
Hermetic-seal performance of BOPP laminate … performance of BOPP laminate structures ... (LDPE),...
4
56 www.convertingquarterly.com • 2016 Quarter 1 LAMINATING Introduction I n today’s snack-food flexible packaging arena, the demand is increasing among CPGs and retailers for packaging that provides longer shelf life because of the challenges created by changing distribution outlets. Those challenges include the growing popularity of specialty snack-food items, the particular needs of warehouse clubs and e-commerce and global expansions. Evolving distribution channels and the extended product shelf-life requirements specified to help end users navigate them may necessitate higher gas-barrier packaging for product freshness to be to maintained, higher seal-strengths to withstand high altitude transport (also known as “over-the- mountain” packaging) and improved hermetic seals for taking full advantage of the package’s gas barrier properties, particularly in inert gas-flushing applications. A hermetically-sealed package is optimized for extended shelf life when it is able to prevent air and moisture from entering the product space. Hermetic sealability is a key performance characteristic for creating a pouch structure and evaluating overall performance. Hermetic seals will extend the shelf life of a product, thereby improving the consumer experience. Ideally, a hermetically-sealed package will maintain integrity in circumstances when a product requires an extended shelf life and when it is shipped through varying altitudes. Given those considerations and the changing marketplace, we wished to examine and compare the hermetic seal properties of selected BOPP (biaxially oriented polypropylene)-based laminations in vertical form-fill-seal (VFFS) pouching applications. Examining the hermetic-seal effectiveness in OPP films The seal performance of a pouch is primarily governed by the innermost ply’s heat-sealable properties. In this article, we discuss the examination of a small set of OPP-based heat- sealable films designed for snack-food packaging, taking into consideration their effectiveness in improving or maintaining hermetic-seal properties. For our study, a control film and two improved, hermetic-seal test-film variables were adhesively laminated to a BOPP print film. The laminations then were run in a VFFS pillow pouch (12 in. long x 10 in. wide), lap-seal format Hermetic-seal performance of BOPP laminate structures in VFFS pouch applications By Ken Chang, senior director-Film Research and Development, Toray Plastics (America), Inc., and Elizabeth Shokunbi, chemical engineering intern, University of Rhode Island on a Hayssen Ultima ® SV bagger. The pouches, however, were not filled with any product or simulated product. The control film’s (C1) sealant layer design was considered as representative of conventional BOPP heat-sealable films. Both test films (V1 and V2) represent designs to improve heat-seal integrity properties. Considering shear rheology behavior of polymers As part of the study, the shear rheology behavior of the polymers used in these films’ sealant layers were examined, in particular, shear storage modulus G’. Figure 1 illustrates a variety of polymers’ shear storage modulus at 190° C. Crystalline isotactic propylene homopolymer (Homo-PP) exhibited the highest shear storage modulus (in the low frequency regime). Low-density polyethylene (LDPE), ethylene-propylene-butene terpolymer (EPB terpolymer) ethylene-propylene copolymer (EP copolymer) metallocene-catalyzed, linear low-density polyethylene (mLLDPE) and Ziegler-Natta-catalyzed, linear low-density polyethylene (LLDPE) all exhibited respectively lower shear storage modulus properties. FIGURE 1. Various polymers’ shear storage modulus at 190° C
Transcript of Hermetic-seal performance of BOPP laminate … performance of BOPP laminate structures ... (LDPE),...
56 www.convertingquarterly.com • 2016 Quarter 1
LAMINATING
Introduction
In today’s snack-food flexible packaging arena, the demand is increasing among CPGs and retailers for packaging that
provides longer shelf life because of the challenges created by changing distribution outlets. Those challenges include the growing popularity of specialty snack-food items, the particular needs of warehouse clubs and e-commerce and global expansions. Evolving distribution channels and the extended product shelf-life requirements specified to help end users navigate them may necessitate higher gas-barrier packaging for product freshness to be to maintained, higher seal-strengths to withstand high altitude transport (also known as “over-the-mountain” packaging) and improved hermetic seals for taking full advantage of the package’s gas barrier properties, particularly in inert gas-flushing applications.
