Heavy Plate Leveler improvement by coupling a model to · PDF file ·...
7
Heavy Plate Leveler improvement by coupling a model to a flatness gauge Laurent Bodini, Siemens VAI Metals Technologies SAS, 51 rue Sibert, F-42403 Saint Chamond cedex Olaf Ehrich, Thyssenkrupp Steel, Profit Center Grobblech, Duisburg Süd Michael Krauhausen, NoKra Optsiche Prüftechnik und Automation GmbH, Max-Planck-Strasse 12, D- 52499 Baesweiler Summary An on-line mathematical leveller model coupled to a flatness gauge was chosen by ThyssenKrupp Steel Heavy Plate Profit Centre in order to improve the quality of the products, increase the productivity and reduce the reworks. This article presents the principles of the levelling process, the advantages of such a solution and the impacts on the production and the operators. Key Words Plate mill; flatness; flatness gauge; cold leveller; levelling model Introduction Thyssenkrupp Steel Heavy Plate Profit Centre decided to revamp its existing cold leveller. The main items of this revamp where: instrumentation of the main hydraulic cylinders (including the bending cylinders), level 1 control of these cylinders, levelling Model Plane® and a flatness gauge. Flatness defect types The steel plate flatness defects are well known by the steel producers among the most famous are the wavy edges, centre buckle, quarter buckle, positive or negative ski and the cross bow. These defects and the less famous ones can be categorized into two groups: the developable defects and the non developable defects. The developable defects are such that they can be flattened onto a plane without distortion (i.e. stretching, compressing, tearing). If a plate with a developable defect is cut in thin strips, every strip will have the same length. The ski defect is a developable defect. These defects can usually be removed with light levelling. The non developable defects are such that they cannot be flattened onto a plane without distortion. If a plate with a non-developable defect is cut in thin strips, the
Transcript of Heavy Plate Leveler improvement by coupling a model to · PDF file ·...

Heavy Plate Leveler improvement by coupling a model to a flatness gauge
Laurent Bodini, Siemens VAI Metals Technologies SAS, 51 rue Sibert, F-42403 Saint Chamond cedex
Olaf Ehrich, Thyssenkrupp Steel, Profit Center Grobblech, Duisburg Süd
Michael Krauhausen, NoKra Optsiche Prüftechnik und Automation GmbH, Max-Planck-Strasse 12, D-52499 Baesweiler
SummaryAn on-line mathematical leveller model coupled to a flatness gauge was chosen by ThyssenKrupp Steel Heavy Plate Profit Centre in order to improve the quality of the products, increase the productivity and reduce the reworks.
This article presents the principles of the levelling process, the advantages of such a solution and the impacts on the production and the operators.
Key WordsPlate mill; flatness; flatness gauge; cold leveller; levelling model
IntroductionThyssenkrupp Steel Heavy Plate Profit Centre decided to revamp its existing cold leveller. The main items of this revamp where: instrumentation of the main hydraulic cylinders (including the bending cylinders), level 1 control of these cylinders, levelling Model Plane® and a flatness gauge.
Flatness defect typesThe steel plate flatness defects are well known by the steel producers among the most famous are the wavy edges, centre buckle, quarter buckle, positive or negative ski and the cross bow. These defects and the less famous ones can be categorized into two groups: the developable defects and the non developable defects.
The developable defects are such that they can be flattened onto a plane without distortion (i.e. stretching, compressing, tearing). If a plate with a developable defect is cut in thin strips, every strip will have the same length. The ski defect is a developable defect. These defects can usually be removed with light levelling.
The non developable defects are such that they cannot be flattened onto a plane without distortion. If a plate with a non-developable defect is cut in thin strips, the

strips will have different lengths. The wavy edges is a non-developable defect. To remove the non developable defect, it is necessary to shorten the long strips and/or to lengthen the short strips. These defects usually require a heavier levelling.
Despite that fact that some plate are flat. Once they are cut into the pieces, these pieces are not flat. If these defects are not created by the cutting process, they are the consequences of the internal stresses of the original flat plate. These internal stresses can not be detected online, neither by the operator nor by a flatness gauge. These internal stresses are truly hidden flatness defects that the steel supplier must avoid.
Levelling PrinciplesThe purpose of the levelling of the plates is to remove the developable, the non developable defects and to removed the internal stresses of the plate.
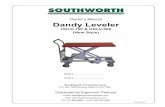
As the plate passes through the leveller it undergoes alternate decreasing bends. At each bend, the fibres facing the roll are compressed and the fibres on the other side of the plate are stretched. The shorter the fibres, the less compressed they will be and the more stretched they will be. To the contrary longer fibres will be more compressed and less stretched. As a result, after the first bends (the heavier bends, zone 1 of fig. 1.), if the levelling is heavy enough all the fibres will have an equal length, therefore all the non developable defects should disappear. Nevertheless the strong bends also create some internal stresses which cause developable defects like the tile defect (i.e. cross bow effect). These newly createddefects along with the already existing developable defects will be removed by the later bends of the levelling (zone 2 of fig. 1.).
Figure 1. Two zones inside the leveller
The alternate decreasing bends also remove partly the internal stresses. When a plate is bend as shown in the following figure, the fibres next to the surface of the plate are the more compressed and stretched ones. To the contrary the centrefibre (also called the neutral fibre) is not stressed by the process, its length will not
Zone 1elongation
Zone 2stress relief

