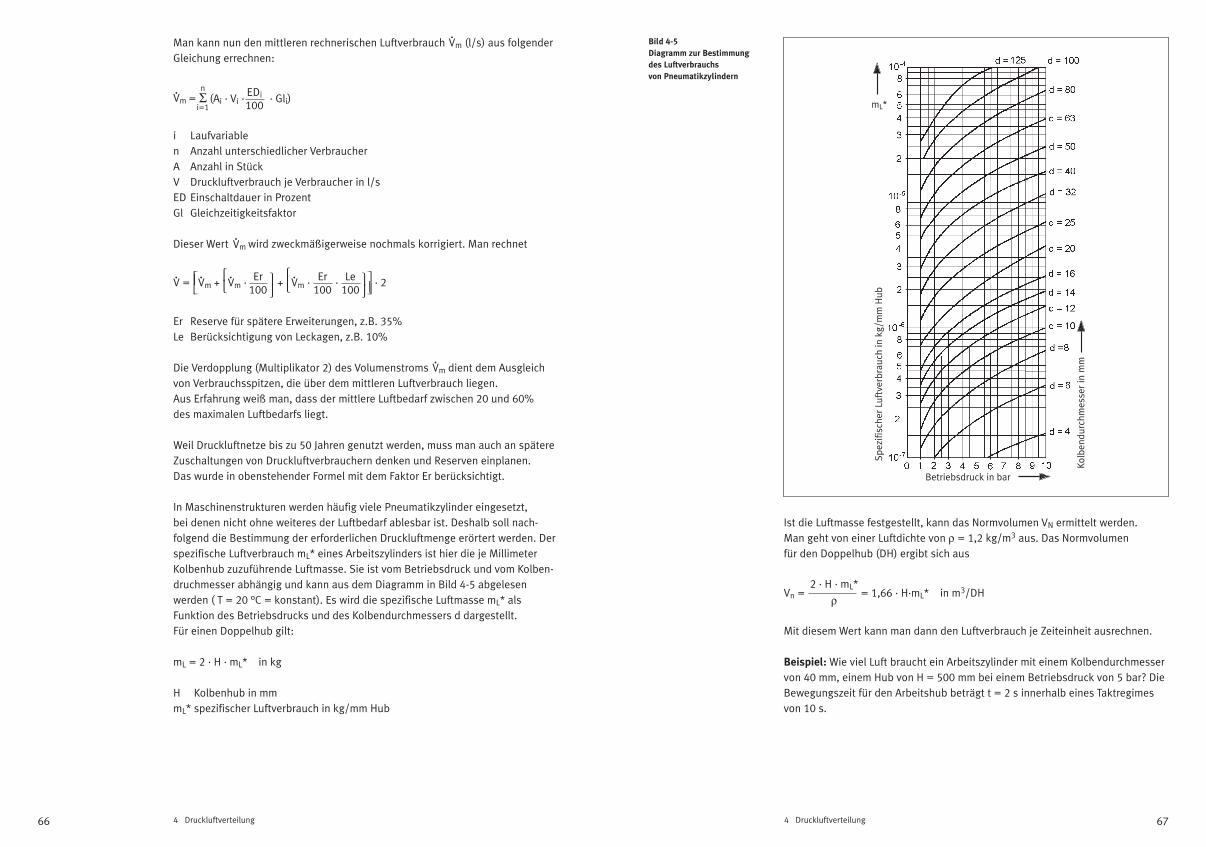
4 Druckluftverteilung 4 Druckluftverteilung66 67
Man kann nun den mittleren rechnerischen Luftverbrauch (l/s) aus folgenderGleichung errechnen:
i Laufvariablen Anzahl unterschiedlicher VerbraucherA Anzahl in StückV Druckluftverbrauch je Verbraucher in l/sED Einschaltdauer in ProzentGl Gleichzeitigkeitsfaktor
Dieser Wert wird zweckmäßigerweise nochmals korrigiert. Man rechnet
Er Reserve für spätere Erweiterungen, z.B. 35%Le Berücksichtigung von Leckagen, z.B. 10%
Die Verdopplung (Multiplikator 2) des Volumenstroms dient dem Ausgleichvon Verbrauchsspitzen, die über dem mittleren Luftverbrauch liegen. Aus Erfahrung weiß man, dass der mittlere Luftbedarf zwischen 20 und 60% des maximalen Luftbedarfs liegt.
Weil Druckluftnetze bis zu 50 Jahren genutzt werden, muss man auch an spätereZuschaltungen von Druckluftverbrauchern denken und Reserven einplanen. Das wurde in obenstehender Formel mit dem Faktor Er berücksichtigt.
In Maschinenstrukturen werden häufig viele Pneumatikzylinder eingesetzt, bei denen nicht ohne weiteres der Luftbedarf ablesbar ist. Deshalb soll nach-folgend die Bestimmung der erforderlichen Druckluftmenge erörtert werden. Derspezifische Luftverbrauch mL* eines Arbeitszylinders ist hier die je MillimeterKolbenhub zuzuführende Luftmasse. Sie ist vom Betriebsdruck und vom Kolben-druchmesser abhängig und kann aus dem Diagramm in Bild 4-5 abgelesen werden ( T = 20 °C = konstant). Es wird die spezifische Luftmasse mL* alsFunktion des Betriebsdrucks und des Kolbendurchmessers d dargestellt. Für einen Doppelhub gilt:
mL = 2 · H · mL* in kg
H Kolbenhub in mmmL* spezifischer Luftverbrauch in kg/mm Hub
Ist die Luftmasse festgestellt, kann das Normvolumen VN ermittelt werden. Man geht von einer Luftdichte von ρ = 1,2 kg/m3 aus. Das Normvolumen für den Doppelhub (DH) ergibt sich aus
Mit diesem Wert kann man dann den Luftverbrauch je Zeiteinheit ausrechnen.
Beispiel: Wie viel Luft braucht ein Arbeitszylinder mit einem Kolbendurchmesservon 40 mm, einem Hub von H = 500 mm bei einem Betriebsdruck von 5 bar? DieBewegungszeit für den Arbeitshub beträgt t = 2 s innerhalb eines Taktregimesvon 10 s.
Bild 4-5
Diagramm zur Bestimmung
des Luftverbrauchs
von Pneumatikzylindern
Vm·
Vm· = Σ (Ai · Vi · · Gli)
n
i=1
EDi100
Vm·
·V = Vm + Vm · + Vm · · · 2Er100
Er100
Le100
· · ·
Vm·
mL*
Kolb
endu
rchm
esse
r in
mm
Betriebsdruck in bar
Spez
ifisc
her
Luft
verb
rauc
h in
kg/
mm
Hub
Vn = = 1,66 · H·mL* in m3/DH2 · H · mL*
ρ

4 Druckluftverteilung 4 Druckluftverteilung68 69
Der spezifische Luftverbrauch ergibt sich aus dem Diagramm in Bild 4-5 zu mL* = 9 · 10 –6 kg/mmHub. Den Luftverbrauch je Doppelhub erhält man aus
mL = 2 · H · mL* = 2 · 500 · 9 · 10 –6 = 9 · 10 –3 kg
und das Normvolumen je Doppelhub wird
VN = 1,66 · H · mL* = 1,66 · 500 · 9 · 10 –6 = 7,5 · 10 –3 m3/DH
Für den Arbeitshub ist das Normvolumen eines Doppelhubes zu halbieren.Dieses Volumen mit 3,75 · 10 –3 m3/Hub muss in einer Zeit von t = 2 s vomDruckluftnetz bereitgestellt werden. Damit ergibt sich ein erforderlicherDurchfluss von
= 3600 · VN/t = 3,6 · 103 · 3,75 · 10 –3 · 1/2 = 6,75 m3/h
Mit welchem Druckabfall im Leitungsnetz muss man rechnen?
Aus dem Rohrleitungsplan kennt man die Rohrlänge und die einzusetzendenArmaturen nach Art und Stückzahl. Je länger die Rohrleitung ist, desto größer ist der Druckabfall an der Entnahmestelle beim Verbraucher. Ursachen sind vorallem die Rauhigkeit der Rohrwandung sowie die Strömungsgeschwindigkeit.Aus dem Nomogramm in Bild 4-6 kann der Druckabfall als Funktion des Rohr-durchmessers und der Rohrlänge entnommen werden.
Für Anschlussleitungen wird oft die Rohrgröße 25 mm Durchmesser eingesetzt.Dafür kann man in Abhängigkeit vom Volumenstrom mit folgenden Druckver-lusten rechnen (bezogen auf eine Nennlänge von 10 m):
Volumenstrom in l/s Differenzdruck in bar
10 0,005
20 0,02
30 0,04
Beispiel: Welcher Druckabfall ergibt sich, wenn die Druckluft eine 200 Meterlange Rohrleitung passiert und ein geschätzter Rohrinnendurchmesser von 40 mm angenommen wird. Der Volumenstrom sei = 6 l/s und der Betriebs-druck ist mit 7 bar geplant. Trägt man die Vorgabewerte in der Folge ➀ bis ➆ ein,dann erhält man mit ➇ den Druckabfall ∆p = 0,0035 bar.
Viel stärker wirken sich natürlich Armaturen, Krümmungen u.a. nachteilig aufden Strömungswiderstand aus. Um diese Leitungskomponenten zu berücksich-tigen, rechnet man sie in eine äquivalente (fiktive) Rohrlänge um und addiert sie noch zur schon bekannten (realen) Rohrlänge, ehe man den notwendigenRohrdurchmesser errechnet bzw. grafisch bestimmt. Diese Ersatzlängen kannman aus Bild 4-7 entnehmen.
Bild 4-6
Nomogramm zur Ermittlung
des Druckabfalls
in Rohrleitungen
(Druck = Betriebsdruck)
V·
V·
100
5040
3025
20
15
10
54
32,5
2
1,5
1
2 345
67
1015
60
50
40
32
25
20
16
12,5
10
8
6,3
5
3,2
Rohr
inne
ndur
chm
esse
r in
mm
Volu
men
stro
m in
l/s
Druck in barDruckabfall in Rohrleitung in bar
Nennlänge der Rohrleitung im m
1 2 3 4 5 6 10 20 50 100 200 500600
10002000
0,002
0,005
0,006 0,02
0,05
0,06
0,1
0,2
1,00,5
0,6
0,01
1
2
3
4
5
6
7
8