A hermetically-sealed package is optimized for extended shelf life when it is able to prevent air and moisture from entering the product space. Hermetic sealability is a key performance characteristic for creating a pouch structure and evaluating overall performance. Hermetic seals will extend the shelf life of a product, thereby improving the consumer experience. Ideally, a hermetically-sealed package will maintain integrity in circumstances when a product requires an extended shelf life and when it is shipped through varying altitudes. Given those considerations and the changing marketplace, we wished to examine and compare the hermetic seal properties of selected BOPP (biaxially oriented polypropylene)-based laminations in vertical form-fill-seal (VFFS) pouching applications.
Examining the hermetic-seal effectiveness in OPP filmsThe seal performance of a pouch is primarily governed by the innermost ply’s heat-sealable properties. In this article, we discuss the examination of a small set of OPP-based heat-sealable films designed for snack-food packaging, taking into consideration their effectiveness in improving or maintaining hermetic-seal properties. For our study, a control film and two improved, hermetic-seal test-film variables were adhesively laminated to a BOPP print film. The laminations then were run in a VFFS pillow pouch (12 in. long x 10 in. wide), lap-seal format
Hermetic-seal performance of BOPP laminate structures in VFFS pouch applicationsBy Ken Chang, senior director-Film Research and Development, Toray Plastics (America), Inc., and Elizabeth Shokunbi, chemical engineering intern, University of Rhode Island
on a Hayssen Ultima® SV bagger. The pouches, however, were not filled with any product or simulated product. The control film’s (C1) sealant layer design was considered as representative of conventional BOPP heat-sealable films. Both test films (V1 and V2) represent designs to improve heat-seal integrity properties.
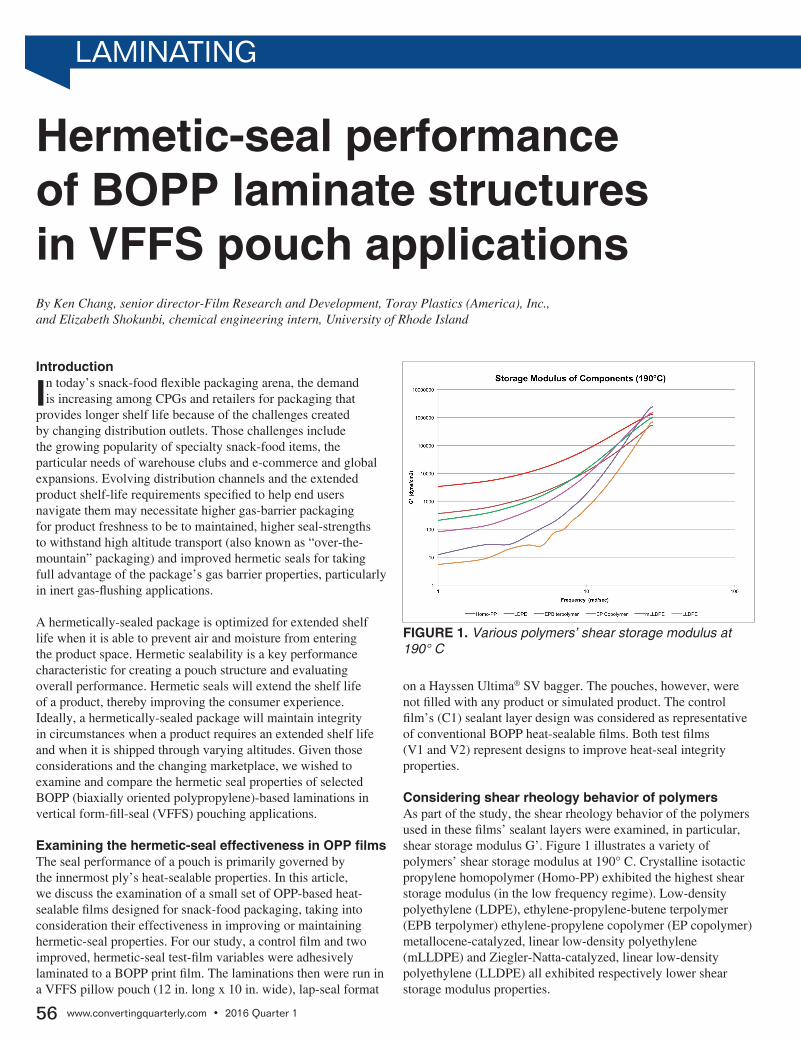
Considering shear rheology behavior of polymersAs part of the study, the shear rheology behavior of the polymers used in these films’ sealant layers were examined, in particular, shear storage modulus G’. Figure 1 illustrates a variety of polymers’ shear storage modulus at 190° C. Crystalline isotactic propylene homopolymer (Homo-PP) exhibited the highest shear storage modulus (in the low frequency regime). Low-density polyethylene (LDPE), ethylene-propylene-butene terpolymer (EPB terpolymer) ethylene-propylene copolymer (EP copolymer) metallocene-catalyzed, linear low-density polyethylene (mLLDPE) and Ziegler-Natta-catalyzed, linear low-density polyethylene (LLDPE) all exhibited respectively lower shear storage modulus properties.
