HEAT TRANSFER AND EXCHANGERSsaharapcc.skills4success.co/spcc/main/fmene/HEAT TRANSFER AND...
27
HEAT TRANSFER AND EXCHANGERS Although heat-transfer rates can be computed with reasonable accuracy for clean or new pipe, the effect of dirty or corroded pipe surfaces cannot he satisfactorily estimated. With the greatest possible care, the accuracy with which the rate of heat transfer can be computed is probably not better than ±5 per cent. There are three common methods of transferring heat, viz., radiation, conduction through solids, and conduction through fluids. In practice a combination of two or even all of these methods may take place simultaneously. CONDUCTION THROUGR SOLIDS Conduction is the most simple method of heat transfer. Newton's fundamental law of resistances and driving forces, if applied to conduction, takes the following form: Q = k x (T 2 – T 1 ) A L where Q = Btu heat transferred per hr A = area of surface, sq ft T2 and TI = temperatures at hot and cold surfaces k = conductivity as Btu/('F diff.)(sq ft)(hr) for 1 ft thickness ( Refer Tables 17-1 and 17-2) L = thickness, ft In using Newton's law, the factor L / k may be considered to be a resistance (R) to the driving force represented by the temperature difference (T 2 – T 1 ) = ∆T Q / A = ∆T / R (17-2) Where R = L / k
Transcript of HEAT TRANSFER AND EXCHANGERSsaharapcc.skills4success.co/spcc/main/fmene/HEAT TRANSFER AND...

HEAT TRANSFER AND EXCHANGERS
Although heat-transfer rates can be computed with reasonable accuracy for clean
or new pipe, the effect of dirty or corroded pipe surfaces cannot he satisfactorily
estimated. With the greatest possible care, the accuracy with which the rate of heat
transfer can be computed is probably not better than ±5 per cent.
There are three common methods of transferring heat, viz., radiation, conduction
through solids, and conduction through fluids. In practice a combination of two or even
all of these methods may take place simultaneously.
CONDUCTION THROUGR SOLIDS
Conduction is the most simple method of heat transfer. Newton's fundamental law
of resistances and driving forces, if applied to conduction, takes the following form:
Q = k x (T2 – T1)
A L
where Q = Btu heat transferred per hr
A = area of surface, sq ft
T2 and TI = temperatures at hot and cold surfaces
k = conductivity as Btu/('F diff.)(sq ft)(hr) for 1 ft thickness
( Refer Tables 17-1 and 17-2)
L = thickness, ft
In using Newton's law, the factor L / k may be considered to be a resistance (R) to the
driving force represented by the temperature difference (T2 – T1) = ∆T
Q / A = ∆T / R (17-2)
Where R = L / k


Several materials usually compose the vessel or wall through which heat is being
conducted, and hence conduction problems involve the conduction of heat through a
series of resistances. The quality of heat Q that passes through each material is the same,
but the temperature difference across each material will be different for each material.
Suppose a wall is composed of three materials having conductivities of k1, k2, and k3,
having thickness. of L1, L2 and L3 and having temperature differences of ∆T1, ∆T2 and
∆T3..
Also

The temperature difference across the three materials is the sum of the three individual
differences.


Thus, we find that resistance to the flow of Heat corresponds exactly to
resistances to the flow of electricity through a series electrical circuit.
For the special case of heat transfer through a flat wall, the area ratio in each
resistance term is unity, i.e., A1 = A2 = As etc. The temperature differences are directly
proportional to the resistances to flow, so
that ∆T: ∆T1: ∆T2: ∆T3 :: R:R1:R2:R3

Heat losses from many petroleum equipment are so small compared with other
heat quantities that for design work the approximations of Table 17-3 are usually
adequate.
( Since the outside temperature cannot be easily measured, the air temperature is usually
used, but this involves the conductivity of a film of stagnant air at the wall (see Example
17-5).
Pipe Insulation. :
In the case of pipe insulation the area through which heat is transferred is not
constant. If the thickness of the material is small, compared with the diameter, the
arithmetic average of the larger area and the smaller area may be used. The arithmetic
mean area may be used with an error of only 4 per cent for all cylindrical vessels and for
pipe sizes down to about 2 in. if standard insulation is used. If the thickness is great
compared with the diameter, the logarithmic mean area must he used in the denominator
of the resistance term.