4 Druckluftverteilung 4 Druckluftverteilung70 71
Beispiel: In eine Druckluftleitung mit dem Rohrinnendurchmesser von 23 mmsollen folgende Armaturen eingebaut werden: 2 Kugelhähne, 4 Winkelstücke, 1 Reduzierstück und 2 T-Stücke. Welche Ersatzlänge in Meter ist der Rohrlängezuzuschlagen, um die strömungstechnische Rohrleitungslänge zu erhalten?
Läquiv = 2 · 0,3 + 4 · 1,5 + 1 · 0,6 + 2 · 2,0 = 11,2 m
Damit wird die endgültig in die Rechnung einzubeziehende Rohrlänge
Ltotal = LL + Σ Läquiv
n Anzahl der zu berücksichtigenden Armaturen.
Man kann sich die Rechnerei vereinfachen, wenn man mit einem Faustwert rechnet. Danach gilt als praktischer Richtwert
Ltotal = 1,6 · LL
Man muss somit nicht jedes Einbauteil einzeln abzählen und aufaddieren. Wie bereits erwähnt, kann man bei einer Ringleitung mit der Hälfte der realenStrecke (und auch mit der halben Durchflussmenge) rechnen. Der Rohrinnen-durchmesser kann nun bestimmt werden. Das ist mit dem Nomogramm nach Bild 4-8 möglich. Es sind die Schritte ➀ bis ➆ zu absolvieren. Der Kreuzungs-punkt mit dem Lineal D zeigt dann bei ➇ den Rohrinnendurchmesser an. Man kann dazu auch das Nomogramm in Bild 4-6 verwenden.
Es gibt aber auch eine Näherungsformel. Danach ergibt sich der Rohrinnendurch-messer d zu
d Rohrinnendurchmesser in mp1 Betriebsdruck in bar∆p Druckverlust in Pa (er soll nicht größer als 0,1 bar sein)Ltotal Nennlänge der Rohrleitung in m (korrigiert)
Volumenstrom in m3/s
Beispiel: Für eine 300 m lange gerade Rohrleitung ist der Rohrinnendurch-messer d zu berechnen. Der Volumenstrom beträgt 21 m3/min (= 0,350 m3/s)und der Betriebsdruck 7 bar (= 700 000 Pa).
Bild 4-7
In Rohrlängen umgewandelte
Strömungswiderstände
einiger Armaturen in
Leitungsnetzen
(Angaben in Meter)
Bild 4-8
Nomogramm zur
Rohrleitungsbestimmung
für Druckluft
(1 m3/h = 0,2778 · 10 –3 m3/s;
1 l/h = 0,2778 · 10 –6 m3/s)
0,3 0,3 0,5 0,6 1,0 1,30,2 0,2 0,2
Ersatzlängen in Meter
Rohrinnendurchmesser d in MillimeterBezeichnung Armatur
9 12 14 18 23 40 50 80 100
Kugelhahn
Winkel
T-Stück
Reduzierstückvon 2d auf d
0,6 0,7 1,0
1,0
1,3 1,5 3,5 4,5 6,52,5
0,7 0,85 1,5 2,0 3,0 4,0 10
0,3 0,4 0,45 0,5 0,6 0,9 1,0 2,52,0
7,0
d = 1,6 · 103 · 1,85 · Ltotal
∆p · p1
5 V·
d = = 0,099 m gewählt 100 mm1,6 · 103 · 0,351,85 · 300
10 000 · 700 0005
V·
V·
n
i=1
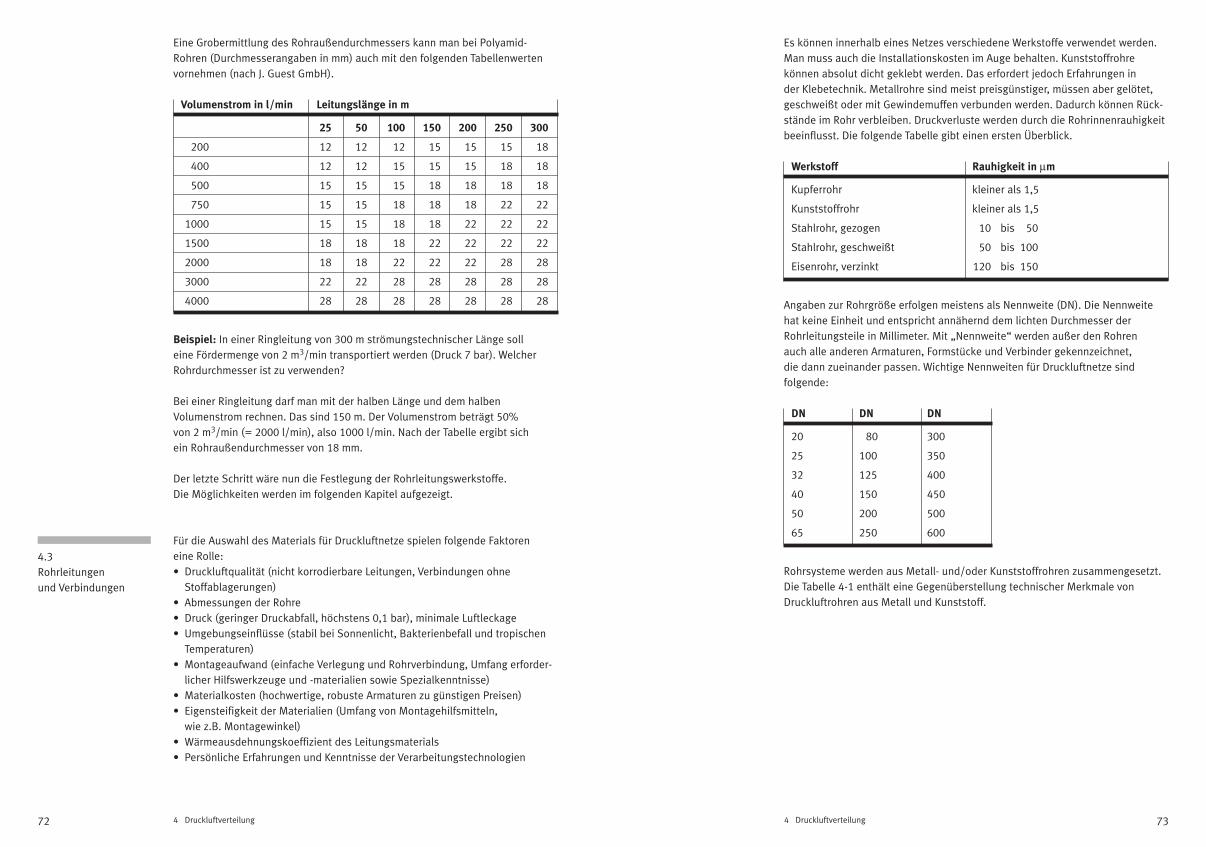
4 Druckluftverteilung 4 Druckluftverteilung72 73
Eine Grobermittlung des Rohraußendurchmessers kann man bei Polyamid-Rohren (Durchmesserangaben in mm) auch mit den folgenden Tabellenwertenvornehmen (nach J. Guest GmbH).
Volumenstrom in l/min Leitungslänge in m
25 50 100 150 200 250 300
200 12 12 12 15 15 15 18
400 12 12 15 15 15 18 18
500 15 15 15 18 18 18 18
750 15 15 18 18 18 22 22
1000 15 15 18 18 22 22 22
1500 18 18 18 22 22 22 22
2000 18 18 22 22 22 28 28
3000 22 22 28 28 28 28 28
4000 28 28 28 28 28 28 28
Beispiel: In einer Ringleitung von 300 m strömungstechnischer Länge soll eine Fördermenge von 2 m3/min transportiert werden (Druck 7 bar). WelcherRohrdurchmesser ist zu verwenden?
Bei einer Ringleitung darf man mit der halben Länge und dem halbenVolumenstrom rechnen. Das sind 150 m. Der Volumenstrom beträgt 50% von 2 m3/min (= 2000 l/min), also 1000 l/min. Nach der Tabelle ergibt sich ein Rohraußendurchmesser von 18 mm.
Der letzte Schritt wäre nun die Festlegung der Rohrleitungswerkstoffe. Die Möglichkeiten werden im folgenden Kapitel aufgezeigt.
Für die Auswahl des Materials für Druckluftnetze spielen folgende Faktoren eine Rolle:• Druckluftqualität (nicht korrodierbare Leitungen, Verbindungen ohne
Stoffablagerungen)• Abmessungen der Rohre• Druck (geringer Druckabfall, höchstens 0,1 bar), minimale Luftleckage• Umgebungseinflüsse (stabil bei Sonnenlicht, Bakterienbefall und tropischen
Temperaturen)• Montageaufwand (einfache Verlegung und Rohrverbindung, Umfang erforder-
licher Hilfswerkzeuge und -materialien sowie Spezialkenntnisse)• Materialkosten (hochwertige, robuste Armaturen zu günstigen Preisen)• Eigensteifigkeit der Materialien (Umfang von Montagehilfsmitteln,
wie z.B. Montagewinkel)• Wärmeausdehnungskoeffizient des Leitungsmaterials• Persönliche Erfahrungen und Kenntnisse der Verarbeitungstechnologien
Es können innerhalb eines Netzes verschiedene Werkstoffe verwendet werden.Man muss auch die Installationskosten im Auge behalten. Kunststoffrohre können absolut dicht geklebt werden. Das erfordert jedoch Erfahrungen in der Klebetechnik. Metallrohre sind meist preisgünstiger, müssen aber gelötet,geschweißt oder mit Gewindemuffen verbunden werden. Dadurch können Rück-stände im Rohr verbleiben. Druckverluste werden durch die Rohrinnenrauhigkeitbeeinflusst. Die folgende Tabelle gibt einen ersten Überblick.
Werkstoff Rauhigkeit in µm
Kupferrohr kleiner als 1,5
Kunststoffrohr kleiner als 1,5
Stahlrohr, gezogen 10 bis 50
Stahlrohr, geschweißt 50 bis 100
Eisenrohr, verzinkt 120 bis 150
Angaben zur Rohrgröße erfolgen meistens als Nennweite (DN). Die Nennweite hat keine Einheit und entspricht annähernd dem lichten Durchmesser der Rohrleitungsteile in Millimeter. Mit „Nennweite“ werden außer den Rohren auch alle anderen Armaturen, Formstücke und Verbinder gekennzeichnet, die dann zueinander passen. Wichtige Nennweiten für Druckluftnetze sind folgende:
DN DN DN
20 80 300
25 100 350
32 125 400
40 150 450
50 200 500
65 250 600
Rohrsysteme werden aus Metall- und/oder Kunststoffrohren zusammengesetzt.Die Tabelle 4-1 enthält eine Gegenüberstellung technischer Merkmale vonDruckluftrohren aus Metall und Kunststoff.
4.3 Rohrleitungen und Verbindungen

4D
ruckluftverteilung4
Druckluftverteilung
7475
Tab
elle
4-1
Forts
etzu
ng
Nahtlose Stahlrohre Gewinderohre Edelstahlrohre Kupferinstallationsrohr Aluminiumrohre Kunststoffrohre
Ausführung Schwarz Mittelschwer, schwer, Nahtlos Weich in Ringen, Unbeschichtet Rollenware weich, oder verzinkt schwarz oder verzinkt oder geschweißt hart in geraden Längen oder lackiert bis 100 m,
Stangenware hart in 3 Meter-Stücken
Material Zum Beispiel St 35 Nahtlos St 00, z.B. W.S.T. 4301, Kupfer Aluminium, z.B. see- Polyamid (PA, PUR, PE)geschweißt St 33 4541, 4571 wasserbeständig
Abmessungen 10,2 bis 558,8 mm 1/8 bis 6 Zoll 6 bis 273 mm 6 bis 22 mm weich 12 bis 40 mm 12 bis 63 mm6 bis 54 mm hart54 bis 131 mm hart
Drücke 12,5 bis 25 bar 10 bis 80 bar bis 80 bar und zum Teil Je nach Ausführung 14 bar 14 bar auch höher 16 bis 140 bar (bei –30 °C bis +30 °C) (bei –25 °C bis +30 °C)
Rohrenden Glatt Kegelig, glatt Glatt Glatt Glatt Glattoder Gewinde
Rohrverbindung Schweißung Verschraubung, Verschweißung Verschraubung, Löten Wiederverwendbare Wiederverwendbare Verschweißung (Schutzgasschweißen) (Fittings), Schweißen Steckverbinder Steckverbinder
Tab
elle
4-1
Tech
nis
che
Eig
en
sch
afte
n
von
Dru
cklu
ftroh
ren
Nahtlose Stahlrohre Gewinderohre Edelstahlrohre Kupferinstallationsrohr Aluminiumrohre Kunststoffrohre
Vorteile Dichte Rohrverbindung, Viele Formteile vorrätig Dichte Rohrverbindun- Keine Korrosion, Bruchsicher, Keine Korrosion, leicht,biegbar (bei Verschraubungen), gen, keine Korrosion, glatte Innenwände, keine Korrosion, leicht, flexibel, schlagfest,
biegbar biegbar, für höchste biegbar glatte Innenwand wartungsfrei, geringer Druckluftqualitäten, Installationsaufwand, z.B. Medizientechnik Übergänge zu Schläu-
chen einfach realisierbar
Nachteile Korrosion (bei schwar- Korrosion teilweise auch Verlegung nur durch Verlegung erfordert Geringere Stützweite Kleiner Abmessungsbe-zen Rohren), Verlegung bei Verzinkung, hohe erfahrene Installateure, Fachkenntnisse, als bei Stahlrohr reich, geringere Stütz-durch erfahrene Instal- Strömungs- und Formteilangebot be- Kupfervitriolbildung weite als Stahlrohr, bei lateure nötig, große Reibungswiderstände, grenzt, hohe Teilekosten möglich zu nehmender Tem-Masse im Vergleich zu Leckagen nach längerer peratur sinkt Druckbe-Kunststoff- und Alumi- Betriebszeit, zeitaufwän- lastbarkeit, statische niumrohren dige Verlegung durch Aufladung möglich,
Gewindeschneiden großer Wärmeausdeh-oder Verschweißung, nungskoeffizient erfahrene Installateure (0,2 mm/°C·m)nötig

4 Druckluftverteilung 4 Druckluftverteilung76 77
Den Anwender interessiert besonders der Unterschied zwischen Metall- und Kunststoffrohren. Einen groben Überblick zu den Eigenschaften gibt dieTabelle 4-2. Den optimalen Rohrwerkstoff an sich gibt es nicht. Es kommt immerauf die spezifischen Anforderungen an.
Es gibt Aluminiumrohre, die speziell für den Einsatz in Druckluftverteilungs-systemen entwickelt wurden. Sie sind korrosionsbeständig und wegen der geringen Masse einfach zu verlegen. Sie dürfen aber nicht gebogen und nichtverschweißt werden. Außerdem ist der Temperatureinfluss zu beachten. Beigeraden langen Leitungen wirkt sich eine Dehnung oder Kontraktion infolgeeiner Temperaturänderung besonders stark aus. Werden diese Veränderungen∆L nicht bei einer Richtungsänderung der Leitung aufgefangen, dann sindLängenausdehner, z.B. Dehnungsbogen, einzusetzen. Einige Beispiele werden in Bild 4-9 gezeigt. Bei den Aluminiumprofilrohren für den Aufbau vonMaschinengestellen ist ein Dehnungsausgleich ab 6 m Länge vorzusehen.
Für Aluminiumrohre ergibt sich die Längenänderung ∆L wie folgt:
Rohrdurchmesser 25 mm: ∆L = (0,2 · L) + (0,024 · L · ∆T)Rohrdurchmesser 40 mm: ∆L = (0,4 · L) + (0,024 · L · ∆T)
∆T Temperaturänderung zwischen Installationstemperatur und Betriebstemperatur in °C
∆L Längenänderung in mmL Rohrlänge bei Installation in m
Der Längenausdehnungskoeffizient beträgt für 1 m Rohr und 1 °C Temperatur-differenz:• Stahl 0,0012 bis 0,0014 mm• Kupfer 0,0019 mm• Aluminium 0,024 mm• Kunststoff 0,08 bis 0,2 mm (Polyamid 0,2 mm)
Eine andere Art der maschinennahen Druckluftversorgung ist die Verwendungeinzelner Kammern in den schon erwähnten Aluminium-Konstruktionsprofilen.Solche Profile werden in den verschiedensten Querschnitten zunehmend fürGestellaufbauten verwendet und bieten mit ihren voneinander getrenntenKammern gute Möglichkeiten zur Gestaltung einer integrierten Druckluftleitung.Sind mehrere Kammern vorhanden, lässt sich Druckluft auch z.B. in 3 verschie-denen Druckstufen führen. Ein Beispiel wird in Bild 4-10 gezeigt. Der Hauptan-schluss erfolgt an der Mittelkammer (I) über einen 1/2-Zoll-Anschluss. DieNutzung der seitlichen Kammern (II und III) sowie der Mittelkammer erfolgt überentsprechende Verbraucheranschlüsse. Diese werden in den Profilnuten mit T-Nut-Schrauben befestigt. Die Kammern sind dazu anzubohren. Die Enden derProfilstangen sind bei Stichleitungen verschlossen oder über Dichtungen mit der nächsten Profilstange verbunden.
Tabelle 4-2
Bewertung
von Druckluftrohren
Vollkreis = sehr gut
Halbkreis = ausreichend
Viertelkreis = mit Ein-
schränkungen
Bild 4-9
Beispiele für den
Dehnungsausgleich
a) Dehungsbogen
b) Ausgleich
durch Winkelanschluss
c) Ausgleich mit Schieberohr
1 Rohr
2 Schlauch
3 Winkelstück
4 Aufhängehaken
5 Aluminiumprofilrohr
6 Dichtung
7 Ausdehn-Armatur
8 Druckluftkanal
Stahl Kupfer Edelstahl KunststoffRohrwerkstoff
Druckbereich über 12 bar
Korrosion, Luftqualität
Temperatur bis 20° C
Temperatur bis 50° C
Strömungsverhalten
Einbauaufwand
Masse je Längeneinheit
Wartungsaufwand
Durchmesser über 100 mm
Angebot an Formstücken
1
1
2
1
3
34
L
L
a) b)
L
c)
5 6
7
8
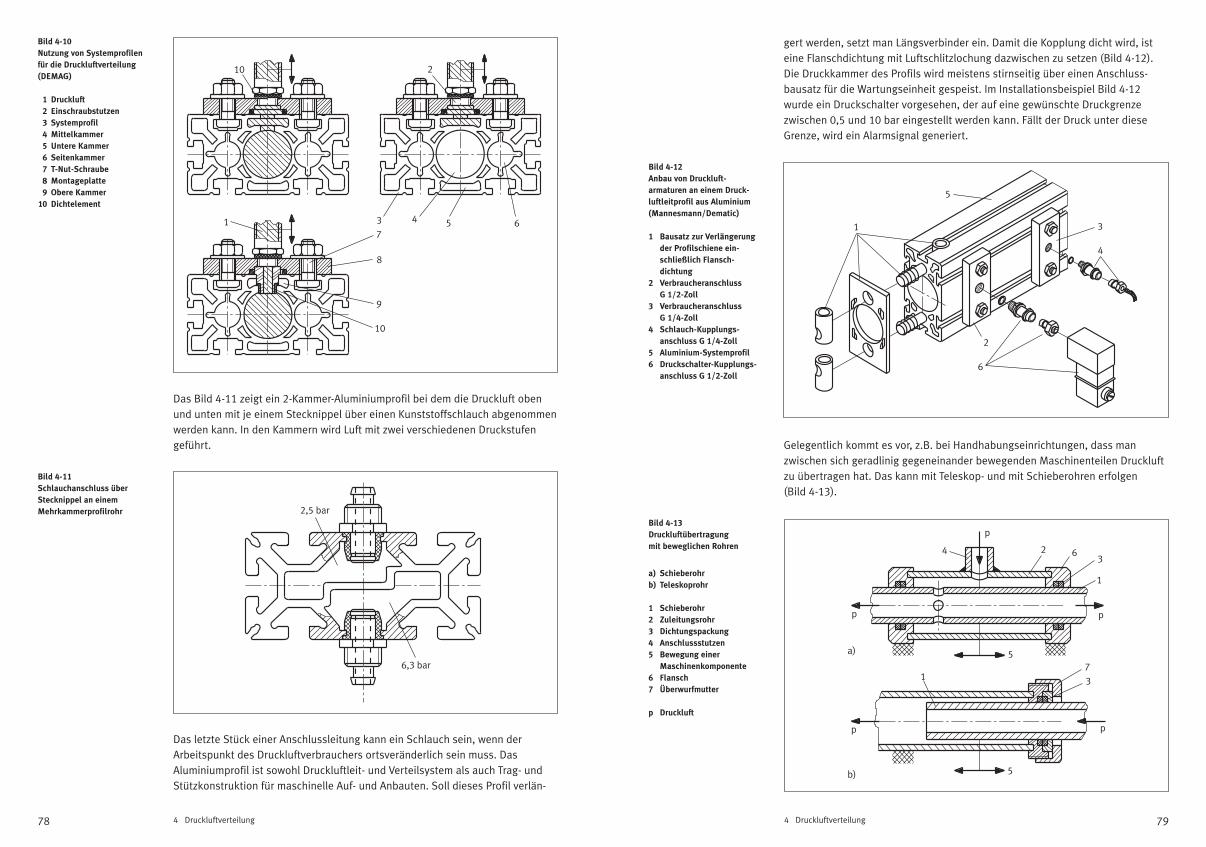
4 Druckluftverteilung 4 Druckluftverteilung78 79
Das Bild 4-11 zeigt ein 2-Kammer-Aluminiumprofil bei dem die Druckluft obenund unten mit je einem Stecknippel über einen Kunststoffschlauch abgenommenwerden kann. In den Kammern wird Luft mit zwei verschiedenen Druckstufengeführt.
Das letzte Stück einer Anschlussleitung kann ein Schlauch sein, wenn derArbeitspunkt des Druckluftverbrauchers ortsveränderlich sein muss. DasAluminiumprofil ist sowohl Druckluftleit- und Verteilsystem als auch Trag- undStützkonstruktion für maschinelle Auf- und Anbauten. Soll dieses Profil verlän-
gert werden, setzt man Längsverbinder ein. Damit die Kopplung dicht wird, isteine Flanschdichtung mit Luftschlitzlochung dazwischen zu setzen (Bild 4-12).Die Druckkammer des Profils wird meistens stirnseitig über einen Anschluss-bausatz für die Wartungseinheit gespeist. Im Installationsbeispiel Bild 4-12wurde ein Druckschalter vorgesehen, der auf eine gewünschte Druckgrenze zwischen 0,5 und 10 bar eingestellt werden kann. Fällt der Druck unter dieseGrenze, wird ein Alarmsignal generiert.
Gelegentlich kommt es vor, z.B. bei Handhabungseinrichtungen, dass man zwischen sich geradlinig gegeneinander bewegenden Maschinenteilen Druckluftzu übertragen hat. Das kann mit Teleskop- und mit Schieberohren erfolgen (Bild 4-13).
Bild 4-10
Nutzung von Systemprofilen
für die Druckluftverteilung
(DEMAG)
1 Druckluft
2 Einschraubstutzen
3 Systemprofil
4 Mittelkammer
5 Untere Kammer
6 Seitenkammer
7 T-Nut-Schraube
8 Montageplatte
9 Obere Kammer
10 Dichtelement
Bild 4-11
Schlauchanschluss über
Stecknippel an einem
Mehrkammerprofilrohr
Bild 4-12
Anbau von Druckluft-
armaturen an einem Druck-
luftleitprofil aus Aluminium
(Mannesmann/Dematic)
1 Bausatz zur Verlängerung
der Profilschiene ein-
schließlich Flansch-
dichtung
2 Verbraucheranschluss
G 1/2-Zoll
3 Verbraucheranschluss
G 1/4-Zoll
4 Schlauch-Kupplungs-
anschluss G 1/4-Zoll
5 Aluminium-Systemprofil
6 Druckschalter-Kupplungs-
anschluss G 1/2-Zoll
Bild 4-13
Druckluftübertragung
mit beweglichen Rohren
a) Schieberohr
b) Teleskoprohr
1 Schieberohr
2 Zuleitungsrohr
3 Dichtungspackung
4 Anschlussstutzen
5 Bewegung einer
Maschinenkomponente
6 Flansch
7 Überwurfmutter
p Druckluft
1
2
3 4 5 67
8
9
10
10
2,5 bar
6,3 bar
1
2
5
4
3
6
1
23
3
4
5
5
1
6
7
p
pp
p p
a)
b)