FIGURE 1. Various polymers’ shear storage modulus at 190° C
2016 Quarter 1 • www.convertingquarterly.com 57
continued on page 58 u
Shear storage modulus may be a useful property to assess hermetic-seal behavior of the polymer. It could be an indicator of the amount of force required to overcome the elastic property of the polymer to start flowing and fill in the spaces or gaps of a pouch’s end-seal corners, end seal/back seal junction or around contaminants in the seal area. The lower the storage
modulus over the low shear range, the more easily the material may flow, thus indicating the polymer has greater hermetic-sealing capability. It is assumed that the low frequency regime of the shear storage modulus curve would be analogous to the low shear conditions of a packaging machine’s heated sealer jaws. As expected, low crystalline content materials (like linear low-density polyethylene) tended to have a lower shear storage modulus; higher crystalline materials (like crystalline isotactic polypropylene) tended to have a higher shear storage modulus.
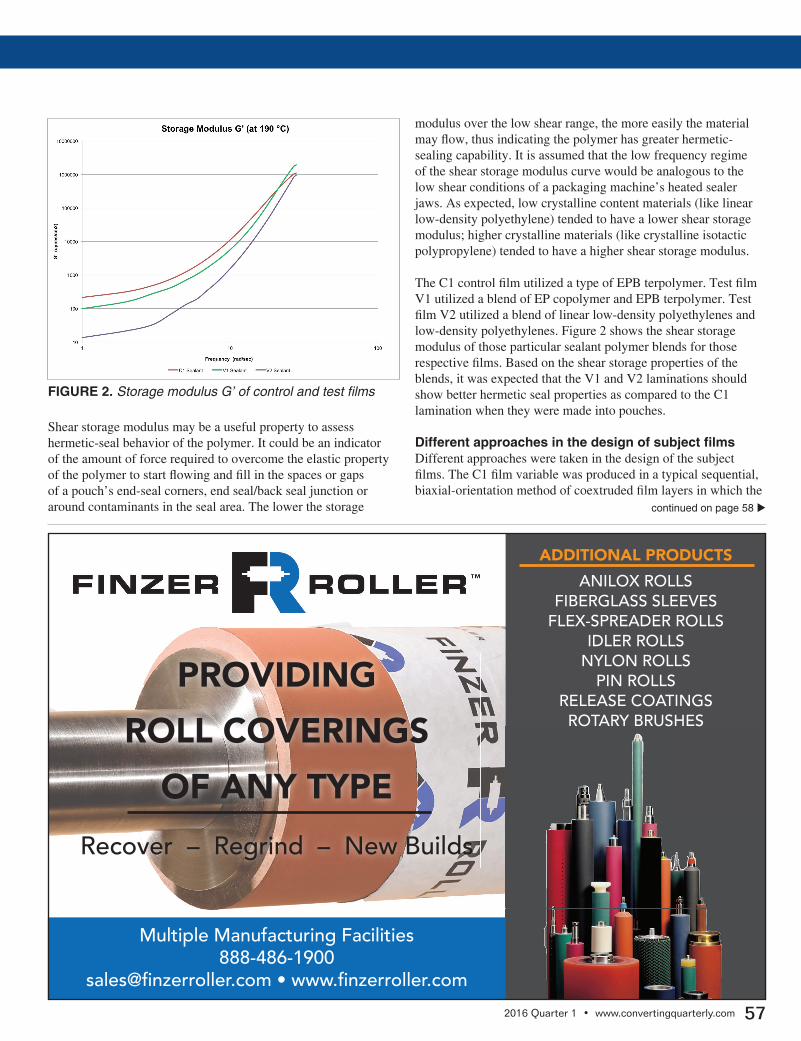
The C1 control film utilized a type of EPB terpolymer. Test film V1 utilized a blend of EP copolymer and EPB terpolymer. Test film V2 utilized a blend of linear low-density polyethylenes and low-density