CONDUCTION THROUGH FLUID FILMS (CONVECTION)
As indicated earlier, all fluids are bounded at the retaining walls by a film of
stagnant fluid. Heat must be transferred through these films by conduction. The films are
very thin, their thickness L cannot be easily measured, and hence the thickness L which is
involved in the resistance of the film cannot be determined directly.
In order to avoid this difficulty, the resistances of fluid films have been correlated
by expressing the resistance as 1/h in which h is the film coefficient of heat transfer.
From commonly accepted heat transfer coefficients the apparent film thickness varies
from about 0.1” for gases to about 0.0001” for condensing steam. If the conduction
equation is applied to the transfer of heat from a fluid into a solid partition wall and into
another fluid, the conduction equation takes the following form:
In this equation, ho and hi represent the outside and inside film coefficients of
heat transfer of the two fluids; Lw and kw. the thickness and conductivity of the partition
wall; Ro and Ri the resistances due to corrosion, dirt, or roughness of thelsurfaces; and
Ao., Ai, and Aw. represent the areas of the wall at the outside, at the inside, and at about
the mean of the two (A.).
Two fouling resistances are used throughout but most of the literature fails to
indicate whether one or both factors are being reported. Accordingly, a single fouling
resistance Rd, which is the sum of Ro. and Ri, will be used in this derivation and no
correction for outside and inside surfaces will be made except in such necessary cases as
fin-tube resistances.
The resistance in the denominator may, for convenience, be added and the total
equals 1/Ho. or 1/Hi, in which Ho is the over-all transfer rate based on outside surface.

If one film Coefficient is small compared with the other coefficients, the
resistance l/h which corresponds to it will be proportionally large. In such a ease the
value of the over-all coefficient will be nearly the same as the small film coefficient
corrected to the reference surface. For the same reason the resistance of the metal wall
may often be neglected.
Example Over-all Coefficient of Heat Transfer.
Heat is being transferred from a gas through the walls of a standard 2-in. pipe and
into water that is flowing on the'inside of the pipe. ho = 6, hw = 500, and k for the pipe
wall is 25 [see Eq. (17-8a)l.
Thus, the resistance of the metal wall and the water film could be neglected with an error
of only 1.66 per cent.

If the pipe could be made of copper,(an excellent conductor of heat (k = 220)) the
over-all coefficient would be scarcely changed:
Logarithmic mean temperature. difference.
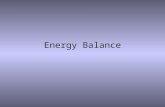
In exchangers, etc., the temperature difference between the two fluids is not
constant because a one fluid is heated the other is cooled. The arrows of Fig. 17-2
indicate the direction of the flow of the fluids with respect to one another for the common
arrangements of flow. Almost all commercial equipments are designed for countercurrent
flow, but the conditions indicated in d and e are closely simulated in steam heaters and in
coil-in-box coolers. Flow arrangement Fig 17.2c shows a single shell-side pass but two
tube passes.Figure 17-2f indicates condensing of a hydrocarbon mixture followed by
cooling of the condensate, all in the same equipment. Such a condition should he
considered as two separate zones, each with its own mean temperature difference..
For the simplified case of a constant transfer coefficient and constant specific
heats for the two fluids, the logarithmic mean temperature difference is valid:
Θ = log mean temp diff
= larger temp diff – smaller tem diff
log e (larger temp diff/smaller temp diff.) The logarithm to the base 10 may be converted to base e by multiplying by
2.3. Experimental tests indicate that logarithmic mean temperature difference is not exact
for either streamline or turbulent flow of oils, but no means of easily handling the true
case are available.
1
0.1667 + 0.000062 + 0.0023 Ho = = 5.92

Example 17-3. The Logarithmic Mean-temperature Difference.
An oil is to be cooled from 200 to 100'F by water that enters at 60 and leaves at
80'F.What is the logarithmic mean temperature ?
(200 - 80) - (100 - 60)
loge(120/40 )
= 80 /1.1 = 72.8 oF
The arithmetic, temperature difference would be in error by about 10 per cent.
Arithmetic ∆T = (120 + 40) / 2 = 80 oF
If the ratio of the temperature differences is less than 2, the arithmetic average
temperature difference may be used with an error of only 4 per cent.