4 Druckluftverteilung 4 Druckluftverteilung80 81
Bei den Teleskoprohren schiebt sich ähnlich wie bei einem Teleskopzylinder ein kleines Rohr in ein Rohr mit größerem Durchmesser. Die Abdichtung erfolgtdurch Nut- oder O-Ringe, auch Stopfbuchsen mit Weichpackungen sind möglich.Teleskoprohre sind in axialer Richtung nicht druckentlastet, d.h. sie verhaltensich wie ein Arbeitszylinder und versuchen, sich auseinander zu schieben.
Schieberohre haben diesen Nachteil nicht, sie sind in axialer Richtung druck-entlastet. Die Verbindung besteht aus einem feststehenden Zuleitungsrohr unddem darauf gleitenden Schieberohr, dessen Längshub etwa der halben Längedes Zuleitungsrohres entspricht.
Druckluftrohre aus Kunststoff, auch Armaturen und Formstücke, werden ausschlagzähen, nicht sprödbrüchigen Materialien hergestellt und sind speziell für den Druckluftbereich entwickelt worden. Die Rohre korrodieren weder innennoch außen und sind deshalb pflegeleicht und beeinflussen die Luftqualitätpositiv. Außerdem sind sie bis zu 80% leichter als Metallrohre. Bei der Verlegungsind allerdings kleinere Stützabstände nötig, als bei den Metallrohren (Bild 4-14). Der Einsatz von Kunststoffrohren erfordert eine gewissenhafte Prü-fung der Eignung, weil unterschiedliche Materialzusammensetzungen natürlichauch zu unterschiedlichen Eigenschaften führen. Besonders interessiert dieBelastbarkeit (maximaler Betriebsdruck) bei unterschiedlichen Temperaturen,Brennbarkeit, elektrostatische Aufladung, Einfluss einer UV-Bestrahlung,Eignung für das Verschweißen oder Verkleben, Längenausdehnung (üblicher-weise im Bereich von 0,1 bis 0,2 mm je °C und je Meter Rohr) sowie Bruch- bzw.Sprödbruchgefahr.
Einige Werkstoffe für Kunststoff-Druckluftrohre sollen nachfolgend etwas detaillierter betrachtet werden. • ABS (Acrylnitril-Butadien-Styrol)
Rohre und Formteile werden durch Verkleben miteinander verbunden. DieKlebestelle ist sehr widerstandsfähig und hält mehr aus als Rohre und Fittings.Die Oberfläche ist vorher zu präparieren und geht eine chemische Verbindungmit dem Fügeteil ein. Die Verbindung kann auch mit Verschraubungen her-gestellt werden, wobei Teflonband als Gewindedichtung eingesetzt wird.Durchmesserbereich 12 bis 110 mm, Betriebsdruck bei 20 °C bis 12,5 bar.
• PE (Polyethylen)
Die Leitungen werden vorwiegend durch Muffenschweißung verbunden. Hier-zu können auch Elektroschweißfittings verwendet werden. Die Schmelzwärmewird hier mit elektrisch heizbaren Drahtspulen in die zu verschweißendenTrennflächen eingebracht. Durchmesserbereich 10 bis 450 mm, Betriebsdruckbis 10 bar.
• PA (Polyamid)
Die Rohrverbindung erfolgt mittels Metall- oder Kunststoff-Verschraubungenund Formstücken. Durchmesserbereich 4 bis 40 mm, Betriebsdruck bis 100 bar je nach Materialtyp.
Wie lassen sich nun Rohre miteinander verbinden?
Allgemein sind Rohrverschraubungen gebräuchlich, von denen das Bild 4-15einige Beispiele zeigt. Sie sind für nahtlose Stahlrohre und nahtlose Präzisions-stahlrohre geeignet. Von den Rohrverschraubungen sollten starke Zugbean-spruchungen ferngehalten werden, weil sich sonst Ermüdungserscheinungeneinstellen können. Die drei Grundformen der Verschraubungen sind• gerade Verschraubung• Winkel-Verschraubung• T-Verschraubung
Bild 4-14
Maximale Stützweiten beim
Verlegen von Rohrleitungen
1 Stahlrohr, normalwandig
2 Kunststoffrohr
(ABS bei 20 °C) Bild 4-15
Rohrverschraubungen
für Stahlrohre
a) Schneidringverschraubung
b) Schneidringstoß-
verschraubung
c) Kugelbuchsen-
verschraubung
d) Klemmringverschraubung
1 Schneidring
2 Überwurfmutter
3 Schraubstutzen
4 Dichtungskante
5 Kugelbuchse
6 Leitungsrohr
7 Dichtscheibe
8 Klemmring
1
22
3
4
5
6
7
8
9
10
11
1
20 40 60 80 100 120 140 160 180 200 220 240 260 280 3000
12
Rohraußendurchmesser in Meter
Stüt
zwei
te in
Met
er
a) b)
1
2
3 3 7 2
1
c)54 6 d)
8

4 Druckluftverteilung 4 Druckluftverteilung82 83
Funktion einer Schneidringverschraubung
Während des Anziehens der Überwurfmutter wird das Rohr gegen den Anschlagim Schraubstutzen gedrückt. Durch Anziehen der Überwurfmutter wird der Dicht-ring in den Innenkegel des Schraubstutzens hineingepresst. Gleichzeitig wird dieSchneidkante des Dichtringes in das Rohr hineingedrückt. Der auf diese Weisegeschnittene Bund hält das Rohr im Schraubstutzen fest und dichtet es ab. Die Dichtwirkung geht auch dann nicht verloren, wenn die Rohrverschraubungmehrmals gelöst wird, wenn bei der Neumontage die Überwurfmutter genügendstark angezogen wird.
Montagefehler können sein:• Ungenügend fester Anzug der Überwurfmutter• Rohr stößt nicht am Anschlag an• Der Dichtring wurde verkehrt eingesetzt
Die Schneidringstoßverschraubung wird dort eingesetzt, wo ein radialer Ein- bzw. Ausbau der Rohrleitung oder der Geräte erforderlich ist.
Funktion einer Kugelbuchsenverschraubung
Die Kugelbuchse ist ein Element, an welches das Leitungsrohr angeschweißtwird (Schweißkugelbuchse). Vor dem Anschweißen muss die Überwurfmutterbereits auf das Rohr aufgeschoben sein. Beim Anziehen der Überwurfmutter wird die Kugelfläche gegen den Innenkegel des Schraubstutzens gedrückt.Theoretisch ist die Dichtkante nur eine Kreislinie. Praktisch kommt es längs die-ser Linie zu einer gewissen Abplattung. Beide Teile an der Dichtstelle müssendazu mit einer großen Kraft gegeneinandergepresst werden, um eine ausreichen-de Dichtheit zu erlangen.
Flanschverbindung
Das Bild 4-16 zeigt eine Flanschverbindung für Stahlrohre. Die Flansche sindangeschweißt. Alle Flansche sind nach Nennweite (DN) und Nenndruck (PN)geordnet sowie genormt. Zu verbindende Flansche müssen von gleicher Nenn-weite und für gleichen Nenndruck sein. In Bild 4-17 wird eine Verbindung vonStahl- und Kunststoffrohr mit Hilfe loser Flansche gezeigt.
Schweißen und Kleben
Rohrleitungen aus Stahl werden in der Regel geschweißt. Bis 5 mm Wanddickegeschieht das als Stumpfschweißung mit einer I-Naht. Bei größeren Wanddickenwird eine V-Naht bevorzugt. Dazu sind die Rohrenden anzufasen. Besonderswichtig ist die Nachbehandlung der Schweißstelle. Schweißperlen und -schlackesind durch Klopfen am Rohr und Ausblasen zu entfernen. Edelstahlrohre erfor-dern eine Schutzgasschweißung und Kupferleitungen werden hartgelötet oderverschweißt. Kunststoffleitungen können je nach Werkstoff geklebt und/odergeschweißt werden. Das Bild 4-18 zeigt einige Varianten. Meistens müssen fürsolche Verbindungen spezielle Fachkenntnisse vorhanden sein. Diese werdennicht gebraucht, wenn man eine Schraubverbindung wählt.
Bild 4-16
Zwangszentrierende
Flanschverbindung für
Stahlrohre nach DIN 2448
Bild 4-17
Flanschverbindung
eines Metallrohrs
mit einem Kunststoffrohr
1 Stahl-, Kupferrohr
2 Loser Flansch mit Bund
3 Dichtung
4 Kunststoffrohr
5 Schweißflansch
Bild 4-18
Unlösbare Verbindungen
von Kunststoffrohren
a) Stumpfstoß geschweißt
mit Schrumpfmuffe
b) Stumpfstoß mit V-Naht
geschweißt
c) Klebeverbindung
mit Steckmuffe
12
3 4
5
0,5 bis 1 mm
30° 30°a)
b)
c)

4 Druckluftverteilung 4 Druckluftverteilung84 85
Die Verschraubung von Kunststoffrohren wird in Bild 4-19 an einigen Beispielendargestellt. Die Verschraubungen nach Bild 4-19b und c sind so ausgelegt, dasssie sofort gegen Schneidringelemente in normaler und Stoßausführung zumEinbau von Metallrohren ausgetauscht werden können.
Klemmhülsenverschraubung
Sie ist für eine radiale Montage ausgelegt. Längere Überwurfmuttern sollendurch eine bessere Rohrführung Schwingungsbrüche am Austritt der Verschrau-bung vermeiden. Auch die Verschraubungselemente können aus Kunststoffbestehen. Ein Beispiel wird in Bild 4-20 gezeigt. Davon gibt es sehr viele Aus-führungen, die für die Steuerung und Regelung verwendbar sind, meistens sindsie auch in der Hochdruckpneumatik verwendbar.
Schnellkupplung
Es gibt auch Systeme, bei denen man sich einen Druckluftabgang mit Hilfe einerspeziell gestalteten Kupplung an beliebiger Stelle der Rohrleitung einrichtenkann. Wie das Bild 4-21 zeigt, wird das Rohr (Aluminium) oben angebohrt undentgratet. Dann wird das Flanschgehäuse durch Klemmen befestigt. Die Anord-nung entspricht dem Prinzip des „Schwanenhalses“. Das Kondensat im Rohrwird so zurückgehalten. Solche Anschlüsse sind besonders dann sehr vorteil-haft, wenn ein Druckluftnetz bereits errichtet werden muss, ohne dass schondefinitiv genau feststeht, an welcher Stelle sich die Verbraucher befinden werden.
Die Abgänge können jederzeit nachträglich angebaut werden. Die Kupplung ist bis 13 bar Druck und bei Betriebstemperaturen von –20 °C bis +60 °C einsetzbar.
Bild 4-19
Rohrverschraubung
für Kunststoffrohre
a) Einschraubverschraubung
mit Verstärkungsring
b) Klemmringverschraubung
mit verlängerter Überwurf-
mutter
c) Klemmhülsenver-
schraubung
d) Dichtwulstverschraubung
für Polyamidrohre
1 Stahl-, Kupferrohr
2 Kunststoffrohr
3 Überwurfmutter
4 Klemmhülse
5 Klemmring
6 Verstärkungsring
7 Dichtscheibe
8 Angestauchte Wulst
Bild 4-20
Verschraubungen
aus Kunststoff
1 T-Verschraubung
2 Schlauch
3 Einschraubverschraubung
4 Kegelklemm-Mutter
Bild 4-21
Schnellkupplung (Legris)
1 Klemmschraube
2 Spannarm
3 Druckluftleitung
4 Druckluftabgang
5 Schwanenhals
6 Dichtung
7 Flanschgehäuse
a) b)
2
3 2
65
c)
1 24
7
d)
8
1 2 3
4
1
2
3
4
5
6
7