polyethylenes. Figure 2 shows the shear storage modulus of those particular sealant polymer blends for those respective films. Based on the shear storage properties of the blends, it was expected that the V1 and V2 laminations should show better hermetic seal properties as compared to the C1 lamination when they were made into pouches.
Different approaches in the design of subject filmsDifferent approaches were taken in the design of the subject films. The C1 film variable was produced in a typical sequential, biaxial-orientation method of coextruded film layers in which the
FIGURE 2. Storage modulus G’ of control and test films
ADDITIONAL PRODUCTS
ANILOX ROLLSFIBERGLASS SLEEVES
FLEX-SPREADER ROLLSIDLER ROLLS
NYLON ROLLSPIN ROLLS
RELEASE COATINGSROTARY BRUSHES
PROVIDING
ROLL COVERINGS
OF ANY TYPE
Recover – Regrind – New Builds
Multiple Manufacturing Facilities888-486-1900
sales@fi nzerroller.com • www.fi nzerroller.com
58 www.convertingquarterly.com • 2016 Quarter 1
t continued from page 57
core layer was comprised primarily of propylene homopolymer. One coextruded skin layer functioned as a metal adhesion layer. The opposite coextruded skin layer was the heat-sealable layer. The V1 test variable was made in a similar manner. However, the core and heat-sealable layers were modified with EP copolymer. The core-layer modification of this variable resulted in a lower