Multipass Flow.
True countercurrent flow is not attained in most multi pass exchangers. In such
exchangers, the fluid is guided back and forth in the shell by means of longitudinal
baffles, and in the tubes by means of partitions in the heads. Efficiencies (or multipliers
for the log- arithmetic mean difference) are shown in Figs. 17-4 and 17-51 in terms of R
and P.
TI – T2 t2 - t1 .R = P = t2 – t1 T1 - t1
Where TI = inlet temperature, shell side
T2 = outlet temperature ,shell side
t1= inlet temperature, tube side
t2 = outlet temperature, tube side
Figure's 17 4 and 17-5 extend down to an F factor of only 0.8 because it is lot
good practice to use lower values. , The correction factors are not applicable if a sudden
change in phase occurs, so abrupt as to cause a sharp break in the temperature curve of
one of the fluids.




Number of Passes.
In order to obtain a high velocity, it is usually necessary to arrange the flow of
liquid through the tubes so that the fluid passes through one section of tubes and then
returns through another section of tubes. As many as 16 sections or passes have been
used.
The same effect is produced on the outside of the tubes by means of baffles.- In
the past, exchangers have been built with as many as six shell side passes and even more
passes within the tubes. Today there is a tendency to utilize only one or two shell passes
because of mechanical difficulties with leaks and with the removal of the large tube
bundles of highly multi pass exchangers. If more passes are used, the conditions of true
countercurrent flow may not be attained and the mean temperature difference and total
heat transferred may be decreased (Figs. 17-4 and 17-5) even though higher shell and
tube velocities are maintained. Bowman, Mueller, and Naglel question the economy of an
exchanger design in which the mean-temperature-difference correction factor is under
0.8. As exceptions, multiple tube passes are an advantage if several exchangers are used
in series and in the case of vapor condensers.
In an attempt to obtain true countercurrent flow, some refiners require single-pass
exchangers for all services, but the cost of several small shells, as against the cost of
fewer large shells with several passes, is great. In addition, a single-tube-pass floating-
head exchanger requires some type of packed joint or internal expansion joint. From an
operating standpoint, the single-pass exchanger has many advantages:
1. Countercurrent flow is attained.
2. Cleaning is facilitated because one unit at a time can be removed from the system and
cleaned without markedly interrupting continuous operation or changing the operating
conditions.
3. For the same reason the repair of leaky tubes is facilitated.
4. Small tube bundles can be more easily removed and more easily flushed or cleaned.
5. Large multiple - pass units are bulky and cannot be easily installed and removed.

In the case of vacuum partial condensers, the weight of the several units of condenser
often amounts to over 50 tons. This great bulk at a height of 40 ft or more is indeed
awkward.
6. If many units (double-pipe or. fin-tube) are in service (some refiners have hundreds of
units), they may be disconnected and reassembled to meet changes that are constantly
occurring in services or operating conditions.
Double-pipe fin-tube equipment' meets nearly all these requirements. Even 20 of these
units are sometimes used for a single exchanger operation, and they may be assembled in
many combinations, such as (1) 5 units in parallel, 4 units in series, and vice versa, (2) 10
units in parallel, 2 units in series, and vice versa, (3) all in parallel or all in series, etc.
Which Material through Tubes.
Fixed rules cannot be given because many of the factors or reasons are at variance with
one another.
Dirty stocks are passed
(1) Through the tubes, because they can be easily cleaned., particularly if the
tube bundle cannot be removed. but
(2) Through shell if the tubes cannot be cleaned (hairpin bundles) or if large
amounts of coke or debris are present which can he accumulated in the shell and
removed by dumping the shell.
High pressure fluids, corrosive stocks and water are sent through the tubes
because the strength of small diameter ( and thickness ) surpasses that of the shell,
because corrosion resistant tubes are relatively cheap and because corrosion or water
scale can easily be removed,
Ordinarily, exchanger shells are built for a pressure of only 125 to 150 psig.
Large-volume fluids (vapors) are passed through the shell so that adequate space
is available, but small volume fluids are also passed through the shell where cross baffles
can be used to increase the transfer rate without producing an excessive pressure drop.