4 Druckluftverteilung 4 Druckluftverteilung86 87
Das Bild 4-22 zeigt nun eine Kupplung für Aluminium- und Kunststoffrohre, dieallein durch Zusammenstecken die Verbindung sichert, aber auch eine spätereDemontage erlaubt. Das Rohrende muss etwas angefast, zumindest aber gratfreigeschnitten sein. Werkzeuge werden beim Verbinden nicht benötigt.
Stecksysteme sind mit allen ihren Einzelteilen meistens teurer als z.B. Schweiß-oder Klebeverbindungen. Dafür gibt es aber auch gewichtige Vorteile:• Kurze Montagezeiten; sie kompensieren wertmäßig häufig
die teureren Einzelteile.• Keine Spezialkenntnisse und -erfahrungen erforderlich• Ohne Verluste wiederverwendbare Komponenten• Erweiterungen und Umbauten sind problemlos möglich• Fehlmontagen lassen sich leicht beheben
Während Rohre als Übertragungsleitung für die Verbindung zwischen fest ver-legten pneumatischen Geräten eingesetzt werden, müssen zu den beweglichenGeräten Schläuche als flexible Übertragungselemente verwendet werden.Schläuche bleiben mehr oder weniger bewegliche Gebilde. Rohre behalten dage-gen ihre Form und stellen ein starres Gebilde dar. Je nach Werkstoff, Belastungund Temperatur ändert sich beim Schlauch seine Beweglichkeit und Länge. DieLebensdauer ist belastungsbedingt geringer als bei den fest verlegten Rohren.Man setzt deshalb Schläuche nur im unbedingt notwendigen Umfang ein.
Als Verbindung zwischen pneumatischen Ventilen, Zylindern und einer dezentra-len Druckluftaufbereitung stellt der Schlauch allerdings wegen seiner Flexibilitätund dem geringen Platzbedarf eine unverzichtbare Komponente dar. Außerdemkann er äußerst schnell installiert werden. Bei modernen Kunststoffen ist eineklare Grenzziehung zwischen Schlauch und Rohr oft schwierig.
Schläuche gibt es in den verschiedensten Ausführungen. Spiralschläuche sindgünstig, wenn die Druckluft an bewegten Baugruppen (Roboterarme, Schlitten,aufgehängte Schrauber) zu übertragen ist. Metallschutzschläuche, die über den normalen Kunststoffschlauch gezogen werden, schützen diesen z.B. vorSchweißfunken. In Bild 4-23 werden einige Schlaucharten dargestellt. Das Bild 4-24 zeigt den Aufbau verschiedener Schlauchkonstruktionen.
Der Stahlspiralschlauch wird als Schutzschlauch verwendet. Er entsteht durchwendelförmiges Aufwickeln von vorgefalzten Blechbändern. Der Krümmungs-radius ist relativ groß. Er lässt sich elektrisch erden, so dass elektrostatischeAufladungen abfließen können.
Beim Kunststoffspiralschlauch gewährleistet die eingegossene Spirale aus Hart-PVC (oder Federstahlraht) die Stabilität des kreisrunden Querschnitts. Der Schlauch neigt zur elektrostatischen Aufladung. Mitunter ist der Schlauchmit einer Metall-Litze umwickelt.
Beim Gummispiralschlauch kann eine Kupferlitze wendelförmig einvulkanisiertwerden, damit elektrostatische Aufladungen besser abgeleitet werden können.
Bild 4-22
Steckverbinder für Rohre
a) Steckverschraubung
(Festo)
b) Steckverbindung
(Schneider)
1 Gewindeanschluss-
dichtung
2 O-Ring, ölbeständig
3 Haltezahn
4 Rohr
5 Gehäuse
mit Einschraubgewinde
6 Demontagering
7 Kompakter Metallkörper
8 Distanzscheibe
9 Haltekralle aus Edelstahl
10 Rohranschlag
11 Stützhülse
12 Halteelement aus POM
mit Haltezähnen
aus Edelstahl
4.4 Schlauchleitungen und Verbindungen
4.4.1Arten und Eigenschaften
Bild 4-23
Schlauchausführungen
1 Einzelschlauch
2 Doppelschlauch,
verschweißt
3 Mehrfachschlauch
4 Koaxialschlauch
(Schlauch im Schlauch)
5 Gewebeverstärkter
Schlauch
6 Multischlauch
7 Hybridkabel
(Elektro-, Vakuum-, Druck-
luftleitung kombiniert)
8 Mehrfachschlauch,
extrudiert
9 Ummantelter Schlauch
10 Spiralschlauch
11 Wellrohr-Schutzschlauch
12 Vakuumschlauch
mit Stahldrahtspiralen-
Einlage
13 Metallschutzschlauch
a)
b)
1
2
2
3 4
4
5
678
9
10
10
11
12
1 2 3 4 5
6 7 8 9
10 11 12 13

4 Druckluftverteilung 89
Tabelle 4-3
Technische Eigenschaften von
Kunststoff-Druckschläuchen
(Festo-Produkte und Festo-
Nomenklatur)
(a)Für Steckverschraubungen,
z.B. Quick Star
(b)Schwarze Ausführung
verwenden
(c) Für Stecknippel-
verschraubungen
CM Elektrisch leitend
DUO Schlauchpaar
H Hydrolysebeständig
N Außenkalibriert
nach CETOP RP54P
PA Polyamid
PE Polyethylen
PFA Perfluoralkoxy
PU Polyurethan
PL Gewebeverstärktes PVC
S Spiralschlauch
VO Flammhemmend
Vollkreis = gut, beständig
Halbkreis = bedingt geeignet
Leerkreis = nicht geeignet
Strich = kein Kriterium
4 Druckluftverteilung88
Für Kunststoffschläuche werden verschiedene Materialien verwendet, die in denletzten Jahren in den technischen Eigenschaften und Eignungen immer bessergeworden sind. Umso wichtiger wird allerdings die richtige Auswahl für das je-weilige Anforderungsprofil. In der Tabelle 4-3 sind die wichtigsten Eigenschaftenaufgeführt und grob bewertet. Sie können im wesentlichen auch auf die Kunst-stoffverschraubungen und andere Komponenten übertragen werden. Außerdemwerden auch textilarmierte und nicht armierte Gummischläuche (NBR, Acrylnitril-Butadien Kautschuk) eingesetzt.
Für die Auswahl von Schläuchen kann man folgende Kriterien ansetzen:• Flexibilität, kleinster Biegeradius• Mechanische Festigkeit, Schlagfestigkeit, Abriebfestigkeit• Alterungs-, Ultraviolett-, Witterungsbeständigkeit• Dielektrische, elektrostatische Eigenschaften• Entflammbarkeit, Brennbarkeit• Innendruckbelastbarkeit• Temperaturbeständigkeit• Chemische Beständigkeit, Mineralölbeständigkeit• Durchmessertoleranz außen und/oder innen• Glattwandigkeit (innen)• Gasdurchlässigkeit• Schweiß-, Verklebbarkeit• Ermüdungsfestigkeit gegenüber Schwingungen und Dauerspannungen• Langzeit-Rückholfederkraft (bei Spiralschläuchen)• Formstabilität im Querschnitt• Schleppkettentauglichkeit• Tauglichkeit für die Lebensmittel- und Pharmaziebranche• Identifizierbarkeit durch verschiedene Einfärbungen• Hydrolyse- und Mikrobenbeständigkeit
Bild 4-24
Aufbau einiger
Schlauchkonstruktionen
a) Stahlspiralschlauch
b) Kunststoffspiralschlauch
c) Gummispiralschlauch
1 Gefalztes und gewendeltes
Blechband
2 Dichtung
3 Weich-PVC-Schlauch
4 Hart-PVC-Wendel
5 Innere Gummideckschicht
6 Stahlspirale
7 Bindeschicht
8 Außen-Gewebeschicht
a) b) c)
1 2 3 4 5 6 7 8
Daten und Angaben fürFesto-Typen TÜV-geprüft
Empf. für Wasserkon-takt (kein Trinkwasser)
TechnischeEigenschaften
Außendurchmesser (a)(Cetop RP 54P)
Chemikalien-beständigkeit
Mikroben-beständigkeit
UV-Bestrahlungs-beständigkeit (b)
Hydrolyse-beständigkeit
Spannungsriss-beständigkeit
Flammschutz
Zulassung fürLebensmittelbranche
Antistatisch,elektrisch leitend
Halogenfrei
Frei von Lackbe-netzungsstörungen
Abriebfestigkeit
Knicksicherheit
Reinigungs-,Kühlmittelresistenz
Vakuumtauglichkeit
Thermisch und mecha-nisch hochbelastbar
Geringe Masse
Durchmesserinnenkalibriert (c)
Hohe Kälteflexibilität
Hohe Druck-belastbarkeit
Schleppketten-tauglichkeit
PUNPUN-DUO
PUN-H
PUN-VO
PUN-CM
PU
PU PE
PL PLN PANPAN-L
PAN-VO
PP PPS
PVC PFA
PL PFANPU-DUO

4 Druckluftverteilung 91
bei dynamischen Anwendungen sind die Schläuche durch Schlauchbinder zusichern. In Bild 4-27 werden einige Schlauchverschraubungen vorgestellt.
Der relativ dickwandige Schlauch bei der Lösung nach Bild 4-27a ist mit einerGewebearmierung ausgestattet. Die Schnellverschraubung nach Bild 4-27b gibt es in verschiedenen Werkstoffarten und in vielen Kombinationen, z.B. alsVerteilerstück mit drei Anschlüssen oder als schwenkbare L-Schnellverschrau-bung.
Bild 4-26
Kleine Auswahl möglicher
Schlauchanschlüsse
1 Schlauch
2 Lösering
3 Tülle
4 Überwurfmutter
5 Feingewinde
6 Dichtung
7 Sicherungsbolzen
8 Klemmschale
mit Druckringen
4 Druckluftverteilung90
Die Schlauchlänge sollte bei pneumatischen Handwerkzeugen, die mit geölter Druckluft laufen, nicht mehr als 3 bis 5 Meter betragen (Abstand Werkzeug – Wartungseinheit mit Öler). Das ist aber oft nicht einhaltbar.
Bei der Verwendung von Schläuchen wird oft der Fehler gemacht, dass manLeitungen innerhalb eines Stranges aus Schläuchen unterschiedlichen Durch-messers zusammensetzt. Das mindert den Fließdruck. Häufig werden Schläucheauch zu lang gewählt. Spiralschläuche haben überdies einen höheren Druckab-fall als normale gerade Schläuche. Das Bild 4-25 zeigt den Druckabfall beizunehmender Schlauchlänge am Beispiel des sinkenden Volumenstroms. Als feststehende Größe wurde ein Ausgangsdruck von 7 bar effektiv und einDruckabfall von 0,2 bar zu Grunde gelegt. Angenommen wurde ein PVC-Schlauchmit einer Tülle und mit einer Verschraubung an beiden Enden.
Wird das Festo-Stecksystem verwendet, dann treten innerhalb der Verschrau-bungen aber keine Querschnittseinschränkungen auf, was sich positiv auf denDruckabfall auswirkt.
Es gibt verschiedene Möglichkeiten Schläuche miteinander oder mit installiertenArmaturen ständig oder relativ schnell lösbar zu verbinden. Eine Übersicht überdie technischen Möglichkeiten wird in Bild 4-26 gegeben.
Zu jedem der dargestellten Anschlussarten gibt es eine Vielzahl von Abwandlun-gen und Kombinationen mit Funktionselementen. Technisch sehr einfach sind dieStecknippelverbindungen, die es auch als T-, V- und Y-Schlauchverbindung gibt,sowie in Kombination mit Verschraubungen und Funktionselementen. Besonders
Bild 4-25
Volumenstromreduzierung
in Schläuchen
4.4.2Schlauch-anschlussarten
Volu
men
stro
m in
Lit
er/s
Inne
rer
Schl
auch
durc
hmes
ser
in m
m
Schlauchlänge in m
Schlauch wird aufgeschobenund mit Überwurfmutter gesichert;dichten durch Kegelklemmungund an der Schlauchinnenseite
Steckverbindung
Steckverschraubung
Stecknippelverbindung
Stecknippelverschraubung
Schnellverbindung
Schnellverschraubung
Schlauchfassung
Selbstsichernd nach dem Zusammen-stecken, dichtet am Schlauchaußen-durchmesser
Kombination von Einschraubgewinde-stück und Steckanschlussfür das Schlauchende
Anschlussnippel nehmen Schlauchauf, dichtet am Schlauchinnen-durchmesser, sichern mitSchlauchbinder
Kombination von Nippel- undSchraubanschluss, Dichtung am Ge-winde und an der Schlauchinnenseite
Einschraubarmaturmit einer Kegelklemmdichtungfür aufgeschobene Schläuche
Nach dem Aufschieben desSchlauches werden die Halbschalenauf den Schlauch gepresst undmit Bolzen gesichert; günstig beielektrisch leitenden Schläuchen
12
6
3
4
5
7
8