LAMINATING
modulus film, making it more pliable. The V2 test variable was a typical metallized-BOPP film; however, the heat-sealable layer was extrusion-coated onto the BOPP substrate film with a blend of low-shear-storage-modulus sealant resins.
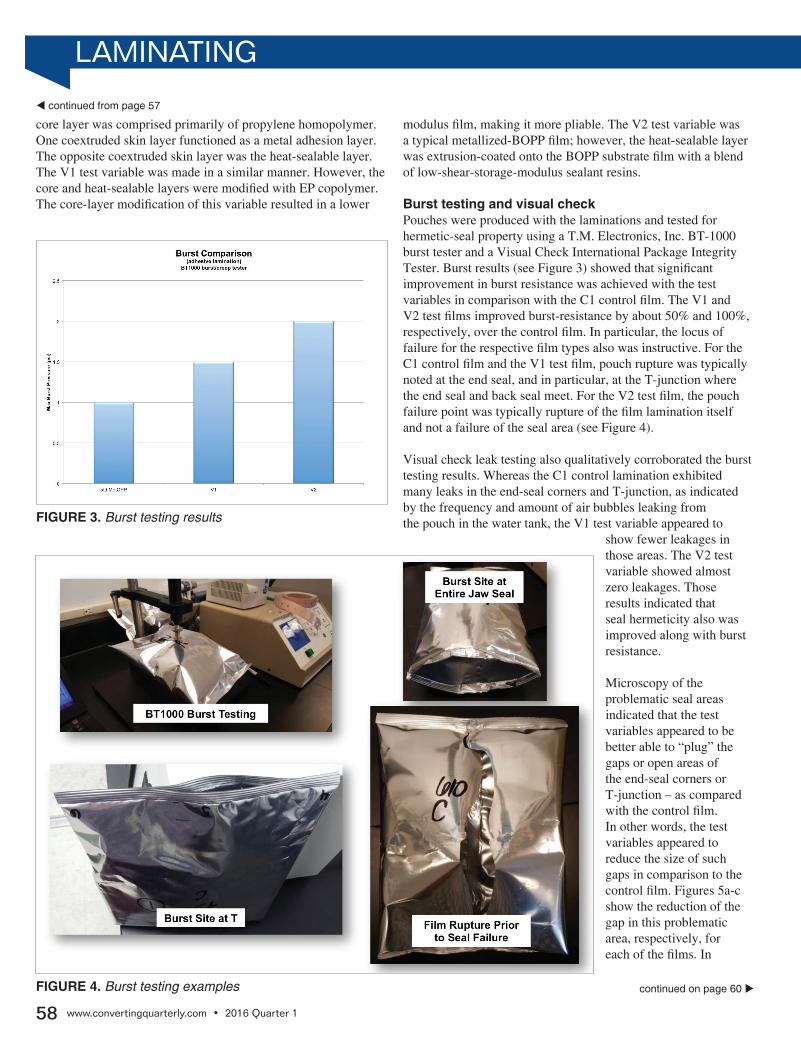
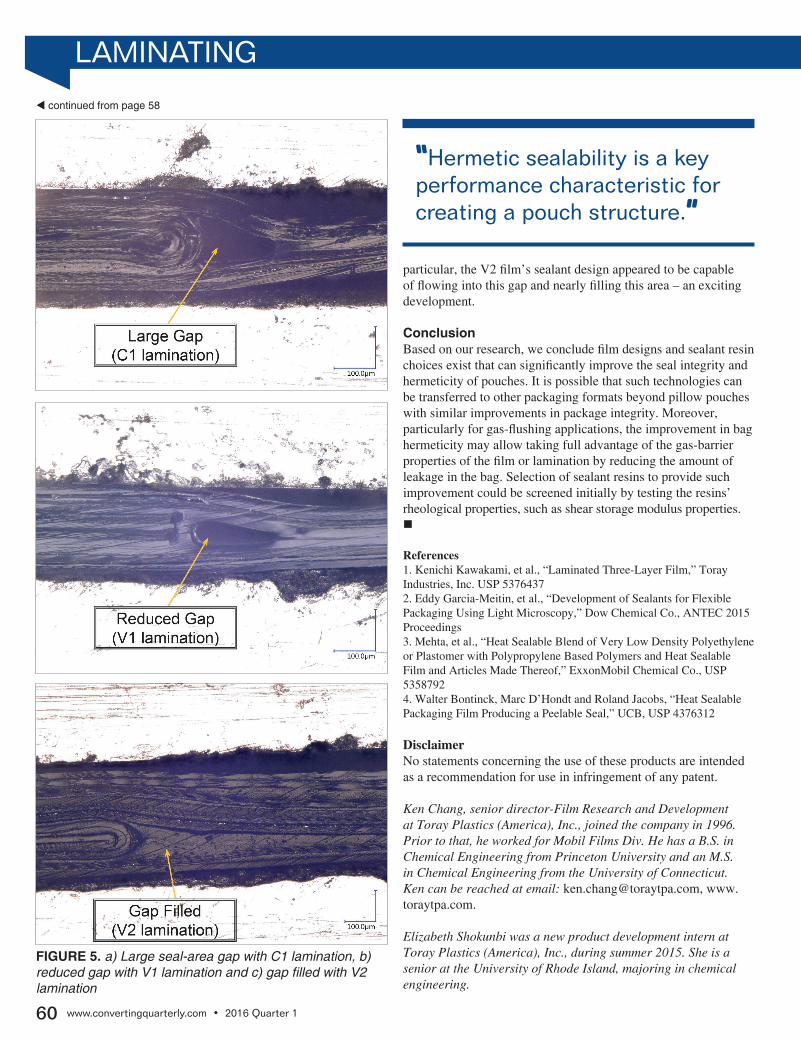
Burst testing and visual checkPouches were produced with the laminations and tested for hermetic-seal property using a T.M. Electronics, Inc. BT-1000 burst tester and a Visual Check International Package Integrity Tester. Burst results (see Figure 3) showed that significant improvement in burst resistance was achieved with the test variables in comparison with the C1 control film. The V1 and V2 test films improved burst-resistance by about 50% and 100%, respectively, over the control film. In particular, the locus of failure for the respective film types also was instructive. For the C1 control film and the V1 test film, pouch rupture was typically noted at the end seal, and in particular, at the T-junction where the end seal and back seal meet. For the V2 test film, the pouch failure point was typically rupture of the film lamination itself and not a failure of the seal area (see Figure 4).