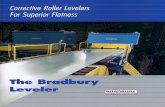
be changed by the levelling process. So during the levelling, the fibres which are close to the surface of the plate will go into plastification, to the contrary the fibres close to the neutral fibre will not go into plastification. The plastification ratio is defined as the ratio of plasticised fibres over the total number of fibres (see fig 2.). The stronger the bend, the higher the plastification ratio, the lesser the residual internal stresses at the centre of the plate. But because a strong bend causes internal stresses close to the surface of the plate, it is necessary to have to have it followed by lighter ones.
Figure 2. Inside the plate thickness
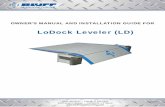
The rolls of the leveller can also be bend under load in order to increase the action of the levelling locally (bending action like for the rolling mills, see fig. 3.). For example in case of wavy edges, it is better to increase the levelling at the centre of the plate (wavy edges may let think that the edges are too long, but it can also be the centre that is too short).
Figure 3. Bending of the levelling rolls
Thickness T
Elastic areaTe
Plastic area
Plastic area
+ б
- б
Radius of curvaturePlastification Ratio = (T-Te)/T

Levelling Model UseGiven the thickness, the width and yield stress of the incoming plate, the levelling model does compute the gaps required to reach a target plastification ratio. It calculates also the expected forces per roll, the torques per roll, and the bending necessary to compensate for the stretch of the leveller. A typical target plastification ratio is around 60% to 70%. This target plastification ratio value also depends on the plate data and on the incoming flatness.
Two inputs are required from the operator for a model computation: the target plastification ratio and an evaluation from the incoming plate flatness ((very) wavy edges, flat, (very) wavy centre). This reduces greatly the number of inputs of the operators (two inputs instead of five) to set up the leveller. Moreover, once the target plastification ratio is chosen, the model does automatically compute the presets even if the plate format changes.
The model helped the operators understand the process and the importance of the plastification ratio. As a result, they do not anymore ‘just’ require the plate to be flat after the leveller, they also try a reach a good plastification ratio to remove the internal stresses. So they have a more efficient use of the leveller than before. On the other side, when for thick and hard plates, the model says that it is not possible to achieve a minimum plastification ratio, the operators do not slow down the production by trying unsuccessfully to level those plates with several passes.
Flatness Gauge UseThe gauge is located after the leveller in order to deliver a flatness certificate for the produced plate.
Figure 4. Flatness measurement with lasers downstream of the leveller in a heavy plate rolling mill, measuring field with three laser lines (to differentiate between the vertical movement of the heavy plate
on the roller table an the flatness defects of the heavy plate)

The following information are given to the operator (see top of figures 5.and 6.) :
- the measure of the flatness according to the norm EN10029 (one meter ruler, and two meter ruler flatness measurement) ;
- a picture of the flatness of the plate (3D or 2D with colour) ;
- a measure of the plate thickness, width and length. This last output is just used to detect plate identification mismatch.
Figure 5. 3D-view of the topography of a measured heavy plate as displayed at the control stand
Figure 6. Top view of the same data as Fig.5. colour-coded presentation of the topography of the plate. The results of the assessment of the flatness defect conforming to standards using rulers is shown. 1 = ruler length 1 m, 2 = ruler length 2 m. Numerical values are displayed on the top of the screen.
If the measured flatness is below specification, a warning is sent to the operatorwhich can then do a new pass, force the plate acceptance or degrade the plate to a lower quality.

The 3D picture gives the operator very good information about the flatness defect location and amplitude.
Coupling of the Model and the Flatness GaugeBecause the flatness gauge is located at the exit of the leveller, the model must use the operator’s inputs for a preset computation for the first pass. After the first pass results, the model uses the flatness data given by the flatness gauge as an input for the second and third pass (the plates are normally not to be levelled in more than three passes) if the plate is below flatness specification.
Upon receiving the topography of the plate, the model makes a computation of the length of several strips of the plate. With this information the model chooses the optimal plastification ratio and roll bending for the next pass and for the pass after.This roll bending is compared with the capacity of the roll to be bent which is computed using the plate geometry and the generated forces.
The level 2 also keeps the plate topography for automatic production reports.
If the flatness gauge was placed at the entry of the leveller, the model could have used the flatness data for the first pass calculation. As the cold leveller is the last process equipment on the line, it is more important to evaluate the plate flatness after levelling.
Case of a hot leveller :
For a hot leveller, it is better to have the flatness gauge between the plate mill and the hot leveller for three reasons:
• the plate flatness can be used to correct the plate mill bending presets.
• the plate flatness can be used by the leveller model to optimize the first pass at the hot leveller.
• as the plate flatness will change during cooling, there is no real ground to measure it for record purposes.
Impact on the productionThe use of the cold leveller model and of the flatness gauge resulted in a larger regularity of the quality of the products.
All the visible flatness defects are detected (independently of the operator’s habits and variability).
The plastification ratio ensures the absence of internal stresses.

The model and the explanations given to the operators during the commissioning have deepen the operator’s understanding of the levelling process and improved the operator’s performances. As a result, when it is possible the operators are now using more efficiently the leveller by reaching around 65% plastification ratio when they were reaching around 30%-40% before the revamp (which was enough to remove the visible flatness defects).
ConclusionThe levelling model has helped the operators to gain a deeper understanding of the process and make a better use of the leveller. The flatness gauge eased the screening of the products at the end of the production line. With the flatness data delivered to the model, the second and third pass are automatically computed by the model when necessary. Production wise, with the model used being used 95% of the time, there are less internal reworks and the achieved plate quality is better.