4 Druckluftverteilung 93
Bild 4-29
Steckverschraubungen
und -verbindungen
4 Druckluftverteilung92
Das Bild 4-28 zeigt den Aufbau einer Steckverbindung bzw. -verschraubung. Sie sind für Vakuum und Druckluft gleichermaßen geeignet. Stahlkrallen-elemente sichern den Schlauch, ohne dessen Oberfläche zu beschädigen.Schwingungen und Druckstöße werden absorbiert. Das Lösen des Schlaucheserreicht man durch Eindrücken des Löserings. Dadurch wird die Kralle vomSchlauch abgehoben. Die Steck-Klemm-Funktion wird in vielen Armaturvariantenverwendet.
Das Bild 4-29 vermittelt einen Eindruck von der Vielfalt handelsüblicher Komponenten zur Druckluftführung und -verteilung. Außerdem gibt es dieKomponenten in verschiedenen Baugrößen und Materialien. Die folgende Tabellegibt einen Einblick in die Variation der Werkstoffe in Abhängigkeit von wichtigenEinsatzanforderungen.
Bild 4-27
Schlauchverschraubungen
a) Verschraubung
mit Innenhülse
b) Schnellverschraubung
(Festo)
1 Stutzen
2 Überwurfmutter
3 Angeschraubte Innenhülse
mit Kugelbuchse
4 Außenhülse
mit Verzahnung
5 Gummischlauch
mit Gewebeeinlage
6 Dichtring
7 Kunststoffschlauch
Bild 4-28
Steckverbindung
von Schläuchen
a) Prinzip
einer Steckverbindung
(Festo, QS, QS-V0, CRQS,
QS-CM)
b) Steckverschraubung
(Festo, QS-F)
1 Kunststoffschlauch
2 Lösering
3 Bruchfestes Gehäuse
4 Rostfreie Stahlkralle
5 Elastische Dichtmuffe
6 Spannzange aus Edelstahl
7 Messinggehäuse
8 O-Ring-Dichtung
a)
b)
1 2 3 4 5
6 7 2
1 1
2 2
3 4 5 6 7 8
a) b)
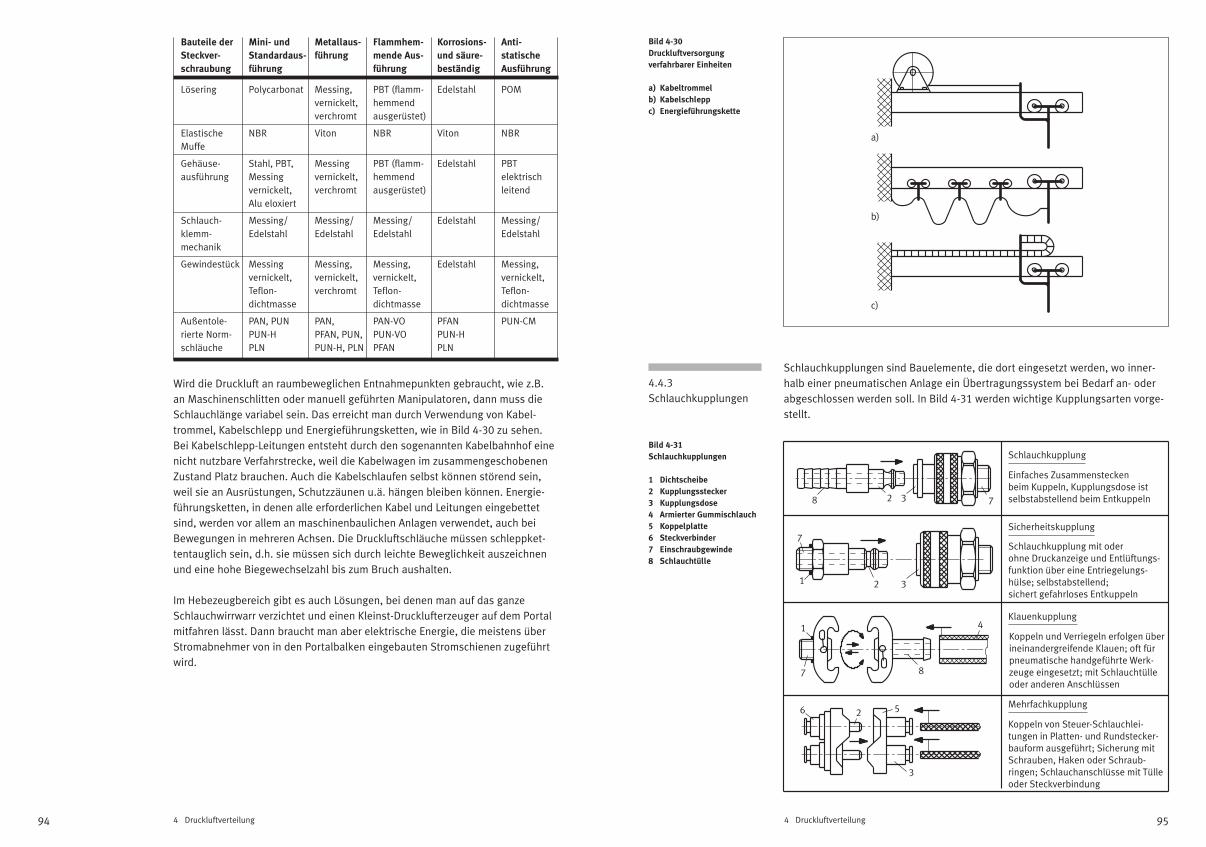
4 Druckluftverteilung 95
Schlauchkupplungen sind Bauelemente, die dort eingesetzt werden, wo inner-halb einer pneumatischen Anlage ein Übertragungssystem bei Bedarf an- oderabgeschlossen werden soll. In Bild 4-31 werden wichtige Kupplungsarten vorge-stellt.
Bild 4-30
Druckluftversorgung
verfahrbarer Einheiten
a) Kabeltrommel
b) Kabelschlepp
c) Energieführungskette
4.4.3Schlauchkupplungen
Bild 4-31
Schlauchkupplungen
1 Dichtscheibe
2 Kupplungsstecker
3 Kupplungsdose
4 Armierter Gummischlauch
5 Koppelplatte
6 Steckverbinder
7 Einschraubgewinde
8 Schlauchtülle
4 Druckluftverteilung94
Bauteile der Mini- und Metallaus- Flammhem- Korrosions- Anti-
Steckver- Standardaus- führung mende Aus- und säure- statische
schraubung führung führung beständig Ausführung
Lösering Polycarbonat Messing, PBT (flamm- Edelstahl POMvernickelt, hemmend verchromt ausgerüstet)
Elastische NBR Viton NBR Viton NBRMuffe
Gehäuse- Stahl, PBT, Messing PBT (flamm- Edelstahl PBTausführung Messing vernickelt, hemmend elektrisch
vernickelt, verchromt ausgerüstet) leitendAlu eloxiert
Schlauch- Messing/ Messing/ Messing/ Edelstahl Messing/klemm- Edelstahl Edelstahl Edelstahl Edelstahlmechanik
Gewindestück Messing Messing, Messing, Edelstahl Messing,vernickelt, vernickelt, vernickelt, vernickelt,Teflon- verchromt Teflon- Teflon-dichtmasse dichtmasse dichtmasse
Außentole- PAN, PUN PAN, PAN-VO PFAN PUN-CMrierte Norm- PUN-H PFAN, PUN, PUN-VO PUN-Hschläuche PLN PUN-H, PLN PFAN PLN
Wird die Druckluft an raumbeweglichen Entnahmepunkten gebraucht, wie z.B.an Maschinenschlitten oder manuell geführten Manipulatoren, dann muss dieSchlauchlänge variabel sein. Das erreicht man durch Verwendung von Kabel-trommel, Kabelschlepp und Energieführungsketten, wie in Bild 4-30 zu sehen.Bei Kabelschlepp-Leitungen entsteht durch den sogenannten Kabelbahnhof einenicht nutzbare Verfahrstrecke, weil die Kabelwagen im zusammengeschobenenZustand Platz brauchen. Auch die Kabelschlaufen selbst können störend sein,weil sie an Ausrüstungen, Schutzzäunen u.ä. hängen bleiben können. Energie-führungsketten, in denen alle erforderlichen Kabel und Leitungen eingebettetsind, werden vor allem an maschinenbaulichen Anlagen verwendet, auch beiBewegungen in mehreren Achsen. Die Druckluftschläuche müssen schleppket-tentauglich sein, d.h. sie müssen sich durch leichte Beweglichkeit auszeichnenund eine hohe Biegewechselzahl bis zum Bruch aushalten.
Im Hebezeugbereich gibt es auch Lösungen, bei denen man auf das ganzeSchlauchwirrwarr verzichtet und einen Kleinst-Drucklufterzeuger auf dem Portalmitfahren lässt. Dann braucht man aber elektrische Energie, die meistens überStromabnehmer von in den Portalbalken eingebauten Stromschienen zugeführtwird.
a)
b)
c)
Schlauchkupplung mit oderohne Druckanzeige und Entlüftungs-funktion über eine Entriegelungs-hülse; selbstabstellend;sichert gefahrloses Entkuppeln
Schlauchkupplung
Sicherheitskupplung
Klauenkupplung
Mehrfachkupplung
Einfaches Zusammensteckenbeim Kuppeln, Kupplungsdose istselbstabstellend beim Entkuppeln
Koppeln von Steuer-Schlauchlei-tungen in Platten- und Rundstecker-bauform ausgeführt; Sicherung mitSchrauben, Haken oder Schraub-ringen; Schlauchanschlüsse mit Tülleoder Steckverbindung
1
1
2
2
2
3
3
3
4
56
7
7
7
8
8
Koppeln und Verriegeln erfolgen überineinandergreifende Klauen; oft fürpneumatische handgeführte Werk-zeuge eingesetzt; mit Schlauchtülleoder anderen Anschlüssen

4 Druckluftverteilung 4 Druckluftverteilung96 97
Schlauchkupplungen sind so aufgebaut, dass sie ein Austreten der Druckluft im nichtgekuppelten Zustand durch ein eingebautes Sperrventil verhindern. Im gekuppelten Zustand kann die Druckluft in beiden Richtungen strömen. DerInnenaufbau einer solchen Kupplung wird in Bild 4-32 gezeigt. Die Arretierungvon Stecker und Kupplungsdose erfolgt hier über eine Kugelhaltung. Die Kugel-sperre kann nur überwunden werden, wenn die gefederte Schiebehülse zurück-gezogen wird. Beim Zusammenstecken wird der Dichteinsatz nach innen ver-schoben, so dass der Durchflusskanal offen ist.
Schlauchkupplungen können beim Trennen den Druckluftaustritt auch zweiseitigverhindern (Einstrang-, Zweistrangabdichtung). Beim Anschluss pneumatischbetriebener Werkzeuge erspart eine selbsttätige Abdichtung den sonst beimWechsel nötigen Absperrhahn. Weitere Kupplungsausführungen werden in Bild 4-33 dargestellt.
Nicht alle Bauformen sind auch strömungsgünstig. Das ist bei der in Bild 4-34dargestellten Schnellverschluss-Kupplung jedoch nicht der Fall. Der Kuppel-vorgang ist einhändig und mit wenig Kraftaufwand zu bewältigen. Beim Ein-kuppeln wird nicht gegen den Netzdruck gearbeitet. Der Kupplungsstecker wirdin die als Dichtsitz ausgebildete Kugelbohrung gesteckt und zurückgeschwenkt.Zum Entkuppeln wird der Stecker um 75° gekippt und ohne Gegendruck ent-nommen. Beim Schwenken der Kugel dichtet ihre Außenwand gegen denLuftstrom ab.
Die Sicherheitskupplungen unterscheiden sich von den einfachen selbstab-stellenden Schlauchkupplungen durch erhöhte Sicherheit beim Kuppeln. Beim Entkuppeln ist eine Entriegelungshülse zurückzuschieben, wodurch dieAnlagenluft entlüftet wird. Wird diese Hülse erneut zurückgeschoben ist dasgefahrlose Entkuppeln möglich. Außerdem wird bei einem Betriebsdruck größerals 1 bar der Druckzustand über einen Ring optisch angezeigt.
Klauenkupplungen werden häufig für Druckluftwerkzeuge eingesetzt. Weil dieKupplungen immer offen sind, ist beim Entkuppeln Vorsicht geboten. Es ist stetszuerst das zuständige Kugelventil zu schließen. Dann ist das Werkzeug einzu-schalten, damit der Schlauch den Druck abbauen kann. Jetzt kann die Kupplunggelöst werden. Das Wiedereinschalten des Kugelventils nach dem erneutenKuppeln soll langsam (5 Sekunden) und vorsichtig erfolgen.
Mehrfachkupplungen bestehen aus Vielfachstecker und Vielfachdose. Sie werden meistens als Schaltschrankarmatur verwendet und gestatten dasKuppeln vieler Steuerleitungen mit Kunststoffschläuchen von Nennweite 2 bis 6.Bei rundem Anschlussbild wird die Kupplung auch als Multipolkupplung bezeich-net. Formschlusselemente sichern, dass wie bei den Steckern aus der Elektronikfalsches Zusammenstecken unterbunden wird.
Bild 4-32
Schlauchkupplung
mit Kugelverriegelung
1 Schlauchtülle
2 Rastkugel
3 Schiebehülse
4 Dichteinsatz
5 Einschraubstutzen
Bild 4-33
Schlauchkupplungen
a) Einschubschlauch-
kupplung mit Stiftrastung
b) Schlauchkupplung
mit Zweistrangabdichtung
und Schraubverbindung
c) Schlauchkupplung
mit Einstrangabdichtung
und Sicherung
mit Überwurfmutter
1 Kupplungsstecker
2 Kupplungsdose
3 Dichtung
4 Dichtkolben
5 Raststift
6 Überwurfmutter
7 Dichtkörper
8 Verschlusshülse
Bild 4-34
Durchflussgünstige
Schlauchkupplung
(Atlas Copco)
a) Einkuppeln
b) Entkuppelablauf
1 Kupplungsdose
2 Kupplungsstecker
3 Durchflusskanal
1
2 3 4 5
12 3
4
5a)
6 12 7
b)
8
12c)
6
7
75°
a) b)
2
3
1

4 Druckluftverteilung 99
Krümmung zur vorhandenen einnimmt (Beispiel 13). In welcher Form demDurchhängen von Schläuchen begegnet werden kann, zeigen die Beispiele 6, 14und 15. Schlauchleitungen dürfen außerdem niemals straff verlegt werden, daLängenveränderungen bis zu ±5% durch Temperaturveränderungen,Luftfeuchteänderungen u.a. auftreten können.
Bild 4-36
Falscher und richtiger
Anschluss von Schläuchen
4 Druckluftverteilung98
Ein unter Druck stehender Schlauch kann sich plötzlich von einer Schlauchver-bindung lösen oder er wird versehentlich durchtrennt. Dann tritt die Druckluftunkontrolliert aus. Umsichschlagende Schlauchenden sind die Folge. Sie könnenwie Peitschenhiebe zu Beschädigungen und Verletzungen führen. Ist mit solchenEreignissen im rauen Werkstattbetrieb zu rechnen, kann eine Schlagsicherungeingebaut werden. Das ist ein Strömungsventil, bei dem sich bei schlagartigerVeränderung von Druck und Durchfluss zwischen Verbraucher und Schlauch-sicherung ein federbelasteter Dichtkolben schließt (Bild 4-35). Solche Sicherun-gen werden vor allem empfohlen, wenn mit Klauenkupplungen gearbeitet wird,weil bei diesen Kupplungen das „Peitschenschlagrisiko“ beim Entkuppelnbesonders groß ist.
Strömungsventile in ähnlicher Art gibt es übrigens auch für Vakuumleitungen.Sie verhindern dort das Zusammenbrechen des Vakuums, wenn Saugöffnungenunkontrolliert offen bleiben. Schlauchsicherungen sollten mit einem um 50%höheren Durchfluss ausgewählt werden, weil sonst die Luftzufuhr bereits un-gewollt unterbrochen werden könnte.
Für Druckluftschläuche gilt, dass sie gewissenhaft nach dem Anforderungsbildauszuwählen sind. Werden die Einsatzbedingungen ungenügend beachtet,kommt es zum vorzeitigen Ausfall. Aus der Anwendungspraxis ist auf folgendeSchadensfälle hinzuweisen:
Mechanische Überlastung
Schläuche sind so anzuschließen, dass scharfe Abbiegungen nach den Anschlüs-sen nicht vorkommen. Knickstellen führen zum vorzeitigen Ausfall. Das Bild 4-36zeigt einige Beispiele in Gut-Schlecht-Darstellung. Als Knickschutz gibt es auchSchläuche, die mit einer (Draht-)Spirale versteift sind, aber trotzdem beweglichbleiben. Die Beispiele 1 bis 5 zeigen Anschlüsse, bei denen ein Anschluss ständig eine vertikale Bewegung ausführt. Das betrifft sinngemäß auch Bei-spiel 6. Sehr unzweckmäßig ist es, wenn der Schlauch im Betrieb eine negative
4.4.4Schlauchsicherung
Bild 4-35
Schlauchsicherung
(Atlas Copco)
4.4.5 Schäden an Schlauchleitungen
falsch falschrichtig richtig
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15