Visual check leak testing also qualitatively corroborated the burst testing results. Whereas the C1 control lamination exhibited many leaks in the end-seal corners and T-junction, as indicated by the frequency and amount of air bubbles leaking from the pouch in the water tank, the V1 test variable appeared to
show fewer leakages in those areas. The V2 test variable showed almost zero leakages. Those results indicated that seal hermeticity also was improved along with burst resistance.
Microscopy of the problematic seal areas indicated that the test variables appeared to be better able to “plug” the gaps or open areas of the end-seal corners or T-junction – as compared with the control film. In other words, the test variables appeared to reduce the size of such gaps in comparison to the control film. Figures 5a-c show the reduction of the gap in this problematic area, respectively, for each of the films. In
FIGURE 3. Burst testing results
FIGURE 4. Burst testing examples continued on page 60 u
60 www.convertingquarterly.com • 2016 Quarter 1
t continued from page 58
LAMINATING
particular, the V2 film’s sealant design appeared to be capable of flowing into this gap and nearly filling this area – an exciting development.
ConclusionBased on our research, we conclude film designs and sealant resin choices exist that can significantly improve the seal integrity and hermeticity of pouches. It is possible that such technologies can be transferred to other packaging formats beyond pillow pouches with similar improvements in package integrity. Moreover, particularly for gas-flushing applications, the improvement in bag hermeticity may allow taking full advantage of the gas-barrier properties of the film or lamination by reducing the amount of leakage in the bag. Selection of sealant resins to provide such improvement could be screened initially by testing the resins’ rheological properties, such as shear storage modulus properties. n
References 1. Kenichi Kawakami, et al., “Laminated Three-Layer Film,” Toray Industries, Inc. USP 5376437 2. Eddy Garcia-Meitin, et al., “Development of Sealants for Flexible Packaging Using Light Microscopy,” Dow Chemical Co., ANTEC 2015 Proceedings 3. Mehta, et al., “Heat Sealable Blend of Very Low Density Polyethylene or Plastomer with Polypropylene Based Polymers and Heat Sealable Film and Articles Made Thereof,” ExxonMobil Chemical Co., USP 5358792 4. Walter Bontinck, Marc D’Hondt and Roland Jacobs, “Heat Sealable Packaging Film Producing a Peelable Seal,” UCB, USP 4376312
DisclaimerNo statements concerning the use of these products are intended as a recommendation for use in infringement of any patent.
Ken Chang, senior director-Film Research and Development at Toray Plastics (America), Inc., joined the company in 1996. Prior to that, he worked for Mobil Films Div. He has a B.S. in Chemical Engineering from Princeton University and an M.S. in Chemical Engineering from the University of Connecticut. Ken can be reached at email: [email protected], www.toraytpa.com.
Elizabeth Shokunbi was a new product development intern at Toray Plastics (America), Inc., during summer 2015. She is a senior at the University of Rhode Island, majoring in chemical engineering.
FIGURE 5. a) Large seal-area gap with C1 lamination, b) reduced gap with V1 lamination and c) gap filled with V2 lamination
“Hermetic sealability is a key performance characteristic for creating a pouch structure.”


