Vapors that contain non condensable gases are sent through the tubes so that
the accumulation of non condensables will be swept out.
If the pressure drop must be low the material is sent through the.shell and the
same applies to viscous or low-transfer-rate fluids :because maximum transfer rates for a
fixed pressure drop can be obtained by the use of cross baffles in the shell. .
In fin-tube equipment, high-pressure, dirty, or corrosive stocks are sent through
the fin tube because it is relatively cheap, can be easily cleaned, and has a higher strength
than the outside tube. Obviously, it is advantageous to keep the low-transfer-rate fluid in
contact with the fins of a fin-tube equipment.

Analysis of Heat Exchanger Performance.
The Analysis of Performance in an Existing 1-2 Exchanger.
When all the pertinent equations are used to calculate the suitability of an existing
exchanger for given process conditions, it is known as rating an exchanger. There are
three significant points in determining the suitability of an existing exchanger for a new
service.
1. What clean coefficient Uc can be "performed / achieved " by the two fluids as the
result of their flow and individual film coefficients hio, and ho?
2. From the heat balance Q = WC(TI - T2) = wc(t2 - t1), known surface A, and the
true temperature difference for the process temperatures a value of the design or dirty
coefficient, UD is obtained. Uc must exceed Ud sufficiently so that the dirt factor,
which is a measure of the excess surface, will permit operation of the exchanger for
a reasonable period of service.
3. The allowable pressure drops for the two streams may not be exceeded.
When these are fulfilled, an existing exchanger is suitable for the process
conditions for which it has been rated.
In starting a calculation the first point which arises is to determine whether the hot
or cold fluid should be placed in the shell. There is no fast rule. One stream may be large
and the other small, and the baffle spacing may be such that in one instance the shell-side
flow area a. will be larger.
Fortunately any selection can be checked by switching the two streams and seeing
which arrangement gives the larger value of Uc without exceeding the allowable pressure
drop. Particularly in preparation for later methods there is some advantage, however, in
starting calculations with the tube side, and it may be well to establish the habit. The
detailed steps in the rating of an exchanger has been shown in earlier chapters.
The subscripts s and t are used to distinguish between the shell and tubes, and for
the outline the hot fluid may be assumed to be in the shell.

By always placing the hot fluid on the left the usual method of computing the
LMTD may be retained.
The Calculation of an Existing 1-2 Exchanger. Process conditions required






The Efficiency of an Exchanger.
In the design of many types of apparatus it is frequently desirable to establish a
standard of maximum performance. The efficiency is then defined as the fractional
performance of an apparatus delivering less than the standard. Dodge' gives the definition
of the efficiency of an exchanger as the ratio of the quantity of heat removed from a
fluid to the maximum which might have been removed.
Using the usual nomenclature,
which is identical with the temperature group S and presumed that t2 = T1. Depending
upon whether the hot or cold terminal approaches zero, the efficiency may also be
expressed by
Although there is merit to this definition from the standpoint of thermo dynamics
there is a lack of realism in an efficiency definition which involves a terminal difference
and a temperature difference of zero. It is the same as defining the efficiency as the ratio
of the heat transferred by a real exchanger to an exchanger with infinite surface.
In process heat transfer there is another definition which is useful. The process
temperatures are capable of providing a maximum temperature difference if arranged in
counter flow. There appears to be some value in regarding the efficiency of an exchanger
as the ratio of the temperature difference attained by any other exchanger to that for .true
counter flow. This is identical with FT , which proportionately influences the surface
requirements. It will be seen that other flow arrangements besides 1-2 parallel flow -
counter flow can be attained in tubular equipment and by which the value of FT may be
increased for given process temperatures. These obviously entail flow patterns which
approach true counter flow more closely than the 1-2 exchanger.

Reference:
'Dodge, B. F., "Chemical Engineering Thermodynamics," McGraw-Hill Book
Company, Inc., New York, 1944.