4 Druckluftverteilung 101
In der einfachsten Form kann man schon Hohlräume in Aluminiumprofilen alskleine Druckluftspeicher verwenden. Bei Vakuumhebegeräten wird analog dieaus Profilrohren zusammengesetzte Lasttraverse als Vakuumspeicher genutzt.Leitung und Speicherung wachsen auf diese Weise in einem Funktionsträgerzusammen. Druckluftspeicher tragen zur Abkühlung der Druckluft bei, so dassman einen Kondensatablass vorsehen muss. Im Bild 4-37 wird ein Ausführungs-beispiel gezeigt. Die Speicher müssen in bezug auf Schweißnaht, Verformung,Alterungsempfindlichkeit und Korrosionsschutz gewisse Anforderungen erfüllen.Üblich sind Volumina von 0,1; 0,4; 0,5; 2,5, 5, 10 und 20 Liter. In Kompressor-stationen sind die Druckluftbehälter natürlich wesentlich größer, z.B. 4000 Liter.Für sehr viele Anwender genügt aber ein Volumen von 20 Liter. Als Richtwertmag gelten, dass bei kontinuierlicher Entnahme ein Druckluftspeicher genügt,der 1/8 bis 1/10 des Volumenstroms in m3/min speichern kann. Das gilt fürKolbenverdichter mit einem normalen Arbeitsdruck von 10 bar ohne automati-sche Start-Stopp-Regelung. Wird das Ein- und Ausschalten des Druckerzeugersautomatisch gesteuert, muss der Druckluftspeicher größer sein, weil sonst zukurze Einschaltzyklen entstehen.
Wird fließgepresstes Aluminiumprofil (Bild 4-38) als Rohrleitungssystem ver-wendet, dann ergibt sich auch hier ein Innenvolumen, das ebenfalls alsDruckluftspeicher betrachtet und genutzt werden kann.
4.5.1 Ausführung und Anwendung von Druckluftspeichern
Bild 4-37:
Druckluftspeicher (Festo)
Bild 4-38
Aluminium-Rohrleitungs-
system für Druckluft
(Air Concept)
4 Druckluftverteilung100
Bei Verwendung von Schläuchen in Schleppketten ist auf folgendes zu achten:• Einhaltung der vorgeschriebenen Mindestbiegeradien• Unterschreitung des Füllgrades der Schleppkette• Zugentlastung der Schlauchverbindung
Durch mechanische Überlastung treten Spannungsrisse auf, die durch starkeBiegewechsel und ständige Druckwechsel gefördert werden. Ursache ist dieÜberdehnung der Randfasern des Schlauches. Diffundieren dann noch Reini-gungs- oder Desinfektionsmittel ein, dann werden zusätzlich innere Spannungenerzeugt, bis eine Spannungsrissbildung eintritt. Das sind rein physikalischeVorgänge. Es kann aber auch chemische Reaktionen geben.
Abbau von Molekülketten
Das Schlauchpolymer wird durch chemische Prozesse mit einem Medium aus derUmgebung (Laugen, Säuren) oder durch energiereiche Strahlung (Ultraviolett-,Gammastrahlung) aufgespalten. Der Schlauch versprödet, bildet feine Risse aus und verliert dabei seine Elastizität. Schließlich reißt der Schlauch unterDruck auf. Bei vielen Polymerwerkstoffen erfolgt ein Kettenabbau bereits durchHydrolyse (Einwirkung von Wasser). Der Kettenabbau kann sehr lokalisiert erfol-gen und ist außerdem von der Einwirkzeit abhängig. Bei Mikrobenbefall kommtes ebenfalls zu Zerstörungsprozessen. Sie werden meistens durch dieStoffwechselprodukte (Enzyme) von Pilzen ausgelöst.
Falscher Schlauchwerkstoff
Viele Schadensfälle haben ihre Ursache in einem zum Anforderungsbild falschausgesuchten Schlauchmaterial. Bei Anwendungen in der Nähe von Schweißan-lagen muss z.B. ein Schlauch (PUN VO oder PAN VO) ausgewählt werden, derwegen der zu erwartenden Schweißspritzer nicht bzw. nur schwer entflammbarist, also einen Flammschutz nach UL 94 VO gewährt (Ul 94V-0, 94V-1, 94V-2;Underwriters Laboratories Inc. USA, Brennbarkeitsprüfung). Genügt das nicht,muss zusätzlich ein metallischer Schutzschlauch vorgesehen werden.
Druckluftbetriebene Einrichtungen benötigen zur einwandfreien Funktion einen stoßfreien Luftstrom. Deshalb werden Druckluftspeicher (Windkessel) dem Verdichter unmittelbar nachgeschaltet oder in Bereichen mit erhöhtemLuftbedarf installiert. Speicher erfüllen in einer Druckluftanlage folgendeFunktionen:• Ausgleich ungleichmäßiger Druckluftlieferung• Ausgleich von variablem Verbrauch und von kurzzeitigen Verbrauchsspitzen• Notversorgung bei einem Netzausfall• Energieeinsparung durch Reduzierung der Einschalthäufigkeit
von Kompressoren und Boostern
4.5 Druckluftspeicher
B
A
D
d
Dmm
25
32
50
63
80
Amm
28
36
60
68
85
dmm
18
20
20
30
42
Innenvolumenl/m
0,5
0.8
2,0
3,1
5,0
Bmm
49
50
60
74
85

4 Druckluftverteilung 103
Speicherauslegung bei unregelmäßigem Verbrauch
Die Verbrauchscharakteristik ist durch einen unregelmäßigen oder regelmäßigenWechsel von Verbrauchspitzen und Minimalmengen oder Nullverbrauch gekenn-zeichnet. Das Behältervolumen VBeh in m3 errechnet sich aus
∆tVerbr Zeitdauer des Spitzenverbrauchs in min∆p zulässiger Druckabfall im Behälter in barVVerbr Spitzenverbrauch in m3/min (Ansaugzustand)Veff effektive Liefermenge in m3/min (nach ISO 1217)
Außerdem muss geprüft werden, ob die Verbrauchspausen ausreichen, um denDruckluftspeicher wieder auf den Ausgangszustand zu befüllen. Die Zeit für dasWiederauffüllen ergibt sich aus
Beispiel: In den Hochdruckkreis eines Druckverstärkers soll ein Druckluft-speicher eingebaut werden. Welches Volumen muss dieser haben, wenn einVerbraucher mit 850 l/min für 30 Sekunden eingeschaltet wird? Der zulässigeDruckabfall betrage ∆p = 1 bar und die effektive Liefermenge betrage Veff = 600 l/min (= 0,6 m3/min).
Das Wiederauffüllen wird in folgender Zeit erledigt in
Man könnte somit (theoretisch) alle 12 s den Verbraucher einschalten.
Speicherauslegung nach der Schalthäufigkeit
Wird ein Verdichter nicht dauernd betrieben, sondern erst wenn der Druck ineinem Druckluftspeicher auf einen Grenzwert abgefallen ist, dann muss die An-zahl der An-/Abschaltvorgänge des Antriebsmotors beachtet werden. Die Zahlder Anlassvorgänge ist aus Verschleißgründen je nach Motorgröße auf z.B. 6 bis 10 Einschaltungen je Stunde zu begrenzen. Für Verdichter im Aussetz-betrieb wird das benötigte Behältervolumen VBeh in m3 wie folgt ermittelt:
p1 Umgebungsdruck in barZs Schalthäufigkeit in h –1
∆p Schaltdruckdifferenz in bar
4 Druckluftverteilung102
Anwendungsbeispiel
Ein Förderband, welches aus technologischen Gründen eher ruckweise bewegtwird, ist ständig straff zu halten. Das besorgt ein Pneumatikzylinder. Man ver-suchte ein Schnellentlüftungsventil einzusetzen, weil es eine plötzlich erhöhteKolbengeschwindigkeit zulassen sollte. Doch es kam zu ständigen Druck-schwankungen in Abhängigkeit vom Öffnungszustand des Schnellentlüftungs-ventils. Deshalb setzte man schließlich mit größerem Erfolg einen Druckluft-speicher (Bild 4-39) ein. Die Druckstöße werden jetzt viel besser abgefangen.
Die Größe eines Druckluftspeichers hängt von der Bauart und der Liefermengeeines Verdichters (z.B. eines Druckboosters), dem Betriebsdruck, den vom Ver-braucher verursachten Entnahmeschwankungen und dem Regelsystem ab. EinRegelsystem ist dann erforderlich, wenn Drucklufterzeuger oder -verstärker nurzeitweilig arbeiten sollen. Große Verbrauchsschwankungen sind besonders dannzu beobachten, wenn an ein Druckluftnetz nur wenige Verbraucher mit großemDruckluftbedarf angeschlossen sind. Bei vielen Entnahmestellen gleicht sichmanches aus, wodurch der Gesamtverbrauch relativ konstant sein kann.
Bild 4-39
Kompensation
von Druckstößen
in einer Förderbandanlage
1 Förderband
2 Umlenkrolle
3 Druckluftspeicher
4 Pneumatikzylinder
5 Druckregelventil
4.5.2Dimensionierung von Druckluftspeichern
3
4
1
2
5
VBeh = · (VVerbr – Veff)∆tVerbr
∆p· ·
··
VBeh · ∆pVeff
∆tfüll = ·
VBeh = (0,850 – 0,6) = 0,125 m3 = 125 l0,51
∆tfüll = = 0,2 min = 12 s0,125
0,6
15 · Veff · p1
Zs · ∆pVBeh =
·
·

4 Druckluftverteilung 105
Metrisches ISO-Gewinde wird für Befestigungsschrauben und Muttern aller Art verwendet. Es wird auch als Regelgewinde bezeichnet, weil es in der Regelallgemein verwendbar ist. Der Flankenwinkel des Gewindes ist 60°. Außerdemexistiert für Einschraublöcher und Einschraubzapfen in der Pneumatik derNormenentwurf (09/001) ISO/FDIS 16030.
Metrisches ISO-Feingewinde wird als Befestigungs- und Dichtungsgewinde eingesetzt. Die Steigung ist geringer als beim Regelgewinde, weshalb sich aufgleicher Gewindelänge mehr Gewindegänge befinden.
Whithworth-Rohrgewinde (G) hat einen Flankenwinkel von 55° und wird fürnicht im Gewinde dichtende Verbindungen verwendet. Das Gewinde ist zylindrisch. Die Bezeichnung erfolgt nach der Nennweite (Innendurchmesser)des Rohres, auf das das Gewinde als Außengewinde aufgebracht ist.
Whithworth-Rohrgewinde (R) ist ein kegeliges Dichtungs-Rohrgewinde miteinem Kegelverhältnis von 1:16. Es wird für Rohrverschraubungen und Fittingsverwendet. Die Durchmesserangaben lassen sich wie folgt umrechnen:
Gewindegröße in Zoll, R 1/8 R 1/4 R 3/8 R 1/2 R 3/4 R 1 R 1 1/4 R 1 1/2 R 2
Rohrinnendurchmesser
Rohrnennweite nach 6 8 10 15 20 25 32 30 50DIN 2440 in mm
Gewindeaußen- 9,7 13,2 16,7 21,0 26,4 33,3 41,9 47,8 59,6durchmesser in mm
Nutzbare Gewinde- 6,5 9,7 10,1 13,2 14,5 16,8 19,1 19,1 23,4länge in mm
NPT-Gewinde (national pipe thread) ist ein nationales (amerikanisches) kegeliges Rohrgewinde, das im Maschinen- und Fahrzeugbau eingesetzt wird.
Stahlpanzer-Rohrgewinde wird bei dünnwandigen Rohren, die als Schutzrohreinsbesondere in der Elektrotechnik verwendet werden, eingesetzt.
Gewinde lassen sich durch folgende Maßnahmen abdichten:• Dichten mit Dichtring oder Teflonband• Auftragen von Dichtungsklebstoffen bzw. speziellen Dichtmitteln• Teflonbeschichtetes Gewinde (Bild 4-40)
4 Druckluftverteilung104
Je mehr Schaltspiele je Zeiteinheit zugelassen werden, desto kleiner kann dasbenötigte Speichervolumen sein.
Druckluftspeicher unterliegen wie andere Druckbehälter auch den gültigenSicherheitsvorschriften. Die meisten der von Festo angebotenen Druckluft-speicher zählen nach der Norm zu den „Einfachen Druckbehältern“, die für dieMedien Druckluft und Sauerstoff zugelassen sind. Die Behälter, bei denen dasProdukt aus Druck in bar x Liter (l) größer als 50 bar x l ist, müssen gewissenAnforderungen an die Schweißeignung, Verformungsfähigkeit und Alterungs-unempfindlichkeit genügen.
Beispiel: Ein 20-Liter-Speicher wird im Zusammenhang mit einem Druckver-stärker betrieben, der einen maximalen Arbeitsdruck von 16 bar erzeugt. Damit ergibt sich 20 Liter x 16 bar = 320 bar l
Damit ist der Behälter der EG-Baumusterprüfung zu unterziehen. Die Druckluft-speicher von Festo sind normgerecht ausgeführt (EG-Norm 286-2) und geprüft(EG-Richtlinie 87/404). Sie können ohne weitere Prüfung eingesetzt werden. FürDruckluftspeicher aus Edelstahl (X5CrNi 1810) liegt eine Herstellererklärung undein TÜV-Bericht vor. Im Druckluftkreislauf sollte ein Sicherheitsventil vorhandensein, damit der Druck von 16 bar (im Beispiel) unter keinen Umständen über-schritten wird. Ergeben sich jedoch Speichergrößen, die das Produkt aus 3000bar x Liter überschreiten, dann gelten verschärfte Bestimmungen. Das trifft z.B.für eine Taucher-Flasche zu. Ein Typenschild muss außerdem die zulässigenEinsatzbedingungen ausweisen und auf die regelmäßigen Inspektionsintervallehinweisen.
Gewinde werden in der Pneumatik vor allem als Dichtungsgewinde für Ein- undAuslauföffnungen benötigt. Ein Gewinde wird durch das Profil, die Steigung, dieGangzahl und den Windungssinn bestimmt. Verwendet werden die folgendenGewindearten:
Benennung Abkürzung Beispiel Norm
Metrisches ISO-Regelgewinde M M 10 DIN 13; ISO 1502
Metrisches ISO-Feingewinde M M 16 x 1,5 DIN 13
Whithworth-Rohrgewinde (G) G G 1/8 DIN ISO 228
Whithworth-Rohrgewinde (R) R R 1/8 DIN 2999
NPT-Gewinde NPT NPT 1/2” amerikanische Norm
Stahlpanzer-Rohrgewinde PG PG 21 EN 50626; (DIN 40431)
4.5.3Sicherheitsrichtlinien
4.6Gewinde

5 Druckluftverluste 107
Eine Druckluftanlage soll weitgehend dicht sein, weil nutzlos in die Umgebungabgegebene Druckluft eine Energieverschwendung darstellt. Außerdem mussdiese nutzlose Luft hergestellt und behandelt werden, was zu einer unnötigenÜberdimensionierung von Drucklufterzeugern und anderen Komponenten führenkann. Als technische Dichtheit bezeichnet man eine Leckrate von 10 –10 mbarLiter/s. Das ist in der Praxis aber nicht erforderlich. Es reichen Leckraten, die zwischen 10 –2 und 10 –5 mbar Liter/s liegen. Bei einer Anlage mit 7 bar Druck an der Entnahmestelle ist ein Druckverlust von 0,6 bar ein vertretbarer Wert.
Als Leckage bezeichnet man den Verlust von Druckluft an undichten Stellen. Dorttritt die Luft mit sehr großer Geschwindigkeit aus. Der Energieverlust kann übersJahr beträchtliche Werte annehmen, wie die Tabelle zeigt. Große Leckagewertemachen Druckluft zu einem recht teuren Medium. Zudem weiten sich oft kleineLecks ziemlich schnell aus.
Leckageloch- Luftverlust bei 6 bar in l/s Energieverlust in kW
durchmesser in mm
1 1,3 0,3
3 11,1 3,1
5 31,0 8,3
Da Druckluftleckagen im Unterschied zu Elektro- oder Druckölleitungen gegen-über der Umwelt gefahrlos sind, wird ihre Abstellung oft nicht genügend ernstgenommen. Man kann die Leckage messen, in dem man die Entleerung einesDruckluftspeichers beobachtet. Es wird gemessen, in welchem Zeitraum derDruck z.B. um 1 bar abfällt. Dabei darf kein Verbraucher eingeschaltet sein undauch keine Druckluftlieferung an den Speicher erfolgen. Die Leckagemenge lässtsich wie folgt bestimmen.
VL Leckagemenge in l/minVB Druckluftspeicherinhalt in lpA Behälteranfangsdruck in barpE Behälterenddruck in bart Messdauer in min
Beispiel: Bei einem Druckluftspeicher mit einem Inhalt von VB = 500 l wird nacht = 30 Minuten eine Druckabsenkung von pA = 9 bar auf pE = 7 bar festgestellt.Welche Leckagemenge weist die Anlage auf?
5
Druckluftverluste
5.1Leckage und Druckabfall
4 Druckluftverteilung106
Wie das Bild 4-40 zeigt, ist nur der Teil a des Gewindes beschichtet. Damit wirdverhindert, dass überschüssiges Dichtmaterial herausgequetscht wird und dieRohrleitung innen verunreinigt. Deshalb müssen auch die vorgeschriebenenAnzugsmomente eingehalten werden. Wenn die Verschraubung nach mehr-maligem Gebrauch (mehr als 5 mal) schließlich nicht mehr dichtet, ist Teflon-dichtband zu verwenden.
In Bild 4-41 werden weitere Möglichkeiten zur Abdichtung von Gewinde gezeigt.Dazu gehören synthetische oder metallische Dichtungen, die jeweils ent-sprechende Gewindeansenkungen, Flächen oder Dichtkehlen an der Einschraub-armatur erfordern.
Bild 4-40
Konisches Gewindestück
mit Teflonbeschichtung
a Beschichteter Bereich
b Unbeschichteter Bereich
c Beschichtungsdicke
Bild 4-41
Verschiedene
Gewindedichttechniken
a) Dichtbandeinsatz
b) O-Ring-Abdichtung
in Dichtkehle
c) Dichten an einer
45°-Ansenkung
d) Dichten mit Flachdichtring
1 Außengewinde
2 Innengewinde
3 Teflondichtband
4 O-Ring
5 45°-Metalldichtring
6 Flachdichtring
7 Konisches
R-Außengewinde
8 Zylindrisches
G-Innengewinde
a b
c
a) b) c) d)1
23 4 5 6
7
8
1 1
2 2
VB · (pA – pE)t
VL =
500 (9 – 7)30
VL = = 33,3 l/min

5 Druckluftverluste 109
Das entspricht einem Anteil von 20% vom Volumenstrom des Kompressors. Trotz abgeschalteter Verbraucher arbeitet der Verdichter. Das ist gewissermaßenein Alarmsignal, denn
Leckage ist nutzloser Verbrauch!
Eine Auskunft über den verbrauchten Massenstrom durch Leckage kann manauch durch eine Durchflussmessung erhalten. Klassische Messverfahren, z.B. mit einer Messblende (Wirkdruckverfahren), sind dafür aber wenig geeignet, weildabei Energieverluste als „Nebenwirkung“ einhergehen. Mit den thermischenDurchflussmessern, z.B. einem Heißfilm-Anemometer, ist die Messung besser zu machen. Das Bild 5-2 zeigt einen solchen Sensor. Im Strömungskanal werdenPlatin-Widerstandsfolien parallel zur Luftströmung eingebaut. Der Widerstand(4) wird beheizt, gibt aber einen Teil der Wärme an die Luftströmung ab. Nunsorgt der Regler (5) dafür, dass seine Temperatur trotzdem konstant bleibt. DerHeizstrom steigt also an, wenn sich die Strömungsgeschwindigkeit erhöht. DerWiderstand (2) liefert einen Referenzwert für die Lufttemperatur, so dass dieTemperaturdifferenz gezielt nachgeregelt werden kann.
Bild 5-1
Kompressor-Einschaltspiel
zur Leckagebestimmung
(Druckhalteverfahren)
1 Nachladevorgang
2 Entladen durch Leckage
Bild 5-2
Prinzip des Heißfilm-
Anemometers
1 Strömungskanal
2 Dünnschichtwiderstand
für die Fluidtemperatur
3 Elektrische Heizleistung
4 Dünnschichtwiderstand,
beheizt
5 Regler
6 Luftstrom
5 Druckluftverluste108
Eine andere Möglichkeit besteht darin, festzustellen, wie viel Druckluft der Kom-pressor in die Leitungsanlage schicken muss, um den normalen Arbeitsdrucksicherzustellen. Auch hier sind die Druckluftverbraucher angeschlossen, abernicht eingeschaltet. Ist der Arbeitsdruck erreicht, dann schaltet der Verdichterauf Leerlauf oder Stillstand. Nun wirkt die Leckage. Nach einer bestimmtem Zeit t2 schaltet sich wegen des eingetretenen Druckabfalls der Verdichter wiederein. Außerdem werden die dazwischenliegenden Auffüllzeiten t1 mit der Stopp-uhr gemessen. Die prozentualen Leckageverluste, bezogen auf die Liefermengedes Verdichters, ergeben sich wie folgt:
LV Leckverlust in Prozentt1 Auffüllzeitt2 Stillstandszeit
Leckagen über 10% des Verdichtervolumens sind nicht mehr akzeptabel und stellen ein Alarmsignal dar.
Beispiel: Die Auffüllzeit t1 betrage 1 min. Nach 10 min schaltet sich der Ver-dichter wieder ein. Die Leckverluste betragen
Die Leckverluste lassen sich etwas genauer ermitteln, wenn man mehrere Nach-ladezyklen des Verdichters in die Rechnung einbezieht (Bild 5-1). Die Berechnung geschieht dann nach folgender Formel:
VK Volumenstrom des Kompressors in m3/minti Nachladedauer des i-ten Nachladezyklus in minn Anzahl der NachladezyklenT Gesamtzeit des Messvorgangs
Beispiel: Der Volumenstrom VK des Kompressors betrage 3 m3/min und es werden n = 5 Zeitzyklen berücksichtigt, bei einer Gesamtzeit T = 10 min. Die Summe aller Nachladezeiten wurde mit 2 min gemessen. Damit ergibt sichfolgende Leckagemenge
LV = · 100 in Prozentt1
t2 + t1
LV = · 100 = 9,1%1
10 + 1
VL = VK · Σ ti
T
n
i=1
VL = = 0,6 m3/min3 · 210
8
7
6
5
4
Dru
ck in
bar
t1 t2 t3 t4 t5
1 2
Beobachtungszeit in min
12
3
4 5
6

5 Druckluftverluste 111
Bevor man zur Beseitigung von Leckstellen schreiten kann, muss man die un-dichten Stellen orten. Ein altes Hausmittel ist das Abpinseln von vermeintlichenLeckagestellen mit Seifenlauge. Wenn sich Blasen bilden, erkennt man dieDurchlassstelle. Es gibt aber auch Messmittel. Die Ursachen von Druckluft-leckagen sind näherungsweise aus dem Diagramm Bild 5-4 ersichtlich.
Lokalisieren mit Ultraschall
An Leckagestellen tritt die Luft mit sehr großer Geschwindigkeit aus, wobei auchunhörbarer Ultraschall entsteht. Sensoren hören jedoch diesen Schall und mankann ihn in den Hörbereich umsetzen. Über Kopfhörer lässt sich dann nach derSchallinformation das Leck finden. Bei diesem Verfahren wird das menschlicheOrientierungsvermögen ausgenutzt. Die Informationen lassen sich auch digitalanzeigen. Defekte Flanschverbindungen, undichte Schlauchkupplungen, ver-schlissene Ventile und korrodierte Rohrstücke kann man mit dieser Methodeumgehend auffinden.
5.2Lecksuche und Kontrolle
Bild 5-4
Ursachenverteilung
bei Leckageverlusten
5 Druckluftverluste110
Das Verfahren liefert direkt den Wert eines Massenstroms in kg/h oder den äqui-valenten Normvolumendurchfluss in Nm3/h. Diese Art der Durchflussmessunglässt sich auch ideal verwenden, um den Verbrauch bestimmter pneumatischerGeräte zu messen oder den Verbrauch in Form der Druckluftkosten einzelnenProduktionsbereichen zuzuordnen. Auch sehr kleine Strömungen werden nochgenau gemessen.
Die bisher vorgestellten Verfahren zur Leckagebestimmung setzen voraus, dass für alle Verbraucher Betriebsruhe besteht. Leckagen während der laufen-den Produktion lassen sich feststellen, wenn die Methode des geringsten Druckabfalls angewendet wird. Das Bild 5-3 zeigt dafür den Messaufbau imSchema.
Das Verfahren arbeitet mit hohen Abtastraten, um den Druck zu messen. Daraus und aus der Zeit wird das Verhältnis der Druckdifferenz zur Zeitdiffe-renz ermittelt. Arbeitet der Kompressor gerade mal nicht, so wird bei fehlenderNutzlast der kleinste Wert für einzelne Druckstufen ermittelt. In der Auswer-tung ergeben sich Werte für den Nutzanteil und den Leckageanteil der Druck-luftversorgung. Die Auswertung von etlichen hunderttausend Messwerten ist allerdings nicht mehr manuell möglich und erfordert entsprechende Software.
Bild 5-3
Messaufbau zur Erfassung
des zeitlichen Druckverlaufs
in einem Druckluftnetz
(ITS Nord KG, Gasex)
Verteilungs-system
Speicher
Kompressor
Drucksensor
Signalum-formungDatenlogger
Datenauswertung
Druck
Zeit
Aktoren 1%
Sonstiges 25%
Fittings 26%
Geräte im Leitungsnetz 18%
Wegeventile 12%
Pneumatische Werkzeuge 10%Rohrleitung 8%

6 Spartipps und Kontrolle 113
• Es ist kostengünstiger, wenn man mit der kleinstmöglichen Druckstufe arbeitet. Eine Druckreduzierung bringt etwa folgende Einsparungen:
Druck in bar Einsparung in Prozent
von 6 auf 5 17
von 6 auf 4 33
von 6 auf 3 50
• Verändere den Wert für den Niederdruck, um mit den kleinstmöglichem Druck auszukommen.
• Arbeite nach einem systematischen Kontroll-Plan, um Leckagen festzustellen.• Verwende Pneumologik nur, wenn es Sicherheit, Einfachheit und
Geschwindigkeit ratsam erscheinen lassen.• Setze einfachwirkende statt doppelwirkende Zylinder ein, weil diese
nur im Arbeitshub Druckluft benötigen.• Blaspistolen zum Reinigen, Abblasen, Entspänen u.ä. verbrauchen sehr viel
Luft. Mit einem Druck von 2 bar statt der üblichen 6 bar vom Druckluftnetzwird nur die halbe Druckluftmenge benötigt.
• Langhubzylinder mit mehr als 100 mm Hub können nicht einfachwirkend mitRückholfeder betrieben werden. Es geht aber mit dem Luftfeder-Prinzip, d.h.mit einem Dauerdruck durch X-Regler vor dem Kolben mit etwa 2 bar Druck.
• T-Verteilerstücke führen durch die dort entstehenden Strömungswirbel zu beachtlichen Druckverlusten, die durch einen erhöhten Systemdruck ausgeglichen werden müssen. Die bessere Lösung ist eine Verwendung von Verteilerblock/Sammlern, von denen die Zuleitungen wegführen. Der Verteilerblock ist mit großen Ausgangsöffnungen auszuwählen (Bild 6-1).
Bild 6-1
Energiesparende Schaltung
durch Vermeidung
von T-Verteilerstücken
a) Übliche Schaltung
b) Schaltung mit Ver-
teilerblock/Sammler
6 Spartipps und Kontrolle112
Druckluft ist eine Energieform, die möglichst rationell genutzt werden muss. Ofthat man zwar moderne Kompressoren, aber ein veraltetes und schlecht gewarte-tes Druckluftnetz. Nicht selten wird bis zu 50% der eingesetzten Elektroenergievergeudet. Druckluftanlagen stellen somit auch ein attraktives Einsparpotentialdar. Es geht also darum Leckagestellen aufzufinden und abzudichten und denDruckabfall im Netz so klein wie möglich zu halten. Bis zum Verbraucher kannman mit folgenden Druckverlusten rechnen:• Hauptleitung 0,03 bar• Verteilungsleitung 0,03 bar• Anschlussleitung 0,04 bar• Trockner 0,30 bar• Druckluftfilter 0,40 bar• Wartungseinheit und Schlauch 0,60 bar
Summe der Druckverluste 1,40 bar
Druckluftnetze sollten regelmäßig inspiziert werden, um Mängel, Korrosion, lose Befestigungen und Leckagestellen aufzuspüren. Empfohlen wird:• täglich: Kondensat im Filter entleeren bzw. einen automatischen
Kondensatabscheider einsetzen, Ölstand im Öler kontrollieren und gegebenenfalls auffüllen
• wöchentlich: Schläuche auf Porosität prüfen; Metallspäne entfernen, Prüfen auf Knickstellen, Manometer des Druckminderventils prüfen (Regler schließen, dann auf 6,3 bar einstellen), Ölerfunktion prüfen
• monatlich: Prüfen sämtlicher Verschraubungen, Leitungsschäden reparieren,Schwimmerventile der automatischen Kondensat-Entleerer prüfen, lockereLeitungsanschlüsse an Zylindern nachziehen oder eventuell neu abdichten,Filter reinigen, Filterpatronen auswaschen, ausblasen oder durch neue ersetzen, Ventile auf Leckverluste prüfen und Entlüftungsöffnungen aufDurchgang kontrollieren
• quartalsweise: Prüfen aller Verbindungen auf Leckage, auch Ventile,Filterpatronen säubern bzw. ersetzen
• halbjährlich: Kolbenstangenführungen an Zylindern auf Verschleiß begut-achten, Baueinheiten auf Leckage prüfen, verschmutzte Schalldämpfer wechseln
Einige allgemeine Spartipps und Hinweise
• Das Leitungsnetz sollte so kurz wie möglich und der Durchmesser so klein wie möglich sein. Für Versorgungsleitungen zum Wegeventil gilt allerdings,dass der Druckverlust umso kleiner ist, je größer der Leitungsdurchmessergewählt wurde.
• Zu installierende Leitungen sollen von der Druckluftquelle kommen und nicht von irgendeiner Abzweigung.
• Steuerungen sollten dezentral angeordnet werden. Pneumatische Schaltungen sollten nahe am Verbraucher sein.
• Verwende Zylinder mit kleinem Restvolumen. Zylinder mit pneumatischerDämpfung benötigen mehr Druckraum.
• Verwende einen angemessenen Kolbendurchmesser bei Zylindern und erweitere ihn nicht unnötigerweise, sozusagen zur „Sicherheit“. Das trifft auch auf den Hub zu.
6
Spartipps
und Kontrollen
a)
b)

7 Glossar 115
Absorption
Prozess der inneren Stoffaufnahme; Vorgang des In-sich-Aufnehmens(Aufsaugens) eines Stoffes, z.B. von Wasser aus der Luft
Adsorption
Prozess der äußeren Stoffaufnahme; Anlagerung eines gelösten Stoffes, z.B. Wasserdampf, an der Oberfläche eines festen Stoffes. Die Anlagerung kann von physikalischer Natur (van der Waals-Kräfte) oder chemischer Natur(Bindungen) sein.
Aerosol
Gas, z.B. Luft, welches feste oder flüssige Stoffe in feinstverteilter Form enthält.
Ansaugluft
Atmosphärische Luft ohne Überdruck mit Umgebungstemperatur und -feuchtigkeit.
Anschlussleitung
Leitung, die die Luft von der Verteilerleitung zum jeweiligen Verbraucher bringt;auch als Stichleitung bezeichnet. Sie ist oft als Schlauchverbindung ausgeführt.
Armaturen
Ausrüstungskomponenten von Pneumatikanlagen einschließlich der Bedien-elemente und Messgeräte.
Datenlogger
Protokolliereinrichtung zum automatischen Erfassen und Verwalten großer Mengen von Messdaten.
Diffusion
Ohne äußere Einwirkung eintretender Ausgleich von Konzentrations-unterschieden.
Druckabfall
Ungewollte, aber technisch bedingte Verringerung des Druckes bis zu einerEntnahmestelle durch Strömungswiderstände aller Art (Leitungen, Fittings,Armaturen) auf dem Weg vom Drucklufterzeuger bis zum -verbraucher.
Druckbooster (Nachverdichter)
Andere Bezeichnung für einen Druckverstärker, der den Eingangsdruck von Druckluft in einen z.B. doppelt so hohen Ausgangsdruck umwandelt.
Druckluftkennzahl
Vergleichsgröße zur Darstellung der Wirtschaftlichkeit. Sie wird von denVerdichter-Herstellern in Euro je 1000 m3 Druckluft angegeben.
7
Glossar
6 Spartipps und Kontrolle114
• An Verschraubungen schrumpfen 1-Stoff-Dichtringe nach einigen Wochen und führen zu einer hörbaren Leckage. Deshalb soll man 2-Stoff-Dichtringe(Elastomer-Thermoplast-Kombination, Festo) einsetzen, die solche Leckagenverhindern.
• Ventile soll man so nah wie möglich am Verbraucher anordnen, weil dadurchdas nutzlose Befüllen von Leitungen zum Arbeitszylinder vermieden wird.Zylinder-Ventil-Kombinationen sind deshalb besonders sparsam. Allerdingsmuss der erforderliche Freiraum und eine verträgliche Arbeitsumgebung(Staubbelastung) vorhanden sein.
• Wird für den Rückhub eines doppeltwirkenden Zylinders nicht dessen volleKraft gebraucht und ist der Vorgang Zeit unkritisch, dann kann man für diese Bewegung einen reduzierten Druck vorsehen, z.B. 3 bar statt 6 bar.
• Überbestimmte Führung der Kolbenstange an Druckluftzylindern kann zu übermäßigem Verschleiß der Kolbenstangendichtung führen und damit zu Leckagestellen, die außerdem schlecht erkennbar sind.

7 Glossar 117
Partialdruck
In einem Gemisch von Gasen oder Dämpfen der Druck einer einzelnenGaskomponente. Die Summe aller Partialdrücke ist gleich dem Gesamtdruck.
Reynolds´sche Zahl
Verhältnis zwischen der Trägheitskraft einer Strömung und der Zähigkeitskraft,die sich aus der Viskosität des Mediums Luft ergibt.
Ringleitung
Druckluftleitung, die sich im Raum erstreckt und als geschlossener Verteilungs-ring ausgebildet wurde. Es können zusätzlich eine oder mehrere Stichleitungenangebaut sein.
Sättigungsmenge
Diejenige Wassermenge, die ein Kubikmeter Luft bei einer bestimmtenTemperatur höchstens aufnehmen kann.
Schlauch
Biegsames, meist elastisches Rohr zum Durchleiten von Gasen undFlüssigkeiten. Druckschläuche haben oft eine verstärkende Bewehrung vonaußen; Vakuumschläuche eine innere Versteifung gegen Eindrücken.
Sorption
Prozess der Stoffaufnahme; Aufnahme eines Gases oder gelösten Stoffes durcheinen anderen festen oder flüssigen Stoff.
Stammleitung
Leitung, die die Luft vom Kompressor zur Verteilerleitung transportiert, auch als Hauptleitung bezeichnet. In der Regel hat jede Werkhalle eine ge-sonderte Stammleitung.
Staudruck
Auch als Geschwindigkeits- oder kinetischer Druck bezeichnet. Es ist der vomQuadrat der Strömungsgeschwindigkeit v abhängige Teil des Gesamtdrucks ineinem strömenden Fluid. Er wirkt in Strömungsrichtung.
Stichleitung
Druckluftleitung, die sich gerade in den Raum erstreckt und an definierter Stelleendet, vergleichbar mit einer Sackgasse. Gegensatz: Ringleitung.
Taupunkt
Kühlt Luft ab, steigt die relative Luftfeuchte. Die Temperatur, bei der sie 100%erreicht, nennt man Taupunkt oder besser Taupunkttemperatur. Wird diese unter-schritten, bildet sich Kondenswasser.
7 Glossar116
Drucktaupunkt
Bezeichnung für die Taupunkttemperatur bei Betriebsdruck.
Einschaltdauer
Zeitdauer, in der ein pneumatischer Verbraucher eingeschaltet ist. In automatisierten Anlagen sind z.B. Pneumatikzylinder innerhalb eines Arbeits-taktes nur zu einem bestimmten Prozentsatz aktiv.
Feinaufbereitung
Endaufbereitung von Druckluft direkt vor dem Verbraucher.
Fitting
Allgemein ein Verbindungsstück bei Rohrleitungen, auch Verteilerstück.
Fluid
Sammelbegriff für alle gasförmigen, flüssigen und anderen fließbaren Stoffe, diezur Übertragung von Energie oder Informationen geeignet sind. Die Fluidtechnikumfasst die Gebiete Hydraulik und Pneumatik.
Gleichzeitigkeitsfaktor
Erfahrungswert, der berücksichtigt, wie viele Druckluftverbraucher an einemDruckluftnetz wahrscheinlich gleichzeitig eingeschaltet sein werden.
Leckage
Verlust von Druckluft durch undichte Stellen im Druckluftnetz oder durch verschlissene Dichtelemente an pneumatischen Geräten.
Liefermenge
Die auf die Ansaugluft zurückgerechnete effektive Druckluftmenge (l/min, m3/min), die ein Verdichter bereitstellen kann.
Massenstrom
Bezeichnung für die Durchflussmenge je Zeiteinheit, z.B. in kg/s.
Pneumatik
Angewandte Mechanik der Gase, vorwiegend der Luft, bei Verwendung als Energie- oder Informationsträger.
Normdruck
Auf die atmosphärische Luft in Meereshöhe (0 m = NN) bei 15 °C bezogenerDruck. Er wurde mit 1,01325 bar festgeschrieben.
Normaldruck-Pneumatik
In der Industriepneumatik ein Bereich von etwa 3 bis 10 bar Arbeits- und Steuerdruck.

8 Normen und Richtlinien 119
Atemschutzgeräte, Atemluft, Grenzwerte DIN EN 12021Ausführungsrichtlinien Pneumatik ISO 4414 Außendurchmesser für Rohre in der Fluidtechnik CETOP RP 76 P, CETOP RP 54 P
Biegeradien für nahtlose und geschweißte Rohre DIN 2916
Druck, genormte Druckwerte und Begriffe in der Fluidtechnik DIN 24312Druckbehälterverordnung EN 286 T1 und EG 87/404Druckluft, allgemeine Anwendung PNEUROP 6611Druckluftaufbereitung, Verunreinigungen, Qualitätsklassen DIN ISO 8573-1Drucklufttrockner, technische Anforderungen, Prüfung DIN ISO 7183Durchflusskennwerte von Druckluftgeräten CETOP RP 50 P, CETOP RP 84 PDurchmesser von Rohr- und Schlauchleitungen CETOP RP 37 P
Flammschutz UL 94...Flansche, Anschlussmaße DIN 2501• Formen der Dichtflächen DIN 2526• Flansche, glatt zum Löten oder Schweißen, Nenndruck 10 DIN 2576• Vorschweißflansche, Nenndruck 10 DIN 2632• Gewinde, R-Gewinde DIN 2999-1 und ISO 7-1• G-Gewinde DIN ISO 228-1• Einschraubzapfen, -löcher für Rohrverschraubungen DIN 3852• Einschraubgewinde CETOP RP 6 P• Zuordnung Gewindeanschluss zu Rohr- und Schlauchdurchmesser
CETOP RP 38 P• Gewinderohr, verzinkt, mittelschwer DIN 2440
Kennzeichnung von Rohrleitungen DIN 2403Klemmverbinder aus Metall für Rohre aus Polyethylen DIN 8076Kondensatableiter• DIN 3548, • DIN EN 26554, 26704, 26948, 27841,27842, • DIN ISO 6553, • ISO 6552, 6554,6704, 6948,7841,7842Kupferrohre DIN 1754
Lebensmittelzulassung FN 942010Liefermenge, Verdrängerkompressoren, Abnahmeprüfungen ISO 1217Luftreinheitsklassen, Verunreinigungen DIN ISO 8573-1
Öle (für Druckluftölung) DIN 51524-HLP 32
Polyamidrohre, Kennwerte CETOP RP 54 P, DIN 16982
8
Normen
und Richtlinien
7 Glossar118
van-der-Waals-Kräfte
Zwischenmolekulare Bindungen von geringer Stärke. Sie wirken zwischen ungeladenen Atomen oder Molekülen auf Grund vorübergehender entgegen-gesetzter Ladungsverteilungen.
Verteilerleitung
Auch als Versorgungsleitung bezeichnet. Leitung, die die Luft in einem Raum,z.B. einer Werkhalle, zum jeweiligen Verbrauchspunkt (Maschine, Arbeitsplatz)transportiert. Sie ist meistens als Ringleitung angelegt.
Volumenstrom
Bezeichnung für den Volumendurchsatz je Zeiteinheit z.B. in m3/s oder in l/s.

Literatur 121
Bronner, M.: Compressed Air Maintenance Service, Festo, Esslingen 2001
Croser, P.; Ebel, F.: Pneumatik, Springer Verlag, Berlin/Heidelberg 1989
Deppert, W.; Stoll, K.: Pneumatik-Anwendungen, Vogel Buchverlag, Würzburg, 1990
Feldmann, K.-H.; Mohrig, W.; Stapel, A.G.: Druckluftverteilung in der Praxis,Resch Verlag, Gräfelfing 1985
Hoffmann, E.; Stein, R.: Pneumatik in der Konstruktion, Vogel Buchverlag, Würzburg, 1987
Mark, G.: Service und Wartung pneumatischer Anlagen, Festo, Esslingen 1987
Prede, G.; Scholz, D.: Elektropneumatik, Springer Verlag, Berlin/Heidelberg 1998
Rothe, M.: Drucklufterzeugung und -aufbereitung, mi Verlag, Landsberg/Lech 1993
Ruppelt, E.; Bahr, M.; Taschenbuch Drucklufttechnik, Vulkan Verlag, Essen 2000
Vogel, G.; Mühlberger, E.: Faszination Pneumatik, Vogel Buchverlag, Würzburg, 2001
Literatur
8 Normen und Richtlinien120
Reinraumtechnik; Grundlagen, Definitionen, Reinheitsklassen VDI 2083Rohrleitungen, Nennweiten DIN EN 764-1• Kurzzeichen, Rohrklassen DIN 2406• Rohrverschraubungen, DIN 2353, Übersicht DIN 3850• Rohre aus PVC hart DIN 8061 bis 8063• Rohre aus Polyamid DIN 16982, DIN 73378• Rohre aus Polyethylen hart DIN 8074 bis 8075• Rohre aus Acrylnitril-Butadien-Styrol (ABS) DIN 16890, 16891• Sinnbilder für Rohrleitungsanlagen DIN 2429Rohrverbindungen und Rohrleitungsteile für Druckrohrleitungen aus Polyethylenhoher Dichte (HDPE) DIN 16963
Schaltzeichen DIN ISO 1219Schlaucharmaturen DIN 817Schlauchleitungen DIN 2825Schneidringverschraubung DIN 2353, DIN 3859Schnellkupplungen zylindrische ISO 6150Schutzarten (IP...) DIN 40050Sicherheitsnorm DIN EN 983Stahlrohre, mittelschwere Gewinderohre DIN 2440
Toleranzen CETOP RP 54 PTrocknerarten, Drucklufttrockner, Anforderungen, Prüfungen DIN ISO 7183
Verdichter, Abnahme- und Leistungsversuche VDI 2045Viskosität von Ölen ISO 3448Volumenstromermittlung, Verdrängerkompressoren, Abnahme DIN 1945
Erläuterungen
CETOP Comite Europeen des Transmisions Oleohydraulique et Pneumatiques
DIN Deutsche IndustrienormEN EuropanormISO International Organization for Standardization PNEUROP European Comitee of Manufacturers of Compressors,
Vacuumpumps and Pneumatic ToolsUL Underwriters Laboratories Inc. (USA)VDI Verein Deutscher Ingenieure

Sachwortverzeichnis 123
K Kältetrocknung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33Klauenkupplung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97Klemmhülsenverschraubung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 84Kondensat . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 24Kondensatableiter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41Kondensatableitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62Kondensationssensor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Kugelbuchsenverschraubung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82Kugelverriegelung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 96Kunststoffspiralschlauch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87
L Längenausdehnungskoeffizient . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 77Leckage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 107Leckagestelle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 111Luftfeuchtigkeit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21Luftfilter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37Luft-Luft-Druckübersetzer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 57Luftverunreinigungen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30
M Manometer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53Massenkraftfilter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37Mehrfachkupplung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97Mehrkammerprofilrohr . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78Membranfedermanometer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 53Membrantrockner . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 35Mikrofilter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39Mikronebelöler . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46Mollier-Diagramm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 22Multipolkupplung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97
N Normalnebelöler . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45
O Oberflächenfilter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38Ölgehalt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 40
P PE-Wandler . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19Pneumatikanlage . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28Polyamid-Rohre . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 72Polymersensor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27Prandtl’sches Staurohr . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19PVC-Schlauch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90
R Reynolds’sche Zahl . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12Ringleitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60Rohrfedermanometer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 19, 53Rohrleitungsbestimmung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 71Rohrverschraubung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 81
Sachwortverzeichnis122
Sachwortverzeichnis
A Absolutdruck . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Absorptionstrocknung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34Aktivkohle-Feinstfilter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37Aktivkohlefilter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 39Aluminiumrohr . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76Anschlussleitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60
D Dehnungsbogen . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 76Dichtungsgewinde . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104Differenzdruck . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Dimensionierung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 64Druck . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 15Druckaufbauventil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52Druckbereiche . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Druckbooster . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56Druckluftaufbereitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28Drucklufthammer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9Druckluftleitprofil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 79Druckluftöler . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 45Druckluftqualität . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 30Druckluftregler . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 49Druckluftspeicher . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 100Druckluftverteilung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60Druckschalter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20Drucktaupunkt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21Druckverstärker . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 56Durchflussmenge . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11Dynamischer Druck . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18
E Einschaltdauer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65
F Feinfilter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37Feinstfilter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37Filter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37Filtervarianten . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 42Flanschverbindung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82Fließdruck . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
G Gewinde . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104Gleichzeitigkeitsfaktor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 65Gummispiralschlauch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87
H Hauptleitung (Stammleitung) . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60Heißfilm-Anemometer . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 109Hochdruckverdichtung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33Hydrolyse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 100
I Industriepneumatik . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 9

Sachwortverzeichnis124
S Schaltsignal . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 20Schieberohr . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80Schlauchausführung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87Schlauchkupplung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 95Schlauchsicherung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 98Schlauchverschraubung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 92Schneidringverschraubung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 82Schnellkupplung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 85Schwanenhalsausführung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 62Schwimmerkondensatableiter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 41Sicherheits-Einschaltventil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 52Sicherheitskupplung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 97Sicherheitsvorschriften . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 104Speicherauslegung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 103Spülluft . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 36Stahlspiralschlauch . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 87Statischer Druck . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 18Staudruck . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Stecknippelverbindung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 90Steckverbinder . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 86Stichleitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60Strömung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 11Strömungstype . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12Strömungswiderstand . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 69Stützweite . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80Systemprofil . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 78
T Taupunkt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21Taupunktsensor . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 26Teleskoprohr . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 80Tiefenfilter . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 38Trockenmittel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 34Trocknungsmethoden . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 32
U Überdruck . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16Überverdichtung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 33Unterdruck . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
V Van der Waals’schen Kräfte . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 43Venturiprinzip . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 46Verbundnetz . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60Verteilerleitung . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 60Volumenstrom . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 12
W Wartungseinheit . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 50Wassergehalt . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
Z Zustandsgleichung der Gase . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 14Zyklonabscheideverfahren . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 37
















